
The Effect of Drawing in Conventional and Hydrodynamic Dies on Structure and Corrosion Resistance of Hot-Dip Galvanized Zinc Coatings on Medium-Carbon Steel Wire


Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing Process of Hot-Dip Galvanized Steel Wires
2.2. Methodology of Scanning Research
2.3. Methodology of Corrosion Tests
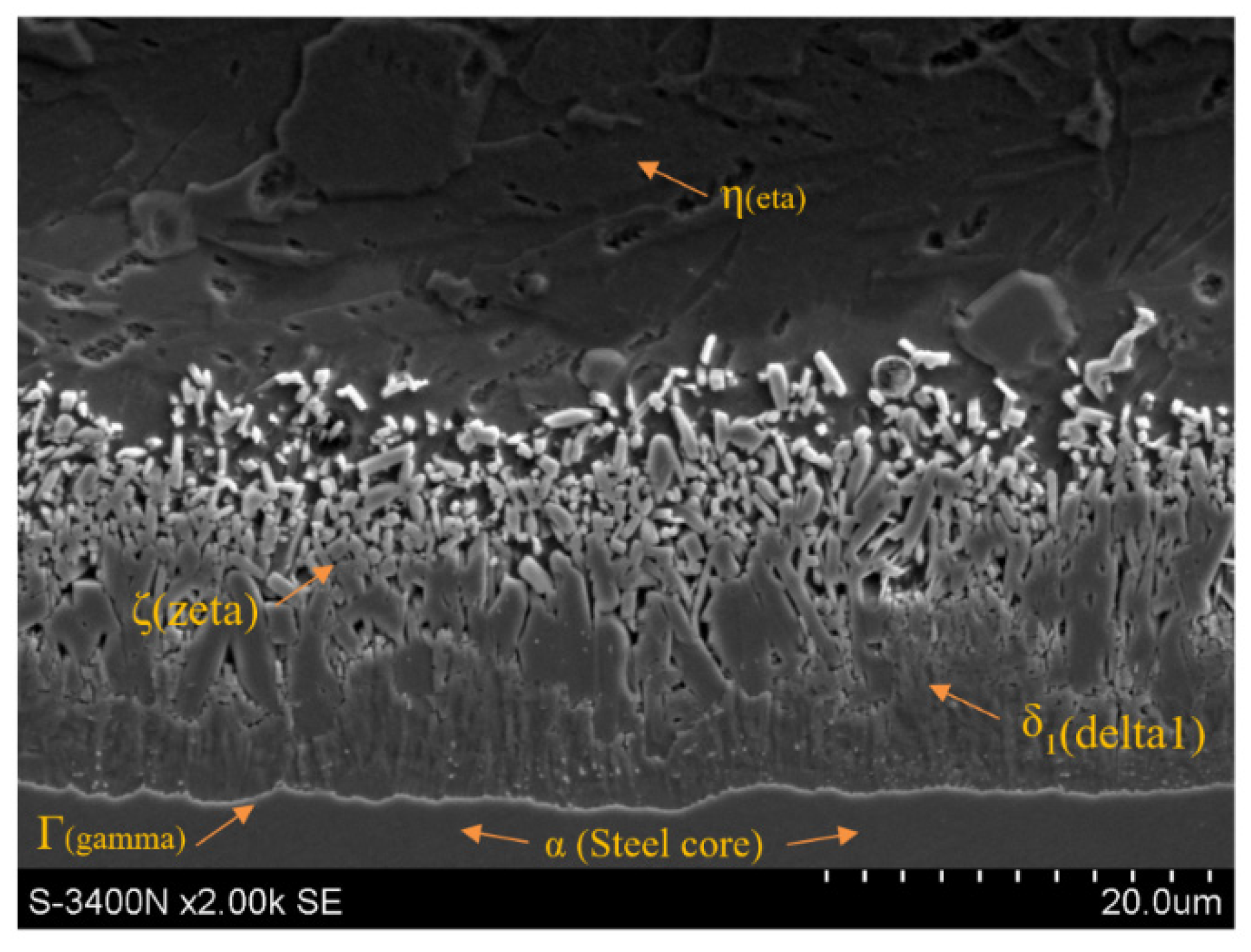
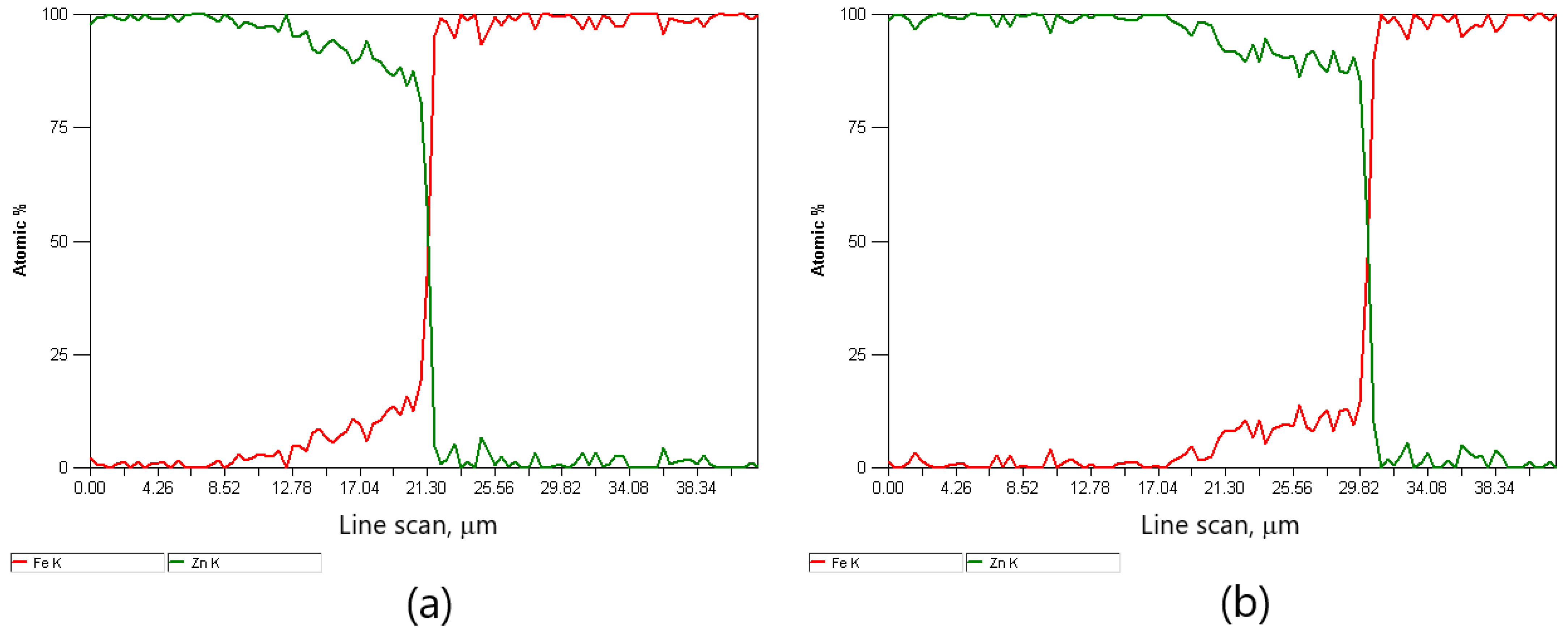
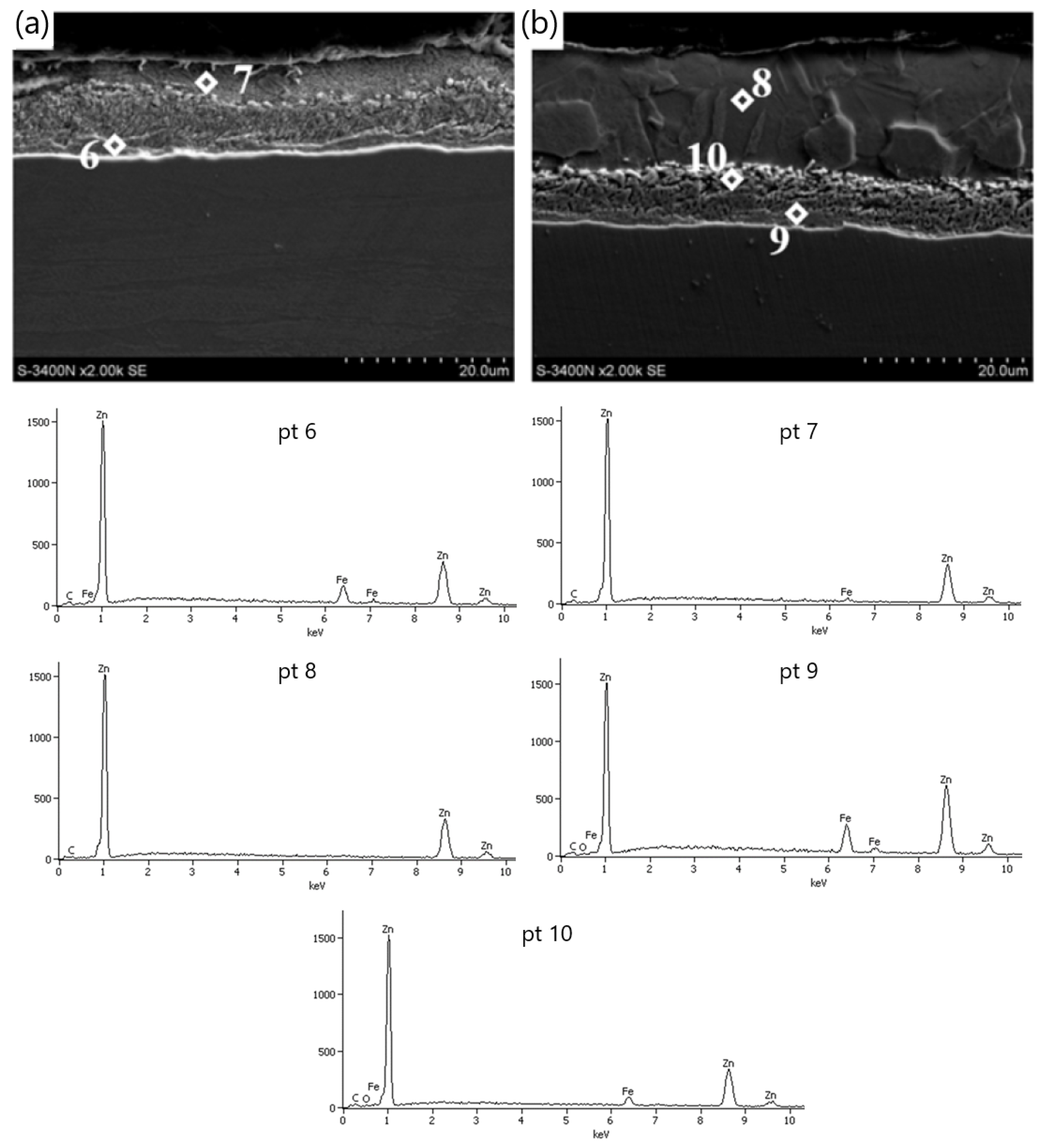
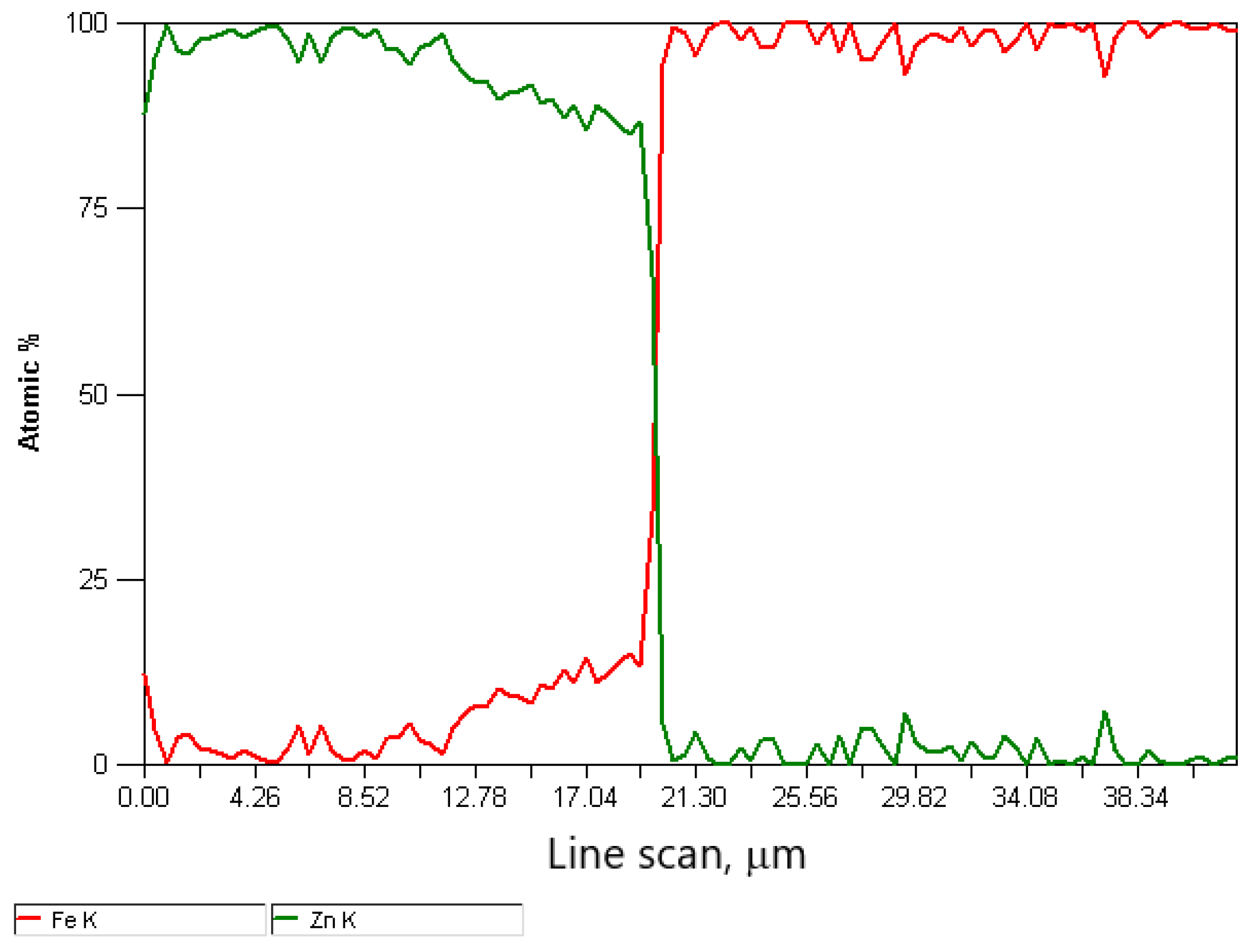
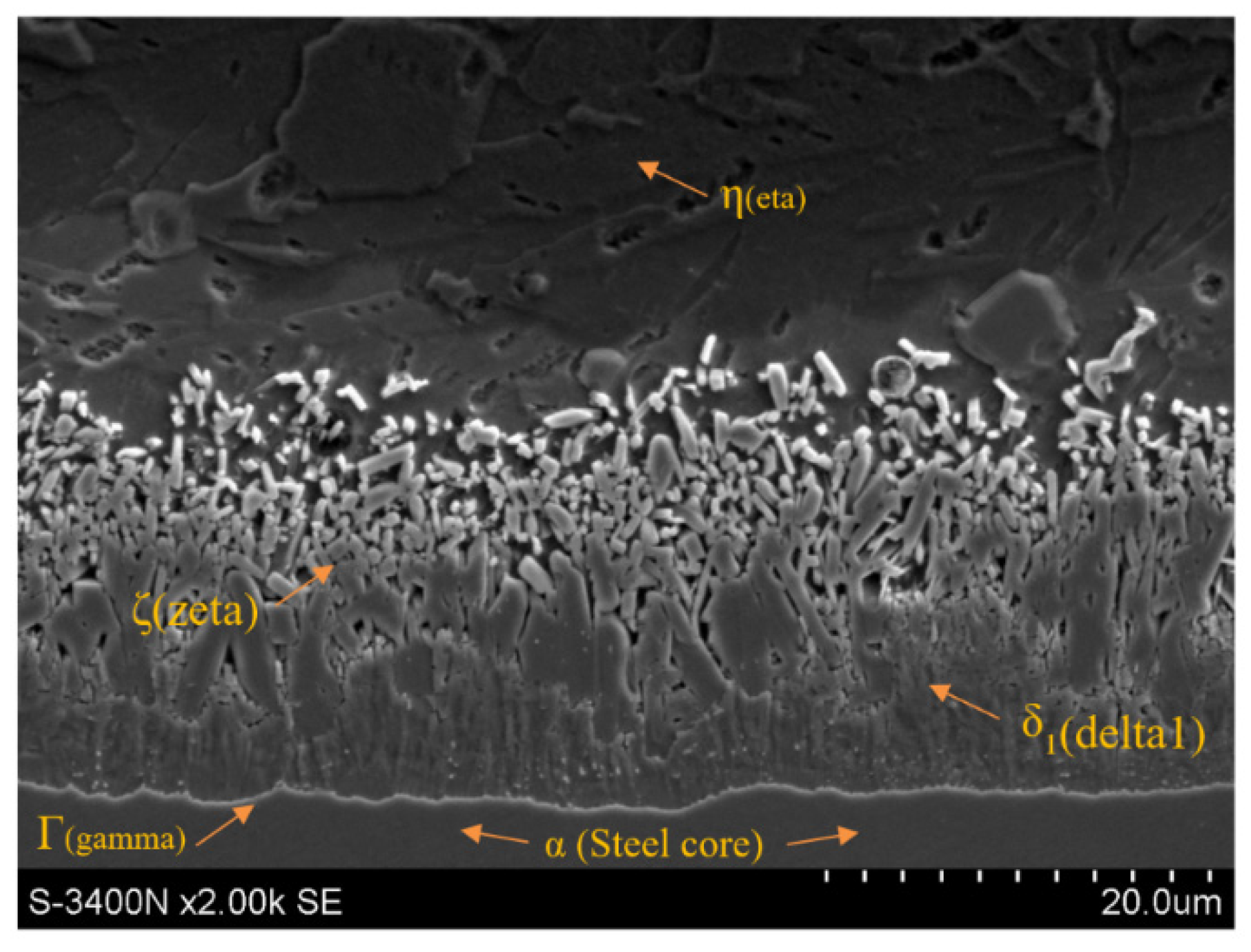
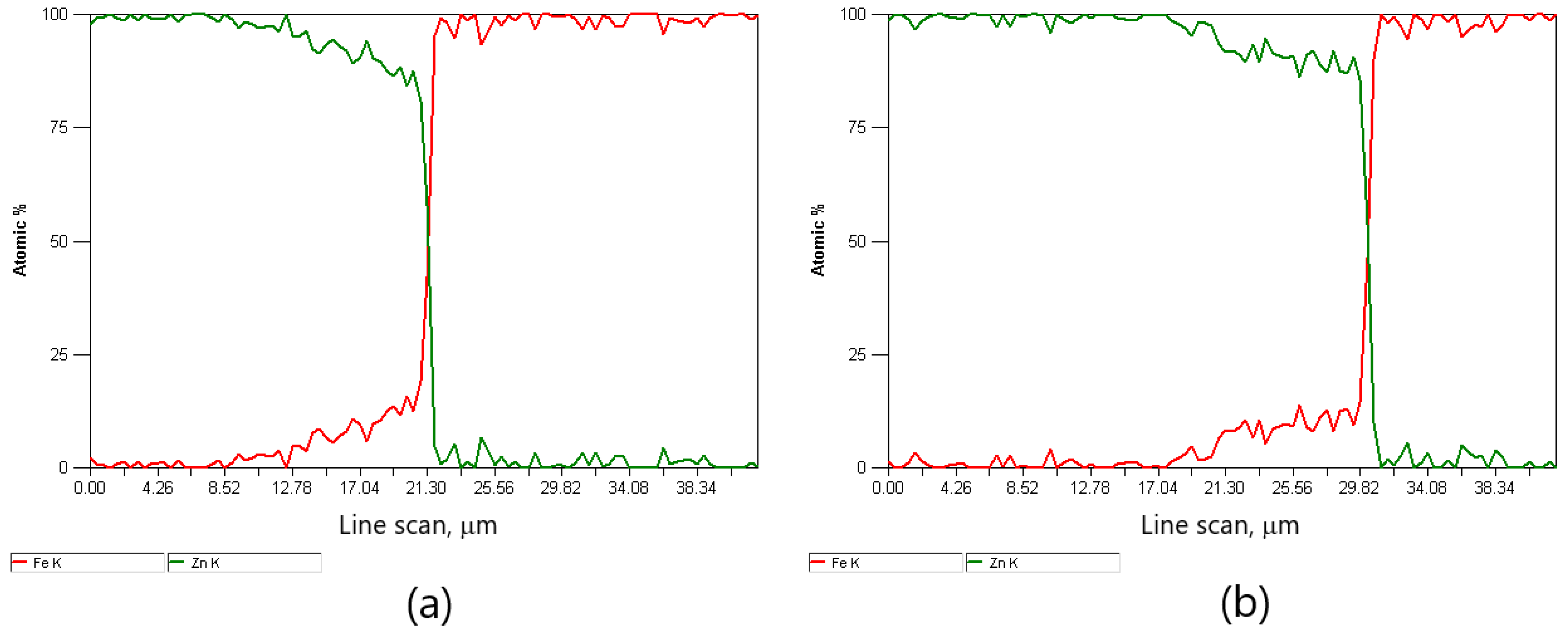
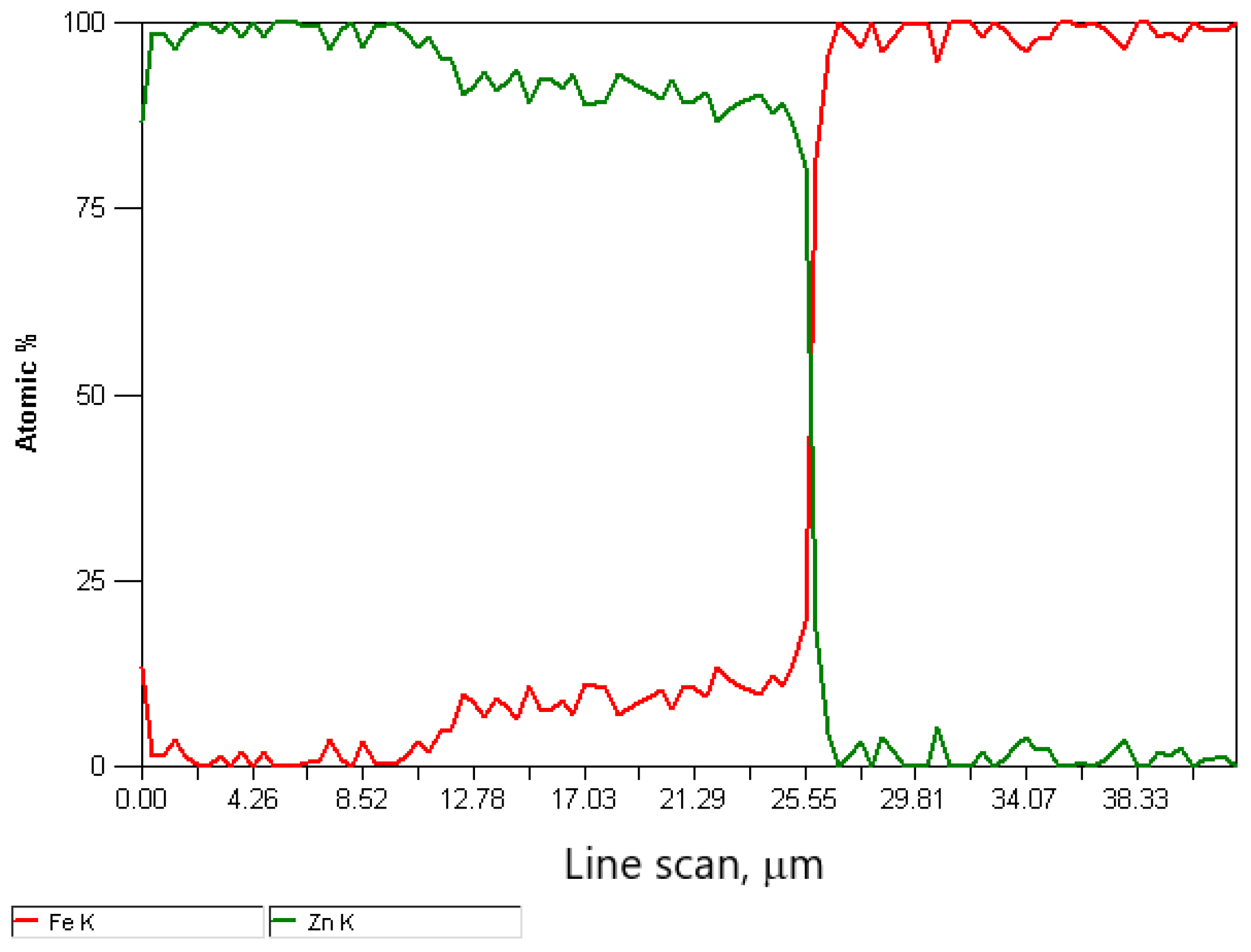
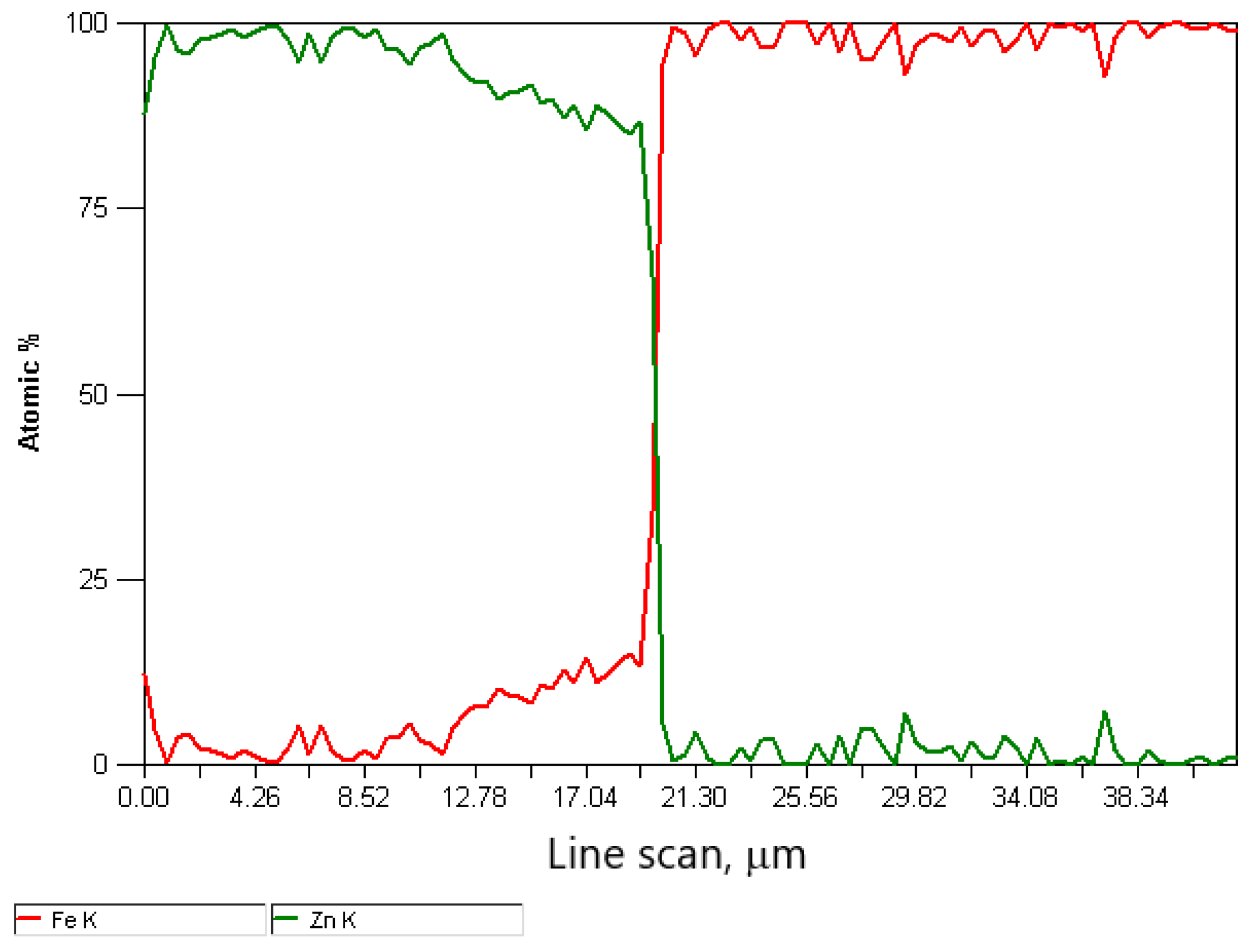
3. The Metallographic Analysis of the Zinc Coating
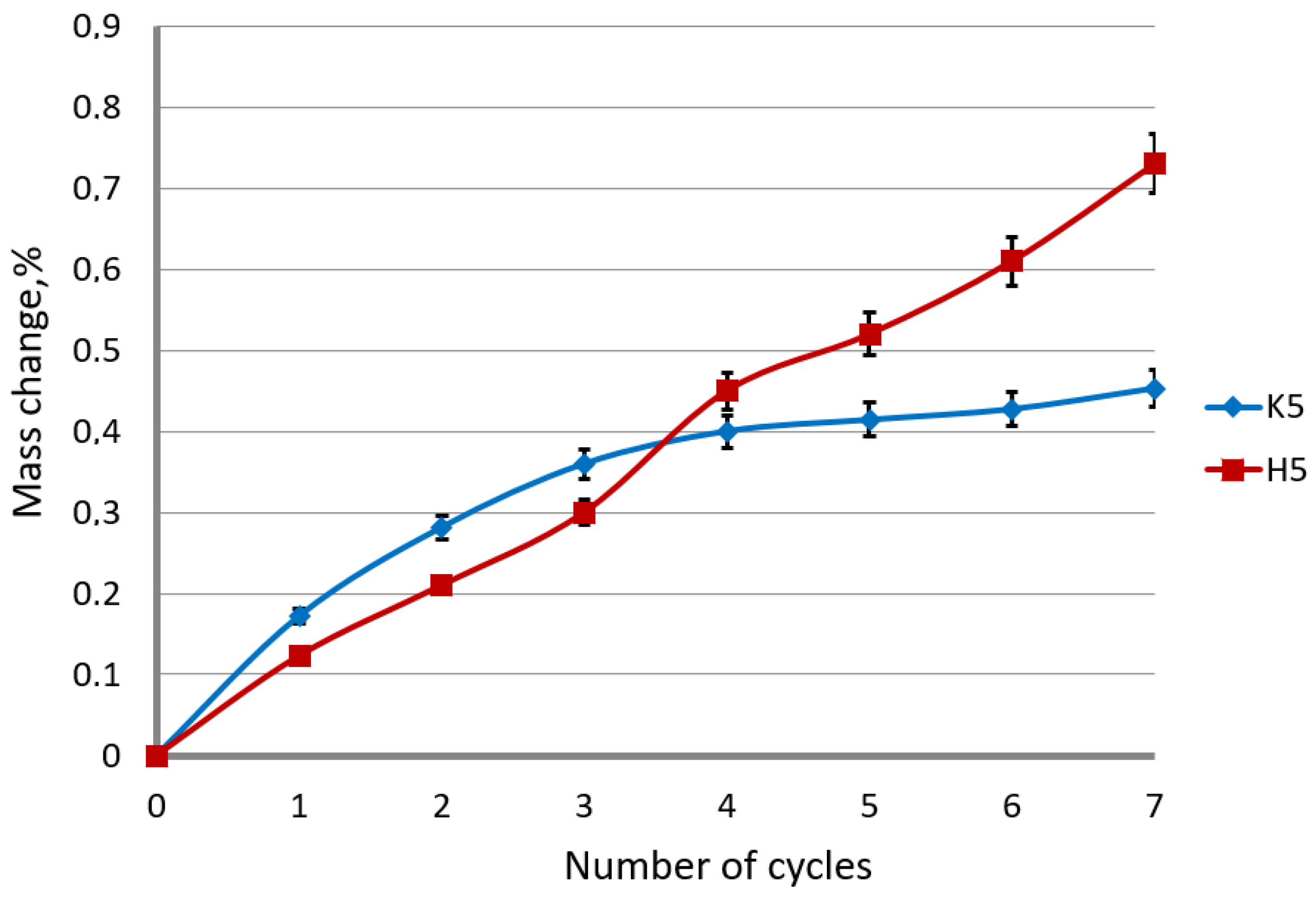
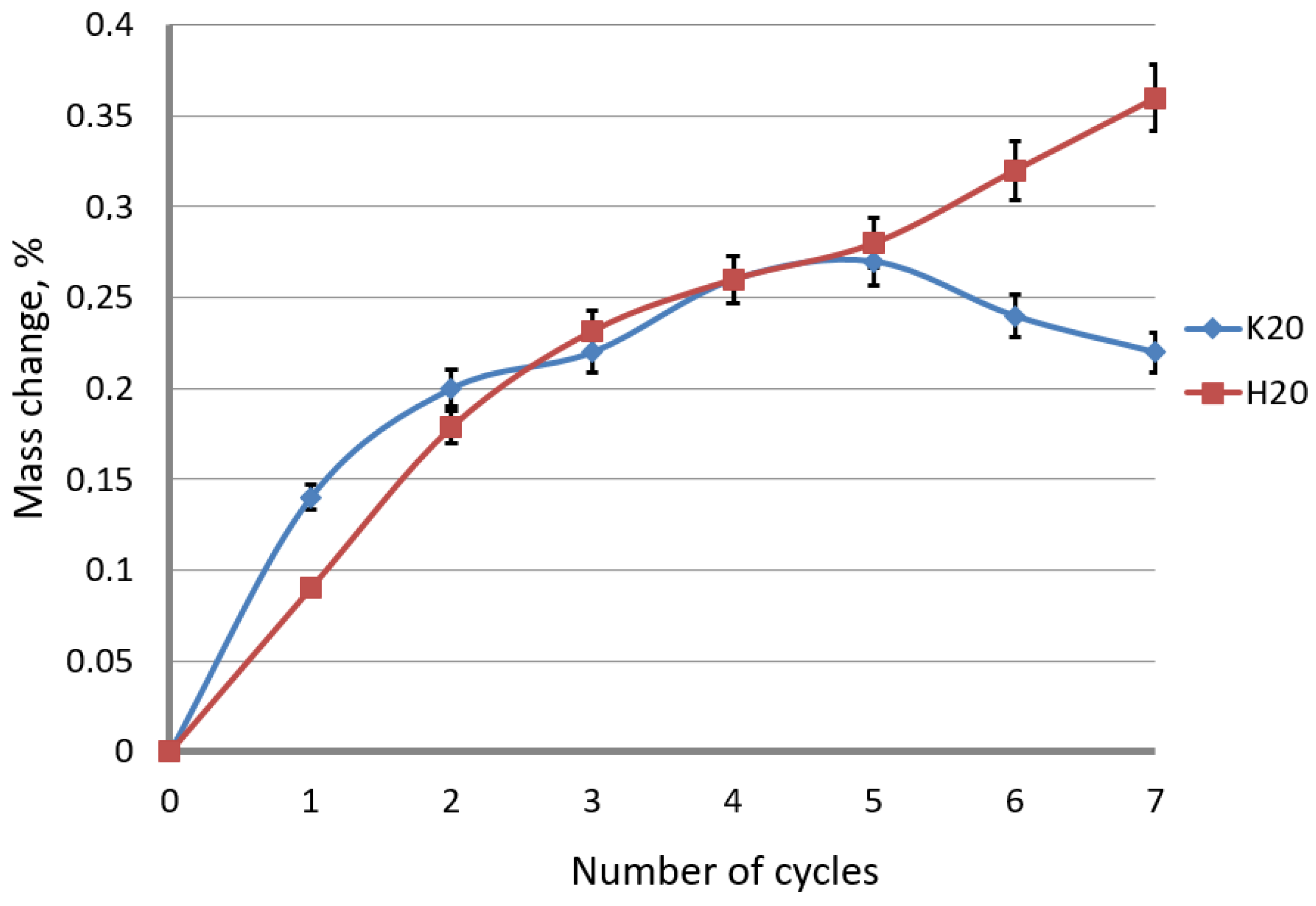
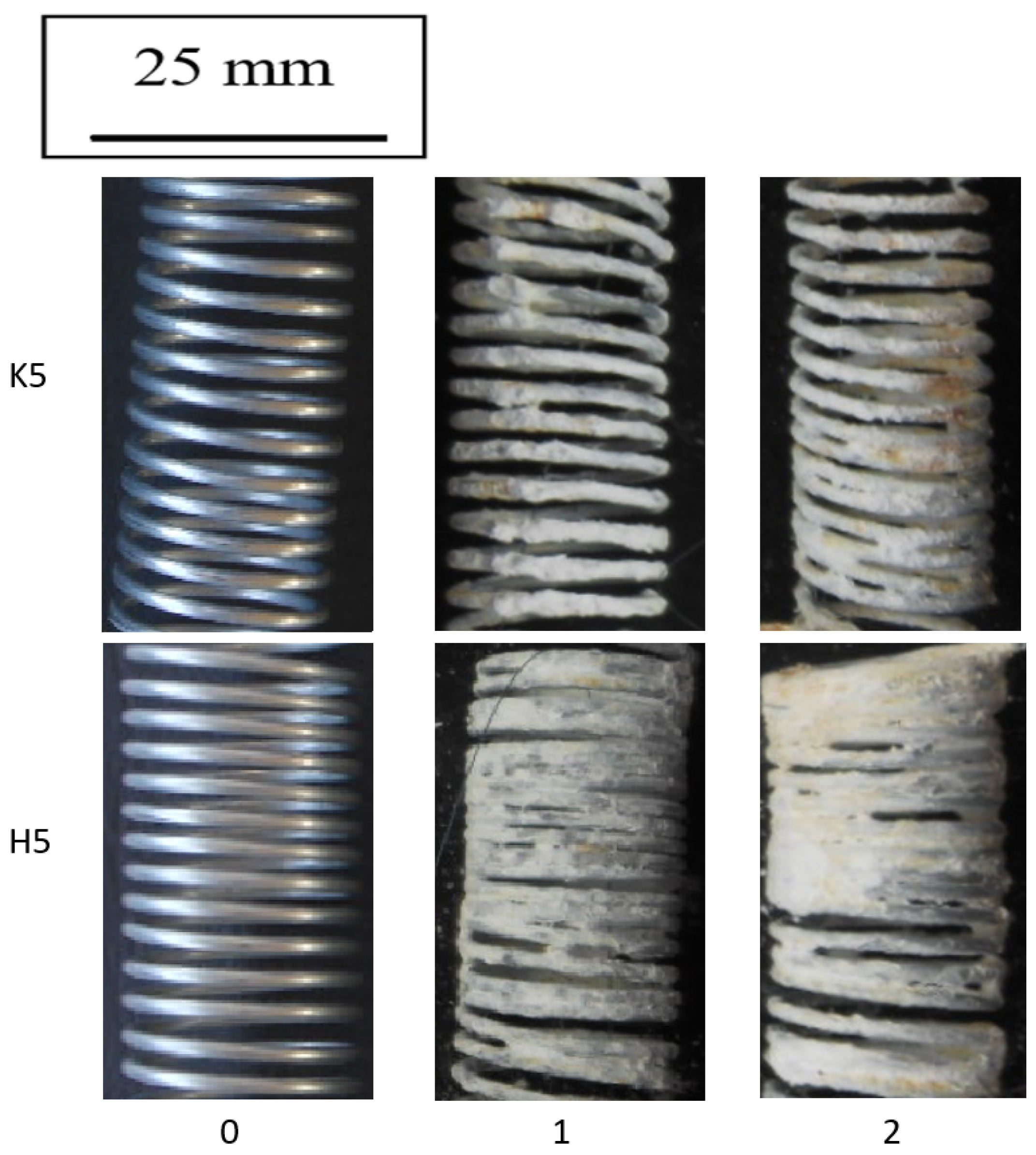
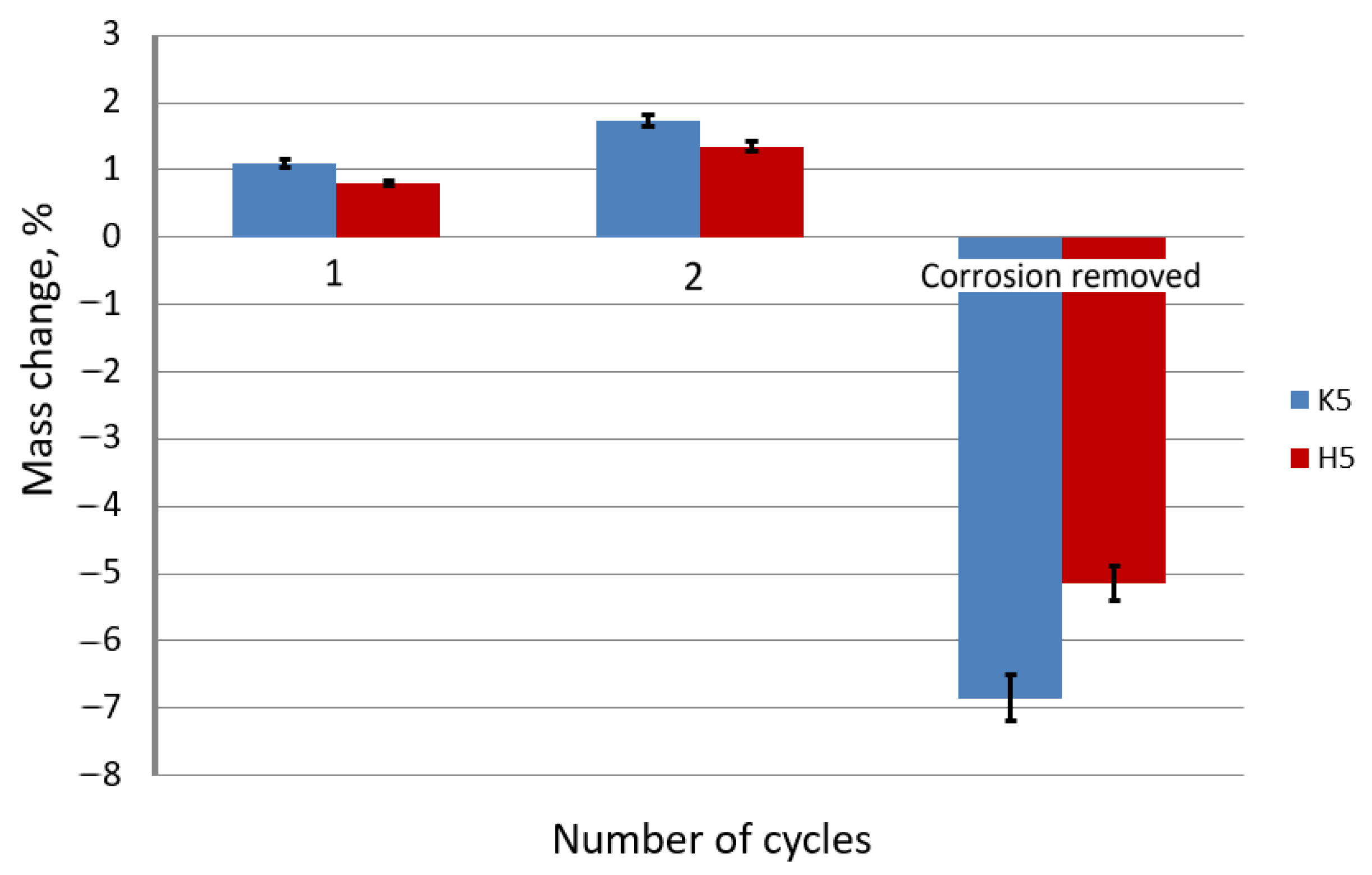
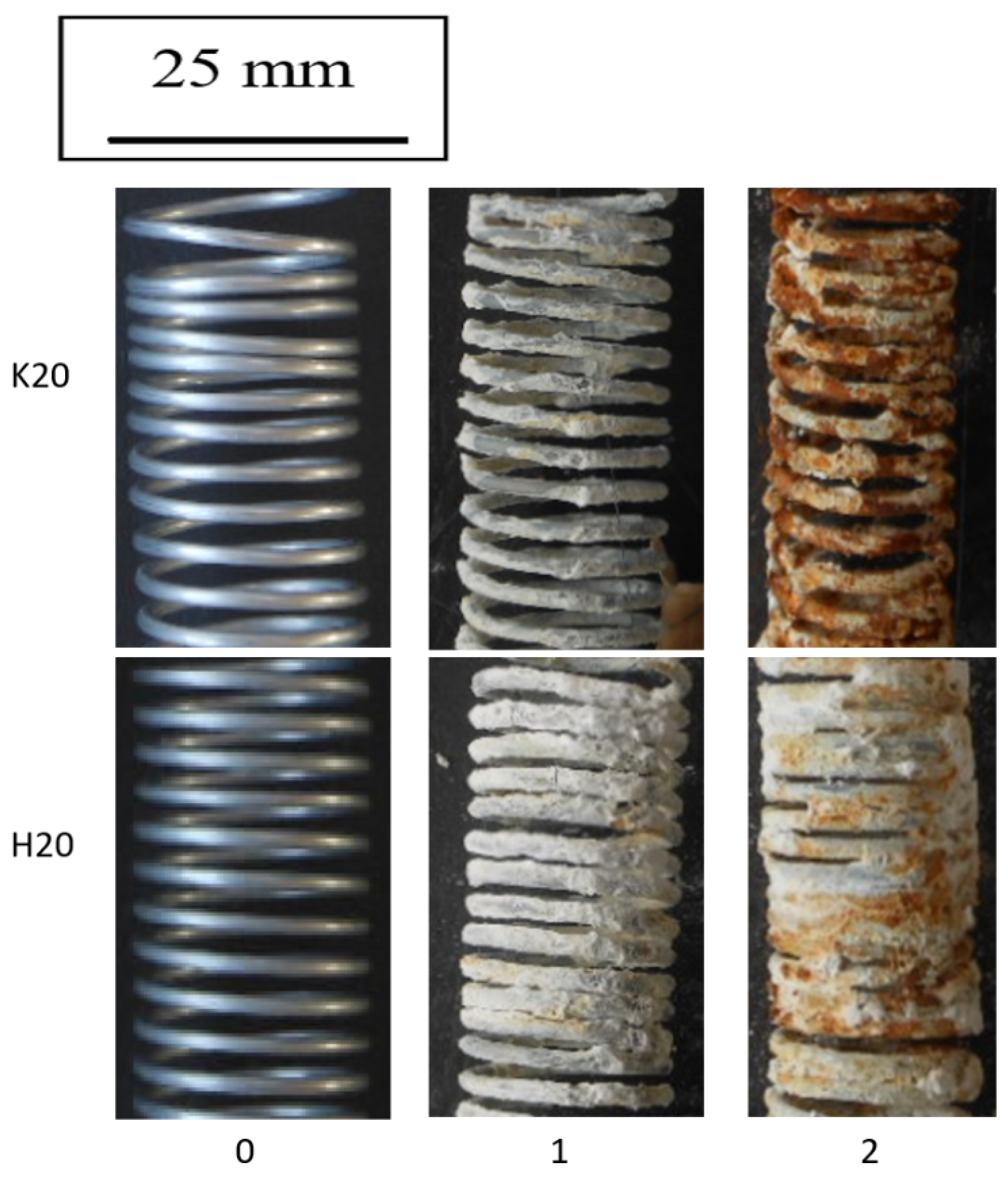
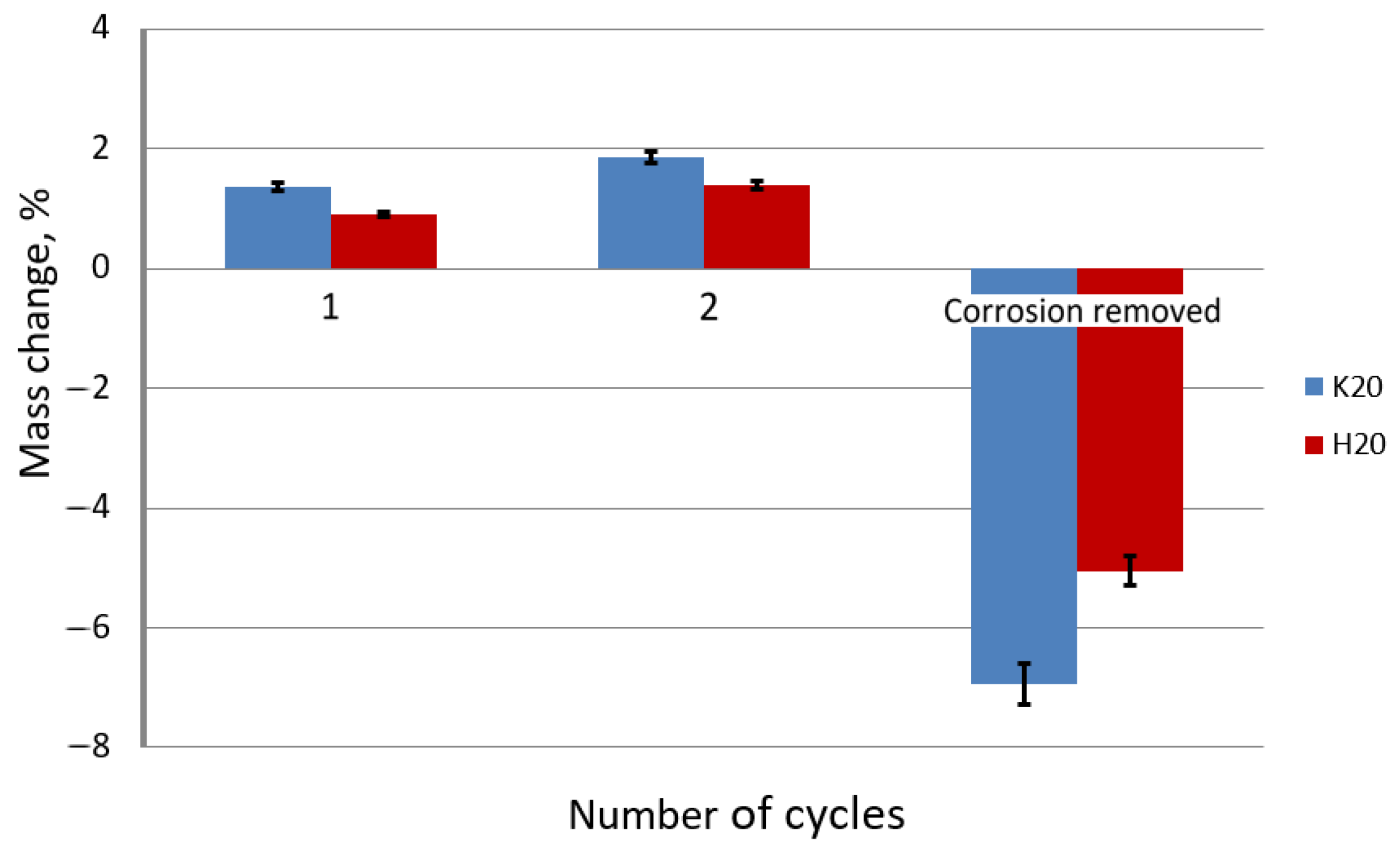
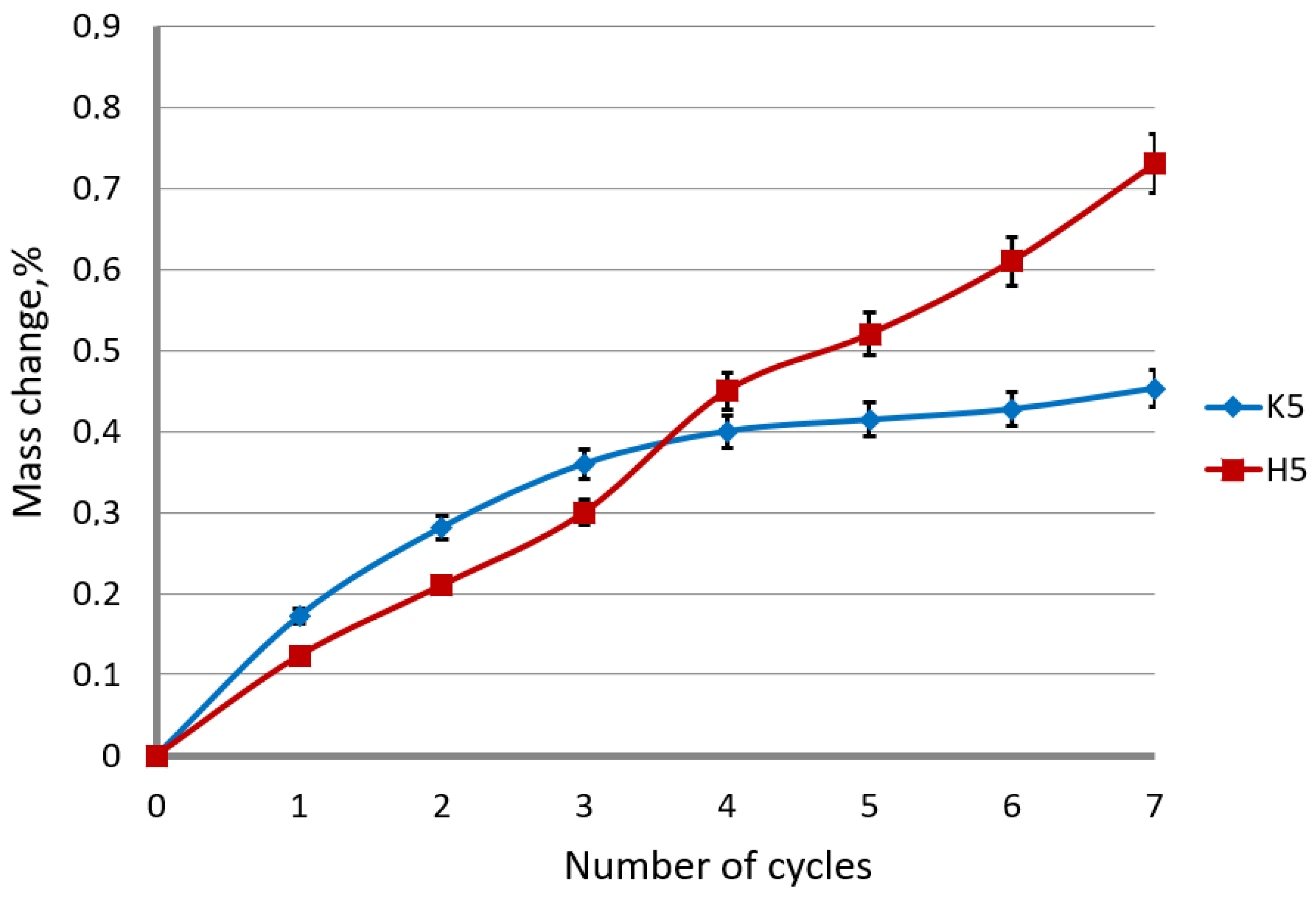
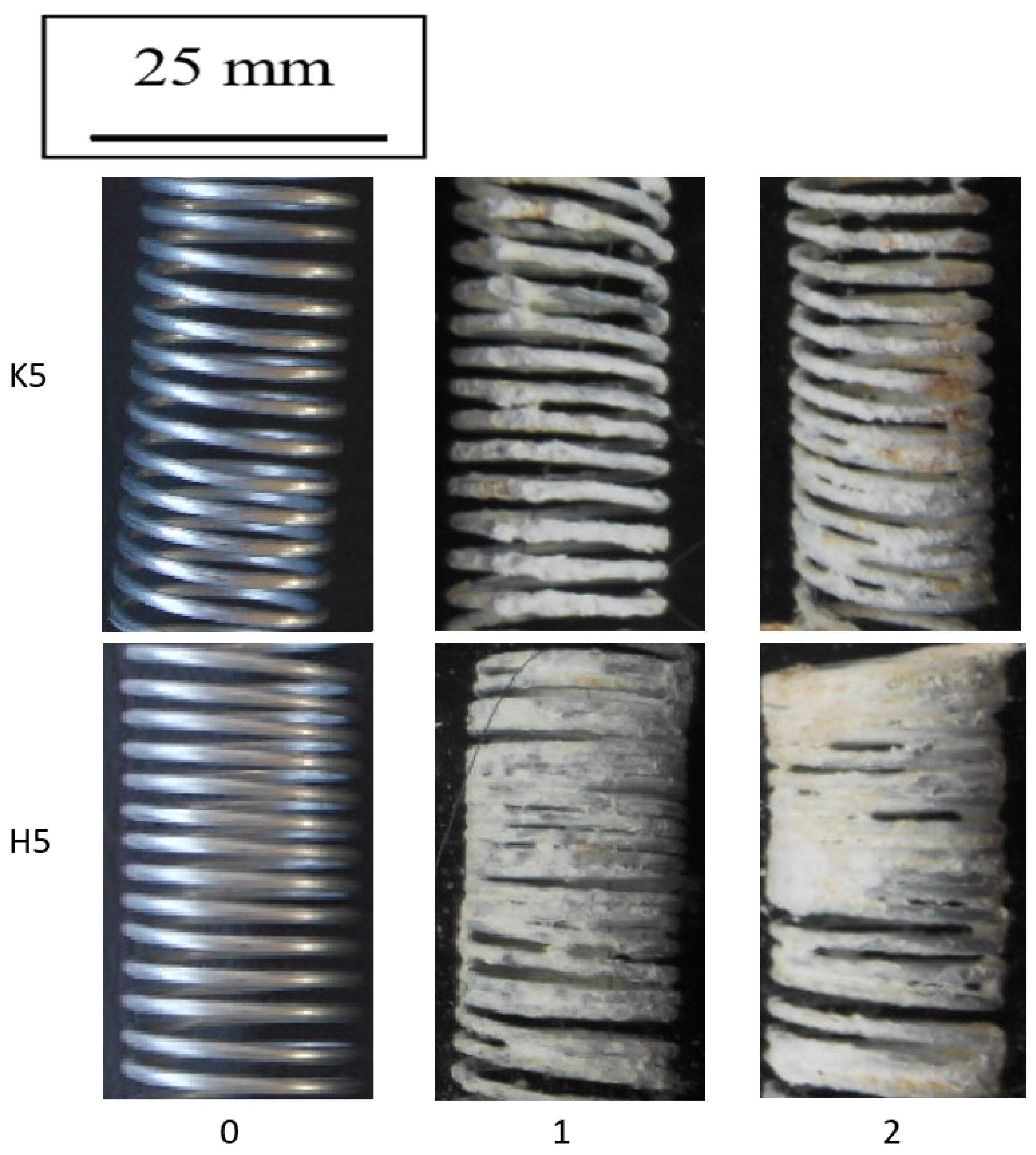
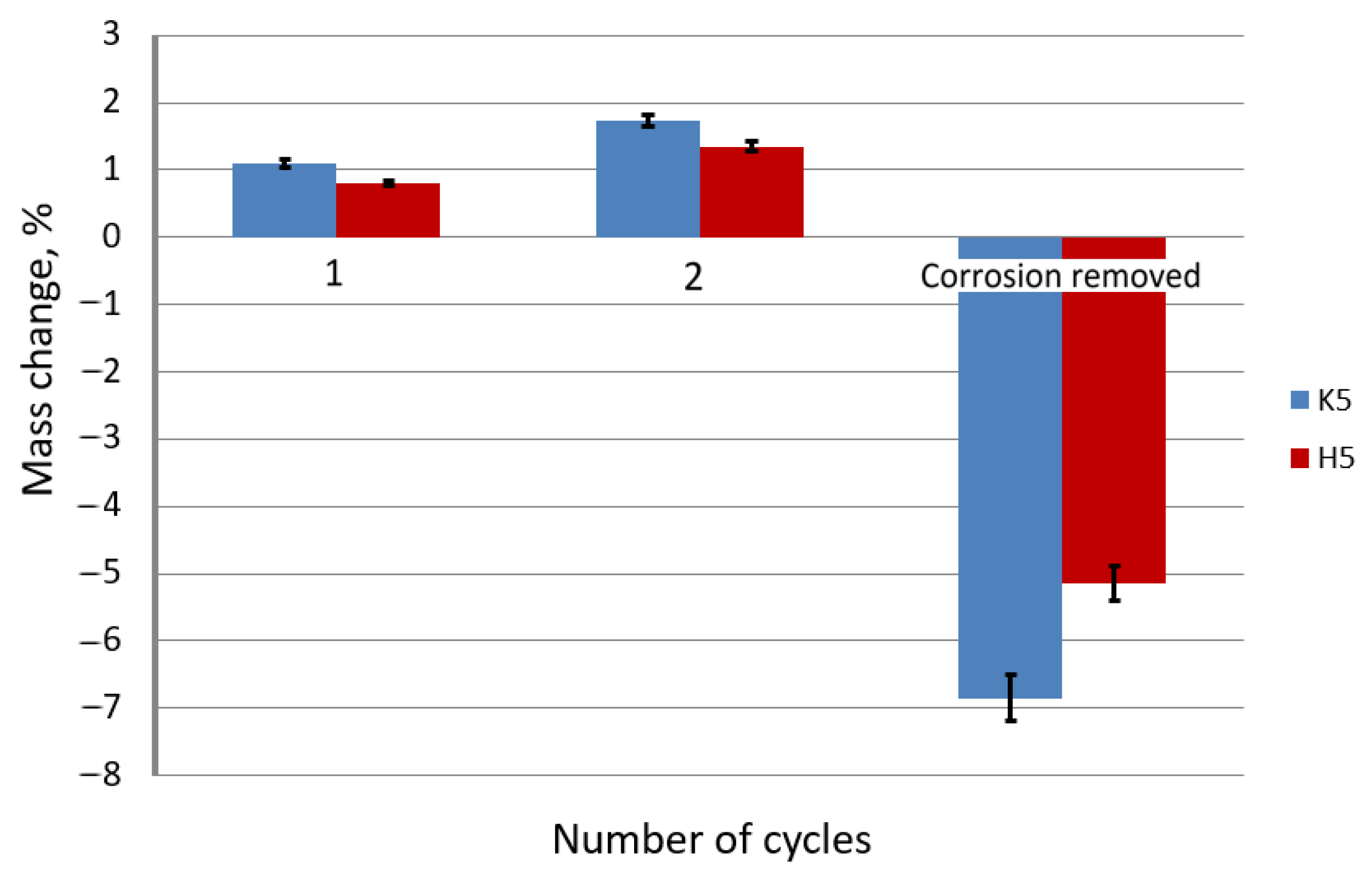
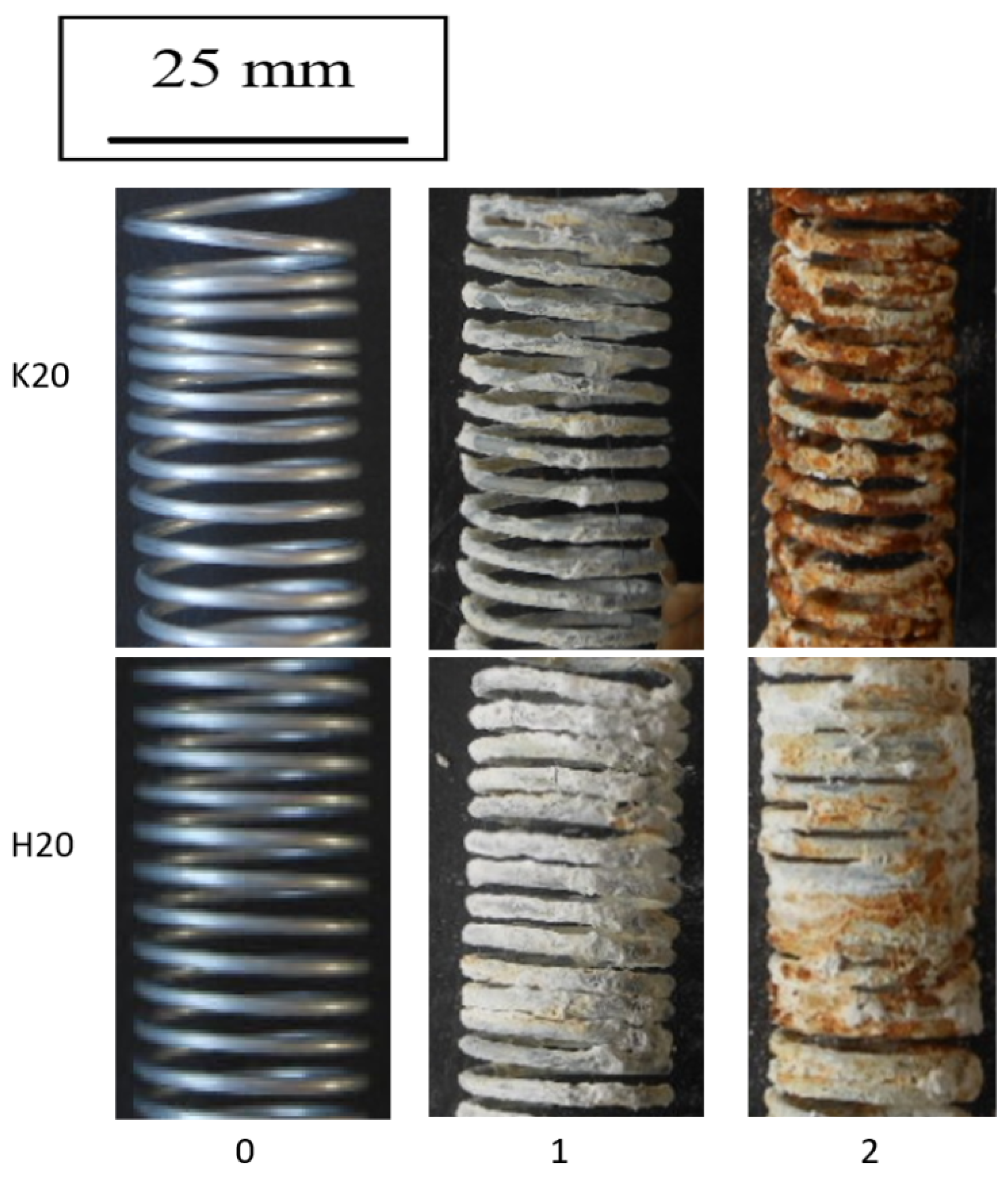
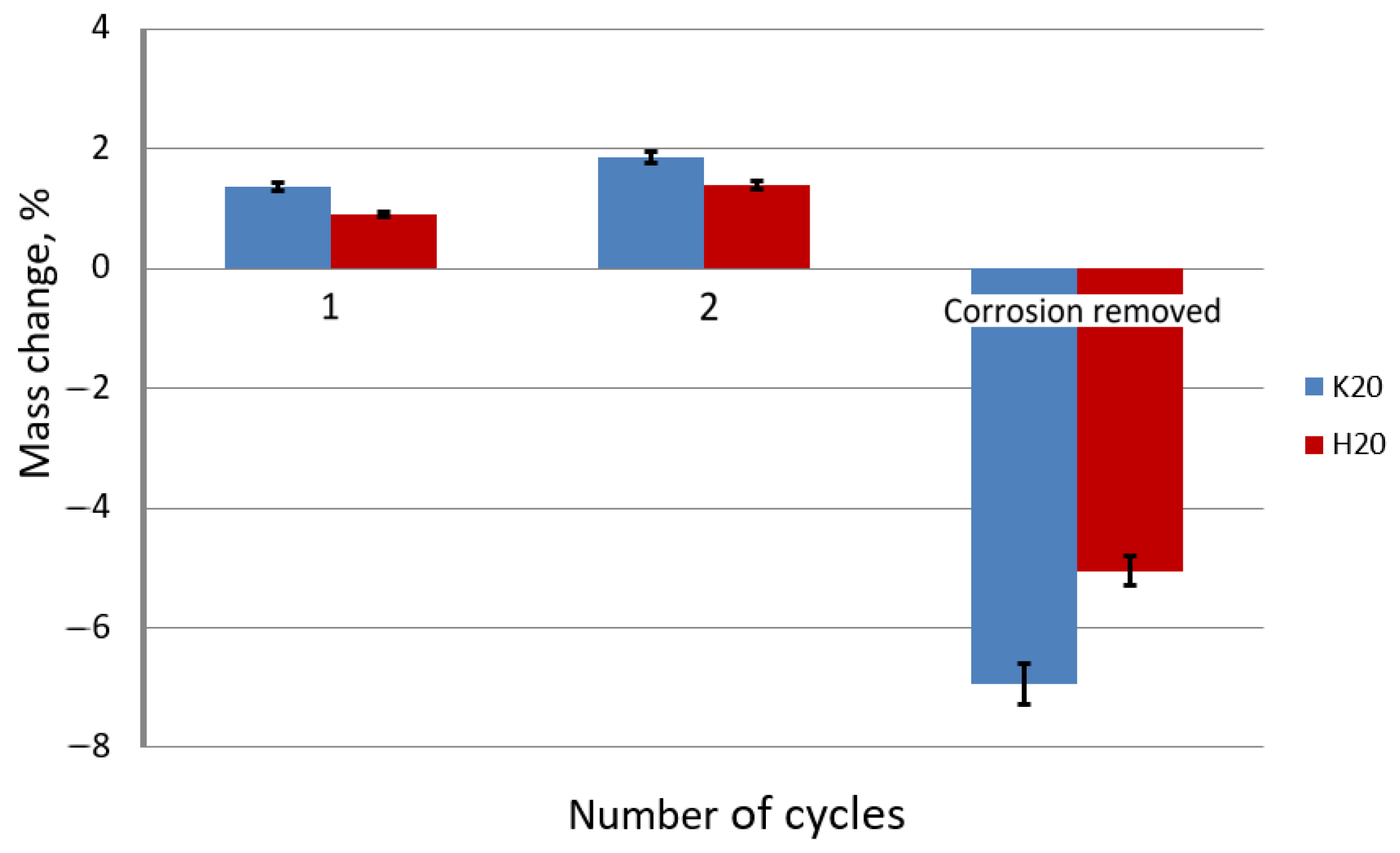
4. Corrosion Tests
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wartacz, R. Analiza Teoretyczno-Doświadczalna Ciągnienia Wielostopniowego Drutów Ocynkowanych Ze Stali C42D, Praca doktorska (Theoretical and Experimental Analysis of the Multistage Drawing of Galvanized Wires from C42D Steel). Ph.D. Thesis, Czestochowa University of Technology, Częstochowa, Poland, 2019. [Google Scholar]
- Duchoslav, J.; Steinberger, R.; Arndt, M.; Keppert, T.; Luckeneder, G.; Stellnberger, K.H.; Hagler, J.; Angeli, G.; Riener, C.K.; Stifter, D. Evolution of the surface chemistry of hot dip galvanized Zn–Mg–Al and Zn coatings on steel during short term exposure to sodium chloride containing environments. Corros. Sci. 2015, 91, 311–320. [Google Scholar] [CrossRef]
- Lin, B.-L.; Lu, J.-T. Kong Gang Effect of molybdate post-sealing on the corrosion resistance of zinc phosphate coatings on hot-dip galvanized steel. Corros. Sci. 2008, 50, 962–967. [Google Scholar] [CrossRef]
- Al-Negheimish, A.; Hussain, R.R.; Alhozaimy, A.; Singh, D.D.N. Corrosion performance of hot-dip galvanized zinc-aluminum coated steel rebars in comparison to the conventional pure zinc coated rebars in concrete environment. Constr. Build. Mater. 2021, 274, 121921. [Google Scholar] [CrossRef]
- Kania, H.; Sipa, J. Microstructure characterization and corrosion resistance of zinc coating obtained on high-strength grade 10.9 bolts using a new thermal diffusion process. Materials 2019, 12, 1400. [Google Scholar] [CrossRef] [PubMed]
- Grandhi, S.; Raja, V.S.; Parida, S. Effect of manganese addition on the appearance, morphology, and corrosion resistance of hot-dip galvanized zinc coating. Surf. Coat. Technol. 2021, 421, 127377. [Google Scholar] [CrossRef]
- Kania, H.; Saternus, M.; Kudláček, J. Structural aspects of decreasing the corrosion resistance of zinc coating obtained in baths with Al, Ni, and Pb additives. Materials 2020, 13, 385. [Google Scholar] [CrossRef]
- Saarimaa, V.; Kaleva, A.; Ismailov, A.; Laihinen, T.; Virtanen, M.; Levänen, E.; Väisänen, P. Corrosion product formation on zinc-coated steel in wet supercritical carbon dioxide. Arab. J. Chem. 2022, 15, 103636. [Google Scholar] [CrossRef]
- Nakhaie, D.; Kosari, A.; Mol, J.M.C.; Asselin, E. Corrosion resistance of hot-dip galvanized steel in simulated soil solution: A factorial design and pit chemistry study. Corros. Sci. 2020, 164, 108310. [Google Scholar] [CrossRef]
- Thierry, D.; Persson, D.; Le Bozec, N. Atmospheric Corrosion of Zinc and Zinc Alloyed Coated Steel; Wandelt, K., Ed.; Encyclopedia of Interfacial Chemistry; Elsevier: Amsterdam, The Netherlands, 2018; pp. 55–78. [Google Scholar] [CrossRef]
- Persson, D.; Thierry, D.; Karlsson, O. Corrosion and corrosion products of hot dipped galvanized steel during long term atmospheric exposure at different sites world-wide. Corros. Sci. 2017, 126, 152–165. [Google Scholar] [CrossRef]
- LeBozec, N.; Thierry, D.; Persson, D.; Riener, C.K.; Luckeneder, G. Influence of microstructure of zinc-aluminium-magnesium alloy coated steel on the corrosion behavior in outdoor marine atmosphere. Surf. Coat. Technol. 2019, 374, 897–909. [Google Scholar] [CrossRef]
- Meeusen, M.; Zardet, L.; Homborg, A.M.; Lekka, M.; Andreatta, F.; Fedrizzi, L.; Boelen, B.; Mol, J.M.C.; Terryn, H. The effect of time evolution and timing of the electrochemical data recording of corrosion inhibitor protection of hot-dip galvanized steel. Corros. Sci. 2020, 173, 108780. [Google Scholar] [CrossRef]
- Wint, N.; Eaves, D.; Williams, G.; McMurray, H.N. The use of anion exchange pigments to inhibit the filiform corrosion of zinc-aluminium-magnesium coated steel. Corros. Sci. 2021, 193, 109886. [Google Scholar] [CrossRef]
- Kartsonakis, I.A.; Balaskas, A.C.; Koumoulos, E.P.; Charitidis, C.A.; Kordas, G.C. Incorporation of ceramic nanocontainers into epoxy coatings for the corrosion protection of hot dip galvanized steel. Corros. Sci. 2012, 57, 30–41. [Google Scholar] [CrossRef]
- Golis, B. Methods of Assessing Selected Properties of Galvanized and Non-Galvanized Linear Wires; Metal Products; Research and Development Center of the Metal Products Industry in Krakow: Krakow, Poland, 1984; Volume 2, pp. 1–30. (In Polish) [Google Scholar]
- Gelfi, M.; Solazzi, L.; Poli, S. Influence of the Manufacturing Process on Defects in the Galvanized Coating of High Carbon Steel Wires. Materials 2017, 10, 264. [Google Scholar] [CrossRef]
- Townsend, H.E. Hydrogen Sulfide Stress Corrosion Cracking of High Strength Steel Wire. Corrosion 1972, 28, 39–46. [Google Scholar] [CrossRef]
- Romaine, A.; Crozet, M.; Mary, N.; Normand, B.; Chassagne, M.; Dufour, F. Importance of the surface and environmental conditions on the corrosion behavior of brass, steel and brass coated steel wires and brass coated steel cords. Corros. Sci. 2020, 177, 108966. [Google Scholar] [CrossRef]
- Marder, A.R. The Metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Chang, S.; Shin, J.C. The Effect of antymony additions on hot dip galvanized coatings. Corros. Sience 1994, 36, 1425–1436. [Google Scholar] [CrossRef]
- Liberski, P. Antykorozyjne Powłoki Zanurzeniowe; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2013. (In Polish) [Google Scholar]
- Culcasi, J.D.; Seré, P.R.; Elsner, C.I.; Di Sarli, A.R. Control of the growth of zinc–iron phases in the hot-dip galvanizing process. Surf. Coat. Technol. 1999, 122, 21–23. [Google Scholar] [CrossRef]
- Tkaczyk, S.; Balcerowska, B.; Ozgowicz, W.; Rydarowski, H.; Szota, J. Powłoki ochronne. Skrypt Politechniki Śląskiej, nr 2024; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 1997. (In Polish) [Google Scholar]
- Foct, J.; Perrot, P.; Reumont, G. Interpretation of role of silicon on the galvanizing reactions based on kinetics, morphology and thermodynamics. Scr. Metall. Et Mater. 1993, 28, 1195–1200. [Google Scholar] [CrossRef]
- Kania, H.; Mendala, J.; Kozuba, J.; Saternus, M. Development of bath chemical composition for batch hot-dip galvanizing—A review. Materials 2020, 13, 4168. [Google Scholar] [CrossRef] [PubMed]
- Järvinen, H.; Honkanen, M.; Patnamsetty, M.; Järn, S.; Heinonen, E.; Jiang, H.; Peura, P. Press hardening of zinc-coated boron steels: Role of steel composition in the development of phase structures within coating and interface regions. Surf. Coat. Technol. 2018, 352, 378–391. [Google Scholar] [CrossRef]
- Li, P.; Qian, J.; Zhang, W.; Schille, C.; Schweizer, E.; Heiss, A.; Klotz, U.E.; Scheideler, L.; Wan, G.; Geis-Gerstorfer, J. Improved biodegradability of zinc and its alloys by sandblasting treatment. Surf. Coat. Technol. 2021, 405, 126678. [Google Scholar] [CrossRef]
- Pinto, G.; Silva, F.J.G.; Baptista, A.; Fecheira, J.S.; Campilho, R.D.S.G.; Viana, F. Studying the ZnO formation in coated steel wire ropes for the automotive industry. Procedia Manuf. 2020, 51, 912–919. [Google Scholar] [CrossRef]
- Yang, H.; Zhang, S.; Li, J.; Liu, X.; Wang, H. Effect of strip entry temperature on the formation of interfacial layer during hot-dip galvanizing of press-hardened steel. Surf. Coat. Technol. 2014, 240, 269–274. [Google Scholar] [CrossRef]
- Kania, H.; Saternus, M.; Kudláček, J.; Svoboda, J. Microstructure characterization and corrosion resistance of zinc coating obtained in a Zn-AlNiBi galvanizing bath. Coatings 2020, 10, 758. [Google Scholar] [CrossRef]
- Wright, R.N. Wire technology. In Process Engineering and Metallurgy; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Wright, R.N. Physical conditions in the lubricant layer. Wire J. Int. 1997, 8, 88–92. [Google Scholar]
- Damm, H. Dry drawing lubricants and borax. Wire J. Intern. 2011, 10, 68–70. [Google Scholar]
- Lee, S.K.; Ko, D.C.; Kim, B.M. Pass schedule of wire drawing process to prevent delamination for high strength steel cord wire. Mater. Des. 2009, 30, 2919–2927. [Google Scholar] [CrossRef]
- Kim, J.-H.; Ko, D.-C.; Kim, B.-M. New tandem drawing process through non-driven four roll-die and converging die. J. Mater. Processing Technol. 2019, 263, 470–478. [Google Scholar] [CrossRef]
- Lee, S.-K.; Lee, S.-B.; Kim, B.-M. Process design of multi-stage wet wire drawing for improving the drawing speed for 0.72wt% C steel wire. J. Mater. Processing Technol. 2010, 210, 776–783. [Google Scholar] [CrossRef]
- Celano, G.; Fichera, S.; Fratini, L.; Micari, F. The application of AI techniques in the optimal design of multi-pass cold drawing processes. J. Mater. Processing Technol. 2001, 113, 680–685. [Google Scholar] [CrossRef]
- Suliga, M. The Analysis of the High Speed Wire Drawing Process of High Carbon Steel Wires Under Hydrodynamic Lubrication Conditions. Arch. Metall. Mater. 2015, 60, 403–408. [Google Scholar] [CrossRef]
- Suliga, M.; Wartacz, R.; Hawryluk, M. The Multi-Stage Drawing Process of Zinc-Coated Medium-Carbon Steel Wires in Conventional and Hydrodynamic Dies. Materials 2020, 13, 4871. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Draw No. | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|---|
| φ, mm | 5.50 | 4.73 | 4.10 | 3.57 | 3.13 | 2.77 | 2.46 | 2.20 |
| Gp, % | - | 26.04 | 24.86 | 24.18 | 23.13 | 21.68 | 21.13 | 20.02 |
| Gc, % | - | 26.04 | 44.43 | 57.87 | 67.61 | 74.64 | 79.99 | 84.00 |
| v, m/s | - | 1.06 | 1.43 | 1.90 | 2.47 | 3.15 | 4.00 | 5 |
| 2.12 | 2.86 | 3.80 | 4.94 | 6.31 | 8.00 | 10 | ||
| 3.17 | 4.28 | 5.70 | 7.41 | 9.46 | 12.00 | 15 | ||
| 4.22 | 5.70 | 7.59 | 9.88 | 12.62 | 16.00 | 20 |
| Drawing Method | Marking | v, m/s | Variant | δ, g/m2 |
|---|---|---|---|---|
| Conventional | K | 5 | K5 | 215 |
| 10 | K10 | 176 | ||
| 15 | K15 | 159 | ||
| 20 | K20 | 127 | ||
| Hydrodynamic | H | 5 | H5 | 223 |
| 10 | H10 | 202 | ||
| 15 | H15 | 204 | ||
| 20 | H20 | 186 |
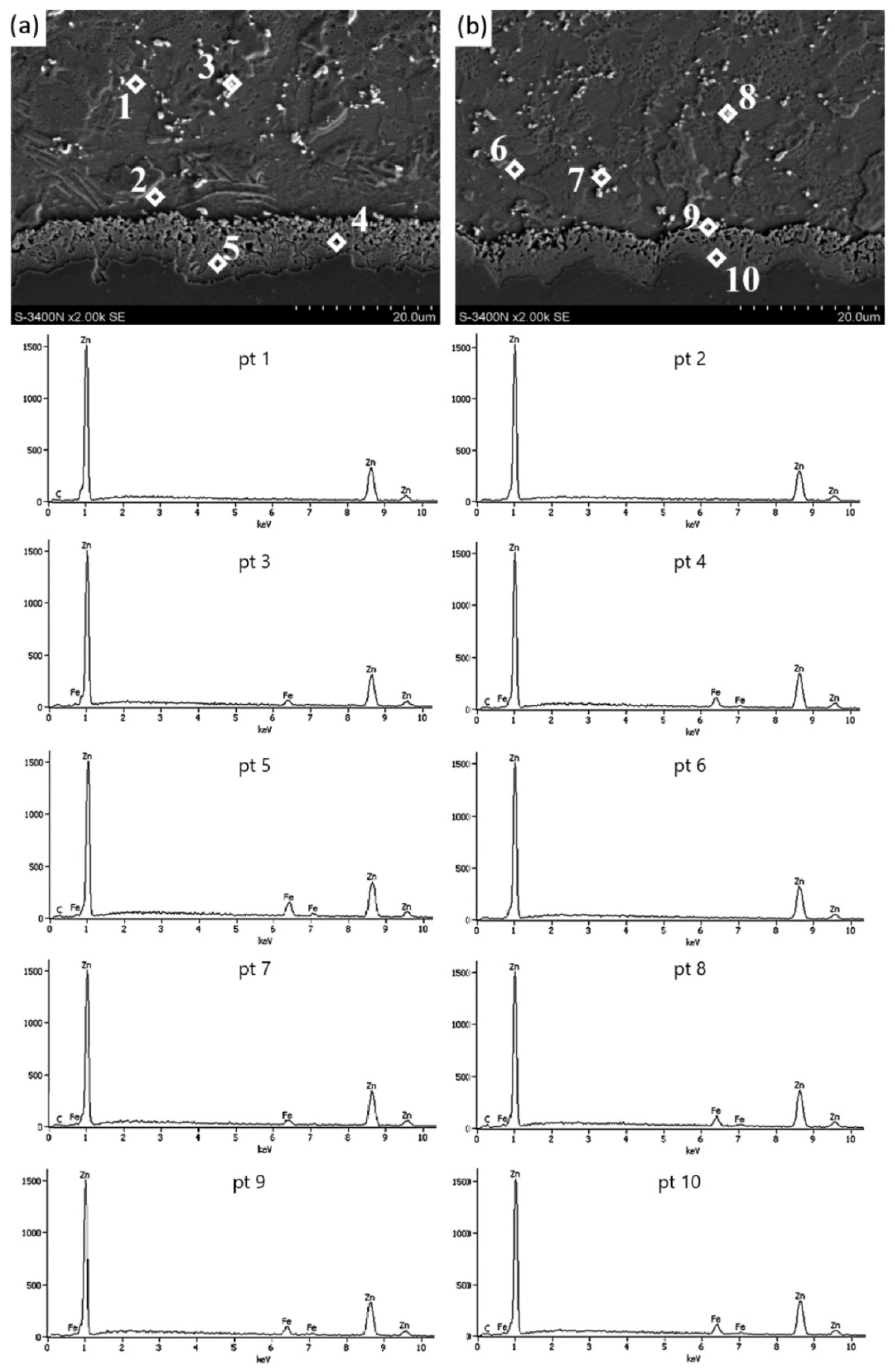
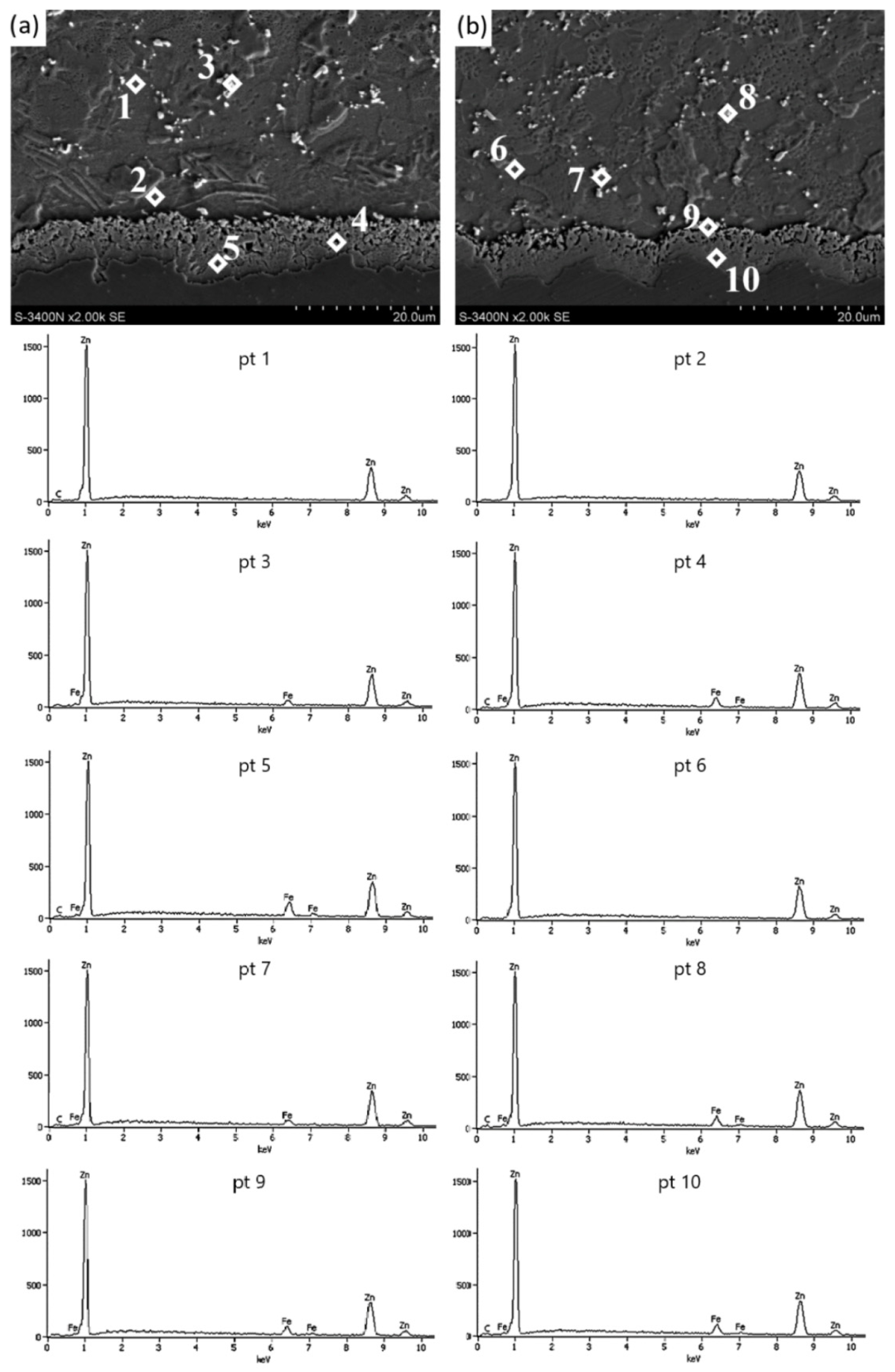
| Point of Measure | Content of Elements | |||
|---|---|---|---|---|
| Fe-K | Zn-K | |||
| %Mass | %at. | %Mass | %at. | |
| point 1 | - | - | 100.0 | 100.0 |
| point 2 | - | - | 100.0 | 100.0 |
| point 3 | 4.8 | 5.6 | 95.2 | 94.4 |
| point 4 | 7.1 | 8,2 | 92.9 | 91.8 |
| point 5 | 10.0 | 11.5 | 90.0 | 88.5 |
| point 6 | - | - | 100.0 | 100.0 |
| point 7 | 4.7 | 5.4 | 95.3 | 94.6 |
| point 8 | 6.8 | 7.9 | 93.2 | 92.1 |
| point 9 | 6.9 | 8.0 | 93.1 | 92.0 |
| point 10 | 7.6 | 8.8 | 92.4 | 91.2 |
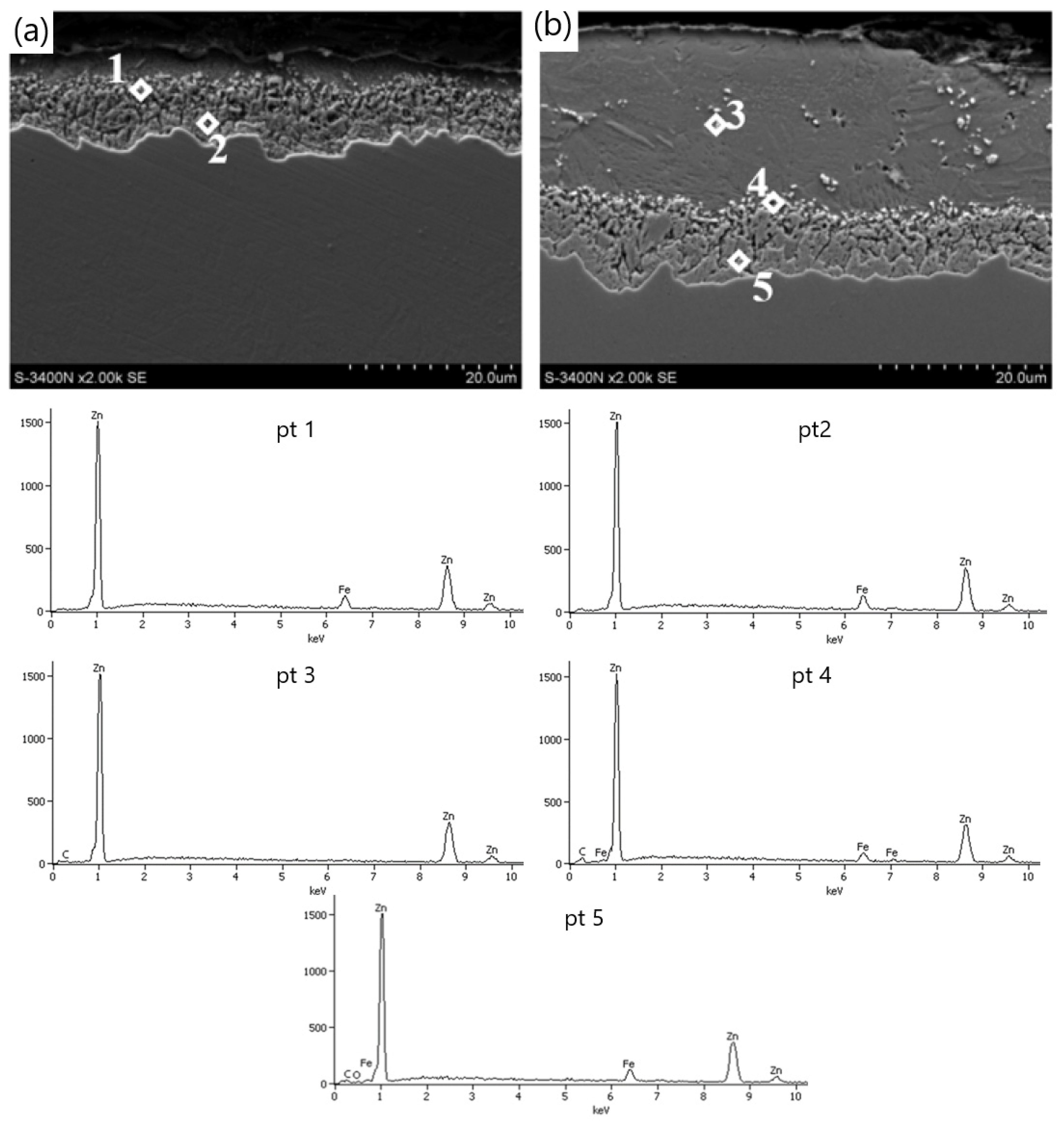
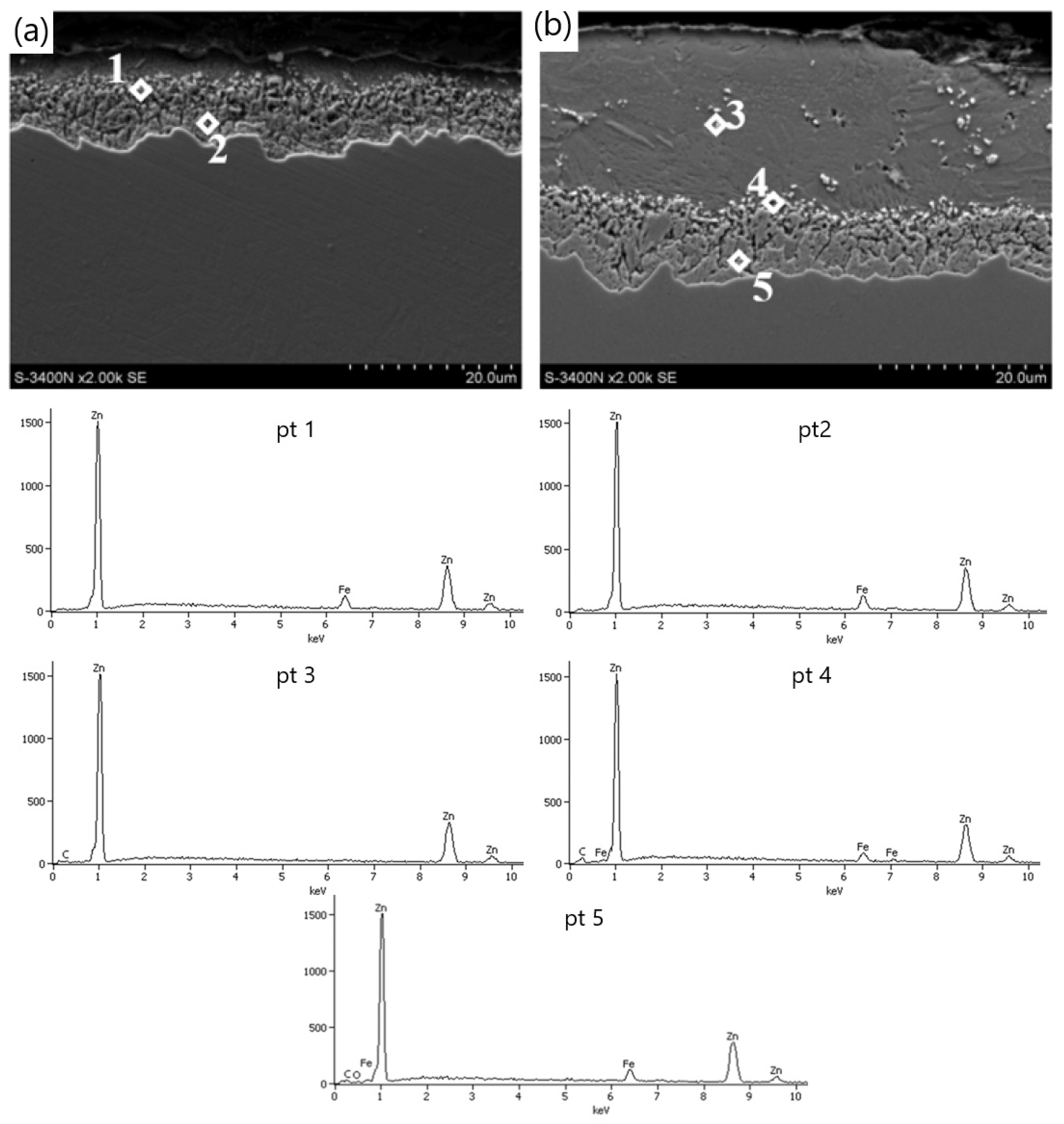
| Point of Measure | Content of Elements | |||
|---|---|---|---|---|
| Fe-K | Zn-K | |||
| %Mass | %at. | %Mass | %at. | |
| point 1 | 7.5 | 8.7 | 92.5 | 91.3 |
| point 2 | 9.2 | 10.6 | 90.8 | 89.4 |
| point 3 | - | - | 100.0 | 100.0 |
| point 4 | 6.0 | 6.9 | 94.0 | 93.1 |
| point 5 | 8.0 | 9.2 | 92.0 | 90.8 |
| point 6 | 10.2 | 11.8 | 89.8 | 88.2 |
| point 7 | 1.6 | 1.9 | 98.4 | 98.1 |
| point 8 | - | - | 100.0 | 100.0 |
| point 9 | 10.8 | 12.4 | 89.2 | 87.6 |
| point 10 | 6.4 | 7.4 | 93.6 | 92.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suliga, M.; Wartacz, R.; Hawryluk, M.; Kostrzewa, J. The Effect of Drawing in Conventional and Hydrodynamic Dies on Structure and Corrosion Resistance of Hot-Dip Galvanized Zinc Coatings on Medium-Carbon Steel Wire. Materials 2022, 15, 6728. https://doi.org/10.3390/ma15196728
Suliga M, Wartacz R, Hawryluk M, Kostrzewa J. The Effect of Drawing in Conventional and Hydrodynamic Dies on Structure and Corrosion Resistance of Hot-Dip Galvanized Zinc Coatings on Medium-Carbon Steel Wire. Materials. 2022; 15(19):6728. https://doi.org/10.3390/ma15196728
Chicago/Turabian StyleSuliga, Maciej, Radosław Wartacz, Marek Hawryluk, and Joanna Kostrzewa. 2022. "The Effect of Drawing in Conventional and Hydrodynamic Dies on Structure and Corrosion Resistance of Hot-Dip Galvanized Zinc Coatings on Medium-Carbon Steel Wire" Materials 15, no. 19: 6728. https://doi.org/10.3390/ma15196728
APA StyleSuliga, M., Wartacz, R., Hawryluk, M., & Kostrzewa, J. (2022). The Effect of Drawing in Conventional and Hydrodynamic Dies on Structure and Corrosion Resistance of Hot-Dip Galvanized Zinc Coatings on Medium-Carbon Steel Wire. Materials, 15(19), 6728. https://doi.org/10.3390/ma15196728