2.1. Material Preparation
The resin sample was fabricated using a Form3 low-force stereolithography 3D printer (Formlabs Inc., Boston, MA, USA) based on the light curing method according to the international standard of ‘ISO/ASTM52900–15 Standard Terminology for Additive Manufacturing–General Principles–Terminology’, as shown in
Figure 1a. When fabrication of the sample was finished, it was further cleaned by the FormlabsForm wash (Formlabs Inc., Boston, MA, USA) to remove residual liquid resin and irradiated for solidification by the FormlabsForm cure (Formlabs Inc., Boston, MA, USA), as shown in
Figure 1b,c, respectively. Except the printing orientation, all the other printing parameters were kept uniform. The photosensitive liquid resin used in this research was ClearV4, which was purchased from the self-support flagship store of Formlabs 3D printer via JD.com (JD.com Inc., Beijing, China). Furthermore, the fabrication parameters and the post-processing parameters were confirmed according to the operation manual of the utilized Form3 low-force stereolithography 3D printer based on the international standard of ‘ISO/ASTM52900–15 Standard Terminology for Additive Manufacturing–General Principles–Terminology’, summarized in
Table 1 and
Table 2, respectively.
A schematic diagram of the fabrication process in the SLA is shown in
Figure 2, and it can be observed that the material forming process consisted of line-by-line scanning and layer-by-layer accumulation. For the initial statement, the photosensitive liquid resin was introduced into the resin tank, and the bottom of the lifting platform immersed into the liquid level. The thickness of each layer was controlled by the distance between the bottom of the lifting platform and the top surface of the transparent glass base plate. In the fabrication process, the laser spot scanned line-by-line to form a 2D section under the control of the computer program, and the photosensitive liquid resin in the exposure area was solidified rapidly. When one layer was finished, the lifting platform rose a distance for the thickness of the layer, and the fabricated resin sample was formed by this layer-by-layer accumulation.
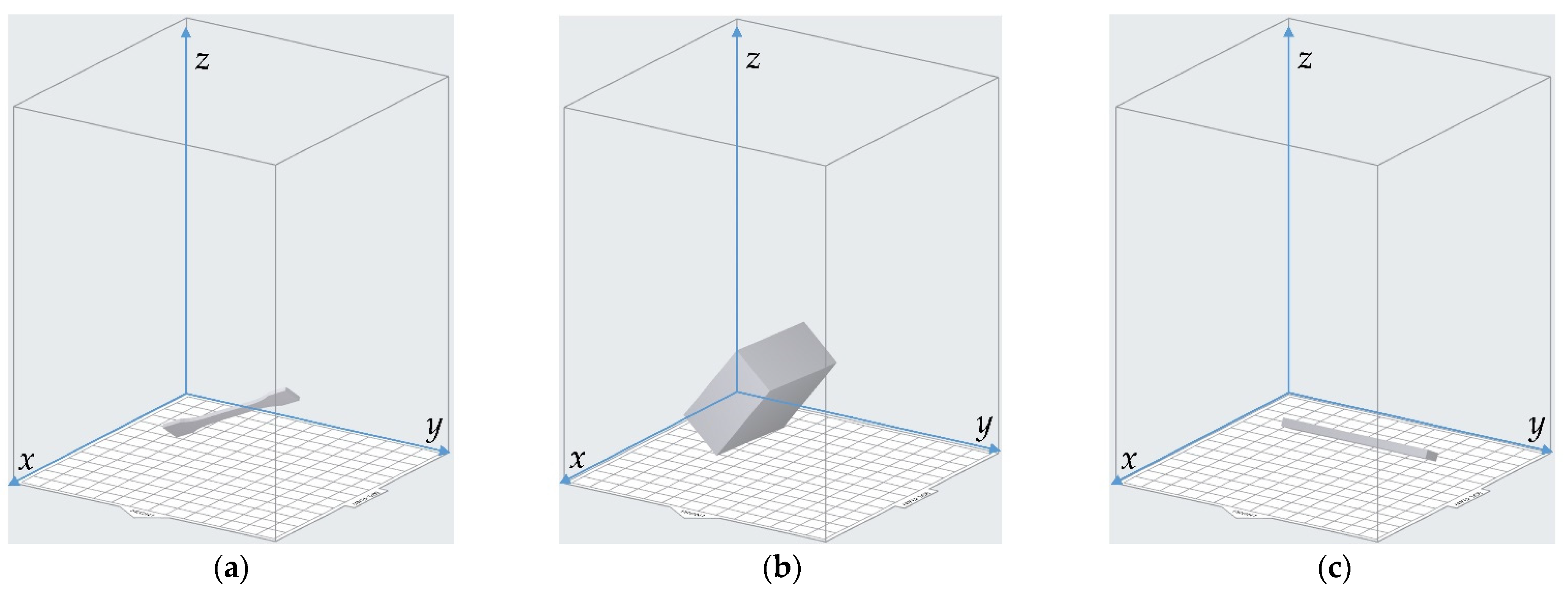
Taking the fabrication capacity of the utilized Form3 3D printer into consideration, the sample for detection of tensile strength was selected and prepared at the reduction scale of 1:2 of the I-type sample according to the national standard of GB/T 1040–92 “Plastics–Determination of tensile properties”, and its actual photo is exhibited in
Figure 3a. The middle sectional size of the width and thickness were 5 mm × 2 mm with the total length of 75 mm. The tensile strength
σb was chosen to characterize the tensile property of the resin sample in this study. Moreover, the sample for detection of the compressive strength was designed and prepared according to the national standard of GB/T 8813–2008 (ISO844: 2004, IDT) “Rigid cellular plastics–Determination of compression properties”, as shown in
Figure 3b, and its length, width and thickness were 50 mm, 50 mm and 25 mm, respectively. The compression strength
σbc was selected to characterize the compression property of the resin sample in this research. Furthermore, the sample for detection of flexural modulus was designed and prepared according to the national standard of GB/T 9341–2008 (ISO178: 2001) “Plastics–Determination of flexural properties”, as shown in
Figure 3c, and the length, width and thickness of the sample were 80 mm, 10 mm and 4 mm, respectively. The flexural modulus
E was selected to characterize the flexural property of the sample.
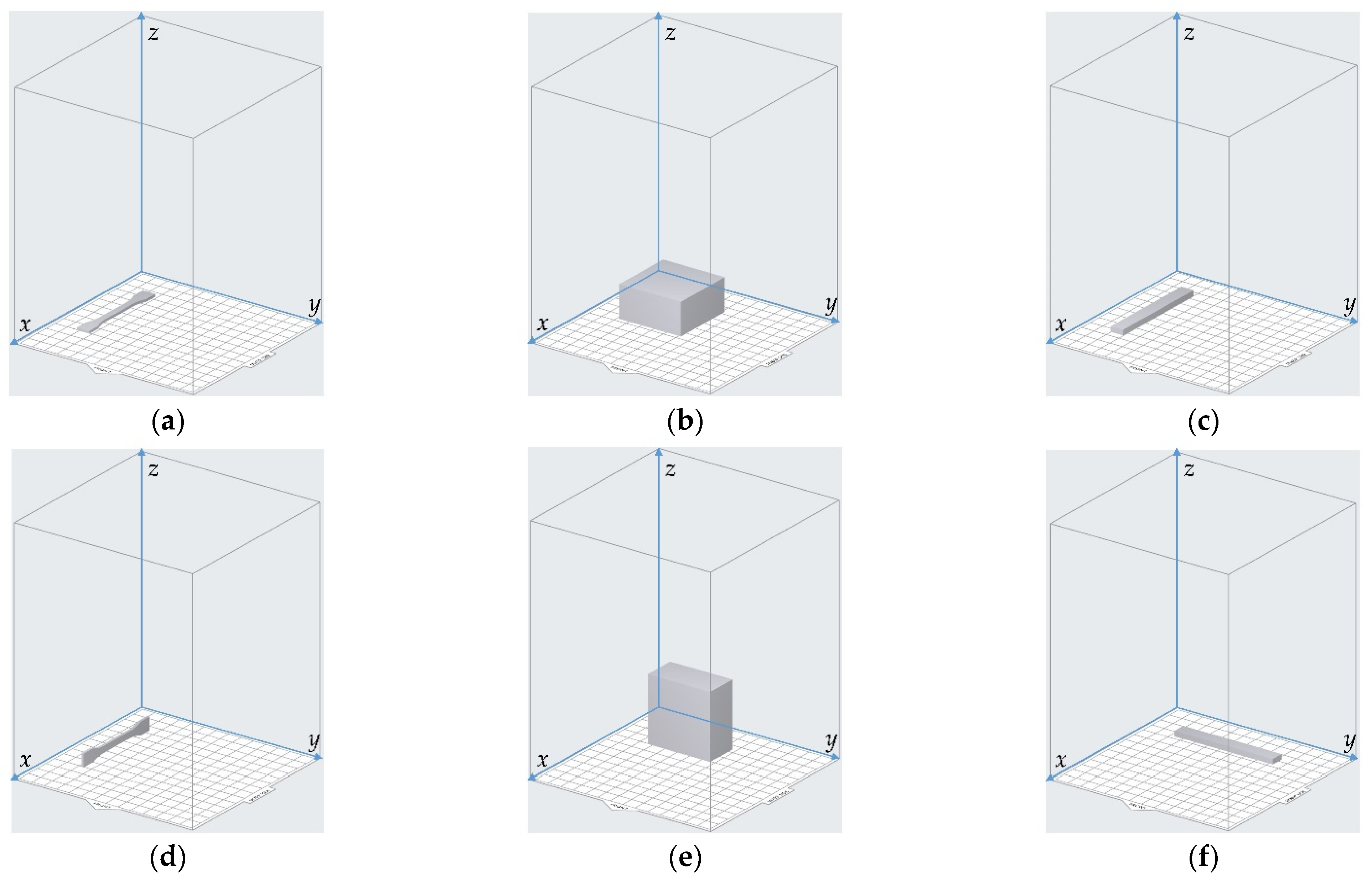
The 3D model of the sample was constructed in the 3D modeling software Solidworks (Dassault Systèmes SOLIDWORKS Corp., Waltham, MA, USA) and it was saved as an .stl file. Afterwards, the .stl file was introduced into the Preform software supported by the Form3 3D printer, and its orientation could be adjusted relative to the reference coordinate system, as shown in
Figure 4. The default directions for the 3 kinds of samples are shown in
Figure 4a–c, respectively. The rotation angle of the resin sample relative to the
x–axis,
y–axis and
z–axis was selected in the range of 0°–90° with the interval of 30°, which indicated that there were 64 group of samples (4 × 4 × 4) for each kind of detection of the mechanical properties. The circumstances of rotation 90° for the 3 kinds of samples are shown in
Figure 4d–f, respectively, which correspond to rotation 90° relative to the
x–axis, rotation 90° relative to the
y–axis, and rotation 90° relative to the
z–axis, successively. Furthermore, in order to reduce the accidental error and improve the detection accuracy, 5 samples were fabricated in this study for each group of parameters of the printing orientation, and the mechanical properties of each sample were detected separately. The final data on the mechanical properties were the arithmetical average values of 5 experimental results.
2.2. Sample Detection
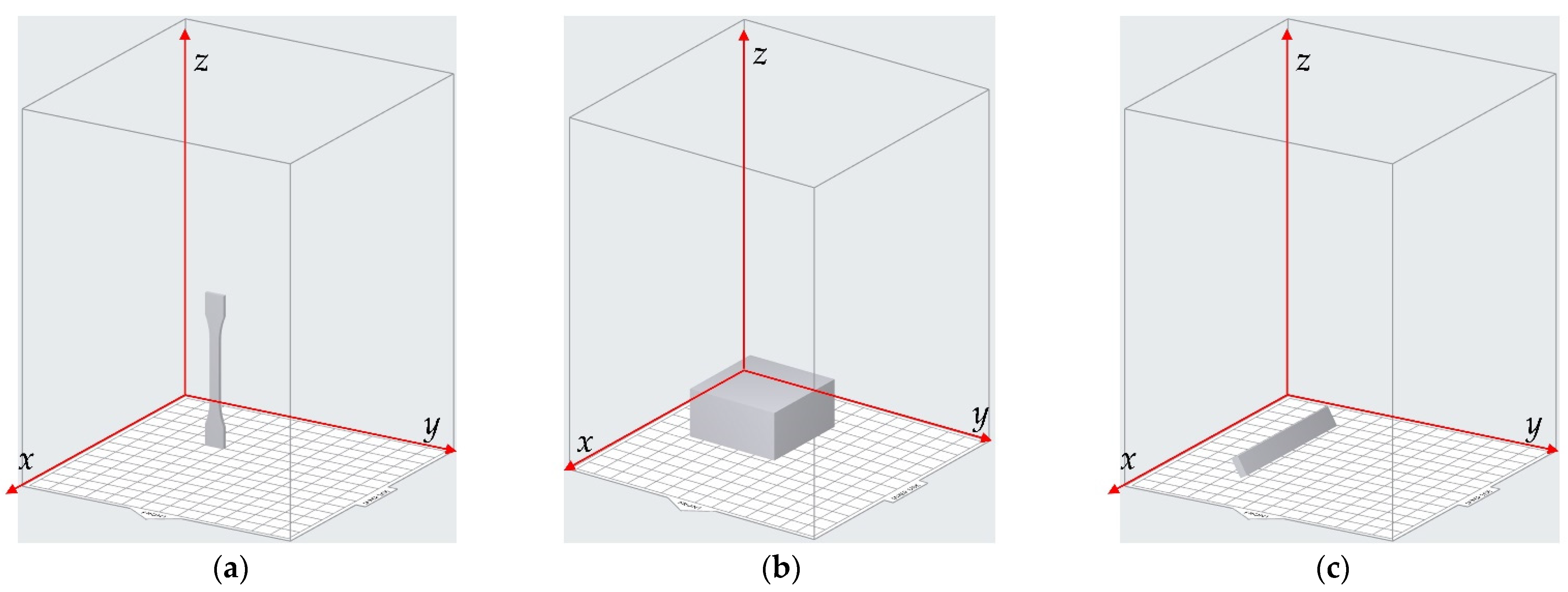
The tensile strength and flexural modulus of the prepared resin samples were detected by the universal testing machine of WTB–5KN (Yangzhou Zhengyi Testing Machinery Co. Ltd., Yangzhou, China), and its schematic diagram is shown in
Figure 5a. Taking the normal compressive strength of the resin sample into account, the compressive strength was detected by the universal testing machine of same brand with a larger testing force of 2000 KN. The detection process for the tensile strength, compressive strength, and flexural modulus was different, as shown in
Figure 5b–d, respectively.
The measurement procedures of the tensile strength for each resin sample were as follows. Firstly, the clamp for tensile testing was fixed and the positioning calibrated, which aimed to ensure the fitting accuracy between the upper part and lower part. Secondly, the universal testing machine was turned on and the position limits were installed, which aimed to ensure the safety of the laboratory staff and that of the equipment. Thirdly, the resin sample for tensile testing was fixed in the clamp, and the upper and lower edges of the electronic extensometer were bound to the sample with rubber bands. Fourthly, the matched software in the computer was opened and the plastic stretching procedure was selected. Moreover, the middle sectional size of the sample was input into the software, and the set system configuration was 1025E deformation sensor, automatic identification of fractures, preload force of 1 N, loading speed of 1 mm/min, and the full clearing of real-time data before the next time testing. Fifthly, when the sample was fractured or the load reached the maximum value, the testing process stopped. Finally, the test data were exported and the residual sample was taken down.
The measurement processes of the compressive strength for each resin sample were as follows. Firstly, the clamp for compressive strength testing was fixed and the positioning calibrated, which aimed to ensure the fitting accuracy between the upper part and lower part. Secondly, the universal testing machine was turned on and the position limits were fixed, which aimed to ensure safety of the laboratory staff and that of the equipment. Thirdly, the resin sample for compressive strength testing was laid flat on the center of the lower fixture, and the position of the upper fixture was adjusted close to the resin sample without any direct contact. Fourthly, the matched software in the computer was opened and the compressive procedure was selected. Moreover, the size of the sample was input into the software, and the set system configuration was 1025E deformation sensor, automatic identification of fractures, preload force of 1 N, loading speed of 2.5 mm/min, and the full clearing of real-time data before the next time testing. Fifthly, when the sample was crushed or the load reached the maximum value, the testing process stopped. Finally, the test data were exported and the residual sample was taken down.
The measurement procedures of the flexural modulus for each sample were as follows. Firstly, the clamp for flexural modulus testing was fixed and the positioning calibrated, which aimed to ensure the fitting accuracy between the upper part and lower part. Then, the span of the lower fixture was adjusted to 16 times the width of the sample according to the national standard. Secondly, the universal testing machine was turned on and the position limits were fixed, which aimed to ensure the safety of the laboratory staff and that of the equipment. Thirdly, the resin sample for flexural modulus testing was fixed on the lower fixture, and position of the upper fixture was adjusted close to the resin sample without any direct contact. Fourthly, the matched software in the computer was opened and the flexural procedure was selected. In addition, the size of the sample and the span were input into the software, and the set system configuration was 1025E deformation sensor, automatic identification of fractures, preload force of 1 N, loading speed of 2 mm/min, and the full clearing of real-time data before the next time testing. Fifthly, when the resin sample was broken or the load reached its maximum, the testing process stopped. Finally, the test data were exported and the residual sample was taken down.
In the detection process of tensile strength, the test procedure was strictly consistent with the GB/T 1040–92 “Plastics–Determination of tensile properties”, and the test velocity was set as 1 mm/min. In the detection process of compressive strength, the test procedure was strictly consistent with the GB/T 8813–2008 (ISO844: 2004, IDT) “Rigid cellular plastics–Determination of compression properties”, and the test velocity was set as 2.5 mm/min. In the detection process of flexural modulus, the test procedure was strictly consistent with the GB/T 9341–2008 (ISO178: 2001) “Plastics–Determination of flexural properties”, and the test velocity was set as 2 mm/min.
The rotation printing angles of the resin sample relative to the
x–axis,
y–axis and
z–axis were labeled as
α,
β and
γ, respectively. The prepared resin sample was installed on the corresponding platform in
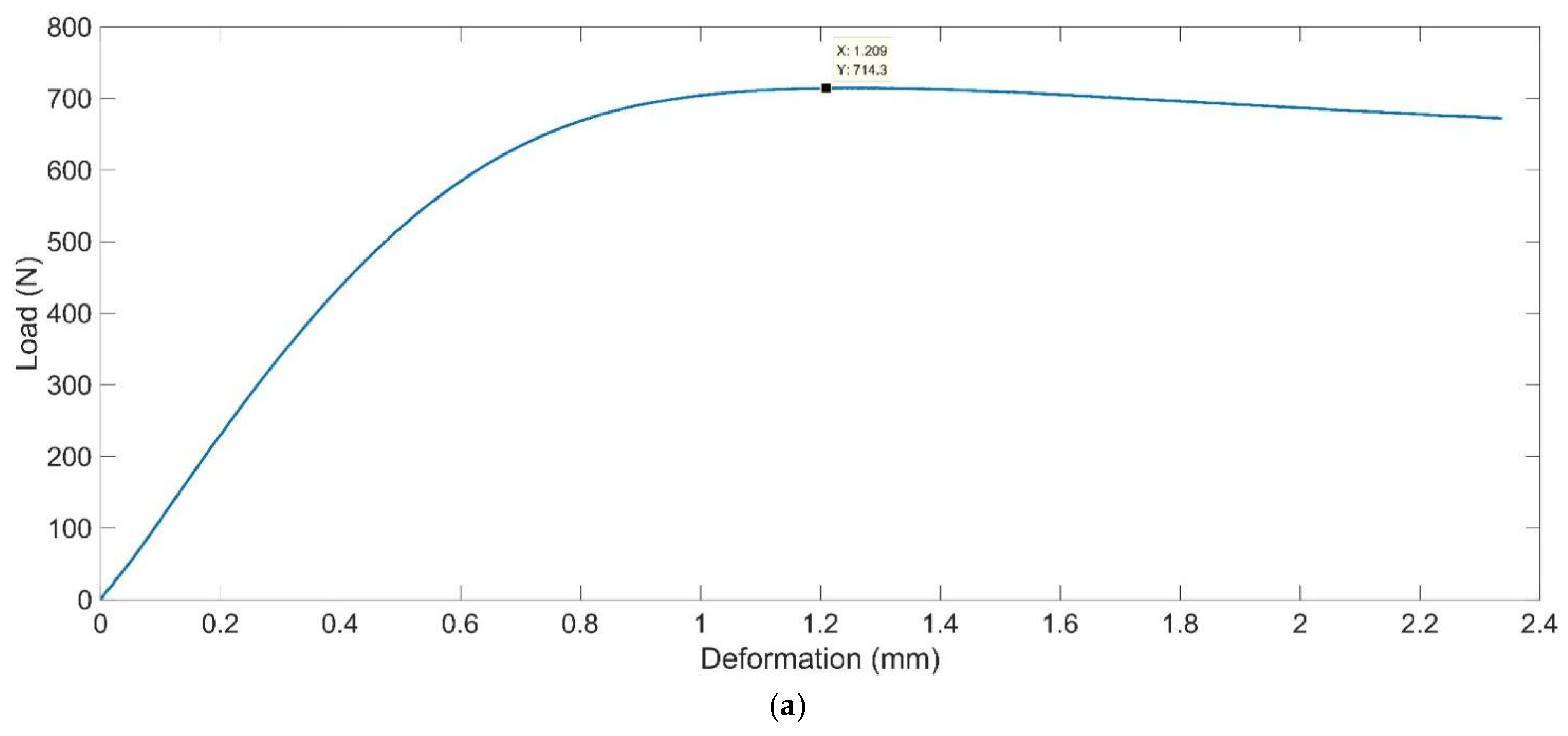
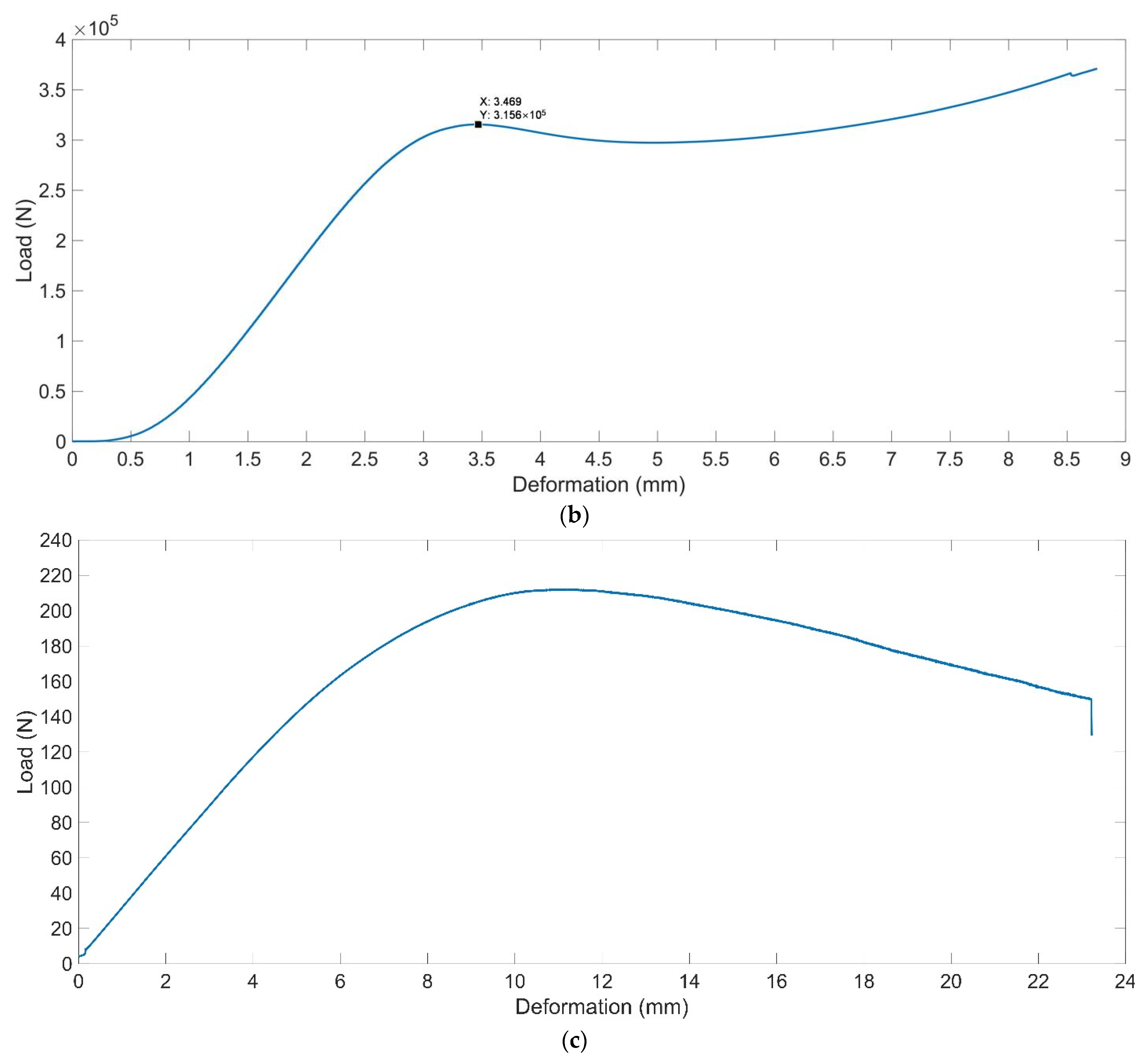
Figure 5 for the detection of mechanical properties, and the cross-sectional experimental results are shown in
Figure 6a–c, which corresponded to the data for tensile strength with the group of parameters
α = 30°,
β = 0° and
γ = 30°, the data for compressive strength with the group of parameters
α = 0°,
β = 30° and
γ = 0°, and the data for flexural modulus with the group of parameters
α = 90°,
β = 60° and
γ = 60°, respectively. Please note that these cross-sectional experimental results shown in
Figure 5 are arithmetical average values of the detection result of the mechanical properties of the 5 prepared resin samples for each group of parameters of the printing orientation.
Based on the experimental data obtained in the detection process, the mechanical properties of the detected resin samples with different printing orientations were calculated through Equations (1) and (2) corresponding to tensile strength
σb and compressive strength
σbc, respectively. In Equation (1),
Fb is the maximum force during the yield stage and
So is the original middle sectional size 5 mm × 2 mm of the sample. For the cross-sectional experimental result of tensile strength in
Figure 5a, it can be seen that the maximum force during the yield stage was 714.3 N, so the tensile strength
σb can be calculated as 71.43 MPa. In Equation (2),
P is the maximum force during the compression process and
A is the sectional size 50 mm × 50 mm of the sample in the compression direction. For the cross-sectional experimental result of compression strength in
Figure 5b, it can be seen that the maximum force during the compression process was 3.156 × 10
5 N, so the compressive strength
σbc can be derived as 126.24 MPa.
For the flexural modulus
E, this can be calculated by Equation (3). Here,
σfi (
i = 1, 2) is the flexural stress corresponding to the defection
sfi (
i = 1, 2);
εf1 and
εf2 are 0.0005 and 0.0025, respectively, which were selected according to the GB/T 9341–2008 (ISO178: 2001) “Plastics–Determination of flexural properties”. The flexural stress
σf1 and
σf2 can be calculated by Equation (4). Here,
F is the applied force;
L,
b and
h are 80 mm, 10 mm and 4 mm, respectively, which correspond to the length, width and thickness of the sample in
Figure 3c. The defection
sfi (
i = 1, 2) can be calculated by Equation (5). Thus, Formula (3) for the flexural modulus
E can be converted to (6). The flexural modulus
E can be calculated as 3675.46 MPa. The testing and analysis software in the universal testing machine can directly calculate the mechanical properties, which are summarized in
Table 3. It should be noted that these data shown in
Table 3 are arithmetical average values of 5 experimental results. The testing results proved that for these 5 resin samples for each group of parameters of the printing orientation, the obtained curves between load and deformation were basically consistent, and the derived differences among the 5 calculated values of each mechanical property were smaller than 4%.



 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}