

Microstructure Evolution and Mechanical Properties of 20%SiCp/Al Joint Prepared via Laser Welding

Abstract
:1. Introduction
2. Materials and Methods
3. Results
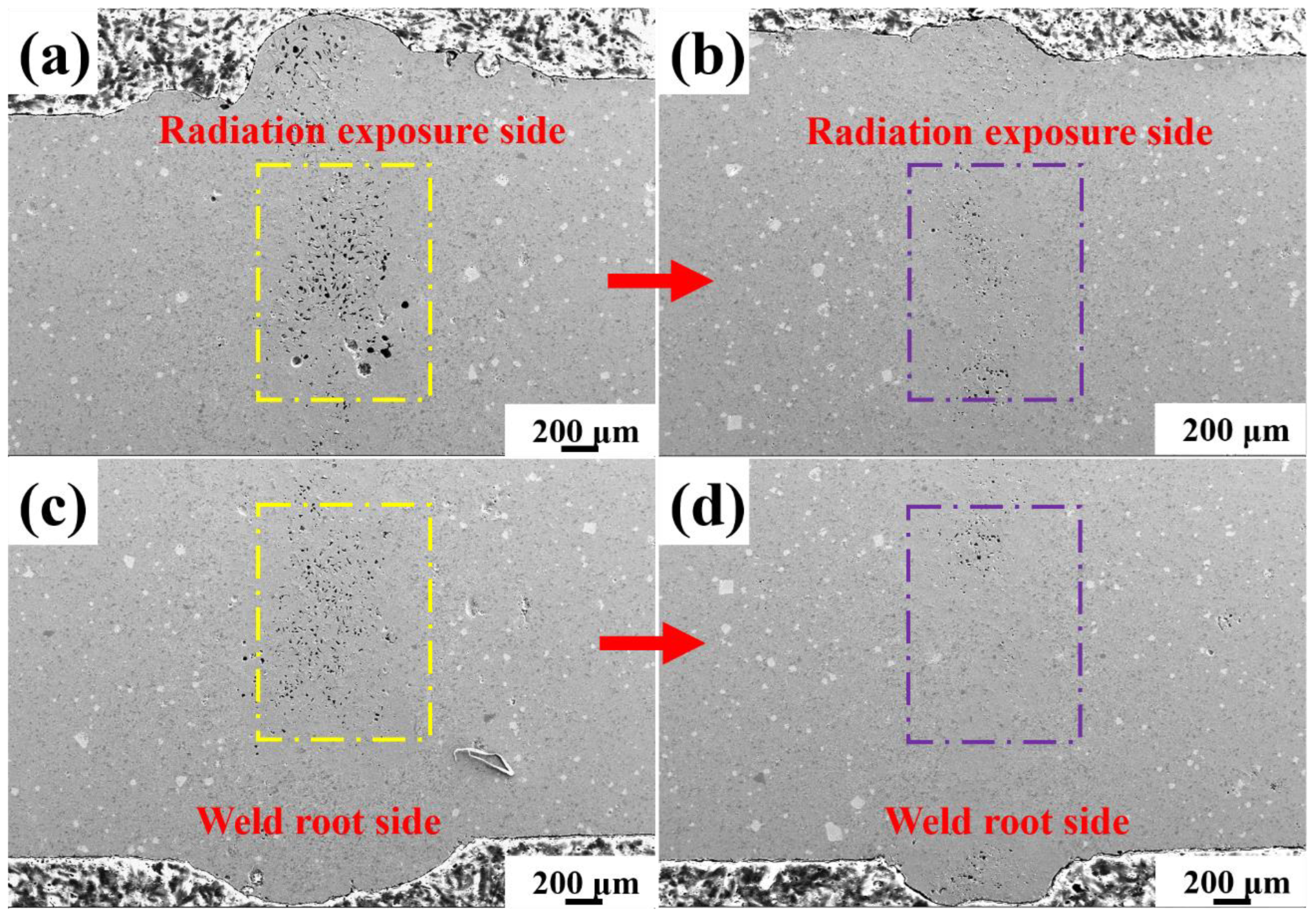
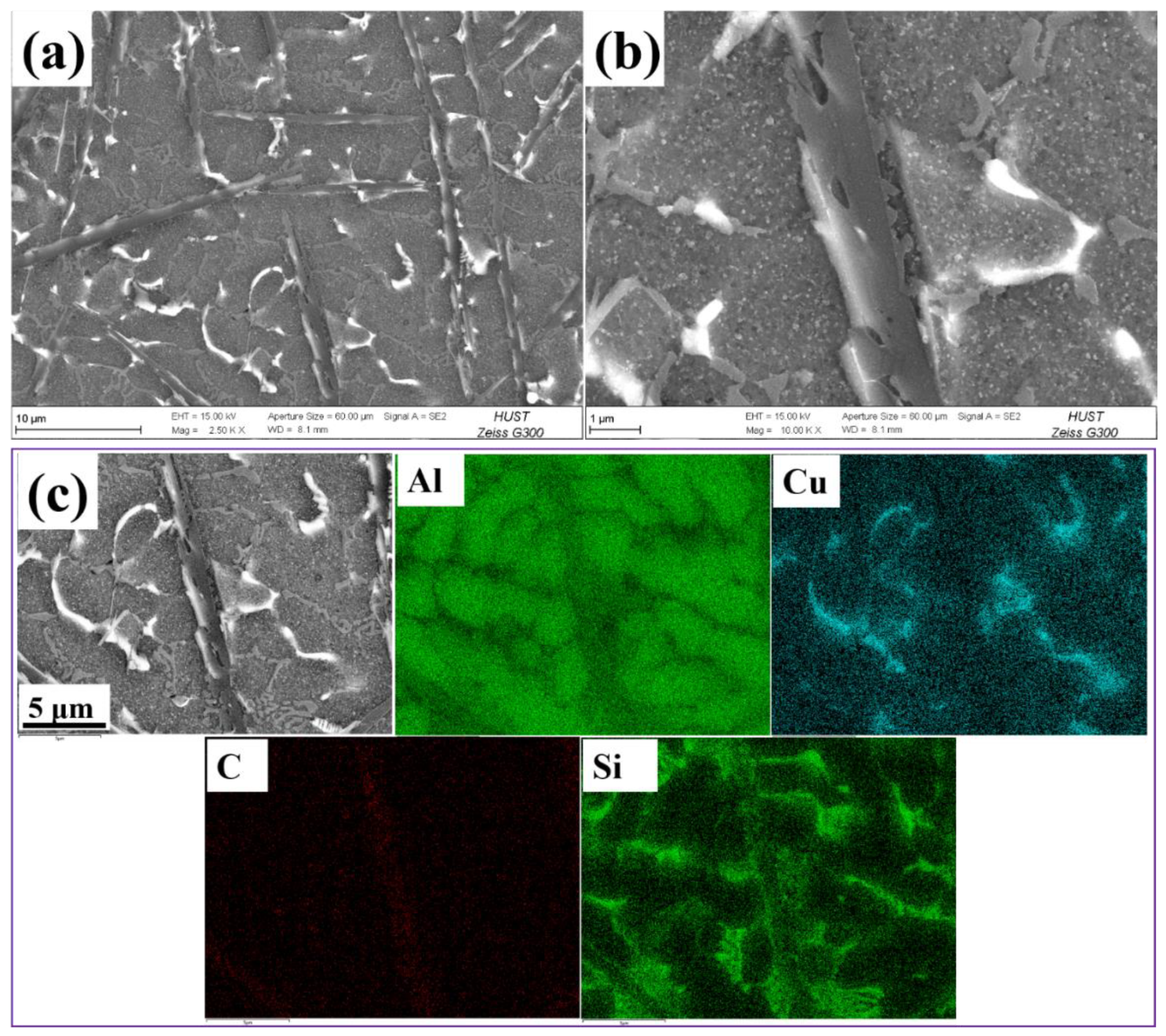
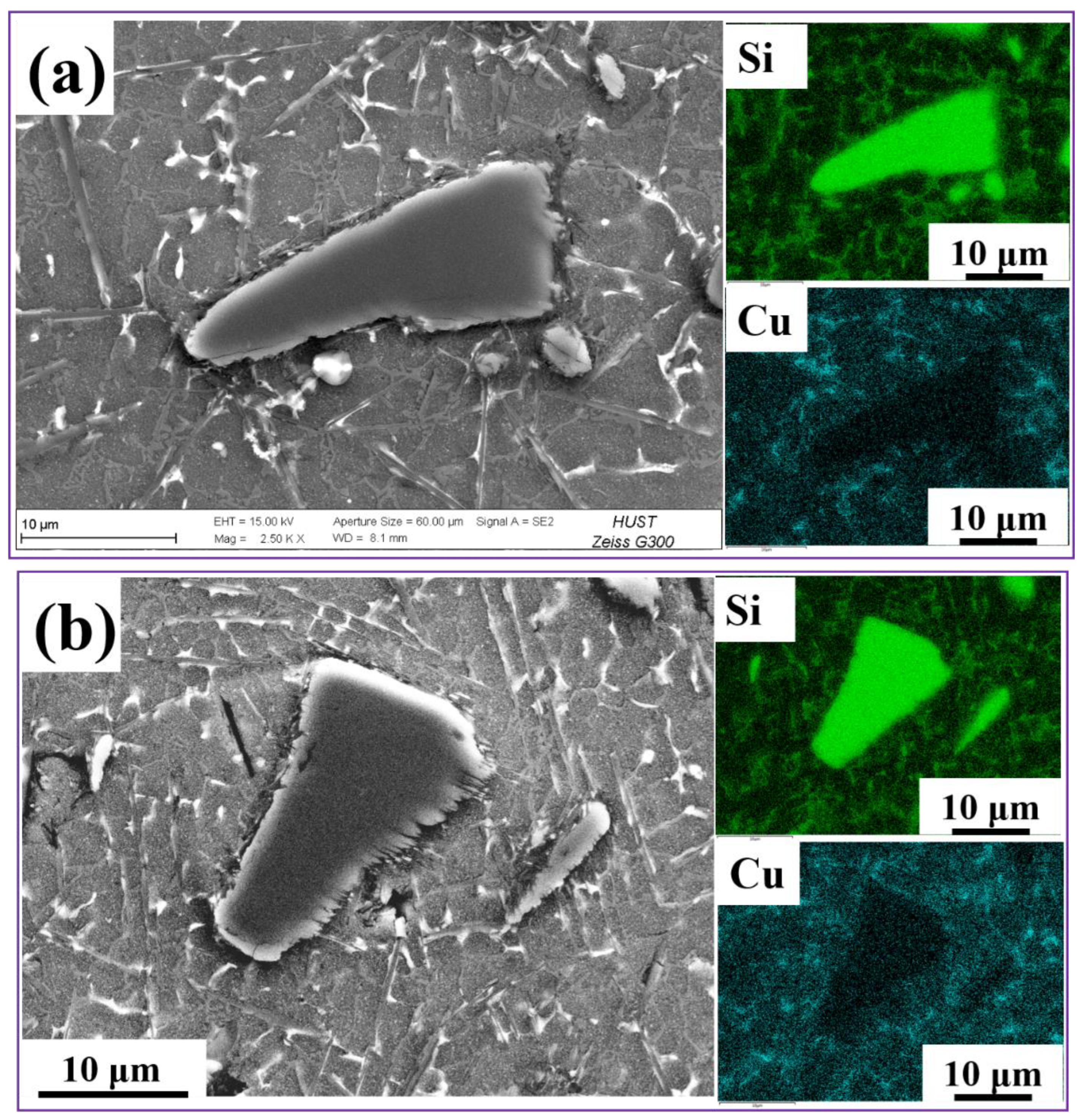
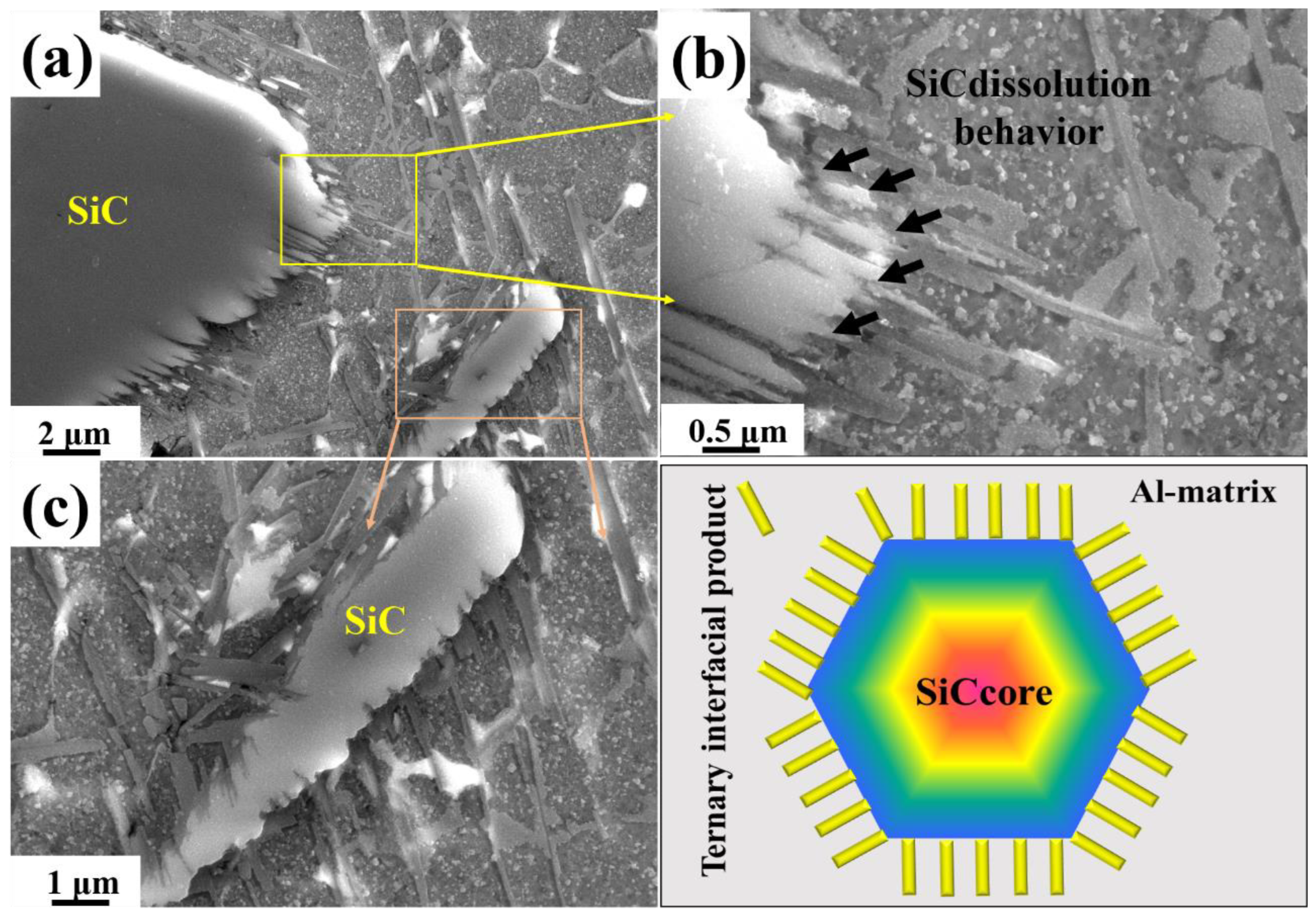
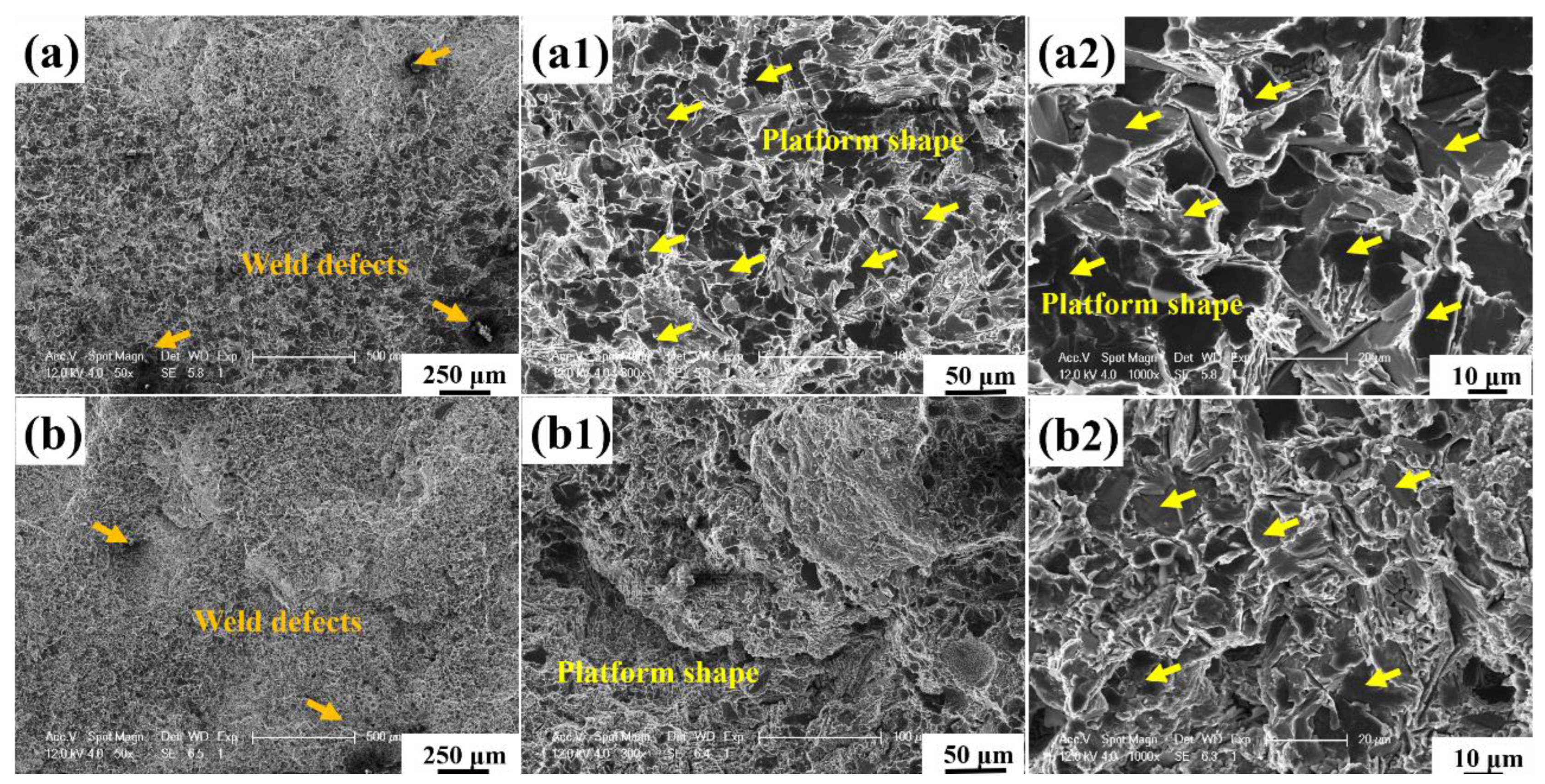
3.1. Microstructure Characterization
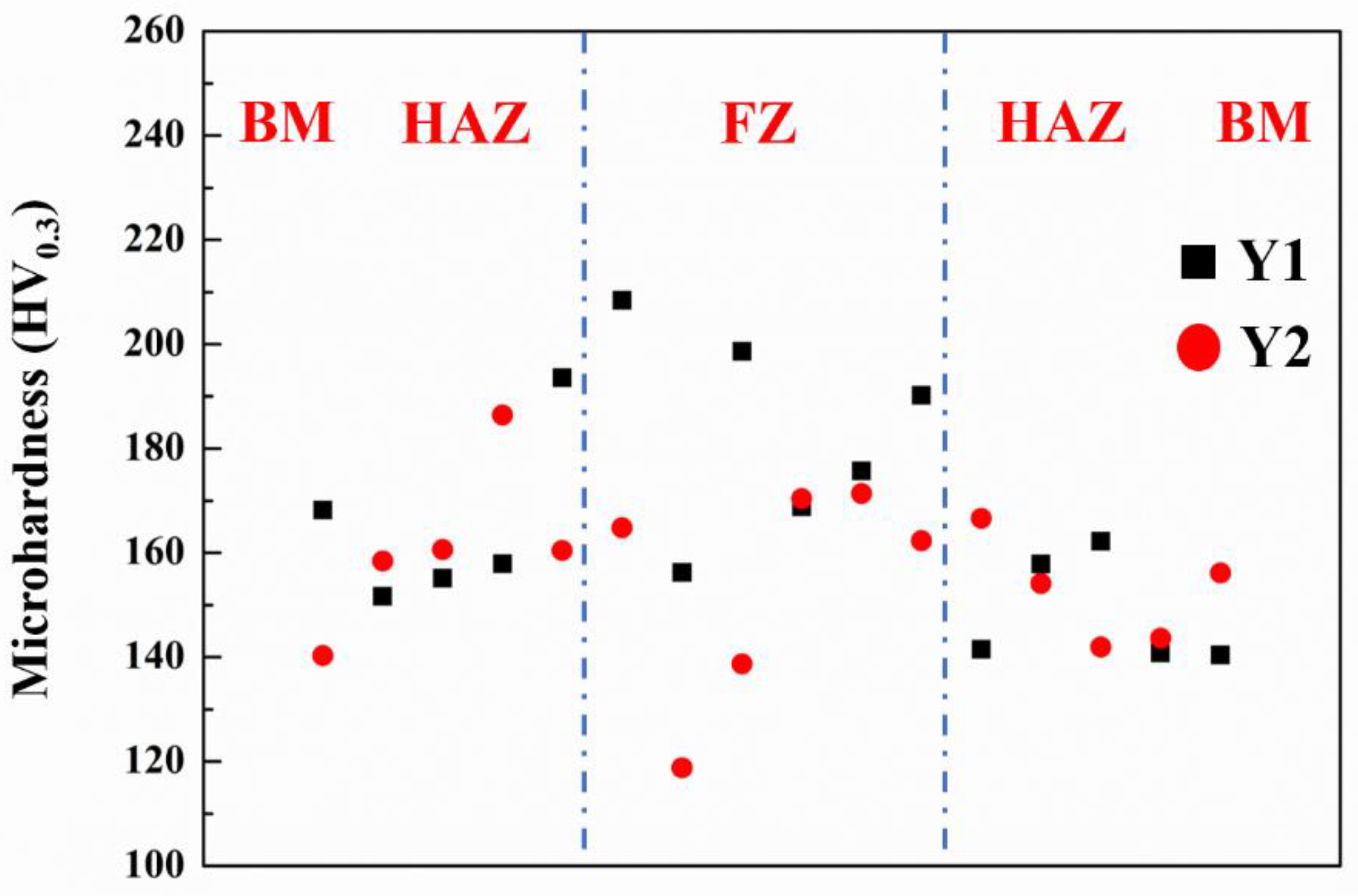
3.2. Microhardness and Tensile Strength
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Jiang, S.; Wang, H.; Wu, Y.; Liu, X.; Chen, H.; Yao, M.; Gault, B.; Ponge, D.; Raabe, D.; Hirata, A.; et al. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature 2017, 544, 460–464. [Google Scholar]
- Qiao, Q.; Su, Y.; Ouyang, Q.; Zhang, D.; Song, X.; Guo, L. Microstructural characterization and mechanical properties of 120-mm ultra-thick SiCp/Al composite plates joined by double-sided friction stir welding. Met. Mater. Trans. A 2019, 50, 3589–3602. [Google Scholar] [CrossRef]
- Song, J.; Guo, Q.; Ouyang, Q.; Su, Y.; Zhang, J.; Lavernia, E.J.; Schoenung, J.M.; Zhang, D. Influence of interfaces on the mechanical behavior of SiC particulate-reinforced Al-Zn-Mg-Cu composites. Mater. Sci. Eng. A 2015, 644, 79–84. [Google Scholar] [CrossRef]
- Niu, J.; Pan, L.; Wang, M.; Fu, C.; Meng, X. Research on laser welding of aluminum matrix composite SiCw/6061. Vacuum 2006, 80, 1396–1399. [Google Scholar] [CrossRef]
- Qiao, Q.; Su, Y.; Cao, H.; Zhang, D.; Ouyang, Q. Effect of post-weld heat treatment on double-sided friction stir welded joint of 120 mm ultra-thick SiCp/Al composite plates. Mater. Charact. 2020, 169, 110668. [Google Scholar] [CrossRef]
- Examilioti, T.N.; Kashaev, N.; Enz, J.; Klusemann, B.; Alexopoulos, N.D. On the influence of laser beam welding parameters for autogenous AA2198 welded joints. Int. J. Adv. Manuf. Technol. 2020, 110, 2079–2092. [Google Scholar] [CrossRef]
- Yu, Z.; Tan, Z.; Xu, R.; Ji, G.; Fan, G.; Xiong, D.-B.; Guo, Q.; Li, Z.; Zhang, D. Enhanced load transfer by designing mechanical interfacial bonding in carbon nanotube reinforced aluminum composites. Carbon 2019, 146, 155–161. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Zhou, W.; Yamaguchi, T.; Kikuchi, K.; Nomura, N.; Kawasaki, A. Effectively enhanced load transfer by interfacial reactions in multi-walled carbon nanotube reinforced Al matrix composites. Acta Mater. 2017, 125, 369–376. [Google Scholar] [CrossRef]
- Kawai, C. Effect of interfacial reaction on the thermal conductivity of Al-SiC composites with SiC dispersions. J. Am. Ceram. Soc. 2001, 84, 896–898. [Google Scholar] [CrossRef]
- Chunming, W.; Liu, C.; Wang, C.; Xiong, L.; Ouyang, Q. The effect of Zr addition on the laser welding of SiCp/2A14Al composite. J. Mater. Res. Technol. 2021, 15, 5175–5186. [Google Scholar]
- Long, J.; Zhang, L.-J.; Zhang, L.-L.; Wang, X.; Zhang, G.-F.; Zhang, J.-X.; Na, S.-J. Effects of minor Zr addition on the microstructure and mechanical properties of laser welded joint of Al/SiCp metalmatrix composite. J. Manuf. Process. 2020, 49, 373–384. [Google Scholar] [CrossRef]
- Hua, Z.; Wang, C.; Mi, G.; Jiang, P.; Xiong, L. Effects of Ti on the forming, microstructure and mechanical properties of laser welded joints of SiCp/2A14 composites. J. Mater. Res. Technol. 2021, 15, 6272–6286. [Google Scholar] [CrossRef]
- Enz, J.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Fibre laser welding of high-alloyed Al-Zn-Mg-Cu alloys. J. Mater. Process. Technol. 2016, 237, 155–162. [Google Scholar] [CrossRef]
- Huang, Y.; Hua, X.; Shen, C.; Li, F.; Ding, Y.; Mou, G. Metal evaporation flux across Knudsen layer in laser keyhole welding of Al-Mg alloys with pressure balance condition method. Appl. Surf. Sci. 2021, 536, 147838. [Google Scholar] [CrossRef]
- Timofeeva, E.V.; Routbort, J.L.; Singh, D. Particle shape effects on thermophysical properties of alumina nanofluids. J. Appl. Phys. 2009, 106, 014304. [Google Scholar] [CrossRef]
- Heiple, C.; Cr, H. Mechanism for Minor Element Effect on GTA Fusion Zone Geometry. Weld. J. 1982, 61, 97S–102S. [Google Scholar]
- Viala, J.C.; Fortier, P.; Bouix, J. Stable and metastable phase equilibria in the chemical interaction between aluminium and silicon carbide. J. Mater. Sci. 1990, 25, 1842. [Google Scholar] [CrossRef]
- Viala, J.C.; Bosselet, F.; Laurent, V.; Lepetitcorps, Y.V. Mechanism and kinetics of the chemical interaction between liquid aluminium and siliconcarbide single crystals. J. Mater. Sci. 1993, 28, 5301. [Google Scholar] [CrossRef]
- Qiu, F.; Tong, H.; Shen, P.; Cong, X.; Wang, Y.; Jiang, Q. Overview: SiC/Al interface reaction and interface structure evolution eechanism. Acta Met. Sin. 2019, 55, 87–100. [Google Scholar]
- Fang, X. Thoeretical Prediction of Interfacial Reaction and Work of Adhesion in SiC/Al Composites; Shanghai Jiao Tong University: Shanghai, China, 2013. [Google Scholar]
- Fang, X.; Fan, T.X.; Zhang, D. Work of adhesion in Al/SiC composites with alloying element addition. Met. Mater. Trans. 2013, 44, 5192. [Google Scholar] [CrossRef]
- Lee, J.C.; Byun, J.Y.; Park, S.B.; Lee, H.I. Prediction of Si contents to suppress the formation of Al4C3 in the SiCp/Al composite. Acta Mater. 1998, 46, 1771. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Chi, J.; Wang, S.; Ren, L.; Fang, M. Microstructure and tribology properties of in-situ MC(M:Ti, Nb) coatings prepared via PTA technology. Vacuum 2019, 160, 264–271. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Chi, J.; Wang, S.; Yang, S.; Yang, J.; Wei, Y. Effect of Ti on microstructure characteristics, carbide precipitation mechanism and tribological behavior of different WC types reinforced Ni-based gradient coating. Surf. Coat. Technol. 2019, 374, 645–655. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.-M. Selective laser melting of TiC reinforced 316 L stainless steel matrix nanocomposites: Influence of starting TiC particle size and volume content. Mater. Des. 2016, 104, 141–151. [Google Scholar] [CrossRef]
- Jiang, Y.; Tan, Z.; Fan, G.; Zhang, Z.; Xiong, D.-B.; Guo, Q.; Li, Z.; Zhang, D. Nucleation and growth mechanisms of interfacial carbide in graphene nanosheet/Al composites. Carbon 2020, 161, 17–24. [Google Scholar] [CrossRef]
- Kang, K.; Bae, G.; Kim, B.; Lee, C. Thermally activated reactions of multi-walled carbon nanotubes reinforced aluminum matrix composite during the thermal spray consolidation. Mater. Chem. Phys. 2012, 133, 495–499. [Google Scholar] [CrossRef]
- Okura, A.; Motoki, K. Rate of formation of intermetallic compounds in aluminium matrix-carbon fibre composites. Compos. Sci. Technol. 1985, 24, 243–252. [Google Scholar] [CrossRef]
- Lee, M.; Choi, Y.; Sugio, K.; Matsugi, K.; Sasaki, G. Effect of aluminum carbide on thermal conductivity of the unidirectional CF/Al composites fabricated by low pressure infiltration process. Compos. Sci. Technol. 2014, 97, 1–5. [Google Scholar] [CrossRef]
- Gu, M.; Yang, H.; Jiang, W.; Zhang, G. Study on the interfacial reaction product in Gr/A1 composites. Adv. Compos. Mater. 1996, 5, 119–128. [Google Scholar]
- Solozhenko, V.L.; Kurakevych, O.O. Equation of state of aluminum carbide Al4C3. Solid State Commun. 2005, 133, 385–388. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Keshri, A.K.; Singh, V.; Seal, S.; Agarwal, A. Interface in carbon nanotube reinforced aluminum silicon composites: Thermodynamic analysis and experimental verification. J. Alloys Compd. 2009, 481, 207–213. [Google Scholar] [CrossRef]
- Che, Z.; Zhang, Y.; Li, J.; Zhang, H.; Wang, X.; Sun, C.; Wang, J.; Kim, M.J. Nucleation and growth mechanisms of interfacial Al4C3 in Al/diamond composites. J. Alloys Compd. 2016, 657, 81–89. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Laser Powder | Welding Velocity |
|---|---|---|
| Y1 | 4000 W | 67 (mm/s) |
| Y2 | 8000 W | 133 (mm/s) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, F.; Jiang, Y.; Mi, G.; Zhang, M.; Wang, C. Microstructure Evolution and Mechanical Properties of 20%SiCp/Al Joint Prepared via Laser Welding. Materials 2022, 15, 6046. https://doi.org/10.3390/ma15176046
Li F, Jiang Y, Mi G, Zhang M, Wang C. Microstructure Evolution and Mechanical Properties of 20%SiCp/Al Joint Prepared via Laser Welding. Materials. 2022; 15(17):6046. https://doi.org/10.3390/ma15176046
Chicago/Turabian StyleLi, Fei, Yiming Jiang, Gaoyang Mi, Mingyang Zhang, and Chunming Wang. 2022. "Microstructure Evolution and Mechanical Properties of 20%SiCp/Al Joint Prepared via Laser Welding" Materials 15, no. 17: 6046. https://doi.org/10.3390/ma15176046
APA StyleLi, F., Jiang, Y., Mi, G., Zhang, M., & Wang, C. (2022). Microstructure Evolution and Mechanical Properties of 20%SiCp/Al Joint Prepared via Laser Welding. Materials, 15(17), 6046. https://doi.org/10.3390/ma15176046