
Ultrafine-Grained Tungsten Heavy Alloy Prepared by High-Pressure Spark Plasma Sintering


Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Results and Discussion
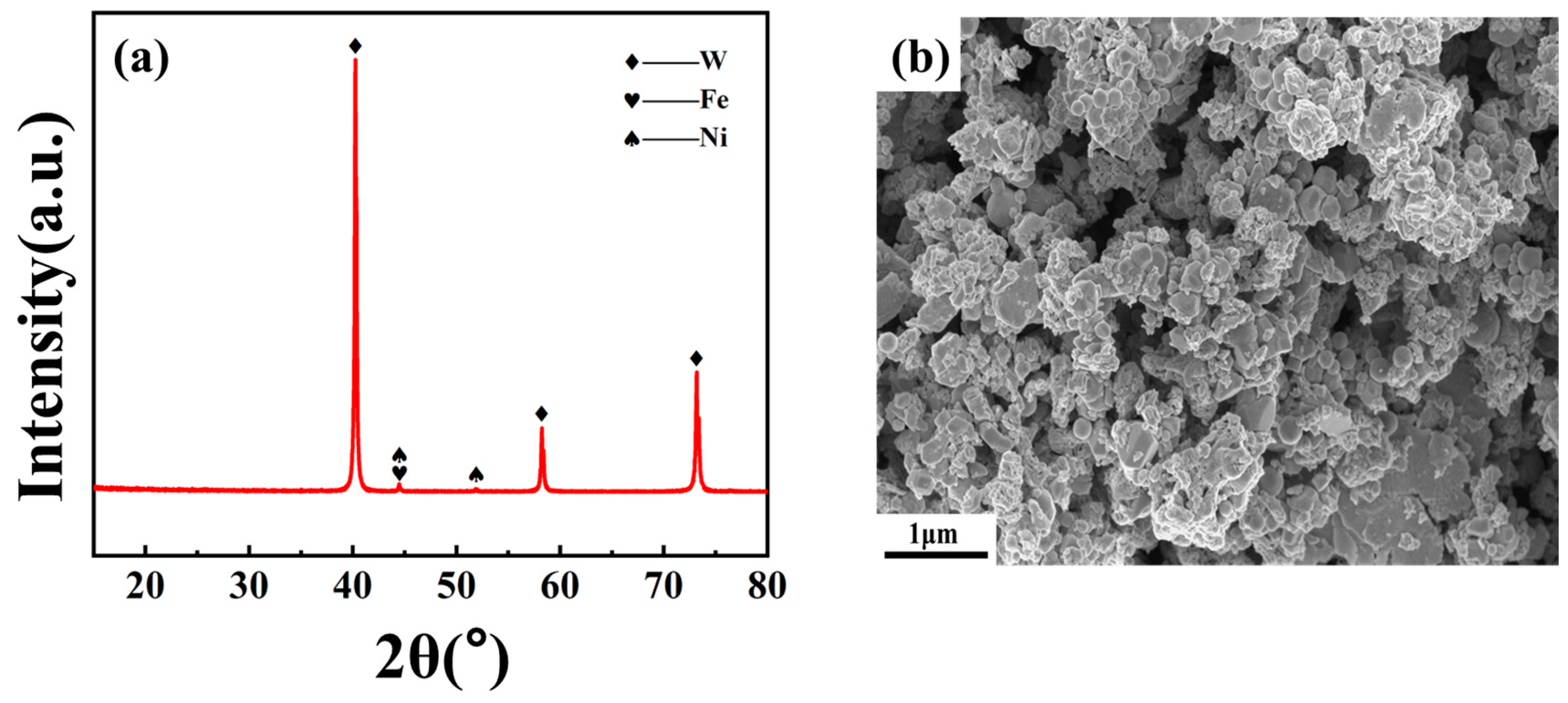
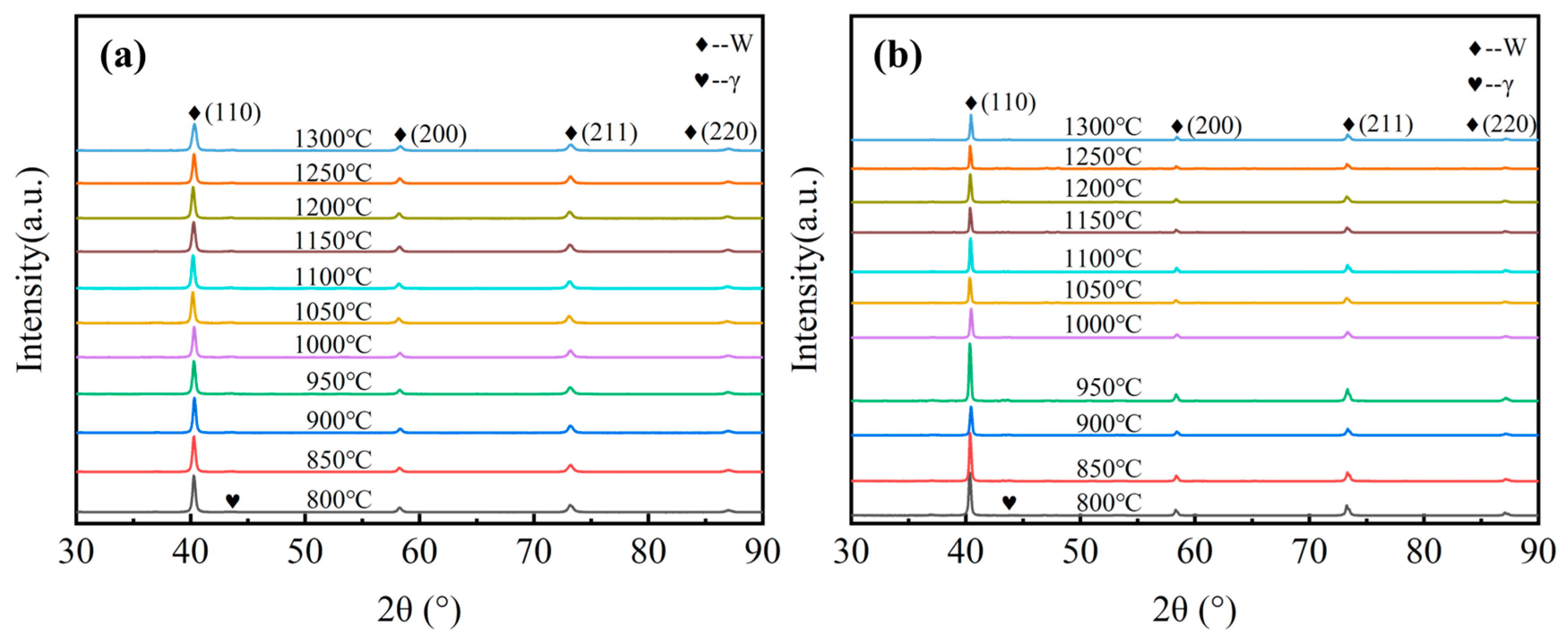
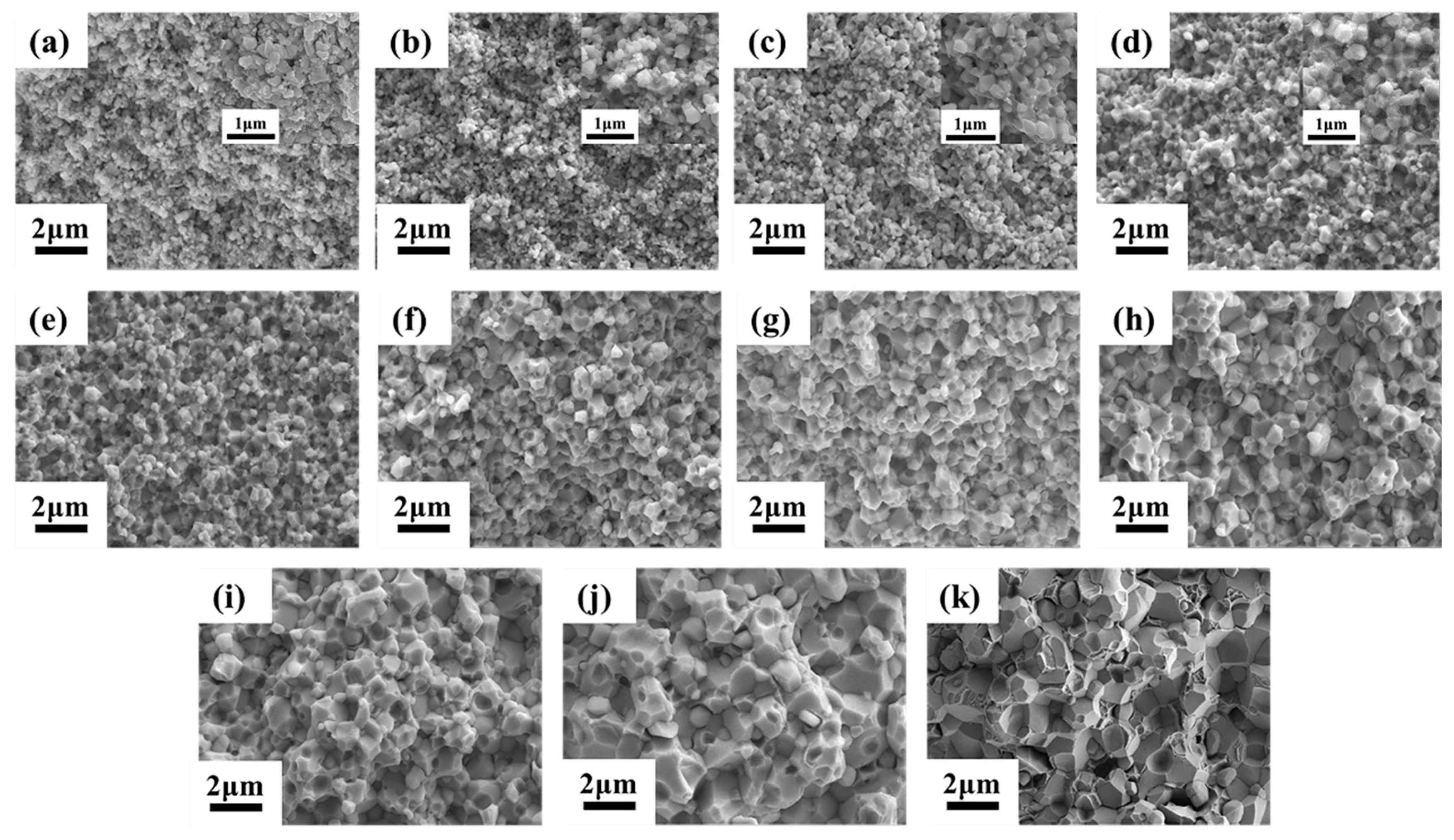
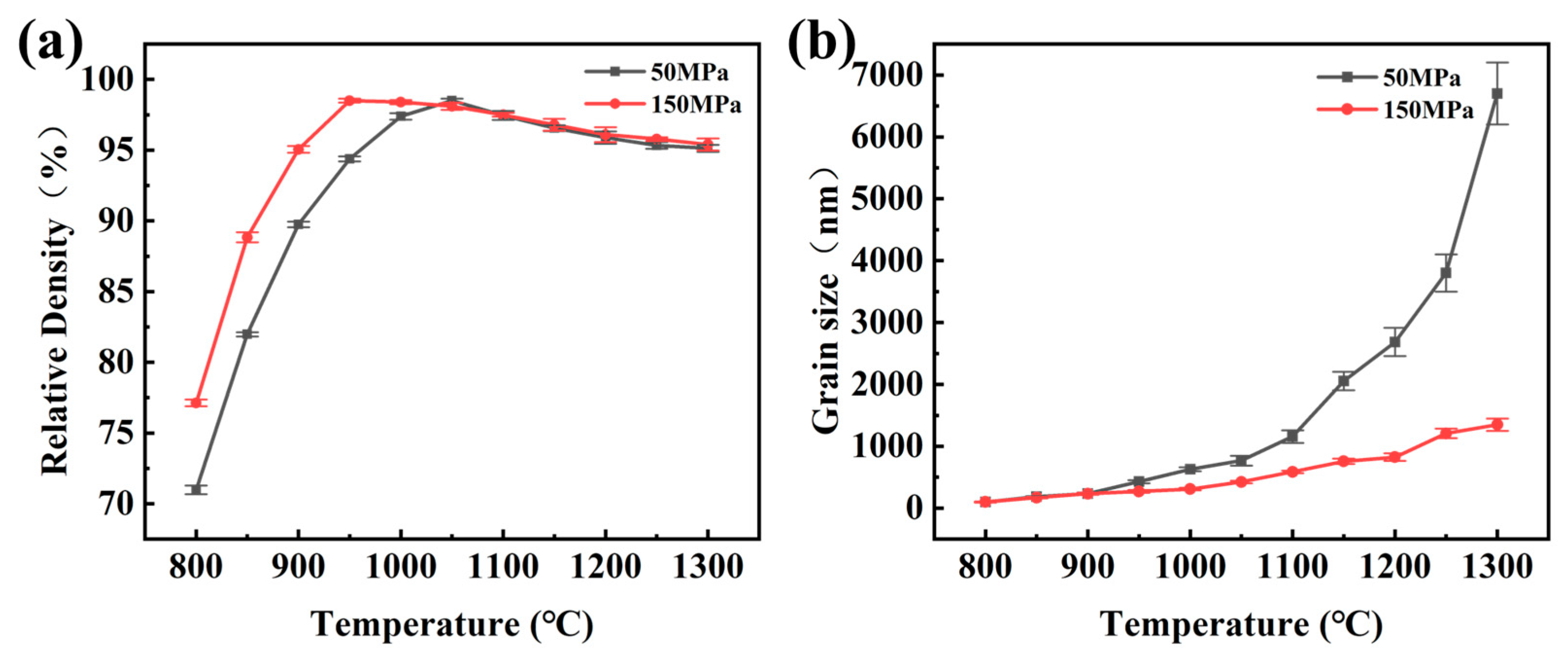
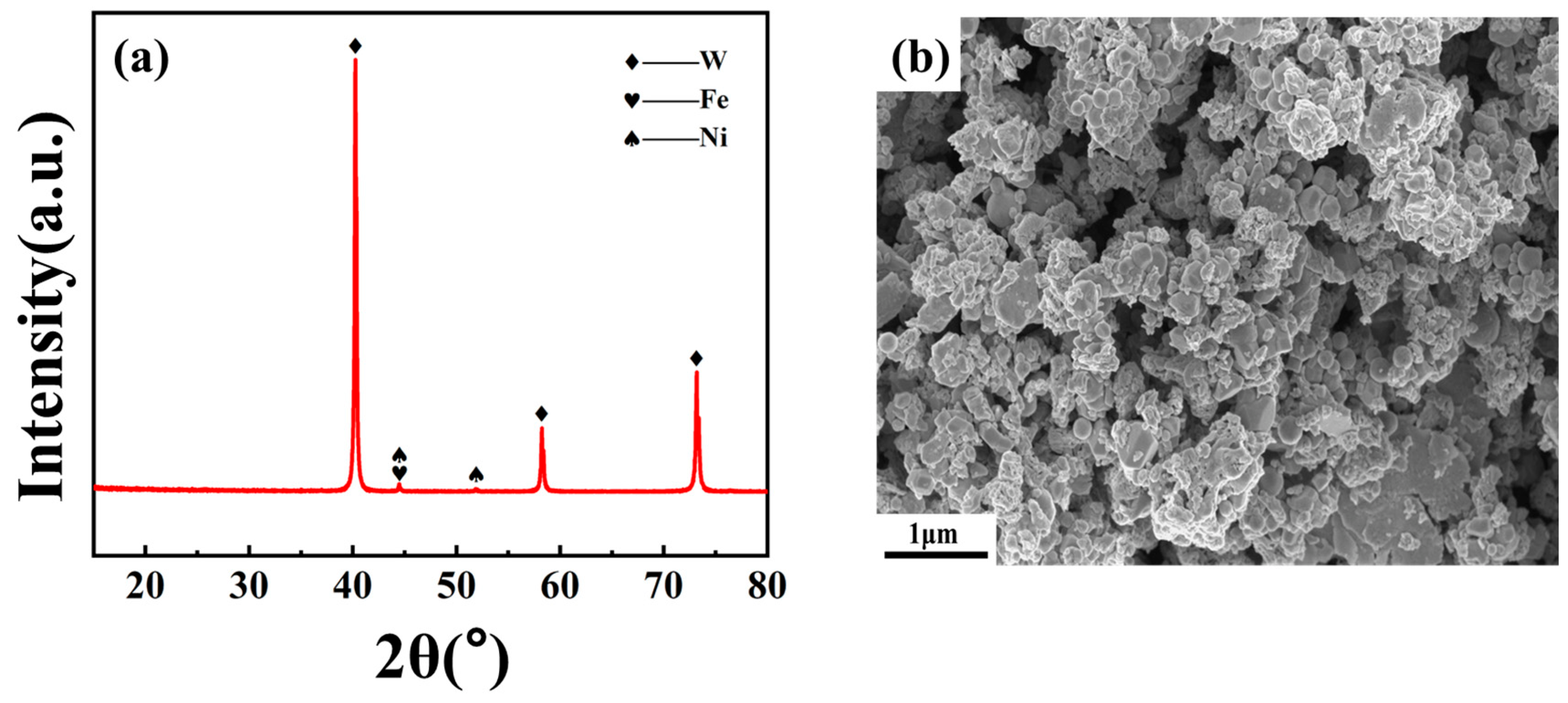
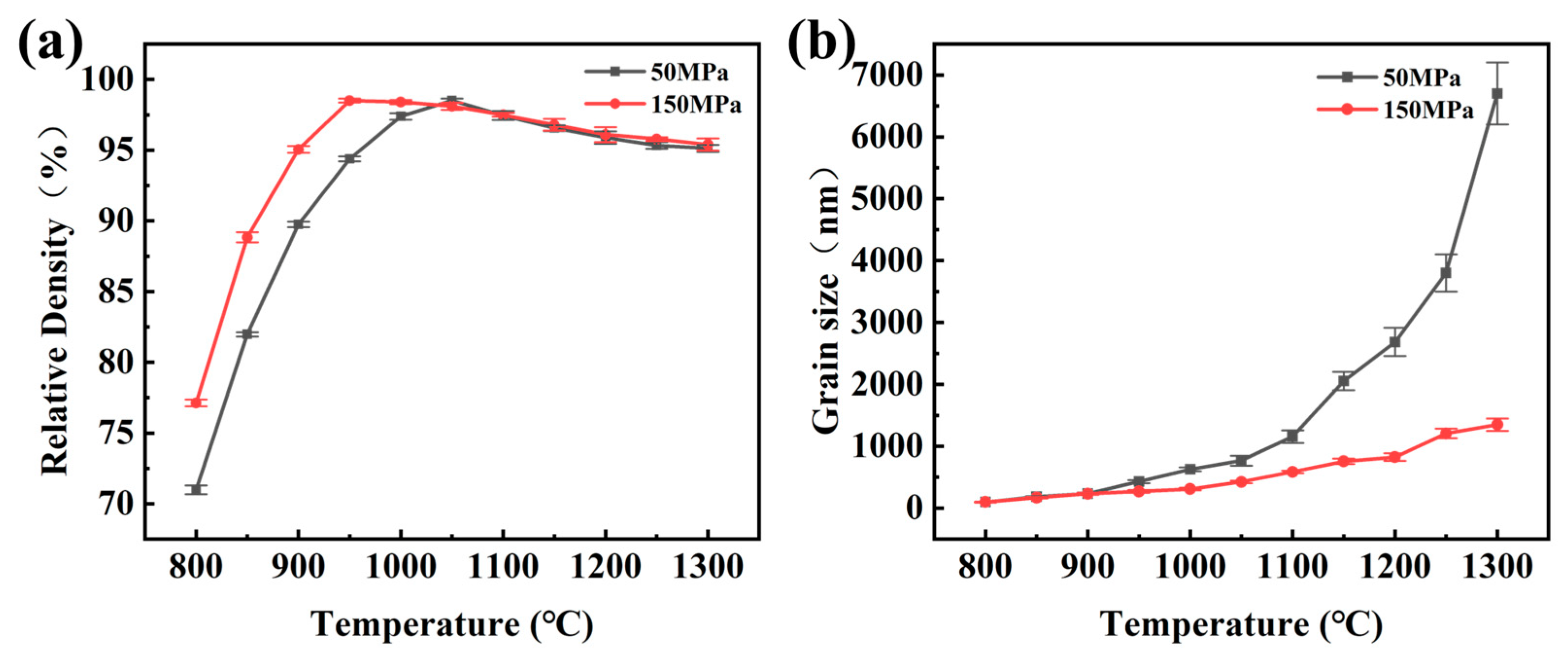
3.1. Phase, Microstructure, and Densification of the Tungsten Alloys
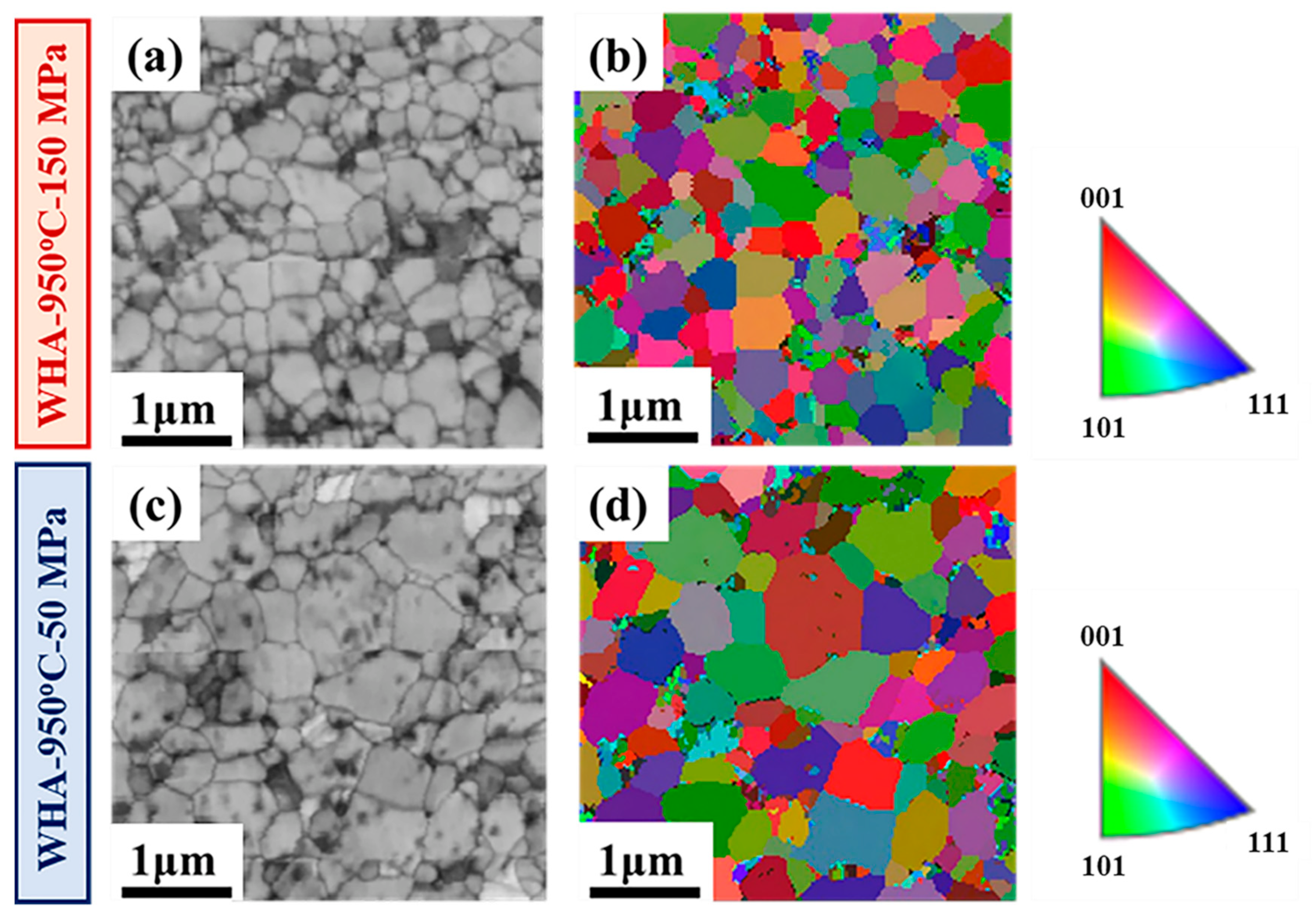
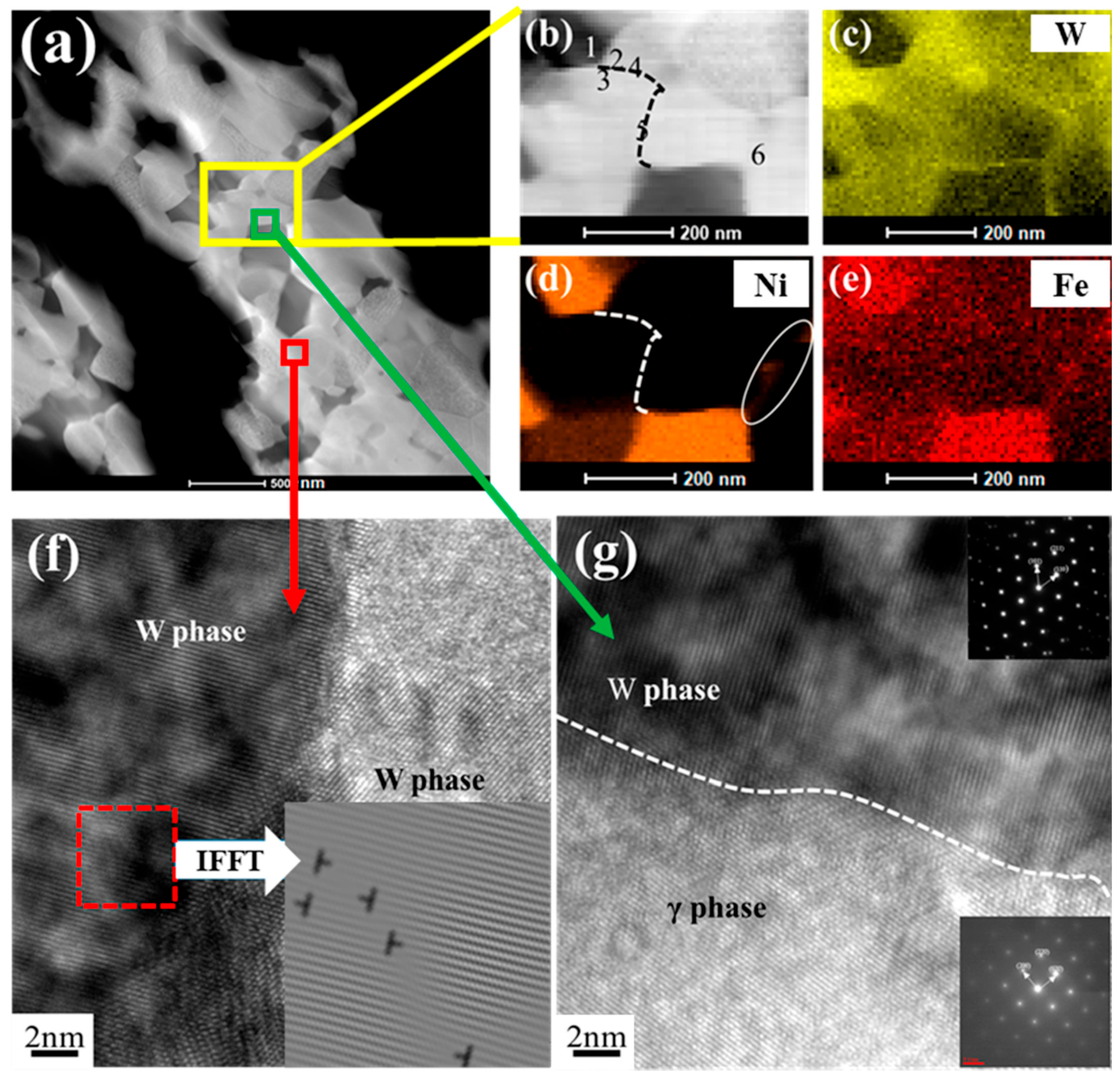
3.2. EBSD and TEM Analysis of the Tungsten Alloys
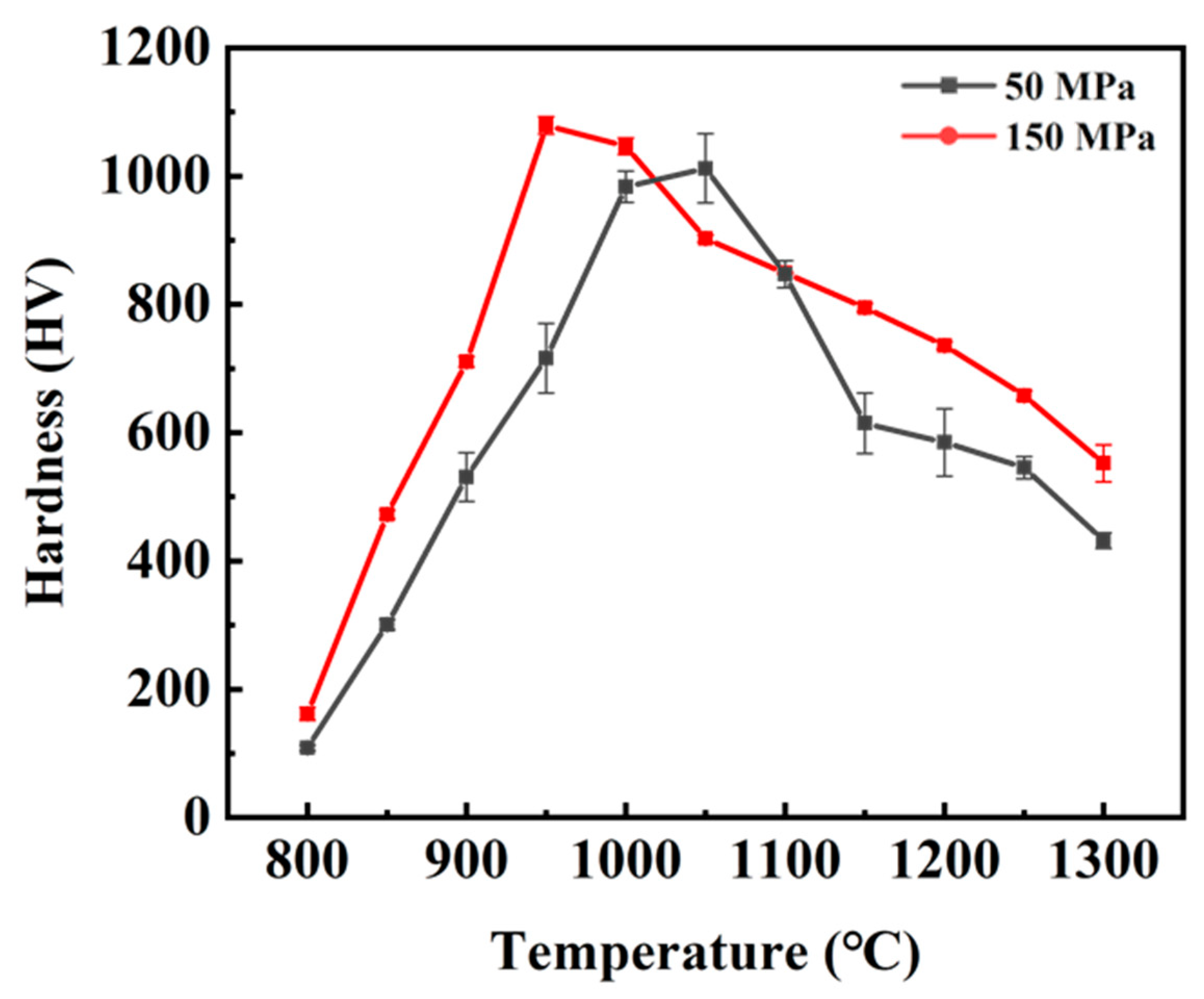
3.3. Mechanical Properties of the Tungsten Alloys
4. Conclusions
- Fully dense 93W-5.6Ni-1.4Fe tungsten alloy with an ultrafine grain size of 271 nm, high relative density of 98.6% and high dislocation density of 2.6 × 1016 m−2 was successfully fabricated by spark plasma sintering under a high pressure of 150 MPa and a low temperature of 950 °C.
- The as-sintered alloy includes a W-enriched phase and a γ-bonded phase. With the increase of the sintering temperature, no further phase transformation occurred, while the relative density and mechanical properties first increased and then decreased.
- High pressure could provide a larger driving force for densification. Therefore, the tungsten alloys could be fully densified at a low temperature with limited grain growth. At the same time, high pressure could also lead to a high dislocation density, collectively leading to a high hardness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Luo, L.; Zhao, Z.; Yao, G.; Wu, Y. Recent progress on preparation routes and performance evaluation of ODS/CDS-W alloys for plasma facing materials in fusion devices. J. Nucl. Mater. 2021, 548, 152857. [Google Scholar] [CrossRef]
- Wang, Y.; Zhuo, L.; Yin, E. Progress, challenges and potentials/trends of tungsten-copper (W Cu) composites/pseudo-alloys: Fabrication, regulation and application. Int. J. Refract. Met. Hard Mater. 2021, 100, 105648. [Google Scholar] [CrossRef]
- Gong, X.; Fan, J.; Ding, F.; Song, M.; Huang, B.; Tian, J. Microstructure and highly enhanced mechanical properties of fine-grained tungsten heavy alloy after one-pass rapid hot extrusion. Mater. Sci. Eng. A 2011, 528, 3646–3652. [Google Scholar] [CrossRef]
- He, Z.; Courtney, T. Crystallization and thermal stability of mechanically alloyed W–Ni–Fe noncrystalline materials. Mater. Sci. Eng. A 2001, 315, 166–173. [Google Scholar] [CrossRef]
- Chen, C.-L. Sutrisna Study of NiFeCoCr medium entropy alloy as a binder phase on W–Mo heavy tungsten alloy by secondary ball milling. Intermetallics 2021, 138, 107320. [Google Scholar] [CrossRef]
- Zhu, Y.; Wang, Y.; Zhang, X.; Qin, G. W/NiFe phase interfacial characteristics of liquid-phase sintered W–Ni–Fe alloy. Int. J. Refract. Met. Hard Mater. 2007, 25, 275–279. [Google Scholar] [CrossRef]
- Xiao, F.; Barriere, T.; Cheng, G.; Miao, Q.; Zuo, S.; Wei, S.; Xu, L. Extremely uniform nanosized oxide particles dispersion strengthened tungsten alloy with high tensile and compressive strengths fabricated involving liquid-liquid method. J. Alloys Compd. 2021, 878, 160335. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Y.; Wei, S.; Zhao, Y.; Wang, T.; Xu, L. Microstructure characterization and properties of YSZ particles doped tungsten alloy prepared by liquid phase method. Mater. Sci. Eng. A 2021, 832, 142483. [Google Scholar] [CrossRef]
- Mondal, A.; Agrawal, D.; Upadhyaya, A. Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe Alloys. J. Microw. Power Electromagn. Energy 2010, 44, 28–44. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, J.; Liu, W.; Zhao, Y. Transient Liquid-Phase Sintering Characteristic of W-Ni-Fe Alloy via Microwave-Assisted Heating. Rare Met. Mater. Eng. 2014, 43, 2108–2111. [Google Scholar] [CrossRef]
- Zhou, H.; Feng, K.; Ke, S.; Liu, Y. Study on the microwave sintering of the novel Mo–W–Cu alloys. J. Alloys Compd. 2021, 881, 160584. [Google Scholar] [CrossRef]
- Liu, P.; Zhang, L.-B.; Liu, B.-G.; He, G.-J.; Peng, J.-H.; Huang, M.-Y. Determination of dielectric properties of titanium carbide fabricated by microwave synthesis with Ti-bearing blast furnace slag. Int. J. Miner. Met. Mater. 2020, 28, 88–97. [Google Scholar] [CrossRef]
- Prabhu, G.; Kumar, N.A.; Sankaranarayana, M.; Nandy, T. Tensile and impact properties of microwave sintered tungsten heavy alloys. Mater. Sci. Eng. A 2014, 607, 63–70. [Google Scholar] [CrossRef]
- Gao, K.; Xu, Y.; Tang, G.; Fan, L.; Zhang, R.; An, L. Oscillating pressure sintering of W–Ni–Fe refractory alloy. J. Alloys Compd. 2019, 805, 789–793. [Google Scholar] [CrossRef]
- Chen, H.; Zi, X.; Han, Y.; Dong, J.; Liu, S.; Chen, C. Microstructure and mechanical properties of additive manufactured W-Ni-Fe-Co composite produced by selective laser melting. Int. J. Refract. Met. Hard Mater. 2020, 86, 105111. [Google Scholar] [CrossRef]
- Xiao, F.; Miao, Q.; Wei, S.; Barriere, T.; Cheng, G.; Zuo, S.; Xu, L. Uniform nanosized oxide particles dispersion strengthened tungsten alloy fabricated involving hydrothermal method and hot isostatic pressing. J. Alloys Compd. 2020, 824, 153894. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.; Guan, M.; Qu, S.; Yang, X.; Zhang, J. Dynamic deformation behavior of 93W-5.6Ni-1.4Fe heavy alloy prepared by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2016, 58, 117–124. [Google Scholar] [CrossRef]
- Li, Y.; Hu, K.; Li, X.; Ai, X.; Qu, S. Fine-grained 93W–5.6Ni–1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering. Mater. Sci. Eng. A 2013, 573, 245–252. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, W.; Ji, W.; He, Q.; Wang, A.; Tan, L.; Yang, K. Ultrafine Grain Tungsten Heavy Alloys with Excellent Performance Prepared by Spark Plasma Sintering. J. Wuhan Univ. Technol. Sci. Ed. 2020, 35, 393–398. [Google Scholar] [CrossRef]
- Xiang, D.; Ding, L.; Li, Y.; Li, J.; Li, X.; Li, C. Microstructure and mechanical properties of fine-grained W–7Ni–3Fe heavy alloy by spark plasma sintering. Mater. Sci. Eng. A 2012, 551, 95–99. [Google Scholar] [CrossRef]
- Zou, J.; Xiao, Q.; Chen, B.; Li, Y.; Han, S.; Jiao, Y.; Zhang, X.; Li, X.; Liang, T. Effect of HfC addition on the microstructure and properties of W–4. 9Ni–2.1Fe heavy alloys. J. Alloys Compd. 2021, 872, 159683. [Google Scholar] [CrossRef]
- Eroglu, S.; Baykara, T. Effects of powder mixing technique and tungsten powder size on the properties of tungsten heavy alloys. J. Mater. Process. Technol. 2000, 103, 288–292. [Google Scholar] [CrossRef]
- Luo, R.; Huang, D.; Yang, M.; Tang, E.; Wang, M.; He, L. Penetrating performance and “self-sharpening” behavior of fine-grained tungsten heavy alloy rod penetrators. Mater. Sci. Eng. A 2016, 675, 262–270. [Google Scholar] [CrossRef]
- Ye, L.; Han, Y.; Fan, J.; Du, Z. Fabrication of ultrafine-grain and great-performance W–Ni–Fe alloy with medium W content. J. Alloys Compd. 2020, 846, 156237. [Google Scholar] [CrossRef]
- Panchal, A.; Reddy, K.V.; Azeem, P.A.; Nandy, T.K.; Singh, A.K. Microstructure, Tensile Flow and Work Hardening Behavior of W–Ni–Fe Alloys: Effect of Co and Co + Mo Additions. Met. Microstruct. Anal. 2020, 9, 774–787. [Google Scholar] [CrossRef]
- Li, W.; Dong, H. Effect of nano-Y2O3 on microstructure and mechanical properties of W–Ni–Cu alloys. Mater. Res. Express 2018, 5, 106503. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Annamalai, A.R.; Venkatachalam, G. Microstructure and mechanical properties of spark plasma sintered tungsten heavy alloys. Mater. Sci. Eng. A 2018, 710, 66–73. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, N.; Ma, Z.; Liu, C.; Guo, Q.; Liu, Y. Preparation of ultra-fine grain W-Y2O3 alloy by an improved wet chemical method and two-step spark plasma sintering. J. Alloys Compd. 2017, 695, 2969–2973. [Google Scholar] [CrossRef]
- Pan, Y.; Ding, L.; Li, H.; Xiang, D. Effects of Y 2 O 3 on the microstructure and mechanical properties of spark plasma sintered fine-grained W-Ni-Mn alloy. J. Rare Earths 2017, 35, 1149–1155. [Google Scholar] [CrossRef]
- Seyyedi, A.; Abdoos, H. An examination of microstructure and dry wear properties of Nano-Y2O3 incorporated in fine-grained W-Ni-Cu alloy prepared by conventional and spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2022, 102, 105728. [Google Scholar] [CrossRef]
- Sheikin, S.E.; Andreev, I.V.; Melnychenko, V.V.; Studenets, S.F.; Hnatenko, I.O. Strain Hardening of Alloys of the W–Ni–Fe System by Cold High-Cycle Reduction. Mater. Sci. 2020, 56, 340–346. [Google Scholar] [CrossRef]
- Liu, W.; Wu, Y.; He, J.; Nieh, T.; Lu, Z. Grain growth and the Hall–Petch relationship in a high-entropy FeCrNiCoMn alloy. Scr. Mater. 2013, 68, 526–529. [Google Scholar] [CrossRef]
- Rice, R.W.; Wu, C.C.; Boichelt, F. Hardness-Grain-Size Relations in Ceramics. J. Am. Ceram. Soc. 1994, 77, 2539–2553. [Google Scholar] [CrossRef]
- Xu, H.; Zou, J.; Wang, W.; Wang, H.; Ji, W.; Fu, Z. Densification mechanism and microstructure characteristics of nano- and micro- crystalline alumina by high-pressure and low temperature sintering. J. Eur. Ceram. Soc. 2021, 41, 635–645. [Google Scholar] [CrossRef]
- Liu, J.; Fu, Z.; Wang, W.; Zhang, J.; Wang, H.; Wang, Y.; Lee, S.; Niihara, K. Ultra-high heating rate densification of nanocrystalline magnesia at high pressure and investigation on densification mechanisms. J. Eur. Ceram. Soc. 2014, 34, 3095–3102. [Google Scholar] [CrossRef]
- Ji, W.; Xu, H.; Wang, W.; Fu, Z. Sintering dense nanocrystalline 3YSZ ceramics without grain growth by plastic deformation as dominating mechanism. Ceram. Int. 2019, 45, 9363–9367. [Google Scholar] [CrossRef]
- Ciurans-Oset, M.; Mundó-Tijeras, I.; Mouzon, J.; Akhtar, F. Use of AFM topography images to determine microindentation hardness of cast tungsten carbide powders. Int. J. Refract. Met. Hard Mater. 2022, 107, 105878. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Park, S.J.; Martin, J.M.; Guo, J.F.; Johnson, J.L.; German, R.M. Grain growth behavior of tungsten heavy alloys based on the master sintering curve concept. Met. Mater. Trans. A 2006, 37, 3337–3346. [Google Scholar] [CrossRef]
- Li, H.Y.; Jin, X.J. Determination of Dislocation Density in Nanostructured Bainitic Steels. J. Shanghai Jiaotong Univ. 2010, 44, 613–615, 620. [Google Scholar] [CrossRef]
- Debata, M.; Acharya, T.; Sengupta, P.; Acharya, P.; Bajpai, S.; Jayasankar, K. Effect of high energy ball milling on structure and properties of 95W-3.5Ni-1.5Fe heavy alloys. Int. J. Refract. Met. Hard Mater. 2017, 69, 170–179. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.-Q.; Yang, C.; Li, Y.-Y. Densification and microstructure evolution during SPS consolidation process in W-Ni-Fe system. Trans. Nonferrous Met. Soc. China 2011, 21, 493–501. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.; Li, Y.; Zhao, Y.; Li, J. Phase, microstructure and properties evolution of fine-grained W–Mo–Ni–Fe alloy during spark plasma sintering. Mater. Des. 2012, 37, 8–12. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.-H.; Wang, J.; Li, Z.-H.; Xie, J.-S.; Liu, S.-J.; Guan, K.; Wu, R.-Z. Toward the development of Mg alloys with simultaneously improved strength and ductility by refining grain size via the deformation process. Int. J. Miner. Met. Mater. 2020, 28, 30–45. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Tungsten | Nickel | Iron |
|---|---|---|---|
| Particle size (μm) | 0.1 | 0.1 | 0.1 |
| Purity (wt%) | ≥99.95% | ≥99.95% | ≥99.95% |
| Particle shape | Polyhedral | Spherical | Spherical |
| W (wt%) | Ni (wt%) | Fe (wt%) | |
|---|---|---|---|
| Spot 1 | 27.07 | 71.07 | 1.84 |
| Spot 2 | 97.32 | 2.67 | 0.00 |
| Spot 3 | 97.35 | 1.10 | 1.54 |
| Spot 4 | 96.77 | 3.01 | 0.20 |
| Spot 5 | 97.46 | 1.83 | 0.69 |
| Spot 6 | 98.63 | 1.36 | 0.00 |
| Powder Size (μm) | Processing Methods | Relative Density (%) | Temperature (°C) | Hardness (HV) | Grain Size (μm) | Reference |
|---|---|---|---|---|---|---|
| 1~3 | Microwave a,* | 98.6 | 1500 | 410 | - | [10] |
| 18 | SLM b,* | 96.1 | - | - | - | [15] |
| 3 | OPS-HP c,* | 95 | 1250 | 450 | 3.8 | [14] |
| 20 | LPS d,* | 97.1 | 1500 | 294 | 22.7 | [41] |
| 2.5 | SPS e,* | 99.4 | 1410 | - | - | [42] |
| 2.3~2.7 | SPS | 94.7 | 1100 | 430 | 3~5 | [20] |
| 1~3 | SPS | 90 | 1000 | 746 | 1.5 | [43] |
| 0.1 | SPS | 98.1 | 1050 | 850 | 0.87 | [19] |
| 0.1 | SPS-150 MPa | 98.6 | 950 | 1079 ± 14 | 0.27 | Present work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Zhu, Q.; Li, Q.; Ji, W.; Wang, W.; Fu, Z. Ultrafine-Grained Tungsten Heavy Alloy Prepared by High-Pressure Spark Plasma Sintering. Materials 2022, 15, 6168. https://doi.org/10.3390/ma15176168
Zhang S, Zhu Q, Li Q, Ji W, Wang W, Fu Z. Ultrafine-Grained Tungsten Heavy Alloy Prepared by High-Pressure Spark Plasma Sintering. Materials. 2022; 15(17):6168. https://doi.org/10.3390/ma15176168
Chicago/Turabian StyleZhang, Shuaihao, Qiqi Zhu, Qiunan Li, Wei Ji, Weimin Wang, and Zhengyi Fu. 2022. "Ultrafine-Grained Tungsten Heavy Alloy Prepared by High-Pressure Spark Plasma Sintering" Materials 15, no. 17: 6168. https://doi.org/10.3390/ma15176168
APA StyleZhang, S., Zhu, Q., Li, Q., Ji, W., Wang, W., & Fu, Z. (2022). Ultrafine-Grained Tungsten Heavy Alloy Prepared by High-Pressure Spark Plasma Sintering. Materials, 15(17), 6168. https://doi.org/10.3390/ma15176168