
Effects of Severe Plastic Deformation and Ultrasonic Treatment on the Structure, Strength, and Corrosion Resistance of Mg-Al-Zn Alloy

 ,
,  , , , and
, , , and
Abstract
1. Introduction
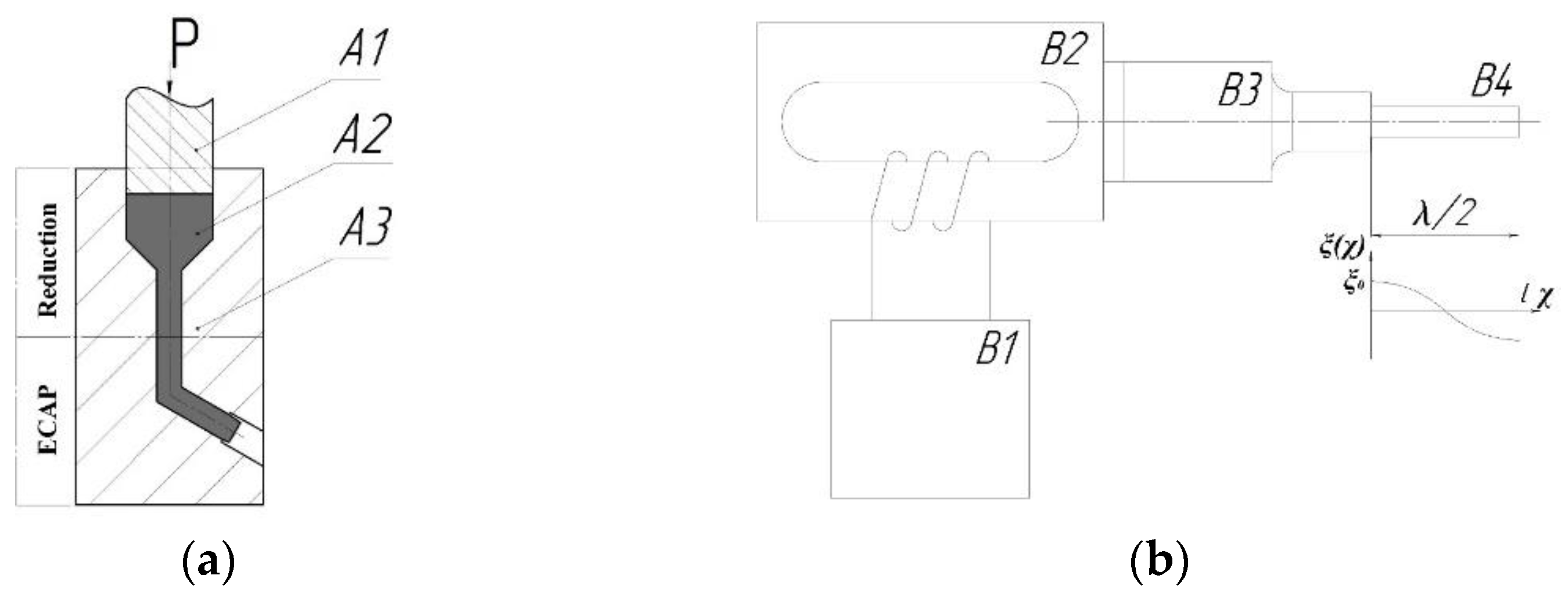
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- Combined deformation processing of Mg-Al-Zn alloy by reduction and ECAP at 350 °C simultaneously lead to a refined structure, with a grain size of 10–20 µm and the occurrence of recrystallized grains 1–2 µm in size. This leads to an increased ultimate tensile strength of 280 ± 10 MPa, while the relative elongation to failure increases up to 14 ± 1%. The enhanced ductility can be related to equiaxed recrystallized grains.
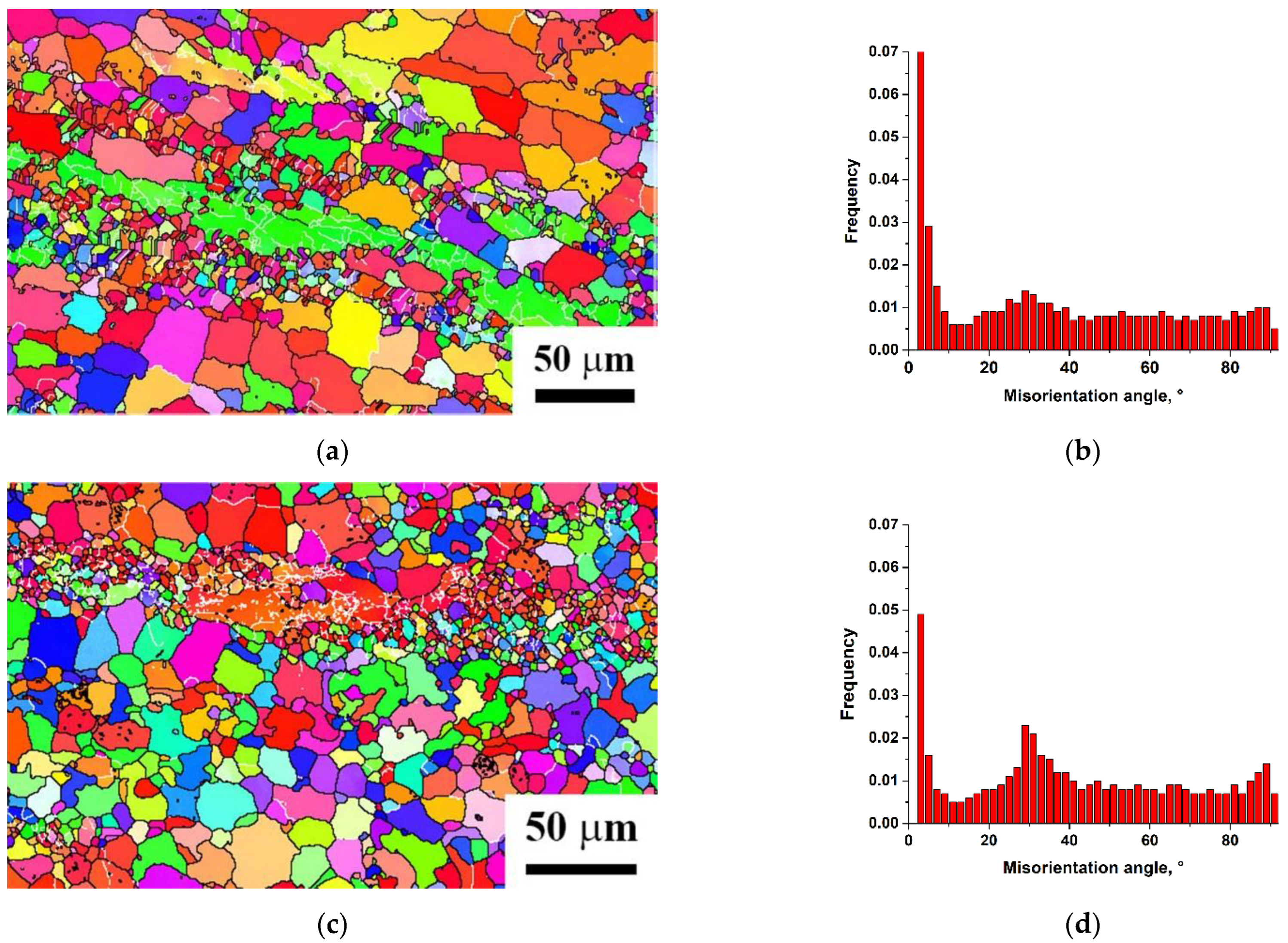
- Standing-wave UST at 20 kHz and a vibration amplitude of 10 µm has a notable effect on the dislocation structure in the specimen near its center. Along with the increased fraction of large-angle boundaries from 72% to 89%, the high density of dislocations is kept at around 1014 m−2. There is additional strengthening of the material up to 310 ± 5 MPa while maintaining the relative elongation of 14 ± 1%.
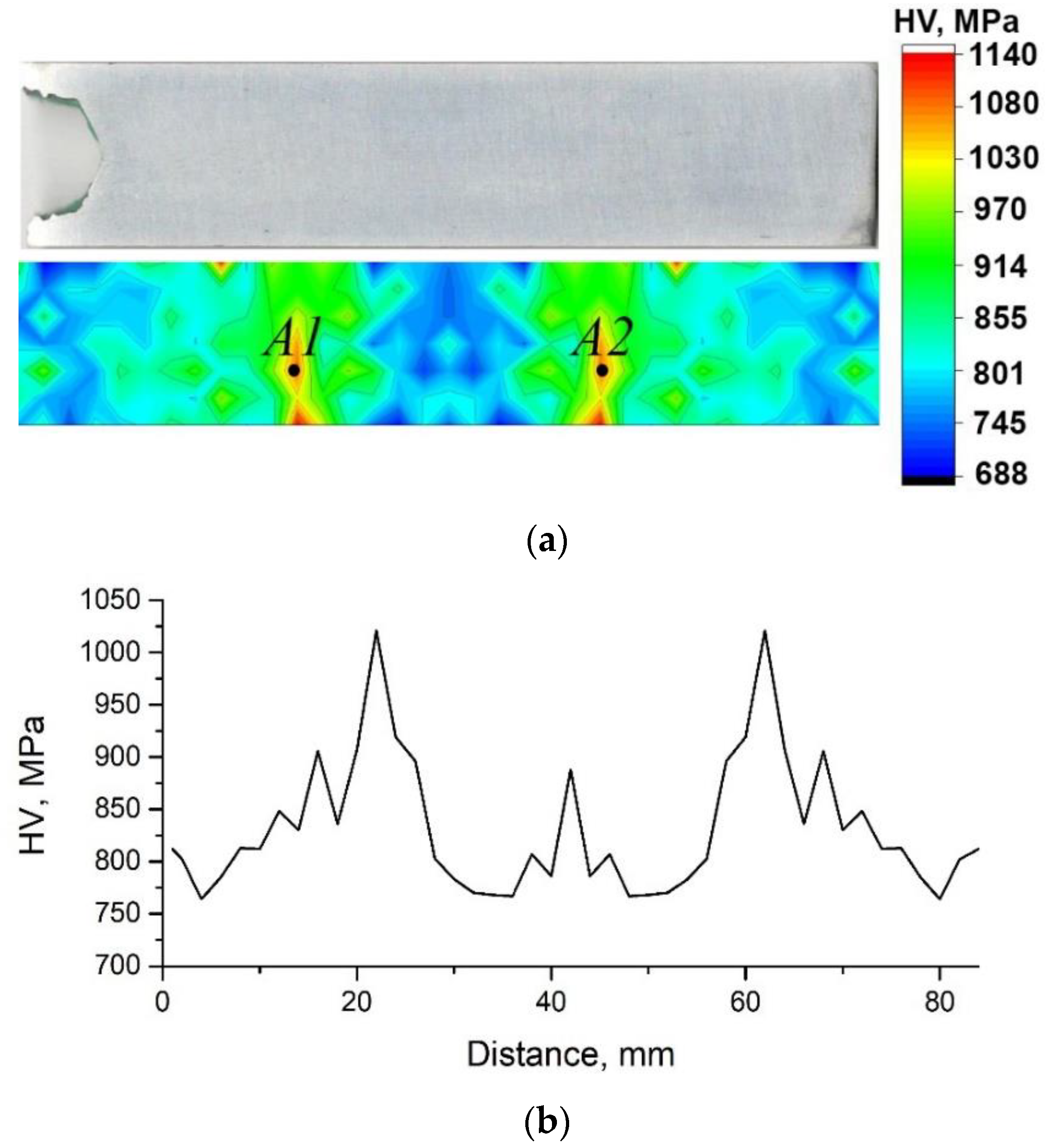
- The microhardness analysis shows an uneven effect of UST on the specimen structure, which is related to the nature of the standing wave occurrence in the specimen. The maximum increase of 450 MPa in microhardness occurs near the central area and the microhardness reaches 1140 ± 50 MPa.
- Corrosion studies in hydrochloric acid indicate a substantially decreased corrosion resistance of the Mg-Al-Zn alloy with refined grains and increased dislocation density after reduction–ECAP. Further UST, which leads to an increased fraction of high-angle boundaries, causes an almost two-fold increase in the corrosion resistance of the alloy in HCl at a high density of dislocations. The physical nature of such a behavior can be related to the changes in the characteristics of grain boundaries, namely, an increased fraction of fully overlapping Σ13a boundaries and of twin boundaries of Σ15b and Σ17a systems.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Witte, F. The history of biodegradable magnesium implants. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef] [PubMed]
- Kuśnierczyk, K.; Basista, M. Recent advances in research on magnesium alloys and magnesium–calcium phosphate composites as biodegradable implant materials. J. Biomater. Appl. 2017, 31, 878–900. [Google Scholar] [CrossRef] [PubMed]
- Rakoch, A.G.; Predein, N.A.; Gladkova, A.A.; Koltygin, A.V.; Vorozhtsova, V.V. Development of high-magnesium alloy composition to create a temporary seal used in oil industry. Izv. Non-Ferr. Metall. 2019, 3, 68–76. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Achieving Microstructural Refinement in Magnesium Alloys through Severe Plastic Deformation. Mater. Trans. 2009, 50, 111–116. [Google Scholar] [CrossRef]
- Bryła, K.; Dutkiewicz, J.; Litynska-Dobrzynska, L.; Rokhlin, L.L.; Kurtyka, P. Influence of number of ECAP passes on microstructure and mechanical properties of AZ31 magnesium alloy. Arch. Metall. Mater. 2012, 57, 711–717. [Google Scholar] [CrossRef]
- Tang, Z.; Huang, J.; Ding, H.; Cai, Z.; Zhang, D.; Misra, D. Effect of Deformation Temperature on Mechanical Properties and Deformation Mechanisms of Cold-Rolled Low C High Mn TRIP/TWIP Steel. Metals 2018, 8, 476. [Google Scholar] [CrossRef]
- Straumal, B.; Martynenko, N.; Temralieva, D.; Serebryany, V.; Tabachkova, N.; Shchetinin, I.; Anisimova, N.; Kiselevskiy, M.; Kolyanova, A.; Raab, G.; et al. The Effect of Equal-Channel Angular Pressing on Microstructure, Mechanical Properties, and Biodegradation Behavior of Magnesium Alloyed with Silver and Gadolinium. Crystals 2020, 10, 918. [Google Scholar] [CrossRef]
- Kulyasova, O.B.; Islamgaliev, R.K.; Krasilnikov, N.A. The Influence of the ECAP Temperature on Microstructure and Mechanical Properties of a Magnesium Alloy. Mater. Sci. Forum 2006, 503, 609–614. [Google Scholar] [CrossRef]
- Merson, D.; Vasilev, E.; Markushev, M.; Vinogradov, A. On the corrosion of ZK60 magnesium alloy after severe plastic deformation. Lett. Mater. 2017, 7, 421–427. [Google Scholar] [CrossRef]
- Ahmadkhaniha, D.; Fedel, M.; Heydarzadeh Sohi, M.; Deflorian, F. Corrosion behavior of severely plastic deformed magnesium based alloys. Surf. Eng. Appl. Electrochem. 2017, 53, 439–448. [Google Scholar] [CrossRef]
- Shen, Z.; Ma, A.; Jiang, J.; Song, D.; Lu, F. Electrochemical Corrosion Behavior of Ultrafine-Grained Mg Alloy ZE41A Through Severe Plastic Deformation. Procedia Eng. 2012, 27, 1817–1822. [Google Scholar] [CrossRef][Green Version]
- Liming, X.; Xingwang, L.; Kang, S.; Rao, F.; Gang, W. Corrosion Behavior in Magnesium-Based Alloys for Biomedical Applications. Materials 2022, 15, 2613. [Google Scholar] [CrossRef]
- Faizova, S.N.; Aksenov, D.A.; Faizov, I.A.; Nazarov, K.S. Unusual kinetics of strain-induced diffusional phase transformations in Cu-Cr-Zr alloy. Lett. Mater. 2021, 11, 218–222. [Google Scholar] [CrossRef]
- Radetić, T.; Popović, M.; Romhanji, E.; Verlinden, B. The effect of ECAP and Cu addition on the aging response and grain substructure evolution in an Al–4.4wt.% Mg alloy. Mater. Sci. Eng. A 2010, 527, 634–644. [Google Scholar] [CrossRef]
- Vinogradov, A.; Ishida, T.; Kitagawa, K.; Kopylov, V.I. Effect of strain path on structure and mechanical behavior of ultrafine grain Cu–Cr alloy produced by equal-channel angular pressing. Acta Mater. 2005, 53, 2181–2192. [Google Scholar] [CrossRef]
- Young, J.P.; Askari, H.; Hovanski, Y.; Heiden, M.J.; Field, D.P. Microstructural stability after severe plastic deformation of AZ31 Magnesium. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012077. [Google Scholar] [CrossRef]
- Nazarov, A.A. Review: Nonequilibrium grain boundaries in bulk nanostructured metals and their recovery under the influences of heating and cyclic deformation. Lett. Mater. 2018, 8, 372–381. [Google Scholar] [CrossRef]
- Belostotsky, V.F.; Polotsky, I.G. Influence of ultrasonic irradiation on the concentration of vacancies and dislocations in nickel. Phys. Met. Metall. 1973, 35, 660–662. [Google Scholar]
- Westmacott, K.H.; Langenecker, B. Dislocation structure in ultrasonically irradiated aluminum. Phys. Rev. Lett. 1965, 14, 221–224. [Google Scholar] [CrossRef]
- Tyapunina, N.A.; Zinenkova, G.M.; Shtrom, E.V. Dislocation multiplication in alkali halid crystals exposed to ultrasonic waves. Phys. Status Solidi (A) 1978, 48, 327–336. [Google Scholar] [CrossRef]
- Nazarova, A.A.; Mulyukov, R.R.; Rubanik, V.V.; Tsarenko, Y.V.; Nazarov, A.A. Effect of ultrasonic treatment on the structure and properties of ultrafine-grained nickel. Phys. Metals Metallogr. 2010, 100, 574–581. [Google Scholar] [CrossRef]
- Samigullina, A.A.; Nazarov, A.A.; Mulyukov, R.R.; Tsarenko, Y.V.; Rubanik, V.V. Effect of ultrasonic treatment on the strength and ductility of bulk nanostructured nickel processed by equal-channel angular pressing. Rev. Adv. Mater. Sci. 2014, 39, 48–53. [Google Scholar]
- Zhilyaev, A.P.; Samigullina, A.A.; Medvedeva, A.E.; Sergeev, S.N.; Cabrera, J.M.; Nazarov, A.A. Softening and hardening of ECAP nickel under ultrasonic treatment. Mater. Sci. Eng. A 2017, 698, 136–142. [Google Scholar] [CrossRef]
- Bachurin, D.V.; Murzaev, R.T.; Nazarov, A.A. Relaxation of dislocation structures under ultrasonic influence. Int. J. Solids Struct. 2019, 156, 1–13. [Google Scholar] [CrossRef]
- Murzaev, R.T.; Bachurin, D.V.; Nazarov, A.A. Simulation of the effect of ultrasound on the dislocation structure of deformed polycrystals. Phys. Metal. Metallogr. 2018, 119, 993–1003. [Google Scholar] [CrossRef]
- Wu, B.; Lu, J.; Wu, Z.; Wu, X.; Lou, Y.; Ruan, S. Mechanical properties and microstructure of AZ31 magnesium alloy processed by intermittent ultrasonic-assisted equal channel angular pressing. J. Mater. Eng. Perform. 2021, 30, 346–356. [Google Scholar] [CrossRef]
- Lu, J.; Wu, X.; Liu, Z.; Chen, X.; Xu, B.; Wu, Z.; Ruan, S. Microstructure and Mechanical Properties of Ultrafine-Grained Copper Produced Using Intermittent Ultrasonic-Assisted Equal-Channel Angular Pressing. Metall. Mater. Trans. A 2016, 47, 4648–4658. [Google Scholar] [CrossRef]
- Malygin, G.A. Acoustoplastic effect and the stress superimposition mechanism. Phys. Solid State. 2000, 42(1), 72–78. [Google Scholar] [CrossRef]
- Donič, T.; Raab, G.; Aksenov, D.; Asfandiyarov, R.; Hadzima, B. Ultrasound effect on structure and properties of Cu–0.5Cr under upsetting. Mater. Sci. Technology. 2018, 36, 933–938. [Google Scholar] [CrossRef]
- Ahmadi, F.; Farzin, M.; Meratian, M.; Loeian, S.M.; Forouzan, M.R. Improvement of ECAP process by imposing ultrasonic vibrations. Int. J. Adv. Manuf. Technol. 2015, 79, 503–512. [Google Scholar] [CrossRef]
- Panin, A.; Dmitriev, A.; Nikonov, A.; Perevalova, O.; Kazantseva, L.; Bakulin, A.; Kulkova, S. Transformations of the Microstructure and Phase Compositions of Titanium Alloys during Ultrasonic Impact Treatment Part II: Ti-6Al-4V Titanium Alloy. Metals 2022, 12, 732. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Tarasova, T.V.; Filatova, A.A.; Sundukov, S.K.; Volosova, M.A.; Podrabinnik, P.A. Influence of Postprocessing on Wear Resistance of Aerospace Steel Parts Produced by Laser Powder Bed Fusion. Technologies 2020, 8, 73. [Google Scholar] [CrossRef]
- Contactless Vibrometer. Available online: https://cavitation.bsuir.by/en/non-contact-vibrometer (accessed on 12 September 2022).
- Leoni, M.; Confente, T.; Scardi, P. PM2K: A flexible program implementing Whole Powder Pattern Modelling. Z. Kristallogr. Suppl. 2006, 23, 249–254. [Google Scholar] [CrossRef]
- Morozova, A.; Mishnev, R.; Belyakov, A.; Kaibyshev, R. Microstructure and properties of fine grained Cu-Cr-Zr alloys after thermo-mechanical treatments. Rev. Adv. Mater. Sci. 2018, 54, 56–92. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Medvedev, A.E.; Enikeev, N.A.; Lefebvre, W.; Valiev, R.Z.; Sauvage, X. Mechanical and electrical properties of an ultrafine grained Al–8.5 wt. % RE (RE = 5.4 wt.% Ce, 3.1 wt.% La) alloy processed by severe plastic deformation. Mater. Des. 2016, 90, 433–442. [Google Scholar] [CrossRef]
- Kulemin, A.V. Ultrasound and Diffusion in Metals; Metallurgy: Moscow, Russia, 1978; 200p. (In Russian) [Google Scholar]
- Mukhametgalina, A.A.; Samigullina, A.A.; Sergeyev, S.N.; Zhilyaev, A.P.; Nazarov, A.A.; Zagidullina, Y.R.; Parkhimovich, N.Y.; Rubanik, V.V.; Tsarenko, Y.V. Effect of ultrasonic treatment on the structure and microhardness of ultrafine grained nickel processed by high pressure torsion. Lett. Mater. 2017, 7, 85–90. [Google Scholar] [CrossRef][Green Version]
- Langenecker, B. Ultrasonic treatment of specimens in the electron microscope. Rev. Scient. Instr. 1996, 37, 103–106. [Google Scholar] [CrossRef]
- Wood, W.A.; Cousland, S.M.; Sargant, K.R. Systematic microstructural changes peculiar to fatigue deformation. Acta Metall. 1963, 11, 643–652. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.B.; Jiang, J.H.; Lin, P.H.; Yang, D.H.; Fan, J.F. Corrosion behaviour of bulk ultra-fine grained AZ91D magnesium alloy fabricated by equal-channel angular pressing. Corros. Sci. 2011, 53, 362–373. [Google Scholar] [CrossRef]
- Li, Z.; Peng, Z.; Qi, K.; Li, H.; Qiu, Y.; Guo, X. Microstructure and Corrosion of Cast Magnesium Alloy ZK60 in NaCl Solution. Materials 2020, 13, 3833. [Google Scholar] [CrossRef] [PubMed]
- Birbilis, N.; Ralston, K.D.; Virtanen, S.; Fraser, H.L.; Davies, C.H.J. Grain character influences on corrosion of ECAPed pure magnesium. Corros. Eng. Sci. Technol. 2010, 45, 224–230. [Google Scholar] [CrossRef]
- Bałkowiec, A.; Michalski, J.; Matysiak, H.; Kurzydlowski, K.J. Influence of grain boundaries misorientation angle on intergranular corrosion in 2024-T3 aluminium. Mater. Sci.-Pol. 2011, 29, 305–311. [Google Scholar] [CrossRef]
- Jamili, A.M.; Zarei-Hanzaki, A.; Abedi, H.R.; Minárik, P. The grain boundary character distribution in thermomechanically processed rare earth bearing magnesium alloy. J. Alloys. Compd. 2019, 798, 158–166. [Google Scholar] [CrossRef]
- Ostapovets, A.; Šedá, P.; Jäger, A.; Lejček, P. Characteristics of coincident site lattice grain boundaries developed during equal channel angular pressing of magnesium single crystals. Scripta Mater. 2011, 64, 470–473. [Google Scholar] [CrossRef]
- Brandon, D. The structure of high-angle grain boundaries. Acta Metall. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Gerashi, E.; Alizadeh, R.; Langdon, T.G. Effect of crystallographic texture and twinning on the corrosion behavior of Mg alloys. J. Magnes. Alloy 2021, 10, 313–325. [Google Scholar] [CrossRef]
- Hamu, G.B.; Eliezer, D.; Wagner, L. The relation between severe plastic deformation microstructure and corrosion behavior of AZ31 magnesium alloy. J. Alloys Compd. 2009, 468, 222–229. [Google Scholar] [CrossRef]
- Aung, N.N.; Zhou, W. Effect of grain size and twins on corrosion behaviour of AZ31B magnesium alloy. Corros. Sci. 2010, 52, 589–594. [Google Scholar] [CrossRef]
- Yan, C.; Xin, Y.; Chen, X.B.; Xu, D.; Chu, P.K.; Liu, C.; Guan, B.; Huang, X.; Liu, Q. Evading strength-corrosion tradeoff in Mg alloys via dense ultrafine twins. Nat. Commun. 2021, 12, 1–9. [Google Scholar] [CrossRef]
- Xiong, Y.; Yang, Z.; Zhu, T.; Jiang, Y. Effect of texture evolution on corrosion resistance of AZ80 magnesium alloy subjected to applied force in simulated body fluid. Mater. Res. Express 2020, 7, 015406. [Google Scholar] [CrossRef]
- Wang, B.J.; Xu, D.K.; Xin, Y.C.; Sheng, L.Y.; Han, E.H. High corrosion resistance and weak corrosion anisotropy of an as-rolled Mg-3Al-1Zn (in wt.%) alloy with strong crystallographic texture. Sci. Rep. 2017, 7, 16014. [Google Scholar] [CrossRef] [PubMed]
- Ma, H.; Liu, M.; Chen, W.; Wang, C.; Chen, X.; Dong, J.; Ke, W. First-principles study on the effects of twin boundaries on anodic dissolution of Mg. Phys. Rev. Mater. 2019, 3, 53806. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | Lattice Parameter, ang. | CSR, nm | Microstrains, % | Density of Dislocations, 1014 m−2 |
|---|---|---|---|---|
| Initial | 3.1955 ± 0.0008 5.1913 ± 0.0005 | 108 | 0.15 | 0.48 |
| Reduction–ECAP | 3.2018 ± 0.0005 5.2010 ± 0.0008 | 56 | 0.23 | 3.62 |
| Reduction–ECAP + UST | 3.1990 ± 0.0006 5.1994 ± 0.0007 | 48 | 0.26 | 4.24 |
| State | Al12Mg17 | MgZn2 | Mg4Zn7 |
|---|---|---|---|
| Initial | 2.81 | 0.65 | 0.24 |
| Reduction–ECAP | 1.20 | 0.43 | 0.19 |
| Reduction–ECAP + UST | 1.34 | 0.51 | 0.15 |
| State | σT, MPa | σ0.2, MPa | Elongation, % |
|---|---|---|---|
| Initial | 190 ± 10 | 120 ± 5 | 8 ± 1 |
| Reduction–ECAP | 280 ± 10 | 185 ± 10 | 14 ± 1 |
| Reduction–ECAP + UST | 310 ± 5 | 215 ± 10 | 14 ± 1 |
| Σ | Axis | Angle | c/a | Remarks |
|---|---|---|---|---|
| 1 | Any | 0 | Any | Low angle boundaries |
| 7 | 21.79 | Any | Perfect coincidence | |
| 9 | 56.25 | 1.620 | twin | |
| 10 | 78.46 | 1.633 | ||
| 11 | 62.96 | 1.633 | twin | |
| 13a | 27.8 | Any | Perfect coincidence | |
| 13b | 85.59 | 1.620 | ||
| 14 | 44.42 | 1.633 | ||
| 15a | 29.93 | 1.620 | ||
| 15b | 86.18 | 1.620 | twin | |
| 17a | 86.63 | 1.633 | twin | |
| 17b | 49.68 | 1.620 | ||
| 17c | 49.68 | 1.604 | ||
| 18a | 63.62 | 1.613 | twin | |
| 18b | 70.53 | 1.633 | ||
| 19 | 13.70 | Any | Perfect coincidence | |
| 21 | 73.40 | 1.620 | ||
| 23a | 55.80 | 1.643 | twin | |
| 23b | 34.30 | 1.604 | ||
| 23c | 77.44 | 1.620 | ||
| 23d | 34.30 | 1.620 | twin | |
| 25a | 63.90 | 1.620 | twin | |
| 25b | 23.07 | 1.633 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aksenov, D.A.; Nazarov, A.A.; Raab, G.I.; Raab, A.G.; Fakhretdinova, E.I.; Asfandiyarov, R.N.; Shishkunova, M.A.; Sementeeva, Y.R. Effects of Severe Plastic Deformation and Ultrasonic Treatment on the Structure, Strength, and Corrosion Resistance of Mg-Al-Zn Alloy. Materials 2022, 15, 7200. https://doi.org/10.3390/ma15207200
Aksenov DA, Nazarov AA, Raab GI, Raab AG, Fakhretdinova EI, Asfandiyarov RN, Shishkunova MA, Sementeeva YR. Effects of Severe Plastic Deformation and Ultrasonic Treatment on the Structure, Strength, and Corrosion Resistance of Mg-Al-Zn Alloy. Materials. 2022; 15(20):7200. https://doi.org/10.3390/ma15207200
Chicago/Turabian StyleAksenov, Denis A., Ayrat A. Nazarov, Georgiy I. Raab, Arseniy G. Raab, Elvira I. Fakhretdinova, Rashid N. Asfandiyarov, Maria A. Shishkunova, and Yulia R. Sementeeva. 2022. "Effects of Severe Plastic Deformation and Ultrasonic Treatment on the Structure, Strength, and Corrosion Resistance of Mg-Al-Zn Alloy" Materials 15, no. 20: 7200. https://doi.org/10.3390/ma15207200
APA StyleAksenov, D. A., Nazarov, A. A., Raab, G. I., Raab, A. G., Fakhretdinova, E. I., Asfandiyarov, R. N., Shishkunova, M. A., & Sementeeva, Y. R. (2022). Effects of Severe Plastic Deformation and Ultrasonic Treatment on the Structure, Strength, and Corrosion Resistance of Mg-Al-Zn Alloy. Materials, 15(20), 7200. https://doi.org/10.3390/ma15207200