
Development of a High Strength Geopolymer Incorporating Quarry Waste Diabase Mud (DM) and Ground Granulated Blast-Furnace Slag (GGBS)

 ,
, 
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
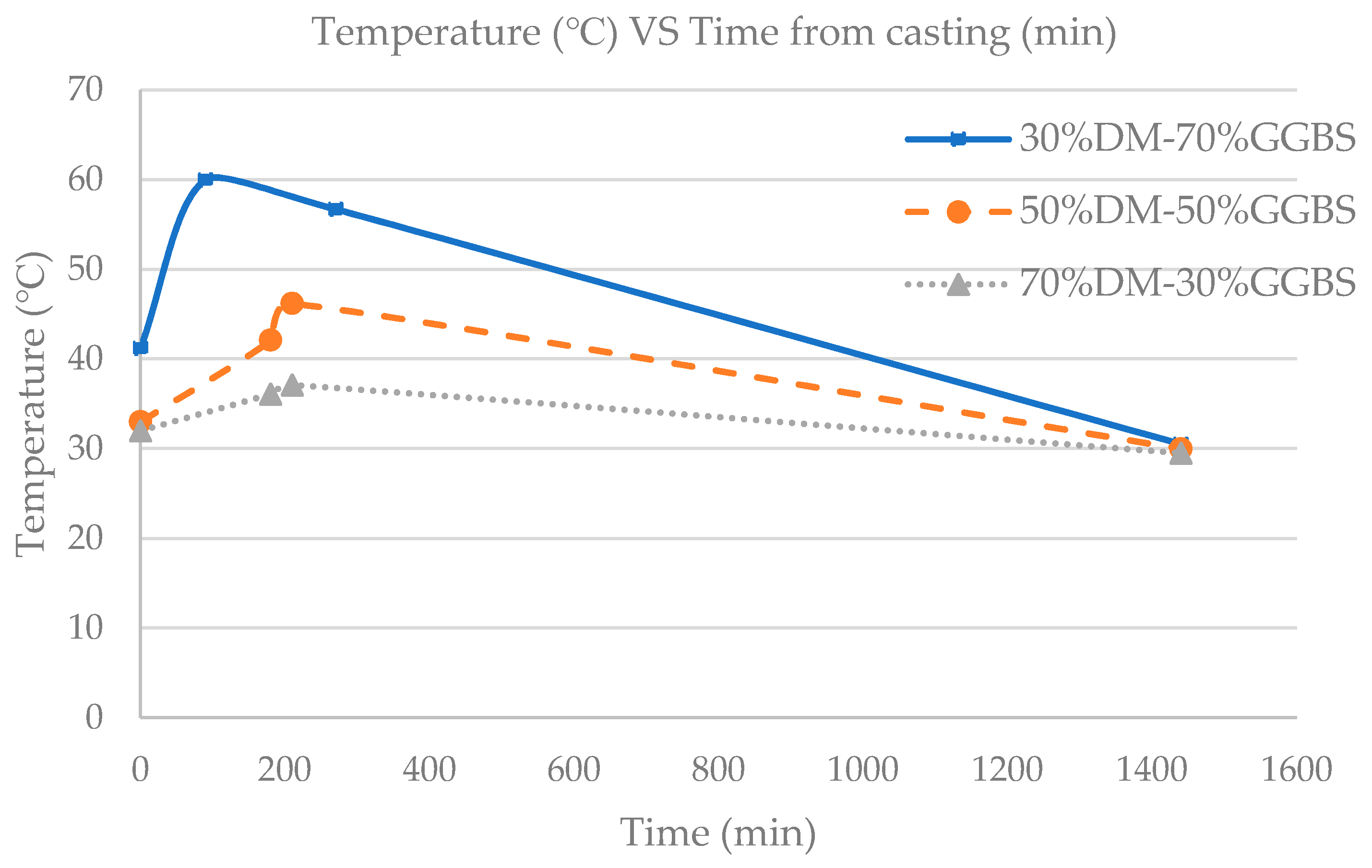
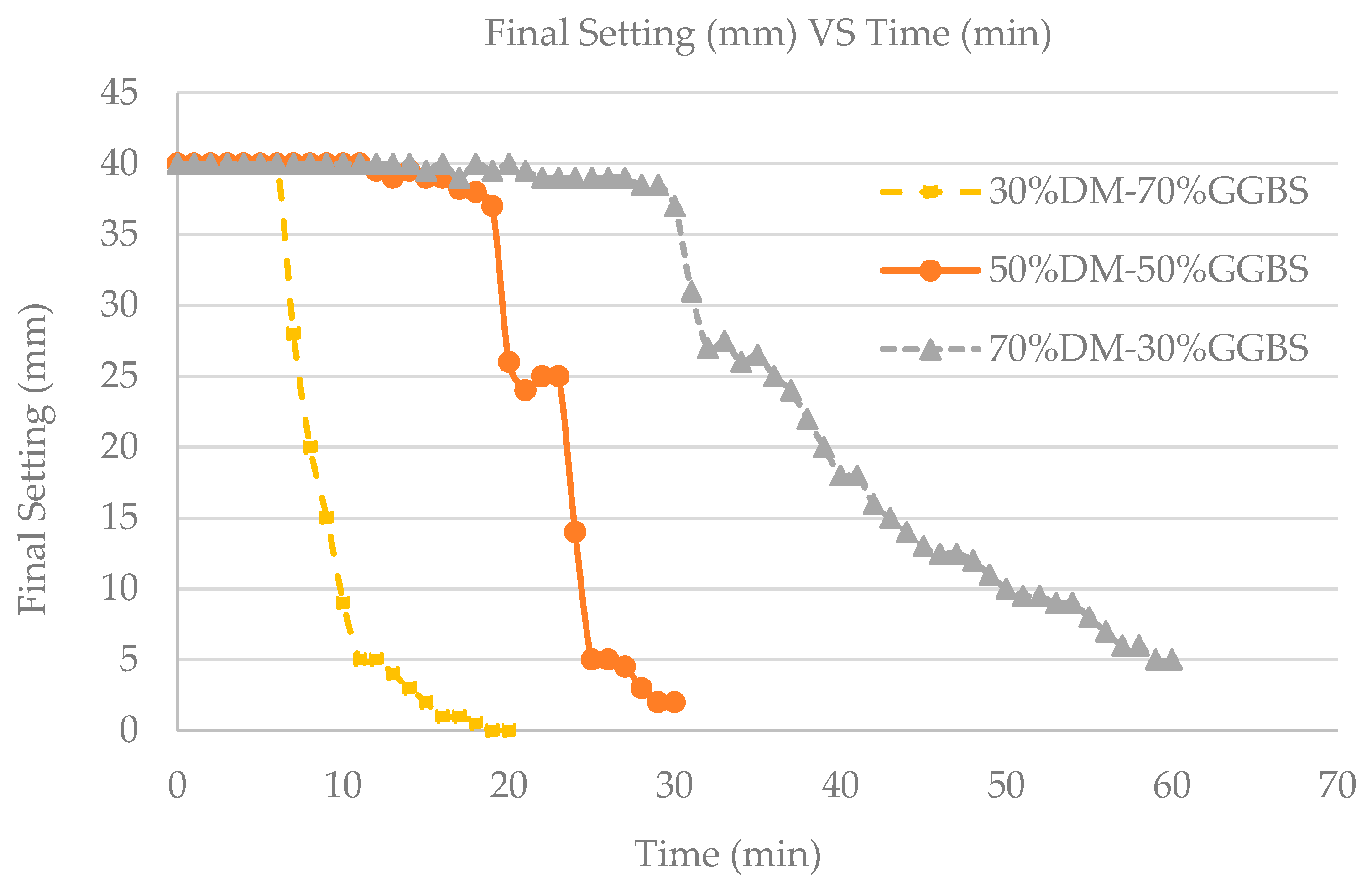
3.1. Fresh Geopolymer Mixture Properties
3.2. Hardened Geopolymer Mechanical Properties
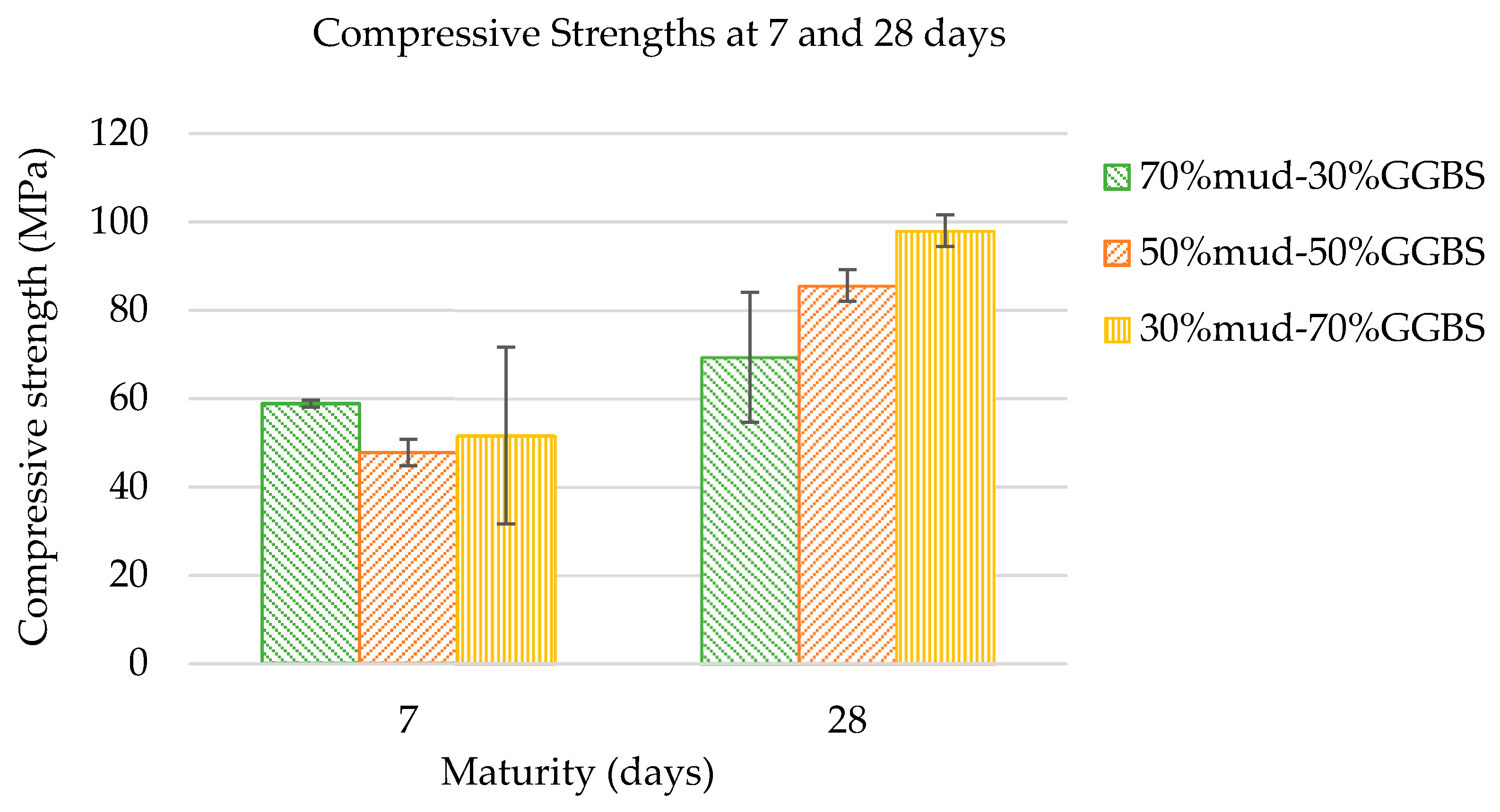
3.2.1. Compressive Strength
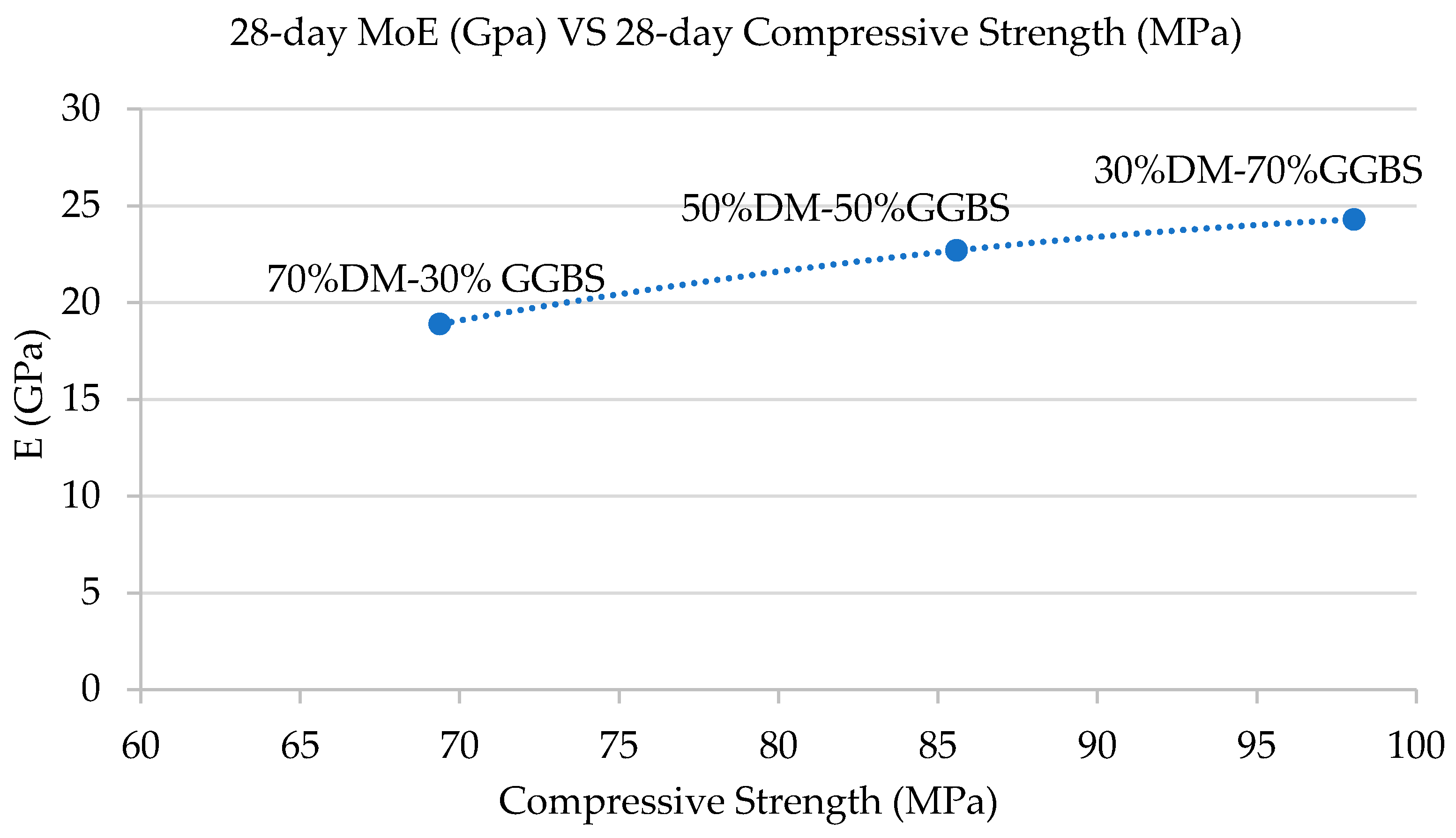
3.2.2. Modulus of Elasticity
3.2.3. Splitting Tensile Strength
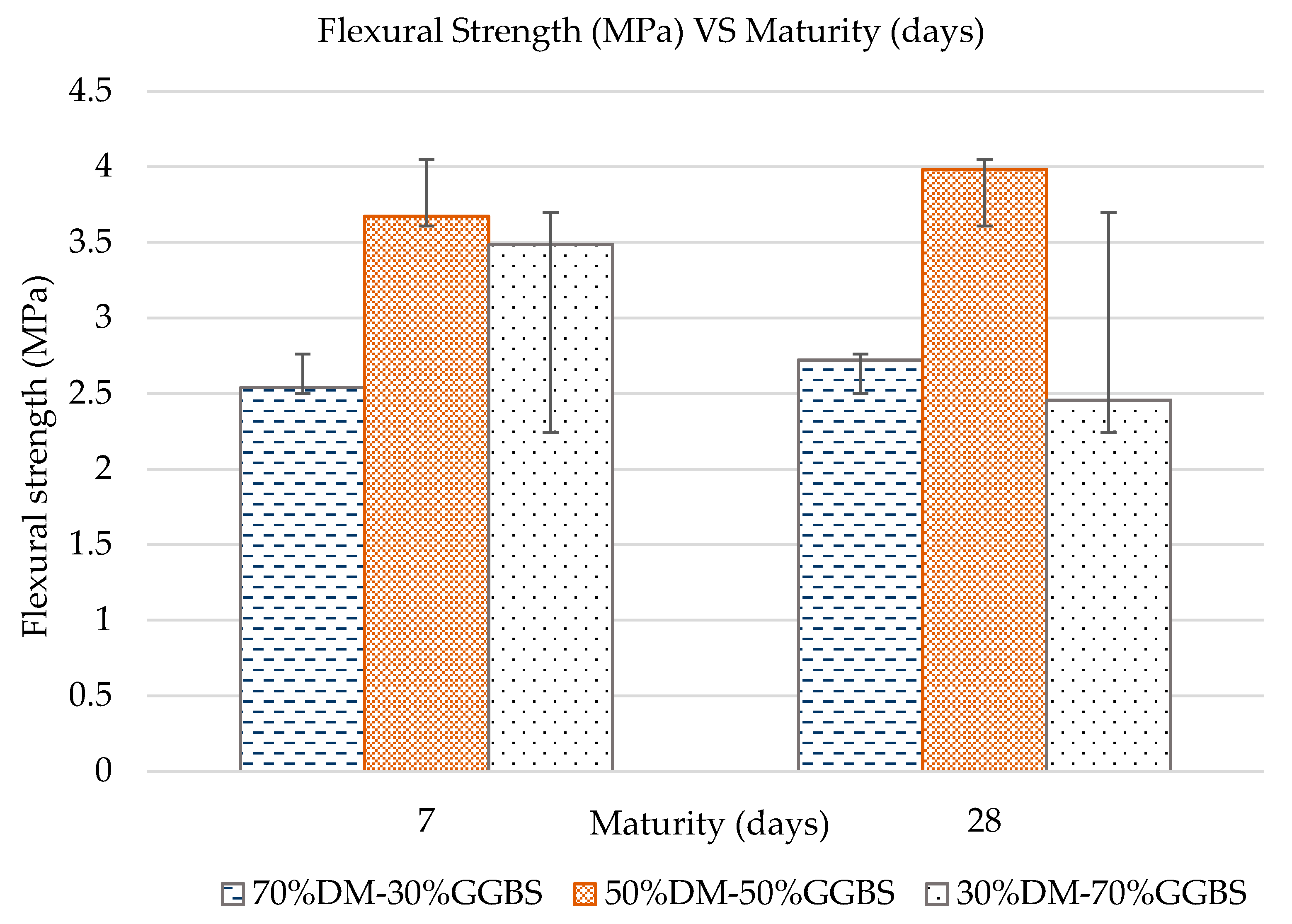
3.2.4. Flexural Strength of Prismatic Specimens
3.2.5. Flexural Strength of Paving Flags
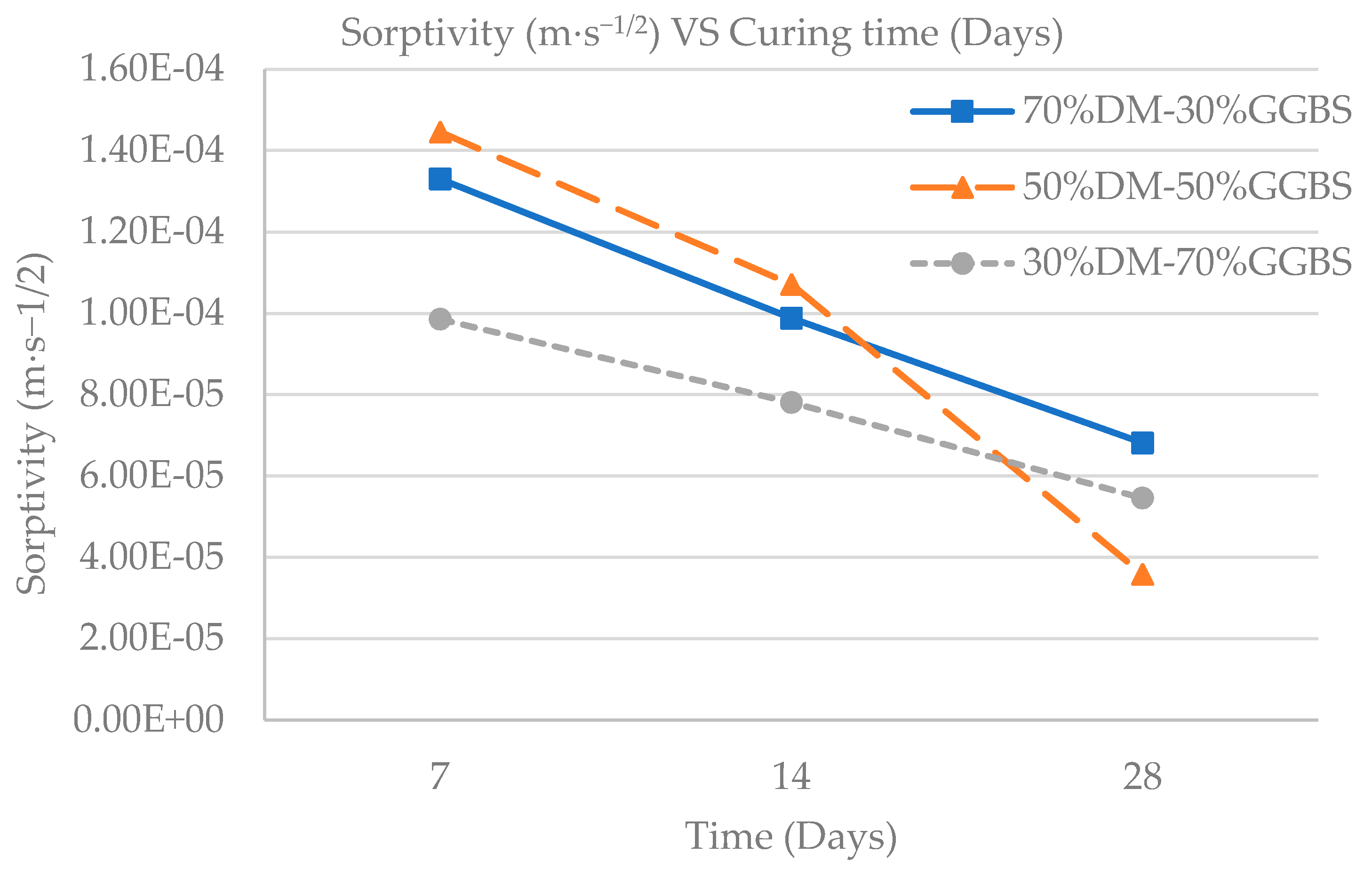
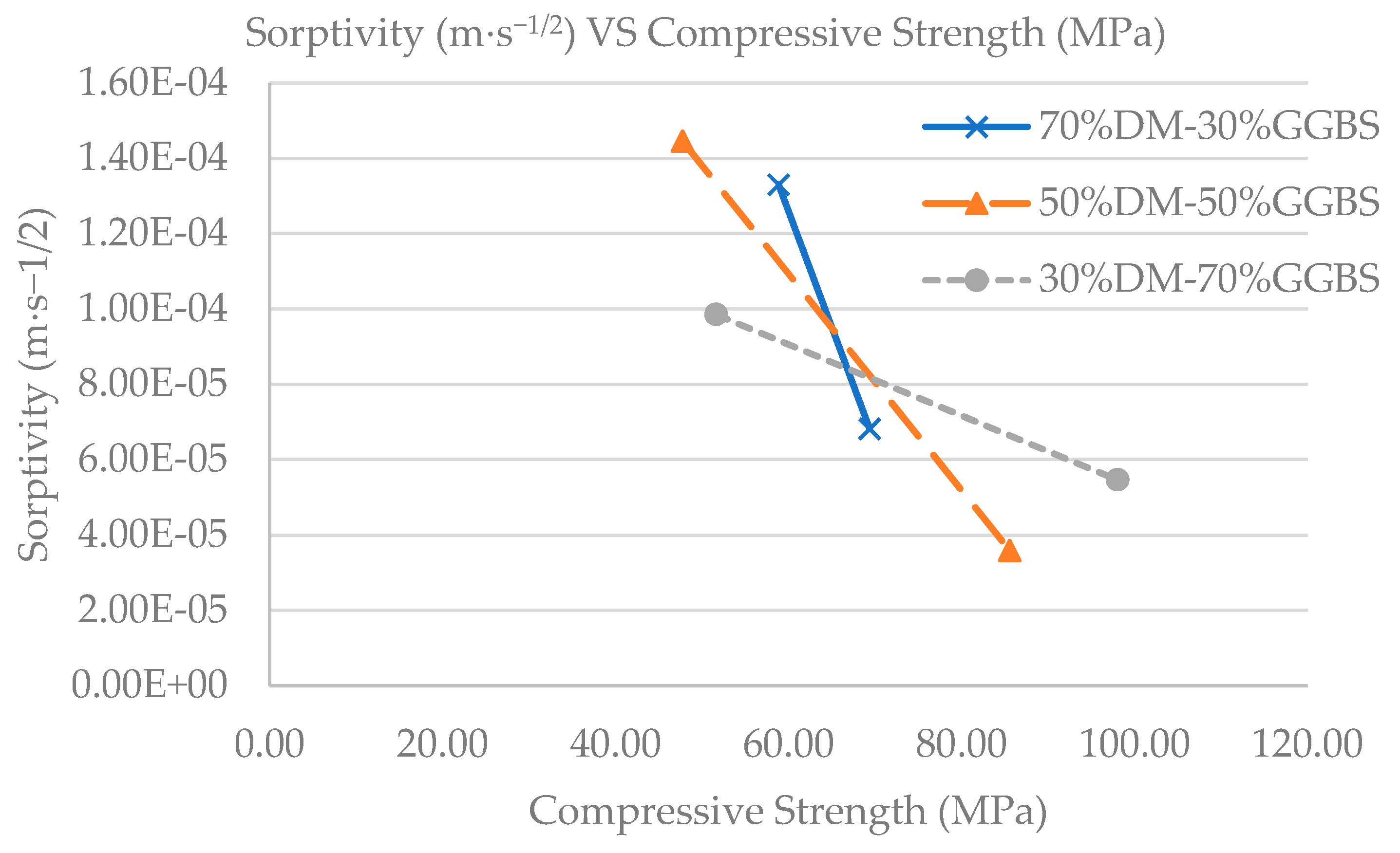
3.2.6. Sorptivity
4. Discussion and Conclusions
- Investigating the reaction mechanism and microstructure evolution of alkali activated DM/GGBS combination mixtures would lead to optimizing the fresh properties of the developed geopolymers, thus eliminating specimen surface imperfections and pre-existing cracking, and therefore leading to enhanced hardened geopolymer mechanical properties;
- Optimizing the curing conditions to specifically suit DM/GGBS combination geopolymer mixtures is required, to tackle shrinkage cracking issues caused due to premature drying.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Srividya, T.; Kannan Rajkumar, P.R.; Sivasakthi, M.; Sujitha, A.; Jeyalakshmi, R. A state-of-the-art on development of geopolymer concrete and its field applications. Case Stud. Constr. Mater. 2022, 16, e00812. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2017, 10, 195–217. [Google Scholar] [CrossRef]
- Davidovits, J. High-Alkali Cements for 21st Century Concretes. ACI Symp. Publ. 1994, 144, 383–398. [Google Scholar] [CrossRef]
- Gagg, C.R. Cement and concrete as an engineering material: An historic appraisal and case study analysis. Eng. Fail. Anal. 2014, 40, 114–140. [Google Scholar] [CrossRef]
- Pelisser, F.; Zavarise, N.; Longo, T.A.; Bernardin, A.M. Concrete made with recycled tire rubber: Effect of alkaline activation and silica fume addition. J. Clean. Prod. 2011, 19, 757–763. [Google Scholar] [CrossRef]
- Polydorou, T.; Constantinides, G.; Neocleous, K.; Kyriakides, N.; Koutsokeras, L.; Chrysostomou, C.; Hadjimitsis, D. Effects of pre-treatment using waste quarry dust on the adherence of recycled tyre rubber particles to cementitious paste in rubberised concrete. Constr. Build. Mater. 2020, 254, 119325. [Google Scholar] [CrossRef]
- United Nations Conference on Trade and Development (UNCTAD). Circular Economy: The New Normal; United Nations Conference on Trade and Development: Geneva, Switzerland, 2018. [Google Scholar]
- Polydorou, T.; Kyriakides, N.; Neocleous, K.; Hadjimitsis, D. Handbook of Sustainable Concrete and Industrial Waste Management; Quarry Waste; Woodhead Publishing: Sawston, UK, 2022; Chapter 14; pp. 1–17. [Google Scholar]
- European Commission; Directorate-General for Communication. Circular Economy Action Plan; The European Green Deal, Publications Office: Brussels, Belgium, 2020. [CrossRef]
- European Comission. What Is the European Geen Deal. 2019. Available online: https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal/actions-being-taken-eu_en (accessed on 27 April 2022).
- Singh, N.B.; Middendorf, B. Geopolymers as an alternative to Portland cement: An overview. Constr. Build. Mater. 2020, 237, 117455. [Google Scholar] [CrossRef]
- Migunthanna, J.; Rajeev, P.; Sanjayan, J. Investigation of waste clay brick as partial replacement of geopolymer binders for rigid pavement application. Constr. Build. Mater. 2021, 305, 124787. [Google Scholar] [CrossRef]
- De Azevedo, A.R.G.; Marvila, M.T.; Ali, M.; Khan, M.I.; Masood, F.; Vieira, C.M.F. Effect of the addition and processing of glass polishing waste on the durability of geopolymeric mortars. Case Stud. Constr. Mater. 2021, 15, e00662. [Google Scholar] [CrossRef]
- Huseien, G.F.; Ismail, M.; Khalid, N.H.A.; Hussin, M.W.; Mirza, J. Compressive strength and microstructure of assorted wastes incorporated geopolymer mortars: Effect of solution molarity. Alexandria Eng. J. 2018, 57, 3375–3386. [Google Scholar] [CrossRef]
- Hwang, C.L.; Huynh, T.P. Effect of alkali-activator and rice husk ash content on strength development of fly ash and residual rice husk ash-based geopolymers. Constr. Build. Mater. 2015, 101, 1–9. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A. Rice Husk Ash; Woodhead Publishing: Sawston, UK, 2018; pp. 257–298. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. On the development of fly ash-based geopolymer concrete. ACI Mater. J. 2004, 101, 467–472. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Spanou, M.; Ioannou, S.; Oikonomopoulou, K.; Savva, P.; Sakkas, K.; Petrou, M.F.; Nicolaides, D. Investigation of the Geopolymerization Potential of a Waste Silica-Rich Diabase Mud. Materials 2022, 15, 3189. [Google Scholar] [CrossRef] [PubMed]
- Mesimeris, T. Department of Environment—Ministry of Agriculture, QuaResE Final Report Quarry Resource Efficiency Demonstration Project LIFE 11 ENV/CY/859 Final Report; Department of Environment—Ministry of Agriculture, Natural Resources and Environment of Cyprus (MANRE): Nicosia, Cyprus, 2015.
- Gholampour, A.; Ho, V.D.; Ozbakkaloglu, T. Ambient-cured geopolymer mortars prepared with waste-based sands: Mechanical and durability-related properties and microstructure. Compos. Part B Eng. 2019, 160, 519–534. [Google Scholar] [CrossRef]
- Jithendra, C.; Elavenil, S. Role of superplasticizer on GGBS based Geopolymer concrete under ambient curing. Mater. Today Proc. 2019, 18, 148–154. [Google Scholar] [CrossRef]
- Nanovision GGBS (Ground Granulated Blast Furnace Slag) Technical Data Sheet 17342. Available online: https://nanovisionchemicals.com/products/ggbs/ (accessed on 27 April 2022).
- CYS EN 196-3; Methods of Testing Cement—Part 3: Determination of Setting Times and Soundness. CYS EN: Nicosia, Cyprus, 2016; 17p.
- ASTM C1585-13; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2013; Volume 41, pp. 1–6.
- Specialty, H.; Seelze, C. Safety Data Sheet 2-Propanol 24137-2.5L; Honeywell Research Chemicals: Seelze, Germany, 2019. [Google Scholar]
- BS En 12390-22009; Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests. British Standards Institution BSI: London, UK, 2009; pp. 1–12.
- EN 12390-3:2009/AC:2011; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. CEN (European Commitee for Standardization): Brussels, Belgium, 2011.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens ASTM C-496. ASTM International: West Conshohocken, PA, USA, 2011; pp. 1–5. Available online: Ftp://ftp.astmtmc.cmu.edu/docs/diesel/cummins/procedure_and_ils/ism/Archive/ISMProcedure(Draft10).doc (accessed on 12 May 2022).
- EN 14651; Test Method for Metallic Fibre Concrete—Measuring the Flexural Tensile Strength (Limit of Proportionality (LOP), Residual). CEN (European Commitee for Standardization): Brussels, Belgium, 2007; pp. 1–17.
- CYS EN 12390-13:2021; Testing Hardened Concrete. Determination of Secant Modulus of Elasticity in Compression. CYS EN: Nicosia, Cyprus, 2021; pp. 18–455.
- CYS EN 1339:2003; Concrete Paving Flags Requirements and Test Methods. CYS EN: Nicosia, Cyprus, 2018; pp. 1–9.
- Nazari, A.; Sanjayan, J.G. Handbook of Low Carbon Concrete; Butterworth-Heinemann: Oxford, UK, 2016; ISBN 9780128045404. [Google Scholar]
- Provis, J.L.; van Deventer, J.S.J. Alkali Avtivated Materials: State of Art Report; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Zhu, X.; Zhang, M.; Yang, K.; Yu, L.; Yang, C. Setting behaviours and early-age microstructures of alkali-activated ground granulated blast furnace slag (GGBS) from different regions in China. Cem. Concr. Compos. 2020, 114, 103782. [Google Scholar] [CrossRef]
- Cong, P.; Cheng, Y. Advances in geopolymer materials: A comprehensive review. J. Traffic Transp. Eng. Engl. Ed. 2021, 8, 283–314. [Google Scholar] [CrossRef]
- Kanellopoulos, A.; Petrou, M.F.; Ioannou, I. Durability performance of self-compacting concrete. Constr. Build. Mater. 2012, 37, 320–325. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Na2O | MgO | Al2O3 | SiO2 | CaO | ZnO | FeO | |
|---|---|---|---|---|---|---|---|
| % | 2.53 | 8.87 | 11.14 | 40.91 | 5.36 | 1.71 | 13.65 |
| Property | Value (Unit) |
|---|---|
| Blaine Specific Surface Area | 4450 ± 250 cm2/g |
| Indicative median diameter (d50) | 11 μm |
| Sieve undersize (32 μm) | ≥95% |
| True Density | 2.90 ± 0.03 g/cm3 |
| Bulk Density | 0.8 ± 0.1 g/cm3 |
| Color Index [CIE l*ab] with CR410 | L* = 89.5 ± 2 |
| Loss on ignition (950 °C) | <1.5% |
| Water content (100 °C) | <0.5% |
| Constituent | 70%DM-30%GGBS | 50%DM-50%GGBS | 30%DM-70%GGBS |
|---|---|---|---|
| DM | 1167.04 kg | 856.02 kg | 472.40 kg |
| GGBS | 500.16 kg | 856.02 kg | 1102.26 kg |
| Na3SiO2 | 166.72 L | 171.20 L | 209.96 L |
| 8M NaOH | 166.72 L | 171.20 L | 209.96 L |
| 70%DM-30%GGBS | 50%DM-50%GGBS | 30%DM-70%GGBS | |
|---|---|---|---|
| Average Splitting Tensile Strength (MPa) | 4.09 | 4.11 | 4.01 |
| 70%DM-30%GGBS | 50%DM-50%GGBS | 30%DM-70%GGBS | |
|---|---|---|---|
| Average Flexural Strength (MPa) | 1.91 | 2.23 | 2.41 |
| 70%DM-30%GGBS | 50%DM-50%GGBS | 30%DM-70%GGBS | |
|---|---|---|---|
| Average density (kg/m3) | 1904.07 | 2005.85 | 2049.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polydorou, T.; Spanou, M.; Savva, P.; Sakkas, K.; Oikonomopoulou, K.; Petrou, M.F.; Nicolaides, D. Development of a High Strength Geopolymer Incorporating Quarry Waste Diabase Mud (DM) and Ground Granulated Blast-Furnace Slag (GGBS). Materials 2022, 15, 5946. https://doi.org/10.3390/ma15175946
Polydorou T, Spanou M, Savva P, Sakkas K, Oikonomopoulou K, Petrou MF, Nicolaides D. Development of a High Strength Geopolymer Incorporating Quarry Waste Diabase Mud (DM) and Ground Granulated Blast-Furnace Slag (GGBS). Materials. 2022; 15(17):5946. https://doi.org/10.3390/ma15175946
Chicago/Turabian StylePolydorou, Thomaida, Maria Spanou, Pericles Savva, Konstantinos Sakkas, Konstantina Oikonomopoulou, Michael F. Petrou, and Demetris Nicolaides. 2022. "Development of a High Strength Geopolymer Incorporating Quarry Waste Diabase Mud (DM) and Ground Granulated Blast-Furnace Slag (GGBS)" Materials 15, no. 17: 5946. https://doi.org/10.3390/ma15175946
APA StylePolydorou, T., Spanou, M., Savva, P., Sakkas, K., Oikonomopoulou, K., Petrou, M. F., & Nicolaides, D. (2022). Development of a High Strength Geopolymer Incorporating Quarry Waste Diabase Mud (DM) and Ground Granulated Blast-Furnace Slag (GGBS). Materials, 15(17), 5946. https://doi.org/10.3390/ma15175946