
Effect of Welding Parameters on Mechanical Properties and Microstructure of Friction Stir Welded AA7075-T651 Aluminum Alloy Butt Joints





Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Initial Observations
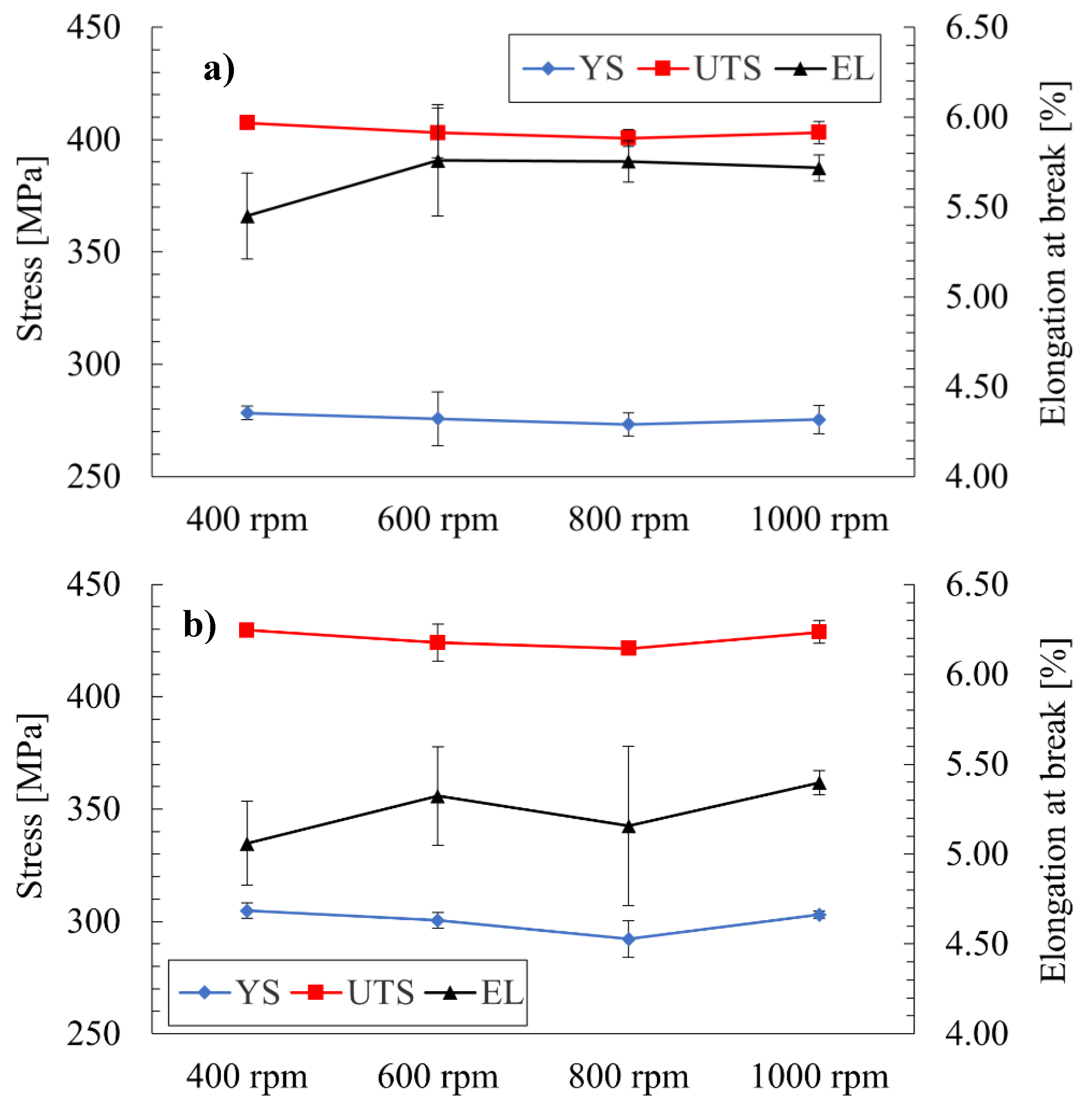
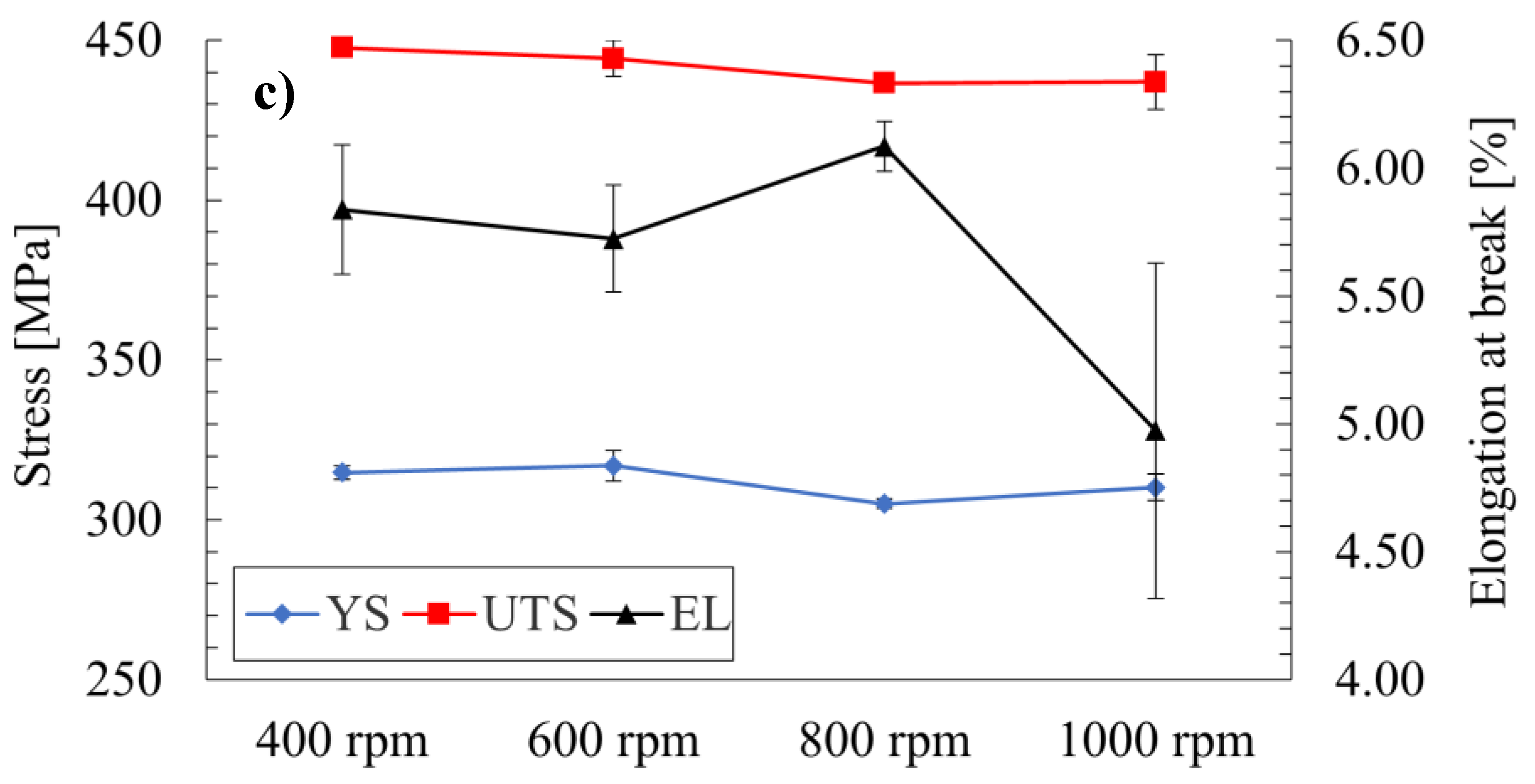
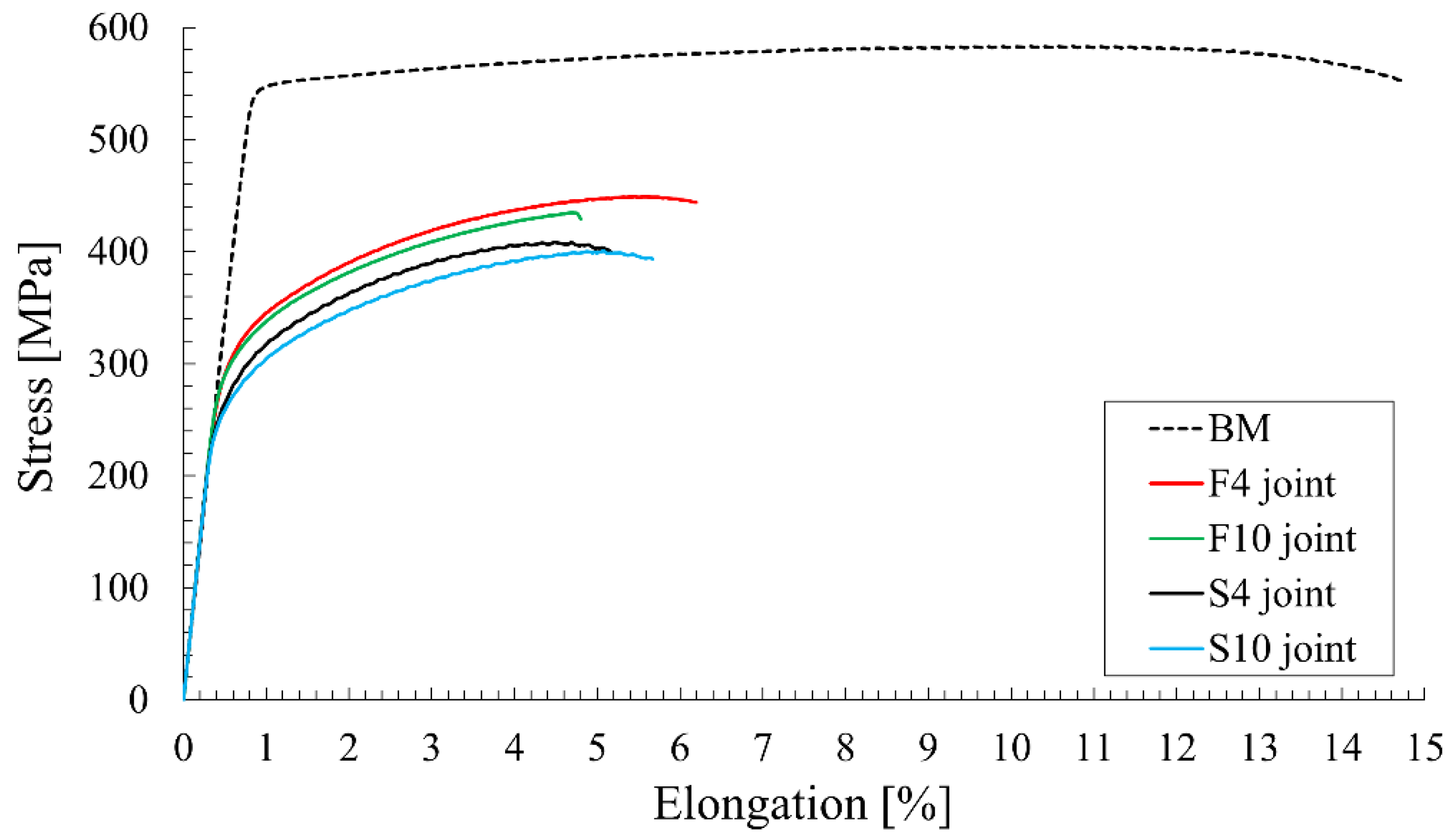
3.2. Mechanical Properties
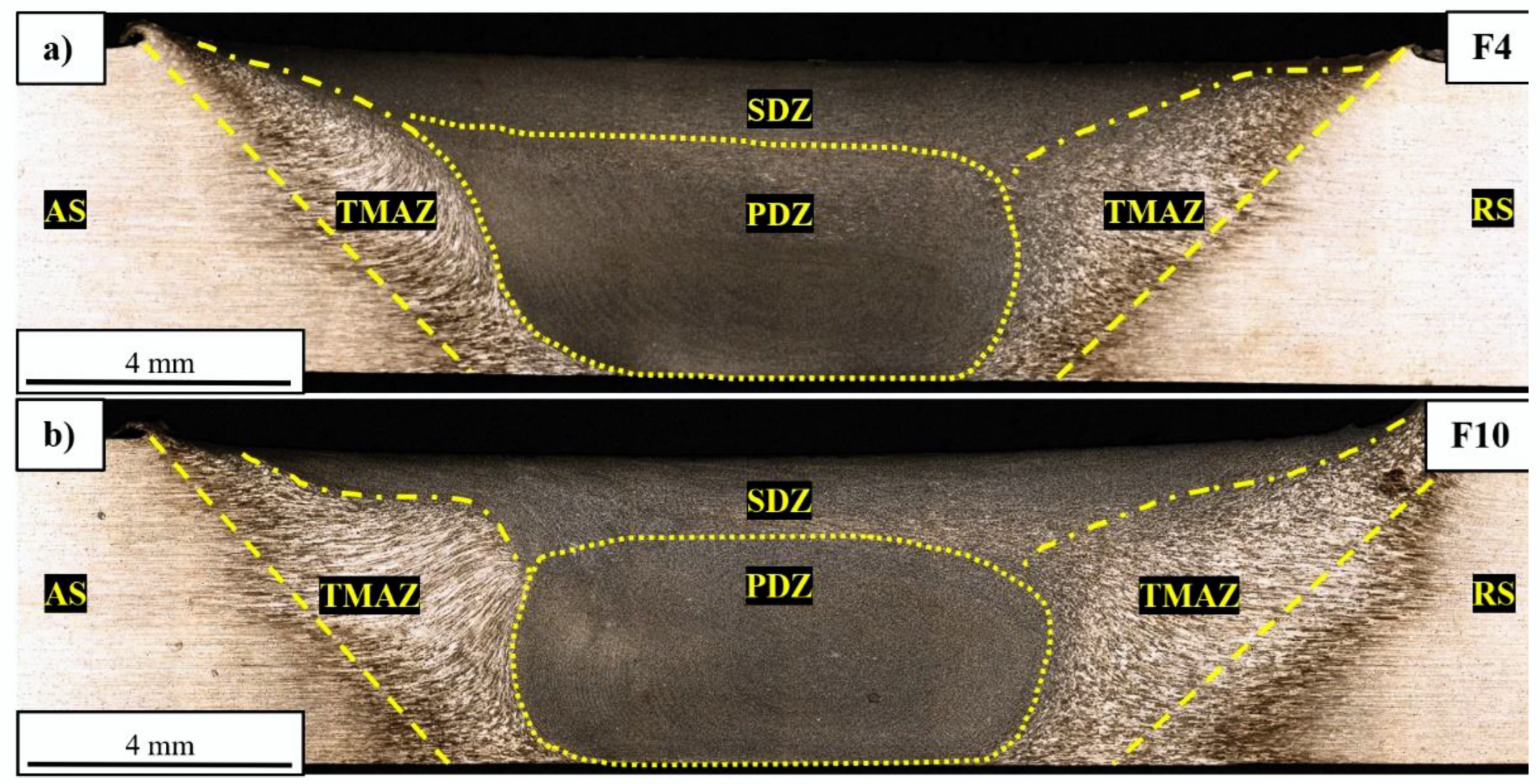
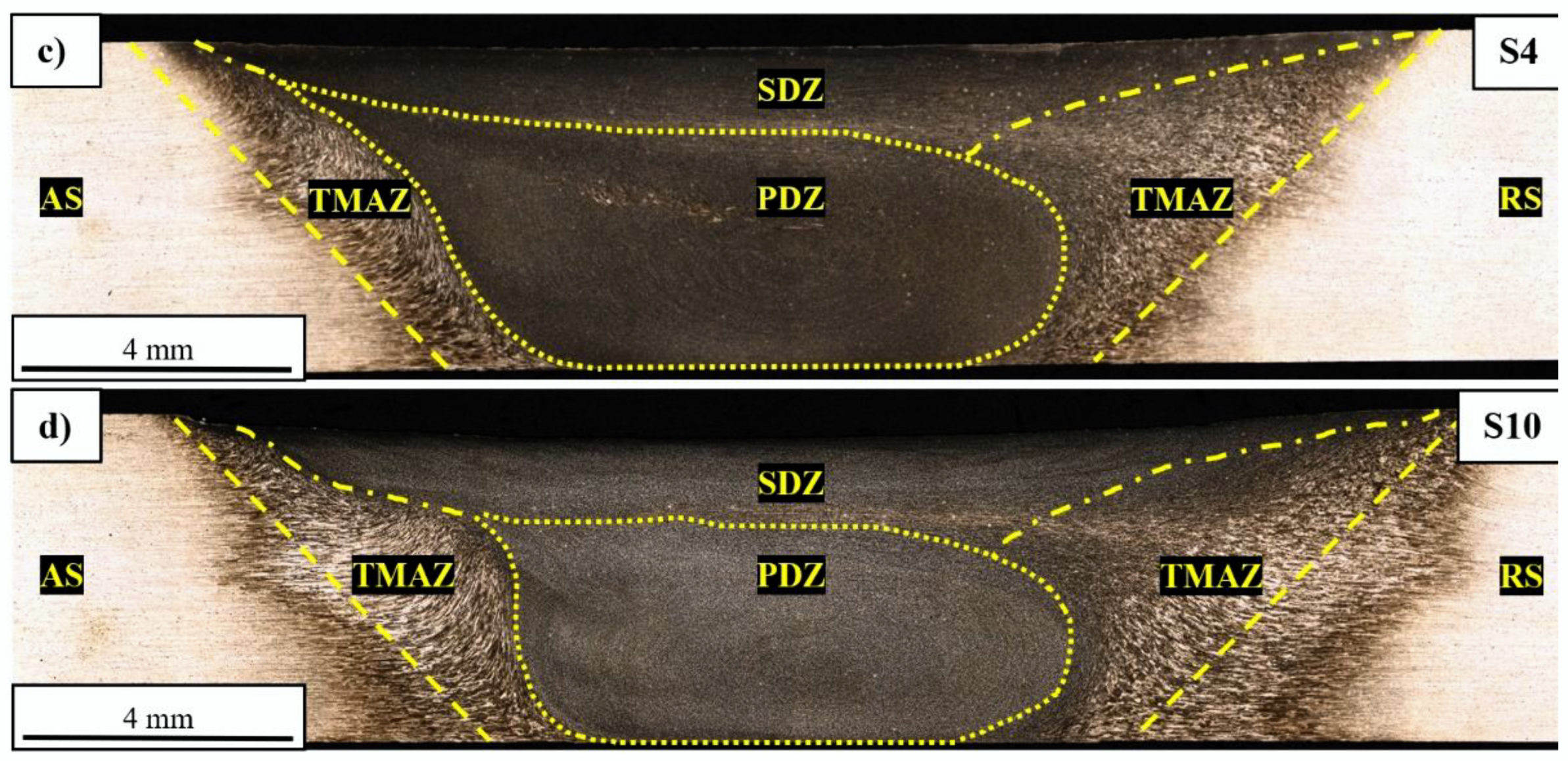
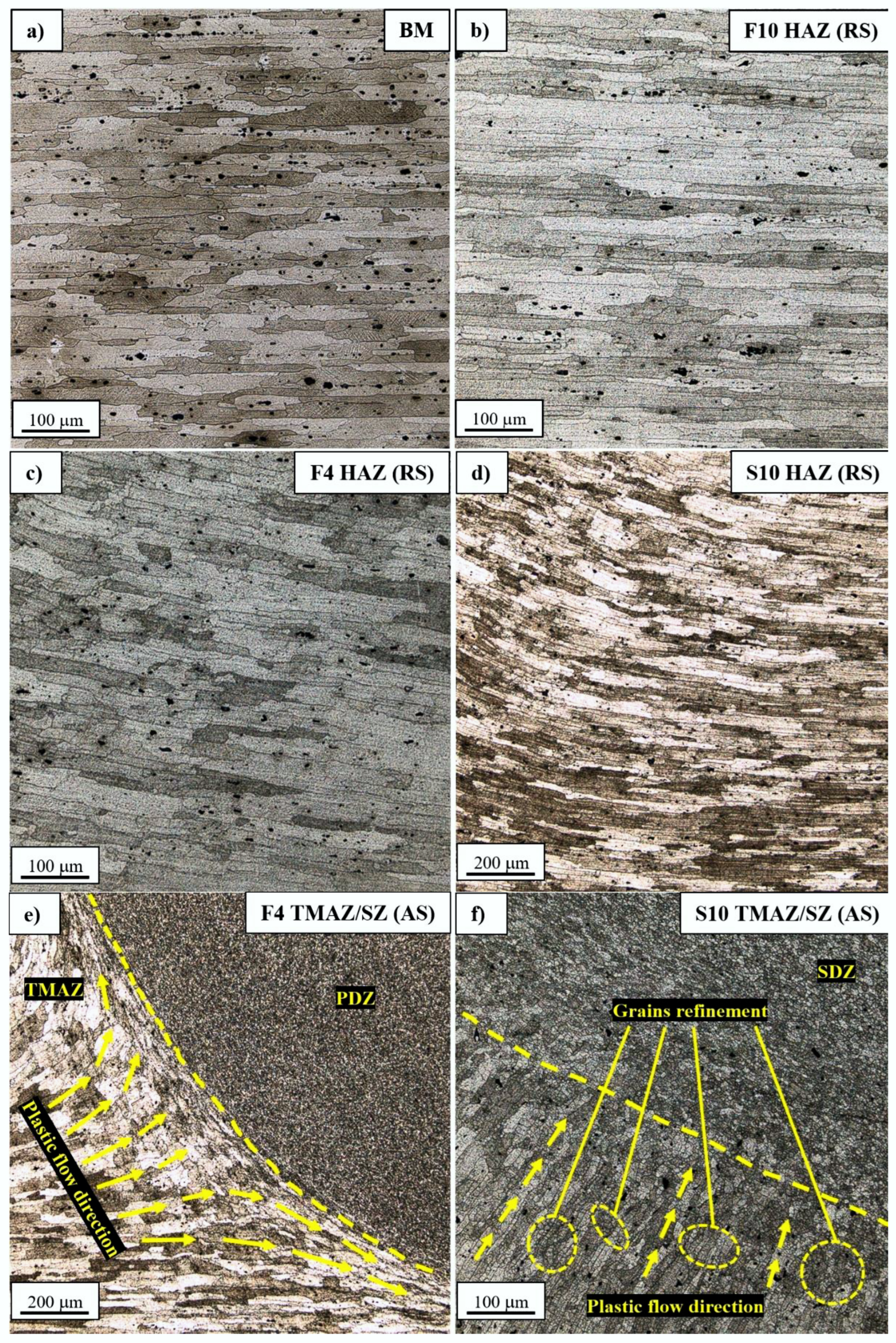
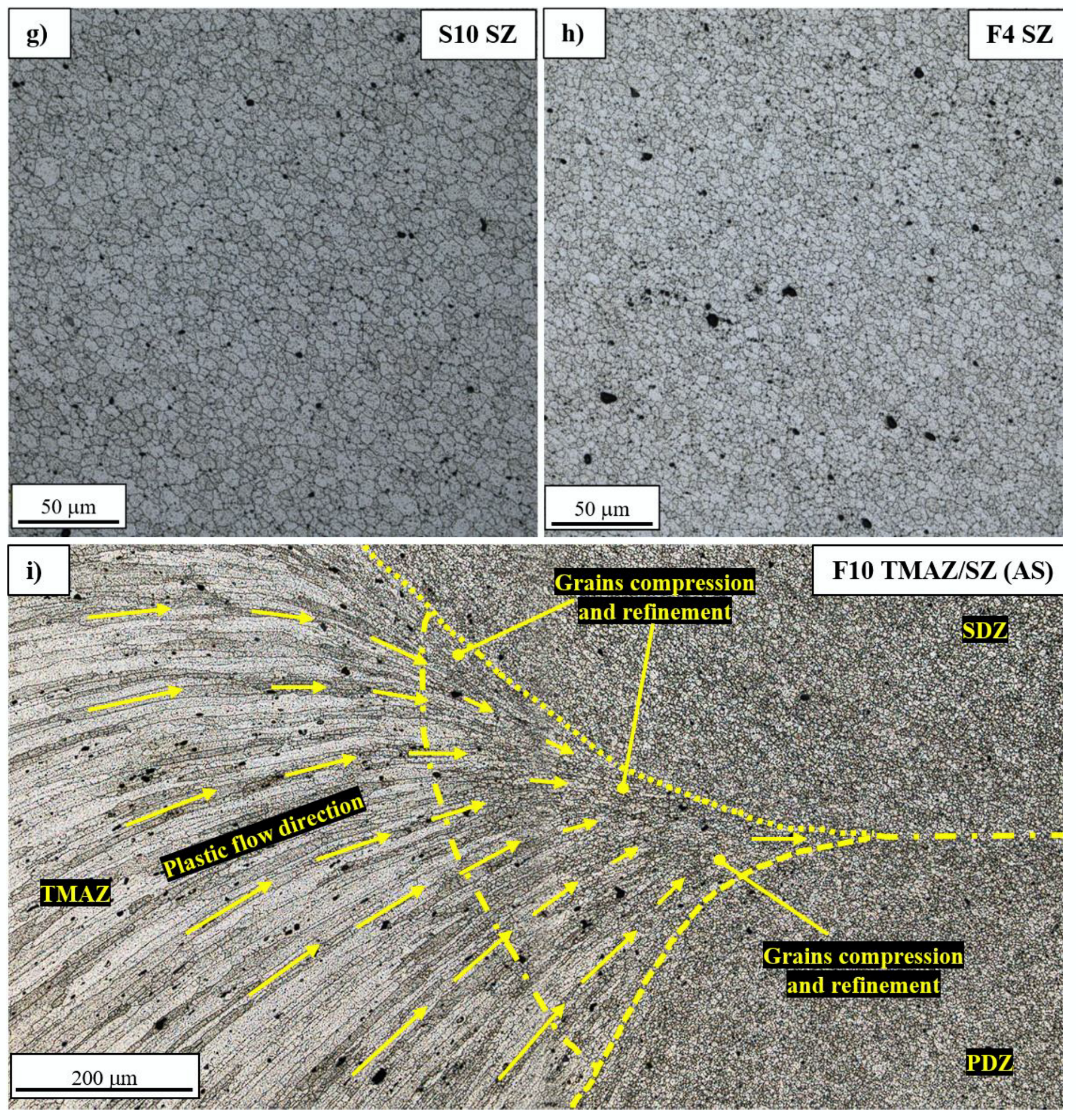
3.3. Macro- and Microstructure Analysis
3.4. Microhardness Distribution
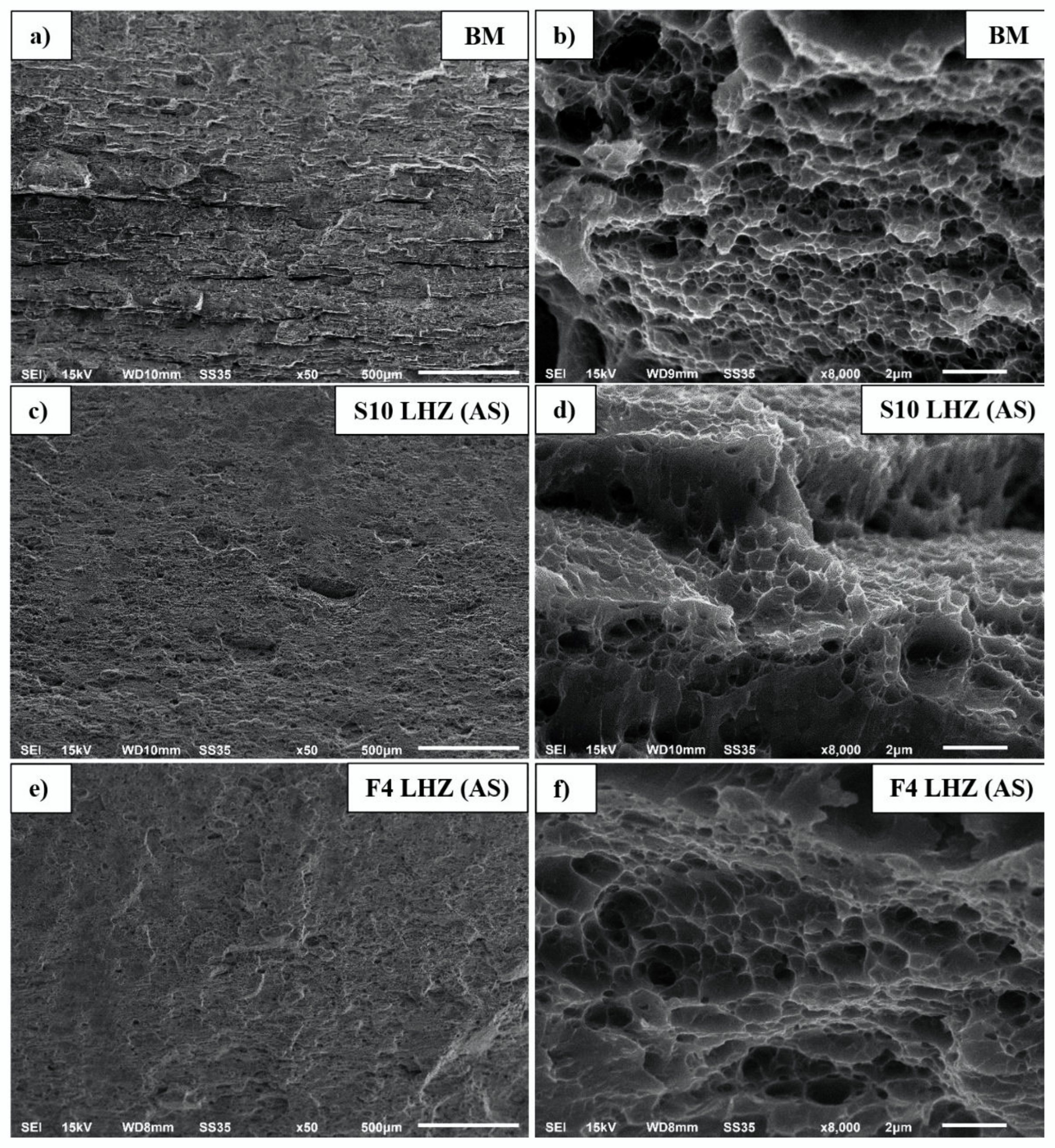
3.5. Fractography of the Tensile Samples
4. Conclusions
- All obtained joints were defect-free. In all cases, the values of UTS exceeded 400 MPa, corresponding to 68.5% minimum joint efficiency. For this reason, the used sets of welding parameters (welding velocities: 50, 75 and 100 mm/min and tool rotation speeds: 400, 600, 800 and 1000 rpm) are suitable for producing good-quality welds of 5-mm-thick AA7075-T651 in butt joint configuration.
- The highest value of UTS—447.7 MPa (76.7% joint efficiency)—has been reported for the joint produced with a 400 rpm tool rotation speed and 100 mm/min welding velocity.
- The used parameters influence the microstructure of the produced joints. For the strongest obtained joint, the SZ has a 5.2 ± 1.7 μm grain size and the LHZ (115 HV 0.1) is located on the TMAZ/HAZ interface at the distance of 10 mm from the center of the weld.
- All tensile samples tested in this investigation failed in the LHZ at the AS. The fracture mechanism is dominated by the transgranular ductile rupture with microvoid coalescence.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, B.; Liu, B.; Zhang, S. The Advancement of 7XXX Series Aluminum Alloys for Aircraft Structures: A Review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Iwaszko, J.; Kudla, K. Surface Remelting Treatment of 7075 Aluminum Alloy–Microstructural and Technological Aspects. Mater. Res. Express 2020, 7, 016523. [Google Scholar] [CrossRef]
- Kubit, A.; Jurczak, W.; Trzepieciński, T.; Faes, K. Experimental and Numerical Investigation of Impact Resistance of Riveted and RFSSW Stringer-Stiffened Panels in Blunt Impact Tests. Trans. FAMENA 2020, 44, 47–58. [Google Scholar] [CrossRef]
- Ma, Y.W.; Li, Y.B.; Lin, Z.Q. Joint Formation and Mechanical Performance of Friction Self-Piercing Riveted Aluminum Alloy AA7075-T6 Joints. J. Manuf. Sci. Eng. 2019, 141, 041005. [Google Scholar] [CrossRef]
- Hayat, F. Electron Beam Welding of 7075 Aluminum Alloy: Microstructure and Fracture Properties. Eng. Sci. Technol. Int. J. 2022, 34, 101093. [Google Scholar] [CrossRef]
- Çevik, B. Gas Tungsten Arc Welding of 7075 Aluminum Alloy: Microstructure Properties, Impact Strength, and Weld Defects. Mater. Res. Express 2018, 5, 066540. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W. (Eds.) Friction Stir Welding and Processing; ASM International: Materials Park, OH, USA, 2007; ISBN 978-0-87170-848-9. [Google Scholar]
- Çam, G.; Mistikoglu, S. Recent Developments in Friction Stir Welding of Al-Alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Rams, B.; Pietras, A.; Krzysztof, M. Friction Stir Welding of Elements Made of Cast Aluminium Alloys. Arch. Metall. Mater. 2014, 59, 385–392. [Google Scholar] [CrossRef]
- Kossakowski, P.; Wciślik, W.; Bakalarz, M. Effect of Selected Friction Stir Welding Parameters on Mechanical Properties of Joints. Arch. Civ. Eng. 2019, 65, 51–62. [Google Scholar] [CrossRef]
- Kosturek, R.; Sniezek, L.; Torzewski, J.; Wachowski, M. The Influence of Welding Parameters on Macrostructure and Mechanical Properties of Sc-Modified AA2519-T62 FSW Joints. Manuf. Rev. 2020, 7, 28. [Google Scholar] [CrossRef]
- Paglia, C.; Jata, K.; Buchheit, R. A Cast 7050 Friction Stir Weld with Scandium: Microstructure, Corrosion and Environmental Assisted Cracking. Mater. Sci. Eng. A 2006, 424, 196–204. [Google Scholar] [CrossRef]
- Zhu, H.; Dong, S.; Ma, Z.; Wang, J. Study on the Precipitation Behavior of Precipitates of 7075 Aluminum Alloy Friction Stir Welding Joint. Mater. Sci. Forum 2020, 1003, 37–46. [Google Scholar] [CrossRef]
- Burek, R.; Wydrzyński, D.; Sęp, J.; Wieckowski, W. The Effect of Tool Wear on the Quality of Lap Joints between 7075 T6 Aluminum Alloy Sheet Metal Created with the FSW Method. Eksploat. I Niezawodn. -Maint. Reliab. 2017, 20, 100–106. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of Friction-Stir-Welded 7075 T651 Aluminum. Met. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Vairis, A.; Vidakis, N.; Petousis, M. On the Friction Stir Welding of Al 7075 Thin Sheets. Metals 2021, 11, 57. [Google Scholar] [CrossRef]
- Yeni, Ç.; Sami, S.; Ertugrul, O.; Pakdil, M. Effect of Post-Weld Aging on the Mechanical and Microstructural Properties of Friction Stir Welded Aluminum Alloy 7075. Arch. Mater. Sci. Eng. 2008, 34, 105–109. [Google Scholar]
- Fuller, C.B.; Mahoney, M.W.; Calabrese, M.; Micona, L. Evolution of Microstructure and Mechanical Properties in Naturally Aged 7050 and 7075 Al Friction Stir Welds. Mater. Sci. Eng. A 2010, 527, 2233–2240. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G.; Palmeri, D.; Hua, J.; Shivpuri, R. Material Flow in FSW of AA7075-T6 Butt Joints: Numerical Simulations and Experimental Verifications. Sci. Technol. Weld. Join. 2006, 11, 412–421. [Google Scholar] [CrossRef]
- Iwaszko, J.; Kudła, K. Evolution of Microstructure and Properties of Air-Cooled Friction-Stir-Processed 7075 Aluminum Alloy. Materials 2022, 15, 2633. [Google Scholar] [CrossRef]
- Zhang, J.; Upadhyay, P.; Hovanski, Y.; Field, D. High-Speed Friction Stir Welding of AA7075-T6 Sheet: Microstructure, Mechanical Properties, Micro-Texture, and Thermal History. Metall. Mater. Trans. A 2017, 49, 210–222. [Google Scholar] [CrossRef]
- Li, D.; Yang, X.; Cui, L.; He, F.; Zhang, X. Investigation of Stationary Shoulder Friction Stir Welding of Aluminum Alloy 7075-T651. J. Mater. Process. Technol. 2015, 222, 391–398. [Google Scholar] [CrossRef]
- Sun, G.; Wei, X.; Shang, D.; Chen, S.; Long, L.; Han, X. Tensile and Fatigue Analysis Based on Microstructure and Strain Distribution for 7075 Aluminum FSW Joints. Metals 2020, 10, 1610. [Google Scholar] [CrossRef]
- He, W.; Liu, J.; Hu, W.; Wang, G.; Chen, W. Controlling Residual Stress and Distortion of Friction Stir Welding Joint by External Stationary Shoulder. High Temp. Mater. Processes 2019, 38, 662–671. [Google Scholar] [CrossRef]
- Zielecki, W.; Burnat, K.; Kubit, A.; Katrňák, T. Effect of Holes in Overlap on the Load Capacity of the Single-Lap Adhesive Joints Made of EN AW-2024-T3 Aluminium Alloy. Adv. Mater. Sci. 2021, 21, 112–121. [Google Scholar] [CrossRef]
- Feng, A.; Chen, D.; Ma, Z.Y.; Ma, W.; Song, R. Microstructure and Strain Hardening of a Friction Stir Welded High-Strength Al–Zn–Mg Alloy. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 723–729. [Google Scholar] [CrossRef]
- Rajakumar, S.; Muralidharan, C.; Balasubramanian, V. Influence of Friction Stir Welding Process and Tool Parameters on Strength Properties of AA7075-T6 Aluminium Alloy Joints. Mater. Des. 2011, 32, 535–549. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Smith, S.D. Friction Stir Welding-Tool Developments (February 2001). Available online: https://www.twi-global.com/technical-knowledge/published-papers/friction-stir-welding-tool-developments-february-2001.aspx (accessed on 24 July 2022).
- Lacki, P.; Więckowski, W.; Wieczorek, P. Assessment of Joints Using Friction Stir Welding and Refill Friction Stir Spot Welding Methods. Arch. Metall. Mater. 2015, 60, 2297–2306. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.R.; Awang, M. Mathematical Model for Friction Stir Lap Welded AA5052 and SS304 Joints and Process Parameters Optimization for High Joint Strength. Adv. Mater. Sci. 2022, 22, 5–22. [Google Scholar] [CrossRef]
- Serier, M.; Berrahou, M.; Tabti, A.; Bendaoudi, S.-E. Effect of FSW Welding Parameters on the Tensile Strength of Aluminum Alloys. Arch. Mech. Technol. Mater. 2019, 39, 41–45. [Google Scholar] [CrossRef]
- Li, Y.; Sun, D.; Gong, W. Effect of Tool Rotational Speed on the Microstructure and Mechanical Properties of Bobbin Tool Friction Stir Welded 6082-T6 Aluminum Alloy. Metals 2019, 9, 894. [Google Scholar] [CrossRef]
- Wu, T.; Zhao, F.; Luo, H.; Wang, H.; Li, Y. Temperature Monitoring and Material Flow Characteristics of Friction Stir Welded 2A14-T6 Aerospace Aluminum Alloy. Materials 2019, 12, E3387. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Torzewski, J.; Grzelak, K.; Wachowski, M.; Kosturek, R. Microstructure and Low Cycle Fatigue Properties of AA5083 H111 Friction Stir Welded Joint. Materials 2020, 13, 2381. [Google Scholar] [CrossRef] [PubMed]
- Tamadon, A.; Pons, D.J.; Sued, K.; Clucas, D. Internal Flow Behaviour and Microstructural Evolution of the Bobbin-FSW Welds: Thermomechanical Comparison between 1xxx and 3xxx Aluminium Grades. Adv. Mater. Sci. 2021, 21, 40–64. [Google Scholar] [CrossRef]
- Manikandan, P.; Prabhu, T.A.; Manwatkar, S.K.; Rao, G.S.; Murty, S.V.S.N.; Sivakumar, D.; Pant, B.; Mohan, M. Tensile and Fracture Properties of Aluminium Alloy AA2219-T87 Friction Stir Weld Joints for Aerospace Applications. Metall. Mater. Trans. A 2021, 52, 3759–3776. [Google Scholar] [CrossRef]
- Xu, W.F.; Liu, J.H.; Chen, D.L.; Luan, G.H. Low-Cycle Fatigue of a Friction Stir Welded 2219-T62 Aluminum Alloy at Different Welding Parameters and Cooling Conditions. Int. J. Adv. Manuf. Technol. 2014, 74, 209–218. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.; Ma, Z.Y. Effect of Welding Parameters on Microstructure and Mechanical Properties of Friction Stir Welded 2219Al-T6 Joints. J. Mater. Sci. 2012, 47, 4075–4086. [Google Scholar] [CrossRef]
- Mohan, D.G.; Tomków, J.; Gopi, S. Induction Assisted Hybrid Friction Stir Welding of Dissimilar Materials AA5052 Aluminium Alloy and X12Cr13 Stainless Steel. Adv. Mater. Sci. 2021, 21, 17–30. [Google Scholar] [CrossRef]
- Kosturek, R.; Śnieżek, L.; Torzewski, J.; Ślęzak, T.; Wachowski, M.; Szachogłuchowicz, I. Research on the Properties and Low Cycle Fatigue of Sc-Modified AA2519-T62 FSW Joint. Materials 2020, 13, 5226. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.071 | 0.122 | 1.610 | 0.025 | 2.596 | 0.197 | 5.689 | 0.041 | Base |
| Yield Strength, R0.2 | Tensile Strength, Rm | Elongation, A |
|---|---|---|
| 547.5 ± 1.3 MPa | 583.5 ± 1 MPa | 14.4 ± 0.6% |
| Welding Velocity | Tool Rotation Speed | |||
|---|---|---|---|---|
| 400 rpm | 600 rpm | 800 rpm | 1000 rpm | |
| 50 mm/min (slow) | S4 | S6 | S8 | S10 |
| 75 mm/min (medium) | M4 | M6 | M8 | M10 |
| 100 mm/min (fast) | F4 | F6 | F8 | F10 |
| Shoulder Profile | Spiral |
| Shoulder Diameter | 19 mm |
| Pin Profile | Threaded and tapered with three spiral flutes |
| Pin Length | 4.8 mm |
| Pin Diameter | 6.5–8.7 mm |
| Joint | Measured Zone | ||
|---|---|---|---|
| SZ | TMAZ (AS) | TMAZ (RS) | |
| F4 | 8.1 mm | 2.4 mm | 3.4 mm |
| F10 | 8 mm | 3 mm | 3.3 mm |
| S4 | 9 mm | 2 mm | 3 mm |
| S10 | 7.9 mm | 2.55 mm | 3.6 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kosturek, R.; Torzewski, J.; Wachowski, M.; Śnieżek, L. Effect of Welding Parameters on Mechanical Properties and Microstructure of Friction Stir Welded AA7075-T651 Aluminum Alloy Butt Joints. Materials 2022, 15, 5950. https://doi.org/10.3390/ma15175950
Kosturek R, Torzewski J, Wachowski M, Śnieżek L. Effect of Welding Parameters on Mechanical Properties and Microstructure of Friction Stir Welded AA7075-T651 Aluminum Alloy Butt Joints. Materials. 2022; 15(17):5950. https://doi.org/10.3390/ma15175950
Chicago/Turabian StyleKosturek, Robert, Janusz Torzewski, Marcin Wachowski, and Lucjan Śnieżek. 2022. "Effect of Welding Parameters on Mechanical Properties and Microstructure of Friction Stir Welded AA7075-T651 Aluminum Alloy Butt Joints" Materials 15, no. 17: 5950. https://doi.org/10.3390/ma15175950
APA StyleKosturek, R., Torzewski, J., Wachowski, M., & Śnieżek, L. (2022). Effect of Welding Parameters on Mechanical Properties and Microstructure of Friction Stir Welded AA7075-T651 Aluminum Alloy Butt Joints. Materials, 15(17), 5950. https://doi.org/10.3390/ma15175950