
Effect of Deformation Parameters of an Initial Aged GH4169 Superalloy on Its Microstructural Evolution during a New Two-Stage Annealing



 ,
,
Abstract
:1. Introduction
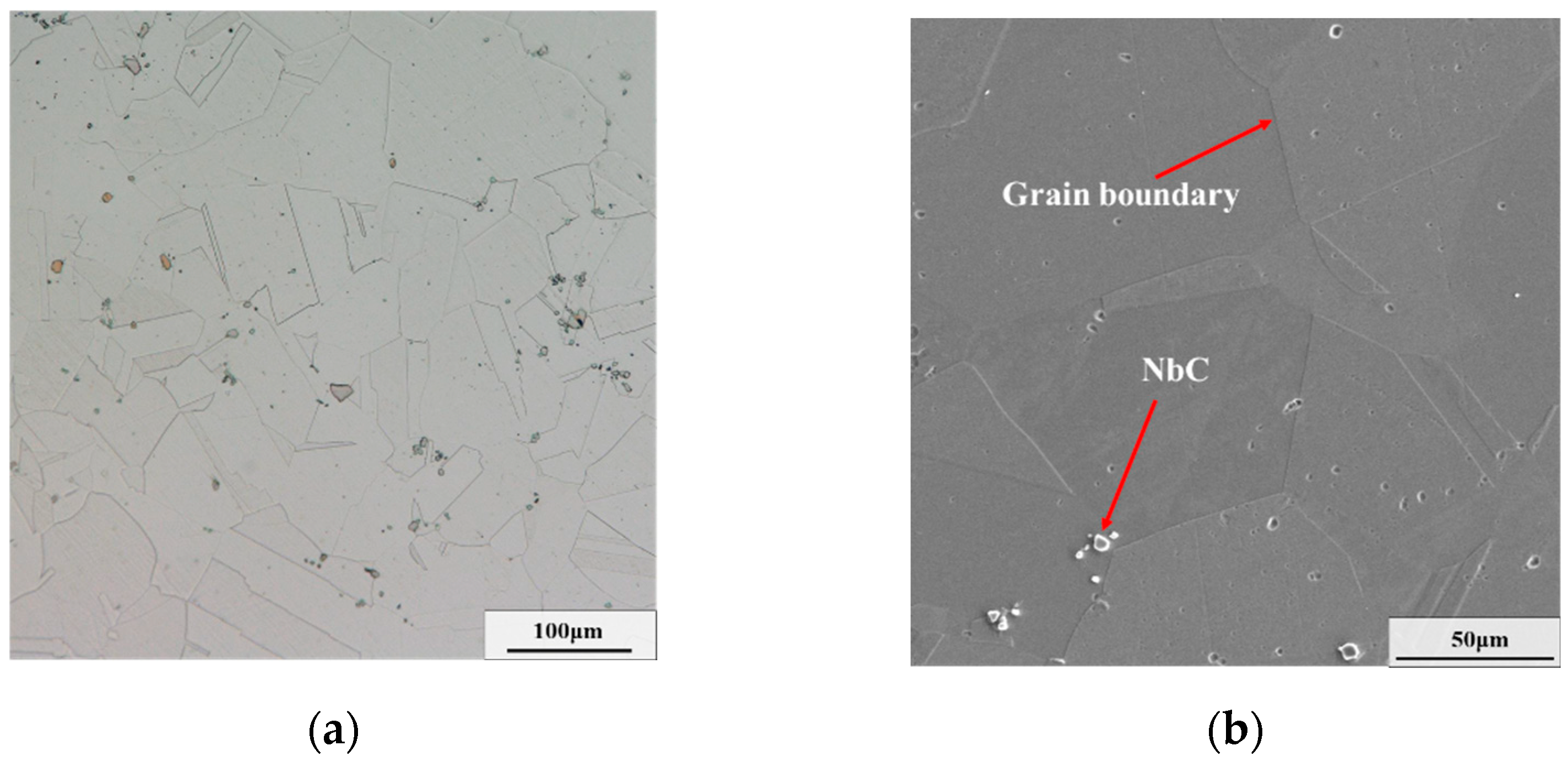
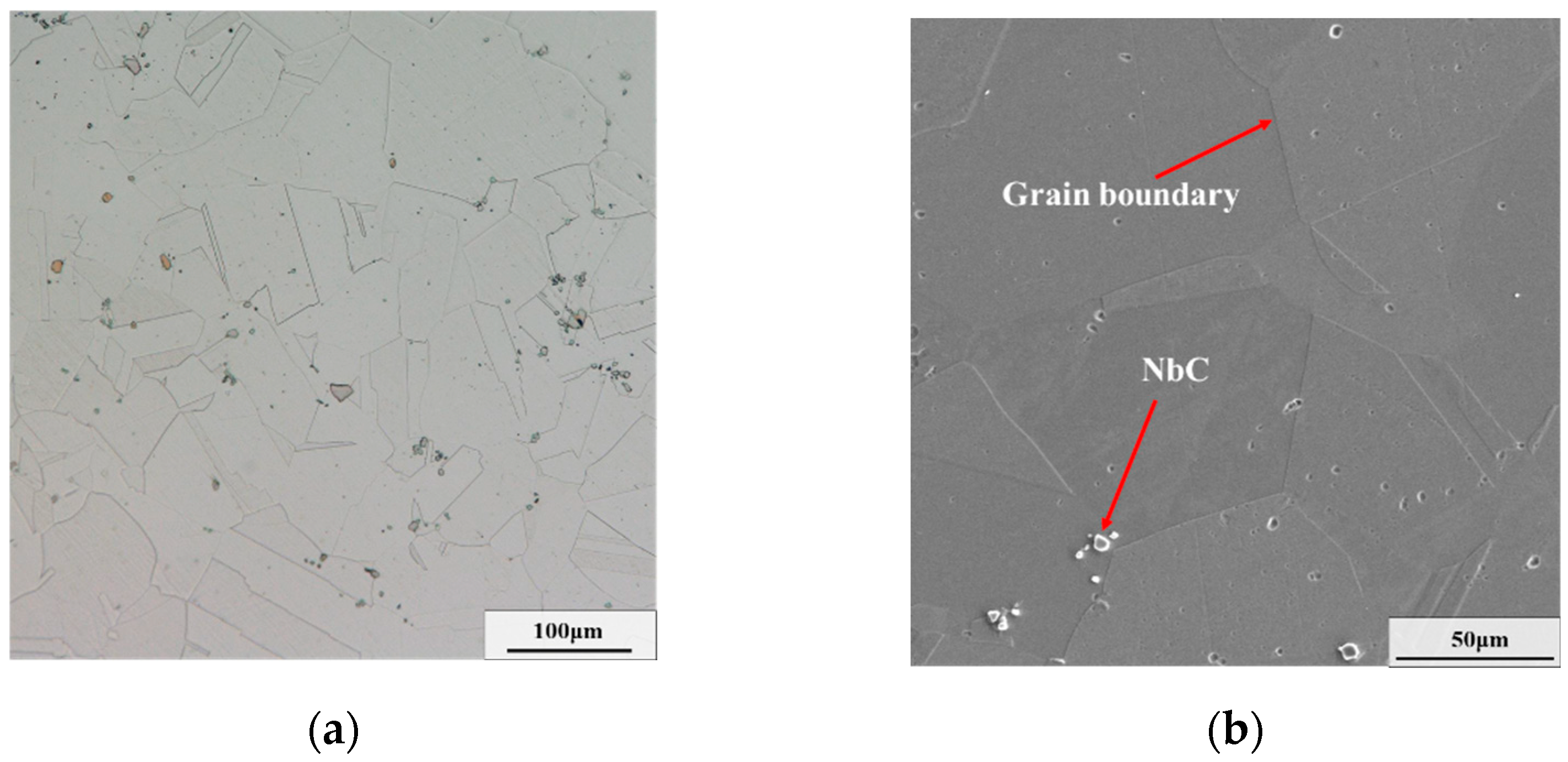
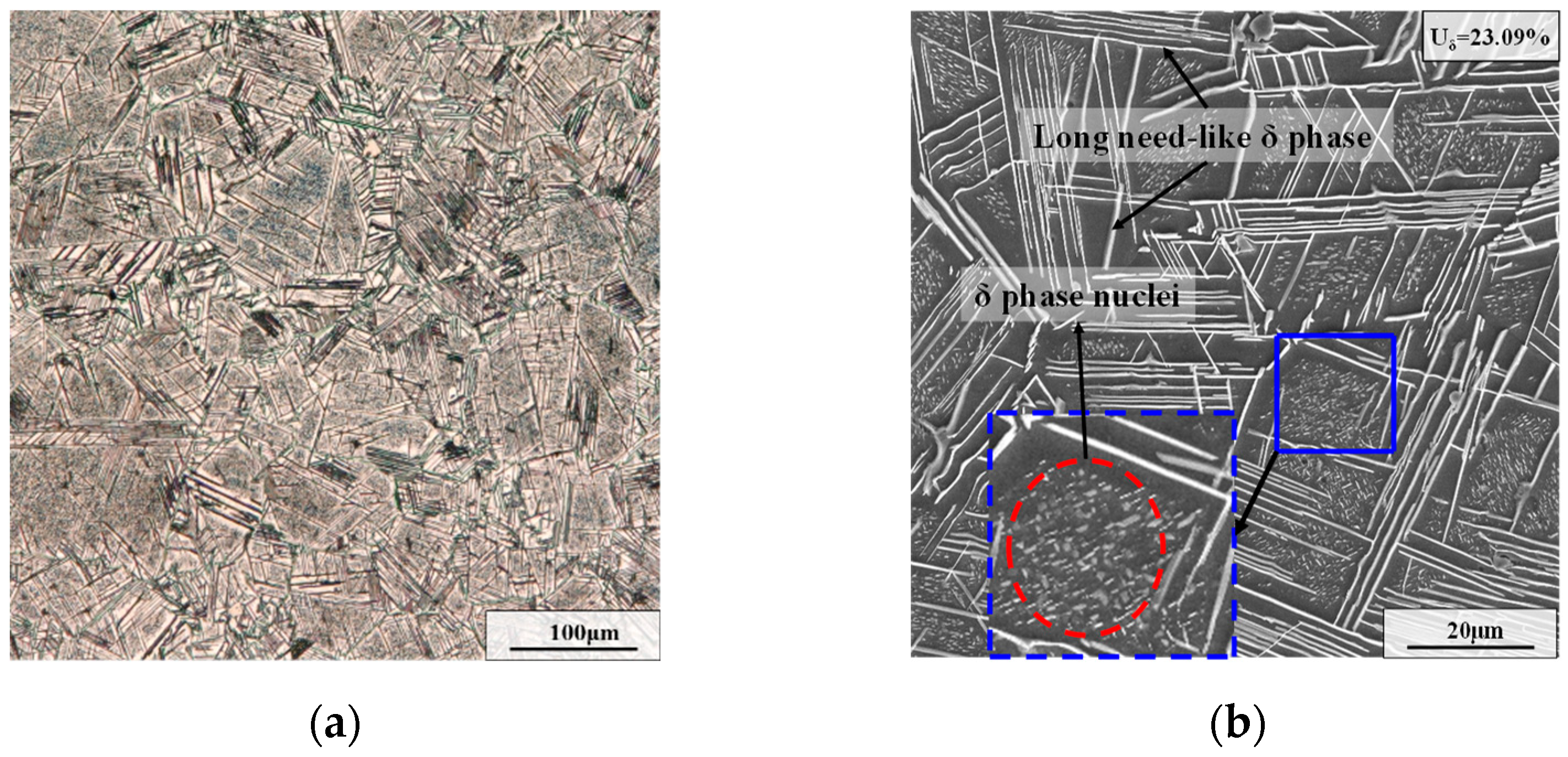
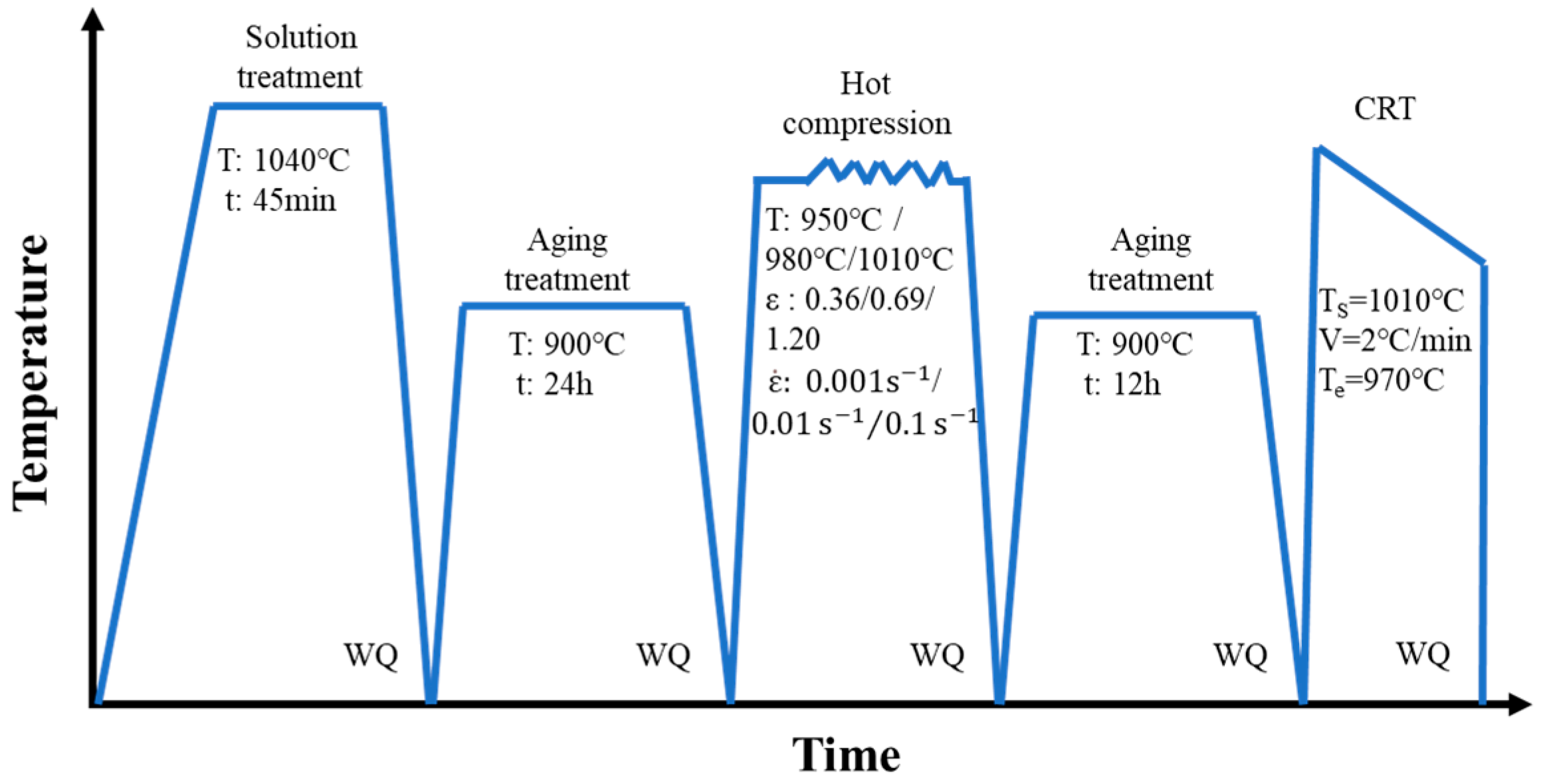
2. Materials and Experiments
3. Results and Discussion
3.1. Effects of Deformation Parameters on the Microstructure Evolution during Hot Deformation
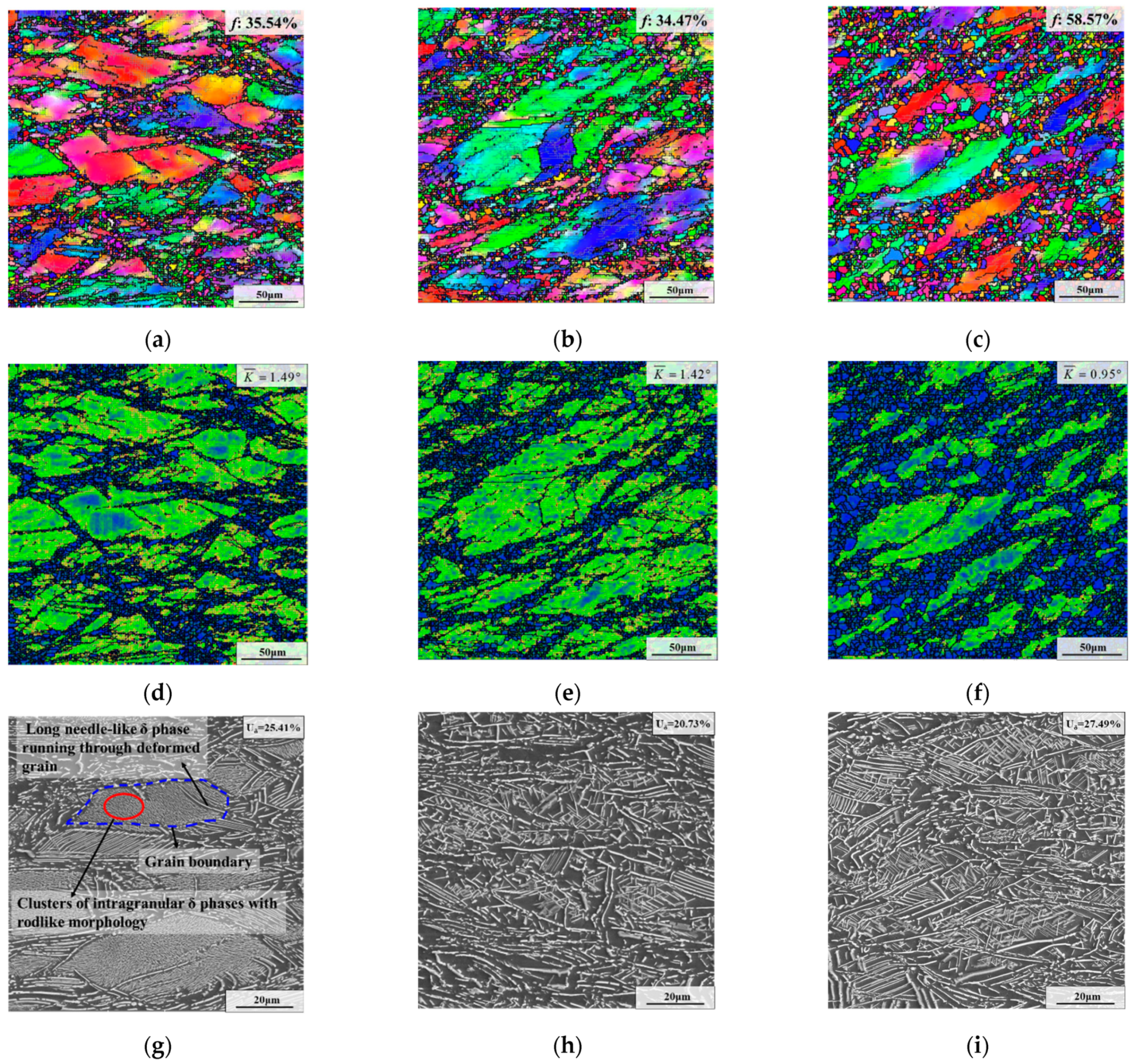
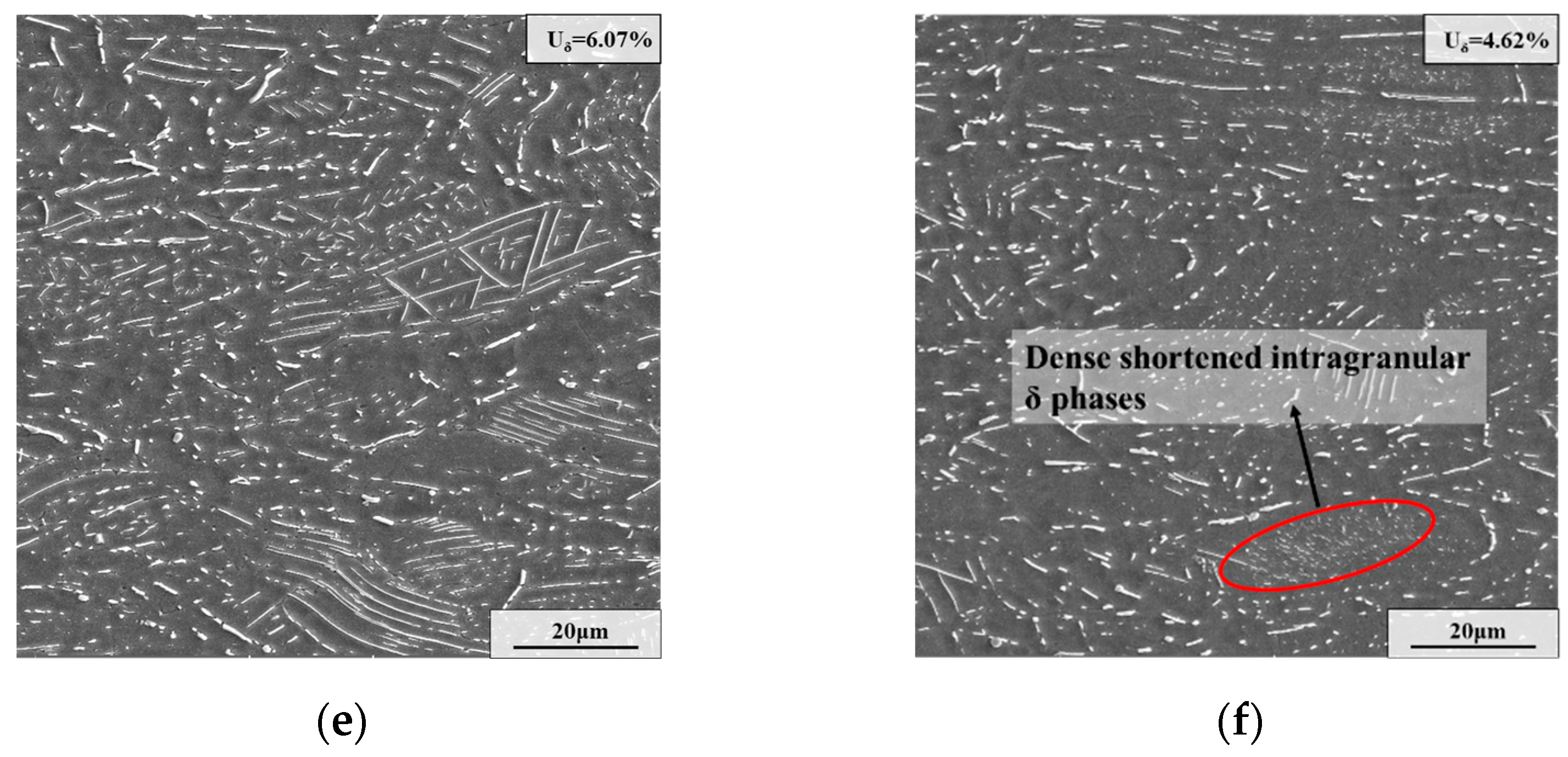
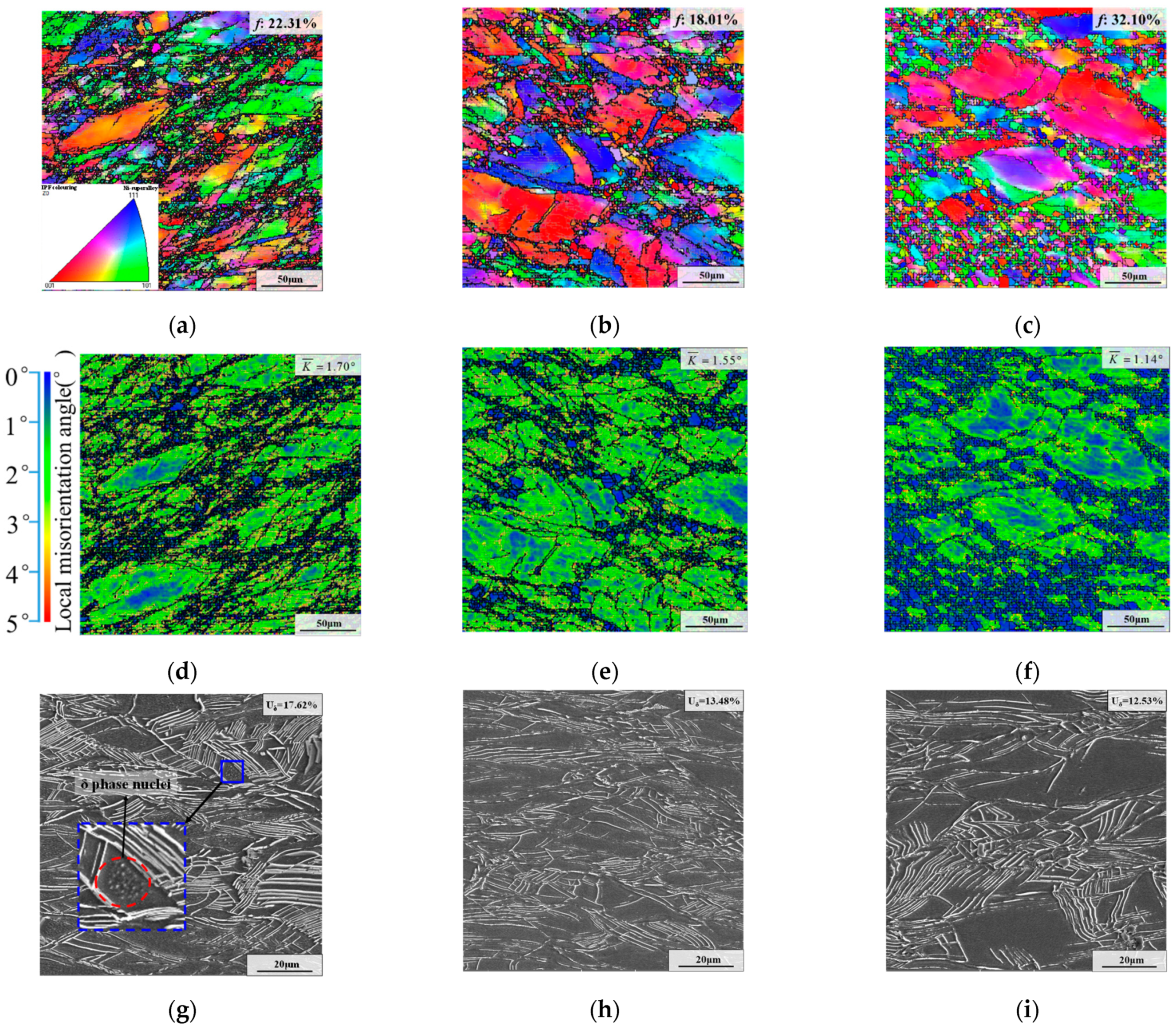
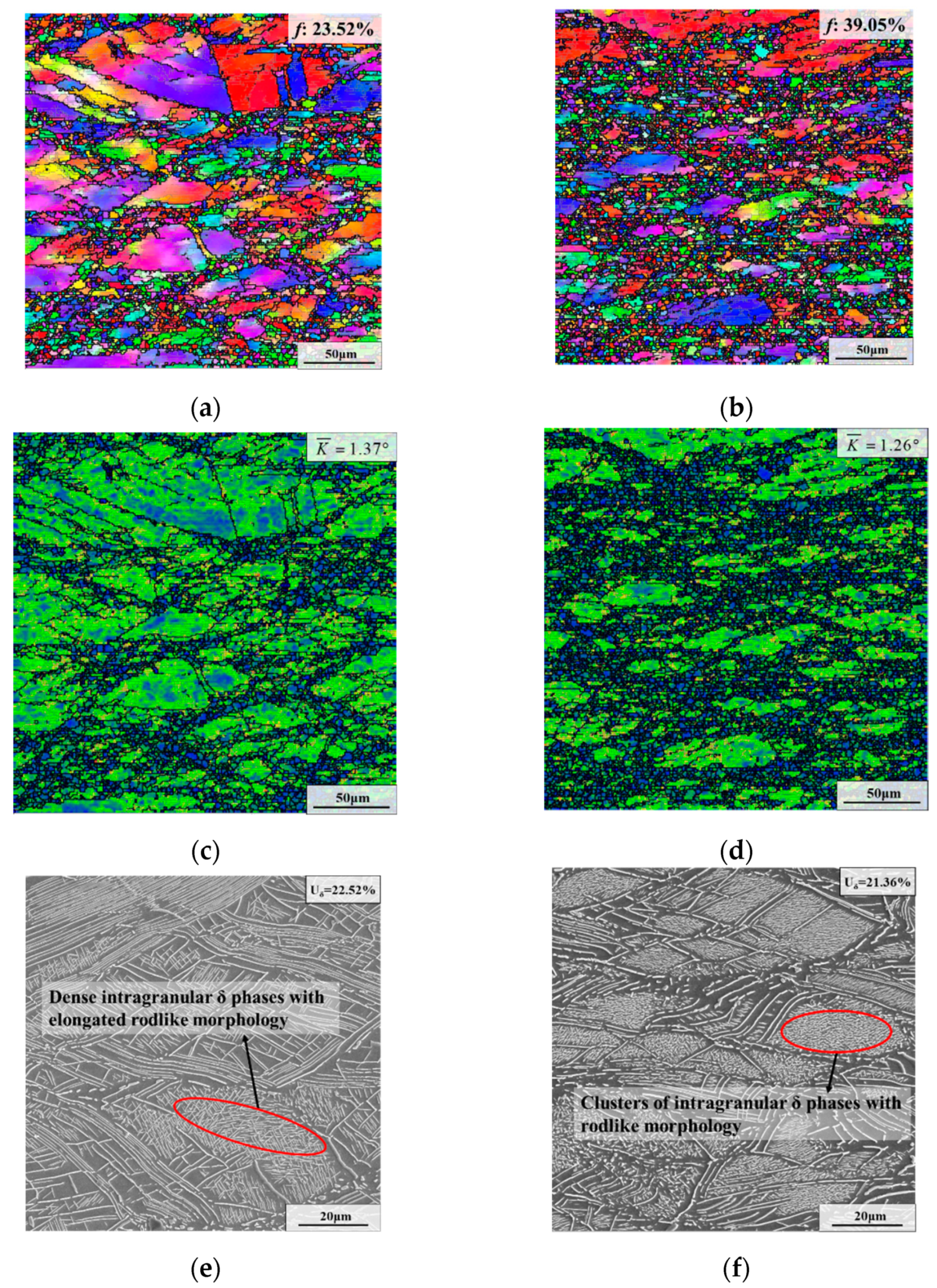
3.1.1. Effect of Deformation Temperature
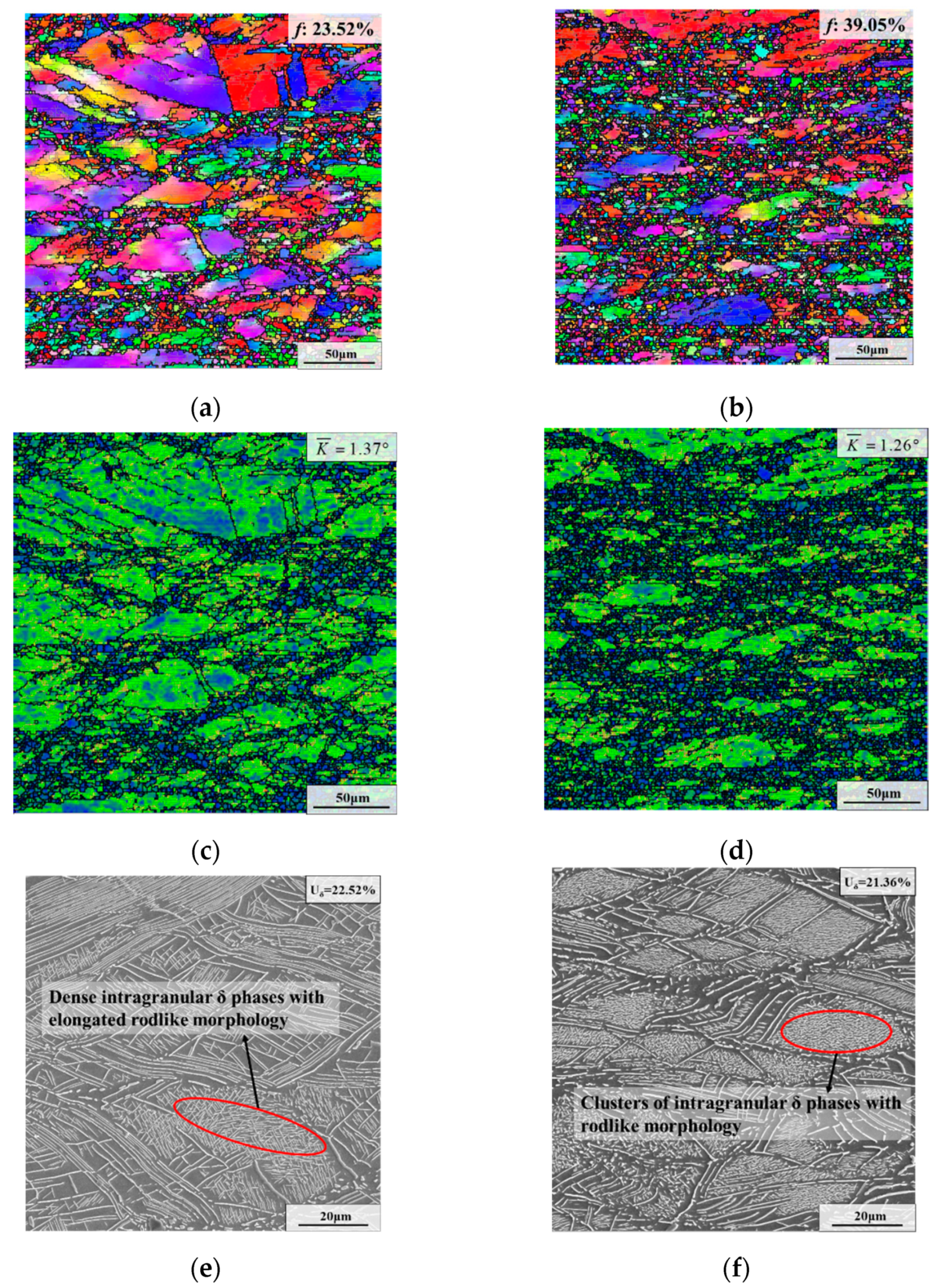
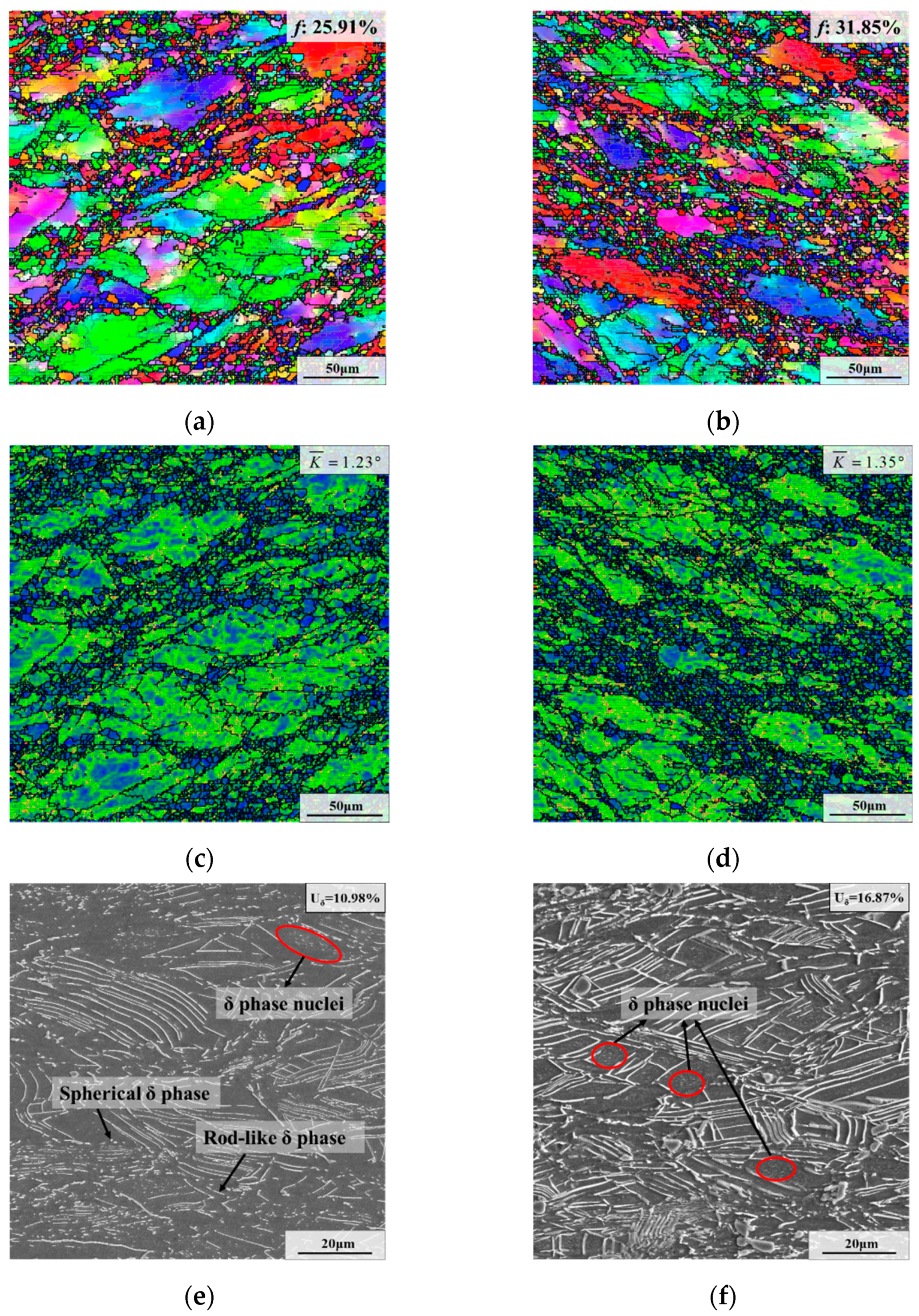
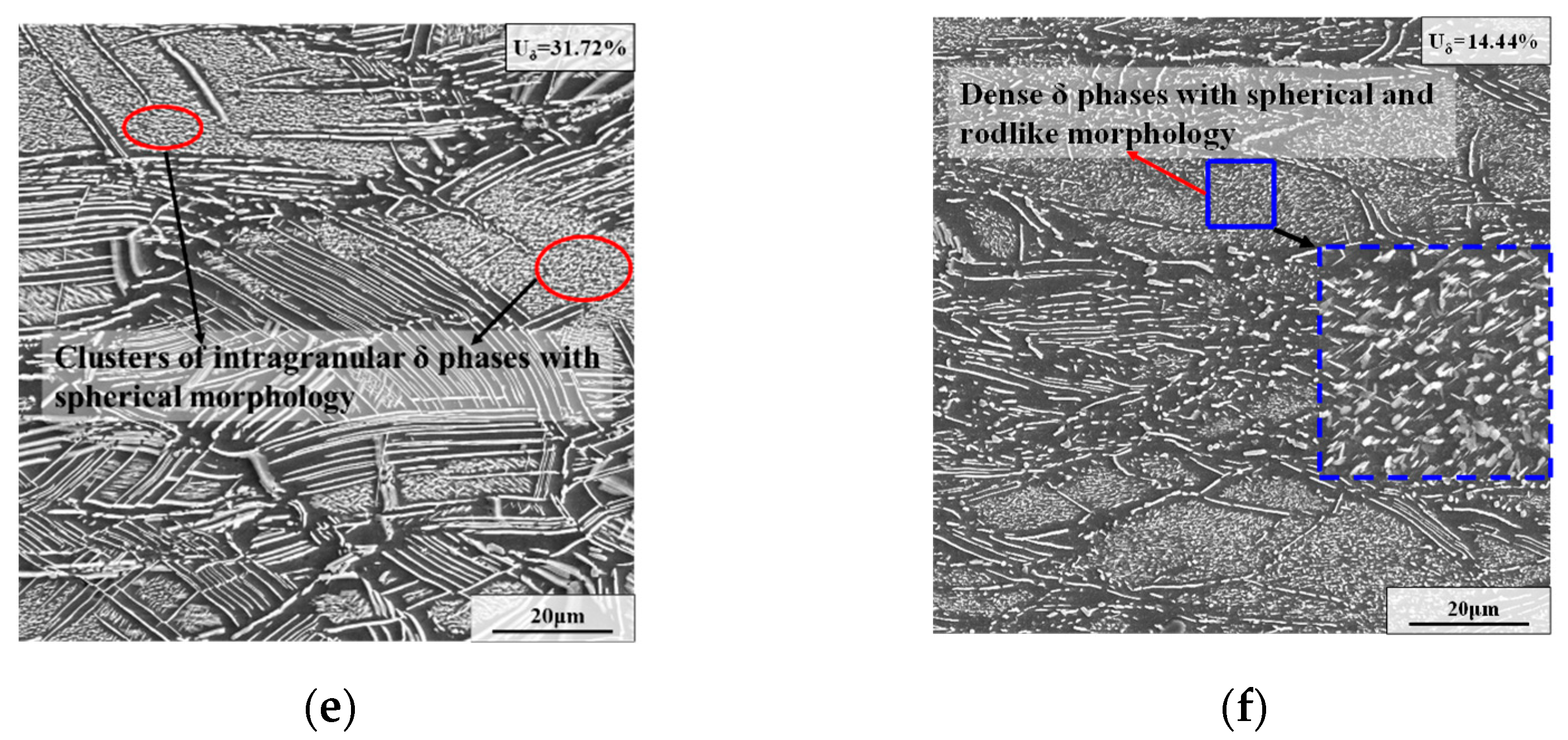
3.1.2. Effect of Strain Rate
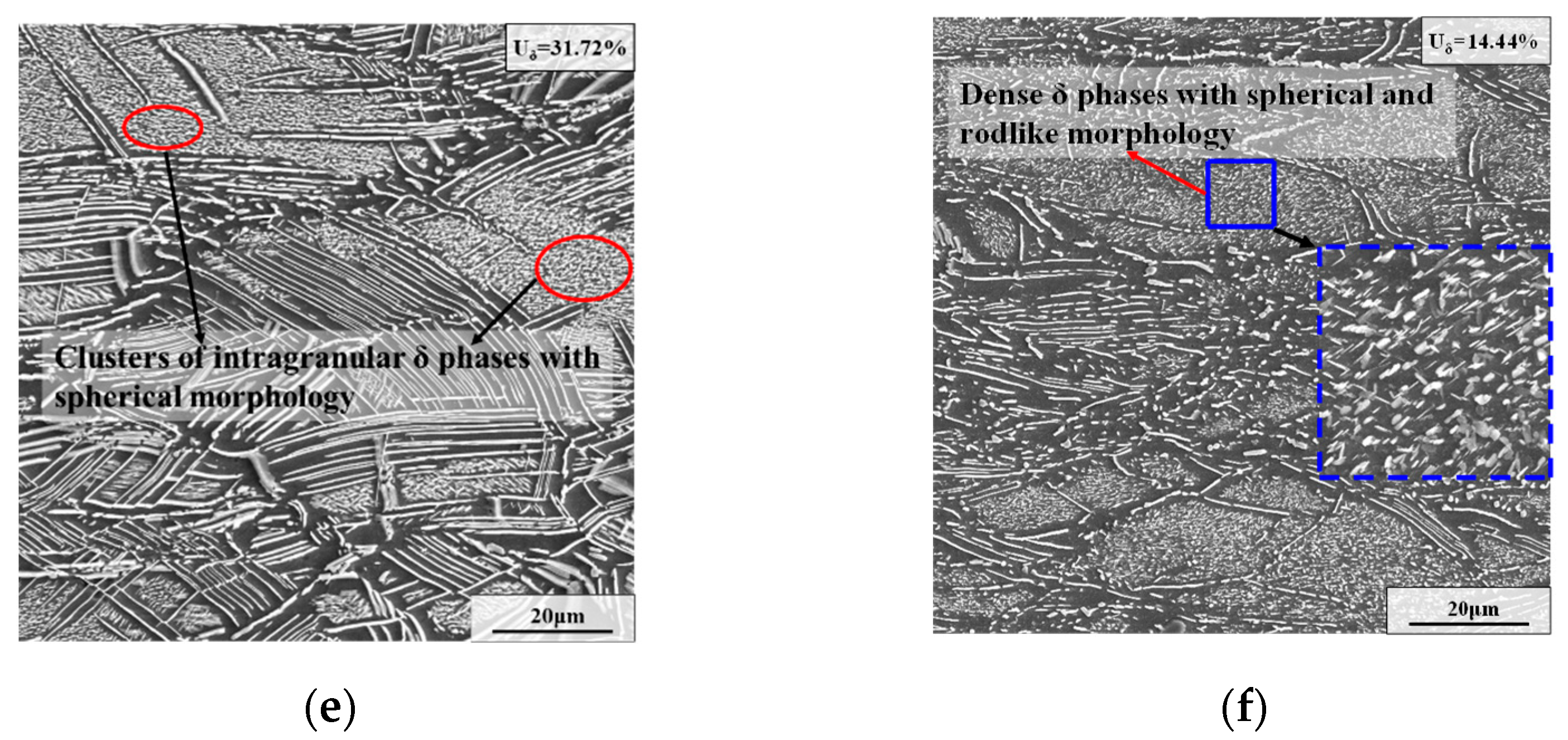
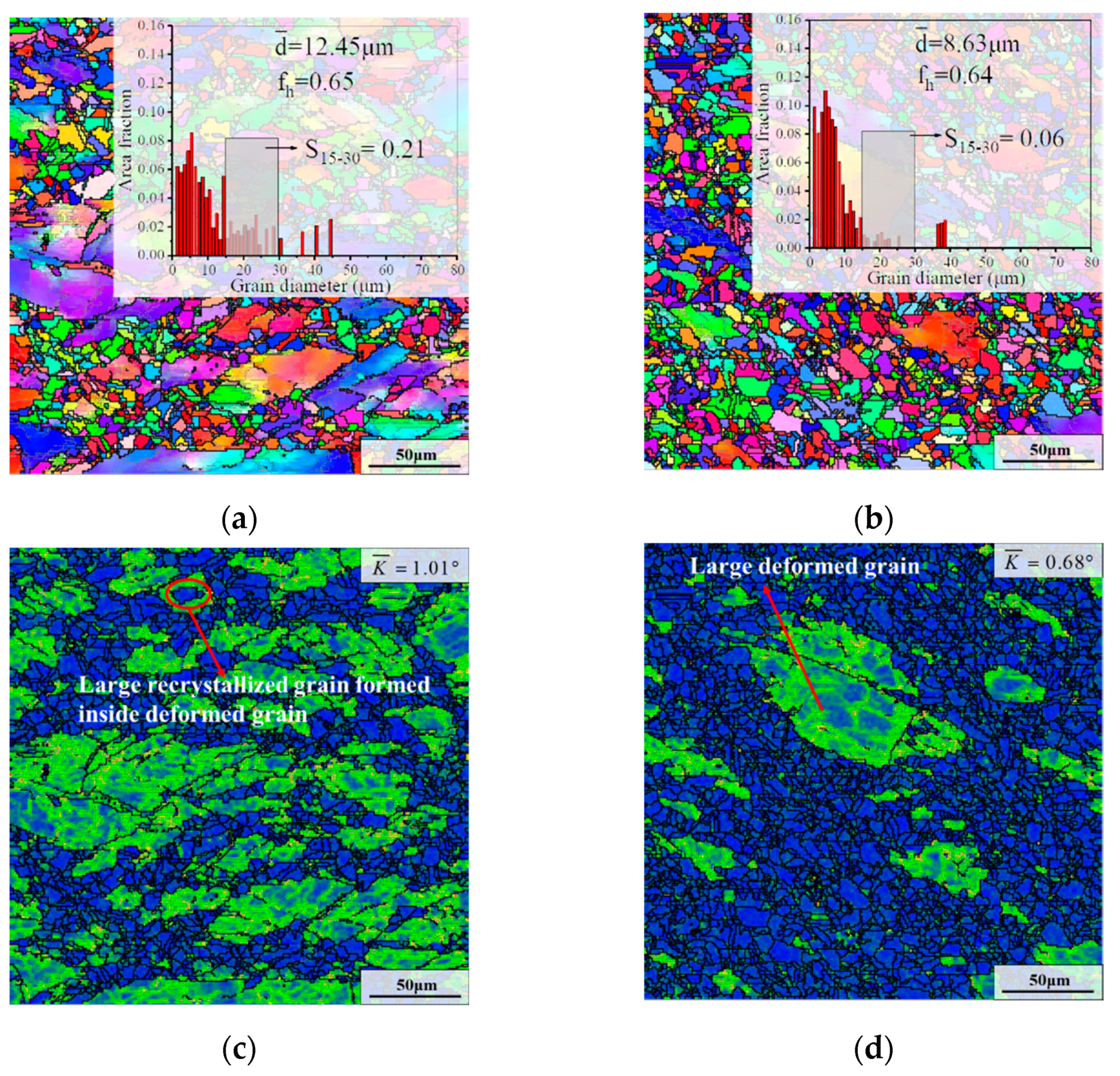
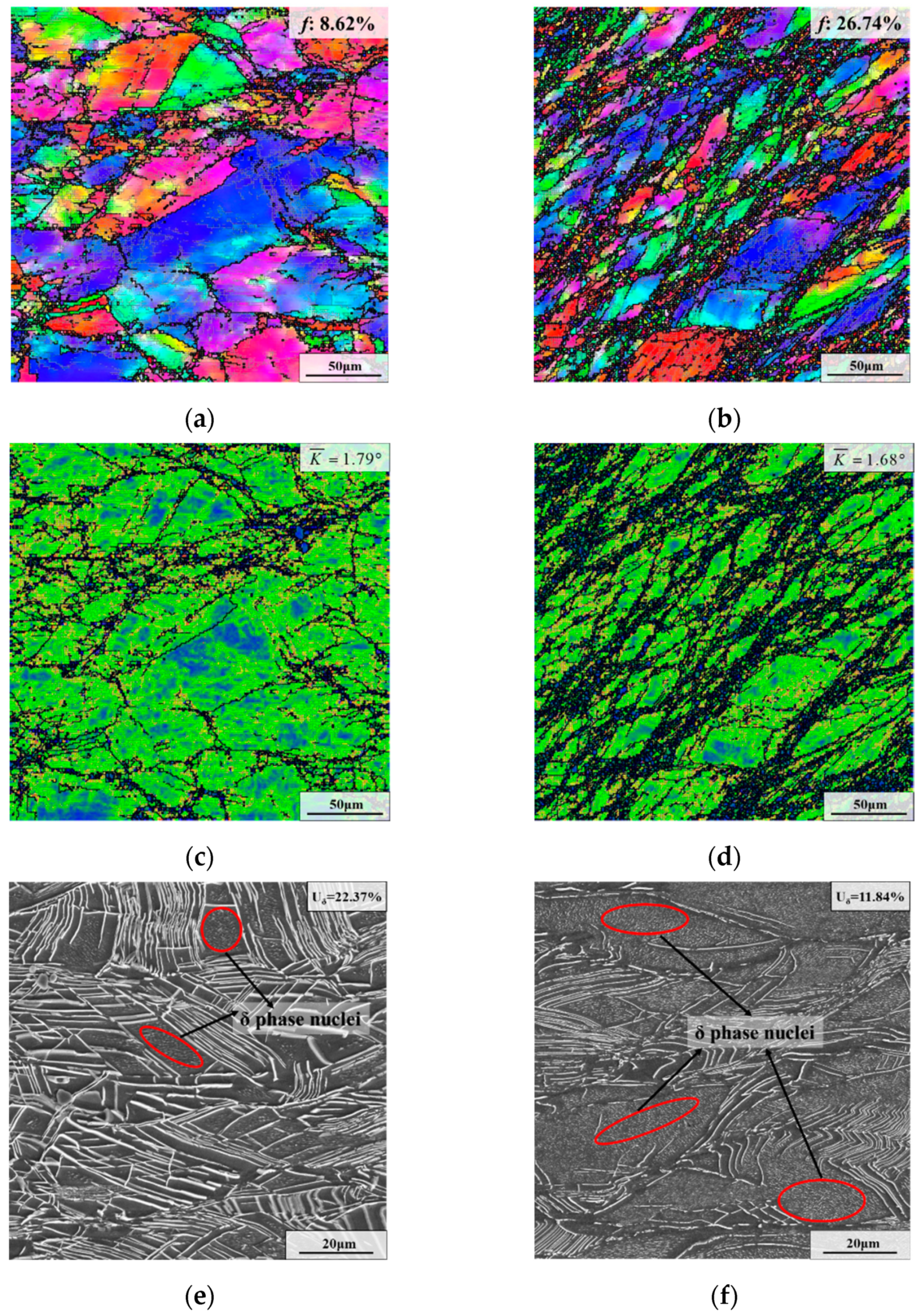
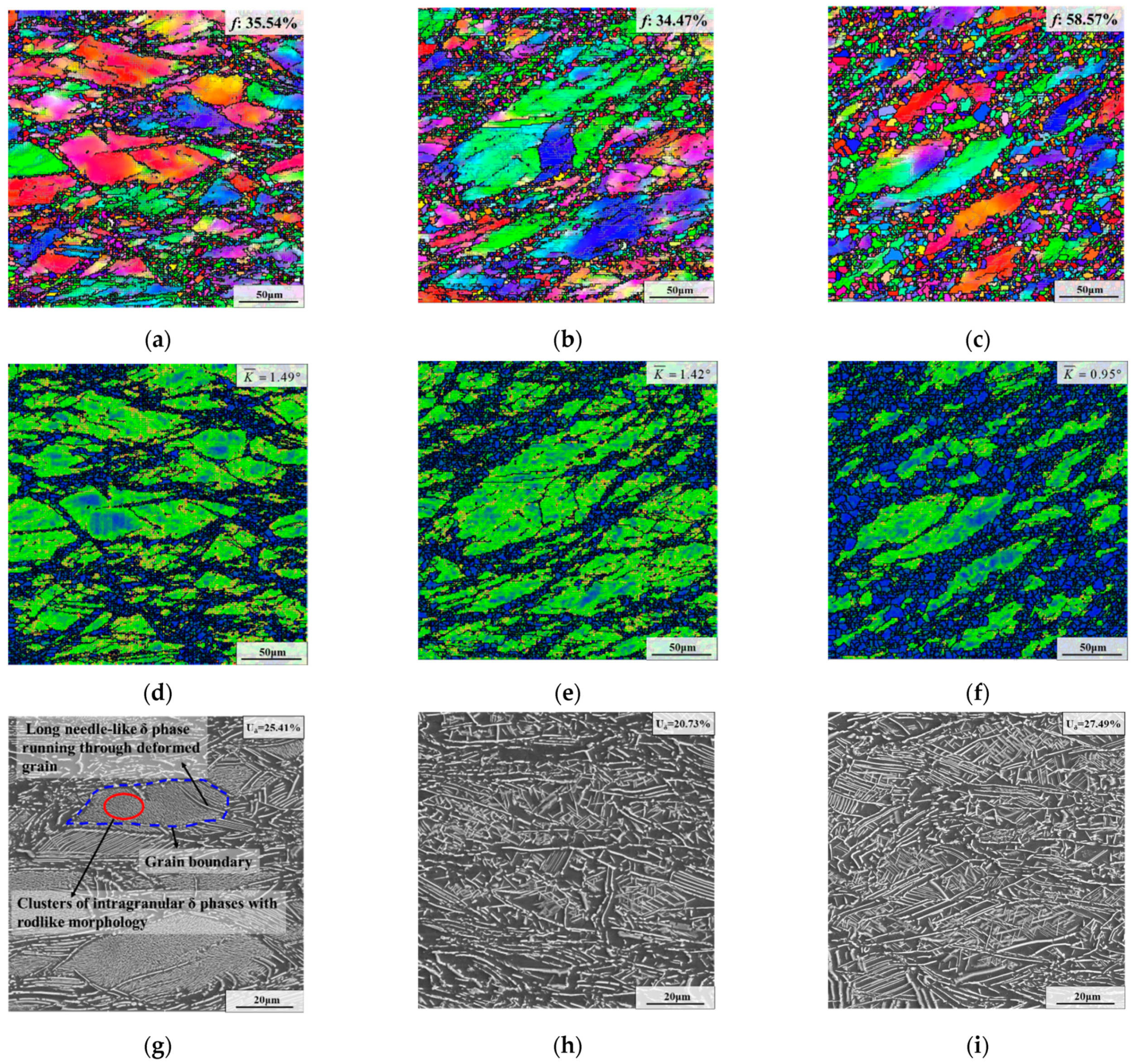
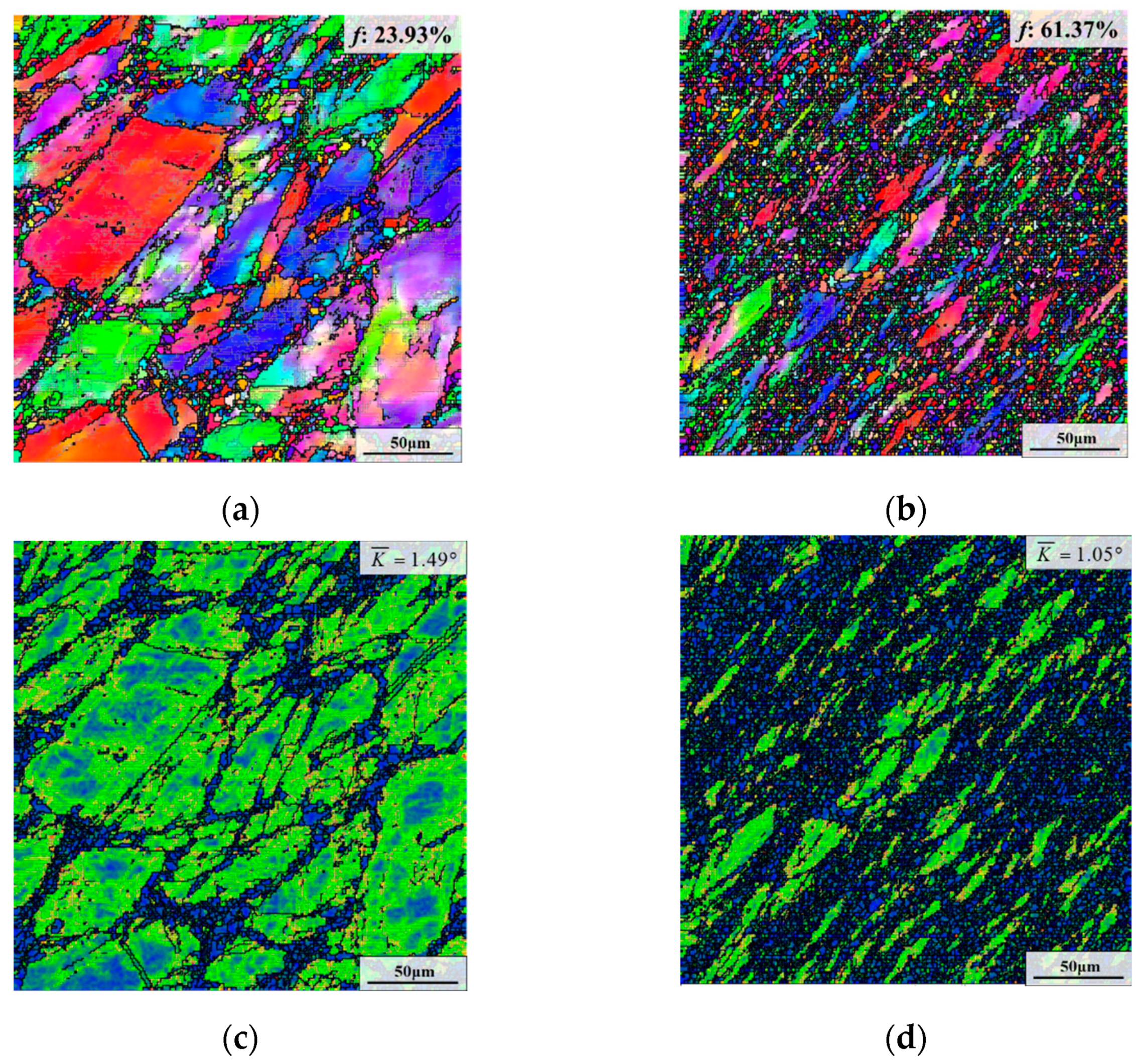
3.1.3. Effect of True Strain
3.2. Effects of Deformation Parameters on Microstructure Evolution during the First Annealing Stage
3.2.1. Effect of Deformation Temperature
3.2.2. Effect of Strain Rate
3.2.3. Effect of True Strain
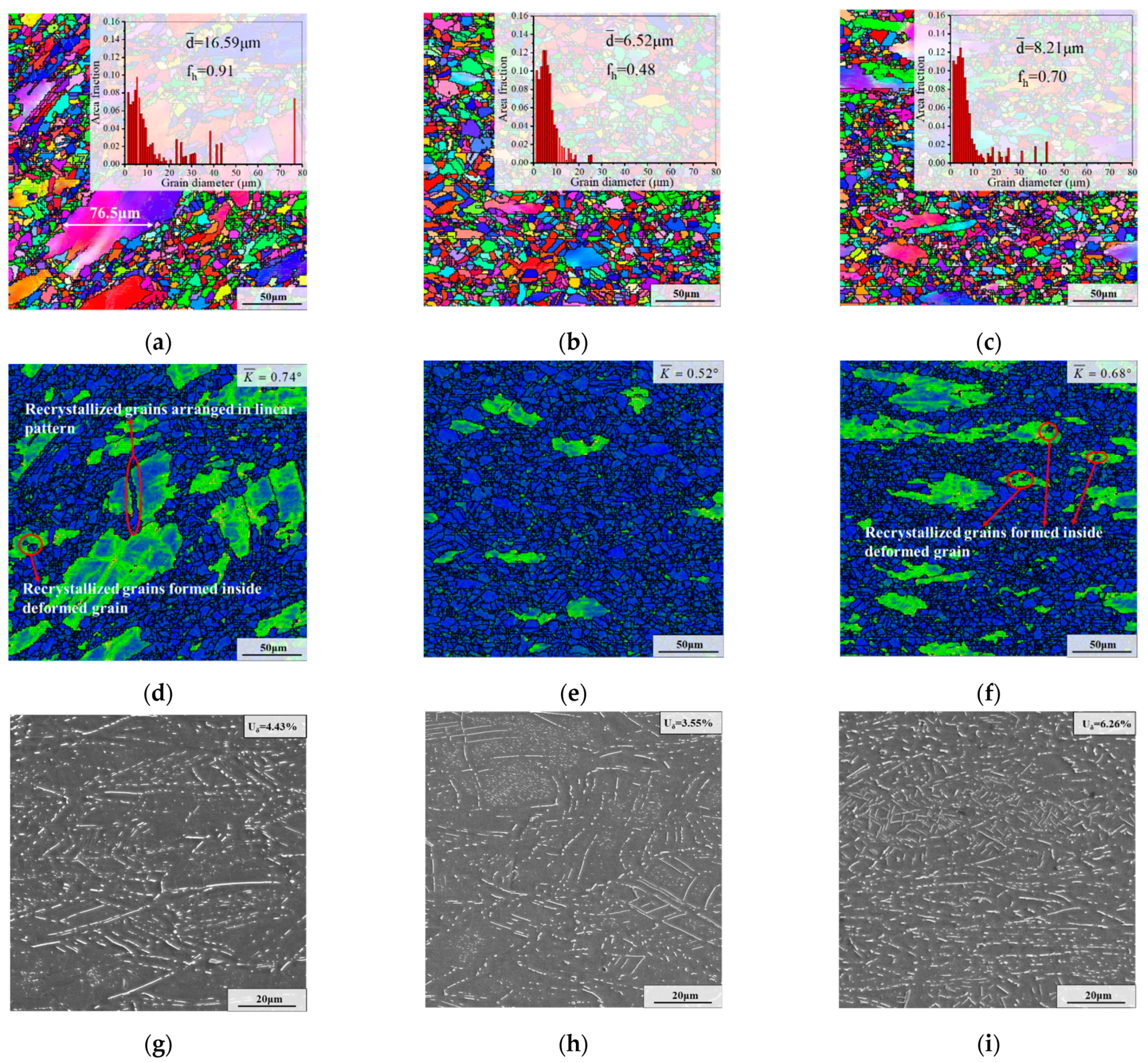
3.3. Effects of Deformation Parameters on Microstructure Evolution during the Second Annealing Stage
3.3.1. Effect of Deformation Temperature
3.3.2. Effect of Strain Rate
3.3.3. Effect of True Strain
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xia, Y.; Shu, X.; Zhu, D.; Pater, Z.; Bartnicki, J. Effect of Process Parameters On Microscopic Uniformity of Cross Wedge Rolling of GH4169 Alloy Shaft. J. Manuf. Process. 2021, 66, 145–152. [Google Scholar] [CrossRef]
- Wang, G.Q.; Chen, M.S.; Lin, Y.C.; Lou, Y.; Li, H.; Ma, Y.; Zou, Z.; Chen, Q.; Xia, Y. Effects of Double-Stage Annealing Parameters on Tensile Mechanical Properties of Initial Aging Deformed GH4169 Superalloy. Materials 2021, 14, 4339. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Niu, H.; Wu, H.; Li, R.; Fan, G. Tensile Test Coupled with an EBSD Study of a GH4169 Ring Rolled Product. Materials 2022, 15, 2891. [Google Scholar] [CrossRef] [PubMed]
- Quan, G.Z.; Zhang, Y.; Zhang, P.; WANG, W. Correspondence Between Low-Energy Twin Boundary Density and Thermal-Plastic Deformation Parameters in Nickel-Based Superalloy. Trans. Nonferrous Met. Soc. 2021, 31, 438–455. [Google Scholar] [CrossRef]
- Zhu, X.; Gong, C.; Jia, Y.; Wang, R.; Zhang, C.; Fu, Y.; Tu, S.; Zhang, X. Influence of Grain Size On the Small Fatigue Crack Initiation and Propagation Behaviors of a Nickel-Based Superalloy at 650 °C. J. Mater. Sci. Technol. 2019, 35, 1607–1617. [Google Scholar] [CrossRef]
- Belan, J.; Kuchariková, L.; Tillová, E.; Matvija, M.; Uhríčik, M. The Hardness Evolution of Cast and the High-Cycle Fatigue Life Change of Wrought Ni-Base Superalloys after Additional HeatTreatment. Materials 2021, 14, 7427. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Mandal, S.; Athreya, C.N.; Babu, K.A.; de Boer, B.; Sarma, V.S. Influence of Processing Parameters On Dynamic Recrystallization and the Associated Annealing Twin Boundary Evolution in a Nickel Base Superalloy. Mater. Sci. Eng. A 2017, 700, 49–58. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, K.; Li, H.; Chen, J.; Chen, X.; Wen, D. New Constitutive Model for High-Temperature Deformation Behavior of Inconel 718 Superalloy. Mater. Des. 2015, 74, 108–118. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wen, D.; Deng, J.; Liu, G.; Chen, J. Constitutive Models for High-Temperature Flow Behaviors of a Ni-based Superalloy. Mater. Des. 2014, 59, 115–123. [Google Scholar] [CrossRef]
- Zhang, J.M.; Gao, Z.Y.; Zhuang, J.Y.; Zhong, Z.Y. Modeling of Grain Size in Superalloy IN718 During Hot Deformation. J. Mater. Process. Tech. 1999, 88, 244–250. [Google Scholar] [CrossRef]
- Wen, D.X.; Lin, Y.C.; Chen, J.; Deng, J.; Chen, X.; Zhang, J.; He, M. Effects of Initial Aging Time On Processing Map and Microstructures of a Nickel-Based Superalloy. Mater. Sci. Eng. A 2015, 620, 319–332. [Google Scholar] [CrossRef]
- Chen, M.S.; Lin, Y.C.; Li, K.; Zhou, Y. A New Method to Establish Dynamic Recrystallization Kinetics Model of a Typical Solution-Treated Ni-based Superalloy. Comp. Mater. Sci. 2016, 122, 150–158. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X. A Critical Review of Experimental Results and Constitutive Descriptions for Metals and Alloys in Hot Working. Mater. Eng. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Naghizadeh, M.; Mirzadeh, H. Effects of Grain Size On Mechanical Properties and Work-Hardening Behavior of AISI 304 Austenitic Stainless Steel. Steel Res. Int. 2019, 90, 1900153. [Google Scholar] [CrossRef]
- Long, P.; Wen, D.; Min, J.; Zheng, Z.; Li, J.; Liu, Y. Microstructure Evolution and Mechanical Properties of a Wire-Arc Additive Manufactured Austenitic Stainless Steel: Effect of Processing Parameter. Materials 2021, 14, 1681. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; Mehta, A.; McWilliams, B.; Cho, K.; Sohn, Y. Microstructure, Precipitates and Mechanical Properties of Powder Bed Fused Inconel 718 Before and After Heat Treatment. J. Mater. Sci. Technol. 2019, 35, 1153–1164. [Google Scholar] [CrossRef]
- Quan, G.Z.; Shi, R.; Jiang, Z.; Qiao, L.; Xiong, W.; Qiu, H. Modeling of Dynamic Recrystallization Volume Fraction Evolution for AlCu4SiMg Alloy and its Application in FEM. Trans. Nonferrous. Met. Soc. 2019, 29, 1138–1151. [Google Scholar] [CrossRef]
- Chen, M.S.; Zou, Z.H.; Lin, Y.C.; Li, H.; Yuan, W. Effects of Annealing Parameters On Microstructural Evolution of a Typical Nickel-Based Superalloy During Annealing Treatment. Mater. Charact. 2018, 141, 212–222. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Momeni, A. Effect of Hot Working and Post-Deformation Heat Treatment On Microstructure and Tensile Properties of Ti-6Al-4V Alloy. Trans. Nonferrous Met. Soc. 2011, 21, 1728–1734. [Google Scholar] [CrossRef]
- Nasiri, Z.; Ghaemifar, S.; Naghizadeh, M.; Mirzadeh, H. Thermal Mechanisms of Grain Refinement in Steels: A Review. Met. Mater. Int. 2021, 27, 2078–2094. [Google Scholar] [CrossRef]
- Chen, M.S.; Wang, G.Q.; Li, H.B.; Lin, Y.C.; Zou, Z.; Ma, Y.; He, D.; Zeng, W. Precipitation and Dissolution Behaviors of δ Phase Inside a Deformed Nickel-Based Superalloy During Annealing Treatment. Appl. Phys. A 2019, 125, 447. [Google Scholar] [CrossRef]
- Medeiros, M.A.R.; de Melo, C.H.; Pinto, A.L.; de Almeida, L.H.; Araújo, L.S. The δ Phase Precipitation During Processing and the Influence On Grain Boundary Character Distribution and Mechanical Properties of Superalloy 718. Mater. Sci. Eng. A 2018, 726, 187–193. [Google Scholar] [CrossRef]
- Cheng, M.; Zhang, H.Y.; Zhang, S.H. Microstructure Evolution of Delta-Processed IN718 During Holding Period After Hot Deformation. J. Mater. Sci. 2012, 47, 251–256. [Google Scholar] [CrossRef]
- Nicolaÿ, A.; Fiorucci, G.; Franchet, J.M.; Cormier, J.; Bozzolo, N. Influence of Strain Rate On Subsolvus Dynamic and Post-Dynamic Recrystallization Kinetics of Inconel 718. Acta Mater. 2019, 174, 406–417. [Google Scholar] [CrossRef]
- Chen, M.S.; Ma, Y.Y.; Lin, Y.C.; Lou, Y.; Li, H.; Wang, G.Q.; Chen, Q. An Innovative Annealing Treatment Method and its Mechanism to Refine Deformed Mixed Grains of Initial Aged GH4169 Superalloy. J. Alloys Compd. 2022, 907, 164325. [Google Scholar] [CrossRef]
- Nikulin, I.; Sawaguchi, T.; Yoshinaka, F.; Takamori, S. Influence of Cold Rolling Deformation Mechanisms On the Grain Refinement of Fe–15Mn–10Cr–8Ni–4Si Austenitic Alloy. Mater. Charact. 2020, 162, 110191. [Google Scholar] [CrossRef]
- An, X.; Li, Y.; Ni, S.; Wang, Z.; Song, M. Grain Refinement Process in a Cold-Rolled Polycrystalline Cobalt. Mater. Charact. 2020, 164, 110360. [Google Scholar] [CrossRef]
- Wang, G.Q.; Li, H.B.; Chen, M.S.; Lin, Y.C.; Zeng, W.; Ma, Y.; Chen, Q.; Jiang, Y. Effect of Initial Mixed Grain Microstructure State of Deformed Ni-based Superalloy On its Refinement Behavior During Two-Stage Annealing Treatment. Mater. Charact. 2021, 176, 111130. [Google Scholar] [CrossRef]
- Wen, D.X.; Lin, Y.C.; Li, H.; Chen, X.; Deng, J.; Li, L. Hot Deformation Behavior and Processing Map of a Typical Ni-based Superalloy. Mater. Sci. Eng. A 2014, 591, 183–192. [Google Scholar] [CrossRef]
- Wang, G.Q.; Chen, M.S.; Li, H.; Lin, Y.C.; Zeng, W.; Ma, Y. Methods and Mechanisms for Uniformly Refining Deformed Mixed and Coarse Grains Inside a Solution-Treated Ni-based Superalloy by Two-Stage Heat Treatment. J. Mater. Sci. Technol. 2021, 77, 47–57. [Google Scholar] [CrossRef]
- Chen, M.S.; Wang, G.Q.; Li, H.; Lin, Y.C.; Zou, Z.; Ma, Y. Annealing Treatment Methods and Mechanisms for Refining Mixed and Coarse Grains in a Solution Treatment Nickel-Based Superalloy. Adv. Eng. Mater. 2019, 21, 1900558. [Google Scholar] [CrossRef]
- Li, H.Y.; Kong, Y.H.; Chen, G.S.; Xie, L.X.; Zhu, S.G.; Sheng, X. Effect of Different Processing Technologies and Heat Treatments On the Microstructure and Creep Behavior of GH4169 Superalloy. Mater. Sci. Eng. A 2013, 582, 368–373. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Liu, Y.; Guo, Q.; Huang, Y.; Li, H.; Yu, J. Effect of Hot Deformation On γ″ and δ Phase Precipitation of Inconel 718 Alloy During Deformation&Isothermal Treatment. J. Alloys Compd. 2017, 716, 65–72. [Google Scholar]
- Mittemeijer, E.J. Fundamentals of Materials Science; Springer: Berlin, Germany, 2010. [Google Scholar]
- Zhang, H.; Li, C.; Guo, Q.; Ma, Z.; Huang, Y.; Li, H.; Liu, Y. Delta Precipitation in Wrought Inconel 718 Alloy; The Role of Dynamic Recrystallization. Mater. Charact. 2017, 133, 138–145. [Google Scholar] [CrossRef]
- Slama, C.; Cizeron, G. Étude Du Comportement Structural De L’alliage NC 19 Fe Nb (Inconel 718). J. Phys. III 1997, 7, 665–688. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.C.; Jiang, X.; Yin, L.; Wang, L.; Wu, Q. Dissolution Mechanisms and Kinetics of δ Phase in an Aged Ni-based Superalloy in Hot Deformation Process. Mater. Des. 2018, 156, 262–271. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Zhang, S.H.; Cheng, M.; Li, Z.X. Deformation Characteristics of δ Phase in the Delta-Processed Inconel 718 Alloy. Mater. Charact. 2010, 61, 49–53. [Google Scholar] [CrossRef]
- Chen, F.; Wang, H.; Zhu, H.; Zhu, H.; Ren, F.; Cui, Z. High-Temperature Deformation Mechanisms and Physical-Based Constitutive Modeling of Ultra-Supercritical Rotor Steel. J. Manuf. Process. 2019, 38, 223–234. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.; Ou, H.; Long, H. Mesoscale Modeling and Simulation of Microstructure Evolution During Dynamic Recrystallization of a Ni-based Superalloy. Appl. Phys. A 2016, 122, 890. [Google Scholar] [CrossRef] [Green Version]
- Birosca, S.; Liu, G.; Ding, R.; Jiang, J.; Simm, T.; Deen, C.; Whittaker, M. The Dislocation Behaviour and GND Development in a Nickel Based Superalloy During Creep. Int. J. Plast. 2019, 118, 252–268. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Zhang, P.; Xie, J.; Liu, Y.; Zhao, W. The Effect of Nb Content On Microstructure Evolution of GH4169 Superalloy During Hot Deformation. MATEC Web Conf. 2022, 358, 01001. [Google Scholar] [CrossRef]
- Wang, Y.; Zhen, L.; Shao, W.Z.; Yang, L.; Zhang, X.M. Hot Working Characteristics and Dynamic Recrystallization of Delta-Processed Superalloy 718. J. Alloys Compd. 2009, 474, 341–346. [Google Scholar] [CrossRef]
- Ning, Y.; Huang, S.; Fu, M.W.; Dong, J. Microstructural Characterization, Formation Mechanism and Fracture Behavior of the Needle δ Phase in Fe–Ni–Cr Type Superalloys with High Nb Content. Mater. Charact. 2015, 109, 36–42. [Google Scholar] [CrossRef]
- Rafiei, M.; Mirzadeh, H.; Malekan, M. Micro-Mechanisms and Precipitation Kinetics of Delta (δ) Phase in Inconel 718 Superalloy During Aging. J. Alloys Compd. 2019, 795, 207–212. [Google Scholar] [CrossRef]
- Yang, X.; Wang, B.; Jiang, W.; Chen, S.; Wang, J. The Superplasticity Improvement of Inconel 718 through Grain Refinement by Large Reduction Cold Rolling and Two-Stage Annealing. Mater. Sci. Eng. A 2021, 823, 141713. [Google Scholar] [CrossRef]
- Chen, X.; Lin, Y.C.; Li, X.; Chen, M.; Yuan, W. Investigation On Strain Dependence of Metadynamic Recrystallization Behaviors of GH4169 Superalloy. Vacuum 2018, 149, 1–11. [Google Scholar] [CrossRef]
- Xue, H.; Zhao, J.; Liu, Y.; Zhang, C.; Luo, J. δ-Phase Precipitation Regularity of Cold-Rolled Fine-Grained GH4169 Alloy Plate and its Effect On Mechanical Properties. Trans. Nonferrous Met.Soc. 2020, 30, 3287–3295. [Google Scholar] [CrossRef]
- Chen, M.S.; Zou, Z.H.; Lin, Y.C.; Li, H.; Wang, G.Q.; Ma, Y. Microstructural Evolution and Grain Refinement Mechanisms of a Ni-based Superalloy During a Two-Stage Annealing Treatment. Mater. Charact. 2019, 151, 445–456. [Google Scholar] [CrossRef]
- Wang, G.Q.; Chen, M.S.; Lin, Y.C.; Li, H.; Jiang, Y.; Ma, Y.; Peng, C.; Cai, J.; Chen, Q. Recrystallization Nucleation Under Close-Set δ Phase in a Nickel-Based Superalloy During Annealing. J. Mater. Sci. Technol. 2022, 115, 166–176. [Google Scholar] [CrossRef]
- Humphreys, F.J. A Unified Theory of Recovery, Recrystallization and Grain Growth of Cellular Microstructures. II. The Effect of Second-Phase Particles. Acta Mater. 1997, 45, 5031–5039. [Google Scholar] [CrossRef]
- Theska, F.; Nomoto, K.; Godor, F.; Oberwinkler, B.; Stanojevic, A.; Ringer, S.P.; Primig, S. On the Early Stages of Precipitation During Direct Ageing of Alloy 718. Acta Mater. 2020, 188, 492–503. [Google Scholar] [CrossRef]
- Humphreys, F.J. Particle Stimulated Nucleation of Recrystallization at Silica Particles in Nickel. Scr. Mater. 2000, 43, 591–596. [Google Scholar] [CrossRef]
- Goetz, R. Particle Stimulated Nucleation During Dynamic Recrystallization Using a Cellular Automata Model. Scr. Mater. 2005, 52, 851–856. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Nb | Mo | Ti | Al | Co | C | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 52.82 | 18.96 | 5.23 | 3.01 | 1.00 | 0.59 | 0.01 | 0.01 | bal. |
| Scheme | Deformation Parameters | ||
|---|---|---|---|
| Temperature/°C | Strain Rate/s−1 | True Strain | |
| 1 | 950 | 0.1 | 0.69 |
| 2 | 980 | 0.1 | 0.69 |
| 3 | 1010 | 0.1 | 0.69 |
| 4 | 950 | 0.001 | 0.69 |
| 5 | 950 | 0.01 | 0.69 |
| 6 | 950 | 0.1 | 0.36 |
| 7 | 950 | 0.1 | 1.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, M.; Chen, Q.; Lou, Y.; Lin, Y.; Li, H.; Wang, G.; Cai, H. Effect of Deformation Parameters of an Initial Aged GH4169 Superalloy on Its Microstructural Evolution during a New Two-Stage Annealing. Materials 2022, 15, 5508. https://doi.org/10.3390/ma15165508
Chen M, Chen Q, Lou Y, Lin Y, Li H, Wang G, Cai H. Effect of Deformation Parameters of an Initial Aged GH4169 Superalloy on Its Microstructural Evolution during a New Two-Stage Annealing. Materials. 2022; 15(16):5508. https://doi.org/10.3390/ma15165508
Chicago/Turabian StyleChen, Mingsong, Quan Chen, Yumin Lou, Yongcheng Lin, Hongbin Li, Guanqiang Wang, and Hongwei Cai. 2022. "Effect of Deformation Parameters of an Initial Aged GH4169 Superalloy on Its Microstructural Evolution during a New Two-Stage Annealing" Materials 15, no. 16: 5508. https://doi.org/10.3390/ma15165508
APA StyleChen, M., Chen, Q., Lou, Y., Lin, Y., Li, H., Wang, G., & Cai, H. (2022). Effect of Deformation Parameters of an Initial Aged GH4169 Superalloy on Its Microstructural Evolution during a New Two-Stage Annealing. Materials, 15(16), 5508. https://doi.org/10.3390/ma15165508