3.1. Chemical Structure of Applied Fillers
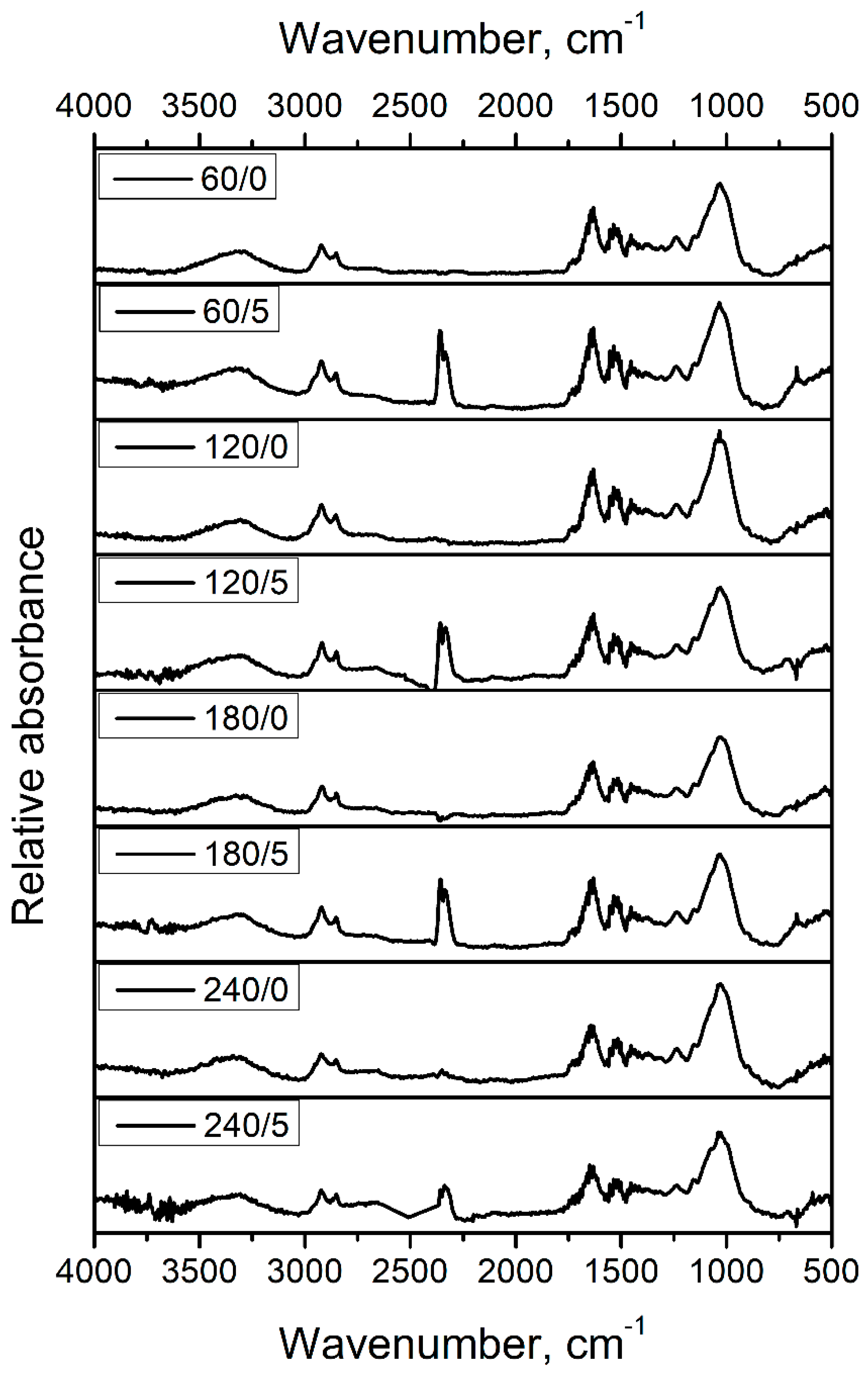
Figure 1 presents the FTIR spectra of applied fillers subjected to thermomechanical and chemical treatment. It can be seen that all of the materials show spectra typical for lignocellulose materials. Signals in the range of 3292–3356 cm
−1 are characteristic of the stretching vibrations of hydroxyl groups, which are widely present in the structure of primary plant-based materials’ components—cellulose, hemicellulose, and lignin [
55]. Moreover, slight broadening of these signals for increasing extrusion temperature, and mainly for IPDI modification, may indicate the increase in the number of N-H bonds present in amine and amide groups, whose signals are noted above 3300 cm
−1 [
56]. Such an effect may be related to the Maillard reactions and the generation of urethane bonds between hydroxyls of fillers and isocyanate groups [
40]. Peaks typical for the symmetric and asymmetric stretching vibrations of C-H bonds in CH
2 and CH
3 end groups were noted at 2854 and 2922 cm
−1 [
57]. Bending vibrations of these bonds caused the presence of a band at 1453 cm
−1.
Other signals for lignocellulose materials were noted at 1640, 1530, 1243, and 1022 cm
−1. Their origin is often complex and is related to overlapping multiple particular peaks. For example, a peak at 1640 cm
−1 is often ascribed to the stretching vibrations of C=C, C=N, and C=O bonds [
58]. A peak around 1530 cm
−1 is attributed to the N-H bending and=C and C-N stretching [
59]. Bands around 1243 and 1022 cm
−1 are typical for stretching vibrations of double and single carbon-oxygen bonds [
25]. These bonds are widely present in the structure of BSG components (e.g., lignin or proteins), melanoidins (generated during thermomechanical treatment), and urethane bonds (resulting from the reaction between hydroxyls present in the BSG structure and isocyanate groups of IPDI). Therefore, these signals hardly provide quantitative information about the chemical structure in such complex systems as analyzed fillers.
Moreover, for IPDI-modified fillers, the significant doublet peak at 2335 and 2358 cm
−1 was noted, related to the stretching vibrations of the unreacted isocyanate group [
60]. Its presence can be attributed to the relatively low reactivity of isophorone diisocyanate compared to other, more popular isocyanates, especially aromatic ones like methylene diphenyl or toluene diisocyanates, which was shown in previous work on cellulose filler modifications [
52].
To further evaluate the changes in fillers’ chemical structure and polarity, in particular, the sedimentation tests in different solvents were performed. The sedimentation process of suspensions is strongly affected by their concentration, fluid viscosity, interactions between solid particles, density differences between phases, and interfacial fluid-particle interactions [
61]. The impact of interfacial interactions increases with the specific surface area of particles, so indirectly also with their diameters, and becomes noticeable for micrometric sizes [
62]. Therefore, in the presented case, the changes in the sedimentation behavior between particular BSG fillers can be attributed to the varying hydrophilicity of their surfaces.
Table 2 and
Table 3 present the impact of brewers’ spent grain thermomechanical and chemical modifications on the stability of their suspensions in solvents characterized by different polarities. In all photographs, the solvents are ordered in the following manner—water, methanol, acetone, and
n-pentane (from left to right).
It can be seen that the materials thermomechanically modified at 60 and 120 °C create the most stable suspensions at polar solvents, mainly water but also methanol. The sedimentation of particles in acetone and
n-pentane occurs significantly faster, indicating poor compatibility with these solvents and significant polarity differences. Increasing treatment temperature causes noticeable differences in samples’ behavior, especially at 240 °C, where acetone suspension is noticeably more stable. It points to the polarity reduction, probably caused by the caramelization and Maillard reactions occurring during BSG extrusion. Caramelization involves dehydration and condensation, while Maillard reactions occur between amino and carbonyl groups [
63]. As a result, the number of polar groups is reduced and replaced with less polar structures.
Chemical modification with diisocyanate caused visible changes in the fillers’ behavior, especially in contact with water, associated with the chemical reactions between solvent particles and residual, unreacted isocyanate groups. It caused the generation of carbon dioxide and the resulting porous layer on top of the flask. Considering less polar solvents, the behavior was also changed. Before the isocyanate modification, the stability of methanol suspensions was superior to those of acetone, particularly for 60 and 120 °C modifications. The effect was less pronounced at 180 °C. Nevertheless, chemical treatment resulted in similar stability of these suspensions, indicating a decrease in polarity. Considering the values of the methanol and acetone relative polarity (0.762 and 0.355, respectively), similar stability suggests the noticeable reduction of polarity after IPDI treatment. The polarity shift was also observed for the extrusion temperature of 240 °C, even despite the lower polarity prior to the chemical modification. Such an effect is in line with our previous results on the isocyanate modifications of cellulose fibers [
52]. Nevertheless, the polarity shift was not so significant as for the neat cellulose due to the lower initial polarity of BSG, which can be associated with the chemical composition, e.g., the presence of lignin or hemicellulose [
64]. Moreover, among the tested diisocyanates (hexamethylene, isophorone, methylene diphenyl, and toluene), the isophorone diisocyanate was found to be the least effective in the reduction of cellulose polarity, which was attributed to its aliphatic chemical structure and presence of cyclohexane ring [
52].
3.2. Structure and Performance of Prepared Composites
Figure 2 presents a summary of SEM images for non-filled Mater-Bi and composite samples made at lower and higher magnifications, which allowed the assessment of the degree of filler dispersion and the fracture structure and the estimation of adhesion changes at the interface. The micrometric spherical inclusions, which can be seen mainly for unmodified Mater-Bi, are associated with the presence of semicrystalline starch granules, which were not efficiently plasticized. A similar effect was noted by Aldas et al. [
65].
All composite samples reveal the uniform distribution of the filler in the analyzed area, and a comparable size characterizes the particles. However, it shows fewer pull-out holes after removing the filler on the brittle fractured surface of the composites sample series containing BSG, subjected only to thermomechanical treatment. Moreover, when comparing the SEM images taken with higher magnification for composites containing BSG with different thermal histories, the addition of isocyanate has an adverse effect on interfacial adhesion. For the series made using IPDI, evident gaps in the interfacial area are visible, which proves insufficient adhesion between the filler and the polymer [
66]. Such an effect may indicate the excessive reduction of fillers’ polarity resulting from isocyanate treatment.
The results of the spectroscopic color analysis of prepared materials are collected in
Table 4. As can be seen, the unfilled Mater-Bi sample is white, with a slight yellowish hue as indicated by the b* value of 9.92). Adding either kind of brewers’ spent grain makes the composite samples much darker (L* in the range of 33.8–39.7) and brown, which was associated with the color of BSG fillers [
50]. It can also be seen that the color of the studied samples depends on the processing temperature and modification of the filler with isocyanate. The composites containing the chemically treated BSG are generally darker than those filled with unmodified brewers’ spent grain. However, the difference between them in the case of the highest processing temperature is negligible, which is represented by the decrease of ΔE with thermomechanical treatment temperature. The values of both a* and b* are also higher in the case of the samples with isocyanate-treated filler, meaning that the red and yellow hues are easier to notice. Nevertheless, in the case of both types of samples, the a* and b* values are in the ranges typical for brown colors [
25]. These parameters shift toward higher values along with the processing temperature of the filler, but for samples 240/0 and 240/5, hardly any difference is noted, which makes composites’ appearance almost indistinguishable.
The values of the Browning Index change similarly, indicating that the brownest are the samples with the filler processed at 240 °C, pointing to the highest yield of caramelization and Maillard reactions. Chemical treatment of the BSG with isocyanates also causes an increase in BI, and the difference is significantly distinct in the case of the lower processing temperature. This course of changes is understandable, as dark-colored products of the Maillard reactions were generated during the thermomechanical processing of BSG [
67]. It is widely known that the browning of substances depends on the Maillard reaction temperature. Therefore, it is reasonable that the composites containing BSG processed at higher temperatures present higher BI values. It can also be noticed that the results obtained for the composite samples are much higher than the Browning Index obtained for the fillers, as reported in our previous research [
50]. The additional influence of temperature can explain this difference during the melt mixing of the BSG with Mater-Bi, which also caused the caramelization of the filler and resulted in its further browning.
Table 4 also presents the values of chroma and hue, two other parameters describing color. Their changes were similar because they are determined by a* and b* values. Relatively low chroma values point to the low color saturation, typical for grey and brown colors. Moreover, hue values are typical for brown shades, which according to the literature data, are in the range of 30–70° [
68].
Generally, it can be seen that the color of prepared composites can be slightly adjusted by the conditions of BSG thermomechanical and chemical modifications. Such an effect should be considered very beneficial for potential applications because, by adjusting of filler treatment and its loading, a broad range of materials’ colors could be obtained without the additional incorporation of pigments and dyes.
The results of the prepared composites’ thermogravimetric analysis conducted in an inert and oxidative atmosphere are summarized in
Table 5 and
Figure 3 and
Figure 4. It can be seen that the atmosphere of analysis significantly affected its results. For all the analyzed samples, the onset of thermal decomposition, determined as the temperature of 2 wt% mass loss, was noticeably lower in the oxygen atmosphere than in nitrogen. In an inert atmosphere, all samples began to decompose between 190.4 and 197.3 °C irrespective of the composition. However, for the O
2 atmosphere, the onset was directly increased by the temperature of BSG thermomechanical treatment. Therefore, for the unfilled Mater-Bi matrix, the difference between atmospheres was 54.6 °C, while the introduction of filler significantly reduced it, even to 16.2 °C for the 240/5 sample. Such an effect was attributed to the enhanced oxidative resistance caused by the filler modification resulting in the generation of melanoidins, compounds characterized by potent antioxidant activity [
69]. Similar enhancement was noted for the temperatures associated with 5 wt% mass loss. Such results suggest that incorporating thermomechanically modified BSG or other waste plant-based fillers may benefit the thermooxidative resistance of wood-polymer composites.
Table 5 also presents the temperature positions of peaks on differential thermogravimetric curves, which are attributed to the local maximum mass loss. Under nitrogen atmosphere, all samples showed three-step decomposition, characteristic of Mater-Bi NF grades [
70,
71]. The first peak (T
max1) was related to the degradation of plasticized starch, particularly glucose rings of amylose and amylopectin [
71,
72]. The last, most substantial peak (T
max3) was characteristic of the decomposition of PBAT, the main component of Mater-Bi NF803 material, and PCL [
70]. For composite samples, all the peaks were noticeably shifted compared to the unfilled matrix, which is associated with the decomposition of BSG fillers. As presented in previous work [
51], DTG curves of thermomechanically treated BSG showed two significant peaks, ~281 and ~342 °C, attributed to the decomposition of hemicelluloses and celluloses [
73]. Therefore, due to incorporating 30 wt% of fillers, T
max1 and T
max2 were shifted towards lower temperatures. The main peak characteristic for PBAT and PCL decomposition was hardly affected.
Considering oxidative atmosphere, the unfilled matrix showed four main decomposition steps, while composites only two. Additional peak (T
max4) present for Mater-Bi material was probably related to the thermolysis of lower molecular weight residues of PBAT and PCL from the primary decomposition step attributed to main-chain scissions (T
max3) [
74]. On the other hand, signal T
max2 was not present for composites, probably due to the overlapping with the main T
max3 peak characteristic for PBAT and PCL decomposition.
Thermogravimetric analysis in the inert and oxidative atmosphere may provide exciting insights into the oxidative resistance of material [
75]. In
Figure 4, there are presented sizes of the area obtained by integrating TGA curves from analysis in nitrogen and oxygen. It can be seen that the slightest difference can be noted for unfilled Materi-Bi, which can be related to the course of its decomposition under a nitrogen atmosphere. As shown in the presented study and the works of other researchers [
70,
71], Mater-Bi decomposes almost entirely under a nitrogen atmosphere. Therefore, even under an oxidative atmosphere, mass loss is not significantly higher, resulting in a relatively small difference between the N
2 and O
2 curves. Considering prepared composites, the difference between decomposition under inert and oxidative atmosphere decreases with the rise of BSG thermomechanical treatment temperature. For samples containing BSG modified at 60 and 120 °C, the area below the O
2 curve accounted for 85.3–85.9% of the area for the N
2 curve. For modification temperatures of 180 and 240 °C, it increased to 87.0–87.6%, confirming the increased antioxidant activity of BSG resulting from performed modifications, as shown in our previous work [
51]. The above-mentioned Maillard reactions result in the generation of melanoidins, compounds characterized by potent antioxidant activity, which may enhance the oxidative resistance of polymer composites [
34]. Previous work [
29] reported a similar effect when dealing with poly(ε-caprolactone)/brewers’ spent grain composites. Obtained results indicate that although the prepared fillers alone cannot be considered very efficient antioxidants significantly protecting the polymer phase from oxidation, thermomechanical modification of fillers is an auspicious research direction. As a result, the improved antioxidant activity of fillers could slightly reduce the use of synthetic antioxidants, which could be beneficial from environmental and economic points of view.
Glass transition, crystallization, and melting temperatures determined by DSC are collected in
Table 6. The thermograms obtained during the measurement can be found in
Figure 5. Mater-Bi, a blend of thermoplastic starch, poly(butylene adipate-co-terephthalate), and polycaprolactone, can be characterized by complex thermal behavior. The inflection visible at the heating curve around −33 °C can be attributed to the glass transition of PBAT. The slightly visible change in the curve run around 47 °C comes from melting the PCL fraction. Melting of PBAT takes place around 130 °C, as indicated by an endothermic peak, followed by melting of the thermoplastic starch around 150 °C [
71]. Only one peak can be distinguished on the cooling curve—the exotherm around 96 °C indicates crystallization of poly(butylene adipate-co-terephthalate) [
70]. Because of the relatively low intensity of melting peaks and difficulties in separating signals from the different components’ phase transitions, the material’s crystallinity could not be calculated.
The BSG-filled composites show very similar courses of the DSC curves as the matrix material; however, some phase transition temperatures are shifted. In the case of the samples containing the unmodified filler, the glass transition temperature of PBAT is lower than the unfilled Mater-Bi. This result indicates that BSG does not restrict the movements of polymeric macromolecules—on the contrary, it shows a slight plasticizing effect, probably due to the presence of protein. The isocyanate-treated filler has a different influence on T
gPBAT, which in this case is higher than Mater-Bi. It can be deduced that the chosen chemical treatment method improves the filler and the polymeric matrix interactions. Interestingly, the 240/5 sample shows different behavior, and it undergoes glass transition at a similar temperature to the 240/0 one, indicating lower chemical treatment efficiency. As seen on the FTIR spectra obtained for the different fillers (see
Figure 1), all the chemically treated BGS contain isocyanate groups, which can react with the polymer during the melt blending. The intensity of the double peak at 2335 and 2358 cm
−1 coming from this group in the case of the 240/5 filler is much lower than for the BGS grades processed at lower temperatures. It can be concluded that the IDPI modifier reacted with oxidated filler, so it contains a smaller amount of free isocyanate groups able to interact with the polymeric matrix.
The melting temperature of the PCL fraction also changes due to the addition of different types of filler. In this case, the course of changes is related to the BSG processing conditions or its chemical treatment. As the polycaprolactone content in Mater-Bi is relatively small, the signal of its phase transition is weak and can be easily disturbed by noise. Different behavior can be observed for the PBAT melting peak—in the case of the composite samples, it is up to 5 °C higher than the unfilled Mater-Bi. This result indicates that bigger or more perfect PBAT crystals are created in the presence of the filler, regardless of its type. When we compare this to the increased crystallization temperature of poly(butylene adipate-co-terephthalate) observed in the presence of the filler, it can be stated that the addition of BSG promotes the formation of the crystalline phase of PBAT. Considering that higher TcrPBAT were obtained for the samples containing filler without the chemical modification, which can have a plasticizing effect on Mater-Bi, it can be decided that BSG is not a typical nucleating agent but rather facilitates the movement and arrangement of the macromolecules. However, a detailed description of the influence of this filler on crystallization cannot be made without a thorough analysis of crystallization kinetics.
In the case of the melting point of the thermoplastic starch, all the studied samples show similar values. It can be concluded that BSG, regardless of its processing conditions and chemical modification, has the most significant influence on the thermal properties of the PBAT phase of Mater-Bi.
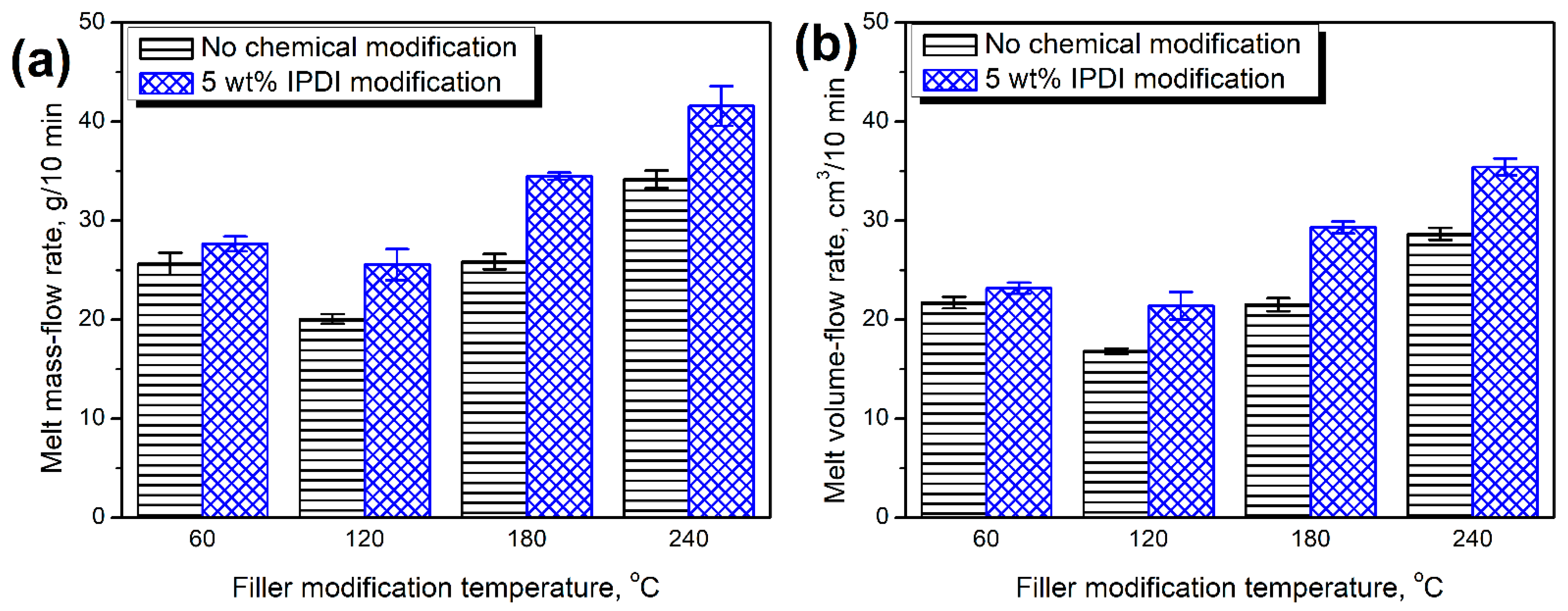
Figure 6 presents the impact of filler modifications on the melt flowability of Mater-Bi-based biocomposites. It can be seen that the increasing thermomechanical treatment temperature improved the flowability of materials. Only for 120 °C, a slight decrease was noted compared to the lower temperature, especially for fillers without additional chemical treatment. Nevertheless, the general trend pointed to the beneficial impact of the filler’s extrusion temperature, which could be attributed to the decreasing particle size, as presented in our previous paper on BSG thermomechanical treatment [
51]. Such an effect could facilitate the alignment of particles along the flow direction and increase the melt flow index. Moreover, the flowability was enhanced by the chemical modification of brewers’ spent grain with isophorone diisocyanate, which enhanced the matrix-filler adhesion. Higher values of melt flow index resulting from the enhanced interfacial interactions in polymer composites were also noted by other authors [
76].
Figure 7 shows the complex viscosity curves for unmodified Mater-Bi and composites containing organic fillers subjected to thermomechanical and chemical treatment using isophorone diisocyanate. The shape of the curves showing no low values of angular frequency Newtonian plateau is typical for starch-based thermoplastics [
77]. While in the case of composite materials, there is no Newtonian behavior that may be related to solid-like rheological behavior resulting from the formation of rigid physical structures in polymeric bulk. Similarly, the unmodified Mater-Bi also showed independent storage modulus behavior (
Figure S1—Supporting information); however, the origin of this phenomenon for pure Mater-Bi is the poor miscibility of the polymer system related to dispersion of non-plasticized starch in the polyester matrix [
77,
78,
79]. At the same time, all tested material samples showed shear thinning behavior.
Additionally, the values of complex viscosity at selected angular frequencies have been summarized in
Figure 8 to illustrate the differences between the tested material series. As can be seen, significant changes in the complex viscosity in the entire tested angular frequency range were recorded only when comparing unfilled Mater-Bi with composites. In the case of the remaining samples, only a clear tendency can be observed between the series of BSG subjected to thermomechanical modification and additional chemical modification. In the case of all series, a decrease in viscosity was noted after the application of diisocyanate during the technological process. These differences increased with increasing angular frequency.
The results of oscillatory measurements are in good agreement with preliminary investigations of processing properties assessed by MFI determination. The addition of all filler types caused an increase in the viscosity; however, the less pronounced influence of isocyanate-modified fillers was noted. For all composite series similar trend may be observed; the composites containing thermomechanically modified BSG exhibit lower values of complex viscosity in the whole considered angular frequency range. It can be supposed that chemical modification reduces the filler’s surface area and improves the compatibility between polymeric matrix and particle-shaped organic inclusions. According to Parcella et al. [
80], the lowered viscosity of filled polymeric compositions that shows pseudo-solid-like behavior may be correlated with changes in the interactions of polymeric chains with modified natural filler structure. At the same time, it should be emphasized that while the beneficial effect of isocyanate on the rheological properties of Mater-Bi/BSG composites can be noticed, there was no correlation between the intensity of the impact of IPDI on compatibility depending on the change in process temperature.
In
Table 7, the storage (G′), loss (G″) modulus, and complex viscosity values, measured at an angular frequency of 0.05% and 5%, are additionally collectively presented. In the case of data registered at low values of angular frequency, a more significant value G′ from G is observed for all material series (which confirms solid-like rheological behavior or elastic response with infinite relaxation time, as mentioned earlier), filler-to-filler interactions [
77,
81,
82]. What is relevant for composites containing BSG subjected to chemical treatment is that the differences between G ‘and G″ are much lower, suggesting a better filler dispersion in the polymer matrix and reduced effects from surface modification leading to surface modification compatibilization with the polymeric matrix. For measurements taken at 5 rad/s, the composites filled using IPDI-modified BSG showed lower loss modulus values, which may be straightly interpreted as the viscous-dominated behavior of molten composites. The consequent lower complex viscosity values for those series suggest better compatibility. Therefore, when oscillatory rheological results are compared with MFI results, it can be stated that using IPDI for surface treatment of BSG during extrusion improves its compatibility with Mater-Bi, and in effect, lead to improved processability of composites manufacturing with their use.


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
































































