
Characterization of Hot Deformation of near Alpha Titanium Alloy Prepared by TiH2-Based Powder Metallurgy



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. True Stress–Strain Curves
3.1.1. General Behavior
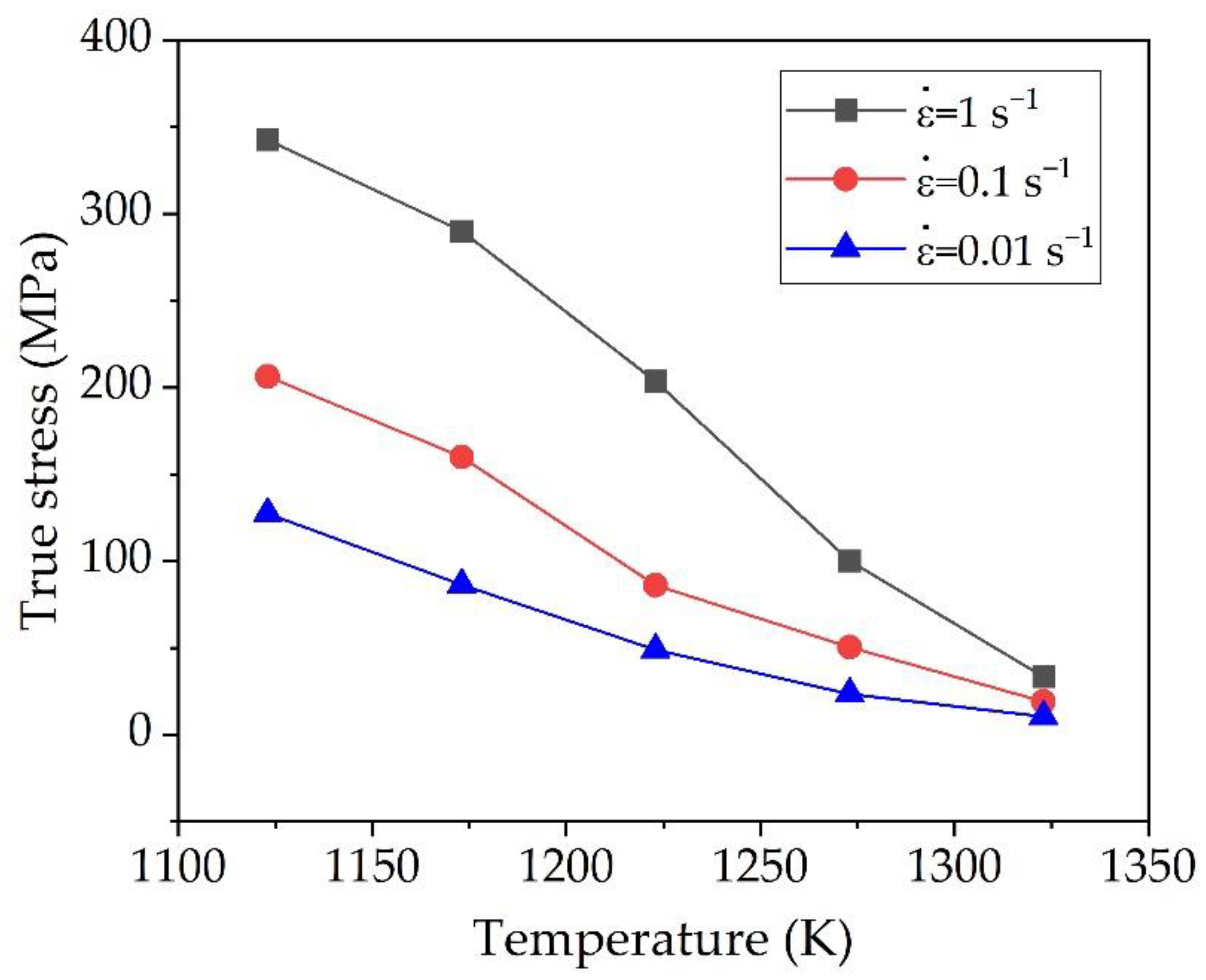
3.1.2. Effect of Temperature on Flow Stress
3.2. Strain Hardening Exponents
3.3. Microstructure Observation
3.4. Strain Rate Sensitivity
3.5. DMM Processing Map
4. Conclusions
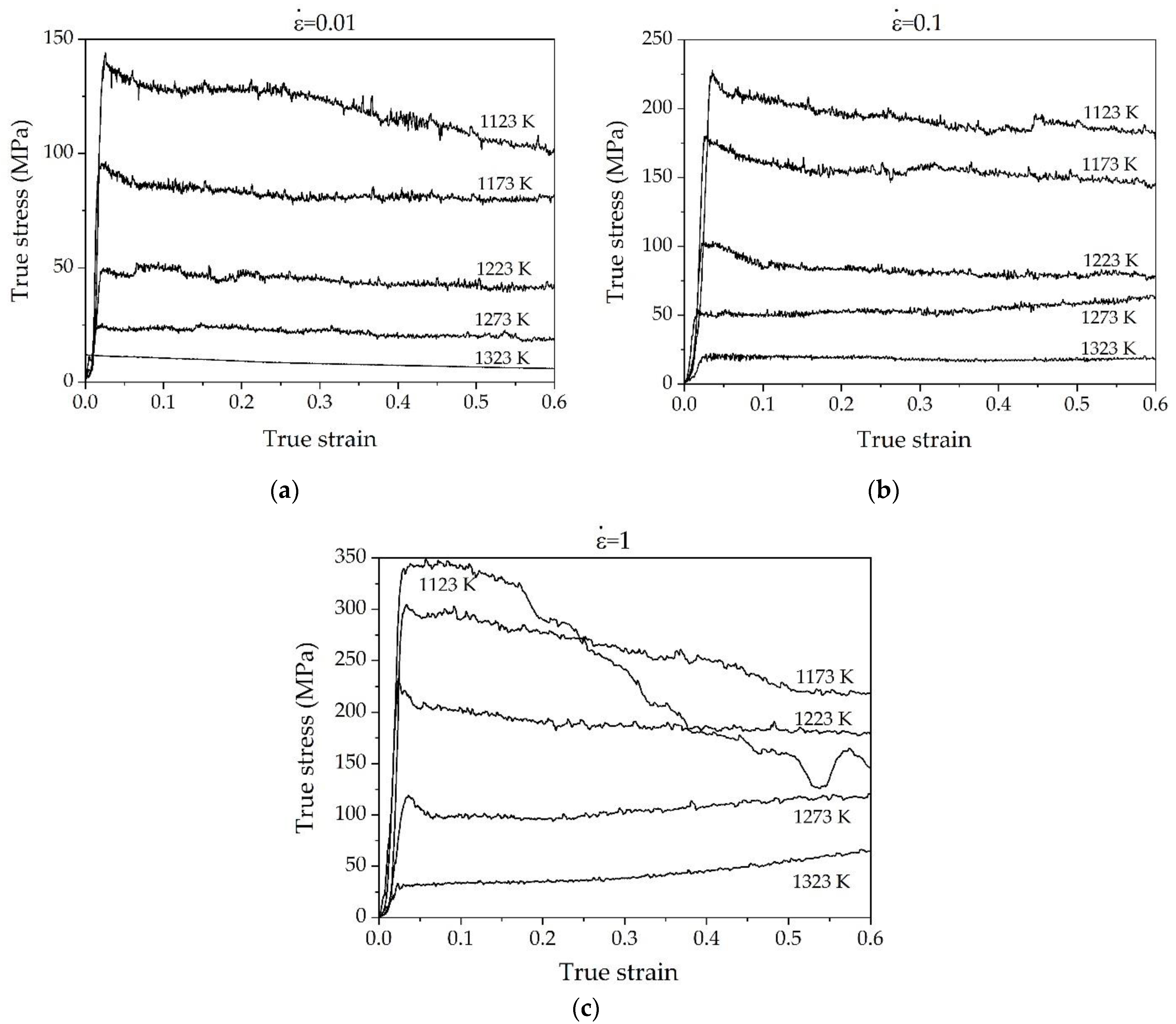
- The true stress–strain curves showed that at a strain rate of 0.01 s−1, the flow stress exhibited softening response under all deformation temperatures. At relatively high strain rate of 0.1 s−1 and 1 s−1, the flow stress exhibits the general behaviors of softening response in the low part of α/β region (T ≤ 1223 K), while both softening and hardening effects were observed at upper part (T > 1273 K).
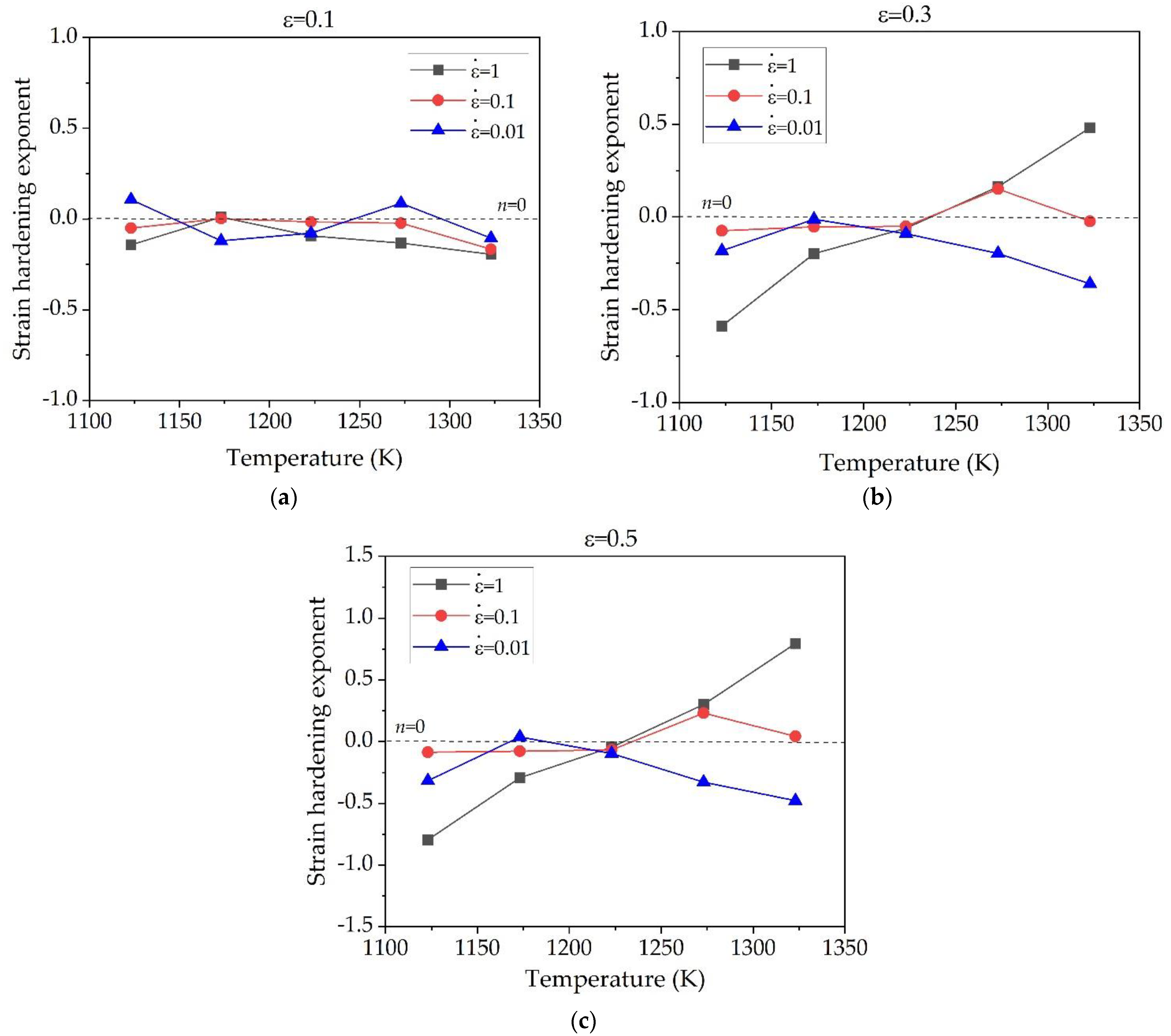
- The strain hardening exponent (n) analysis revealed that the hardening/softening effects become more significant as the strain increases. In addition, the higher temperature the more prone to strain hardening and the lower temperature the more prone to thermal softening. When the strain rate is 0.1 s−1 and 1 s−1, the values of n are all negative in the temperature range of 1123–1223 K and it becomes positive at temperature above 1223 K, implying that the softening effect has been changed to the hardening effect near at 1223 K. The most severe flow softening with minimum value of n occurred at low temperature of 1123 K with high strain rate of 1 s−1, and high temperature of 1323 K with low strain rate of 0.01 s−1.
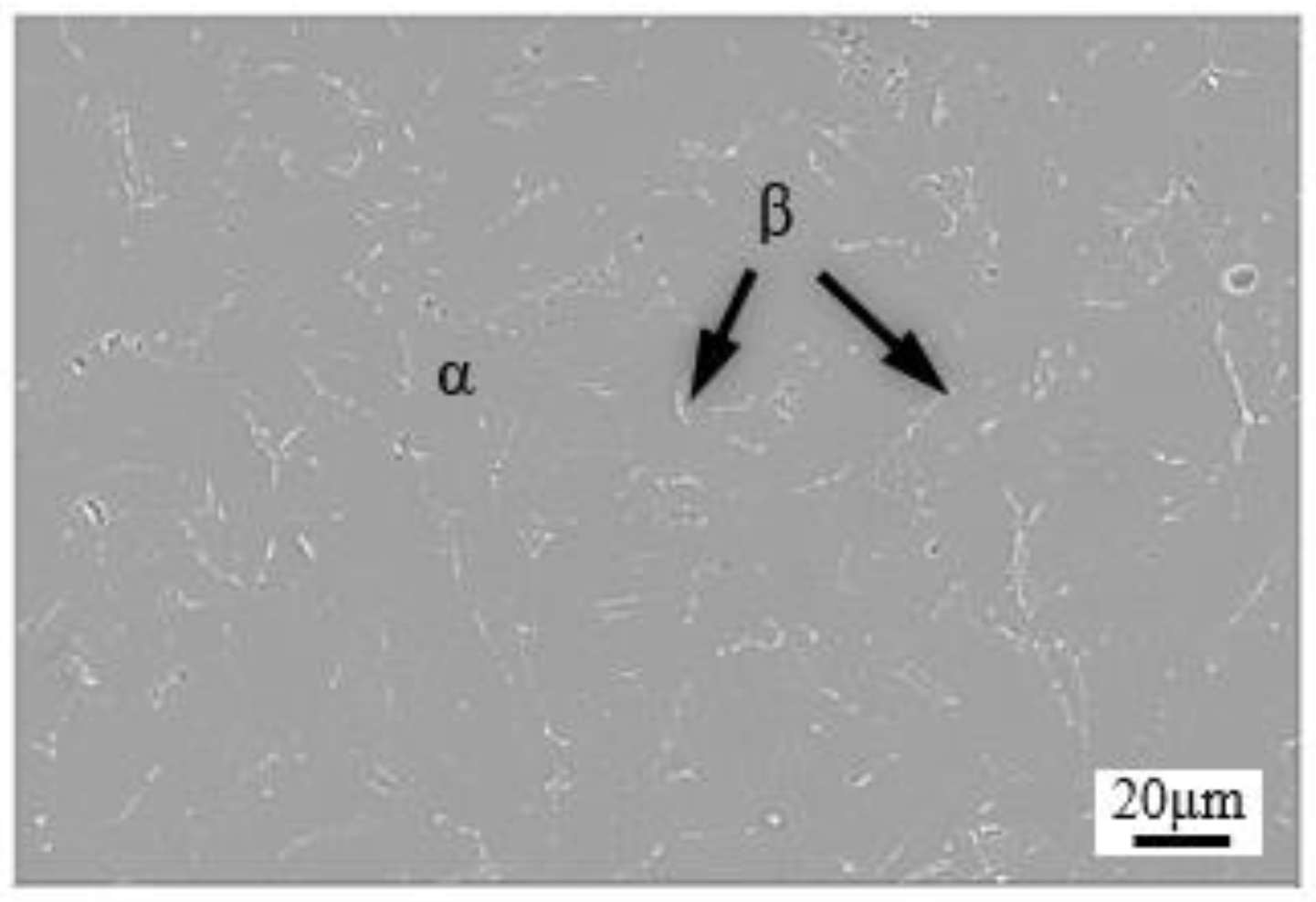
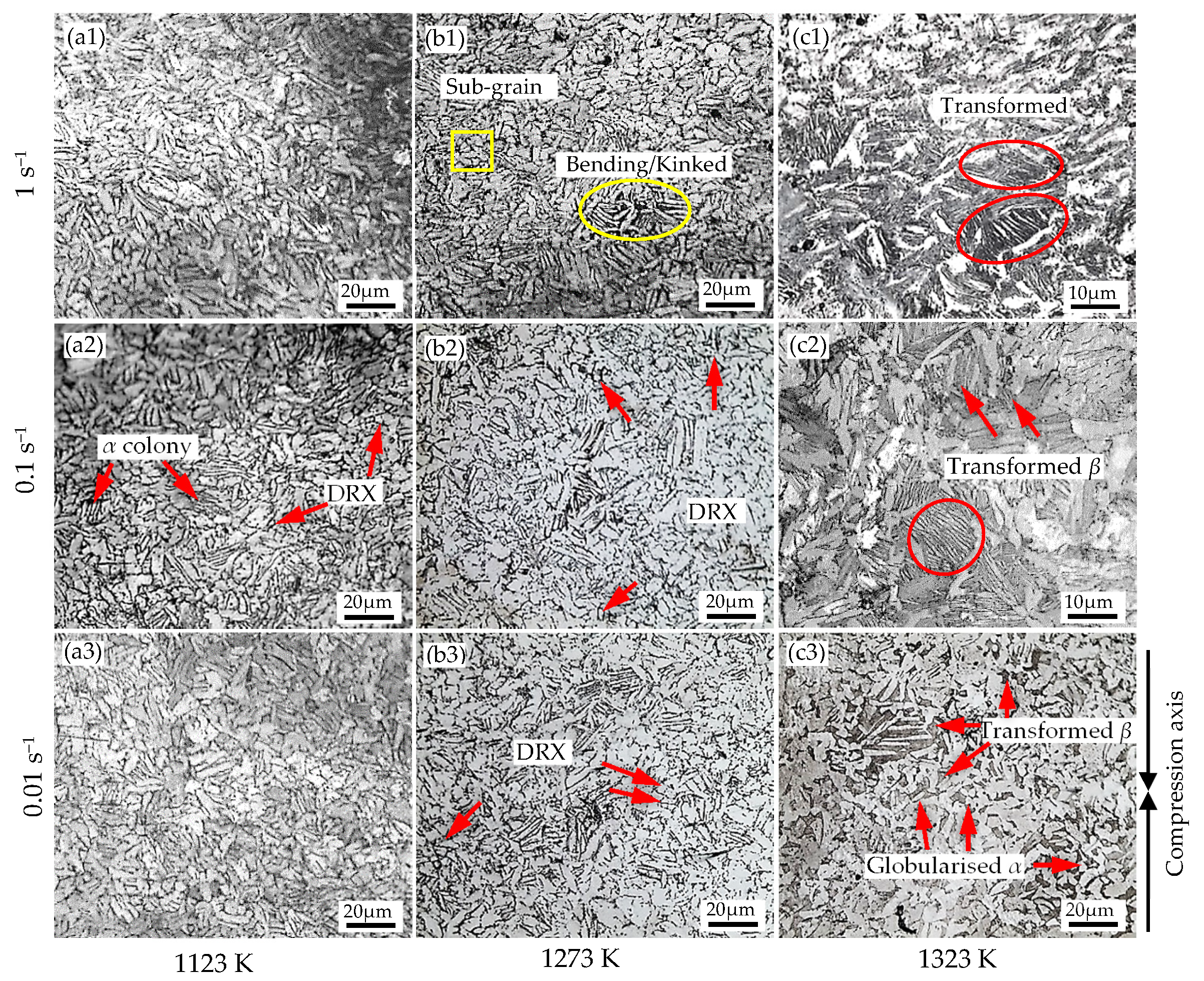
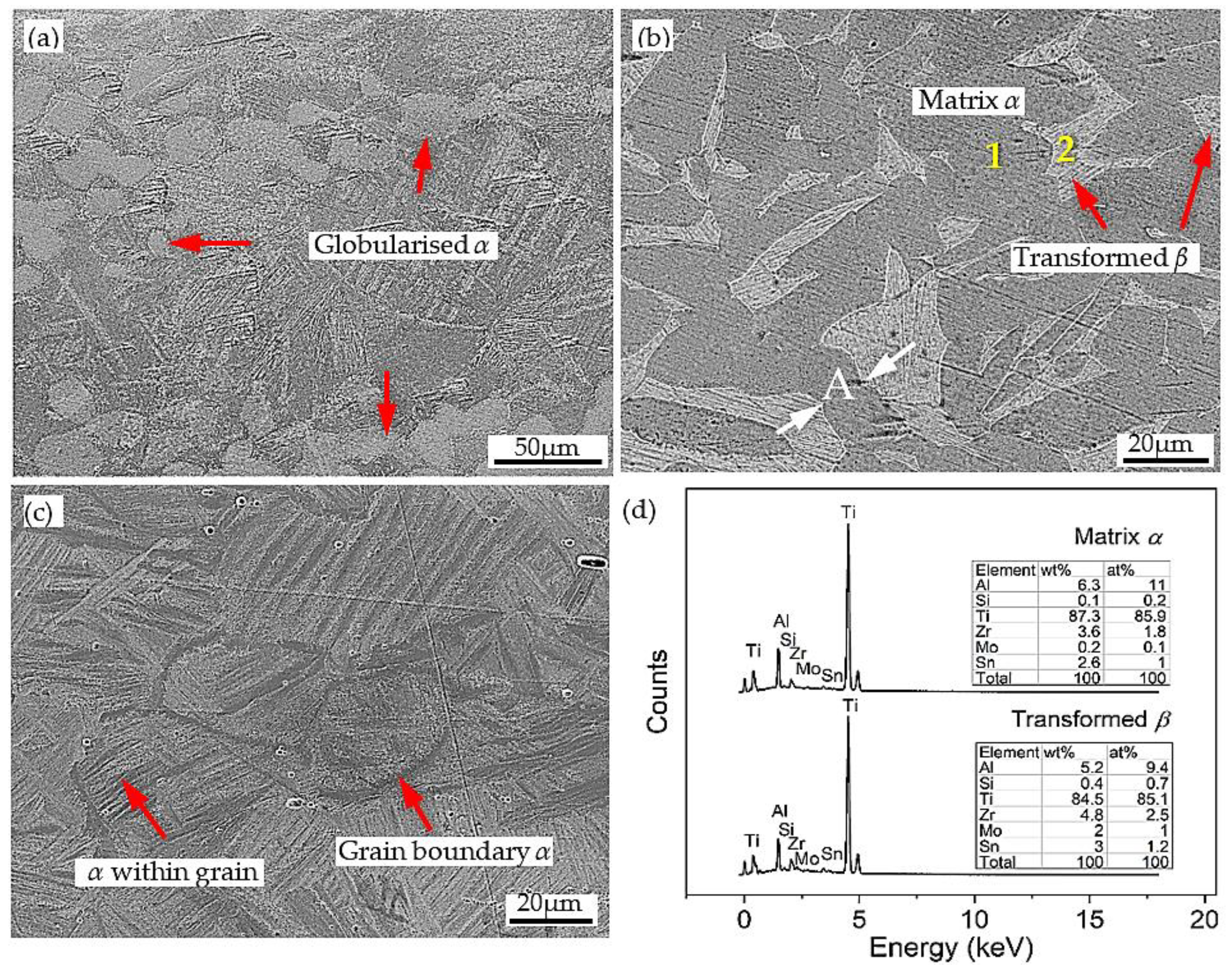
- Lamellar phase with a length of 10~20 µm and a thickness less than 10 µm was the main structure of alloy deformed at temperature below 1273 K, and the various form of transformed β phase with irregular shape of α structure is the main feature at temperature of 1323 K. The dynamic recrystallization of α is the main softening mechanism in lower part of temperature (T ≤ 1273 K), while microstructural evolution of transformed β grain and dynamic globalization of α by diffusional mainly control the softening effect of alloy.
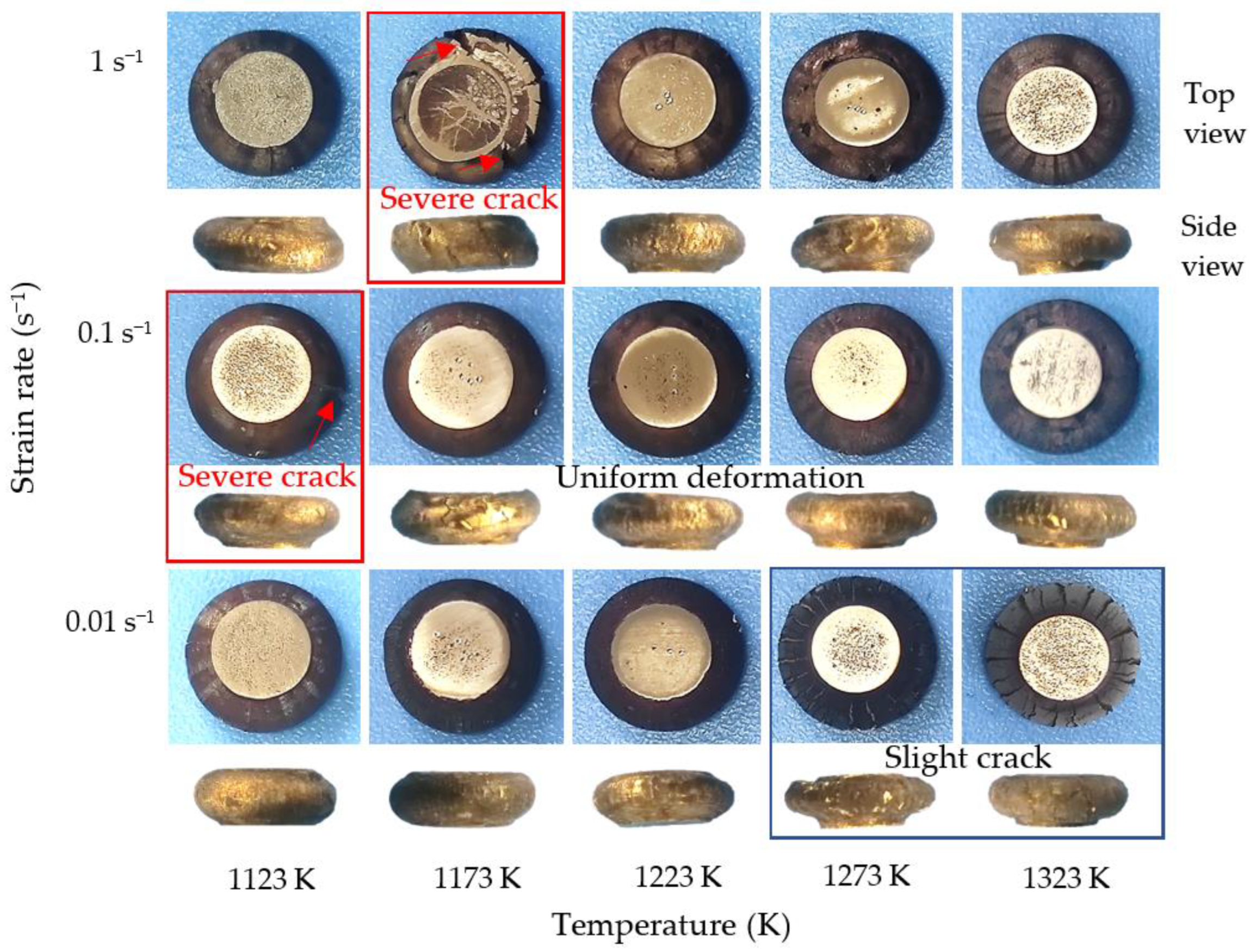
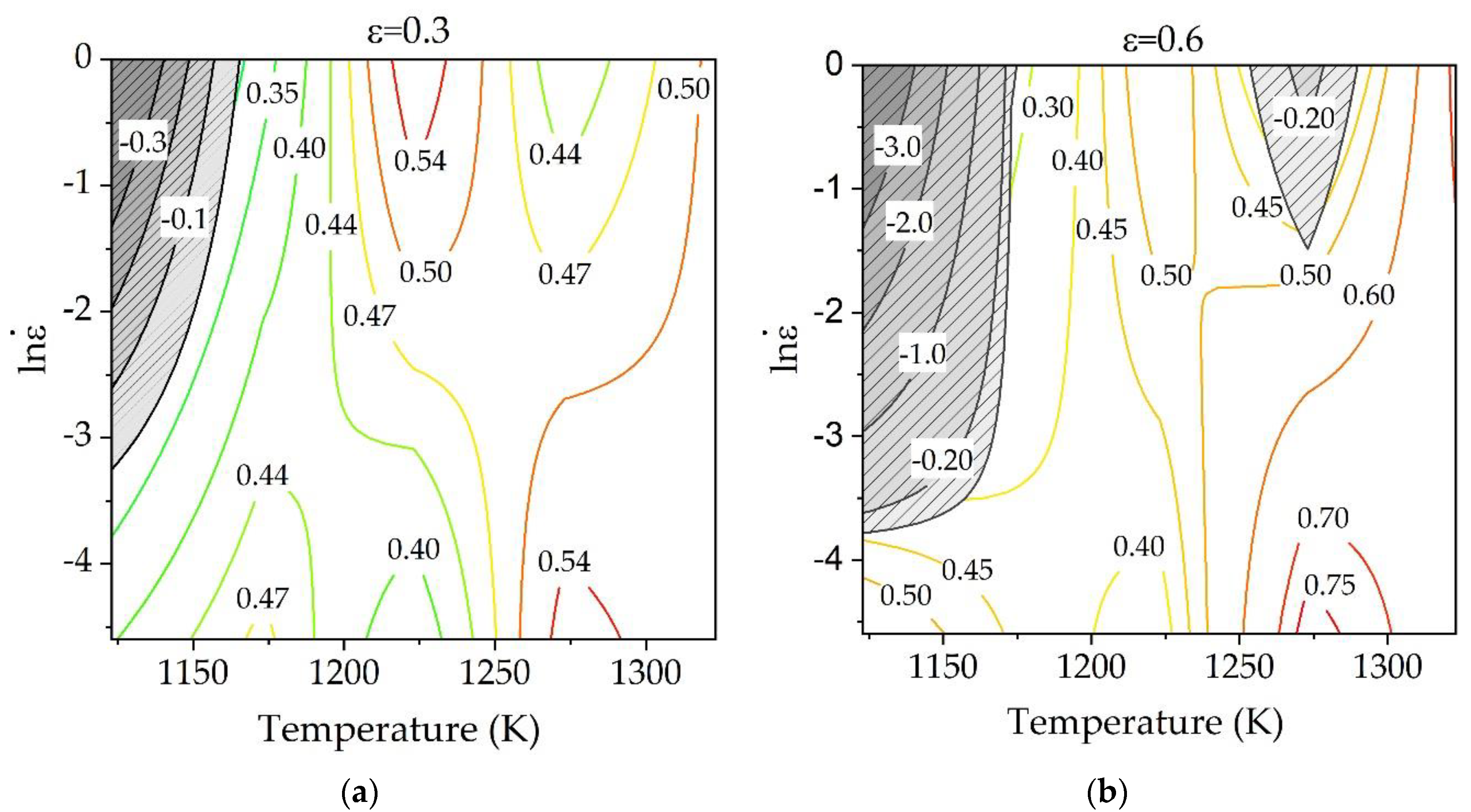
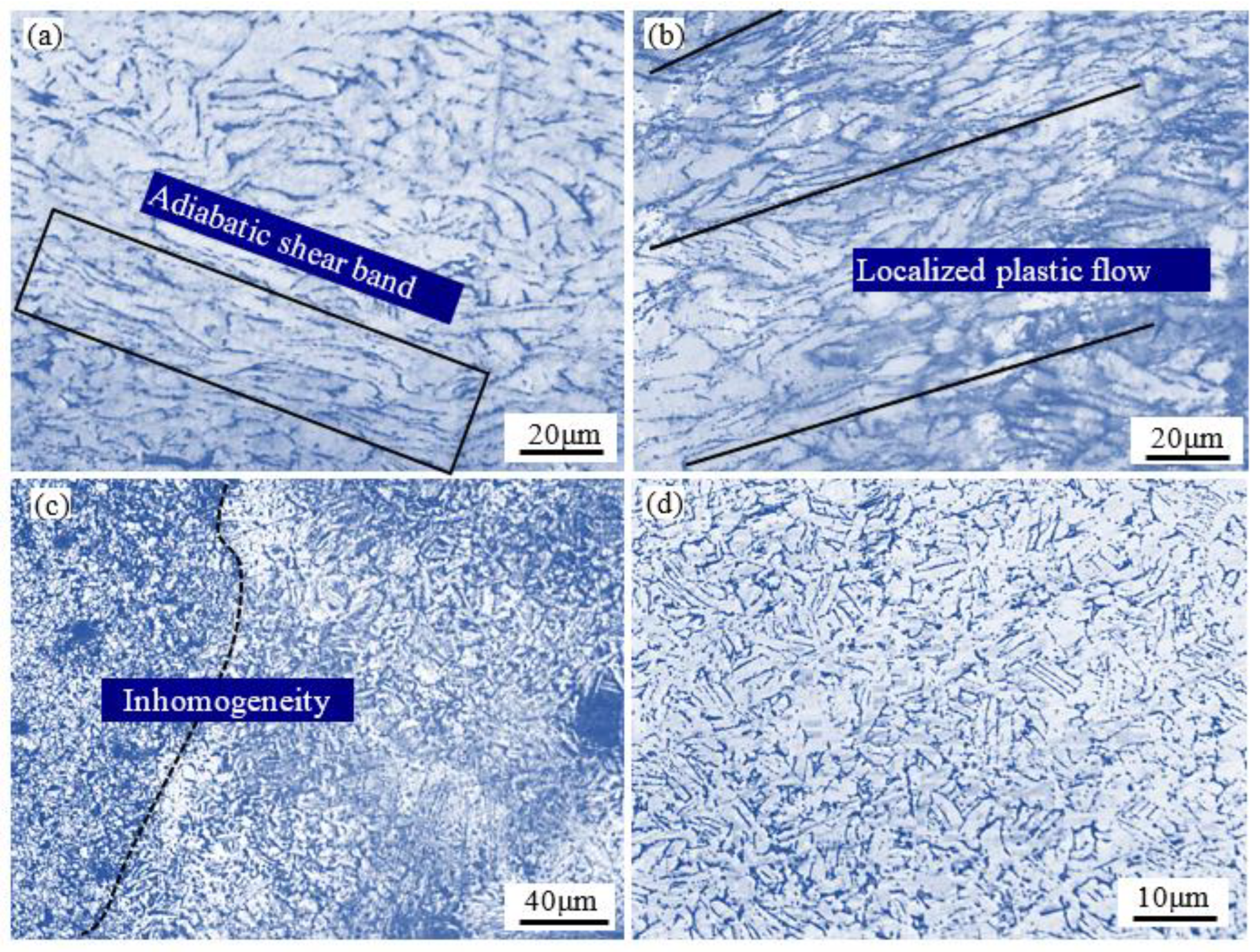
- The developed processing map demonstrated that the deformation in the temperature range of 1273–1323 K and strain rates of 0.01–0.165 s−1 was desirable and led to high efficiencies. At low temperature of 1123 K, increasing strain rate led to the increase of flow instability, which was primarily manifested as localized plastic flow, adiabatic shear bands and inhomogenous microstructure. The variation of power dissipation energy (η) with strain demonstrated that the power dissipation mechanism during hot deformation has been changed from temperature-dependent to microstructure-dependent with the increase of temperature for the alloy deformed at 0.1 s−1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
- (1)
- Sample mass (mg): 25.18
- (2)
- Type of crucible: Al2O3 (85 μL) with lid
- (3)
- Heating rate (K/min): 10

References
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Bania, P. Metallurgy and Technology of Practical Titanium Alloys; TMS: Warrendale, PA, USA, 1994; pp. 9–18. [Google Scholar]
- Zhang, H.R.; Niu, H.Z.; Zang, M.C.; Yue, J.K.; Zhang, D.L. Microstructures and mechanical behavior of a near α titanium alloy prepared by TiH2-based powder metallurgy. Mater. Sci. Eng. A 2020, 770, 138570. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Ravi Chandran, K.S.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium–past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Sun, P.; Wang, H.T. Hydrogen sintering of titanium to produce high density fine grain titanium alloys. Adv. Eng. Mater. 2012, 14, 383–387. [Google Scholar] [CrossRef]
- Joshi, V.V.; Lavender, C.; Moxon, V.; Duz, V.; Nyberg, E.; Weil, K.S. Development of Ti-6Al-4V and Ti-1Al-8V-5Fe alloys using low-cost TiH2 powder feedstock. J. Mater. Eng. Perform. 2013, 22, 995–1003. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Rodrigues, D.; Neto, F.B. Ti–Al–V powder metallurgy (PM) via the hydrogenation–dehydrogenation (HDH) process. J. Alloy. Compd. 2003, 353, 217–227. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Savvakin, D.G. The impact of diffusion on synthesis of high-strength titanium alloys from elemental powder blends. Key Eng. Mater. 2010, 436, 113–121. [Google Scholar] [CrossRef]
- Zhang, S.Z.; Liu, J.W.; Zhao, Q.Y.; Zhang, C.J.; Bolzoni, L.; Yang, F. Microstructure characterization of a high strength Ti–6Al–4V alloy prepared from a powder mixture of TiH2 and 60Al40V masteralloy powders. J. Alloy. Compd. 2020, 818, 152815. [Google Scholar] [CrossRef]
- Hagiwara, M.; Emura, S. Blended elemental P/M synthesis and property evaluation of Ti-1100. Mater. Sci. Eng. A 2003, 352, 85. [Google Scholar] [CrossRef]
- Zhang, H.R.; Niu, H.Z.; Liu, S.; Zang, M.C.; Zhang, D.L. Significantly enhanced tensile ductility and its origin of a<0001> micro-textured extrusion bar of a powder metallurgy near alpha titanium alloy. Scr. Mater. 2022, 213, 114633. [Google Scholar]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Processing maps for hot working of titanium alloys. Mater. Sci. Eng. A 1998, 243, 82–88. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot working of commercial Ti-6Al-4V with an equiaxed α-β microstructure: Materials modeling considerations. Mater. Sci. Eng. A 2000, 284, 184–194. [Google Scholar] [CrossRef]
- Babu, K.A.; Mandal, S.; Kumar, A.; Athreya, C.N.; Boer, B.; Sarma, V.S. Characterization of hot deformation behavior of alloy 617 through kinetic analysis, dynamic material modeling and microstructural studies. Mater. Sci. Eng. A 2016, 664, 177–187. [Google Scholar] [CrossRef]
- Krishna, V.G.; Prasad, Y.V.R.K.; Birla, N.C.; Rao, G.S. Hot-deformation mechanisms in near-alpha titanium alloy 685. JOM 1996, 48, 56–59. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T.; Kashyap, B.P. Hot working and geometric dynamic recrystallisation behaviour of a near-α titanium alloy with acicular microstructure. Mater. Sci. Eng. A 2014, 600, 135–144. [Google Scholar] [CrossRef]
- Zhou, D.; Zeng, W.; Xu, J.; Chen, W.; Wang, S. Characterization of Hot Workability for a Near Alpha Titanium Alloy by Integrating Processing Maps and Constitutive Relationship. Adv. Eng. Mater. 2019, 21, 1801232. [Google Scholar] [CrossRef]
- Su, Y.; Kong, F.; You, F.H.; Wang, X.; Chen, Y. The high-temperature deformation behavior of a novel near-α titanium alloy and hot-forging based on the processing map. Vacuum 2020, 173, 109135. [Google Scholar] [CrossRef]
- Morakabati, M.; Hajari, A. Hot working behavior of near alpha titanium alloy analyzed by mechanical testing and processing map. Trans. Nonferrous Met. Soc. China 2020, 30, 1560–1573. [Google Scholar] [CrossRef]
- Ding, C.; Shi, Q.; Liu, X.; Zheng, L.; Li, R.; Hang, Z.; Yu, B.; Wu, W. Microstructure and Mechanical Properties of PM Ti600 Alloy after Hot Extrusion and subsequent Annealing Treatment. Mater. Sci. Eng. A 2019, 748, 434–440. [Google Scholar] [CrossRef]
- Piao, R.; Yang, S.L.; Zhu, Y.L.; Ma, L. Hot Deformation Behavior of Near-α Titanium Alloy Ti-1100 Prepared by TiH2-based Powder Metallurgy. Rare Met. Mater. Eng. 2020, 49, 3314–3324. [Google Scholar]
- Yang, C.; Liu, X.; Si, J.Y.; Liu, F.; Jiang, L. Processing map and cracking behavior of powder metallurgy superalloy FGH96 during hot compression. Chin. J. Nonferrous Met. 2015, 25, 2707–2719. [Google Scholar]
- Lei, J.; Zhu, W.; Chen, L.; Sun, Q.; Xiao, L.; Sun, J. Deformation behaviour and microstructural evolution during the hot compression of Ti-5Al4Zr8Mo7V alloy. Mater. Today Commun. 2020, 23, 100873. [Google Scholar] [CrossRef]
- Li, A.; Huang, L.; Meng, Q.; Geng, L.; Cui, X. Hot working of Ti−6Al−3Mo−2Zr−0.3Si alloy with lamellar α+β starting structure using processing map. Mater. Des. 2009, 30, 1625–1631. [Google Scholar] [CrossRef]
- Hossenin, R.; Morakabati, M.; Abbasi, S.M.; Hajari, A. Development of a trimodal microstructure with superior combined strength, ductility and creep-rupture properties in a near alpha titanium alloy. Mater. Sci. Eng. A 2017, 696, 155–165. [Google Scholar] [CrossRef]
- Wanjar, P.; Jahazi, M.; Monajati, H.; Yue, S.; Immarigeon, J.P. Hot working behavior of near-α alloy IMI834. Mater. Sci. Eng. A 2005, 396, 50–60. [Google Scholar] [CrossRef]
- Holloman, J.H. Tensile deformation. Met. Technol. 1945, 12, 268–290. [Google Scholar]
- Luo, J.; Li, M.; Yu, W.; Li, H. The variation of strain rate sensitivity exponent and strain hardening exponent in isothermal compression of Ti-6Al-4V alloy. Mater. Des. 2010, 31, 741–748. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.Q. Strain rate sensitivity and strain hardening exponent during the isothermal compression of Ti60 alloy. Mater. Sci. Eng. A 2012, 538, 156–163. [Google Scholar] [CrossRef]
- Qiu, Q.; Wang, K.; Li, X.; Wang, J.; Gao, X.; Zhang, K. Hot deformation behavior and processing parameters optimization of SP700 titanium alloy. J. Mater. Res. Technol. 2021, 15, 3078–3087. [Google Scholar] [CrossRef]
- Wang, J.; Wang, K.L.; Lu, S.Q.; Li, X.; OuYang, D.L.; Qiu, Q. Softening mechanism and process parameters optimization of Ti-4.2Al-0.005B titanium alloy during hot deformation. J. Mater. Res. Technol. 2022, 17, 1842–1851. [Google Scholar] [CrossRef]
- Ghavam, M.H.; Morakabati, M.; Abbasi, S.M.; Badri, H. Flow behavior modelling of IMI834 titanium alloy during hot tensile deformation. Trans. Nonferrous Met. Soc. China 2015, 25, 748–758. [Google Scholar] [CrossRef]
- Cui, X. Study on Microstructure Evolution and Properties of TC11 Titanium Alloy during High Temperature Deformation Process. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2008. [Google Scholar]
- Semiatin, S.L.; Bieler, T.R. The effect of alpha platelet thickness on plastic flow during hot working of TI−6Al−4V with a transformed microstructure. Acta Mater. 2001, 49, 3565–3573. [Google Scholar] [CrossRef]
- Stefansson, N.; Semiatin, S. Mechanisms of globularization of Ti−6Al−4V during static heat treatment. Metall. Mater. Trans. A 2003, 34, 691–698. [Google Scholar] [CrossRef]
- Ma, L.; Wan, M.; Li, W.; Shao, J.; Bai, X.; Zhang, J. Superplastic deformation mechanical behavior and constitutive modelling of a near-a titanium alloy TNW700 sheet. Mater. Sci. Eng. A 2021, 817, 141419. [Google Scholar] [CrossRef]
- Narayana Murty, S.V.S.; Nageswara Rao, B.; Kashyap, B.P. Instability criteria for hot deformation of materials. Int. Mater. Rev. 2014, 45, 15–26. [Google Scholar] [CrossRef]
- Jia, W.J.; Zeng, W.D.; Zhou, Y.G.; Liu, J.R.; Wang, Q.J. High-temperature deformation behavior of Ti60 titanium alloy. Mater. Sci. Eng. A 2011, 528, 4068–4074. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. 1984, 15A, 1883–1892. [Google Scholar] [CrossRef]
- Ziegler, H. Progress in Solid Mechanics; John Willey and Sons: New York, NY, USA, 1963; p. 93. [Google Scholar]
- Yang, J.; Wang, G.; Jiao, X.; Li, Y.; Liu, Q. High-temperature deformation behavior of the extruded Ti-22Al-25Nb alloy fabricated by powder metallurgy. Mater. Charact. 2018, 137, 170–179. [Google Scholar] [CrossRef]
- Qiang, L.; Song, H.; Ke, T.; Yu, Y.; Ye, W.; Song, S.Y. Investigation of high temperature behavior and processing map of Ti-6Al-4V-0.11Ru titanium alloy. J. Alloy. Compd. 2019, 787, 527–536. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Zr | Sn | Mo | Si | C | N | H | O |
|---|---|---|---|---|---|---|---|---|---|
| 88.3 | 5.05 | 3.689 | 1.96 | 0.32 | 0.29 | 0.0071 | 0.0013 | 0.0016 | 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piao, R.; Zhu, W.; Ma, L.; Zhao, P.; Hu, B. Characterization of Hot Deformation of near Alpha Titanium Alloy Prepared by TiH2-Based Powder Metallurgy. Materials 2022, 15, 5932. https://doi.org/10.3390/ma15175932
Piao R, Zhu W, Ma L, Zhao P, Hu B. Characterization of Hot Deformation of near Alpha Titanium Alloy Prepared by TiH2-Based Powder Metallurgy. Materials. 2022; 15(17):5932. https://doi.org/10.3390/ma15175932
Chicago/Turabian StylePiao, Rongxun, Wenjin Zhu, Lan Ma, Peng Zhao, and Biao Hu. 2022. "Characterization of Hot Deformation of near Alpha Titanium Alloy Prepared by TiH2-Based Powder Metallurgy" Materials 15, no. 17: 5932. https://doi.org/10.3390/ma15175932
APA StylePiao, R., Zhu, W., Ma, L., Zhao, P., & Hu, B. (2022). Characterization of Hot Deformation of near Alpha Titanium Alloy Prepared by TiH2-Based Powder Metallurgy. Materials, 15(17), 5932. https://doi.org/10.3390/ma15175932