
Effect of Slurry Thickness on the Quality of Aluminized Coatings

Abstract
:1. Introduction
2. Materials and Methods
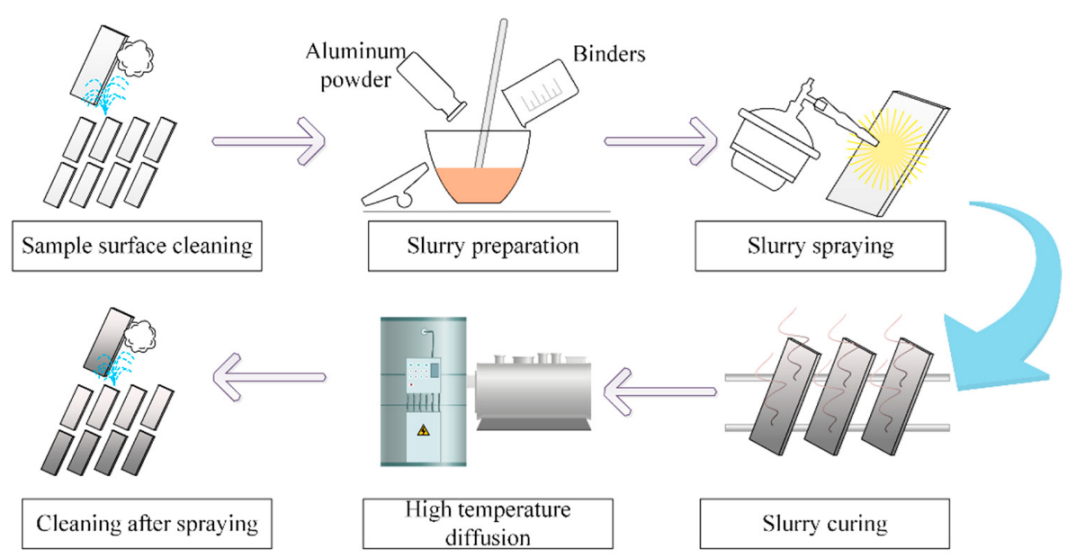
2.1. Aluminized Specimens Preparation
2.2. Aluminized Coating Characterization
3. Results and Discussion
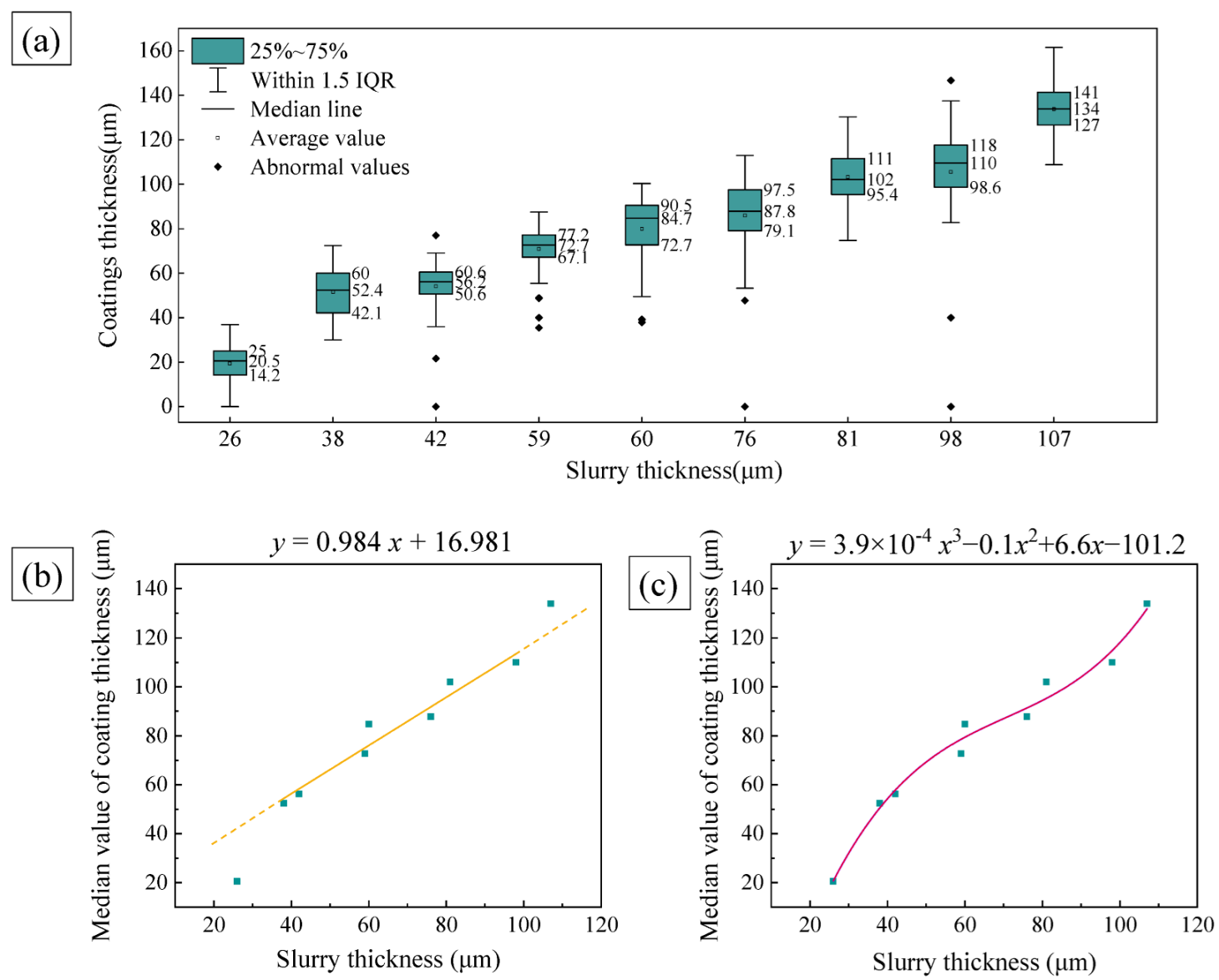
3.1. Thickness of Aluminized Coating
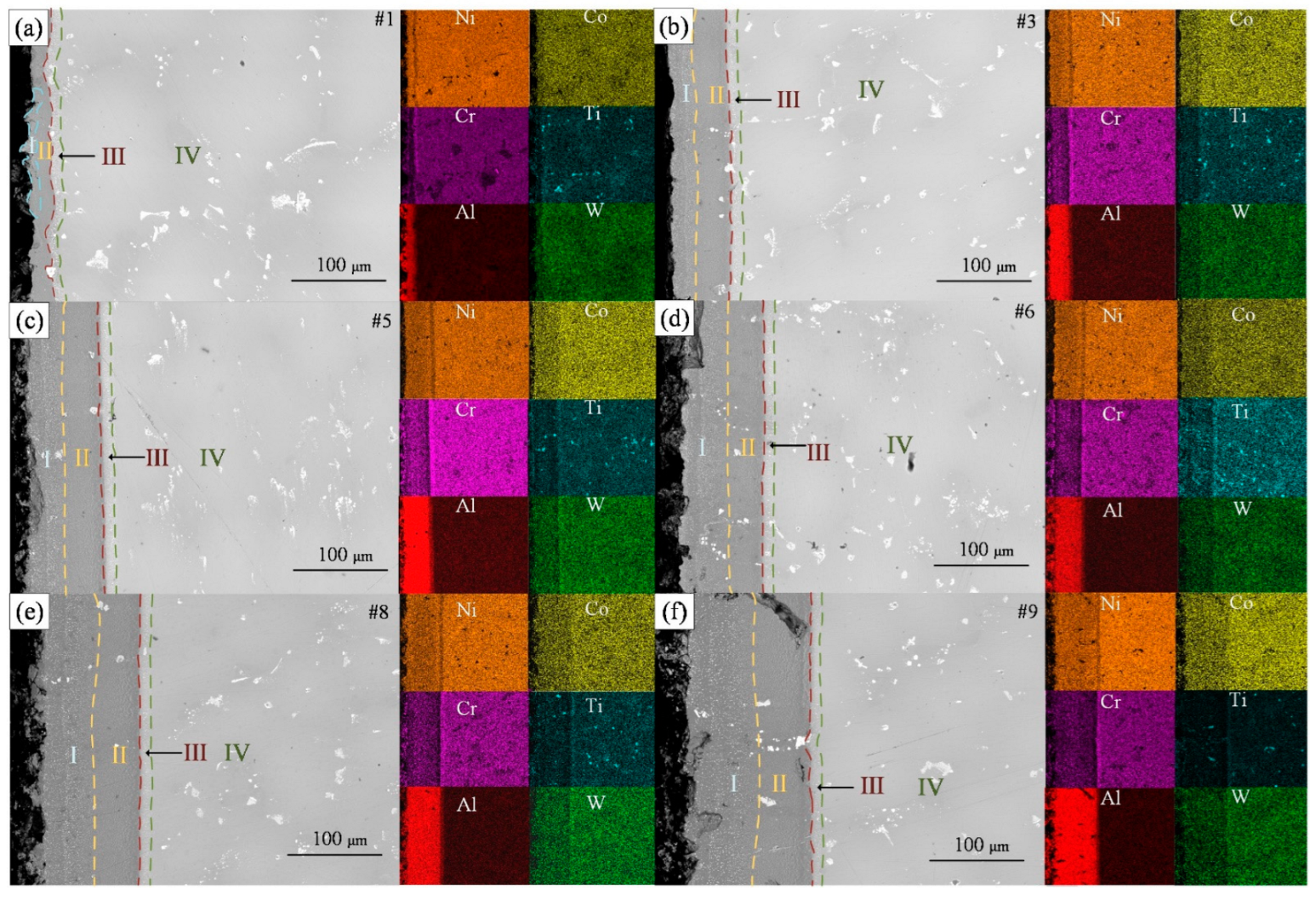
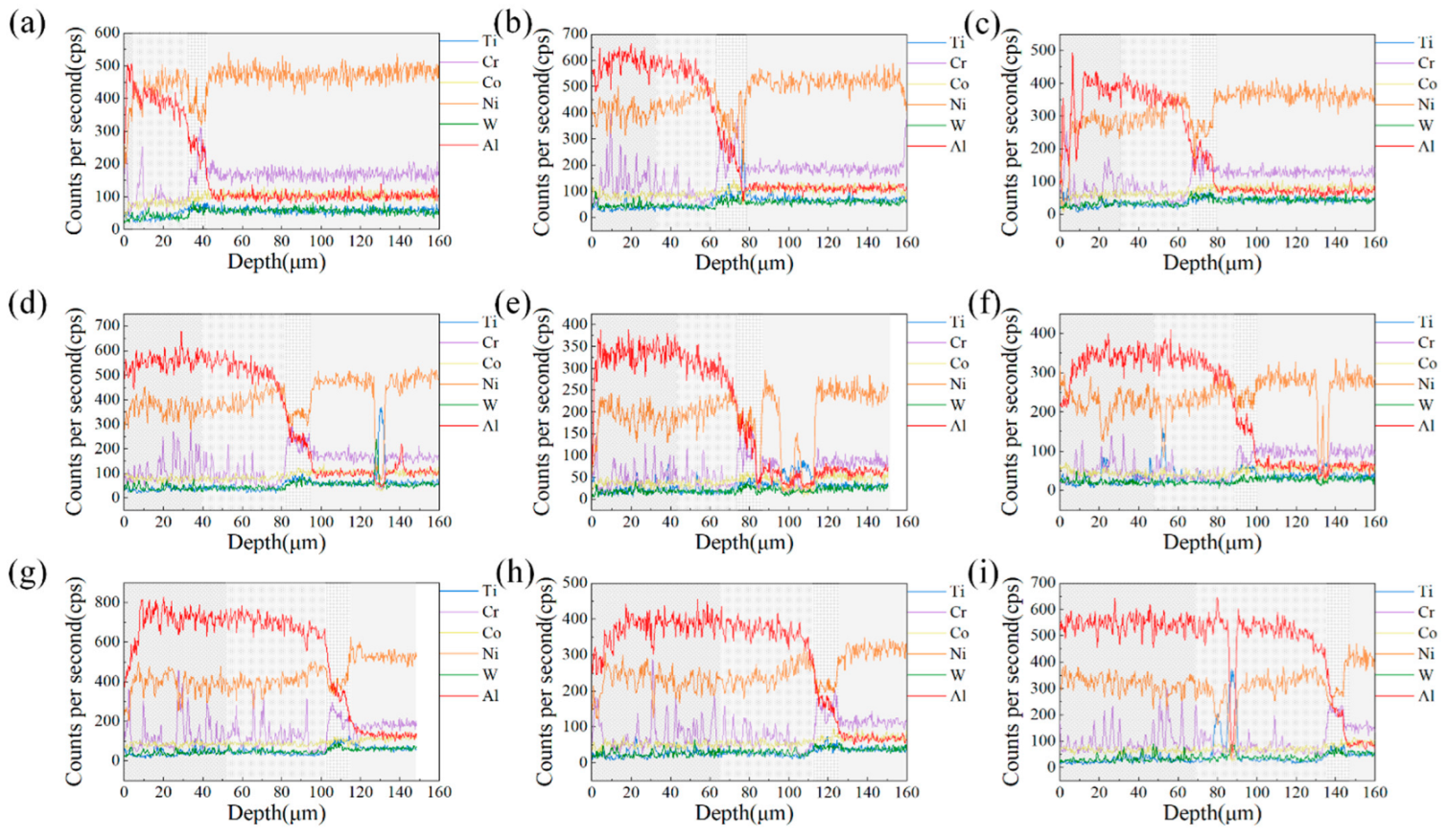
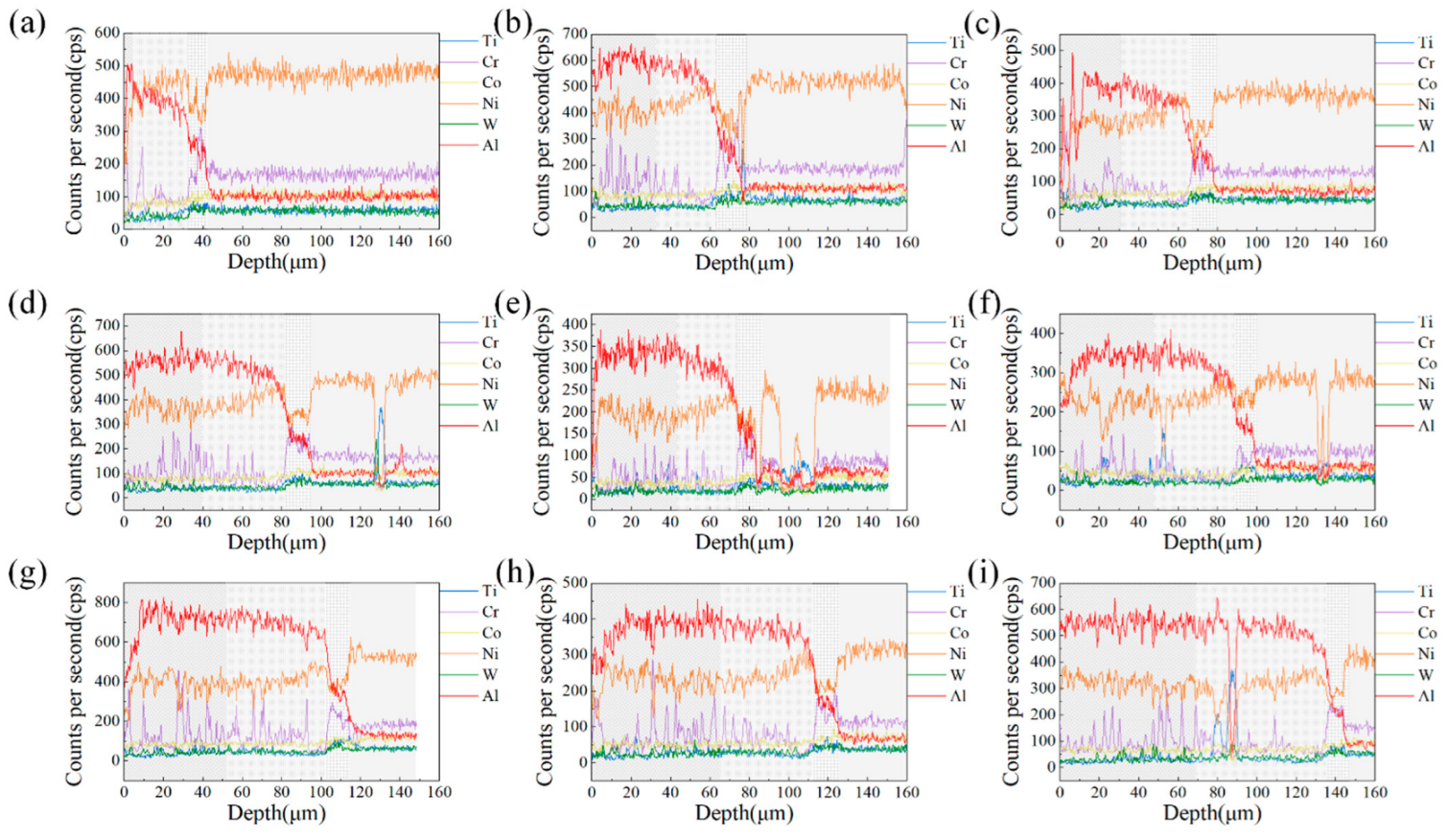
3.2. Microstructure and Element Distribution
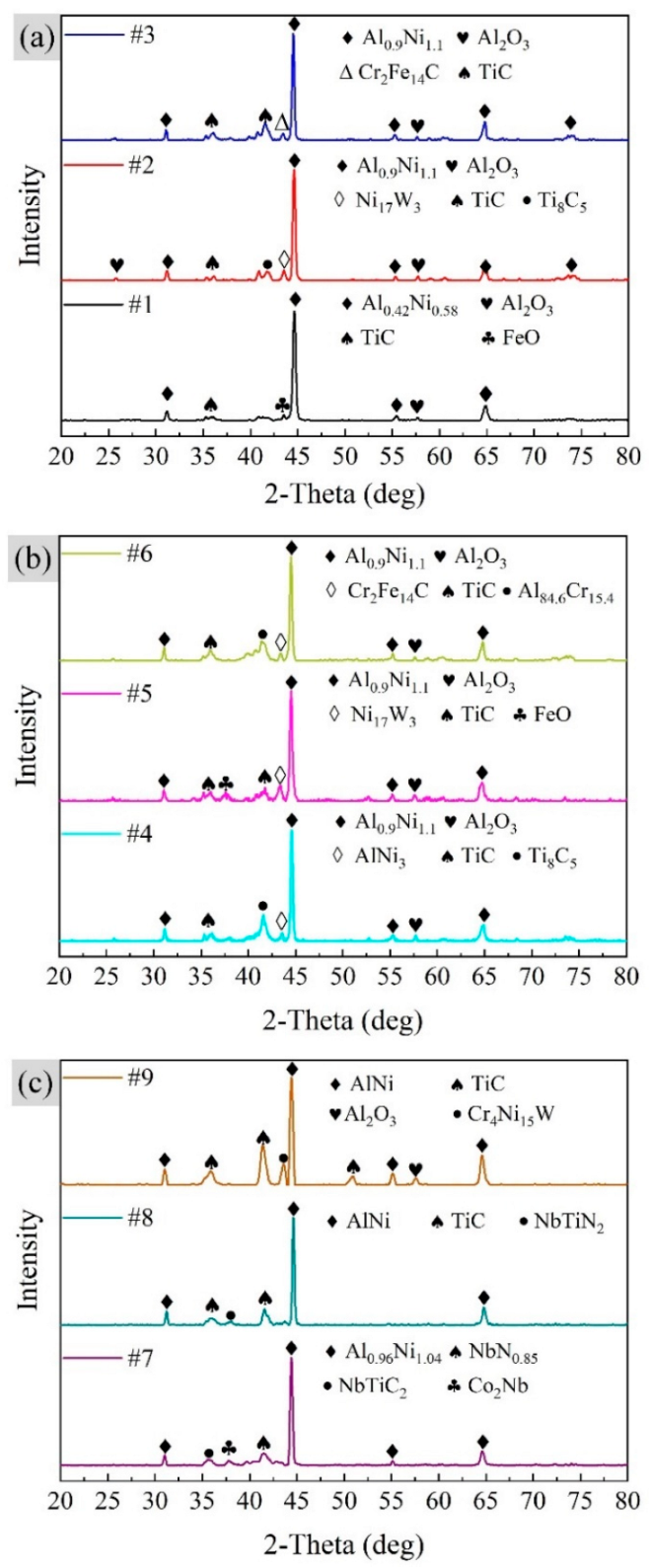
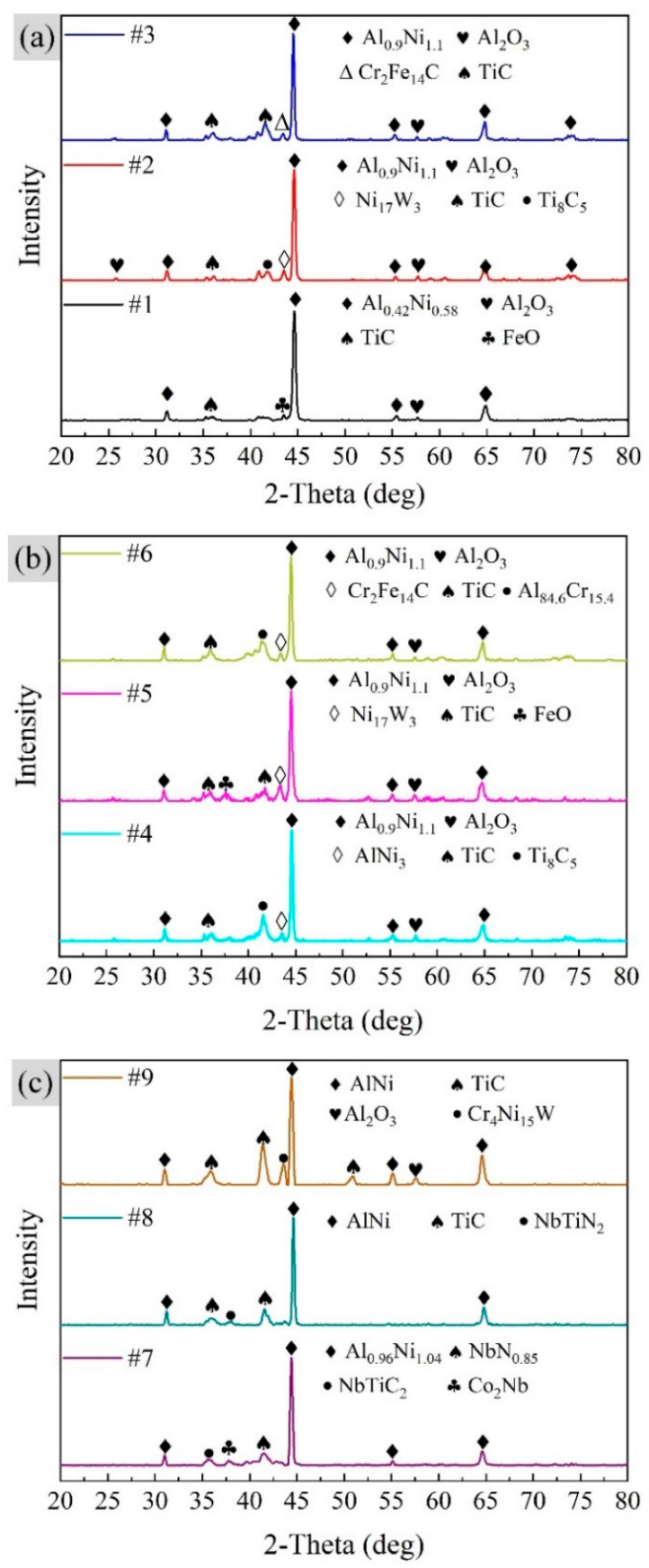
3.3. Physical Phase Analysis
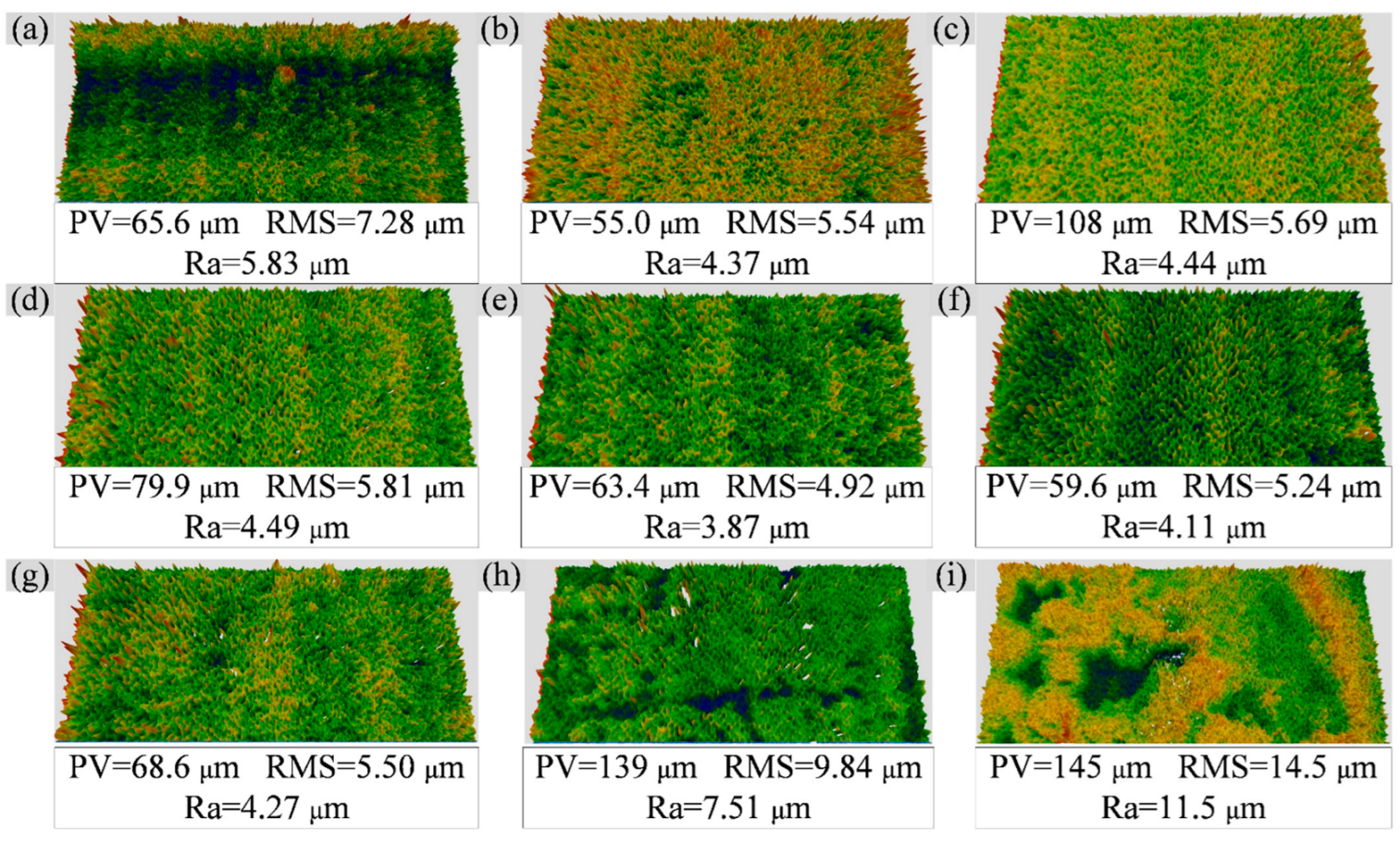
3.4. Surface Roughness
4. Conclusions
- The coating thickness increases with increasing slurry thickness. The relationship between coating and slurry thickness is approximately linear in the medium thickness interval, but not when it is too thick or too thin, which may be related to the diffusion dynamics.
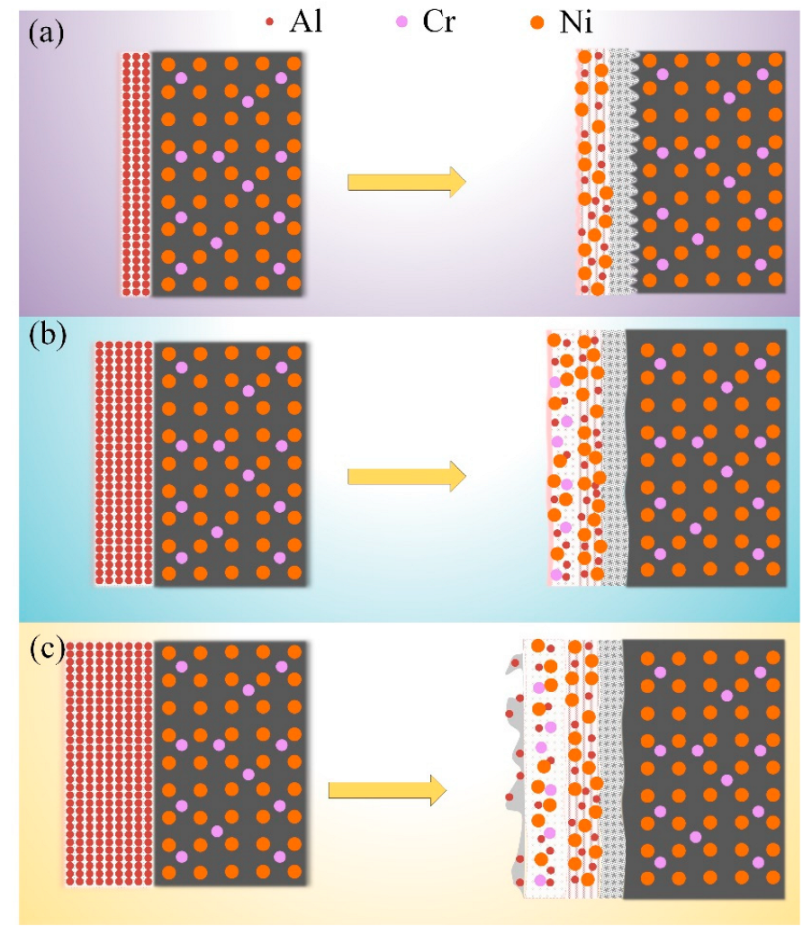
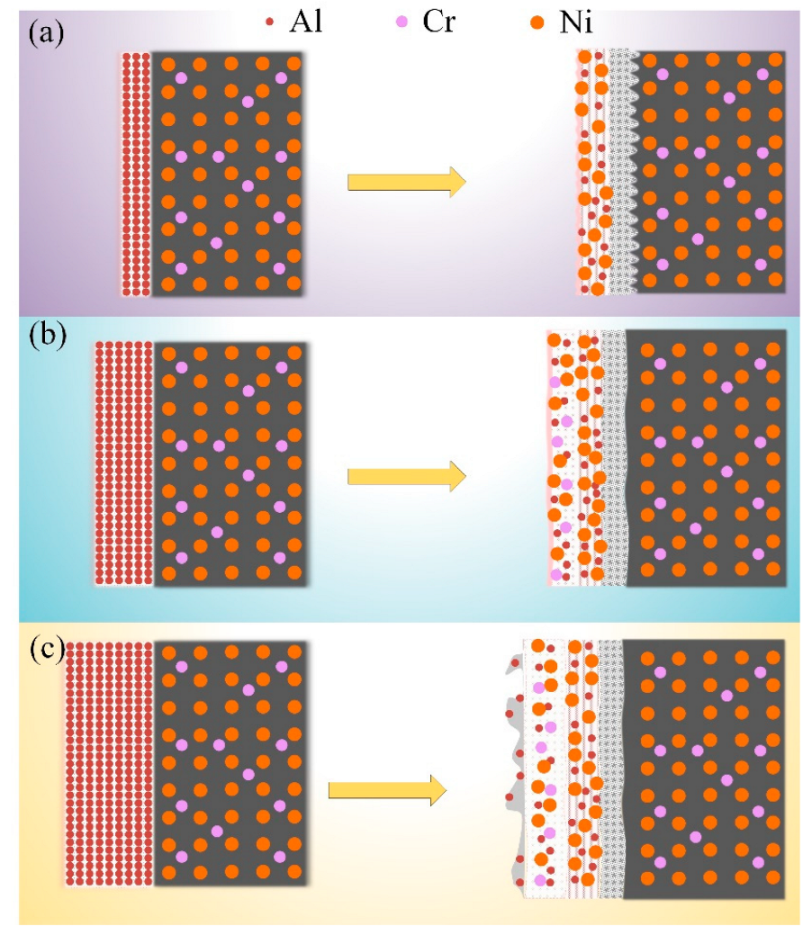
- The aluminized coating can be divided into an outer layer containing Cr precipitates (Zone I), an inner layer of AlNi phase (Zone II), and an IDZ layer (Zone III). When the slurry is thin, zone I can hardly be observed, and with the increase of slurry thickness, the thickness of zone I gradually increases and exceeds that of zone II. The thickness of zone III does not change with the slurry thickness. When the slurry is relatively thick, a porous aluminized layer will be formed on the outer surface, which will affect the surface roughness of the coating.
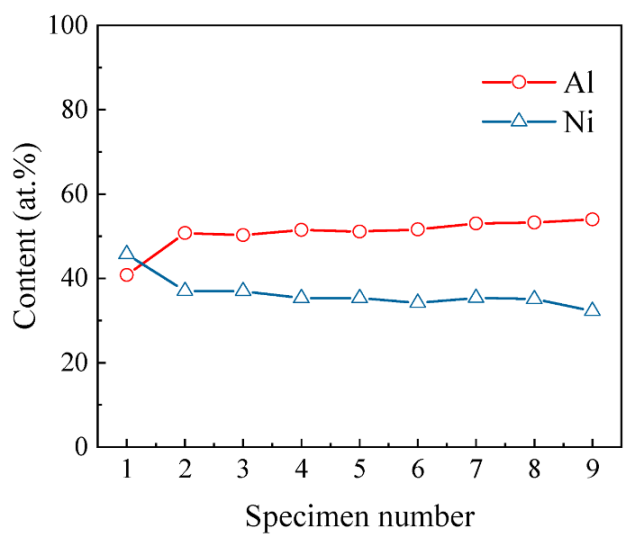
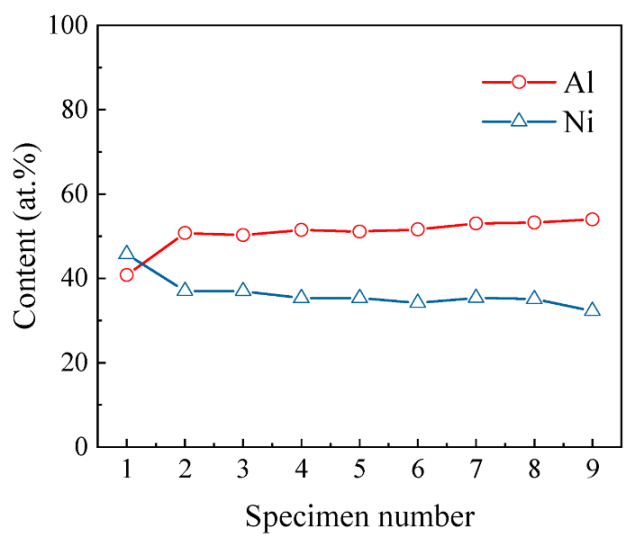
- As the thickness of the slurry increases, the Al content in the coating gradually increases, and the matrix of the aluminized coating gradually becomes an AlNi phase of molecular formula 1:1 from the Ni-rich AlNi phase.
- The coating surface formed by medium-thickness slurry is smoother than that of thinner or thicker slurry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muktinutalapati, N. Materials for Gas Turbines—An Overview. In Advances in Gas Turbine Technology; IntechOpen: London, UK, 2011. [Google Scholar] [CrossRef]
- Shahwaz, M.; Nath, P.; Sen, I. A critical review on the microstructure and mechanical properties correlation of additively manufactured nickel-based superalloys. J. Alloys Compd. 2022, 907, 164530. [Google Scholar] [CrossRef]
- Zhang, J.R.; Wang, L.; Wang, D.; Xie, G.; Lu, Y.; Shen, J.; Lou, L.-H. Recent Progress in Research and Development of Nickel-Based Single Crystal Superalloys. Acta Metall. Sin. 2019, 55, 1077–1094. [Google Scholar] [CrossRef]
- Ganji, D.K.; Rajyalakshmi, G. Influence of Alloying Compositions on the Properties of Nickel-Based Superalloys: A Review. In Recent Advances in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2020; pp. 537–555. [Google Scholar] [CrossRef]
- Schilke, P.; Foster, A.; Pepe, J. Advanced Gas Turbine Materials and Coatings; General Electric Company: New York, NY, USA, 1991. [Google Scholar]
- Pomeroy, M.J. Coatings for gas turbine materials and long term stability issues. Mater. Des. 2005, 26, 223–231. [Google Scholar] [CrossRef]
- Rajendran, R. Gas turbine coatings—An overview. Eng. Fail. Anal. 2012, 26, 355–369. [Google Scholar] [CrossRef]
- Zang, J.; Song, P.; Feng, J.; Xiong, X.; Chen, R.; Liu, G.; Lu, J. Oxidation behaviour of the nickel-based superalloy DZ125 hot-dipped with Al coatings doped by Si. Corros. Sci. 2016, 112, 170–179. [Google Scholar] [CrossRef]
- Benoist, J.; Badawi, K.F.; Malié, A.; Ramade, C. Microstructure of Pt-modified aluminide coatings on Ni-based superalloys. Surf. Coat. Technol. 2004, 182, 14–23. [Google Scholar] [CrossRef]
- Liu, R.D.; Jiang, S.M.; Yu, H.J.; Gong, J.; Sun, C. Preparation and hot corrosion behaviour of Pt modified AlSiY coating on a Ni-based superalloy. Corros. Sci. 2016, 104, 162–172. [Google Scholar] [CrossRef]
- Sunitha, K.; Vasudev, H. A short note on the various thermal spray coating processes and effect of post-treatment on Ni-based coatings. Mater. Today Proc. 2022, 50, 1452–1457. [Google Scholar] [CrossRef]
- Xiang, Z.D.; Burnell-Gray, J.S.; Datta, P.K. Aluminide coating formation on nickel-base superalloys by pack cementation process. JMatS 2001, 36, 5673–5682. [Google Scholar] [CrossRef]
- Genova, V.; Paglia, L.; Pulci, G.; Bartuli, C.; Marra, F. Diffusion Aluminide Coatings for Hot Corrosion and Oxidation Protection of Nickel-Based Superalloys: Effect of Fluoride-Based Activator Salts. Coatings 2021, 11, 412. [Google Scholar] [CrossRef]
- Zakeri, A.; Balashadehi, M.R.M.; Aghdam, A.S.R. Development of hybrid electrodeposition/slurry diffusion aluminide coatings on Ni-based superalloy with enhanced hot corrosion resistance. JCC 2021, 3, 1–8. [Google Scholar] [CrossRef]
- Tamarin, Y. Protective Coatings for Turbine Blades; ASM International: Almere, The Netherlands, 2002. [Google Scholar]
- Agüero, A.; del Hoyo, J.C.; García de Blas, J.; García, M.; Gutiérrez, M.; Madueño, L.; Ulargui, S. Aluminum slurry coatings to replace cadmium for aeronautic applications. Surf. Coat. Technol. 2012, 213, 229–238. [Google Scholar] [CrossRef]
- Masoumi Balashadehi, M.; Nourpour, P.; Sabour Rouh Aghdam, A.; Allahyarzadeh, M.H.; Heydarzadeh, A.; Hamdi, M. The formation, microstructure and hot corrosion behaviour of slurry aluminide coating modified by Ni/Ni-Co electrodeposited layer on Ni-base superalloy. Surf. Coat. Technol. 2020, 402, 126283. [Google Scholar] [CrossRef]
- Grégoire, B.; Bonnet, G.; Pedraza, F. Development of a new slurry coating design for the surface protection of gas turbine components. Surf. Coat. Technol. 2019, 374, 521–530. [Google Scholar] [CrossRef]
- Galetz, M.C.; Montero, X.; Mollard, M.; Günthner, M.; Pedraza, F.; Schütze, M. The role of combustion synthesis in the formation of slurry aluminization. Intermetallics 2014, 44, 8–17. [Google Scholar] [CrossRef]
- Montero, X.; Demler, I.; Kuznetsov, V.; Galetz, M.C. Factors governing slurry aluminization of steels. Surf. Coat. Technol. 2017, 309, 179–186. [Google Scholar] [CrossRef]
- Rasmussen, A.J.; Agüero, A.; Gutierrez, M.; José Landeira Østergård, M. Microstructures of thin and thick slurry aluminide coatings on Inconel 690. Surf. Coat. Technol. 2008, 202, 1479–1485. [Google Scholar] [CrossRef]
- Bouchaud, B.; Rannou, B.; Pedraza, F. Slurry aluminizing mechanisms of Ni-based superalloys incorporating an electrosynthesized ceria diffusion barrier. Mater. Chem. Phys. 2013, 143, 416–424. [Google Scholar] [CrossRef]
- China National Aviation Industry Corporation No. 621 Research Institute. DZ22B Alloy Ingot; China National Aviation Industry Corporation No. 621 Research Institute: Beijing, China, 1995. [Google Scholar]
- Dong, J.; Sun, Y.; He, F.; Huang, H.; Zhen, J. Effects of substrate surface roughness and aluminizing agent composition on the aluminide coatings by low-temperature pack cementation. Mater. Res. Express 2018, 6, 036409. [Google Scholar] [CrossRef]
- Čelko, L.; Hutařová, S.; Petrenec, M.; Obrtlík, K.; Hrčková, M.; Podrábský, T. Microstructural Characterization of Slurry Aluminide Diffusion Coatings. Mater. Sci. Forum 2014, 782, 584–589. [Google Scholar] [CrossRef]
- Han, L.; Zheng, S.; Tao, M.; Fei, C.; Hu, Y.; Huang, B.; Yuan, L. Service damage mechanism and interface cracking behavior of Ni-based superalloy turbine blades with aluminized coating. Int. J. Fatigue 2021, 153, 106500. [Google Scholar] [CrossRef]
- Goward, G.W.; Boone, D.H. Mechanisms of formation of diffusion aluminide coatings on nickel-base superalloys. Oxid. Met. 1971, 3, 475–495. [Google Scholar] [CrossRef]
- Texier, D.; Monceau, D.; Selezneff, S.; Longuet, A.; Andrieu, E. High Temperature Micromechanical Behavior of a Pt-Modified Nickel Aluminide Bond-Coating and of Its Interdiffusion Zone with the Superalloy Substrate. MMTA 2020, 51, 1475–1480. [Google Scholar] [CrossRef]
- Jamnapara, N.I.; Mukherjee, S. Coatings for High Temperature Applications. In High Temperature Corrosion; World Scientific: Singapore, 2016; pp. 161–200. [Google Scholar] [CrossRef]
- Pedraza, F.; Mollard, M.; Rannou, B.; Balmain, J.; Bouchaud, B.; Bonnet, G. Potential thermal barrier coating systems from Al microparticles. Mechanisms of coating formation on pure nickel. Mater. Chem. Phys. 2012, 134, 700–705. [Google Scholar] [CrossRef]
- Ţălu, Ş. Micro and Nanoscale Characterization of Three Dimensional Surfaces. Basics and Applications; Napoca Star Publishing House: Cluj-Napoca, Romania, 2015. [Google Scholar]
- Streiff, R.; N’Gandu Muamba, J.M.; Boone, D.H. Surface morphology of diffusion aluminide coatings. Thin Solid Films 1984, 119, 291–300. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Co | W | Al | Ti | Fe | Nb | Hf | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Nominal | 8.0–10.0 | 9.0–11.0 | 11.5–12.5 | 4.75–5.25 | 1.75–2.25 | <0.25 | 0.75–1.25 | 0.8–1.1 | Bal |
| EDS | 9.25–9.95 | 9.03–9.97 | 11.1–12.9 | 5.41–5.86 | 1.95–2.40 | 0.26–0.37 | 0.95–1.13 | 0.74–1.77 | 56.4–58.9 |
| Specimen No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Slurry thickness | 26 | 38 | 42 | 59 | 60 | 76 | 81 | 98 | 107 |
| Surface Stats | #1 | #2 | #3 | #4 | #5 | #6 | #7 | #8 | #9 |
|---|---|---|---|---|---|---|---|---|---|
| Ssk | 0.182 | −0.202 | −0.0418 | −0.00552 | 0.144 | 0.154 | 0.104 | −0.0864 | −0.390 |
| Sku | 3.08 | 3.35 | 4.15 | 4.23 | 3.59 | 3.66 | 4.06 | 4.40 | 3.12 |
| Sv (μm) | 26.1 | 29.6 | 54.6 | 36.8 | 27.0 | 23.2 | 31.0 | 55.8 | 74.3 |
| Sq (μm) | 39.5 | 25.4 | 53.3 | 43.2 | 36.4 | 36.4 | 37.7 | 83.2 | 70.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Wang, C.; Ding, X.; Li, X.; Yu, J.; Li, Q.; Qu, Y. Effect of Slurry Thickness on the Quality of Aluminized Coatings. Materials 2022, 15, 6758. https://doi.org/10.3390/ma15196758
Li Z, Wang C, Ding X, Li X, Yu J, Li Q, Qu Y. Effect of Slurry Thickness on the Quality of Aluminized Coatings. Materials. 2022; 15(19):6758. https://doi.org/10.3390/ma15196758
Chicago/Turabian StyleLi, Zhuoyue, Cheng Wang, Xiangyu Ding, Xin Li, Jiabo Yu, Qiuliang Li, and Yi Qu. 2022. "Effect of Slurry Thickness on the Quality of Aluminized Coatings" Materials 15, no. 19: 6758. https://doi.org/10.3390/ma15196758
APA StyleLi, Z., Wang, C., Ding, X., Li, X., Yu, J., Li, Q., & Qu, Y. (2022). Effect of Slurry Thickness on the Quality of Aluminized Coatings. Materials, 15(19), 6758. https://doi.org/10.3390/ma15196758