
Effect of Varying Plasma Powers on High-Temperature Applications of Plasma-Sprayed Al0.5CoCrFeNi2Ti0.5 Coatings


Abstract
1. Introduction
2. Experimental Techniques
2.1. Preparation of the Al0.5CoCrFeNi2Ti0.5 Powders
2.2. Characterizations
3. Results and Discussion
3.1. Characterization of the As-Sprayed Al0.5CoCrFeNi2Ti0.5 Coatings
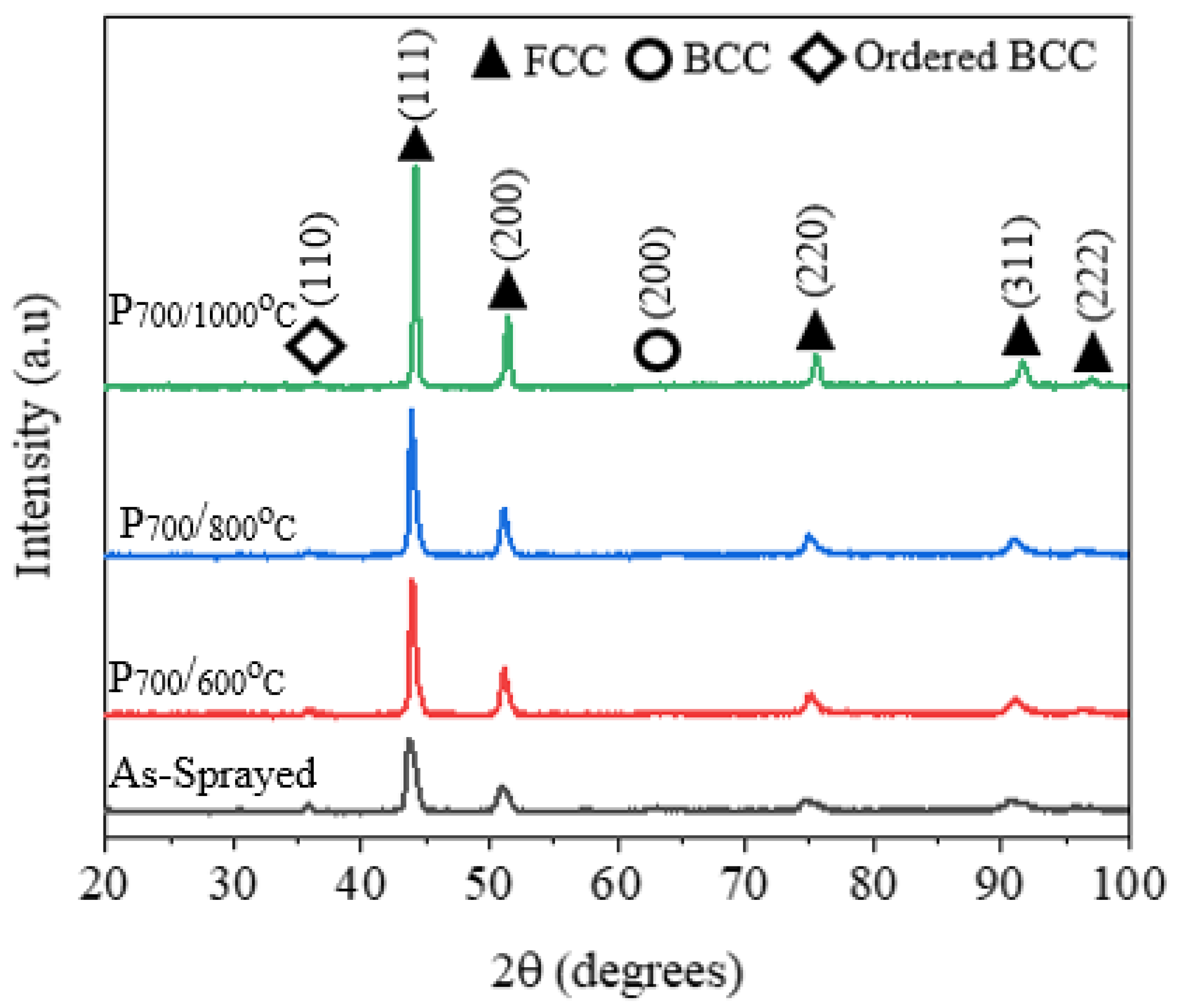
3.2. Characterization of Heat Treated Plasma Sprayed Al0.5CoCrFeNi2 Coatings
4. Mechanical Properties
4.1. Hardness of the Heat Treated Coatings
4.2. Wear Resistance
5. Conclusions
- As the spraying power increases, a dense coating is formed with increased hardness and wear resistance, and the same trend is kept in heat treated coatings. The average hardness of the as-sprayed coating for P500/H0, P600/H0 and P700/H0 were 307 HV0.3, 335 HV0.3 and 372 HV0.3, respectively, which increased after heat treatment at higher temperatures, particularly at 600 °C and 800 °C by an average of 25%, which could be attributed to precipitation strengthening.
- The precipitation-strengthening phenomenon due to the addition of Ti increased the mechanical properties of the coatings at high temperatures. The coatings heat-treated at 600 °C and 800 °C showed high resistances, which was consistent with their hardness trends.
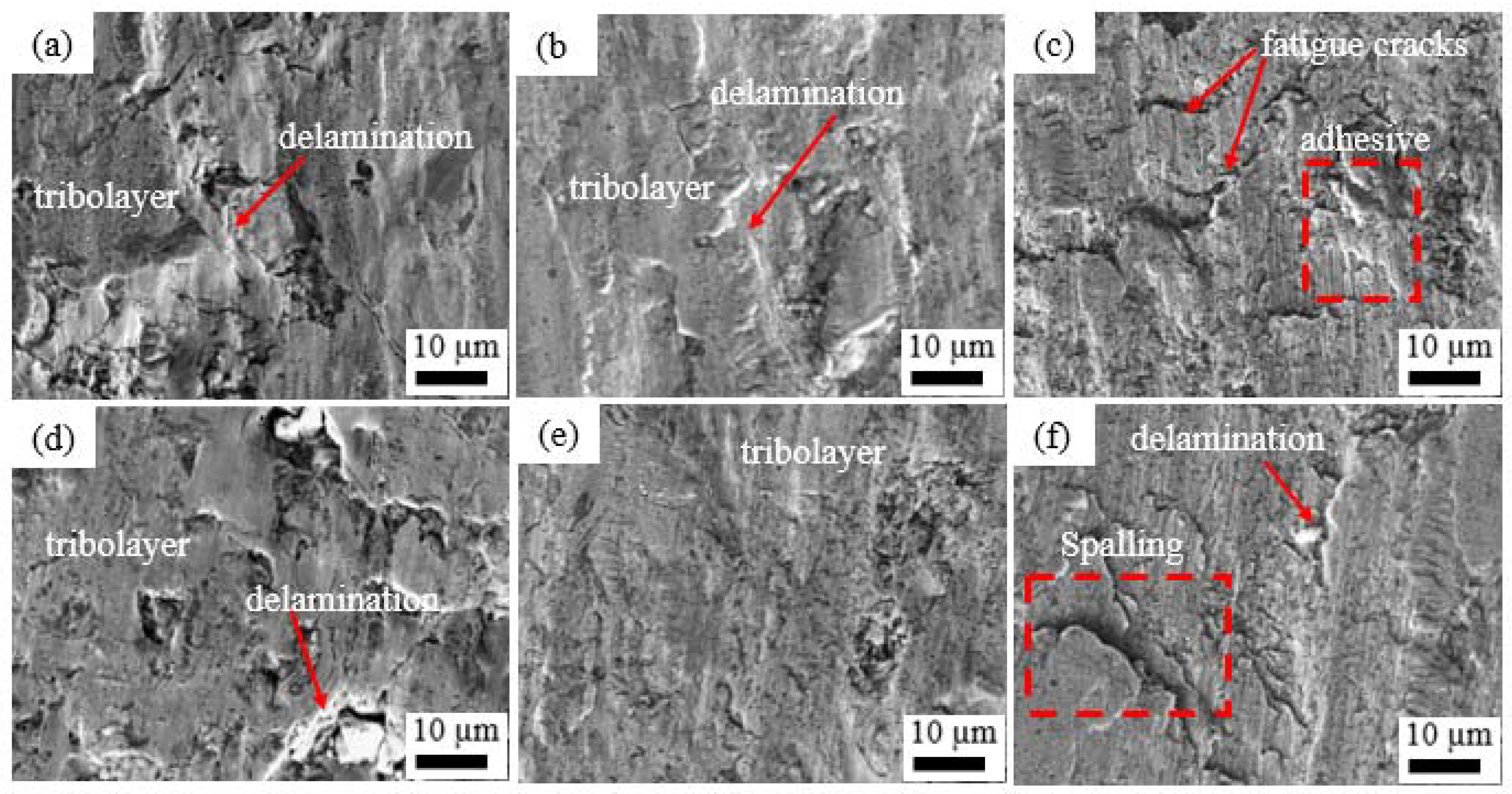
- The wear mechanisms on the heat-treated coatings were both adhesive and allowed for some minor observations of abrasive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, Y.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Progress in Materials Science Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Zhang, Y.; Wang, Y.L.; Chen, G.L. Solid solution alloys of AlCoCrFeNi Tix with excellent room-temperature mechanical properties. Appl. Phys. Lett. 2007, 90, 181904. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, Y.; Yang, H.; Zhang, M.; Ma, S. Microstructure and wear properties of nitrided AlCoCrFeNi high-entropy alloy. Mater. Chem. Phys. 2018, 210, 233–239. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Berndt, C.C.; Sesso, M.L.; Anupam, A.; Praveen, S.; Kottada, R.S.; Murty, B.S. Plasma-Sprayed High Entropy Alloys: Microstructure and Properties of AlCoCrFeNi and MnCoCrFeNi. Metall. Mater. Trans. A 2015, 46, 791–800. [Google Scholar] [CrossRef]
- Cheng, K.C.; Chen, J.; Stadler, S.; Chen, S.H. Properties of atomized AlCoCrFeNi high-entropy alloy powders and their phase-adjustable coatings prepared via plasma spray process. Appl. Surf. Sci. 2019, 478, 478–486. [Google Scholar] [CrossRef]
- Liang, J.T.; Cheng, K.C.; Chen, Y.C.; Chiu, S.M.; Chiu, C.; Lee, J.W.; Chen, S.H. Comparisons of plasma-sprayed and sputtering Al0.5CoCrFeNi2 high-entropy alloy coatings. Surf. Coat. Technol. 2020, 403, 126411. [Google Scholar] [CrossRef]
- Xiao, J.K.; Tan, H.; Wu, Y.Q.; Chen, J.; Zhang, C. Microstructure and wear behavior of FeCoNiCrMn high entropy alloy coating deposited by plasma spraying. Surf. Coat. Technol. 2020, 385, 125430. [Google Scholar] [CrossRef]
- Kiplangat, R.S.; Lin, T.T.; Kipkirui, N.G.; Chen, S.H. Microstructure and Mechanical Properties of the Plasma-Sprayed and Cold-Sprayed Al0.5CoCrFeNi2Ti0.5 High-Entropy Alloy Coatings. J. Therm. Spray Technol. 2022, 31, 1207–1221. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C. Thermal Spray High-Entropy Alloy Coatings: A Review. J. Therm. Spray Technol. 2020, 29, 857–893. [Google Scholar] [CrossRef]
- Liao, W.B.; Liu, Z.Y.; He, M.J.; Feng, C.; Wang, F.; Huang, J. Effect of Electron Beam Remelting Treatments on the Microstructure and Properties of Atmospheric Plasma Sprayed Tungsten Coatings. J. Therm. Spray Technol. 2021, 30, 2128–2137. [Google Scholar] [CrossRef]
- Bachani, S.K.; Wang, C.J.; Lou, B.S.; Chang, L.C.; Lee, J.W. Fabrication of TiZrNbTaFeN high-entropy alloys coatings by HiPIMS: Effect of nitrogen flow rate on the microstructural development, mechanical and tribological performance, electrical properties and corrosion characteristics. J. Alloys Compd. 2021, 873, 159605. [Google Scholar] [CrossRef]
- Hsu, W.; Murakami, H.; Yeh, J.; Yeh, A.; Shimoda, K. On the study of thermal-sprayed Ni0.2Co0.6Fe0.2CrSi0.2AlTi0.2 HEA overlay coating. Surf. Coat. Technol. 2017, 316, 71–74. [Google Scholar] [CrossRef]
- Li, M.; Gazquez, J.; Borisevich, A.; Mishra, R.; Flores, K.M. Evaluation of microstructure and mechanical property variations in AlxCoCrFeNi high entropy alloys produced by a high-throughput laser deposition method. Intermetallics 2018, 95, 110–118. [Google Scholar] [CrossRef]
- Xuan, Z.; Lia, D.Y.; Chen, D.L. Effect of Ti on the wear behavior of AlCoCrFeNi high-entropy alloy during unidirectional and bi-directional sliding wear processes. Wear 2021, 476, 203650. [Google Scholar] [CrossRef]
- Wu, Z.X.; He, M.J.; Feng, C.S.; Wang, T.L.; Lin, M.Z.; Liao, W.B. Effects of Annealing on the Microstructures and Wear Resistance of CoCrFeNiMn High-Entropy Alloy Coatings. J. Therm. Spray Technol. 2022, 31, 1244–1251. [Google Scholar] [CrossRef]
- Wang, F.; Fang, J.C.; Zhao, Z.Y.; Zeng, H.P. Application of backward propagation network for forecasting hardness and porosity of coatings by plasma spraying. Surf. Coat. Technol. 2007, 201, 5085–5089. [Google Scholar] [CrossRef]
- Zhang, X.C.; Xu, B.S.; Xuan, F.Z.; Wang, H.D.; Wu, Y.X.; Tu, S.T. Statistical analyses of porosity variations in plasma-sprayed Ni-based coatings. J. Alloys Compd. 2009, 467, 501–508. [Google Scholar] [CrossRef]
- Thirumalaikumarasamy, D.; Shanmugam, K.; Balasubramanian, V. Influences of atmospheric plasma spraying parameters on the porosity level of alumina coating on AZ31B magnesium alloy using response surface methodology. Prog. Nat. Sci. Mater. Int. 2012, 22, 468–479. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Luzin, V.; Schulz, C.; Hall, C.; Murty, B.S.; Kottada, R.S.; Berndt, C.C.; Ang, S.M. Multiscale mechanical performance and corrosion behaviour of plasma sprayed AlCoCrFeNi high-entropy alloy coatings. J. Alloys Compd. 2021, 854, 157140. [Google Scholar] [CrossRef]
- Jin, B.Q.; Zhang, N.; Yin, S. Strengthening behavior of AlCoCrFeNi(TiN)x high-entropy alloy coatings fabricated by plasma spraying and laser remelting. J. Mater. Sci. Technol. 2022, 121, 163–173. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Schulz, C.; Hall, C.; Murty, B.S.; Kottada, R.S.; Vijay, R.; Munroe, P.; Berndt, C.C.; Ang, A.S.M. Tribological and corrosion performance of an atmospheric plasma sprayed AlCoCr0.5Ni high-entropy alloy coating. Wear 2022, 506–507, 204443. [Google Scholar] [CrossRef]
- Wu, J.M.; Lin, S.J.; Yeh, J.W.; Chen, S.K.; Huang, Y.S.; Chen, H.C. Adhesive wear behavior of AlxCoCrCuFeNi high-entropy alloys as a function of aluminum content. Wear 2006, 261, 513–519. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Plasma Setup | Spray Distance (mm) | Traversing Speed (mm/s) | Feed Rate (mm) | |||
|---|---|---|---|---|---|---|---|
| Current (A) | Ar (L/min) | Voltage (V) | H2 (L/min) | ||||
| P500 | 500 | 35 | 70.0 | 9.3 | 140 | 750 | 30 |
| P600 | 600 | ||||||
| P700 | 700 | ||||||
| Element | Al | Co | Cr | Fe | Ni | Ti |
|---|---|---|---|---|---|---|
| Nominal | 8.3 | 16.7 | 16.7 | 16.7 | 33.3 | 8.3 |
| 10–60µm | 4.2 | 18.5 | 16.7 | 17.2 | 34.4 | 9.0 |
| Composition (at%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Coatings | Point | Al | Co | Cr | Fe | Ni | Ti | O |
| P500/600 °C | a | 3.4 | 20.2 | 15.1 | 17.3 | 35.7 | 7.4 | 1.0 |
| b | 5.4 | 13.7 | 12.4 | 13.6 | 13.0 | 12.5 | 29.4 | |
| P500/800 °C | c | 2.4 | 20.6 | 10.1 | 14.7 | 44.7 | 6.0 | 1.4 |
| d | 19.0 | 0.7 | 2.6 | 1.1 | 1.4 | 37.0 | 38.1 | |
| P500/1000 °C | e | 1.5 | 21.2 | 12.9 | 18.5 | 39.9 | 4.3 | 1.8 |
| f | 15.7 | 1.0 | 5.4 | 1.7 | 1.1 | 35.2 | 39.8 | |
| P700/600 °C | g | 2.9 | 20.8 | 13.1 | 16.7 | 37.9 | 7.7 | 1.0 |
| h | 6.6 | 6.3 | 18.6 | 15.6 | 5.2 | 18.0 | 29.6 | |
| P700/800 °C | i | 9.9 | 3.8 | 5.4 | 4.2 | 6.4 | 39.8 | 30.5 |
| j | 1.9 | 20.4 | 10.1 | 16.0 | 44.4 | 6.6 | 1.1 | |
| P700/1000 °C | k | 0.6 | 23.4 | 12.5 | 18.2 | 41.8 | 2.4 | 1.1 |
| l | 7.1 | 4.3 | 21.3 | 14.2 | 3.7 | 21.7 | 27.7 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rotich, S.K.; Kipkirui, N.G.; Lin, T.-T.; Chen, S.-H. Effect of Varying Plasma Powers on High-Temperature Applications of Plasma-Sprayed Al0.5CoCrFeNi2Ti0.5 Coatings. Materials 2022, 15, 7198. https://doi.org/10.3390/ma15207198
Rotich SK, Kipkirui NG, Lin T-T, Chen S-H. Effect of Varying Plasma Powers on High-Temperature Applications of Plasma-Sprayed Al0.5CoCrFeNi2Ti0.5 Coatings. Materials. 2022; 15(20):7198. https://doi.org/10.3390/ma15207198
Chicago/Turabian StyleRotich, Sammy Kiplangat, Ngetich Gilbert Kipkirui, Tzu-Tang Lin, and Shih-Hsun Chen. 2022. "Effect of Varying Plasma Powers on High-Temperature Applications of Plasma-Sprayed Al0.5CoCrFeNi2Ti0.5 Coatings" Materials 15, no. 20: 7198. https://doi.org/10.3390/ma15207198
APA StyleRotich, S. K., Kipkirui, N. G., Lin, T.-T., & Chen, S.-H. (2022). Effect of Varying Plasma Powers on High-Temperature Applications of Plasma-Sprayed Al0.5CoCrFeNi2Ti0.5 Coatings. Materials, 15(20), 7198. https://doi.org/10.3390/ma15207198