
Studies of Simultaneous Friction and Corrosive Processes in the Presence of Abrasive Particles



Abstract
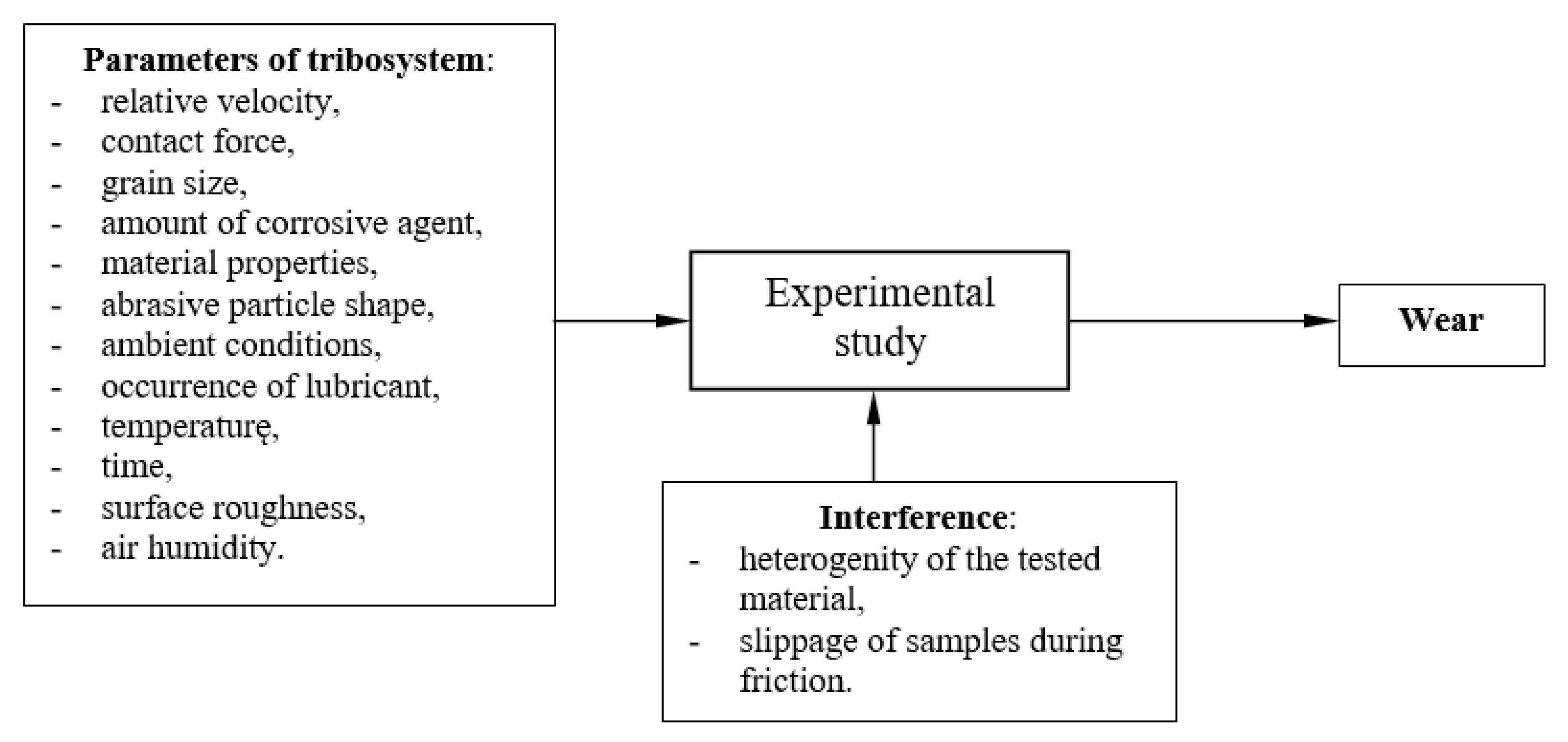
:1. Introduction
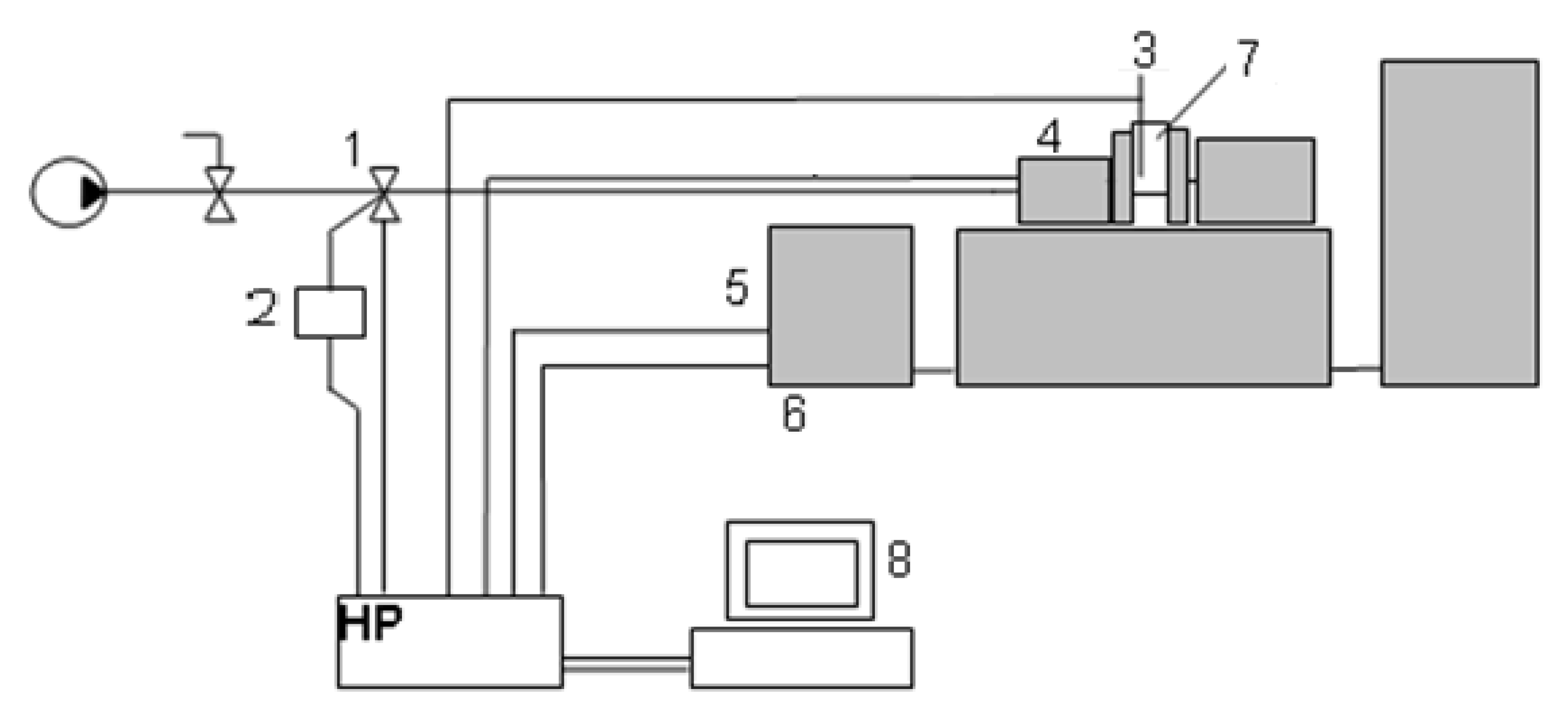
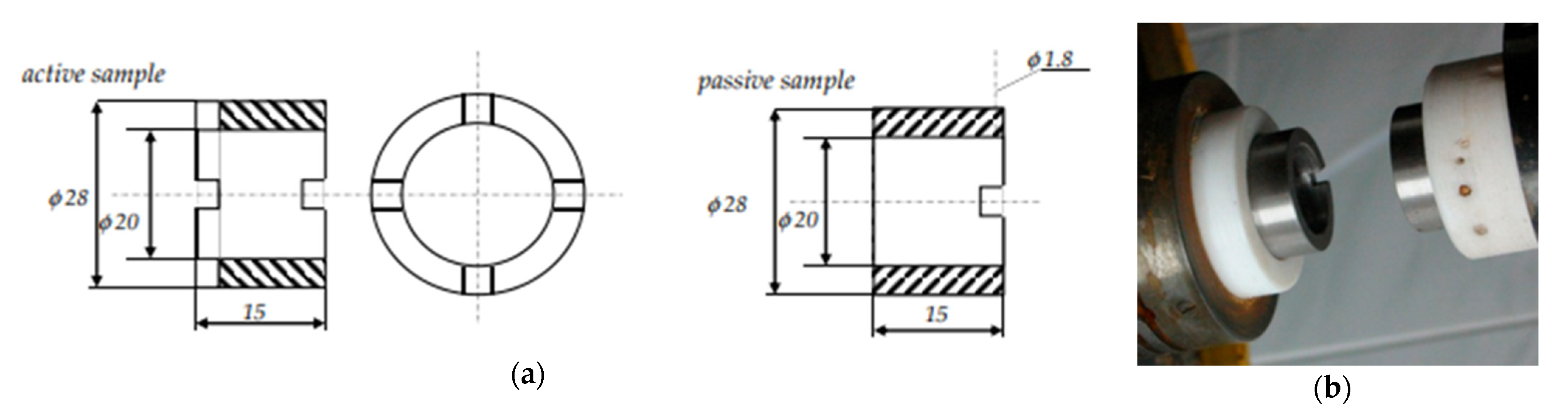
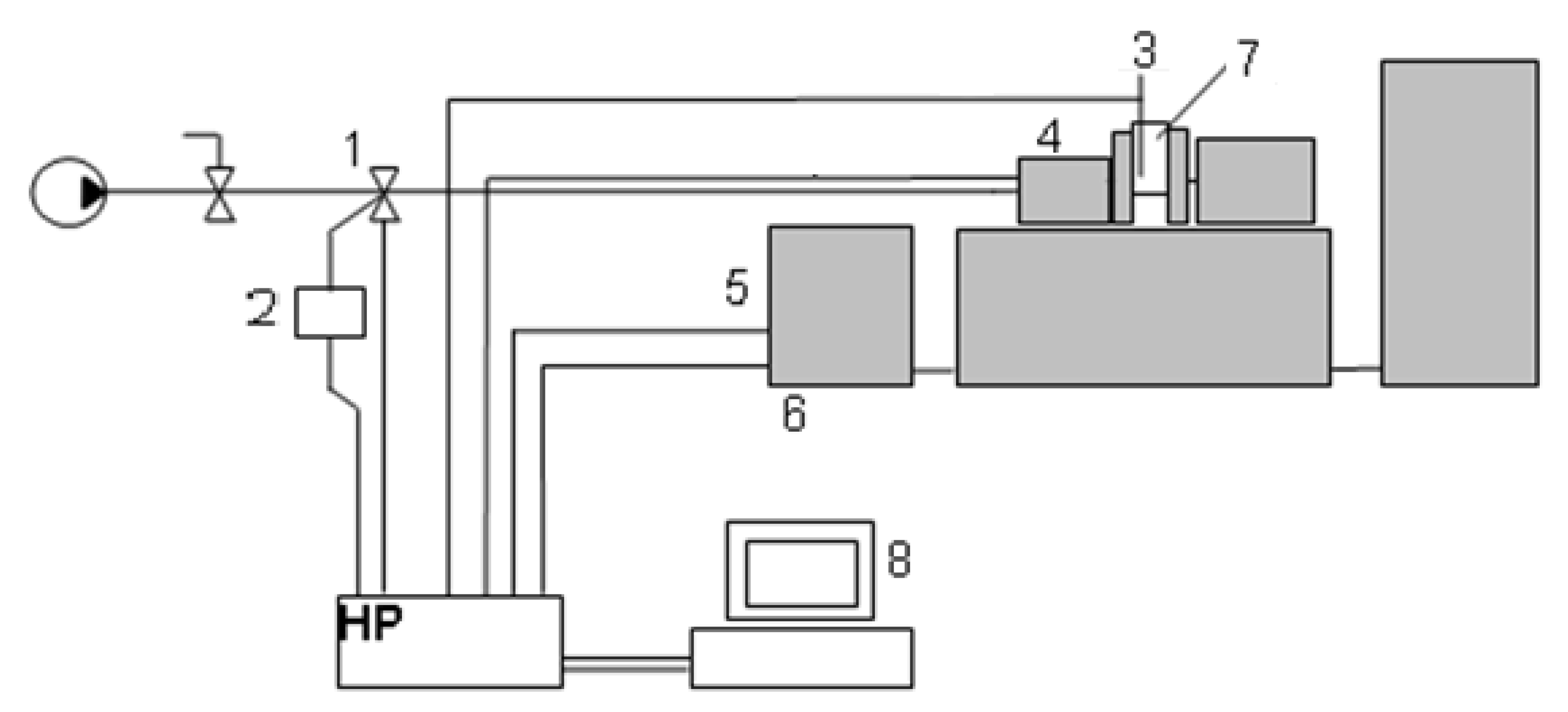
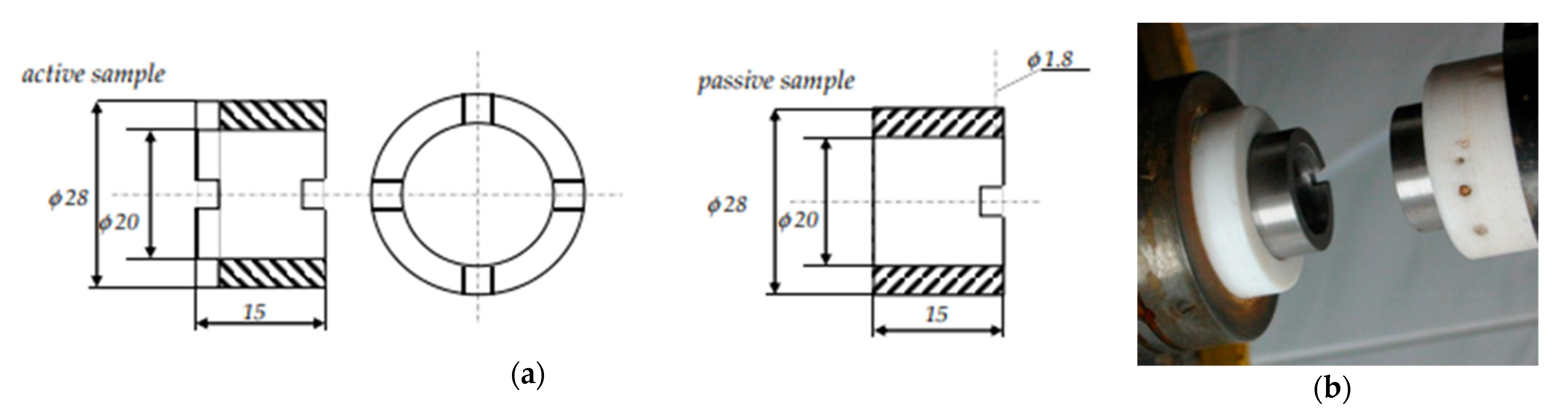
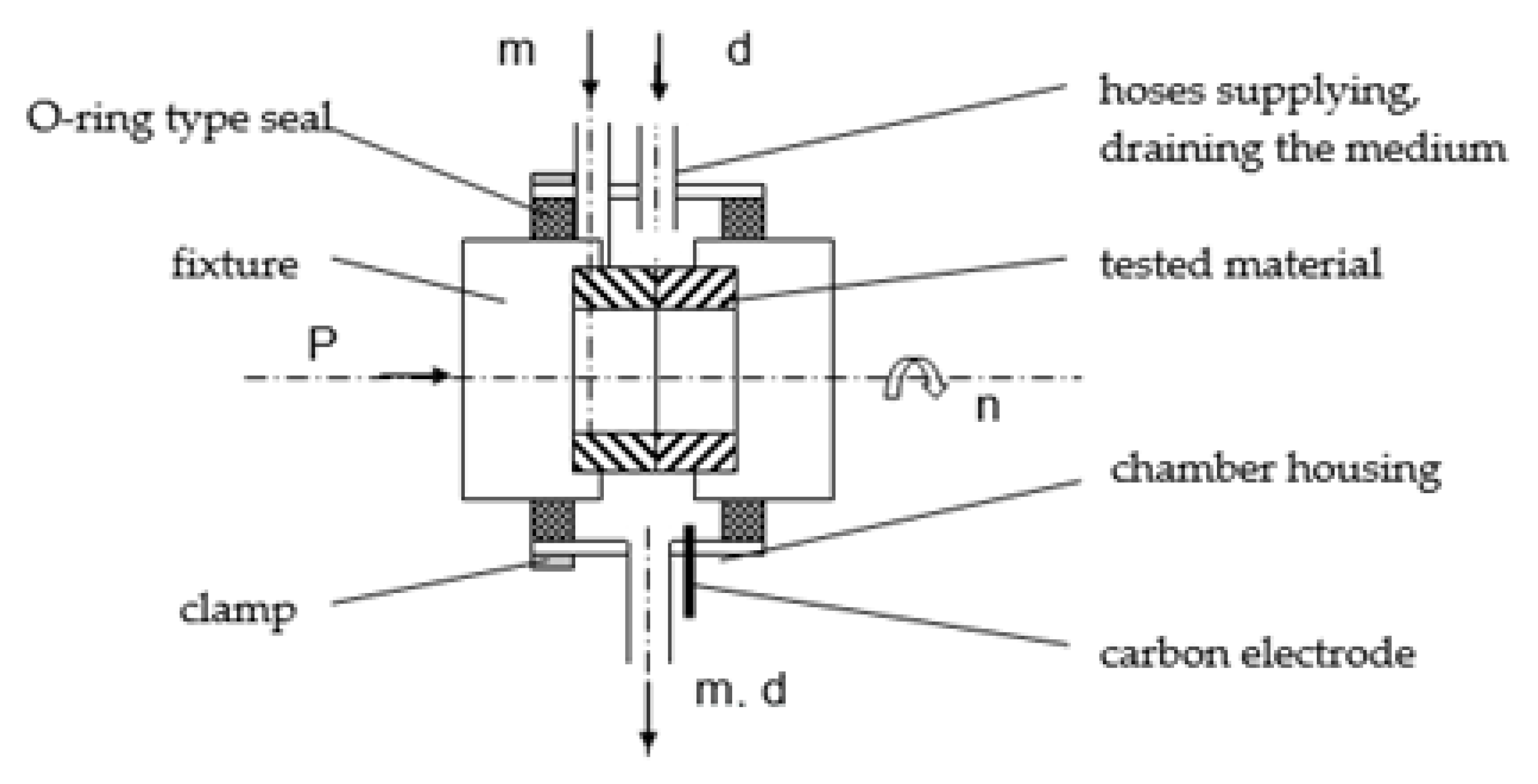
2. Materials and Methods
- x1—relative velocity rpm, 0 < x1 < 140;
- x2—contact force N, 0 < x2 < 40;
- x3—grain size mm, 0 < x3 < 0.3;
- x4—amount of corrosive age nt %, 0 < x4 < 8.
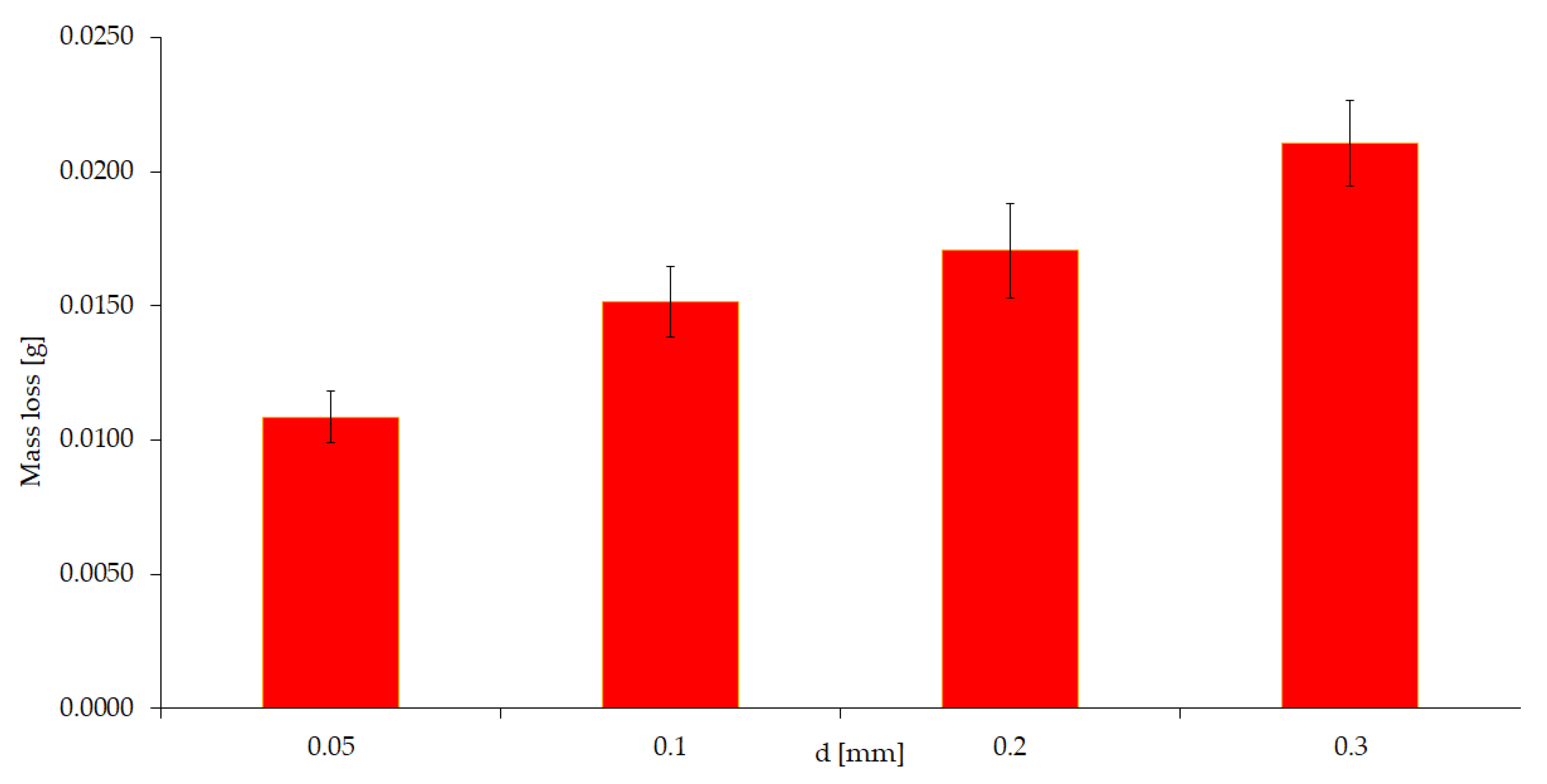
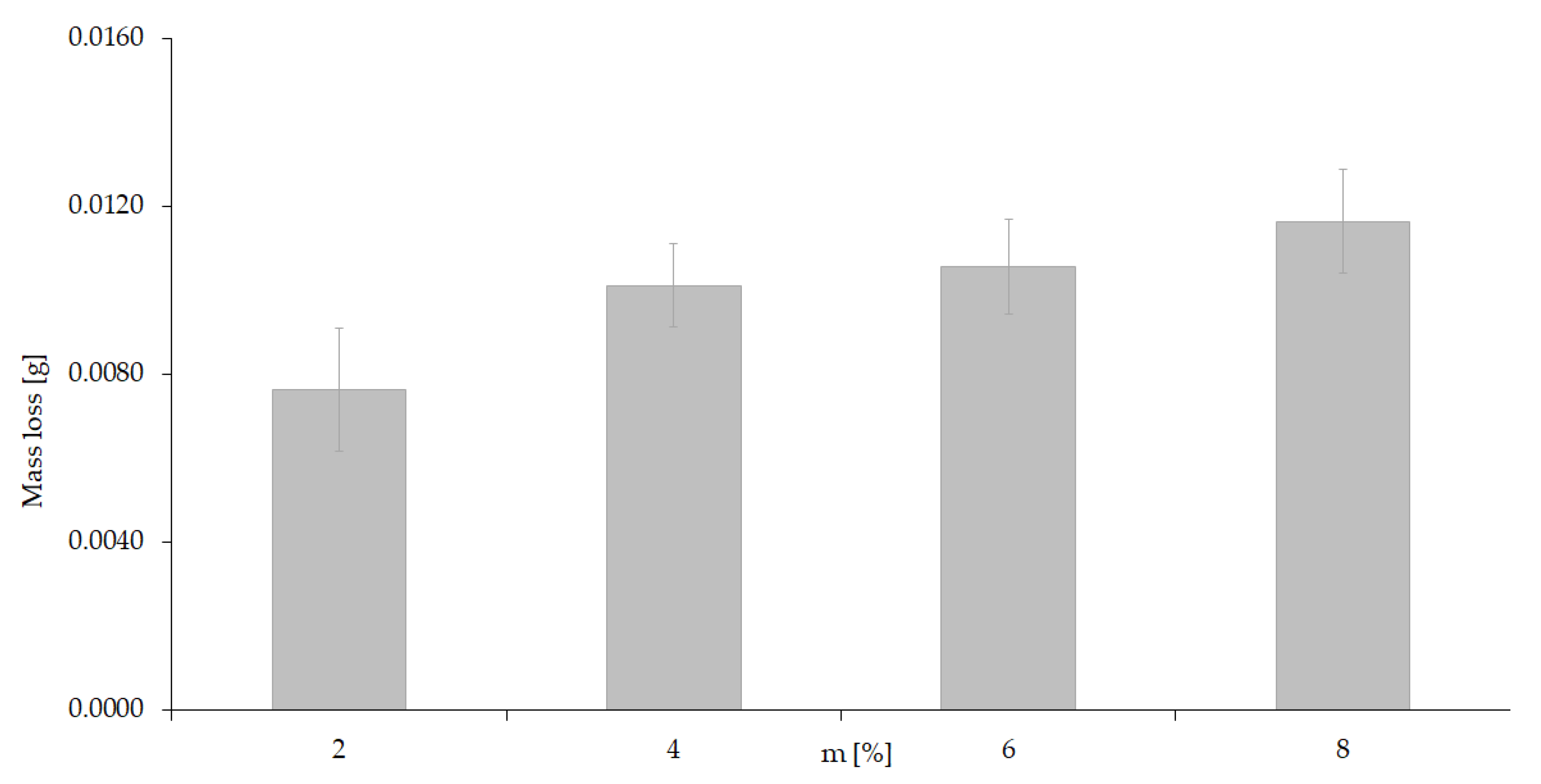
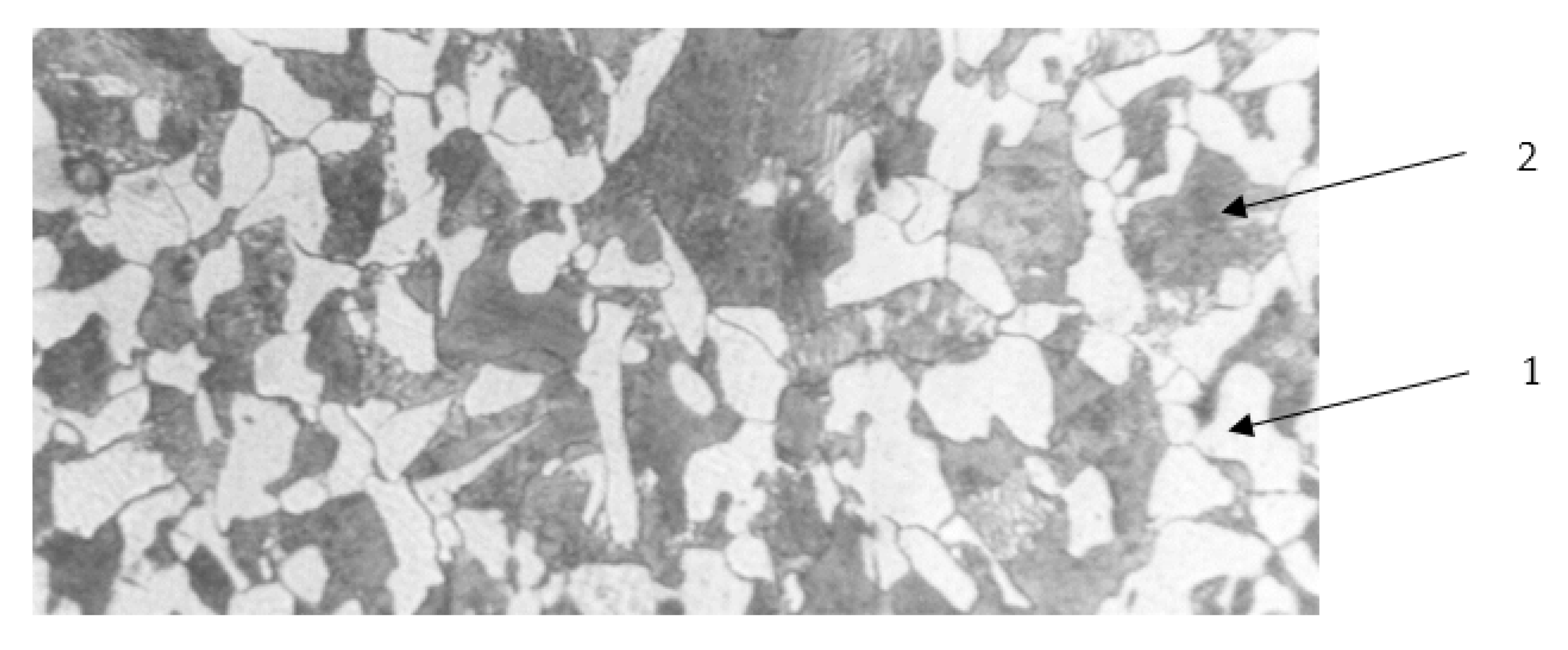
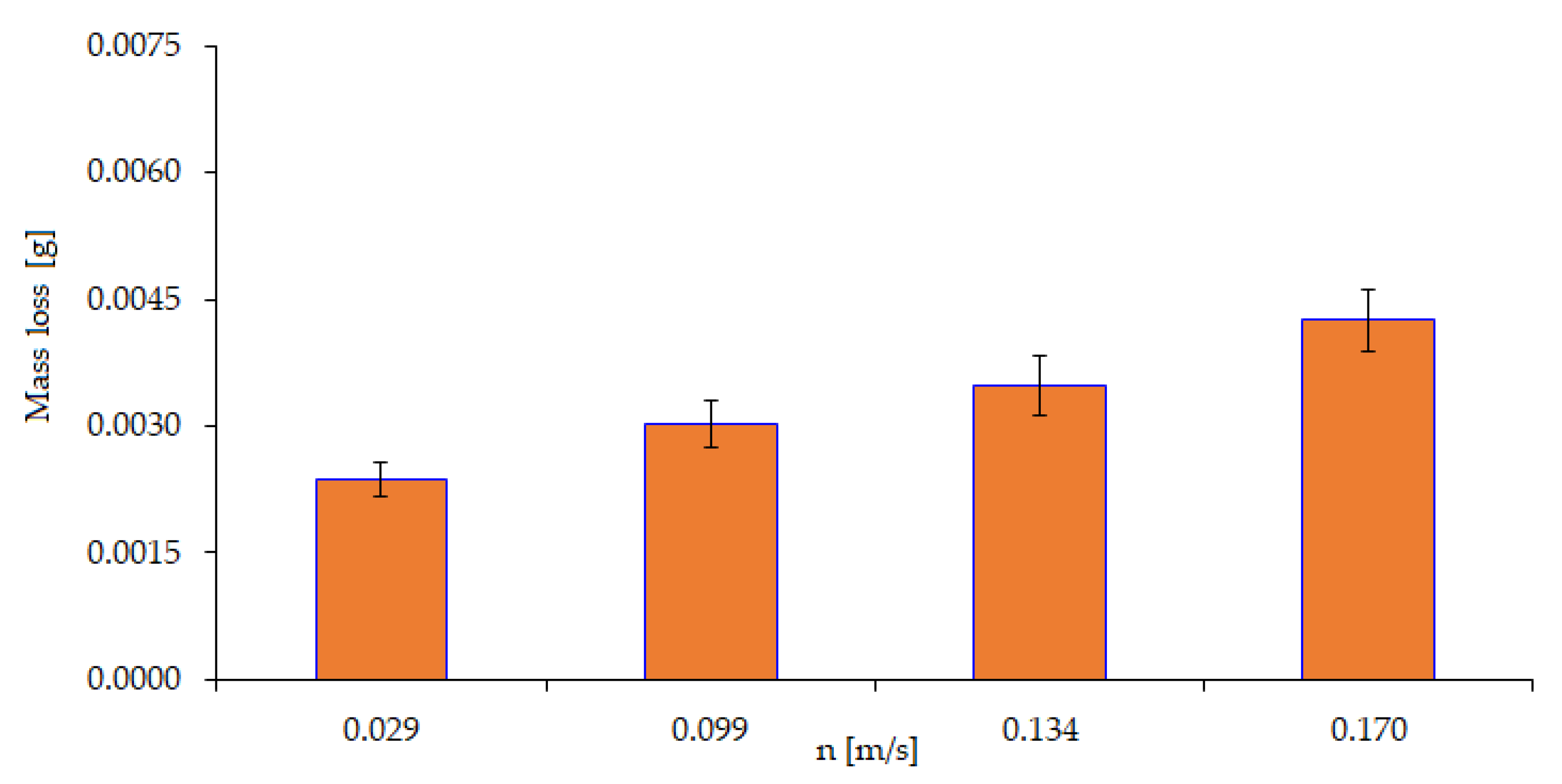
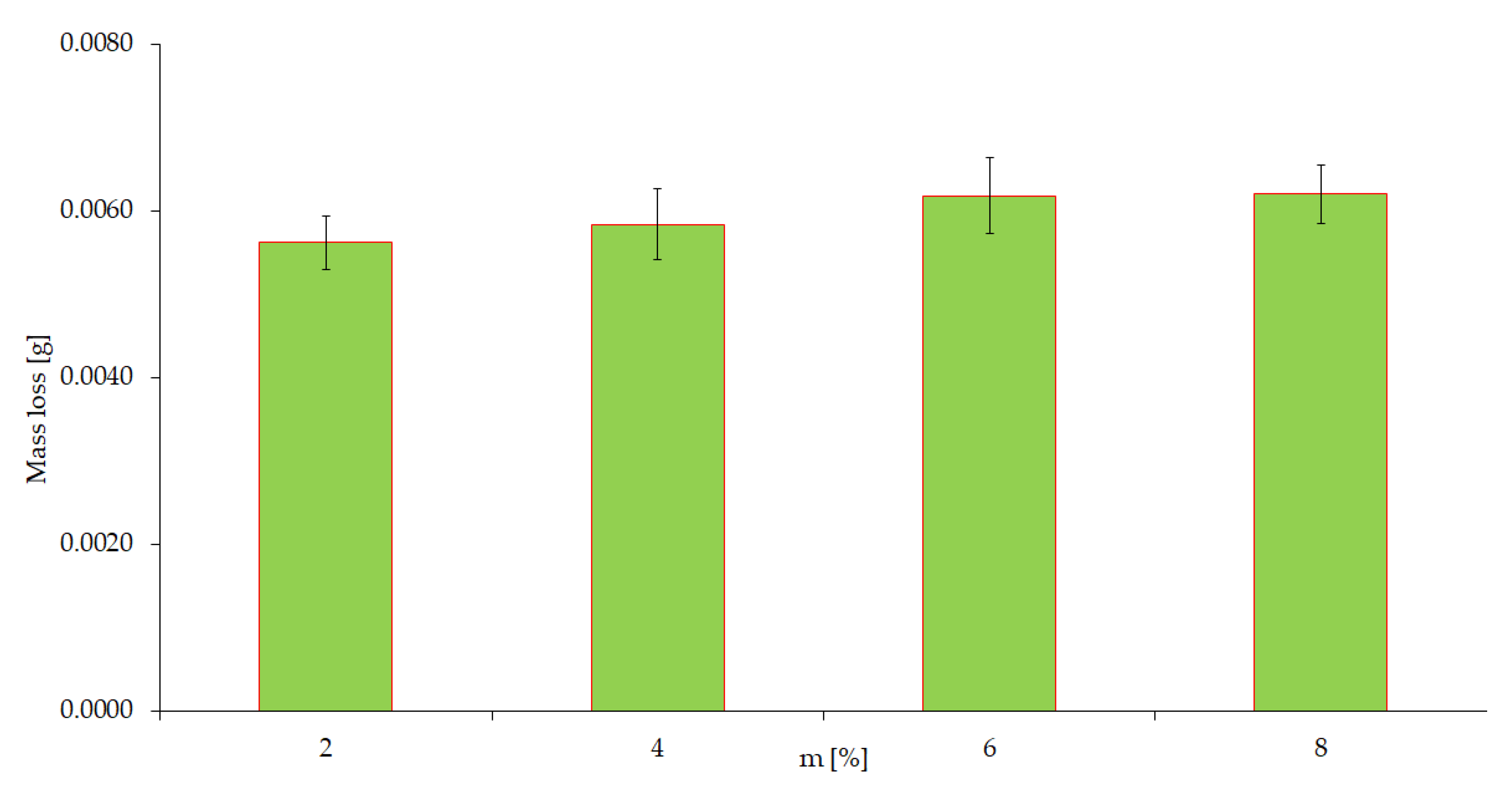
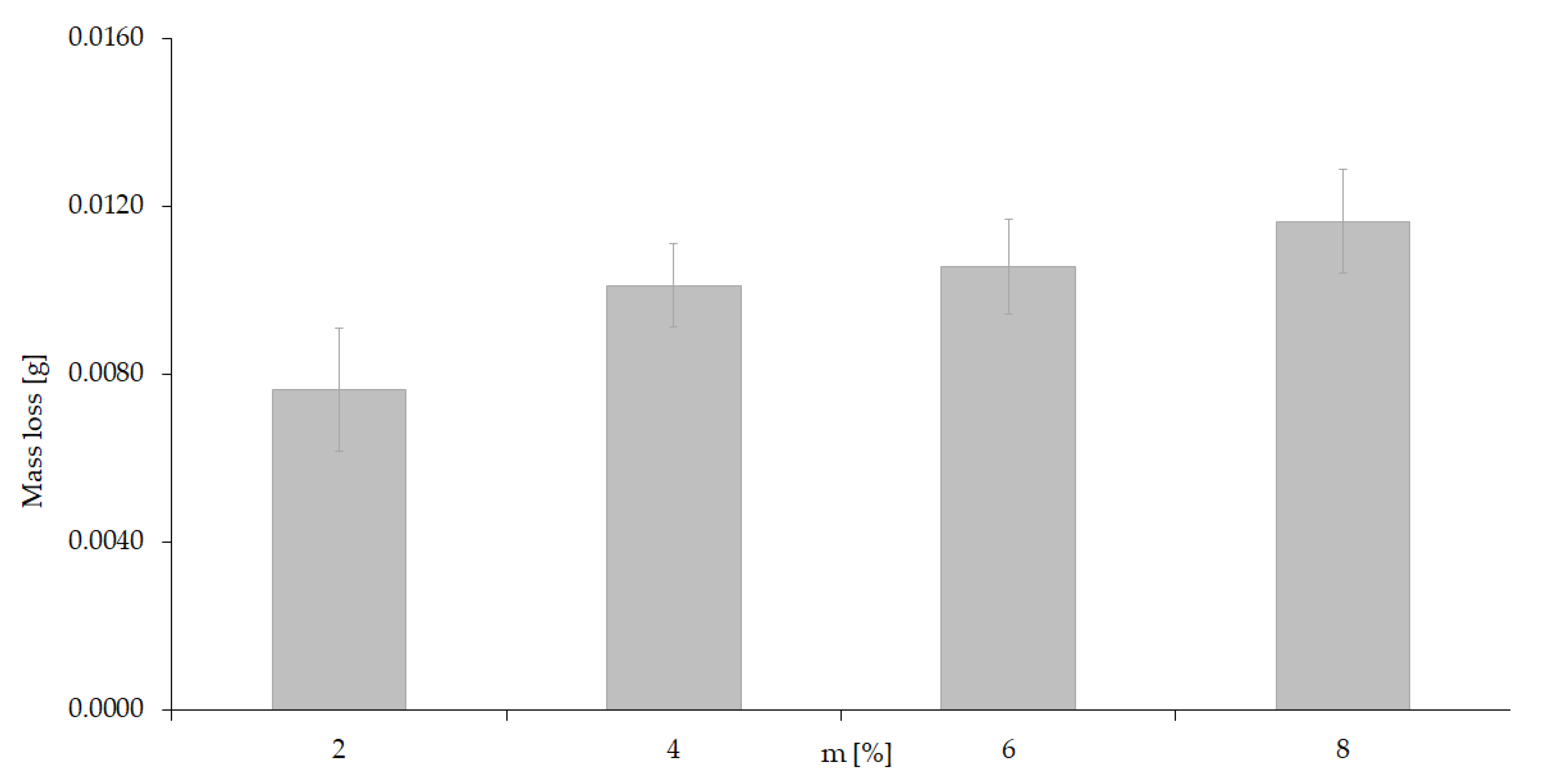
3. Results and Discussion
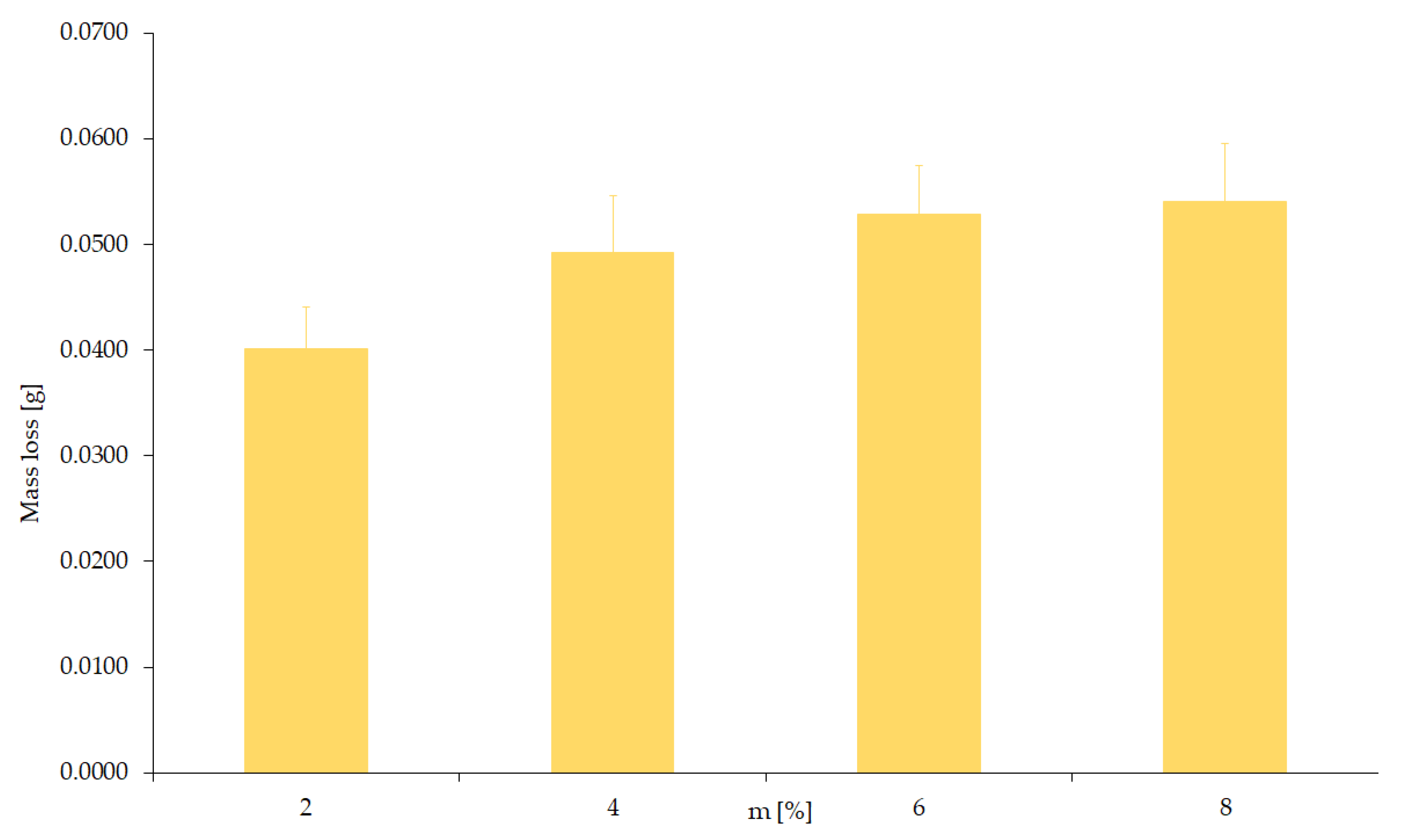
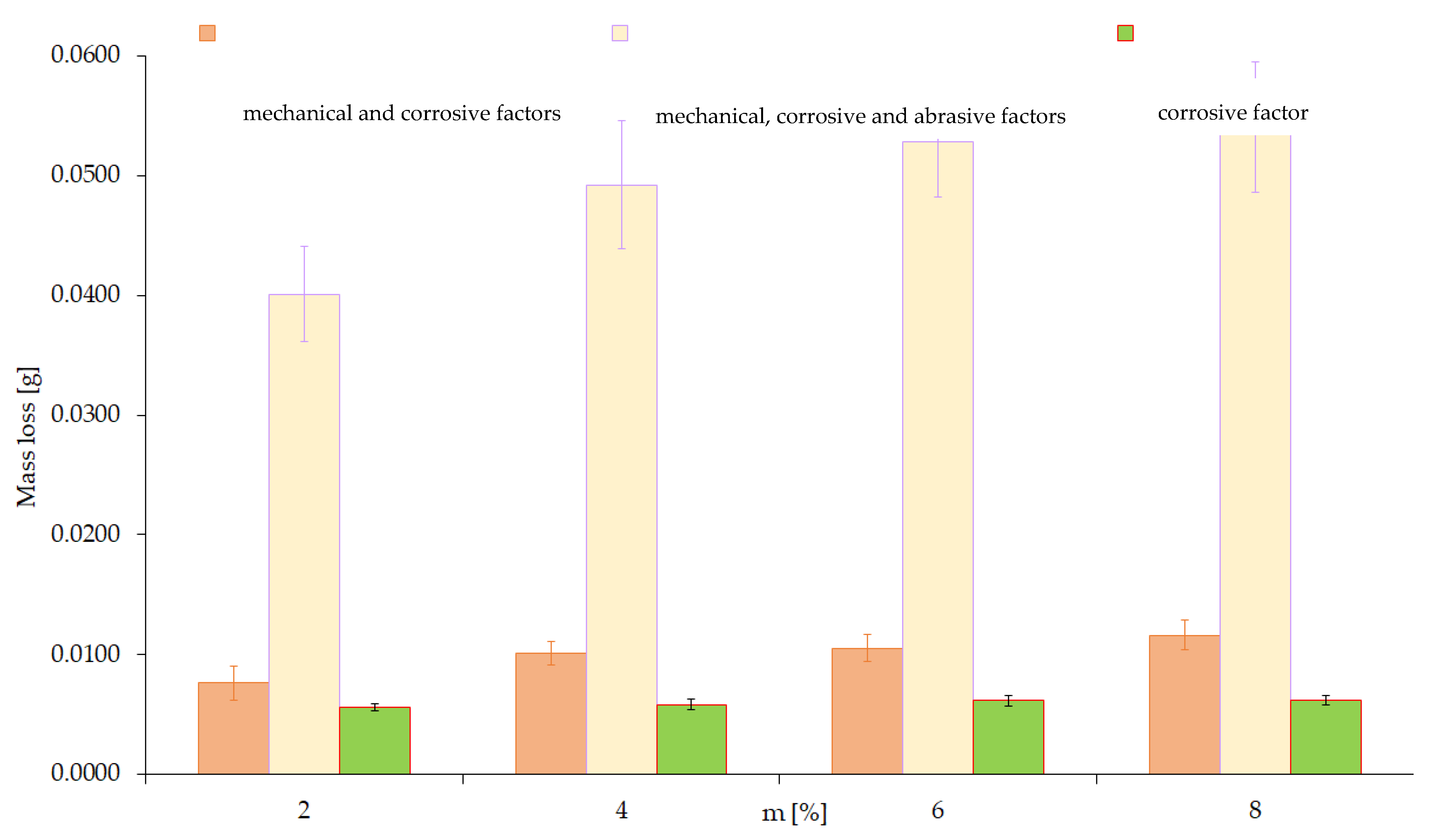
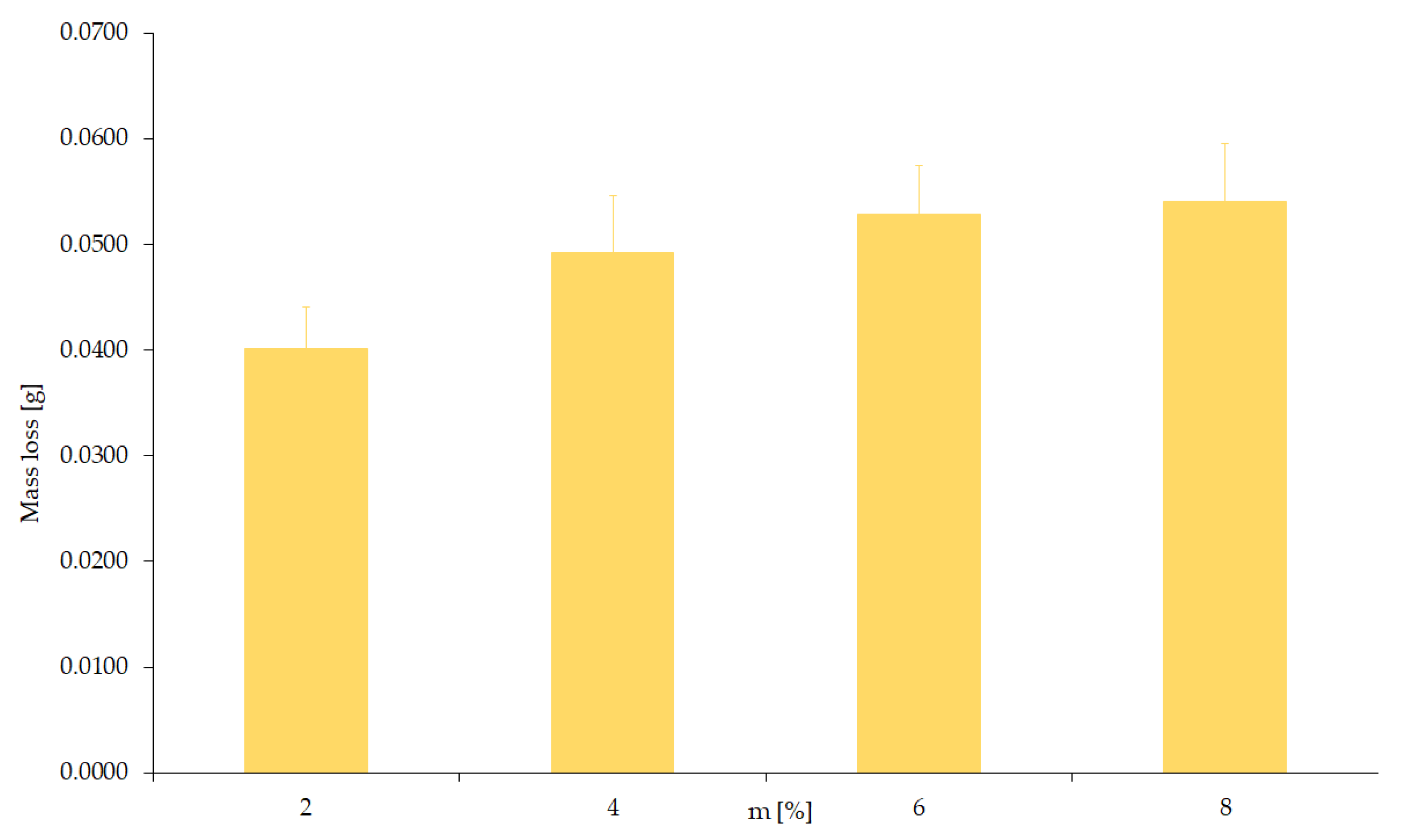
- With strictly defined changes in the value of the concentration of the corrosion solution, but constant values of mechanical and abrasive forcing;
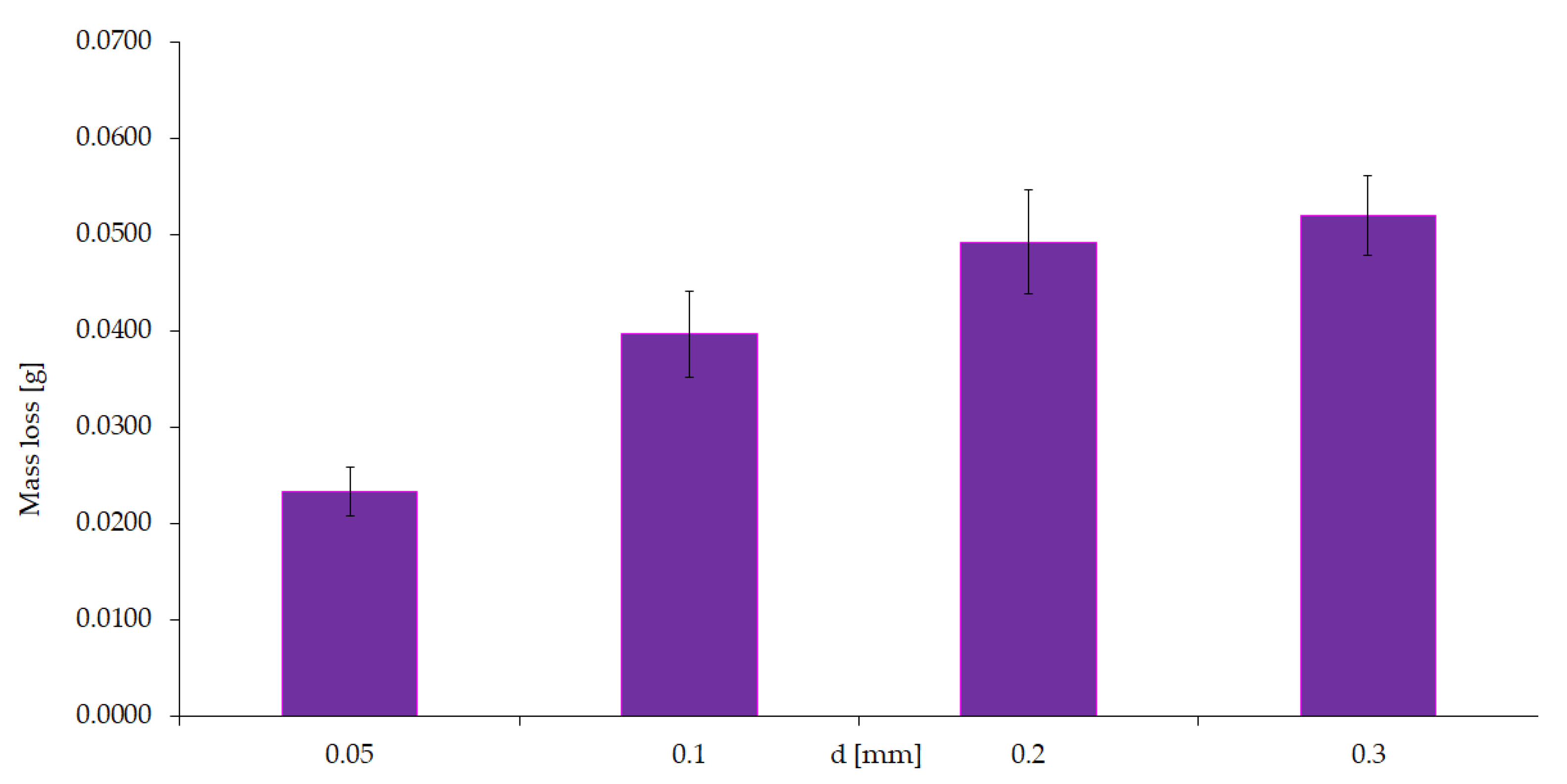
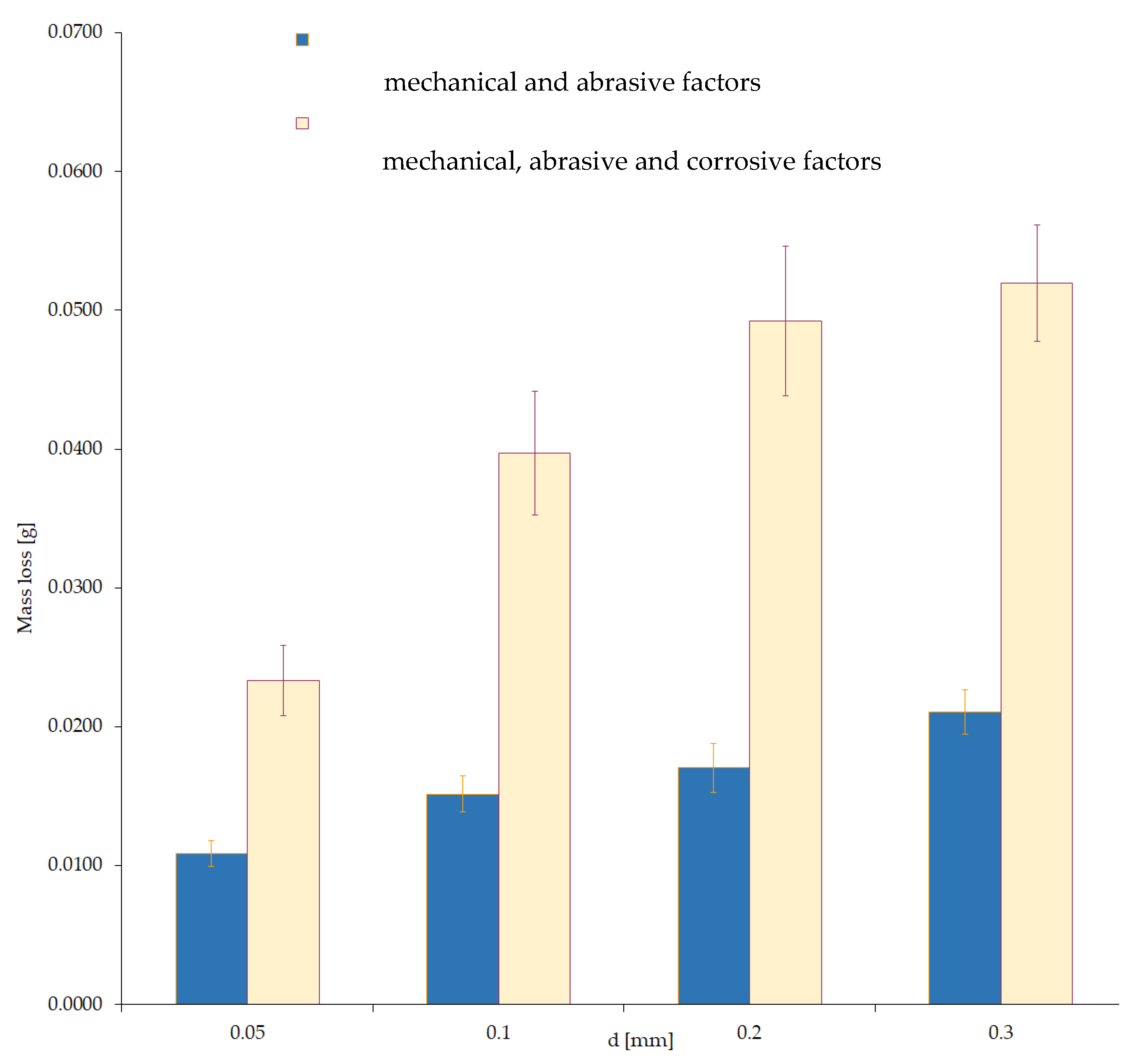
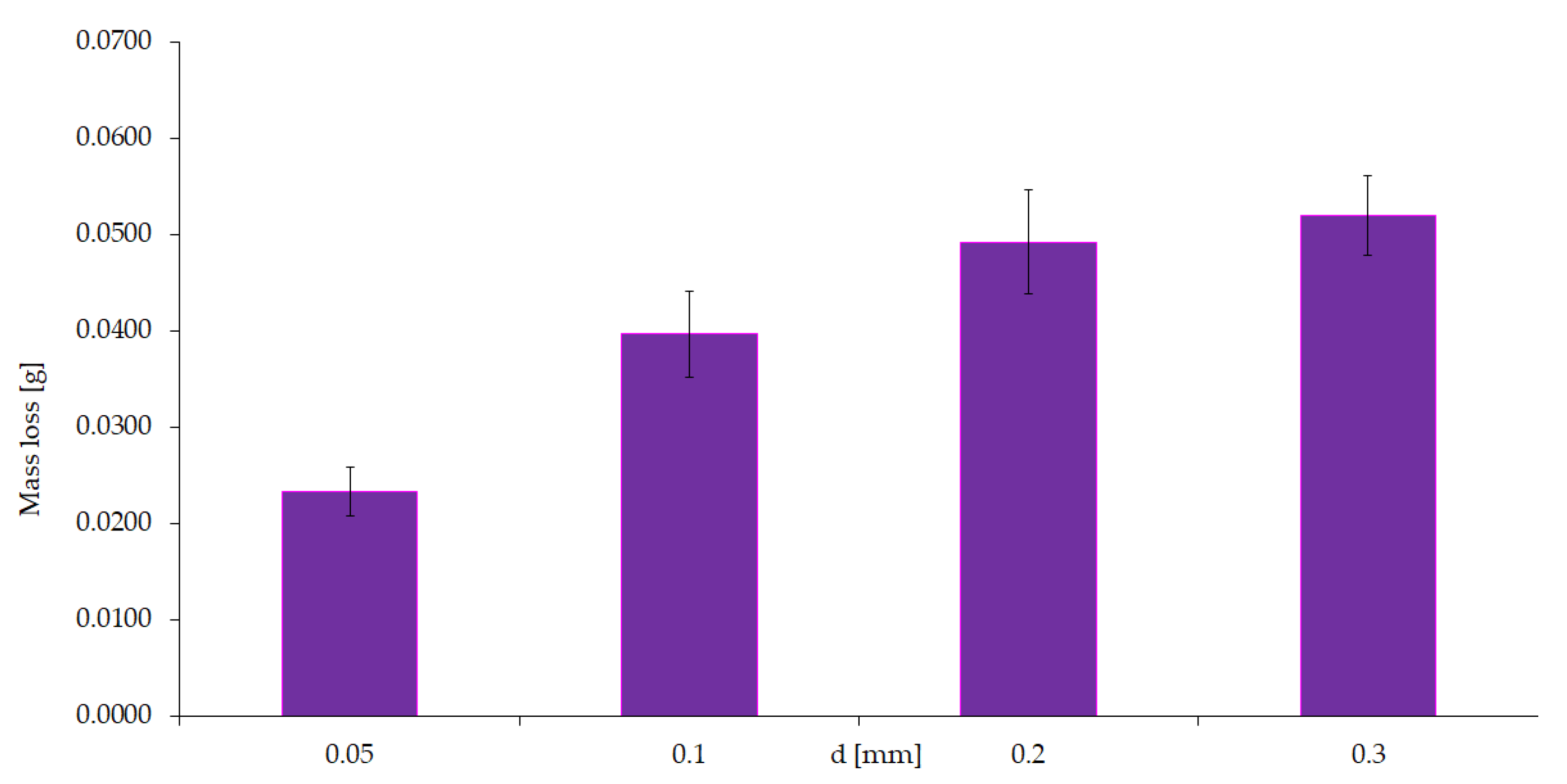
- When abrasive-induced forcing of different granularity was controlled at constant corrosive and mechanical factors.
4. Conclusions
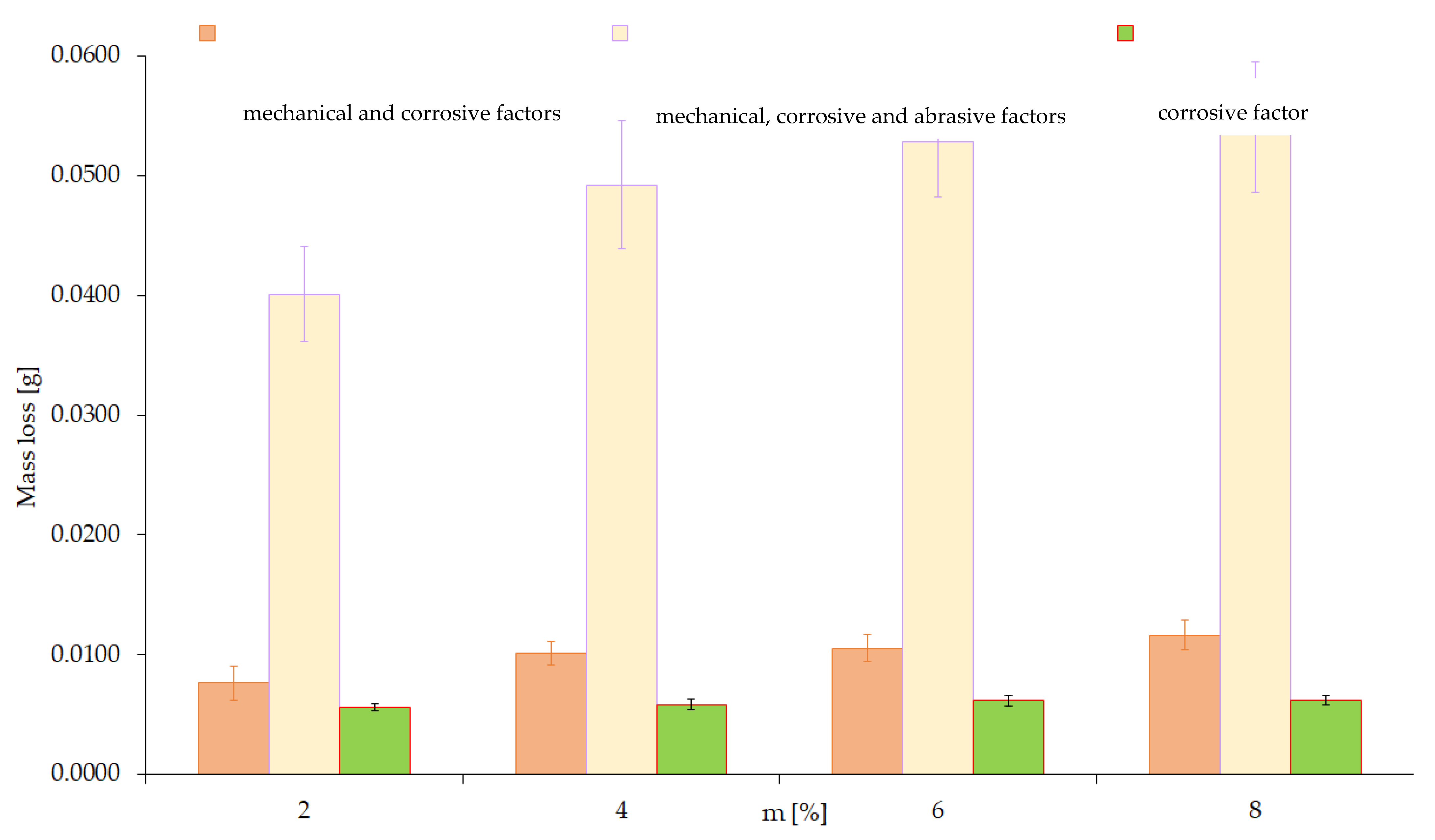
- The sum component of mechanical–abrasive–abrasive interactions is, in most cases, in the range of 40–50% of the total wear;
- In total wear, the component resulting only from mechanical interactions (friction), is at the level of a few to several percent;
- At a slightly higher level of several percent, the values of the corrosive component are formed;
- The values of wear resulting from mechanical and corrosive interactions and corrosion are at the level of a few percent. In one variant of the study, the effect of individual factors of a synergistic nature was not recorded;
- The share of the component resulting from simultaneous mechanical and abrasive interactions is, on average, about one-third of the total wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Waluś, K.J.; Warguła, Ł.; Krawiec, P.; Adamiec, J.M. Legal regulations of restrictions of air pollution made by non-road mobile machinery—The case study for Europe: A review. Environ. Sci. Pollut. Res. 2018, 25, 3243–3259. [Google Scholar] [CrossRef] [PubMed]
- Warguła, Ł.; Kukla, M.; Lijewski, P.; Dobrzyński, M.; Markiewicz, F. Influence of Innovative Woodchipper Speed Control Systems on Exhaust Gas Emissions and Fuel Consumption in Urban Areas. Energies 2020, 13, 3330. [Google Scholar] [CrossRef]
- Krzysiak, Z.; Caban, J.; Pecyna, A.; Pieniak, D. Analiza występowania poważnych awarii przemysłowych w Polsce. Przemysł Chem. 2021, 100, 660–663. [Google Scholar] [CrossRef]
- Zillken, B.A. Lubricants as a design element. Int. Sugar J. 1995, 97, 124–126. [Google Scholar]
- Gupta, N.K.; Joshi, P.G.; Srivastava, V.; Quraishi, M.A. Chitosan: A macromolecule as green corrosion inhibitor for mild steel in sulfamic acid useful for sugar industry. Int. J. Biol. Macromol. 2018, 106, 704–711. [Google Scholar] [CrossRef] [PubMed]
- Sasso, R.A.; Koga, G.Y.; Cruz, D.C.; Figueira, G.; Gargarella, P. Failure analysis of oscillating hammer mill used in the sugarcane industry. Eng. Fail. Anal. 2022, 139, 106472. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Hegab, H.; Sarfraz, S.; Sharma, N.; Mia, M.; Gupta, M.K.; Zhao, G.; Moustabchir, H.; Pruncu, C.I. Internal Cracks and Non-Metallic Inclusions as Root Causes of Casting Failure in Sugar Mill Roller Shafts. Materials 2019, 12, 2474. [Google Scholar] [CrossRef]
- ELSawy, E.E.; EL-Hebeary, M.R.; El Mahallawi, I.S. Effect of manganese, silicon and chromium additions on microstructure and wear characteristics of grey cast iron for sugar industries applications. Wear 2017, 390, 113–124. [Google Scholar] [CrossRef]
- Federici, M.; Straffelini, G.; Gialanella, S. Pin-on-disc testing of low-metallic friction material sliding against HVOF coated cast iron: Modelling of the contact temperature evolution. Tribol. Lett. 2017, 65, 121. [Google Scholar] [CrossRef]
- Umer, U.; Mian, S.H.; Mohammed, M.K.; Abidi, M.H.; Moiduddin, K.; Kishawy, H. Tool Wear Prediction When Machining with Self-Propelled Rotary Tools. Materials 2022, 15, 4059. [Google Scholar] [CrossRef]
- Xue, C.; Wang, D.; Zhang, J. Wear Mechanisms and Notch Formation of Whisker-Reinforced Alumina and Sialon Ceramic Tools during High-Speed Turning of Inconel 718. Materials 2022, 15, 3860. [Google Scholar] [CrossRef] [PubMed]
- Jovičević-Klug, P.; Sedlaček, M.; Jovičević-Klug, M.; Podgornik, B. Effect of Deep Cryogenic Treatment on Wear and Galling Properties of High-Speed Steels. Materials 2021, 14, 7561. [Google Scholar] [CrossRef] [PubMed]
- Trembach, B.O.; Sukov, M.G.; Vynar, V.A.; Trembach, I.O.; Subbotina, V.V.; Rebrov, O.Y.; Rebrova, O.M.; Zakiev, V.I. Effect of Incomplete Replacement of Cr for Cu in the Deposited Alloy of Fe–C–Cr–B–Ti Alloying System with a Medium Bo-ron Content (0.5% wt.) on its Corrosion Resistance. Metallofiz. Noveishie Tekhnol. 2022, 44, 493–515. [Google Scholar] [CrossRef]
- Sander, G.; Tan, J.; Balan, P.; Gharbi, O.; Feenstra, D.R.; Singer, L.; Thomas, S.; Kelly, R.G.; Scully, J.R.; Birbilis, N. Corrosion of additively manufactured alloys: A review. Corrosion 2018, 74, 1318–1350. [Google Scholar] [CrossRef]
- Kalácska, Á.; Székely, L.; Keresztes, R.Z.; Gábora, A.; Mankovits, T.; De Baets, P. Abrasive Sensitivity of Martensitic and a Multi-Phase Steels under Different Abrasive Conditions. Materials 2021, 14, 1343. [Google Scholar] [CrossRef]
- Kowalski, M.; Stachowiak, A. Tribocorrosion performance of cr/crn hybrid layer as a coating for machine components used in a chloride ions environment. Coatings 2021, 11, 242. [Google Scholar] [CrossRef]
- Wieczorek, A.N.; Stachowiak, A.; Zwierzycki, W. Experimental determination of the synergistic components of tribocorrosive wear of ni-cu-mo-ausferritic ductile iron. Arch. Metall. Mater. 2018, 63, 87–97. [Google Scholar]
- Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. The application of wear maps for analyzing the results of research into tribocorrosion. Wear 2016, 352–353, 146–154. [Google Scholar] [CrossRef]
- Madsen, B.W. Measurement of erosion–corrosion synergism with a slurry wear test apparatus. Wear 1988, 123, 127–142. [Google Scholar] [CrossRef]
- Nesic, S.; Gulino, D.A.; Malka, R. Erosion Corrosion and Synergistic Effects in Disturbed Liquid Particle Flow. In Proceedings of the Paper Presented at the CORROSION 2006, San Diego, CA, USA, 12 March 2006. [Google Scholar]
- Zheng, Y.G.; Yao, Z.M.; Ke, W. Erosion–corrosion resistant alloy development for aggressive slurry flows. Mater. Lett. 2000, 46, 362–368. [Google Scholar] [CrossRef]
- Tu, J.P.; Liu, M.S. Wet abrasive wear of ordered Fe3Al Alloys. Wear 1997, 209, 31–36. [Google Scholar] [CrossRef]
- Krbata, M.; Eckert, M.; Majerik, J.; Barenyi, I. Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals 2020, 10, 756. [Google Scholar] [CrossRef]
- Yang, K.; Gao, Y.; Yang, K.; Bao, Y.; Jiang, Y. Microstructure and wear resistance of Fe-Cr13-C-Nb hardfacing alloy with Ti addition. Wear 2017, 376–377, 1091–1096. [Google Scholar] [CrossRef]
- Drobot, A.; Balaev, E.; Eliseev, V. Technological aspects of increasing the wear resistance of the working surface of the dump with a modified surface, X International Scientific Siberian Transport Forum. Transp. Res. Procedia 2022, 63, 2921–2926. [Google Scholar] [CrossRef]
- Mahu, G.; Munteanu, C.; Istrate, B.; Benchea, M.; Lupescu, S. Influence of Al2O3 -13TiO2 powder on a C45 steel using atmospheric plasma spray process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 444, 032010. [Google Scholar] [CrossRef]
- Szala, M.; Szafran, M.; Macek, W.; Marchenko, S.; Hejwowski, T. Abrasion Resistance of S235, S355, C45, AISI 304 and Hardox 500 Steels with Usage of Garnet, Corundum and Carborundum Abrasives. Adv. Sci. Technol. 2019, 13, 151–161. [Google Scholar] [CrossRef]
- Jiang, X.X.; Li, S.Z.; Tao, D.D.; Yang, J.X. Accelerative effect of wear on corrosion of high-alloy stainless steel. Corrosion 1993, 49, 836–841. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.; Hutchings, I.M. Rotating wheel abrasive wear testing. In Measurement Good Practice Guide No. 55; National Physical Laboratory: Teddington, UK, 2002. [Google Scholar]
- Wieczorek, A.N. Experimental studies on the influence of abrasive materials on the wear of hard-wearing steels. Tribologia 2018, 5, 133–141. [Google Scholar] [CrossRef]
- Giourntas, L.; Brownlie, F.; Karafyllias, G.; Hodgkiess, T.; Galloway, A.M. Effect of corrosion on abrasive wear in a range of materials. In Proceedings of the 23rd International Conference on Fluid Sealing, Glasgow, UK, 3 March 2016; pp. 171–182. [Google Scholar]
- Selech, J.; Ulbrich, D.; Romek, D.; Kowalczyk, J.; Wlodarczyk, K.; Nadolny, K. Experimental Study of Abrasive, Mechanical and Corrosion Effects in Ring-on-Ring Sliding Contact. Materials 2020, 13, 4950. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Extortion-Factor | Model | ||
|---|---|---|---|---|
| Mechanical | Abrasive | Corrosive | ||
| P = 20 N n = 0.1 m/s | d = 0.2 mm | m = 4% H2SO4 | ||
| I | X | - | - | II = IM |
| II | - | X | - | - |
| III | - | - | X | IIII = IC |
| IV | X | X | - | IIV = IM + IA + IΔAM |
| V | X | - | X | IV = IM+ IC + IΔMC |
| VI | - | X | X | - |
| VII | X | X | X | IVII = ICE = IM + IC + IA + IΔ |
| Chemical Composition | |||||
|---|---|---|---|---|---|
| C | Mn | Si | Pmax | Smax | Fe |
| % | % | % | % | % | % |
| 0.42–0.50 | 0.50–0.80 | 0.17–0.37 | 0.040 | 0.040 | rest |
| Mechanical properties | |||||
| UTS | YS | Elongation | Hardness | ||
| MPa | MPa | %min | HV10 | ||
| 610 | 275 | 16 | 240 | ||
| Variant | 2% | 4% | 6% | 8% | |
|---|---|---|---|---|---|
| I [g] | I [g] | I [g] | I [g] | ||
| I | IM | 0.0030 | 0.0030 | 0.0030 | 0.0030 |
| II | IC | 0.0056 | 0.0058 | 0.0062 | 0.0062 |
| Σ(IM + IC) | 0.0086 | 0.0088 | 0.0092 | 0.0092 | |
| V | IΔCM | 0.0076 | 0.0101 | 0.0106 | 0.0116 |
| Diameter of Abrasive Particles | m | Velocity | Force | Average Friction Torque (AFT) | ΔAFT |
|---|---|---|---|---|---|
| mm | % | rpm | N | Nm | Nm |
| 0 | 0 | 23 | 20 | 0.103 | 0.007 |
| 0 | 0 | 80 | 20 | 0.116 | 0.004 |
| 0 | 0 | 108 | 20 | 0.148 | 0.014 |
| 0 | 0 | 133 | 20 | 0.205 | 0.011 |
| Diameter of Abrasive Particles | m | Vezlocity | Force | Average Friction Torque (AFT) | ΔAFT |
|---|---|---|---|---|---|
| mm | % | rpm | N | Nm | Nm |
| 0.05 | 0 | 80 | 20 | 1.234 | 0.077 |
| 0.1 | 0 | 79 | 20 | 1.789 | 0.166 |
| 0.2 | 0 | 79 | 20 | 2.414 | 0.212 |
| 0.3 | 0 | 78 | 20 | 3.232 | 0.208 |
| Diameter of. Abrasive Particles | m | Velocity | Force | Average Friction Torque (AFT) | ΔAFT |
|---|---|---|---|---|---|
| mm | % | rpm | N | Nm | Nm |
| 0 | 2 | 80 | 20 | 1.054 | 0.058 |
| 0 | 4 | 79 | 20 | 1.133 | 0.108 |
| 0 | 6 | 80 | 20 | 1.17 | 0.068 |
| 0 | 8 | 80 | 20 | 1.286 | 0.064 |
| Diameter of Abrasive Particles | m | Velocity | Force | Average Friction Torque (AFT) | ΔAFT |
|---|---|---|---|---|---|
| mm | % | rpm | N | Nm | Nm |
| 0.2 | 2 | 79 | 21 | 1.72 | 0.147 |
| 0.2 | 4 | 79 | 20 | 2.02 | 0.133 |
| 0.2 | 6 | 80 | 20 | 2.184 | 0.074 |
| 0.2 | 8 | 79 | 20 | 2.291 | 0.128 |
| Diameter of Abrasive Particles | m | Velocity | Force | Average Friction Torque (AFT) | ΔAFT |
|---|---|---|---|---|---|
| mm | % | rpm | N | Nm | Nm |
| 0.05 | 4 | 79 | 20 | 0.98 | 0.044 |
| 0.1 | 4 | 79 | 21 | 1.242 | 0.098 |
| 0.2 | 4 | 79 | 21 | 2.02 | 0.133 |
| 0.3 | 4 | 79 | 21 | 2.92 | 0.133 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tyczewski, P.; Nadolny, K.; Zwierzycki, W.; Ulbrich, D. Studies of Simultaneous Friction and Corrosive Processes in the Presence of Abrasive Particles. Materials 2022, 15, 6734. https://doi.org/10.3390/ma15196734
Tyczewski P, Nadolny K, Zwierzycki W, Ulbrich D. Studies of Simultaneous Friction and Corrosive Processes in the Presence of Abrasive Particles. Materials. 2022; 15(19):6734. https://doi.org/10.3390/ma15196734
Chicago/Turabian StyleTyczewski, Przemyslaw, Karol Nadolny, Wieslaw Zwierzycki, and Dariusz Ulbrich. 2022. "Studies of Simultaneous Friction and Corrosive Processes in the Presence of Abrasive Particles" Materials 15, no. 19: 6734. https://doi.org/10.3390/ma15196734
APA StyleTyczewski, P., Nadolny, K., Zwierzycki, W., & Ulbrich, D. (2022). Studies of Simultaneous Friction and Corrosive Processes in the Presence of Abrasive Particles. Materials, 15(19), 6734. https://doi.org/10.3390/ma15196734