
Characterization and Calculation of the Dynamic Recrystallization Texture in Fe-3.0 Wt.% Si Alloy


Abstract
:1. Introduction
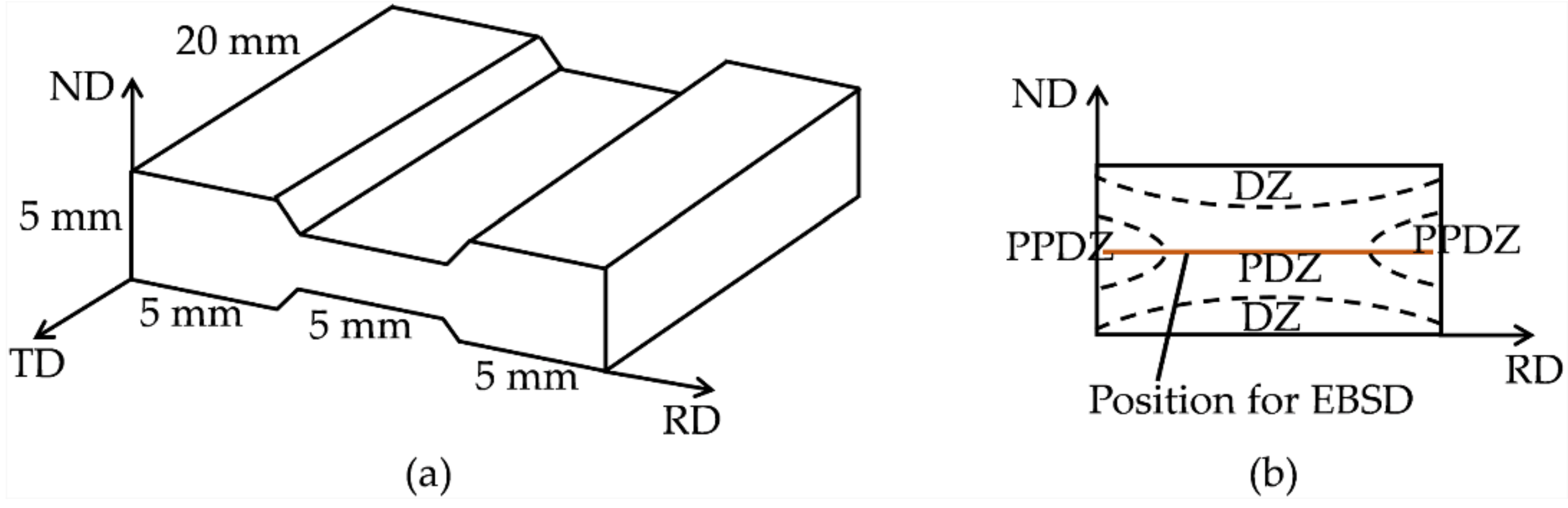
2. Materials and Methods
3. Results
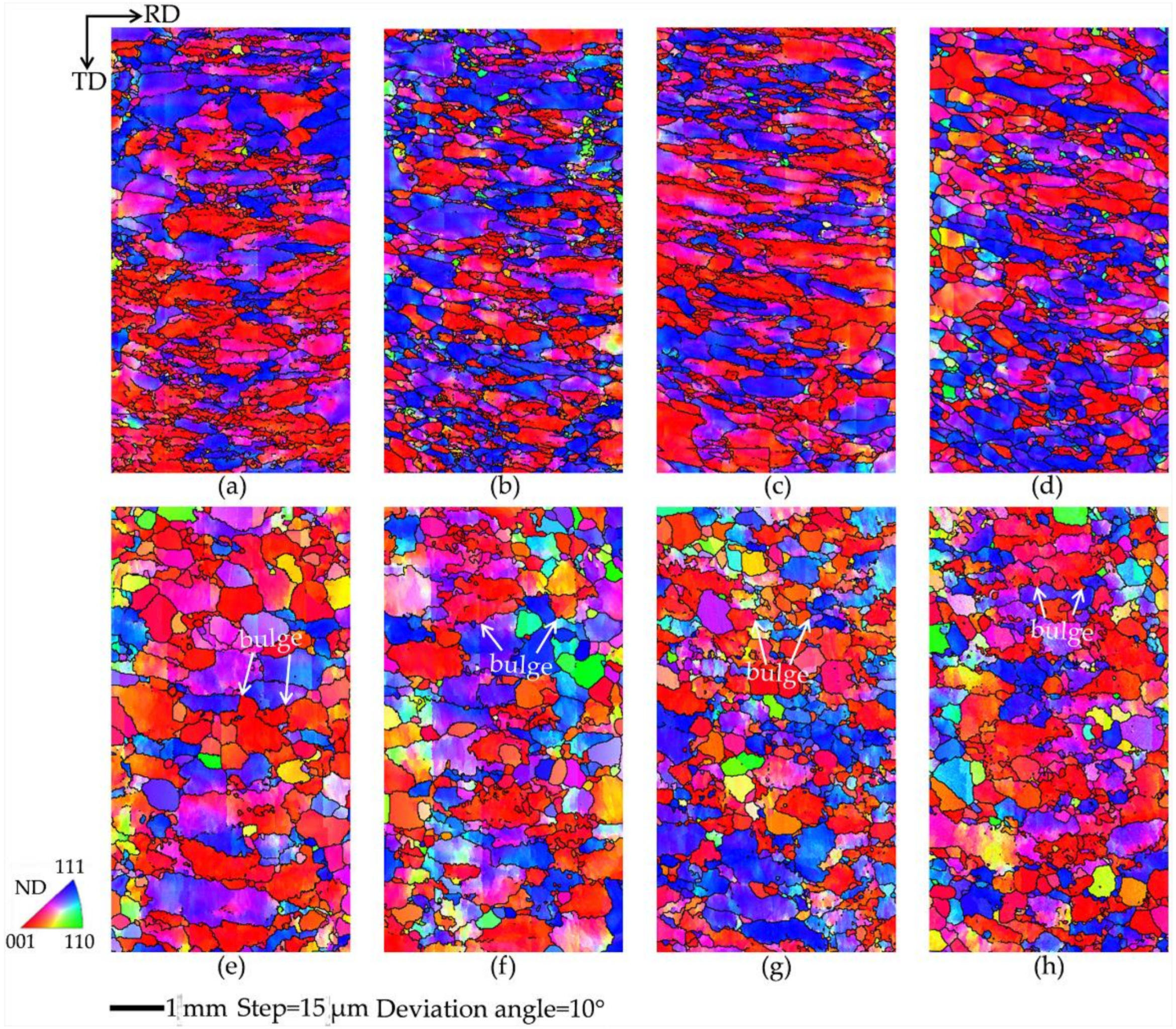
3.1. Microstructure Evolution
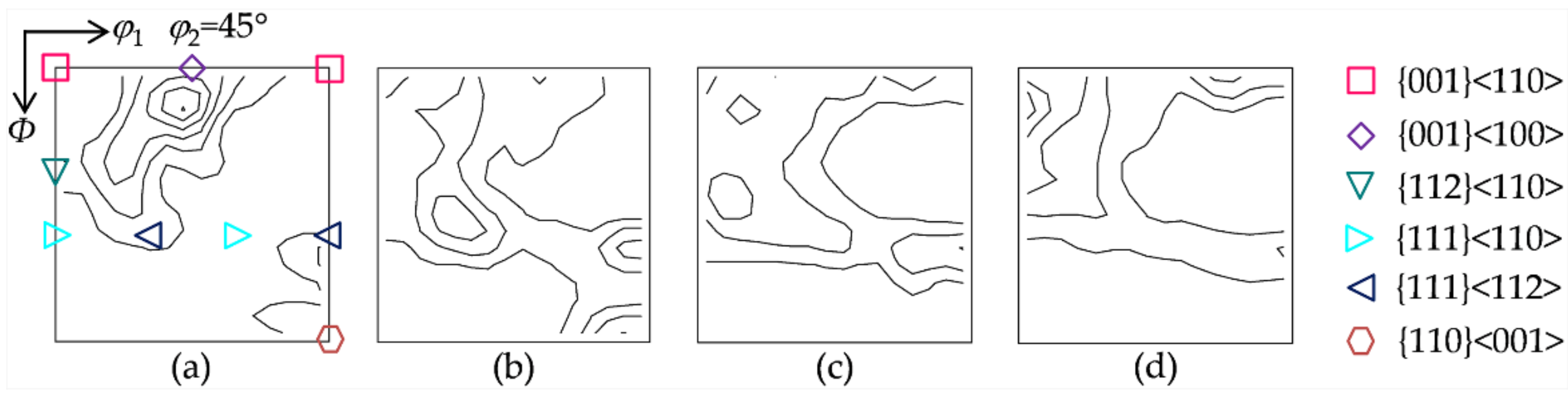
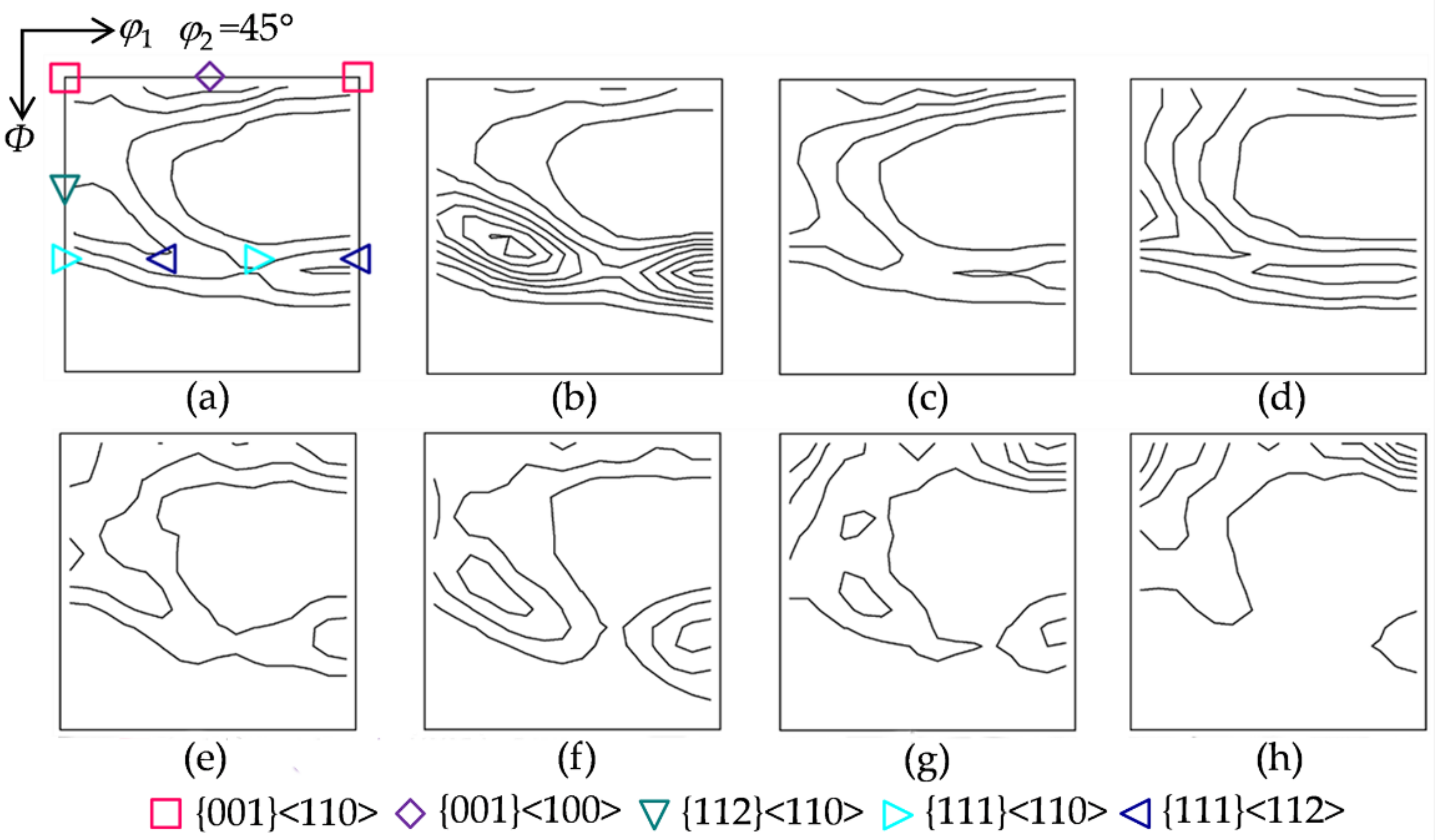
3.2. Texture Evolution
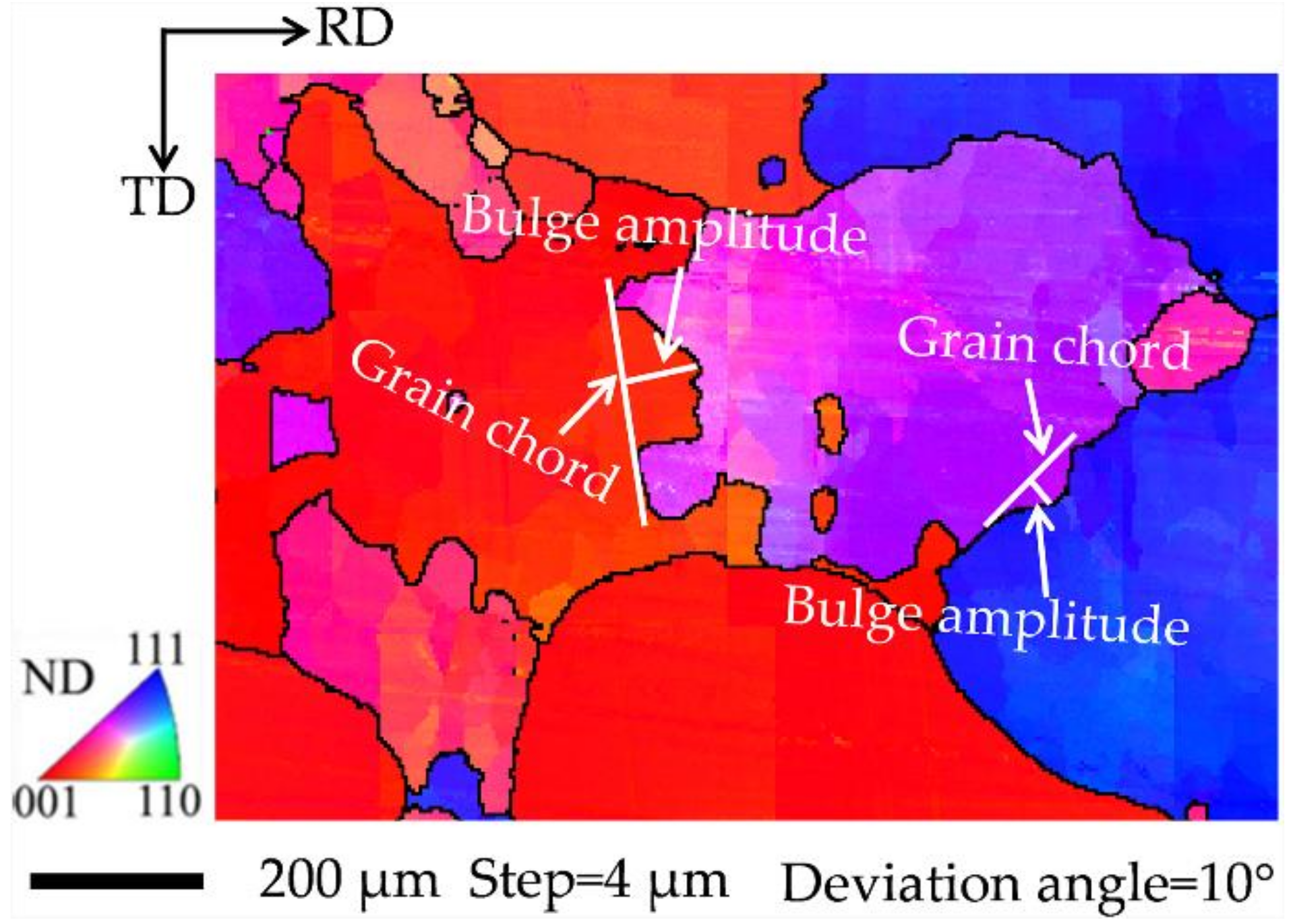
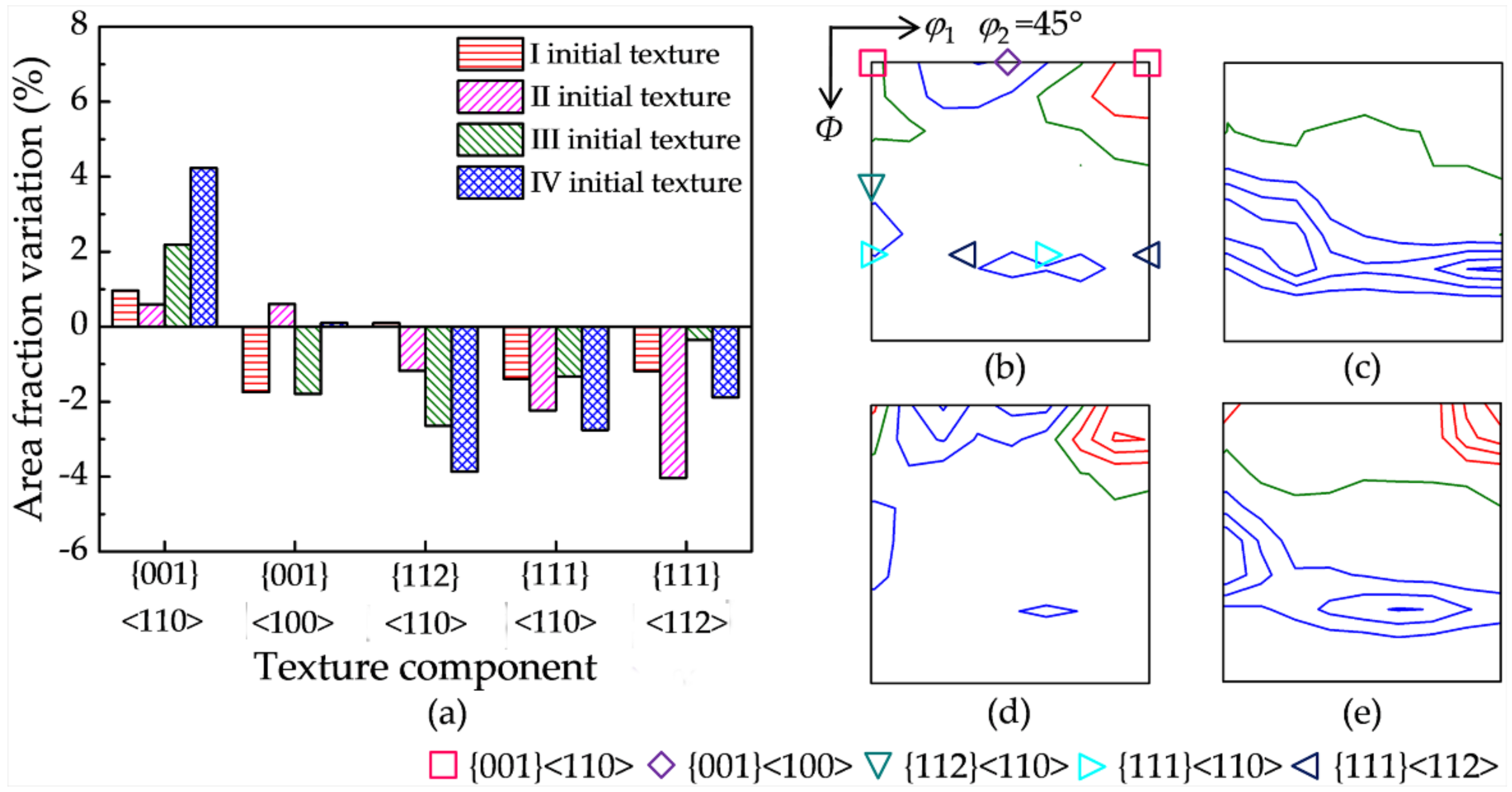
3.3. DRX Texture by SIBM
4. Discussion
4.1. Critical Orientation Boundary
4.2. DRX Texture Model
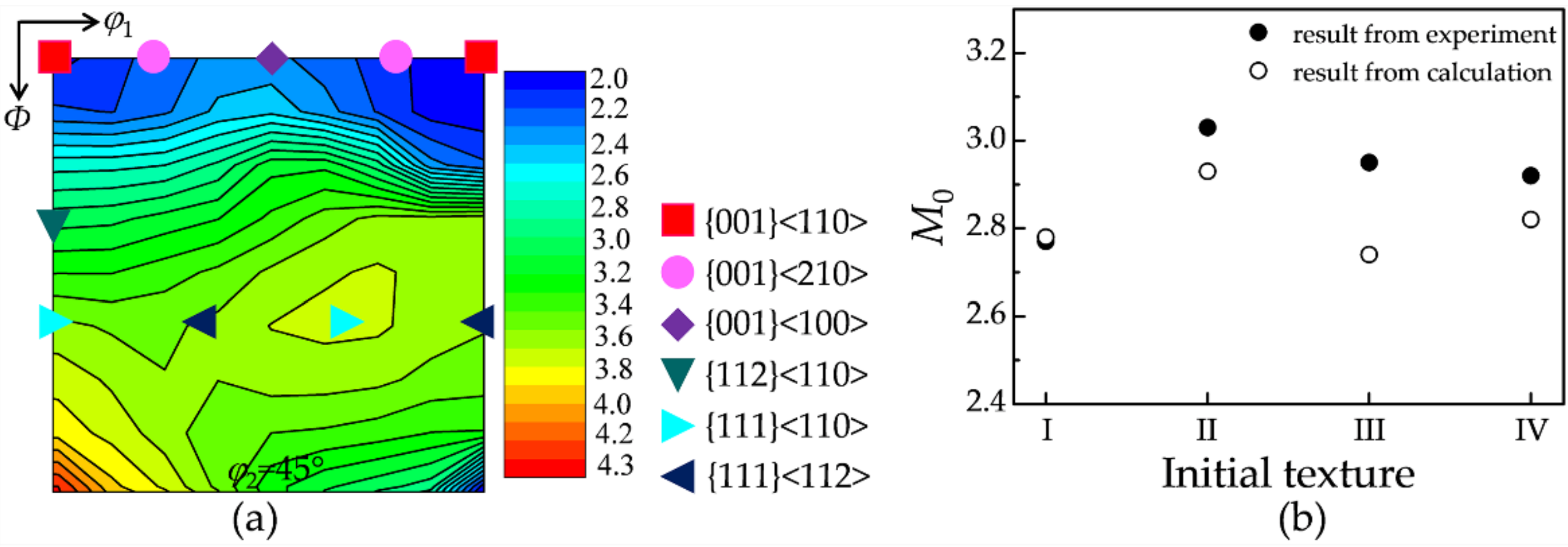
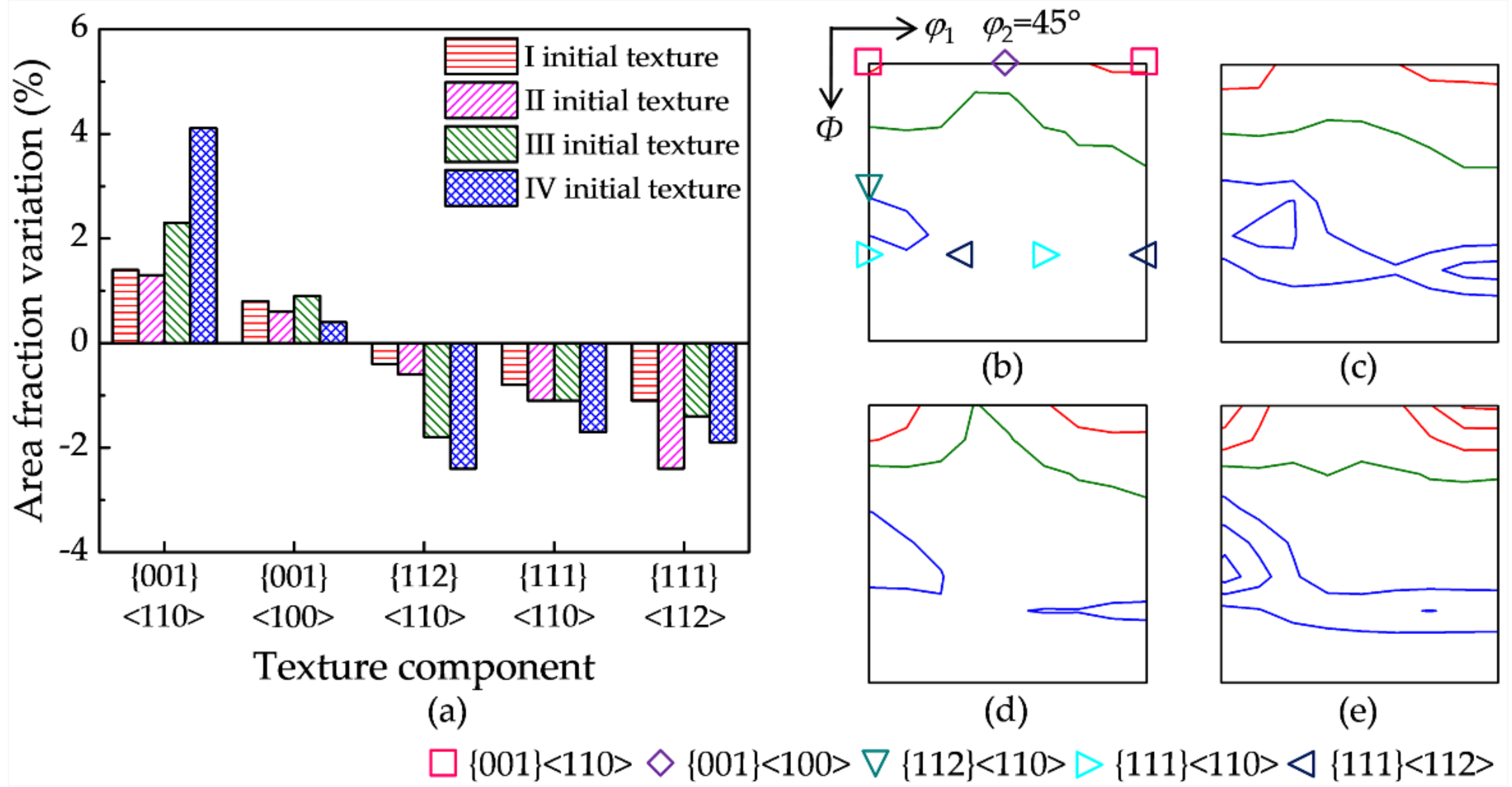
4.3. DRX Texture Calculation
5. Conclusions
- Dynamic recrystallization occurs during the high-temperature plane-strain compression of Fe-3.0 wt.% Si alloy by strain-induced boundary migration. The evolutions of the microstructure and texture, and the critical orientation boundary separating the weakened and enhanced texture components varies with the initial texture.
- A quantitative relationship between the critical Taylor factor and the instantaneous texture is established, which is more reasonable than the traditional estimated constant value. A model is proposed to differentiate the evolution of various texture components by incorporating the nucleation probability and critical Taylor factor as a variable dependent on the orientation density distribution during hot deformation.
- The calculated texture evolution and critical Taylor factor matches well with the experimental measurement for different initial textures, indicating the capability of the proposed method to predict and optimize the hot deformation texture produced by DRX based on SIBM as a function of the initial texture and dynamic process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stojakovic, D.; Doherty, R.D.; Kalidindi, S.R.; Landgraf, F.J.G. Thermomechanical processing for recovery of desired <001> fiber texture in electric motor steels. Metall. Mater. Trans. A 2008, 39, 1738–1746. [Google Scholar] [CrossRef]
- Sha, Y.H.; Sun, C.; Zhang, F.; Patel, F.D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Dudova, N.; Belyakov, A.; Sakai, T.; Kaibyshev, R. Dynamic recrystallization mechanisms operating in a Ni-20%Cr alloy under hot-to-warm working. Acta Mater. 2010, 58, 3624–3632. [Google Scholar] [CrossRef]
- Cizek, P. The microstructure evolution and softening processes during high-temperature deformation of a 21Cr-10Ni-3Mo duplex stainless steel. Acta Mater. 2016, 106, 129–143. [Google Scholar] [CrossRef]
- Chen, W.X.; Hu, B.J.; Jia, C.N.; Zheng, C.W.; Li, D.Z. Continuous dynamic recrystallization during the transient deformation in a Ni-30%Fe austenitic model alloy. Mater. Sci. Eng. A 2019, 751, 10–14. [Google Scholar] [CrossRef]
- Han, B.J.; Zhou, X. Grain refinement under multi-axial forging in Fe-32%Ni alloy. J. Alloys. Compd. 2008, 457, 279–285. [Google Scholar] [CrossRef]
- Huang, Z.H.; Lu, Z.; Jiang, S.S.; Wang, C.Y.; Zhang, K.F. Dynamic recrystallization behavior and texture evolution of NiAl intermetallic during hot deformation. J. Mater. Eng. Perform. 2017, 26, 2377–2387. [Google Scholar] [CrossRef]
- Baczynski, J.; Jonas, J.J. Torsion textures produced by dynamic recrystallization in α-iron and two interstitial-free steels. Metall. Mater. Trans. A 1998, 29, 447–462. [Google Scholar] [CrossRef]
- Li, K.; Yang, P. The formation of strong {100} texture by dynamic strain-induced boundary migration in hot compressed Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Metals 2017, 7, 412–419. [Google Scholar] [CrossRef] [Green Version]
- Beladi, H.; Cizek, P.; Hodgson, P.D. Dynamic recrystallization of austenite in Ni-30 Pct Fe Model alloy: Microstructure and Texture Evolution. Metall. Mater. Trans. A 2009, 40, 1175–1189. [Google Scholar] [CrossRef]
- Primig, S.; Leitner, H.; Knabl, W.; Lorich, A.; Clemens, H.; Stickler, R. Textural evolution during dynamic recovery and static recrystallization of molybdenum. Metall. Mater. Trans. A 2012, 43, 4794–4805. [Google Scholar] [CrossRef]
- Jonas, J.J.; Toth, L.S. Modelling oriented nucleation and selective growth during dynamic recrystallization. Scr. Mater. 1992, 27, 1575–1580. [Google Scholar] [CrossRef]
- Hutchinson, B. Deformation microstructures and textures in steels. Phil. Trans. R. Soc. Lond. A 1999, 357, 1471–1485. [Google Scholar] [CrossRef]
- Mannan, P.; Saleh, A.A.; Gazder, A.A.; Casillas, G.; Pereloma, E.V. Microstructure and micro-texture evolution during the dynamic recrystallisation of a Ni-30Fe-Nb-C model alloy. J. Alloys. Compd. 2016, 689, 250–265. [Google Scholar] [CrossRef] [Green Version]
- Taylor, A.S.; Cizek, P.; Hodgson, P.D. Orientation dependence of the substructure characteristics in a Ni–30Fe austenitic model alloy deformed in hot plane strain compression. Acta Mater. 2012, 60, 1548–1569. [Google Scholar] [CrossRef]
- Barnett, M.R.; Montheillet, F. The generation of new high-angle boundaries in aluminium during hot torsion. Acta Mater. 2002, 50, 2285–2296. [Google Scholar] [CrossRef]
- Onuki, Y.; Hongo, R.; Okayasu, K.; Fukutomi, H. Texture development in Fe-3.0 mass.% Si during high-temperature deformation: Examination of the preferentialdynamic grain growth mechanism. Acta Mater. 2013, 61, 1294–1302. [Google Scholar] [CrossRef]
- Onuki, Y.; Okayasu, K.; Fukutomi, H. Formation of {001} fiber texture in Fe-3 mass.% Si alloy during uniaxial compression deformation at elevated temperatures. ISIJ Int. 2011, 51, 1564–1565. [Google Scholar] [CrossRef]
- Kestens, L.; Jonas, J.J.; Houtte, P.V.; Aernoudt, E. Orientation selective recrystallization of nonoriented electrical steels. Metall. Mater. Trans. A 1996, 27, 2347–2358. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the crystallographic texture changes in aluminum alloys during recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the crystallographic changes in processing of Al alloys. J. Mater. Sci. 2014, 49, 3529–3540. [Google Scholar] [CrossRef]
- Sidor, J.J.; Decroos, K.; Petrov, R.H.; Kestens, L.A.I. Evolution of recrystallization textures in particle containing Al alloys after various rolling reductions: Experimental study and modeling. Int. J. Plast. 2015, 66, 119–137. [Google Scholar] [CrossRef]
- Rajmohan, N.; Szpunar, J.A. An analytical method for characterizing grain boundaries around growing goss grains during secondary recrystallization. Scr. Mater. 2001, 44, 2387–2392. [Google Scholar] [CrossRef]
- Beladi, H.; Cizek, P.; Hodgson, P.D. Texture and substructure characteristics of dynamic recrystallization in a Ni-30%Fe austenitic model alloy. Scr. Mater. 2009, 39, 528–531. [Google Scholar] [CrossRef]
- Reid, C.N. Deformation Geometry for Materials Scientists; Pergamon Press: London, UK, 1973. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Pergamon: Oxford, UK, 1996. [Google Scholar]
- Bate, P.; Hutchinson, B. A re-evalution of the mechanism of SIBM. Scr. Mater. 1997, 36, 195–198. [Google Scholar] [CrossRef]
- Leslie, W.C. Iron and its dilute substitutional solid solutions. Metall. Mater. Trans. B 1972, 3, 5–26. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Texture | Deformation Parameters | Grain Boundary Type | ||||
|---|---|---|---|---|---|---|
| Straight Boundary | Bulge Boundary | Equiaxed Grain Boundary | ||||
| Fraction (%) | Fraction (%) | Average Amplitude (μm) | Fraction (%) | Average Grain Size (μm) | ||
| I | 900 °C and 5 s−1 | 97 | 3 | — | 0 | — |
| 1150 °C and 1 s−1 | 68 | 26 | 84 | 6 | 103 | |
| II | 900 °C and 5 s−1 | 92 | 8 | — | 0 | — |
| 1150 °C and1 s−1 | 71 | 22 | 78 | 7 | 98 | |
| III | 900 °C and 5 s−1 | 97 | 3 | — | 0 | — |
| 1150 °C and 1 s−1 | 63 | 27 | 89 | 10 | 107 | |
| IV | 900 °C and 5 s−1 | 94 | 6 | — | 0 | — |
| 1150 °C and 1 s−1 | 44 | 40 | 94 | 16 | 141 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, G.; Sha, Y.; Chen, X.; Chang, S.; Zhang, F.; Zuo, L. Characterization and Calculation of the Dynamic Recrystallization Texture in Fe-3.0 Wt.% Si Alloy. Materials 2022, 15, 517. https://doi.org/10.3390/ma15020517
Shao G, Sha Y, Chen X, Chang S, Zhang F, Zuo L. Characterization and Calculation of the Dynamic Recrystallization Texture in Fe-3.0 Wt.% Si Alloy. Materials. 2022; 15(2):517. https://doi.org/10.3390/ma15020517
Chicago/Turabian StyleShao, Guangshuai, Yuhui Sha, Xi Chen, Songtao Chang, Fang Zhang, and Liang Zuo. 2022. "Characterization and Calculation of the Dynamic Recrystallization Texture in Fe-3.0 Wt.% Si Alloy" Materials 15, no. 2: 517. https://doi.org/10.3390/ma15020517
APA StyleShao, G., Sha, Y., Chen, X., Chang, S., Zhang, F., & Zuo, L. (2022). Characterization and Calculation of the Dynamic Recrystallization Texture in Fe-3.0 Wt.% Si Alloy. Materials, 15(2), 517. https://doi.org/10.3390/ma15020517