Cavitation Resistance, Microstructure, and Surface Topography of Plasma Nitrided Nimonic 80 A Alloy


 and
and
Abstract
:1. Introduction
- the formation of a wear-resistant thin layer, with high hardness (HV = 700–1200 daN/mm2);
- the generation of a surface layer with good adhesion to the substrate;
- an increase of long-term fatigue resistance, due to the compression stresses developed in the surface layer;
- improved surface properties to cavitation erosion and corrosion in atmospheric air, water, vapours, etc.;
- higher resistance to soaking up to temperatures of between 500 and 550 °C.
2. Experimental Procedure
3. Results and Discussions
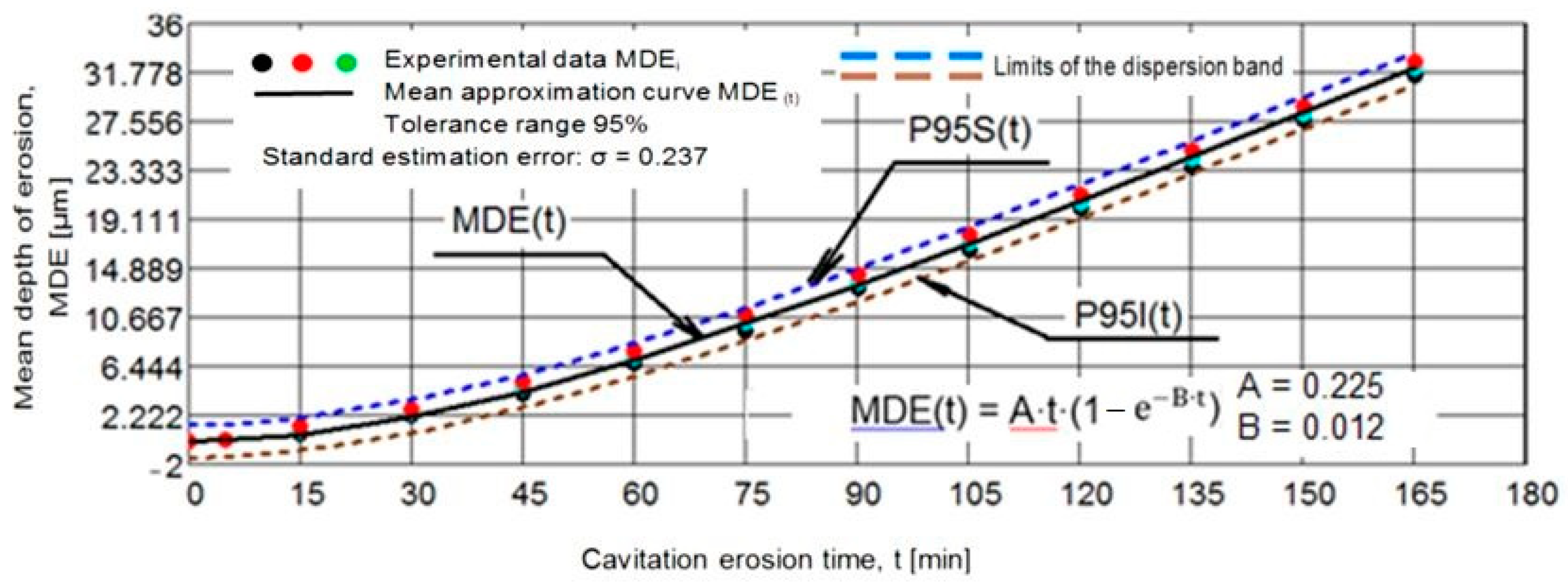
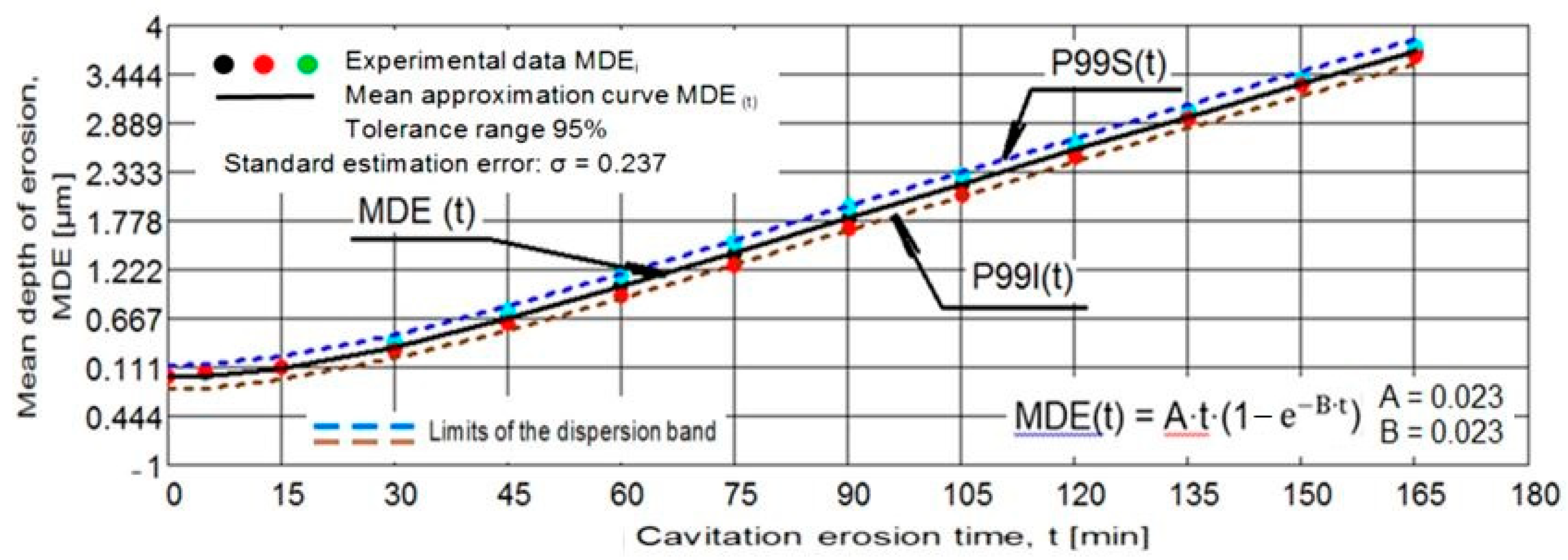
3.1. Cavitation Curves
- in the first 30 min of cavitation, the surface is less affected and withstands the stress induced by the shocks generated by the impact with the cavitation micro-jets. The losses are limited and reflect only the destruction of the roughness left after the technological polishing process at Ra = 0.4 µm. Basically, in this interval, the force of the shocks extends the networks of microcracks associated with the phenomenon of fatigue due to cyclic contractions that manifest during the cavitational cycle. After this period, the sample surface subjected to solution treatment starts to intensely degrade (Figure 4a), while in the nitrided samples, an erosion ring is generated (Figure 4b). The ring is characterised by small craters and caverns of pitting-like shape. It becomes wider and wider and extends to the centre of the specimen. Another aspect observed is the lack of caverns arranged stellar configuration towards the periphery, as can be seen for the samples in the solution treatment state (Figure 4b compared to Figure 4a);
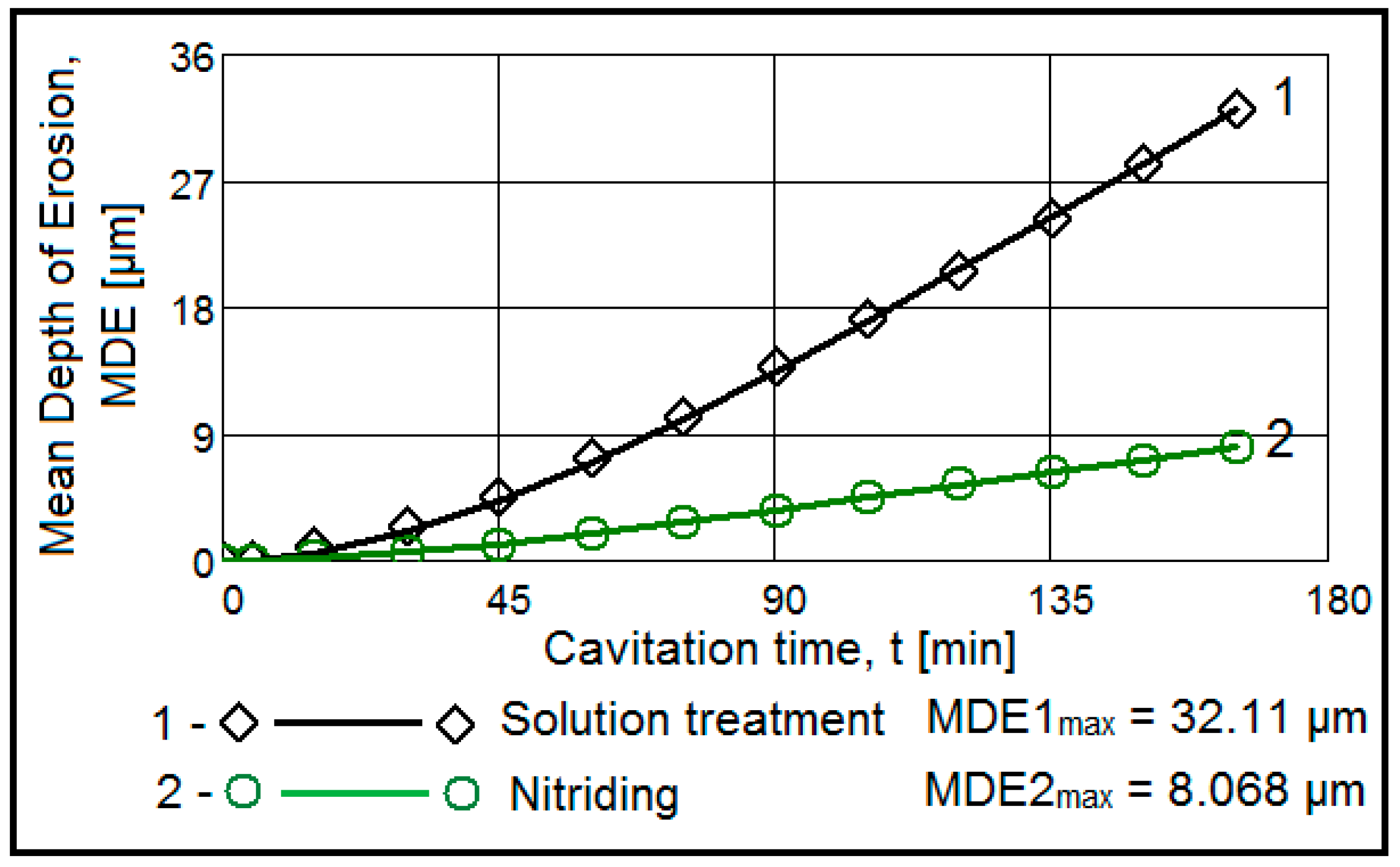
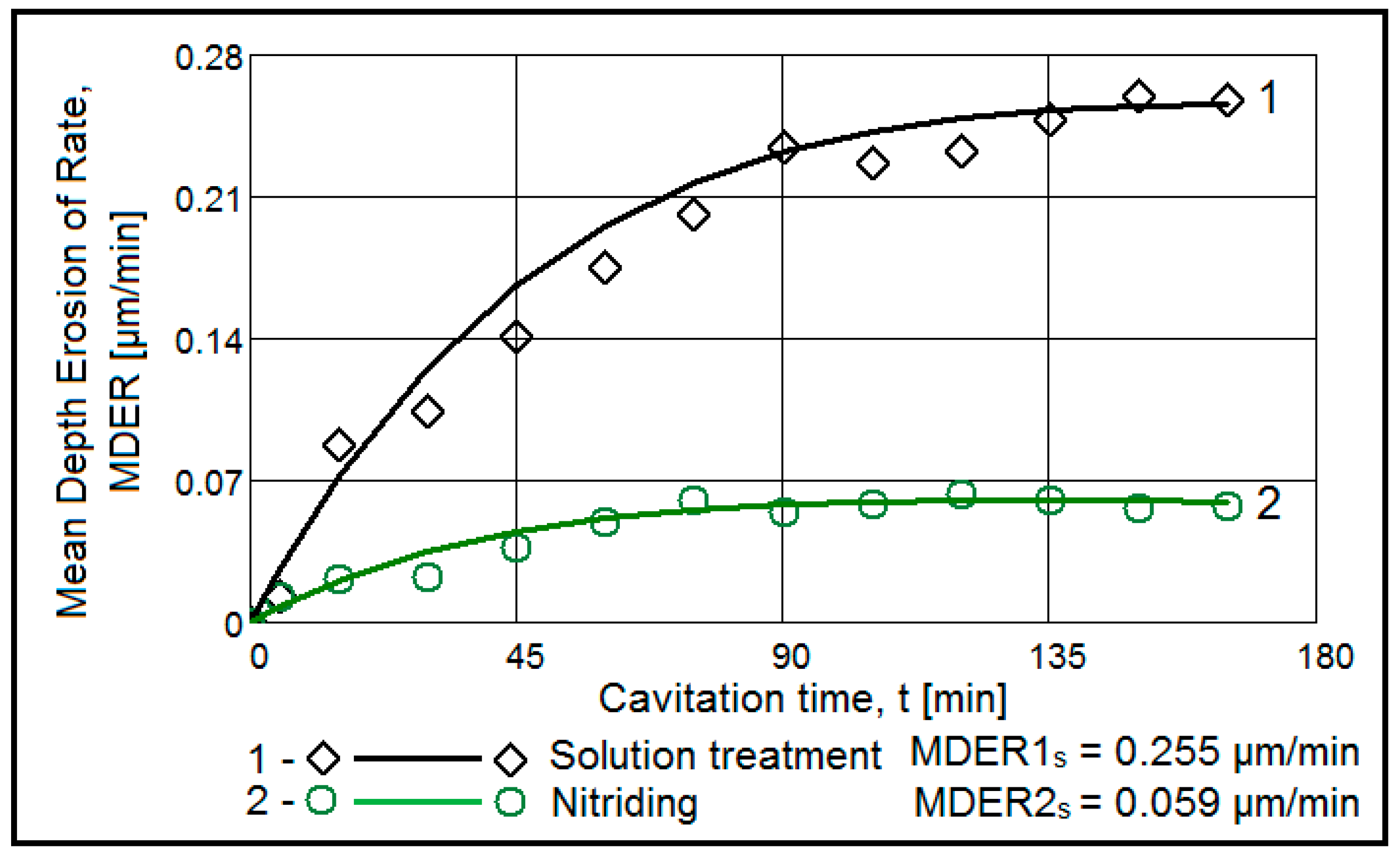
- by using the nitriding thermochemical treatment, the surface resistance to the erosion generated by the microjets developed through the vibrating cavitation increases substantially. Thus, the mean depth of erosion, MDE, (Figure 2), after 165 min of exposure to cavitation and the final constant value (also at 165 min), at which the mean penetration of erosion rate tends to stabilize, MDER, (Figure 3) decrease approximately ten times and six times, respectively;
- the high cavitation resistance of the nitrided layer is confirmed by both the reduced and uniform dispersion of the experimental points towards the mediation curves (very expressive in Figure 3), as well as by the linearization of the MDE(t) curve and the stabilisation of the MDER(t) rate at the maximum value starting with the 60th min. In solution heat-treated samples, this phenomenon starts after 90 min of cavitation.

3.2. Roughness of Cavitation Tested Surfaces
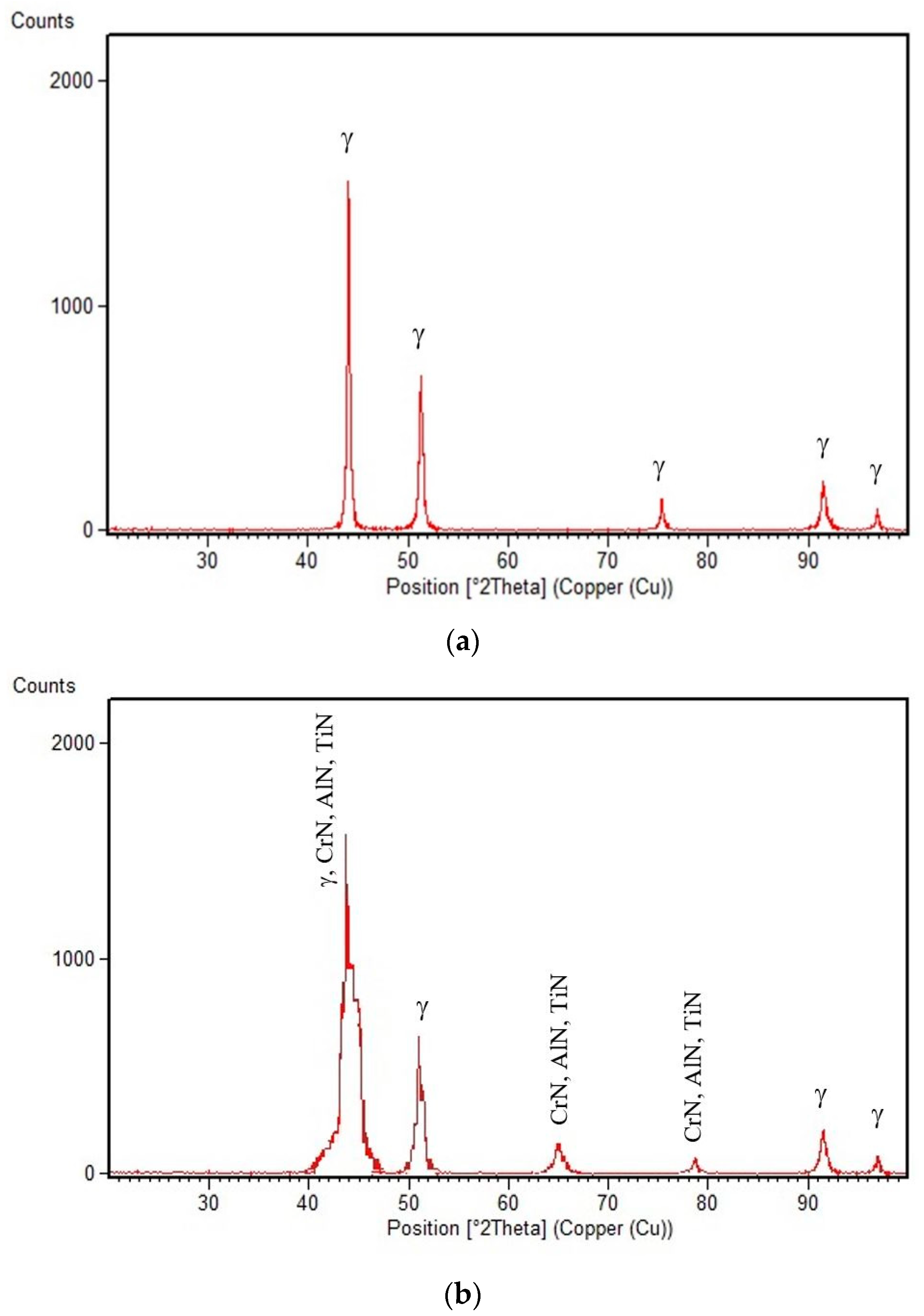
3.3. Micrographic and X-ray Diffraction Analysis
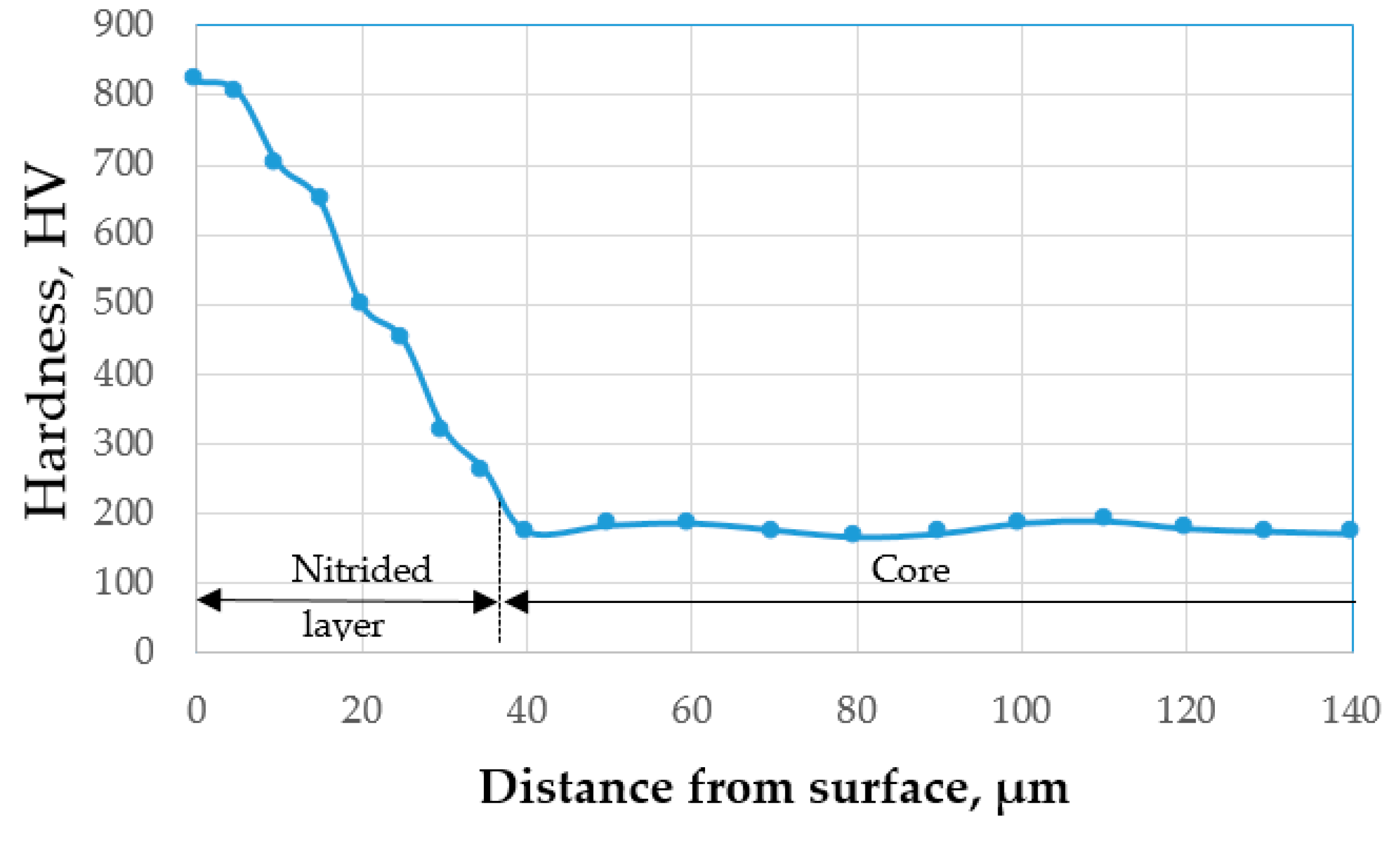
- a chemical combinations zone having a light and extremely thin colour, of approximately 3–5 μm; surface hardness had values from 790–820 HV5, more than three times higher than the base material (176–188 HV5);
- a diffusion area of approximately 30–40 μm, consisting of carbonitride particles of the alloying elements (having the size from ≈ 8–10 µm), which are embedded into the solid solution matrix γ.

3.4. Topography of Cavitation Eroded Surfaces
4. Conclusions
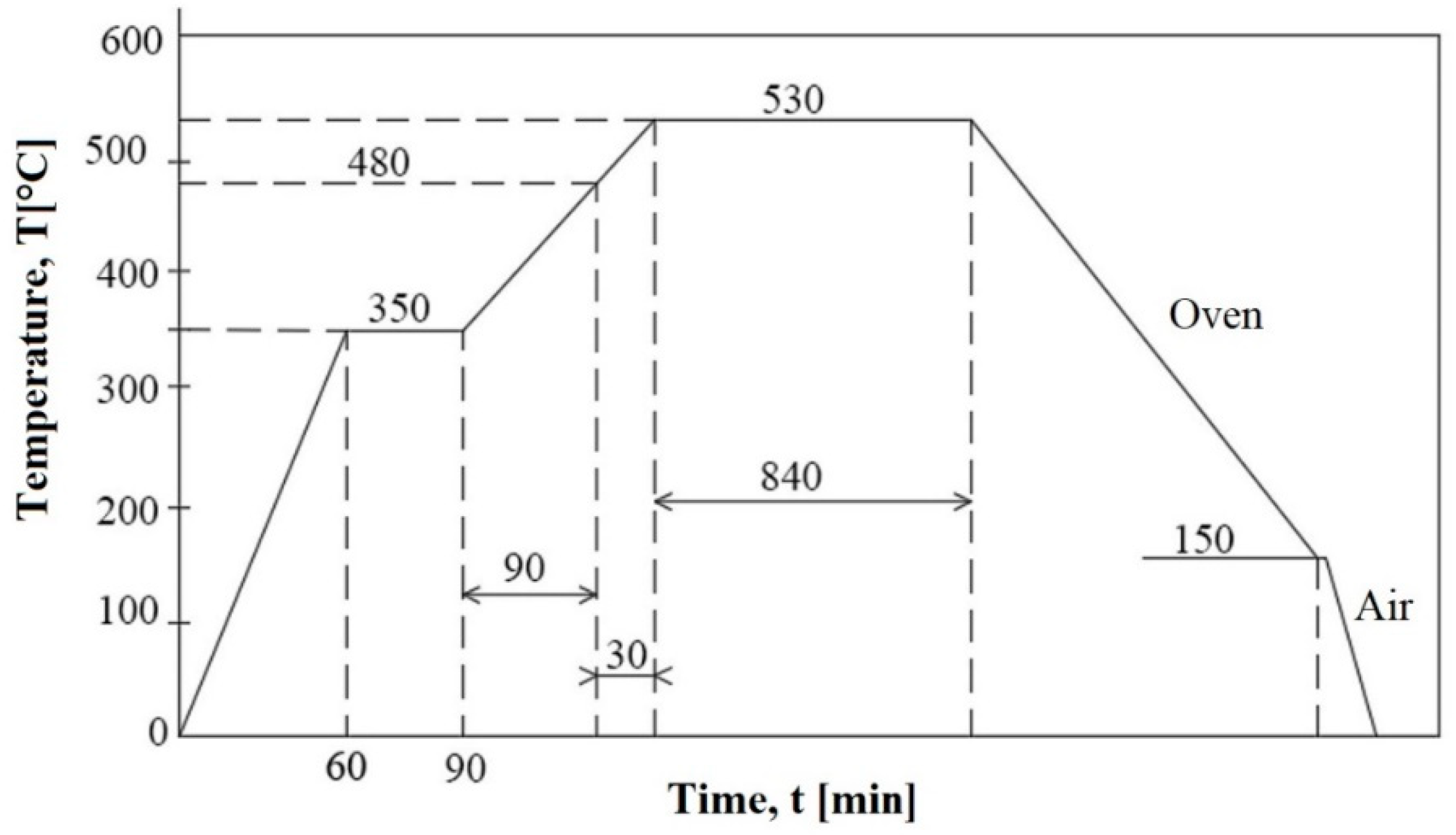
- the plasma nitriding thermochemical treatment at 530 °C favours an approximately six times reduction in the cavitation erosion rate, respectively, an increase in the cavitation resistance by over 500%, compared to the structural state obtained by solution treatment, 1080 °C/air;
- the microstructure of the nitrided layer consists of an extremely thin area of chemical combinations and a diffusion zone in which the carbonitrides of the alloying elements incorporated in a matrix of solid solution γ with nickel base are present;
- typical topographies of cavitation-eroded surfaces show a preferential degradation of the grain boundaries between the γ solid solution phases, of the twins’ boundary, and of the interface between the precipitated particles and the γ solid solution matrix. In the nitrided samples, the initiation of the cracks is determined by nitride particles, which are hard and brittle;
- due to the high mechanical strength characteristics of the solid solution γ with the fcc crystal lattice, the appearance of the cavitation surface is uniform, and the fracture has a ductile character.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Garcia, R.; Hammitt, F.G.; Nystrom, R.E. Corelation of cavitation damage with other material and fluid properties. In Erosion by Cavitation or Impingement; ASTM, STP 408: Atlantic City, NJ, USA, 1960. [Google Scholar]
- Frank, J.P.; Michel, J.M. Fundamentals of Cavitation; Kluwer Academic Publishers: Dordrecht, the Netherlands; Boston, MA, USA; London, UK, 2004. [Google Scholar]
- Kısasöz, A.; Tümer, M.; Karaaslan, A. Microstructure, mechanical and corrosion properties of nickel superalloy weld metal. Mater. Test. 2021, 63, 895–900. [Google Scholar]
- Chen, J.H.; Wu, W. Cavitation erosion behavior of Inconel 690 alloy. Mater. Sci. Eng. A 2008, 489, 451–456. [Google Scholar] [CrossRef]
- Khajuria, G.; Wani, M.F. High-Temperature Friction and Wear Studies of Nimonic 80A and Nimonic 90 Against Nimonic 75 Under Dry Sliding Conditions. Tribol. Lett. 2017, 65, 100. [Google Scholar] [CrossRef]
- Sun, W.; Qin, X.; Guo, J.; Zhou, L. Microstructure stability and mechanical properties of a new low cost hot-corrosion resistant Ni–Fe–Cr based super alloy during long-term thermal exposure. Mater. Des. 2015, 69, 70–80. [Google Scholar] [CrossRef]
- Liu, J.K.; Cao, J.; Lin, X.T.; Song, X.G.; Feng, J.C. Microstructure and mechanical properties of diffusion bonded single crystal to polycrystalline Ni-based super alloys joint. Mater. Des. 2013, 49, 622–626. [Google Scholar] [CrossRef]
- Mitelea, I.; Bordeasu, I.; Hadar, A. The effect of nickel from stainless steels with 13% chromium and 0.10% carbon on the resistance of erosion by cavitation. Rev. Chim. 2005, 56, 1169–1174. [Google Scholar]
- Chen, F.; Du, J.; Zhoub, S. Cavitation erosion behaviour of incoloy alloy 865 in NaCl solution using ultrasonic vibration. J. Alloy. Compd. 2020, 831, 1547832. [Google Scholar] [CrossRef]
- Liu, Q.; Li, Z.; Du, S.; He, Z.; Han, J.; Zhang, Y. Cavitation erosion behavior of GH 4738. Tribol. Int. 2021, 156, 106833. [Google Scholar] [CrossRef]
- Mitelea, I.; Bena, T.; Bordeasu, I.; Utu, I.D.; Craciunescu, C.M. Enhancement of Cavitation Erosion Resistance of Cast Iron with TIG Remelted Surface. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 3767–3775. [Google Scholar] [CrossRef]
- Navneet, K.; Singh, N.V.; Andrew, S.M.A.; Mahajan, D.K.; Singh, H. Cavitation erosion resistant nickel-based cermet coatings for monel K-500. Tribol. Int. 2021, 159, 106954. [Google Scholar] [CrossRef]
- Han, S.; Lin, J.H.; Kuo, J.J.; He, J.L.; Shih, H.C. The cavitation-erosion phenomenon of chromium nitride coatings deposited using cathodic arc plasma deposition on steel. Surf. Coat. Technol. 2002, 161, 20–25. [Google Scholar] [CrossRef]
- Godoy, C.; Mancosu, R.D.; Lima, M.M.; Brandão, D.; Housden, J.; Avelar-Batista, J.C. Influence of plasma nitriding and PAPVD Cr1−xNx coating on the cavitation erosion resistance of an AISI 1045 steel. Surf. Coat. Technol. 2006, 200, 5370–5378. [Google Scholar] [CrossRef]
- Espitia, L.A.; Varela, L.; Pinedo, C.E.; Tschiptschin, A.P. Cavitation erosion resistance of low temperature plasma nitrided martensitic stainless steel. Wear 2013, 301, 449–456. [Google Scholar] [CrossRef]
- Huang, W.H.; Chen, K.C.; He, J.L. A study on the cavitation resistance of ion-nitrided steel. Wear 2002, 252, 459–466. [Google Scholar] [CrossRef]
- Mitelea, I.; Dimian, E.; Bordeasu, I.; Craciunescu, C. Ultrasonic cavitation erosion of gas nitrided Ti-6Al-4V alloys. Ultrason. Sonochemistry 2014, 21, 1544–1548. [Google Scholar] [CrossRef]
- Manova, D.; Hirsch, D.; Gerlach, J.W.; Mändl, S.; Neumann, H.; Rauschenbach, B. In situ investigation of phase formation during low energy ion nitriding of Ni80Cr20 alloy. Surf. Coat. Technol. 2014, 259, 434–441. [Google Scholar] [CrossRef]
- Chollet, S.; Pichont, L.; Cormier, J.; Dubois, J.B.; Villechaise, P.; Drouet, M.; Declemy, A.; Templier, C. Plasma assisted nitriding of Ni-based superalloys with various microstructures. Surf. Coat. Technol. 2013, 235, 318–325. [Google Scholar] [CrossRef]
- Eliasen, K.M.; Christiansen, T.; Somers, M. Low temperature gaseous nitriding of Ni based superalloys. Surf. Eng. 2010, 264, 248–255. [Google Scholar] [CrossRef]
- ASTM G32-2016; Standard Test Method for Cavitation Erosion Using Vibratory Apparatus; ASTM International: West Conshohocken, PA, USA, 2021.
- Mitelea, I.; Bordeasu, I.; Riemschneider, E.; Utu, I.D.; Craciunescu, C.M. Cavitation erosion improvement following TIG surface-remelting of gray cast iron. Wear 2022, 496–497, 204282. [Google Scholar] [CrossRef]
- Bordeaşu, I.; Popoviciu, M.O.; Patrascoiu, C.; Bălăsoiu, V. An Analytical Model for the Cavitation Erosion Characteristic Curves. Sci. Bul. Politeh. Univ. Timis. Trans. Mech. 2004, 49, 253–258. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chromium | 20.5 |
| Titanium | 1.98 |
| Aluminum | 1.54 |
| Iron | 2.14 |
| Cobalt | 1.61 |
| Manganese | 0.63 |
| Silicon | 0.45 |
| Copper | 0.12 |
| Carbon | 0.08 |
| Sulfur | 0.014 |
| Zirconium | 0.11 |
| Nickel | Balance |
| Cumulative Mean Depth of Erosion | Erosion Rate |
|---|---|
| MDEi == [mm] | MDERi = ΔMDEi/Δti |
| I—represents the test period. Δmi—is the mass of material lost by erosion, in period i, in grams. ρ—alloy density, in grams/mm3. Δti—cavitation time corresponding to the period “i” (5 min, 10 min, or 15 min). dp—diameter of the sample surface, subjected to cavity attack (dp = 15.8 mm). ΔMDEi—the value of the mean erosion penetration depth, achieved by cavitation during the Δti period. | |
| Mean Penetration Depth of Erosion | Mean Depth of Erosion Rate |
|---|---|
| MDE(t) = A⋅t⋅(1 − e−B⋅t) | MDER(t) = A⋅(1−e−B⋅t) + A⋅B⋅t⋅e−B⋅t |
| where: A—is the scale parameter, statistically established for the construction of the approximation/mediation curve, provided that the deviations of the experimental points from it are minimal. B—is the shape parameter of the curve. | |
| Structural Condition | MDE(165 min.) [µm] | Ra [µm] | Rz [µm] | Rt [µm] |
|---|---|---|---|---|
| Solution treatment | 32 | 5.539 | 31.598 | 48.026 |
| Solution treatment + nitriding | 3.27 | 0.465 | 3.172 | 4.663 |
| Structural Condition | Cavitation Erosion Resistance Parameter | Variation Compared with Solution Heat-Treated Sample | |
|---|---|---|---|
| MDERs [µm/min] | Rcav [min/µm] | ||
| Solution treatment | 0.24 | 4.16 | - |
| Solution treatment + nitriding | 0.038 | 26.32 | Increases by 532 % (6.32 times) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitelea, I.; Bordeaşu, I.; Belin, C.; Uţu, I.-D.; Crăciunescu, C.M. Cavitation Resistance, Microstructure, and Surface Topography of Plasma Nitrided Nimonic 80 A Alloy. Materials 2022, 15, 6654. https://doi.org/10.3390/ma15196654
Mitelea I, Bordeaşu I, Belin C, Uţu I-D, Crăciunescu CM. Cavitation Resistance, Microstructure, and Surface Topography of Plasma Nitrided Nimonic 80 A Alloy. Materials. 2022; 15(19):6654. https://doi.org/10.3390/ma15196654
Chicago/Turabian StyleMitelea, Ion, Ilare Bordeaşu, Cosmin Belin, Ion-Dragoş Uţu, and Corneliu Marius Crăciunescu. 2022. "Cavitation Resistance, Microstructure, and Surface Topography of Plasma Nitrided Nimonic 80 A Alloy" Materials 15, no. 19: 6654. https://doi.org/10.3390/ma15196654
APA StyleMitelea, I., Bordeaşu, I., Belin, C., Uţu, I.-D., & Crăciunescu, C. M. (2022). Cavitation Resistance, Microstructure, and Surface Topography of Plasma Nitrided Nimonic 80 A Alloy. Materials, 15(19), 6654. https://doi.org/10.3390/ma15196654