
Mechanical Behaviour and Morphology of Thixoformed Aluminium Alloy Reinforced by Graphene

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication
2.3. Analysis of Microstructure
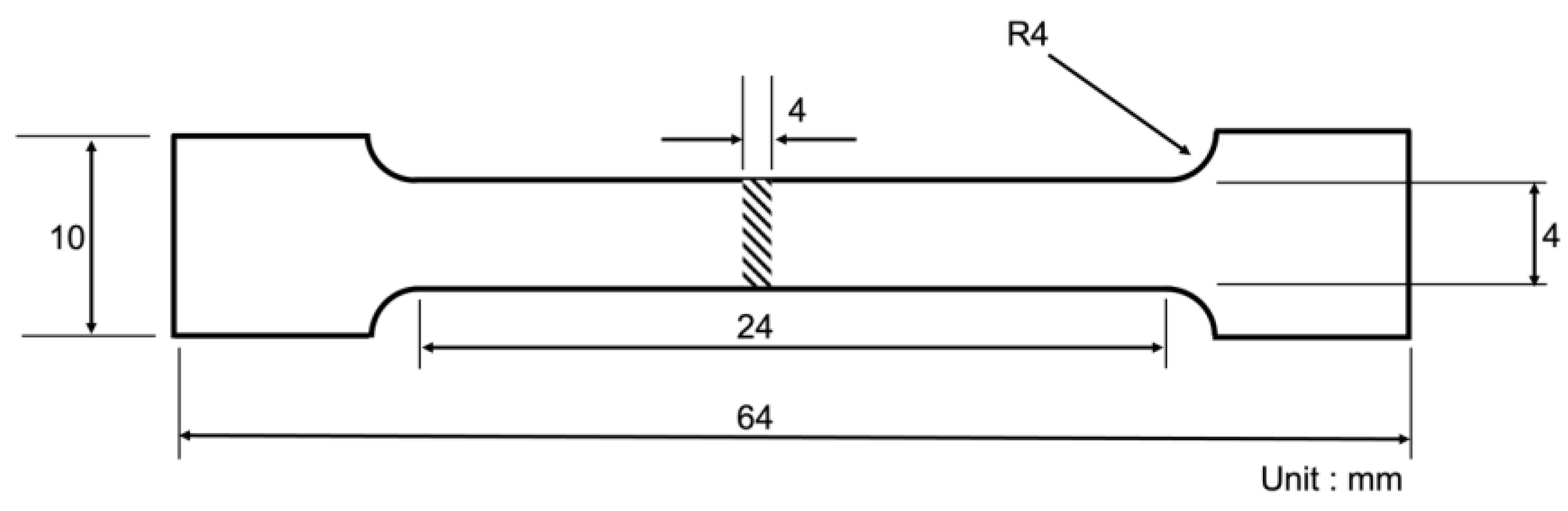
2.4. Mechanical Properties
2.5. Differential Scanning Calorimetry
3. Results
3.1. Characterization of Raw Materials
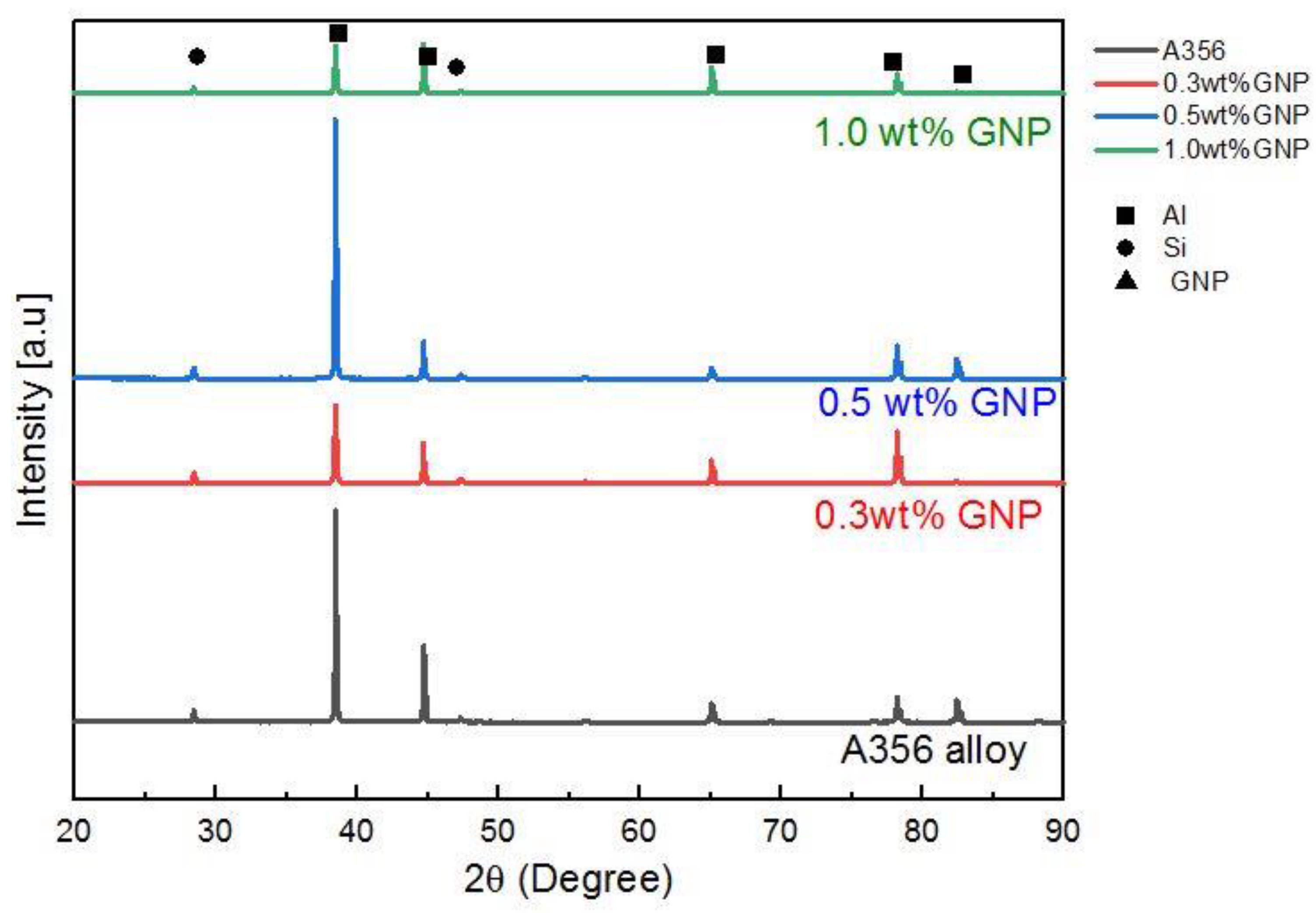
3.2. XRD Analysis of Al-GNPs Composite
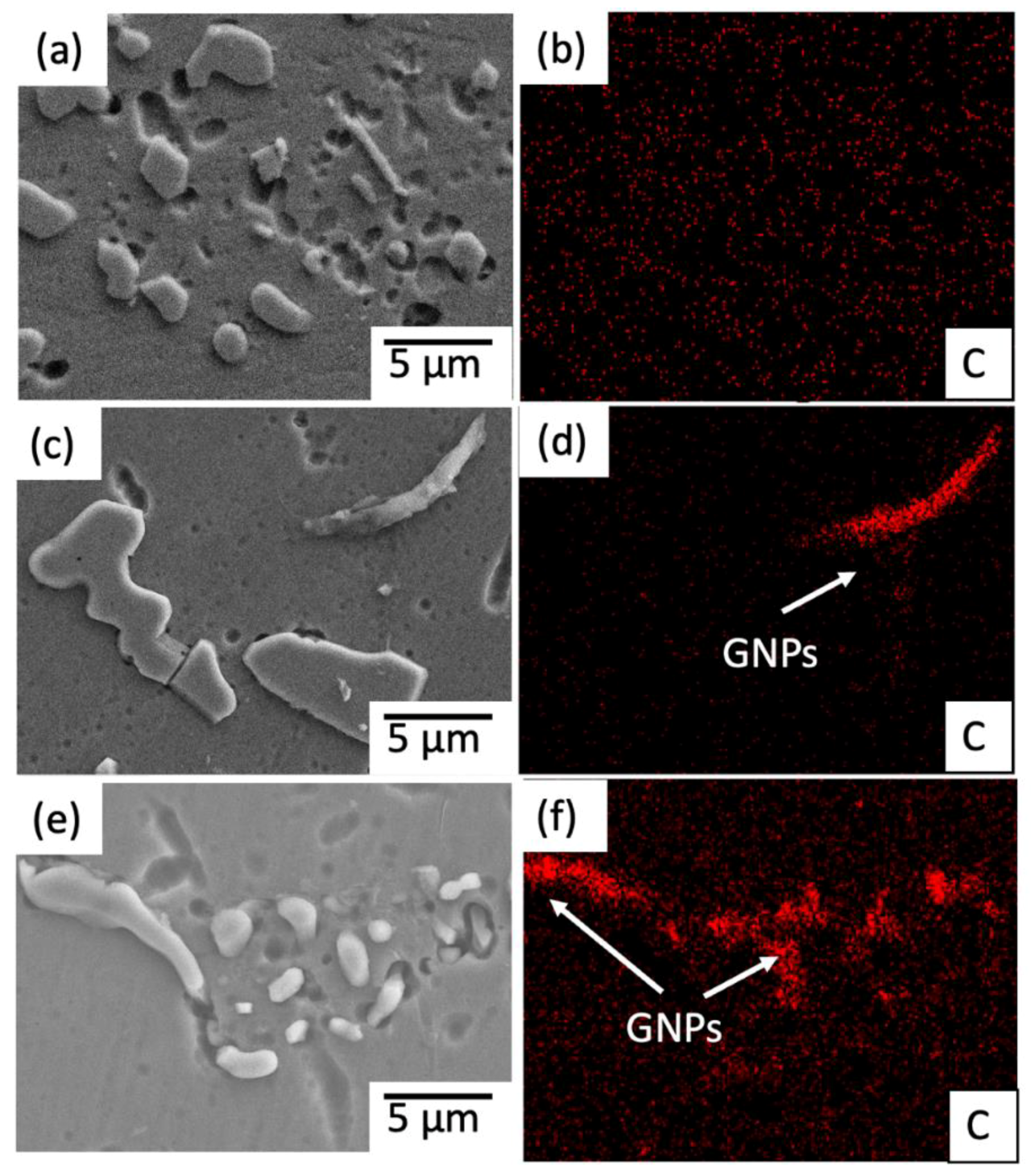
3.3. Microstructural Analysis of Al-GNPs Composite
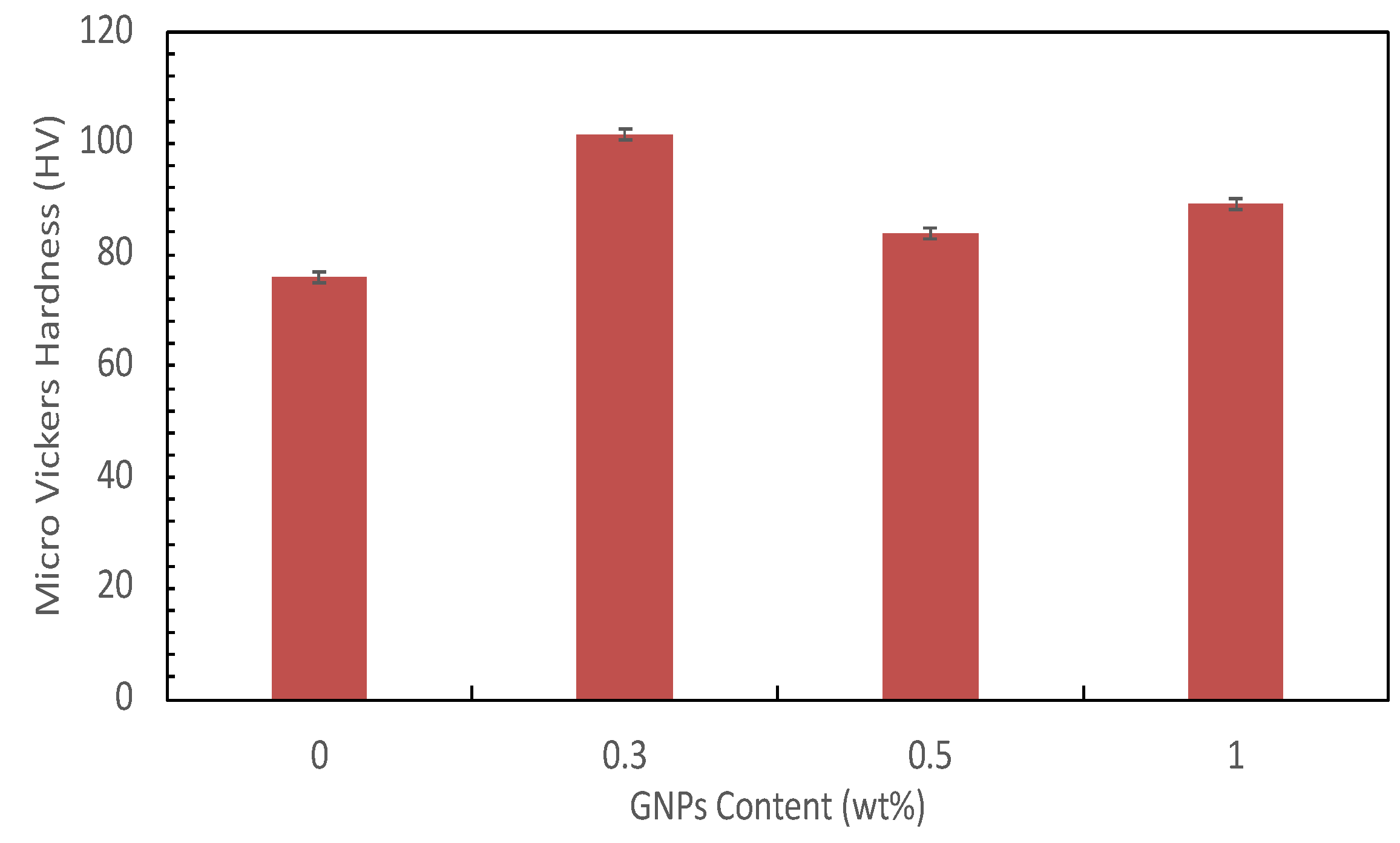
3.4. Density and Hardness of Al-GNPs Composites
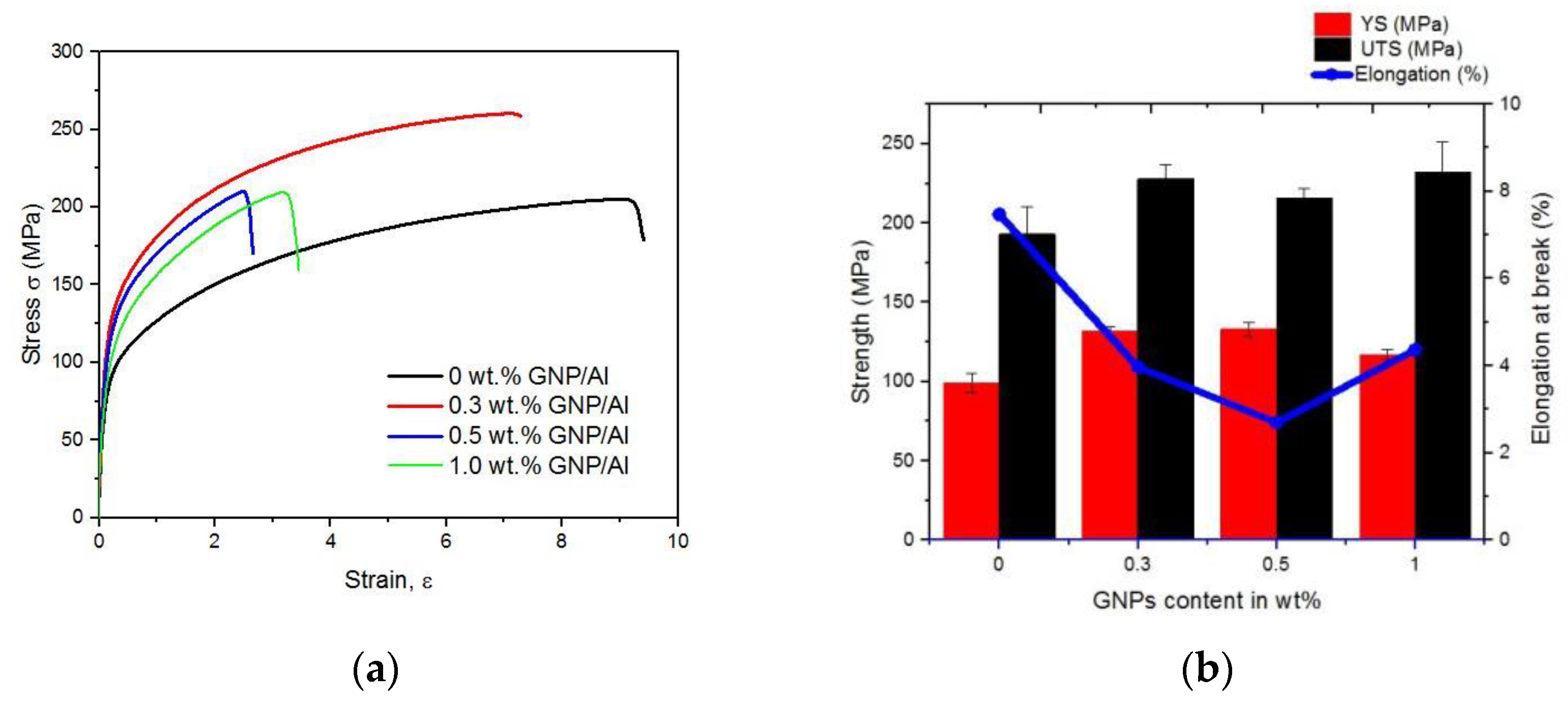
3.5. Mechanical Properties and Fracture Mechanism
3.6. Strengthening Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abdelatty, R.; Khan, A.; Yusuf, M.; Alashraf, A.; Shakoor, R.A. Effect of silicon nitride and graphene nanoplatelets on the properties of aluminum metal matrix composites. Materials 2021, 14, 1898. [Google Scholar] [CrossRef]
- Abdelgnei, M.A.; Omar, M.Z.; Ghazali, M.J.; Mohammed, M.N.; Rashid, B. Dry sliding wear behaviour of thixoformed Al-5.7Si–2Cu-0.3 Mg alloys at high temperatures using Taguchi method. Wear 2020, 442–443, 203134. [Google Scholar] [CrossRef]
- Li, J.L.; Xiong, Y.C.; Wang, X.D.; Yan, S.J.; Yang, C.; He, W.W.; Chen, J.Z.; Wang, S.Q.; Zhang, X.Y.; Dai, S.L. Microstructure and tensile properties of bulk nanostructured aluminum/graphene composites prepared via cryomilling. Mater. Sci. Eng. A 2015, 626, 400–405. [Google Scholar] [CrossRef]
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa, H.; Varma, R.S.; Gupta, M. Advanced metal matrix nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef]
- Senthil Murugan, S.; Jegan, V.; Velmurugan, M. Mechanical properties of SiC, Al2O3 reinforced aluminium 6061-T6 hybrid matrix composite. J. Inst. Eng. India Ser. D 2017, 99, 71–77. [Google Scholar] [CrossRef]
- Mehta, V.R.; Sutaria, M.P. Investigation on the effect of stirring process parameters on the dispersion of SiC particles inside melting crucible. Met. Mater. Int. 2021, 27, 2989–3002. [Google Scholar] [CrossRef]
- Anis, A.L.; Talari, M.K.; Kishore Babu, N.; Ismail, M.H.; Janaki Ram, G.D.; Mohd Arif, I.A. Grain refinement of Ti-15V-3Cr-3Sn-3Al metastable β titanium alloy welds using boron-modified fillers. J. Alloys Compd. 2018, 749, 320–328. [Google Scholar] [CrossRef]
- Mohammed, A.S.; Aljebreen, O.S.; Hakeem, A.S.; Laoui, T.; Patel, F.; Ali Baig, M.M. Tribological behavior of aluminum hybrid nanocomposites reinforced with alumina and graphene oxide. Materials 2022, 15, 865. [Google Scholar] [CrossRef]
- Leng, J.; Ren, B.; Jin, Y.; Zhu, Y.; Wang, K. Effects of graphene addition on the refinement of silicon phase in graphene/A356.2 composites. Mater. Lett. 2021, 292, 129610. [Google Scholar] [CrossRef]
- Md Ali, A.; Omar, M.Z.; Hashim, H.; Salleh, M.S.; Mohamed, I.F. Recent development in graphene-reinforced aluminium matrix composite: A review. Rev. Adv. Mater. Sci. 2021, 60, 801–817. [Google Scholar] [CrossRef]
- Patil, A.; Nartu, M.S.K.K.Y.; Ozdemir, F.; Banerjee, R.; Gupta, R.K.; Borkar, T. Strengthening effects of multi-walled carbon nanotubes reinforced nickel matrix nanocomposites. J. Alloys Compd. 2021, 876, 159981. [Google Scholar] [CrossRef]
- Hanizam, H.; Salleh, M.S.; Omar, M.Z.; Sulong, A.B. Effects of mechanical stirring and short heat treatment on thixoformed of carbon nanotube aluminium alloy composite. J. Alloys Compd. 2019, 788, 83–90. [Google Scholar] [CrossRef]
- Hanizam, H.; Salleh, M.S.; Omar, M.Z.; Sulong, A.B. Optimisation of mechanical stir casting parameters for fabrication of carbon nanotubes-aluminium alloy composite through Taguchi method. J. Mater. Res. Technol. 2019, 8, 2223–2231. [Google Scholar] [CrossRef]
- Hanizam, H.; Salleh, M.S.; Omar, M.Z.; Sulong, A.B.; Arif, M.A.M. Effects of hybrid processing on microstructural and mechanical properties of thixoformed aluminum matrix composite. J. Alloys Compd. 2020, 836, 155378. [Google Scholar] [CrossRef]
- Leng, J.; Dong, Y.; Ren, B.; Wang, R.; Teng, X. Effects of graphene nanoplates on the mechanical behavior and strengthening mechanism of 7075al alloy. Materials 2020, 13, 5808. [Google Scholar] [CrossRef]
- Huang, X.; Zhi, C.; Lin, Y.; Bao, H.; Wu, G.; Jiang, P.; Mai, Y.W. Thermal conductivity of graphene-based polymer nanocomposites. In Materials Science and Engineering R: Reports; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Boostani, A.F.; Yazdani, S.; Khosroshahi, R.A.; Jiang, Z.Y.; Wei, D. A novel graphene-stimulated semi-solid processing to fabricate advanced aluminium matrix nanocomposites. Mater. Sci. Eng. A 2018, 736, 316–322. [Google Scholar] [CrossRef]
- Wang, P.; Shen, J.; Chen, T.; Li, Q.; Yue, X.; Wang, L. Fabrication of graphene nanoplatelets reinforced mg matrix composites via powder thixoforging. J. Magnes. Alloys, 2021; in press. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Khan, M.; Ud-Din, R.; Wadood, A.; Husain, S.W.; Akhtar, S.; Aune, R.E. Physical and mechanical properties of graphene nanoplatelet-reinforced Al6061-T6 composites processed by spark plasma sintering. JOM 2020, 72, 2295–2304. [Google Scholar] [CrossRef]
- Zheng, Z.; Zhang, X.; Jianchao, L.; Geng, L. High-content graphene nanoplatelet reinforced aluminum composites produced by ball milling and hot extrusion. Sci. China-Technol. Sci. 2020, 63, 1426–1435. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Xiao, W.; Ameyama, K.; Ma, C. Enhanced mechanical properties of Al5083 alloy with graphene nanoplates prepared by ball milling and hot extrusion. Mater. Sci. Eng. A 2016, 658, 8–15. [Google Scholar] [CrossRef]
- Samat, S.; Omar, M.Z.; Baghdadi, A.H.; Mohamed, I.F.; Aziz, A.M. Mechanical properties and microstructures of a modified Al-Si-Cu alloy prepared by thixoforming process for automotive connecting rods. J. Mater. Res. Technol. 2021, 10, 1086–1102. [Google Scholar] [CrossRef]
- Samat, S.; Zaidi Omar, M.; Fadhlina Mohamed, I.; Muhammad Aziz, A. The Effect of thixoforming process on the microstructures and mechanical properties of Al-Si-Cu-Mg alloy. J. Kejuruter. 2018, 1, 1–7. [Google Scholar] [CrossRef]
- Wang, J.; Guo, L.N.; Lin, W.M.; Chen, J.; Liu, C.L.; Chen, S.; Zhang, S.; Zhen, T.T. Effect of the graphene content on the microstructures and properties of graphene/aluminum composites. New Carbon Mater. 2019, 34, 275–285. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Tang, A.; Asif, M. Effect of graphene nanoplatelets addition on mechanical properties of pure aluminum using a semi-powder method. Prog. Nat. Sci. Mater. Int. 2014, 24, 101–108. [Google Scholar] [CrossRef]
- Haga, T.; Suzuki, S. Casting of aluminum alloy ingots for thixoforming using a cooling slope. J. Mater. Process. Technol. 2001, 118, 169–172. [Google Scholar] [CrossRef]
- Salleh, M.S.; Omar, M.Z.; Syarif, J. The effects of Mg addition on the microstructure and mechanical properties of thixoformed Al-5%Si-Cu alloys. J. Alloys Compd. 2015, 621, 121–130. [Google Scholar] [CrossRef]
- Shao, P.; Sun, K.; Zhu, P.; Liu, K.; Zhang, Q.; Yang, W.; Wang, Z.; Sun, M.; Zhang, D.; Kidalov, S.; et al. Enhancing the strengthening effect of graphene-nanoplates in al matrix composites by heterogeneous matrix design. Nanomaterials 2022, 12, 1833. [Google Scholar] [CrossRef]
- Lou, S.M.; Qu, C.D.; Guo, G.X.; Ran, L.W.; Liu, Y.Q.; Zhang, P.P.; Su, C.J.; Wang, Q.B. Effect of fabrication parameters on the performance of 0.5 wt.% graphene nanoplates-reinforced aluminum composites. Materials 2020, 13, 3483. [Google Scholar] [CrossRef]
- Putra, A.G.; Manaf, A.; Prajitno, D.H. The effect of Ca and thixoforming process on hardness and microstructure of Mg-Al-Zn alloys. J. Mater. Res. Technol. 2022, 19, 643–652. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Shi, N. Dislocation generation due to differences between the coefficients of thermal expansion. Mater. Sci. Eng. 1986, 81, 175–187. [Google Scholar] [CrossRef]
- Aikin, R.M.; Christodoulou, L. The role of equiaxed particles on the yield stress of composites. Scr. Metall. Mater. 1991, 25, 9–14. [Google Scholar] [CrossRef]
- Li, G.; Xiong, B. Effects of graphene content on microstructures and tensile property of graphene-nanosheets/aluminum composites. J. Alloys Compd. 2017, 697, 31–36. [Google Scholar] [CrossRef]
- Mohammed, M.N.; Omar, M.Z.; Salleh, M.S.; Alhawari, K.S.; Kapranos, P. Semisolid metal processing techniques for nondendritic feedstock production. Sci. World J. 2013, 2013, 752175. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H. Fabrication and heat treatment of graphene nanoplatelets reinforced aluminium nanocomposites. Mater. Sci. Eng. A 2020, 791, 139657. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Fe | Cu | Mn | Ti | Zn | Al |
|---|---|---|---|---|---|---|---|
| 7.27 | 0.32 | 0.185 | 0.006 | 0.004 | 0.119 | 0.009 | Balance |
| GNP Content (wt.%) | Theoretical Density (g/cm3) | Experimental Density (g/cm3) | Relative Density (%) |
|---|---|---|---|
| 0 wt.% | 2.700 | 2.649 ± 0.004 | 98.119 |
| 0.3 wt.% | 2.698 | 2.666 ± 0.006 | 98.826 |
| 0.5 wt.% | 2.697 | 2.659 ± 0.018 | 98.586 |
| 1.0 wt.% | 2.695 | 2.695 ± 0.002 | 98.485 |
| Samples | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Al alloy | 193.0 ± 17.0 | 98.5 ± 6.0 | 7.46 ± 3.18 |
| 0.3 wt% GNPs/Al | 246.5 ± 19.0 | 141.5 ± 2.6 | 5.25 ± 2.62 |
| 0.5 wt% GNP/Al | 215.0 ± 6.0 | 132.6 ± 4.6 | 3.96 ± 0.20 |
| 1.0 wt% GNP/Al | 231.6 ± 9.3 | 117.3 ±3.2 | 4.36 ± 1.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Md Ali, A.; Omar, M.Z.; Salleh, M.S.; Hashim, H.; Mohamed, I.F.; Wakhi Anuar, N.F.B. Mechanical Behaviour and Morphology of Thixoformed Aluminium Alloy Reinforced by Graphene. Materials 2022, 15, 6791. https://doi.org/10.3390/ma15196791
Md Ali A, Omar MZ, Salleh MS, Hashim H, Mohamed IF, Wakhi Anuar NFB. Mechanical Behaviour and Morphology of Thixoformed Aluminium Alloy Reinforced by Graphene. Materials. 2022; 15(19):6791. https://doi.org/10.3390/ma15196791
Chicago/Turabian StyleMd Ali, Afifah, Mohd Zaidi Omar, Mohd Shukor Salleh, Hanizam Hashim, Intan Fadhlina Mohamed, and Nur Farah Bazilah Wakhi Anuar. 2022. "Mechanical Behaviour and Morphology of Thixoformed Aluminium Alloy Reinforced by Graphene" Materials 15, no. 19: 6791. https://doi.org/10.3390/ma15196791
APA StyleMd Ali, A., Omar, M. Z., Salleh, M. S., Hashim, H., Mohamed, I. F., & Wakhi Anuar, N. F. B. (2022). Mechanical Behaviour and Morphology of Thixoformed Aluminium Alloy Reinforced by Graphene. Materials, 15(19), 6791. https://doi.org/10.3390/ma15196791