
Passive Filler-Loaded Silicon Oxycarbide Coating on Nickle Alloy with High Thermal Shocking Behavior and Oxidation Resistance

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation of SiOC/Al2O3/YSZ Coating
2.3. Characterization
3. Results and Discussion
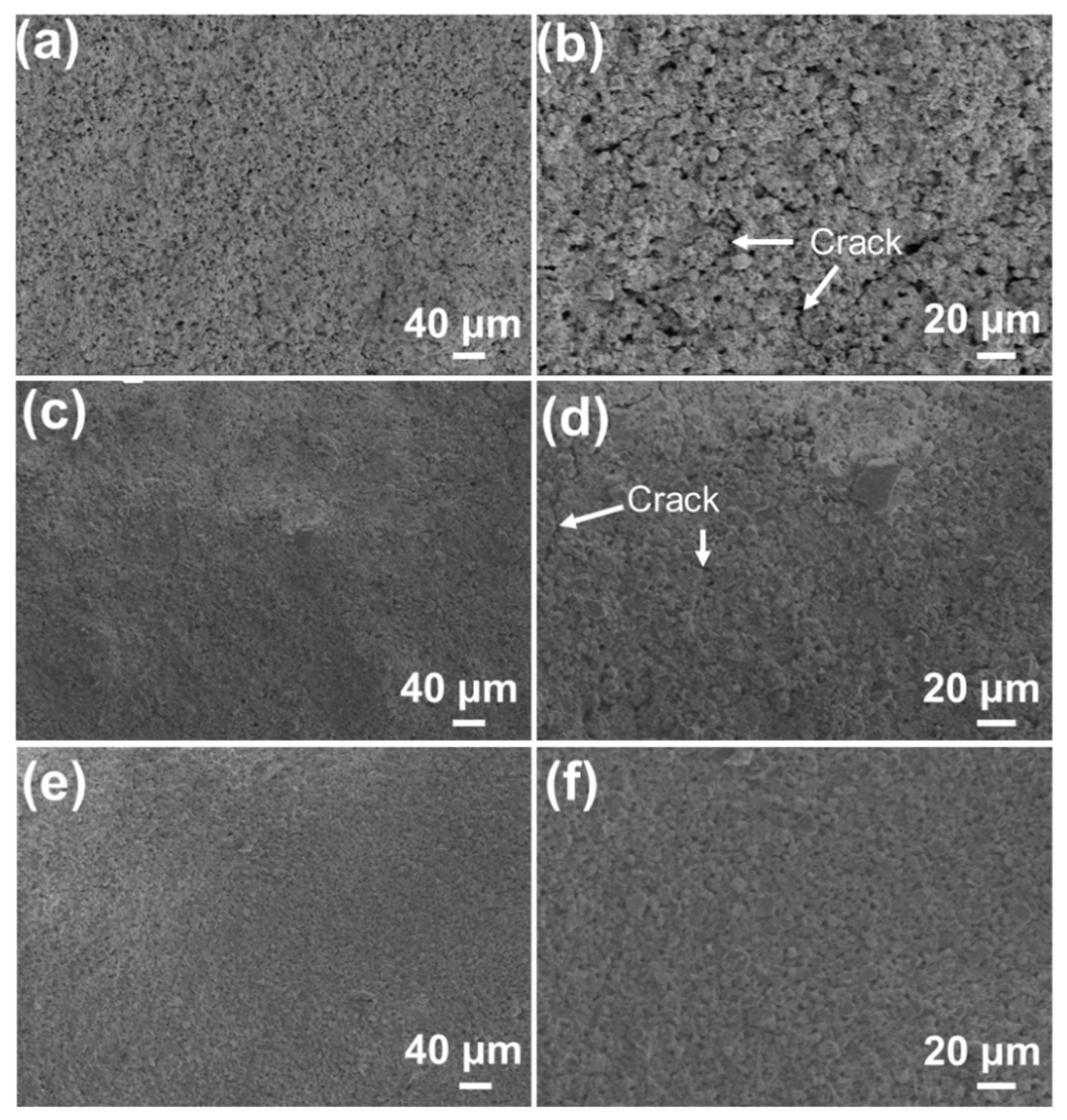
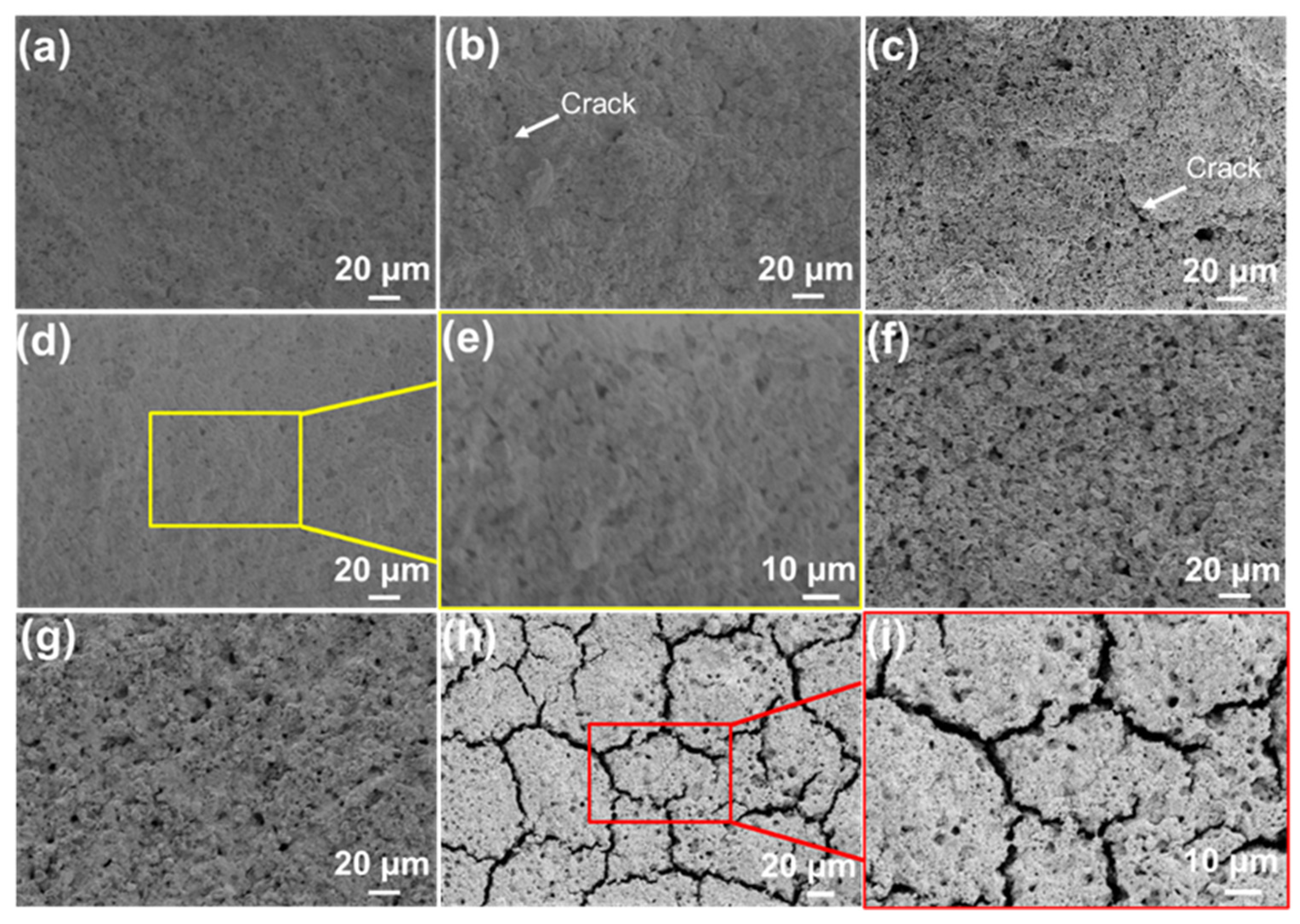
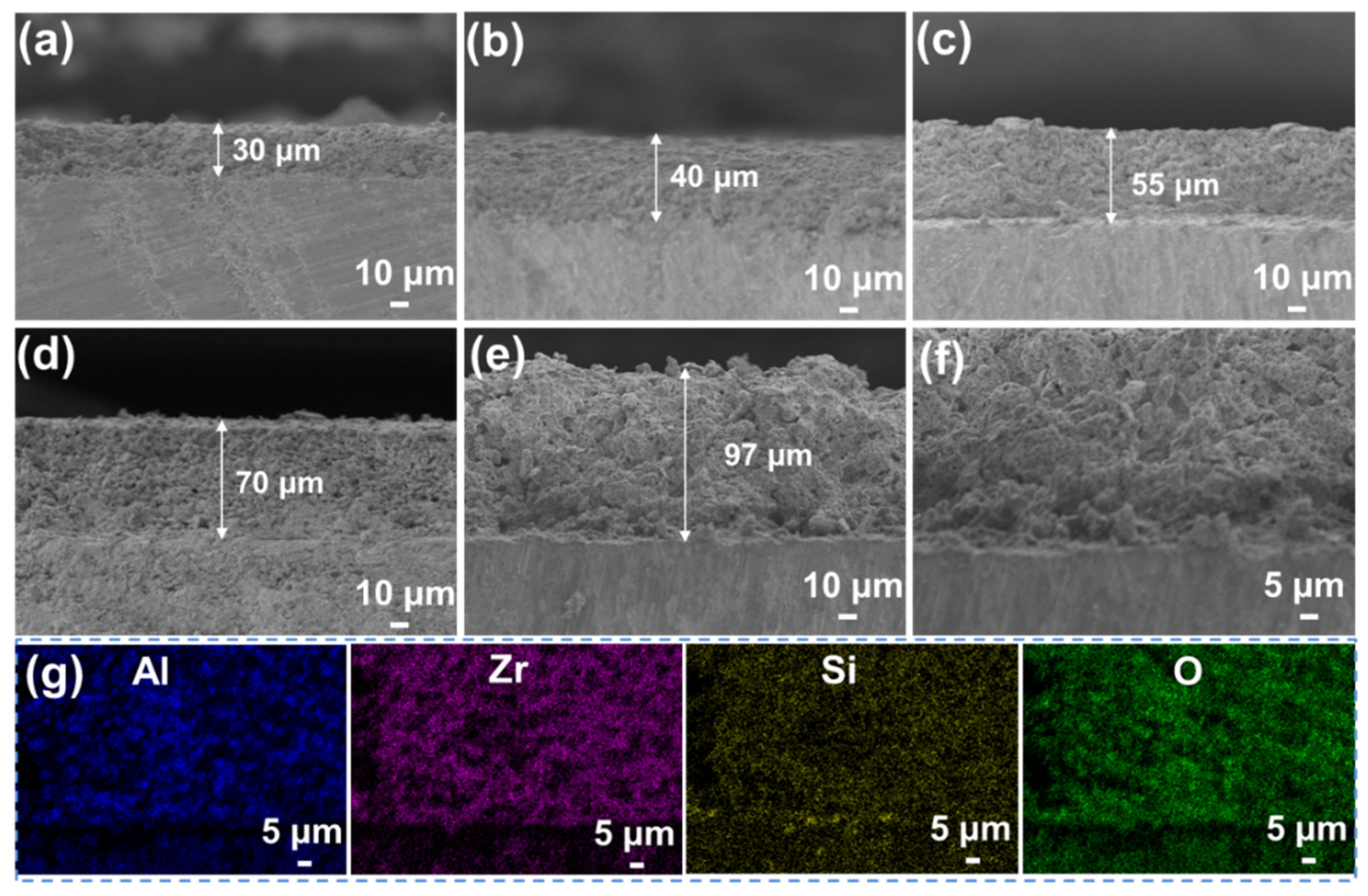
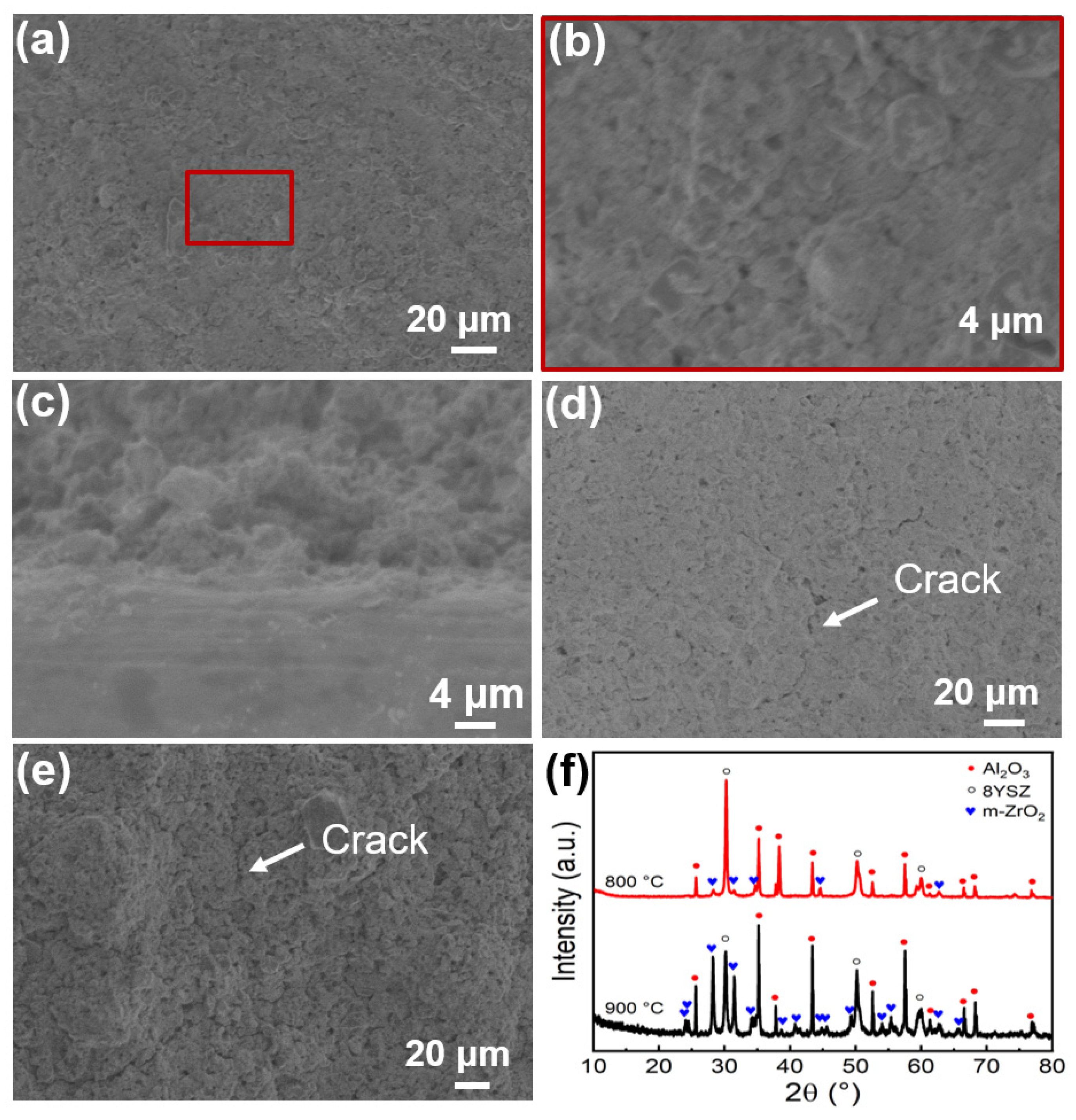
3.1. Preparation and Structure Regulation
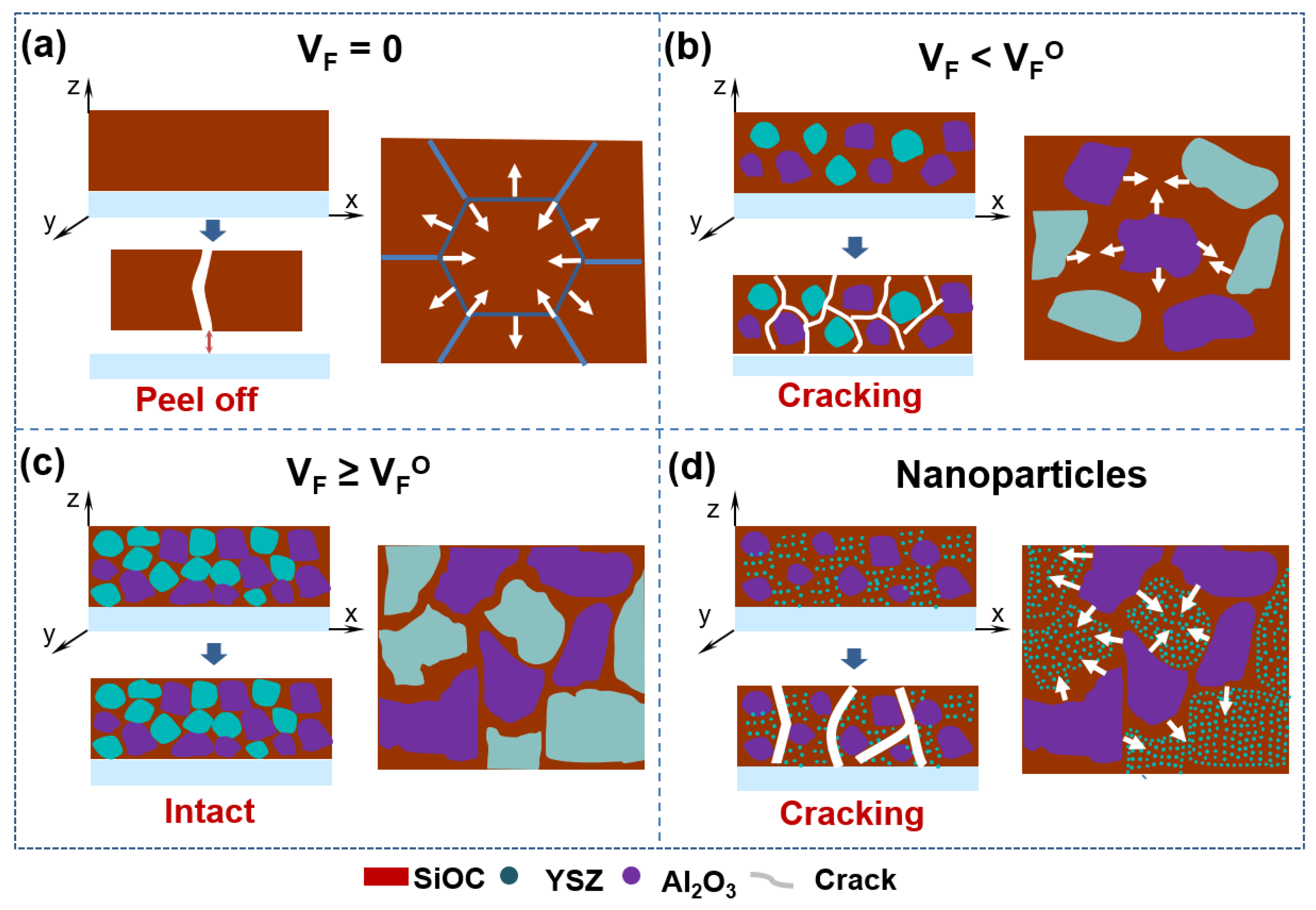
3.2. Model Derivation
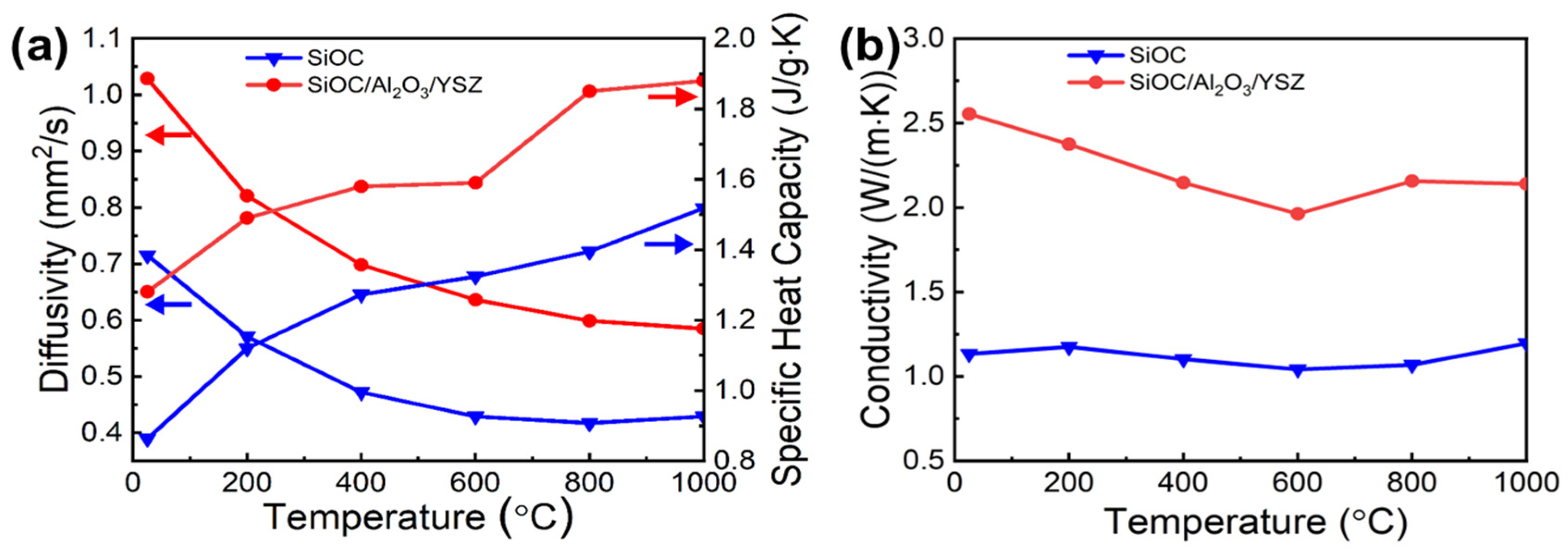
3.3. Thermal Conductivity Test
3.4. Thermal Shock Test
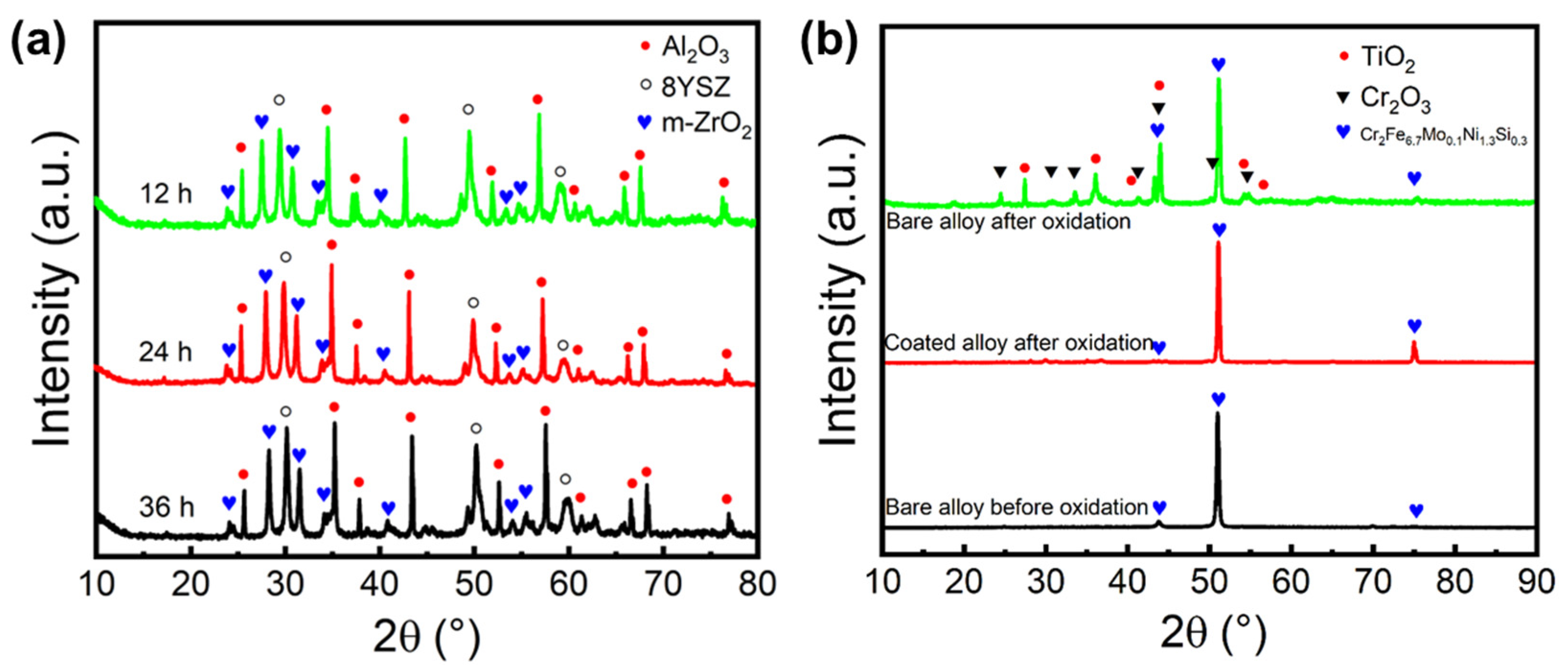
3.5. Oxidation Resistance Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, X.Y.; Xin, L.; Wei, H.; Zhu, S.; Wang, F.H. Progress of high-temperature protective coatings. Corro. Sci. Prot. Technol. 2013, 25, 175–183. [Google Scholar]
- Wei, Z.-Y.; Meng, G.-H.; Chen, L.; Li, G.-R.; Liu, M.-J.; Zhang, W.-X.; Zhao, L.-N.; Zhang, Q.; Zhang, X.-D.; Wan, C.-L.; et al. Progress in ceramic materials and structure design toward advanced thermal barrier coatings. J. Adv. Ceram. 2022, 11, 985–1068. [Google Scholar] [CrossRef]
- Colombo, P.; Mera, G.; Riedel, R.; Sorarù, G.D. Polymer-Derived Ceramics: 40 Years of Research and Innovation in Advanced Ceramics. J. Am. Ceram. Soc. 2010, 93, 1805–1837. [Google Scholar] [CrossRef]
- Guo, L.; Xin, H.; Zhang, Z.; Zhang, X.; Ye, F. Microstructure modification of Y2O3 stabilized ZrO2 thermal barrier coatings by laser glazing and the effects on the hot corrosion resistance. J. Adv. Ceram. 2020, 9, 232–242. [Google Scholar] [CrossRef]
- Günthner, M.; Wang, K.; Bordia, R.K.; Motz, G. Conversion behaviour and resulting mechanical properties of polysilazane-based coatings. J. Eur. Ceram. Soc. 2012, 32, 1883–1892. [Google Scholar] [CrossRef]
- Barroso, G.; Li, Q.; Bordia, R.K.; Motz, G. Polymeric and ceramic silicon-based coatings—A review. J. Mater. Chem. A 2018, 7, 1936–1963. [Google Scholar] [CrossRef]
- Torrey, J.D.; Bordia, R.K. Phase and microstructural evolution in polymer-derived composite systems and coatings. J. Mater. Res. 2007, 22, 1959–1966. [Google Scholar] [CrossRef]
- Torrey, J.D.; Bordia, R.K. Mechanical properties of polymer-derived ceramic composite coatings on steel. J. Eur. Ceram. Soc. 2008, 28, 253–257. [Google Scholar] [CrossRef]
- Torrey, J.D.; Bordia, R.K. Processing of Polymer-Derived Ceramic Composite Coatings on Steel. J. Am. Ceram. Soc. 2007, 91, 41–45. [Google Scholar] [CrossRef]
- Wang, K.; Unger, J.; Torrey, J.D.; Flinn, B.D.; Bordia, R.K. Corrosion resistant polymer derived ceramic composite environmental barrier coatings. J. Eur. Ceram. Soc. 2014, 34, 3597–3606. [Google Scholar] [CrossRef]
- Günthner, M.; Kraus, T.; Krenkel, W.; Motz, G.; Dierdorf, A.; Decker, D. Particle-Filled PHPS Silazane-Based Coatings on Steel. Int. J. Appl. Ceram. Technol. 2009, 6, 373–380. [Google Scholar] [CrossRef]
- Günthner, M.; Kraus, T.; Dierdorf, A.; Decker, D.; Krenkel, W.; Motz, G. Advanced coatings on the basis of Si(C)N precursors for protection of steel against oxidation. J. Eur. Ceram. Soc. 2009, 29, 2061–2068. [Google Scholar] [CrossRef]
- Wang, K.; Günthner, M.; Motz, G.; Bordia, R.K. High performance environmental barrier coatings, Part II: Active filler loaded SiOC system for superalloys. J. Eur. Ceram. Soc. 2011, 31, 3011–3020. [Google Scholar] [CrossRef]
- Aziz, F.; Ismail, A. Spray coating methods for polymer solar cells fabrication: A review. Mater. Sci. Semicond. Process. 2015, 39, 416–425. [Google Scholar] [CrossRef]
- Horcher, A.; Tangermann-Gerk, K.; Barroso, G.; Schmidt, M.; Motz, G. Laser and furnace pyrolyzed organosilazane-based glass/ZrO2 composite coating system—A comparison. J. Eur. Ceram. Soc. 2019, 40, 2642–2651. [Google Scholar] [CrossRef]
- Horcher, A.; Tangermann-Gerk, K.; Krenkel, W.; Schmidt, M.; Bordia, R.K.; Motz, G. Laser pyrolyzed organosilazane-based Al/ZrO2 composite coating on stainless steel: Resulting microstructure and mechanical properties. Int. J. Appl. Ceram. Technol. 2021, 19, 856–865. [Google Scholar] [CrossRef]
- Lu, K.; Erb, D. Polymer derived silicon oxycarbide-based coatings. Int. Mater. Rev. 2017, 63, 139–161. [Google Scholar] [CrossRef]
- Soraru, G.D.; Suttor, D. High Temperature Stability of Sol-Gel-Derived SiOC Glasses. J. Sol. Gel Sci. Technol. 1999, 14, 69–74. [Google Scholar] [CrossRef]
- Torrey, J.D.; Bordia, R.K.; Henager, C.H.; Blum, Y.; Shin, Y.; Samuels, W.D. Composite polymer derived ceramic system for oxidizing environments. J. Mater. Sci. 2006, 41, 4617–4622. [Google Scholar] [CrossRef]
- Greil, P. Active-Filler-Controlled Pyrolysis of Preceramic Polymers. J. Am. Ceram. Soc. 1995, 78, 835–848. [Google Scholar] [CrossRef]
- Stabler, C.; Ionescu, E.; Graczyk-Zajac, M.; Gonzalo-Juan, I.; Riedel, R. Silicon oxycarbide glasses and glass-ceramics: “All-Rounder” materials for advanced structural and functional applications. J. Am. Ceram. Soc. 2018, 101, 4817–4856. [Google Scholar] [CrossRef]
- Parchoviansky, M.; Petrikova, I.; Barroso, G.S.; Svancarek, P.; Galuskova, D.; Motz, G.; Galusek, D. Corrosion and oxidation behavior of polymer derived ceramic coatings with passive glass fillers on AISI 441 stainless steel. Ceram-Silik. 2018, 62, 146–157. [Google Scholar] [CrossRef]
- Petrikova, I.; Parchoviansky, M.; Svancarek, P.; Leite, M.L.; Motz, G.; Galusek, D. Passive filler loaded polysilazane-derived glass/ceramic coating system applied to AISI 441 stainless steel, part 1: Processing and characterization. Int. J. Appl. Ceram. 2020, 17, 998–1009. [Google Scholar] [CrossRef]
- Parchoviansky, M.; Petrikova, I.; Svancarek, P.; Leite, M.L.; Motz, G.; Galusek, D. Passive filler loaded polysilazane-derived glass/ceramic coating system applied to AISI 441 stainless steel, part 2: Oxidation behavior in synthetic air. Int. J. Appl. Ceram. 2020, 17, 1675–1687. [Google Scholar] [CrossRef]
- Nguyen, M.D.; Bang, J.W.; Bin, A.S.; Kim, S.-R.; Kim, Y.; Hwang, K.H.; Pham, V.-H.; Kwon, W.-T. Novel polymer-derived ceramic environmental barrier coating system for carbon steel in oxidizing environments. J. Eur. Ceram. Soc. 2017, 37, 2001–2010. [Google Scholar] [CrossRef]
- Basu, B.J.; Kumar, V.D.; Anandan, C. Surface studies on superhydrophobic and oleophobic polydimethylsiloxane–silica nanocomposite coating system. Appl. Surf. Sci. 2012, 261, 807–814. [Google Scholar] [CrossRef]
- Chobba, M.B.; Weththimuni, M.L.; Messaoud, M.; Urzi, C.; Bouaziz, J.; De Leo, F.; Licchelli, M. Ag-TiO2/PDMS nanocomposite protective coatings: Synthesis, characterization, and use as a self-cleaning and antimicrobial agent. Prog. Org. Coatings 2021, 158, 106342. [Google Scholar] [CrossRef]
- Barroso, G.S.; Krenkel, W.; Motz, G. Low thermal conductivity coating system for application up to 1000 degrees C by simple PDC processing with active and passive fillers. J. Eur. Ceram. Soc. 2015, 35, 3339–3348. [Google Scholar] [CrossRef]
- Jia, Y.; Ajayi, T.D.; Wahls, B.H.; Ramakrishnan, K.R.; Ekkad, S.; Xu, C. Multifunctional Ceramic Composite System for Simultaneous Thermal Protection and Electromagnetic Interference Shielding for Carbon Fiber-Reinforced Polymer Composites. ACS Appl. Mater. Interfaces 2020, 12, 58005–58017. [Google Scholar] [CrossRef]
- Li, E.; Guo, W.; Xu, B.; Liu, J.; Yu, H. Research progress on preparation of polymer derived ceramic coatings reinforced by fillers. Surf. Technol. 2021, 50, 66–79. [Google Scholar]
- Zhu, W.; Tian, Z.; Yan, X.; Su, D. Carbon nanofiber aerogel/silicon oxycarbide composites for enhanced electromagnetic interference shielding. Surf. Innov. 2022, 40, 1–10. [Google Scholar] [CrossRef]
- Plawsky, J.L.; Wang, F.; Gill, W.N. Kinetic model for the pyrolysis of polysiloxane polymers to ceramic composites. AIChE J. 2002, 48, 2315–2323. [Google Scholar] [CrossRef]
- Dibandjo, P.; Diré, S.; Babonneau, F.; Soraru, G. Influence of the polymer architecture on the high temperature behavior of SiCO glasses: A comparison between linear- and cyclic-derived precursors. J. Non-Crystalline Solids 2010, 356, 132–140. [Google Scholar] [CrossRef]
- Lewinsohn, C.A.; Colombo, P.; Reimanis, I.; Ünal, O. Stresses Occurring during Joining of Ceramics Using Preceramic Polymers. J. Am. Ceram. Soc. 2004, 84, 2240–2244. [Google Scholar] [CrossRef]
- Chi, W.; Sampath, S.; Wang, H. Microstructure-Thermal Conductivity Relationships for Plasma-Sprayed Yttria-Stabilized Zirconia Coatings. J. Am. Ceram. Soc. 2008, 91, 2636–2645. [Google Scholar] [CrossRef]
- Bertrand, G.; Bertrand, P.; Roy, P.; Rio, C.; Mevrel, R. Low conductivity plasma sprayed thermal barrier coating using hollow psz spheres: Correlation between thermophysical properties and microstructure. Surf. Coatings Technol. 2008, 202, 1994–2001. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PDCs | Passive or Active Fillers | Glass Fillers | Deposition Method | Thickness (μm) | Oxidation Test (°C/h) | Refs. |
|---|---|---|---|---|---|---|
| SiCN | Si3N4 | - | Dipping | 1.5 | 1000/10 | [11] |
| SiOC | TiSi2 | - | Dipping | 18.0 | - | [7,8,9] |
| SiOC | TiSi2 | - | Dipping | 20.0 | 800/100 | [10] |
| SiOC | ZrSi2 | - | Dipping | 25.3 | 800/50 | [13] |
| SiCN | ZrO2 | Glass G8470, Glass G018-311 | Spraying | 20.0 | - | [15] |
| SiCN | Al/ZrO2 | - | Spraying | 20.0 | - | [16] |
| SiOC | Al2O3/Al | ZnO-SiO2-B2O3 | Dipping | 36.7 | 800/48 | [25] |
| SiCN | YSZ/ZrSi2 | - | Dipping | 50 | - | [28] |
| SiCN | YSZ/AYZ (Al2O3-Y2O3-ZrO2) | Glass G8470, Glass G018-311 | Dipping | 93 | 950/6 | [23,24] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Z.; Zhu, W.; Yan, X.; Su, D. Passive Filler-Loaded Silicon Oxycarbide Coating on Nickle Alloy with High Thermal Shocking Behavior and Oxidation Resistance. Materials 2022, 15, 6395. https://doi.org/10.3390/ma15186395
Tian Z, Zhu W, Yan X, Su D. Passive Filler-Loaded Silicon Oxycarbide Coating on Nickle Alloy with High Thermal Shocking Behavior and Oxidation Resistance. Materials. 2022; 15(18):6395. https://doi.org/10.3390/ma15186395
Chicago/Turabian StyleTian, Zhengkai, Wenxia Zhu, Xiao Yan, and Dong Su. 2022. "Passive Filler-Loaded Silicon Oxycarbide Coating on Nickle Alloy with High Thermal Shocking Behavior and Oxidation Resistance" Materials 15, no. 18: 6395. https://doi.org/10.3390/ma15186395
APA StyleTian, Z., Zhu, W., Yan, X., & Su, D. (2022). Passive Filler-Loaded Silicon Oxycarbide Coating on Nickle Alloy with High Thermal Shocking Behavior and Oxidation Resistance. Materials, 15(18), 6395. https://doi.org/10.3390/ma15186395