
Sliding Friction and Wear Characteristics of Wire Rope Contact with Sheave under Long-Distance Transmission Conditions

 ,
, 
Abstract

1. Introduction
2. Materials and Methods
2.1. Test Sample
2.2. Test Procedure
2.3. Test Parameters and Methods
3. Results and Discussion
3.1. Friction Parameters
3.2. Characteristic Parameters of Surface Wear Scar
3.3. Wear Mechanism
4. Conclusions
- (1)
- The COF between the wire rope and the sheave groove is constantly changing in the process of sliding friction. It decreases rapidly and then gradually stabilizes with the increase of sliding distance. In the relatively stable stage, the average COF decreases from approximately 0.58 to 0.51 with the velocity increases from 0.8 m/s to 1.6 m/s.
- (2)
- In the process of sliding friction, the friction heat generated between the friction pairs is a process of continuous accumulation. The surface temperature of the wire rope increases rapidly at first and then gradually stabilizes. The maximum temperature rise of the wire rope increases approximately linearly from 52.7 °C to 116.2 °C with increasing sliding velocity.
- (3)
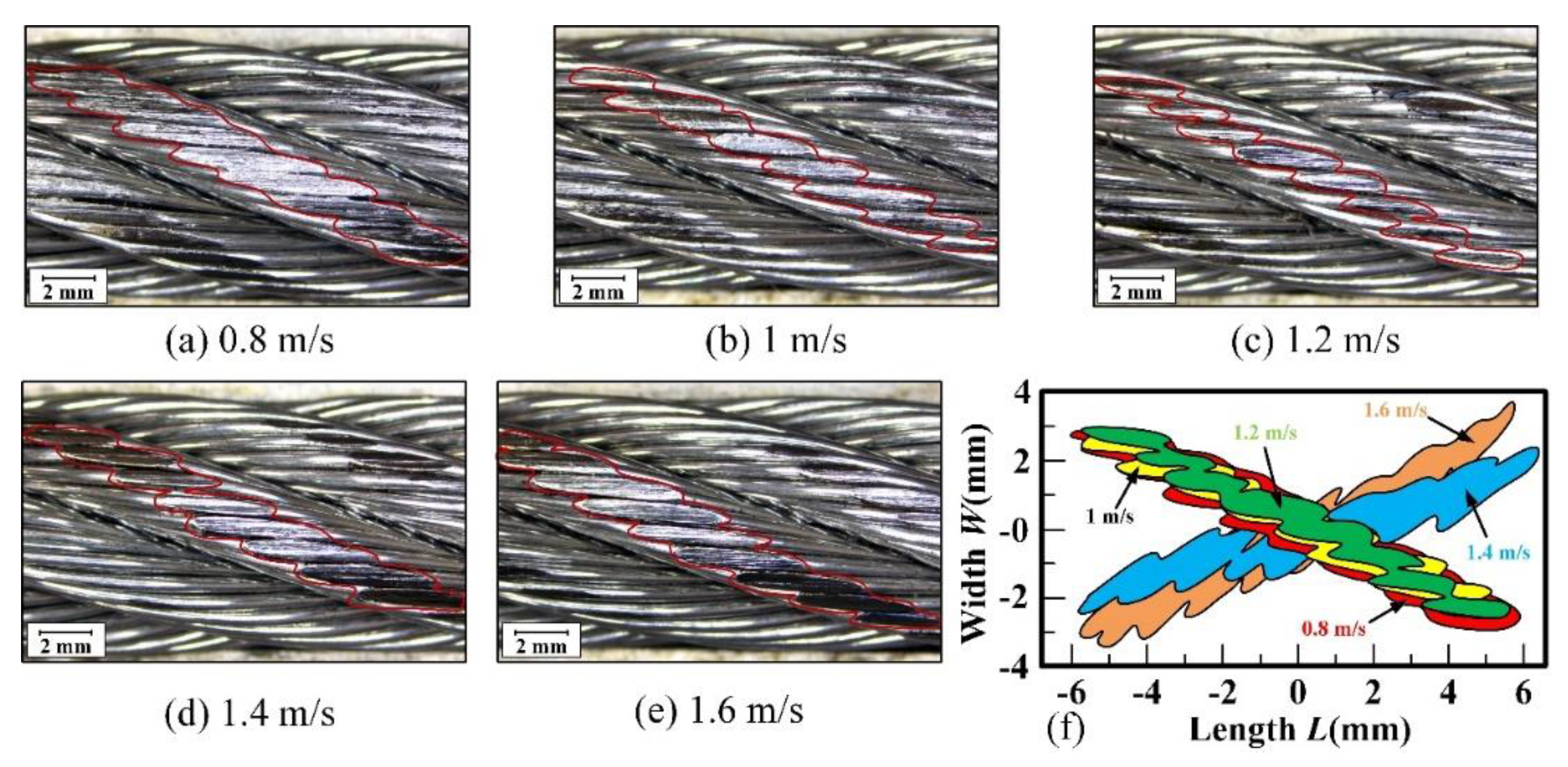
- In the arc contact area, the surface wear at both ends of the wire rope is mild and the most severe surface wear occurs in the middle position. The maximum wear width of the wire rope decreases first and then increases with the increase of sliding velocity. It is the smallest when the sliding velocity is 1.2 m/s, which is about 1.5 mm.
- (4)
- The surface wear characteristics of the transmission wire rope are spalling, furrow and plastic deformation. The wear mechanisms are mainly abrasive wear and adhesive wear. The increase of sliding velocity weakens the ploughing effect and enhances adhesion.
- (5)
- Surface wear reduces fracture morphology and accelerates fracture speed of the wire rope. The fracture mechanism of the wire rope under tensile load is ductile fracture and severe wear leads to increased dimple size.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guerra-Fuentes, L.; Torres-López, M.; Hernandez-Rodriguez, M.A.L.; Garcia-Sanchez, E. Failure Analysis of Steel Wire Rope Used in Overhead Crane System. Eng. Fail. Anal. 2020, 118, 104893. [Google Scholar] [CrossRef]
- Pal, U.; Mukhopadhyay, G.; Sharma, A.; Bhattacharya, S. Failure Analysis of Wire Rope of Ladle Crane in Steel Making Shop. Int. J. Fatigue 2018, 116, 149–155. [Google Scholar] [CrossRef]
- Peterka, P.; Krešák, J.; Kropuch, S.; Fedorko, G.; Molnar, V.; Vojtko, M. Failure Analysis of Hoisting Steel Wire Rope. Eng. Fail. Anal. 2014, 45, 96–105. [Google Scholar] [CrossRef]
- Xiang, L.; Wang, H.Y.; Chen, Y.; Guan, Y.J.; Dai, L.H. Elastic-Plastic Modeling of Metallic Strands and Wire Ropes Under Axial Tension and Torsion Loads. Int. J. Solids Struct. 2017, 129, 103–118. [Google Scholar] [CrossRef]
- Chang, X.; Peng, Y.; Cheng, D.; Zhu, Z.; Wang, D. The Correlation Between Wear Evolution and Mechanical Property Degradation of Wire Rope in a Multilayer Winding System. J. Tribol. 2022, 144, 091702. [Google Scholar] [CrossRef]
- Zhang, D.; Feng, C.; Chen, K.; Wang, D.; Ni, X. Effect of Broken Wire on Bending Fatigue Characteristics of Wire Ropes. Int. J. Fatigue 2017, 103, 456–465. [Google Scholar] [CrossRef]
- Wahid, A.; Mouhib, N.; Ouardi, A.; Sabah, F.; Chakir, H.; ELghorba, M. Experimental Prediction of Wire Rope Damage by Energy Method. Eng. Struct. 2019, 201, 109794. [Google Scholar] [CrossRef]
- Oksanen, V.; Valtonen, K.; Andersson, P.; Vaajoki, A.; Laukkanen, A.; Holmberg, K.; Kuokkala, V.T. Comparison of Laboratory Rolling–Sliding Wear Tests with In-Service Wear of Nodular Cast Iron Rollers Against Wire Ropes. Wear 2015, 340–341, 73–81. [Google Scholar] [CrossRef]
- Onur, Y.A.; İmrak, C.E.; Onur, T.Ö. Discarding Lifetime Investigation of a Rotation Resistant Rope Subjected to Bending Over Sheave Fatigue. Measurement 2019, 142, 163–169. [Google Scholar] [CrossRef]
- Kaczmarczyk, S.; Ostachowicz, W. Transient Vibration Phenomena in Deep Mine Hoisting Cables. Part 2: Numerical Simulation of the Dynamic Response. J. Sound Vib. 2003, 262, 245–289. [Google Scholar] [CrossRef]
- Chang, X.; Peng, Y.; Zhu, Z.; Zou, S.; Gong, X.; Xu, C. Effect of Wear Scar Characteristics on the Bearing Capacity and Fracture Failure Behavior of Winding Hoist Wire Rope. Tribol. Int. 2019, 130, 270–283. [Google Scholar]
- Singh, R.P.; Mallick, M.; Verma, M.K. Studies on Failure Behaviour of Wire Rope Used in Underground Coal Mines. Eng. Fail. Anal. 2016, 70, 290–304. [Google Scholar] [CrossRef]
- Kumar, K.; Goyal, D.; Banwait, S.S. Effect of Key Parameters on Fretting Behaviour of Wire Rope: A Review. Arch. Comput. Methods Eng. 2020, 27, 549–561. [Google Scholar] [CrossRef]
- Zhang, D.; Yang, X.; Chen, K.; Zhang, Z. Fretting Fatigue Behavior of Steel Wires Contact Interface Under Different Crossing Angles. Wear 2018, 400–401, 52–61. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, D.; Ge, S. Effect of Displacement Amplitude on Fretting Fatigue Behavior of Hoisting Rope Wires in Low Cycle Fatigue. Tribol. Int. 2012, 52, 178–189. [Google Scholar] [CrossRef]
- Wang, D.; Li, X.; Wang, X.; Zhang, D.; Wang, D.A. Dynamic Wear Evolution and Crack Propagation Behaviors of Steel Wires During Fretting-Fatigue. Tribol. Int. 2016, 101, 348–355. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, D.; Song, D.; Zhang, D.; Zhang, C.; Wang, D.A.; Araújo, J.A. Tribo-Fatigue Behaviors of Steel Wire Rope Under Bending Fatigue with the Variable Tension. Wear 2019, 428–429, 154–161. [Google Scholar] [CrossRef]
- Xu, C.; Peng, Y.; Zhu, Z.; Lu, H.; Chen, G.; Wang, D.; Peng, X.; Wang, S. Fretting Friction and Wear of Steel Wires in Tension-Torsion and Helical Contact Form. Wear 2019, 432–433, 202946. [Google Scholar] [CrossRef]
- Chen, Y.; Meng, F.; Gong, X. Study on Performance of Bended Spiral Strand with Interwire Frictional Contact. Int. J. Mech. Sci. 2017, 128–129, 499–511. [Google Scholar] [CrossRef]
- Chen, Y.; Tan, H.; Qin, W. Semi-Analytical Analysis of the Interwire Multi-State Contact Behavior of a Three-Layered Wire Rope Strand. Int. J. Solids Struct. 2020, 202, 136–152. [Google Scholar] [CrossRef]
- Hakala, T.J.; Laukkanen, A.; Suhonen, T.; Holmberg, K. A Finite-Element Model for a Paste Lubricated Steel Wire vs. Cast Iron Contact. Tribol. Int. 2020, 150, 106362. [Google Scholar] [CrossRef]
- Jikal, A.; Majid, F.; Chaffoui, H.; Meziane, M.; ELghorba, M. Corrosion Influence on Lifetime Prediction to Determine the Wöhler Curves of Outer Layer Strand of a Steel Wire Rope. Eng. Fail. Anal. 2020, 109, 104253. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, D.; Zhao, W.; Ge, S. Quantitative Analyses of Fretting Fatigue Damages of Mine Rope Wires in Different Corrosive Media. Mater. Sci. Eng. A 2014, 596, 80–88. [Google Scholar] [CrossRef]
- Wang, D.; Song, D.; Wang, X.; Zhang, D.; Zhang, C.; Wang, D.A.; Araújo, J.A. Tribo-Fatigue Behaviors of Steel Wires Under Coupled Tension-Torsion in Different Environmental Media. Wear 2019, 420–421, 38–53. [Google Scholar] [CrossRef]
- Shen, Y.; Zhang, D.; Duan, J.; Wang, D. Fretting Wear Behaviors of Steel Wires Under Friction-Increasing Grease Conditions. Tribol. Int. 2011, 44, 1511–1517. [Google Scholar] [CrossRef]
- Sun, Z.; Xu, C.; Peng, Y.; Shi, Y.; Zhang, Y. Fretting Tribological Behaviors of Steel Wires Under Lubricating Grease with Compound Additives of Graphene and Graphite. Wear 2020, 454–455, 203333. [Google Scholar] [CrossRef]
- Peng, Y.; Chang, X.; Zhu, Z.; Wang, D.; Gong, X.; Zou, S.; Sun, S.; Xu, W. Sliding Friction and Wear Behavior of Winding Hoisting Rope in Ultra-Deep Coal Mine Under Different Conditions. Wear 2016, 368–369, 423–434. [Google Scholar]
- Peng, Y.; Chang, X.; Sun, S.; Zhu, Z.; Gong, X.; Zou, S.; Xu, W.; Mi, Z. The Friction and Wear Properties of Steel Wire Rope Sliding Against Itself Under Impact Load. Wear 2018, 400–401, 194–206. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, G.; Zhu, Z.; Chang, X.; Lu, H.; Tang, W.; Jiang, F.; Chen, G. Effect of Low Temperature on Tribological Characteristics and Wear Mechanism of Wire Rope. Tribol. Int. 2021, 164, 107231. [Google Scholar] [CrossRef]
- Chang, X.; Peng, Y.; Zhu, Z.; Gong, X.; Yu, Z.; Mi, Z.; Xu, C. Effects of Strand Lay Direction and Crossing Angle on Tribological Behavior of Winding Hoist Rope. Materials 2017, 10, 630. [Google Scholar] [CrossRef]
- Oksanen, V.; Andersson, P.; Valtonen, K.; Holmberg, K.; Kuokkala, V.T. Characterization of the Wear of Nodular Cast Iron Rollers in Contact with Wire Ropes. Wear 2013, 308, 199–205. [Google Scholar] [CrossRef]
- Zhang, Q.; Peng, Y.; Zhu, Z.; Chang, X.; Lu, H.; Zhou, Z.; Cao, G.; Tang, W.; Chen, G. Influence of Longitudinal Vibration on the Friction and Wear Characteristics of Multi-Layer Winding Hoisting Wire Rope. Wear 2022, 492–493, 204211. [Google Scholar] [CrossRef]
- Chang, X.; Huang, H.; Peng, Y.; Li, S. Friction, Wear and Residual Strength Properties of Steel Wire Rope with Different Corrosion Types. Wear 2020, 458–459, 203425. [Google Scholar] [CrossRef]
- Chang, X.; Peng, Y.; Cheng, D.; Zhu, Z.; Wang, D.; Lu, H.; Tang, W.; Chen, G. Influence of Different Corrosive Environments on Friction and Wear Characteristics of Lubricated Wire Ropes in a Multi-Layer Winding System. Eng. Fail. Anal. 2022, 131, 105901. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Q.; Peng, Y.; Wang, C.; Chang, X.; Chen, G. Preparation and Tribological Properties of Lanthanum Stearate Modified Lubricating Oil for Wire Rope in a Mine Hoist. Materials 2021, 14, 5821. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | Ni | S and P |
|---|---|---|---|---|---|---|
| Mass fraction (wt%) | 98.69 | 0.87 | 0.39 | 0.03 | 0.02 | <0.01 |
| Parameter | Value |
|---|---|
| Length of the rope sample (mm) | 600 |
| Diameter of the rope (mm) | 9.3 |
| Radius of the steel wires (mm) | 0.3 |
| Strand lay length (mm) | 70 |
| Strand lay angle (°) | 15.5 |
| Strand lay direction | Right |
| Parameters | Values |
|---|---|
| Sliding velocity (m/s) | 0.8, 1, 1.2, 1.4, 1.6 |
| Sliding distance (m) | 240 |
| Contact load (N) | 600 |
| Contact angle (°) | 45 |
| Contact arc length (mm) | 157 |
| Ambient temperature (°C) | 27 ± 5 |
| Relative humidity (%) | 60 ± 10 |
| Atmosphere | Laboratory air |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, X.; Peng, Y.; Zhu, Z.; Lu, H.; Tang, W.; Zhang, X. Sliding Friction and Wear Characteristics of Wire Rope Contact with Sheave under Long-Distance Transmission Conditions. Materials 2022, 15, 7092. https://doi.org/10.3390/ma15207092
Chang X, Peng Y, Zhu Z, Lu H, Tang W, Zhang X. Sliding Friction and Wear Characteristics of Wire Rope Contact with Sheave under Long-Distance Transmission Conditions. Materials. 2022; 15(20):7092. https://doi.org/10.3390/ma15207092
Chicago/Turabian StyleChang, Xiangdong, Yuxing Peng, Zhencai Zhu, Hao Lu, Wei Tang, and Xing Zhang. 2022. "Sliding Friction and Wear Characteristics of Wire Rope Contact with Sheave under Long-Distance Transmission Conditions" Materials 15, no. 20: 7092. https://doi.org/10.3390/ma15207092
APA StyleChang, X., Peng, Y., Zhu, Z., Lu, H., Tang, W., & Zhang, X. (2022). Sliding Friction and Wear Characteristics of Wire Rope Contact with Sheave under Long-Distance Transmission Conditions. Materials, 15(20), 7092. https://doi.org/10.3390/ma15207092