
Joining Processes for Fibre-Reinforced Thermoplastics: Phenomena and Characterisation



Abstract
:1. Introduction
- I
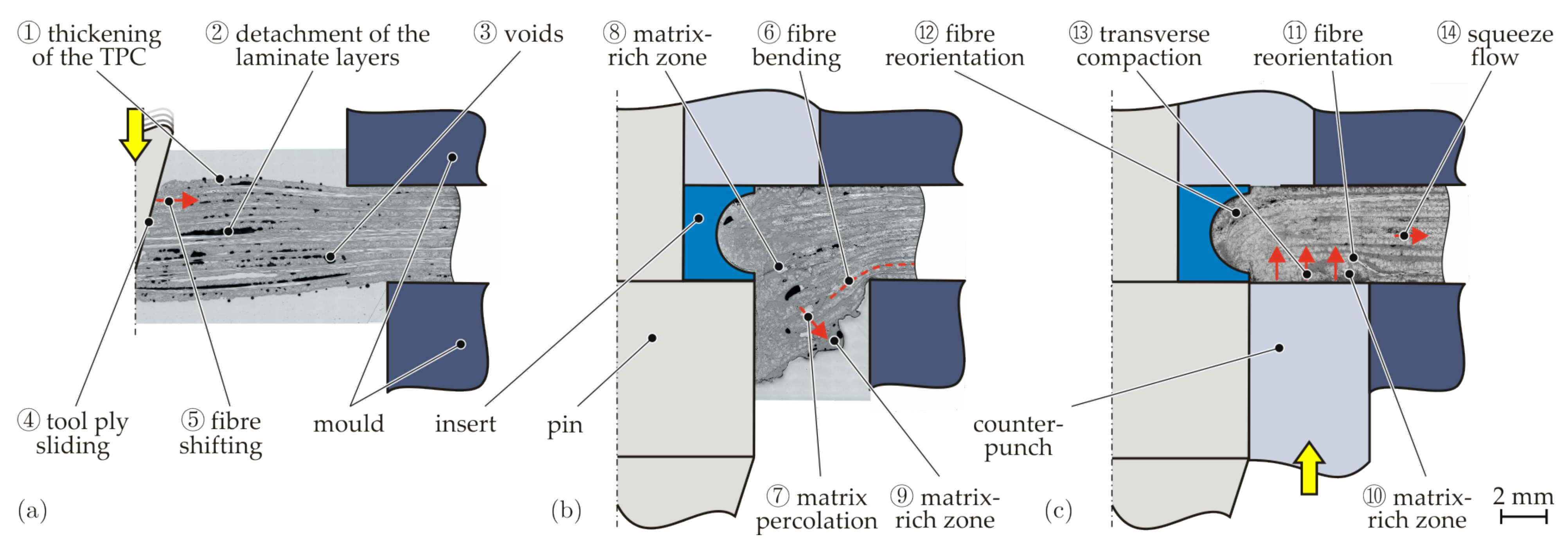
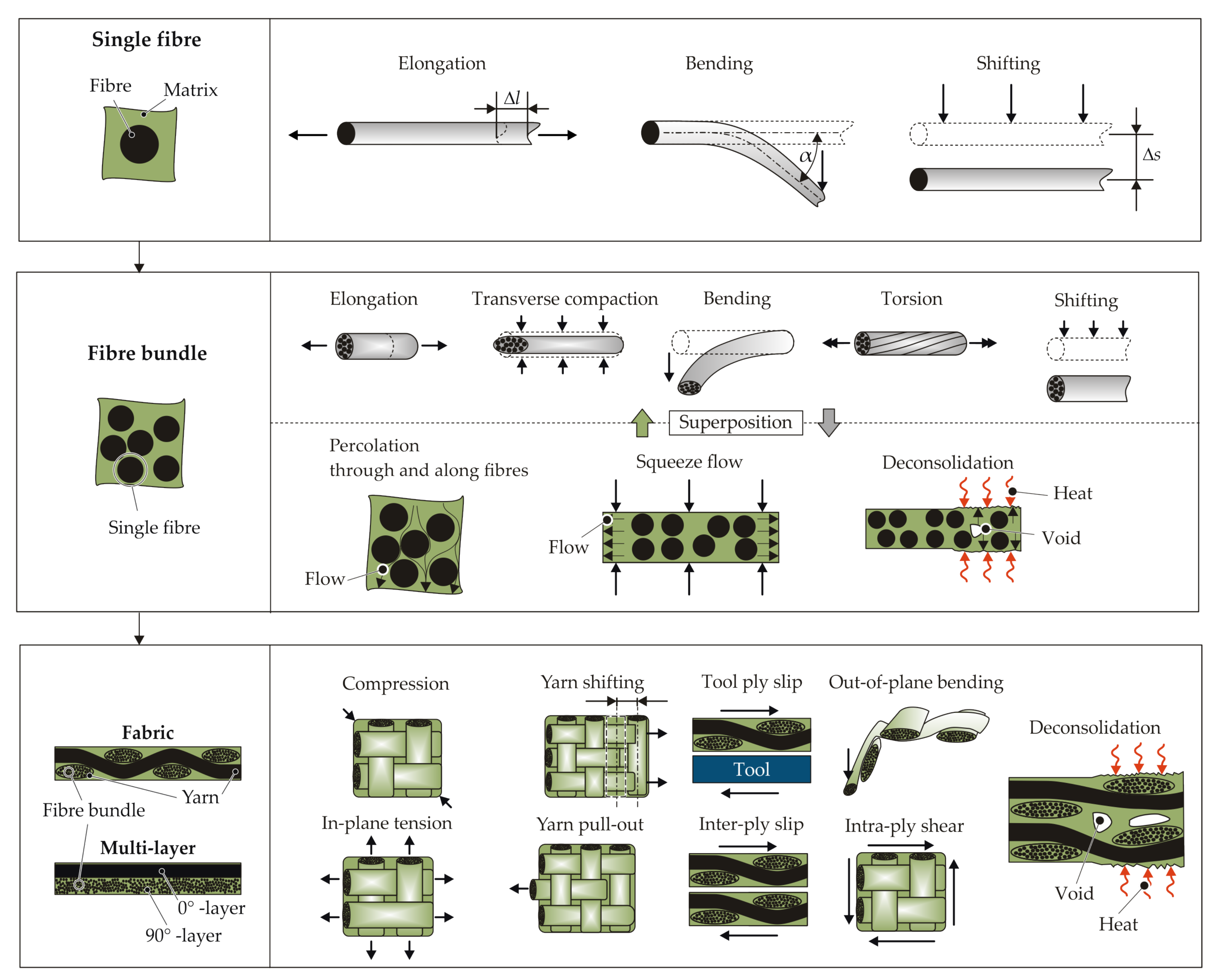
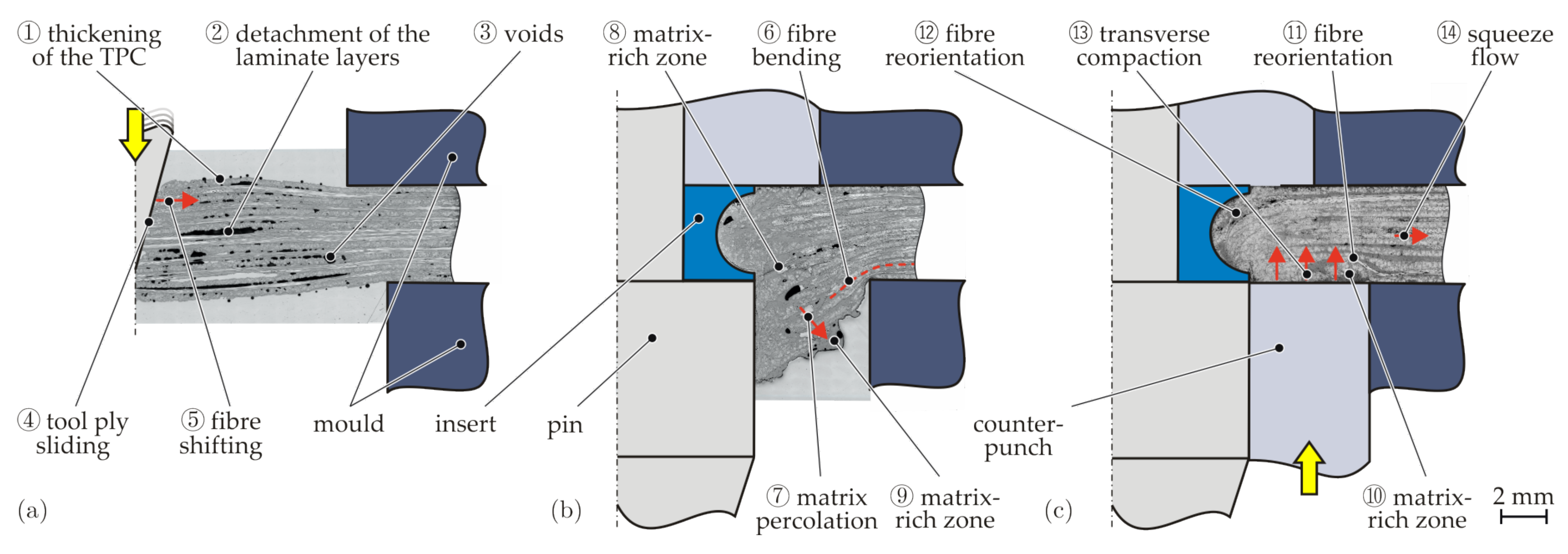
- : Process temperatures above the melting temperature lead to independent matrix flow phenomena through the fibres (Figure 1, percolation, squeeze flow) and enable reorientations of the fibres in the surrounding matrix. As a result, the occurrence of fibre failures and cracks in the TPCs during forming can often be avoided.
- II
- : Process temperatures below the melting temperature of the matrix inhibit the flow processes of the matrix (e.g., matrix percolation). When the temperature of the joining process is very low, the TPC behaviour is more brittle, caused by the supporting effect of the matrix. This can lead to fibre failures and cracks in the joining zone [24]. With rising temperature, the ductility of the matrix increases, while the supporting effect for the fibres decreases. Therefore, TPC sheets are often formed above the Vicat softening temperature to enable joining by plastic deformation. The fibres and the matrix can still not move independently. Squeeze flow occurs without percolation and can be described as a yielding.
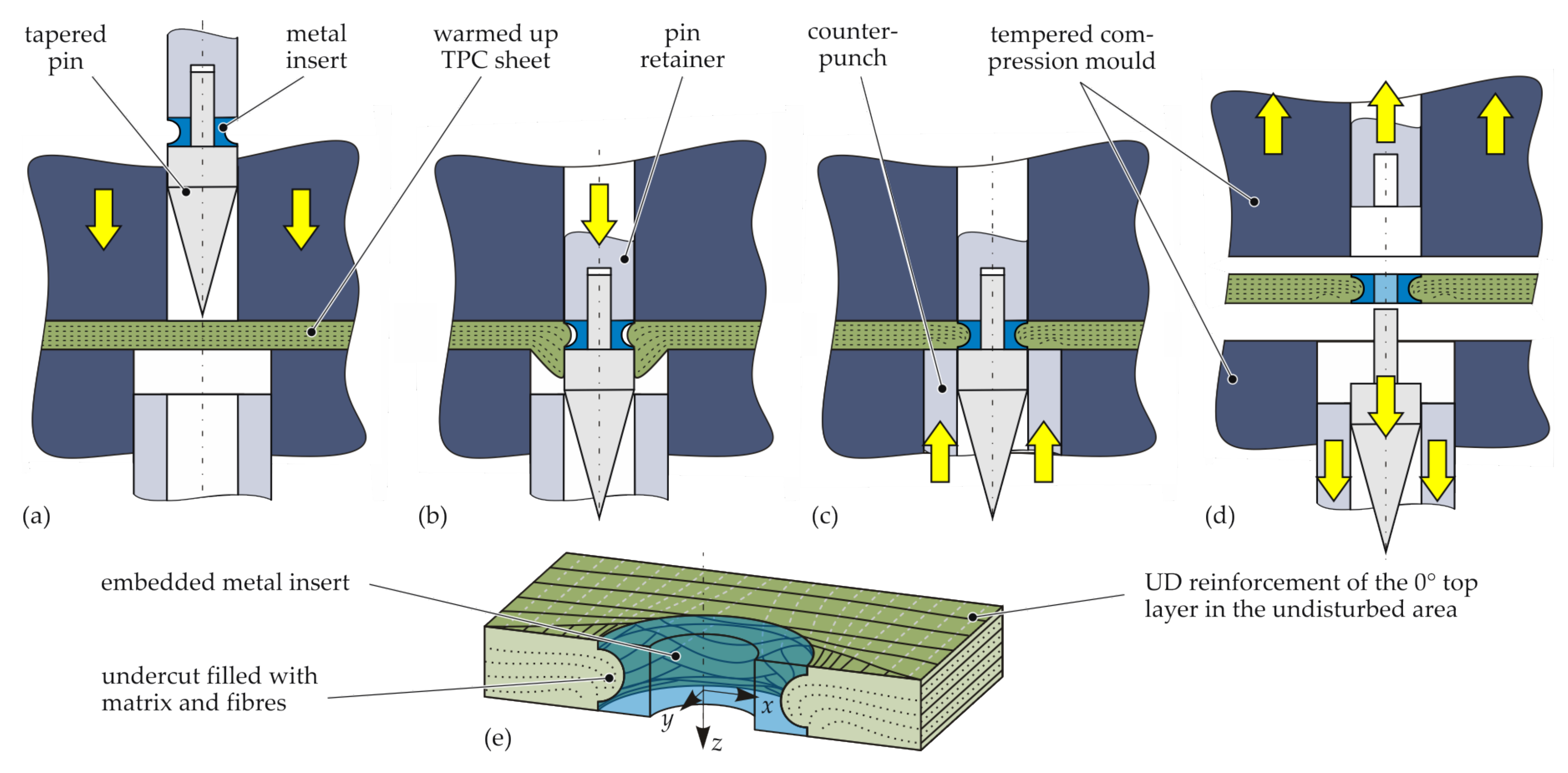
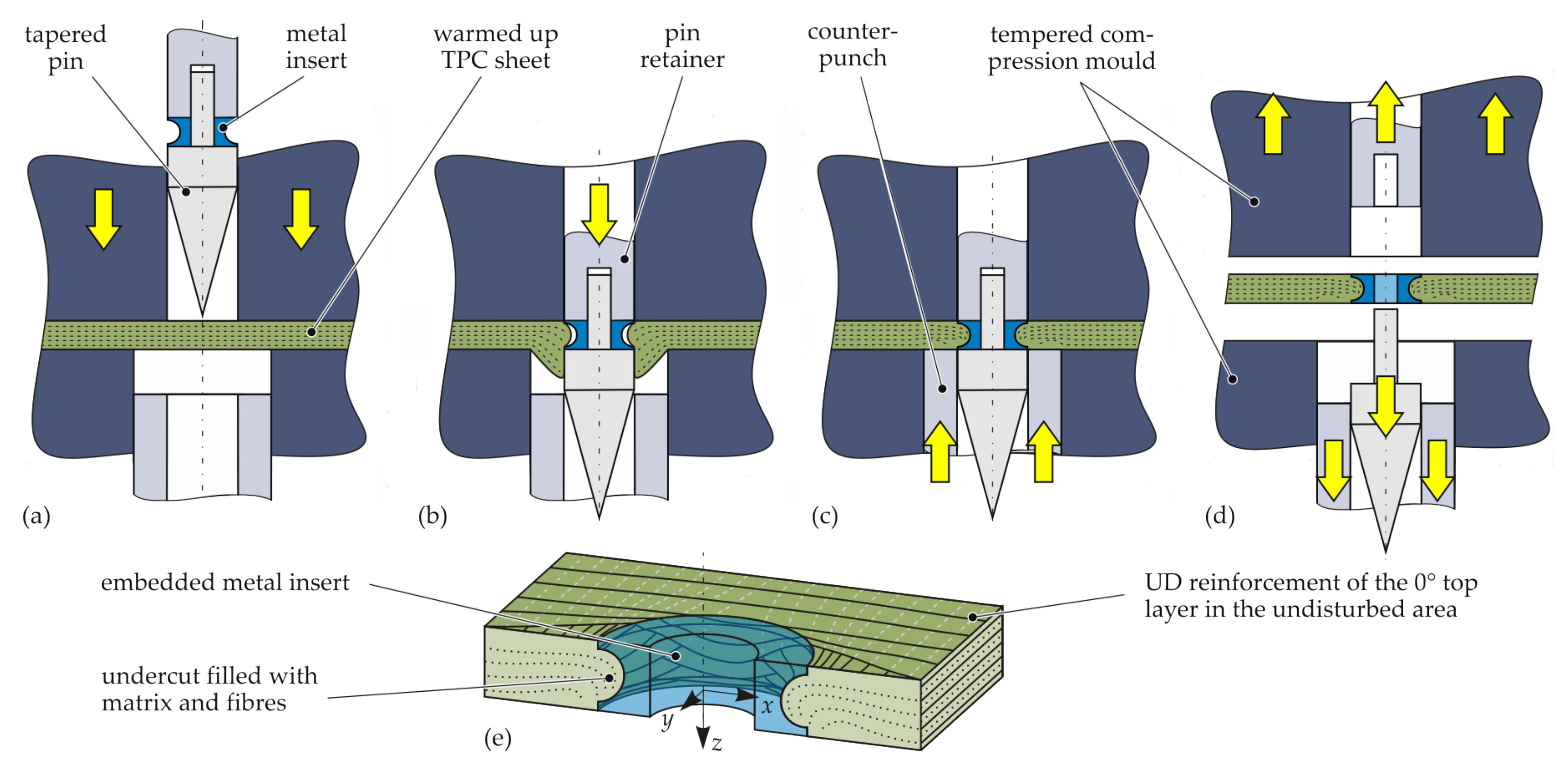
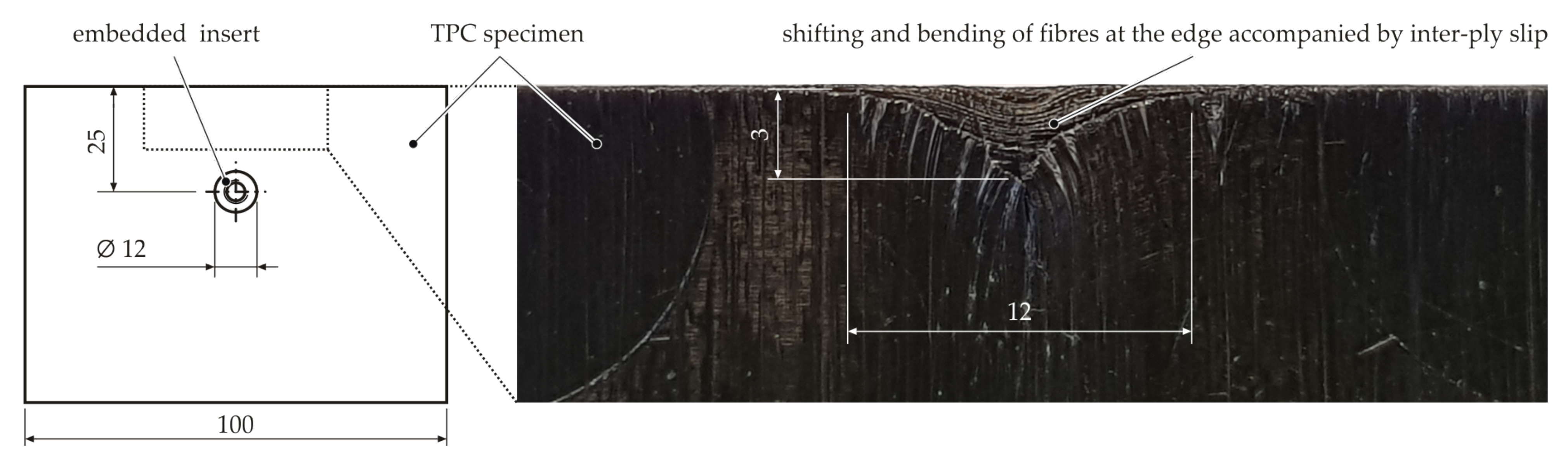
- For the embedding of inserts, the process temperature is above the melting temperature of the matrix (Temperature Section I) and an isothermal mould is used.
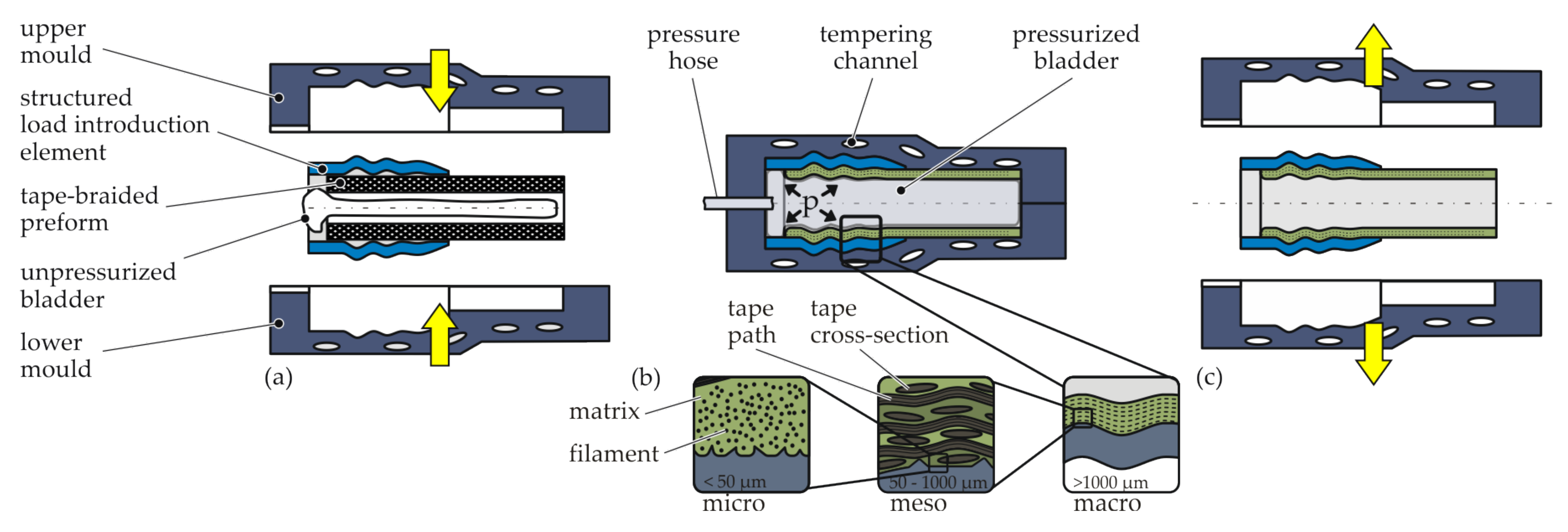
- Moulding of contour joints is also carried out above the melting temperature of the matrix (Temperature Section I), but in a variothermal mould.
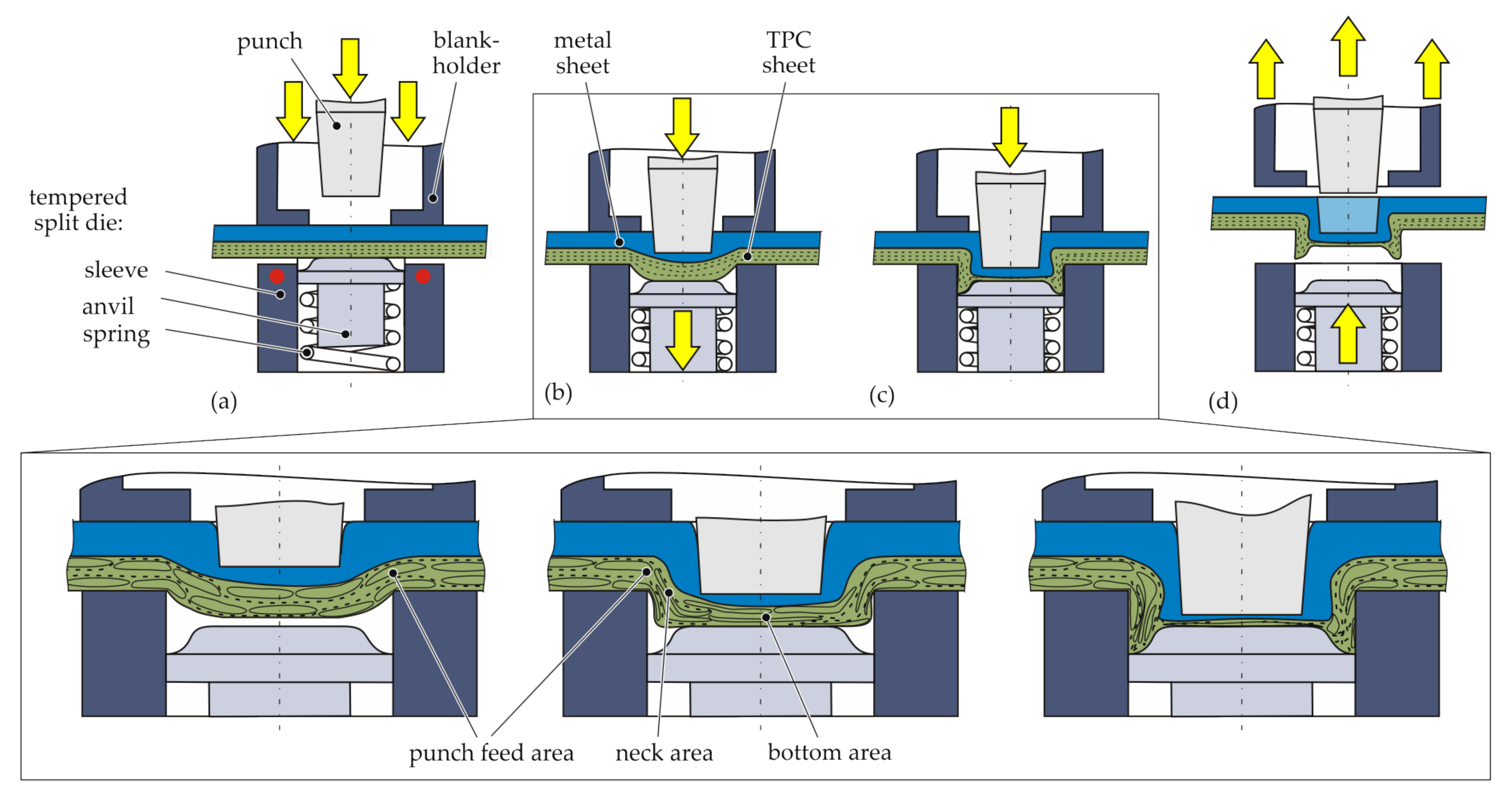
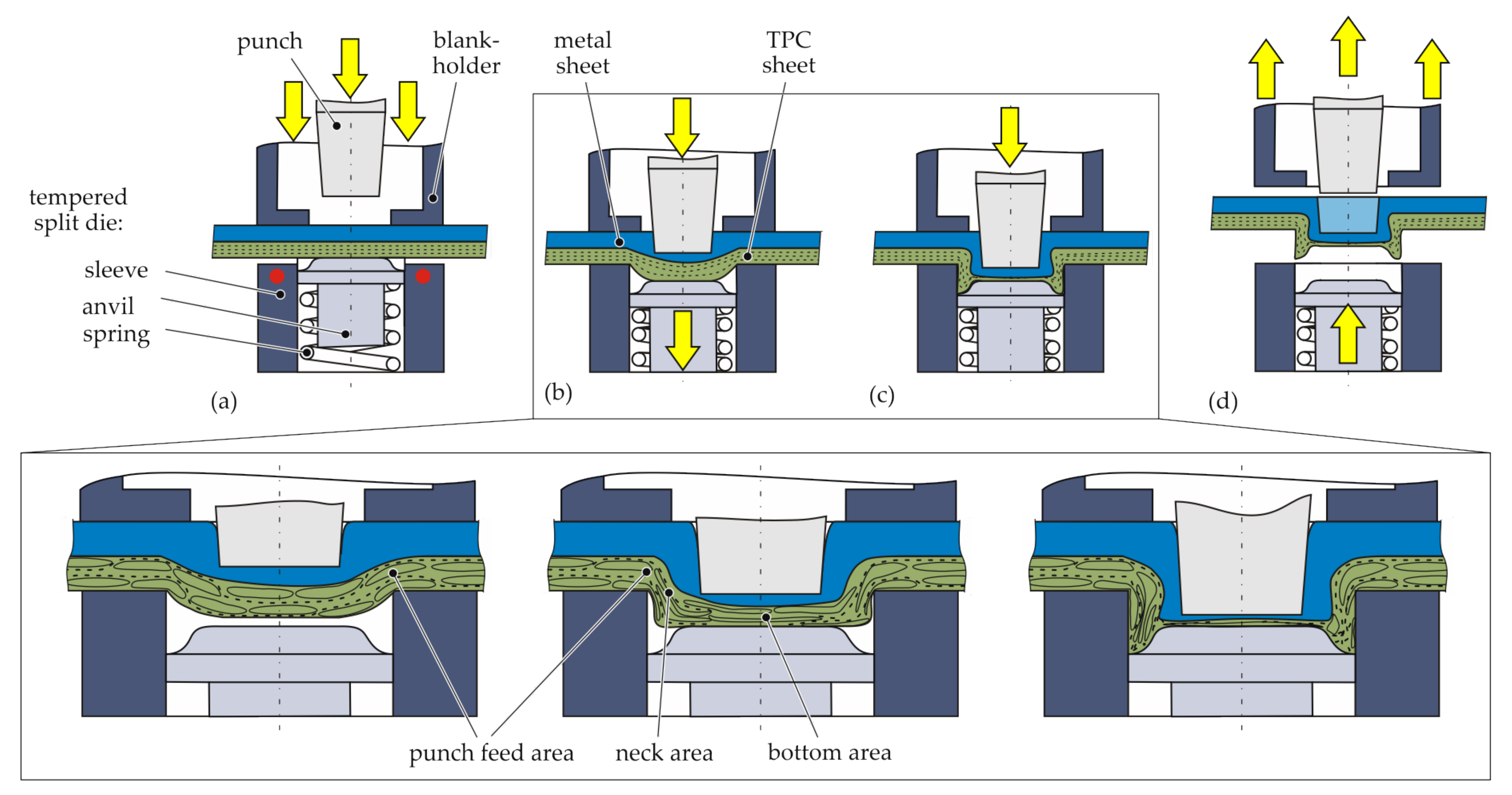
- The hotclinching, on the other hand, is performed below the melting temperature of the matrix (Temperature Section II) using a variothermal mould.
2. Materials and Methods
2.1. Material Specification
2.2. Joining Processes
2.2.1. Embedding of Inserts
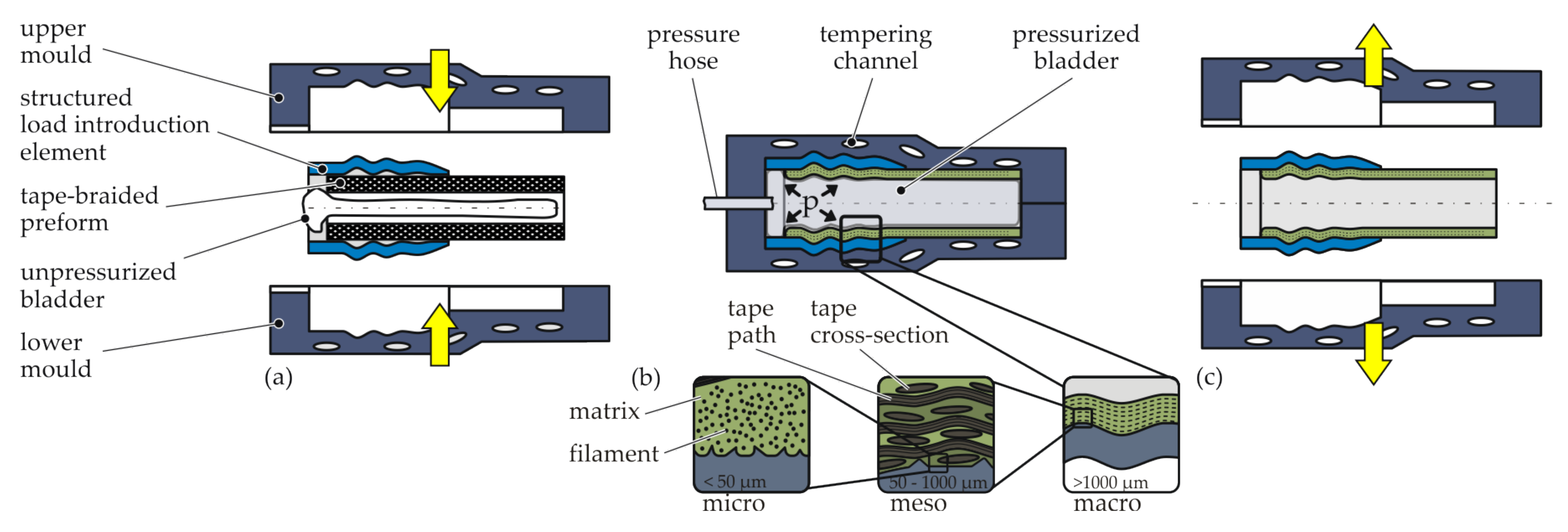
2.2.2. Moulding of Contour Joints
2.2.3. Hotclinching
2.3. Evaluation Methods
3. Process Phenomena
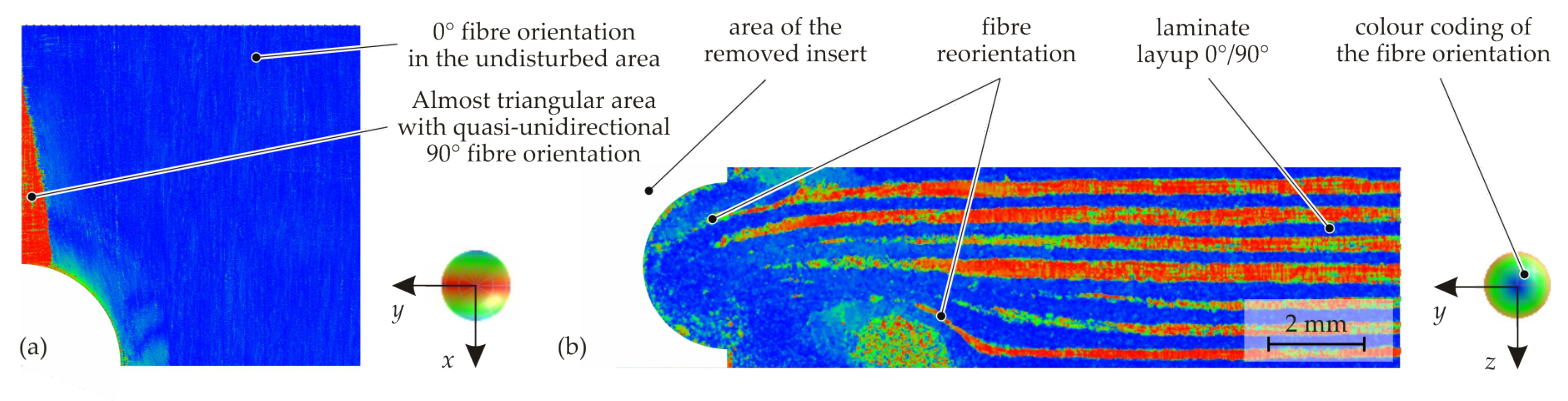
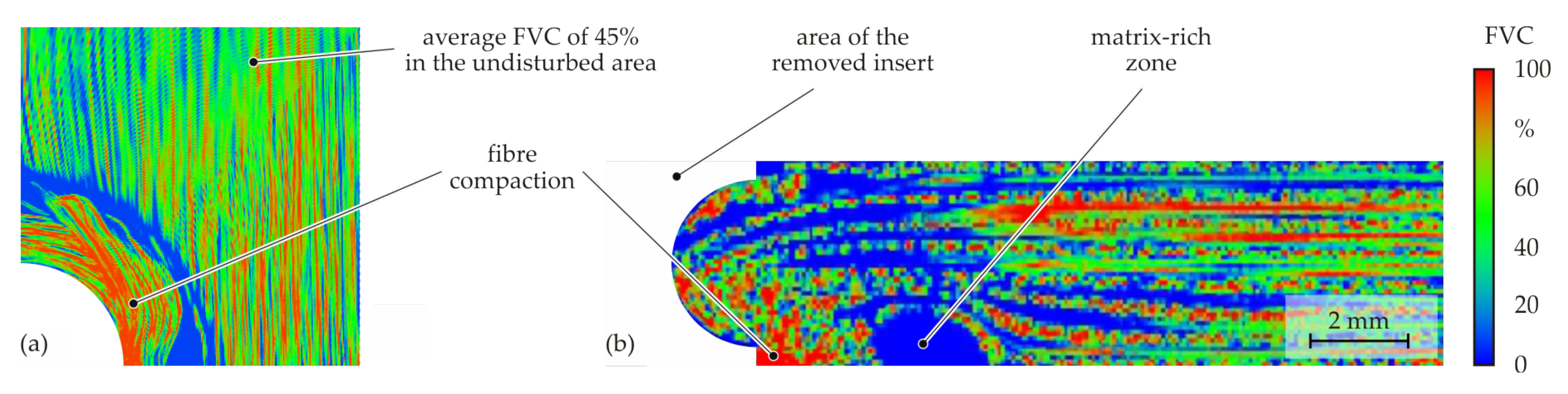
3.1. Embedding of Inserts
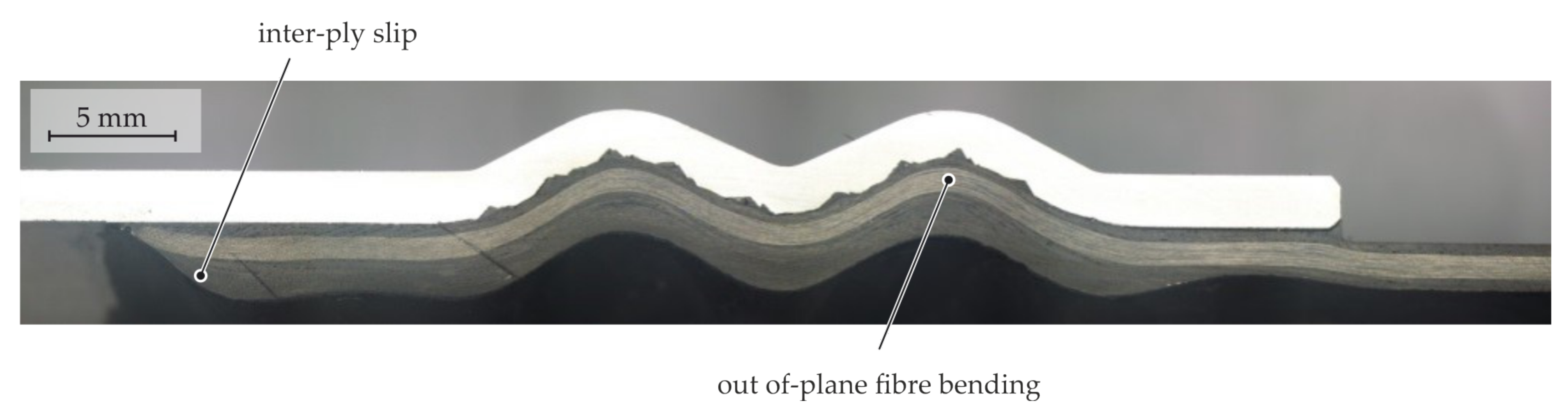
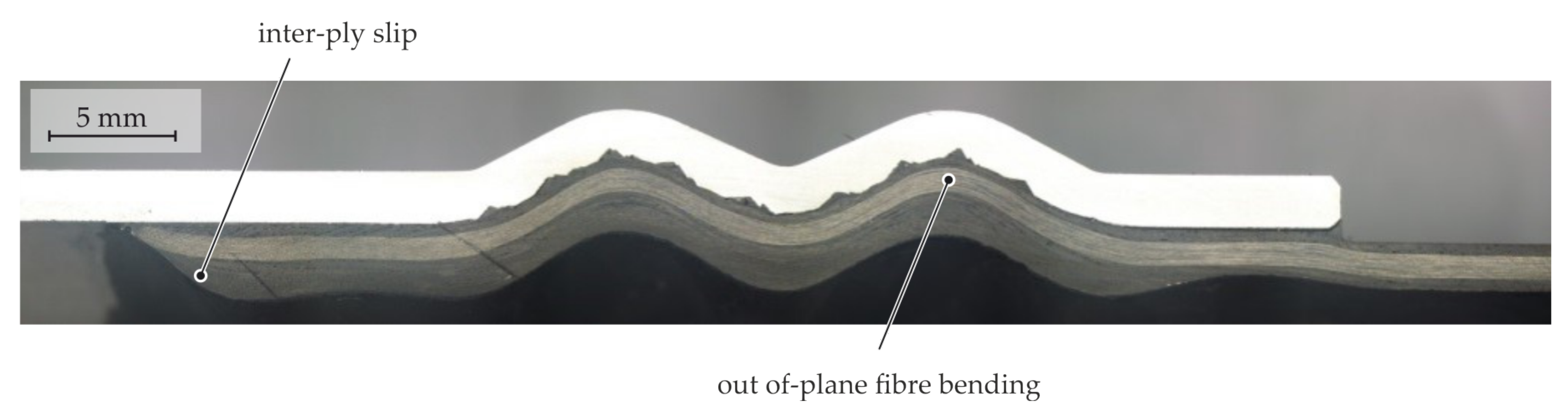
3.2. Moulding of Contour Joints
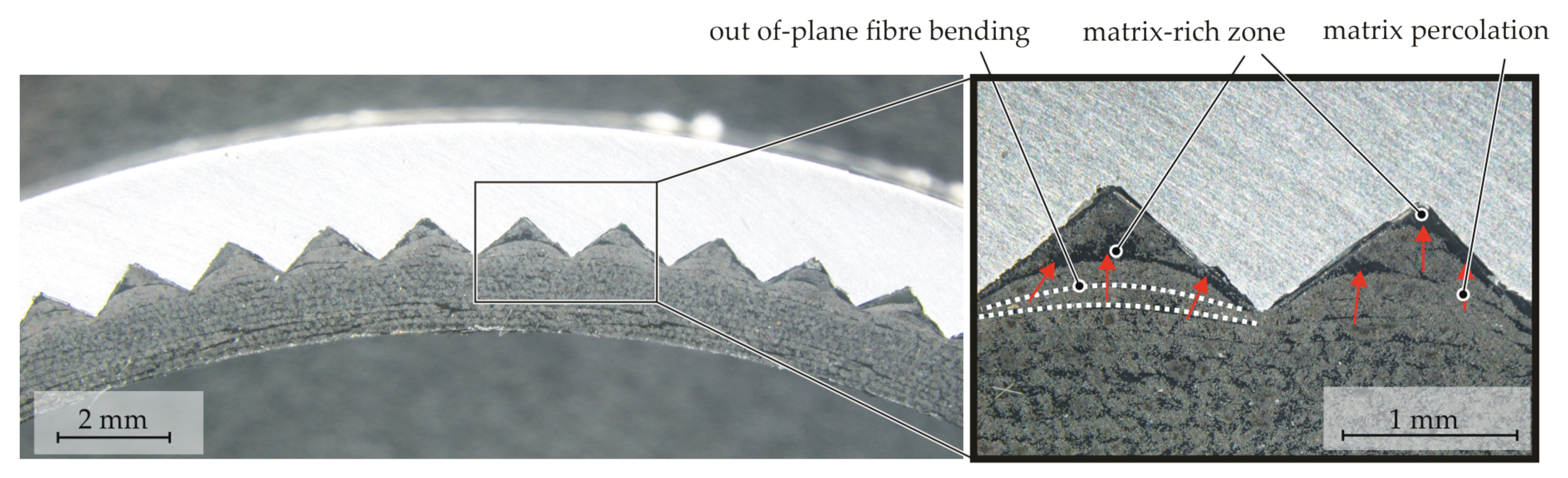
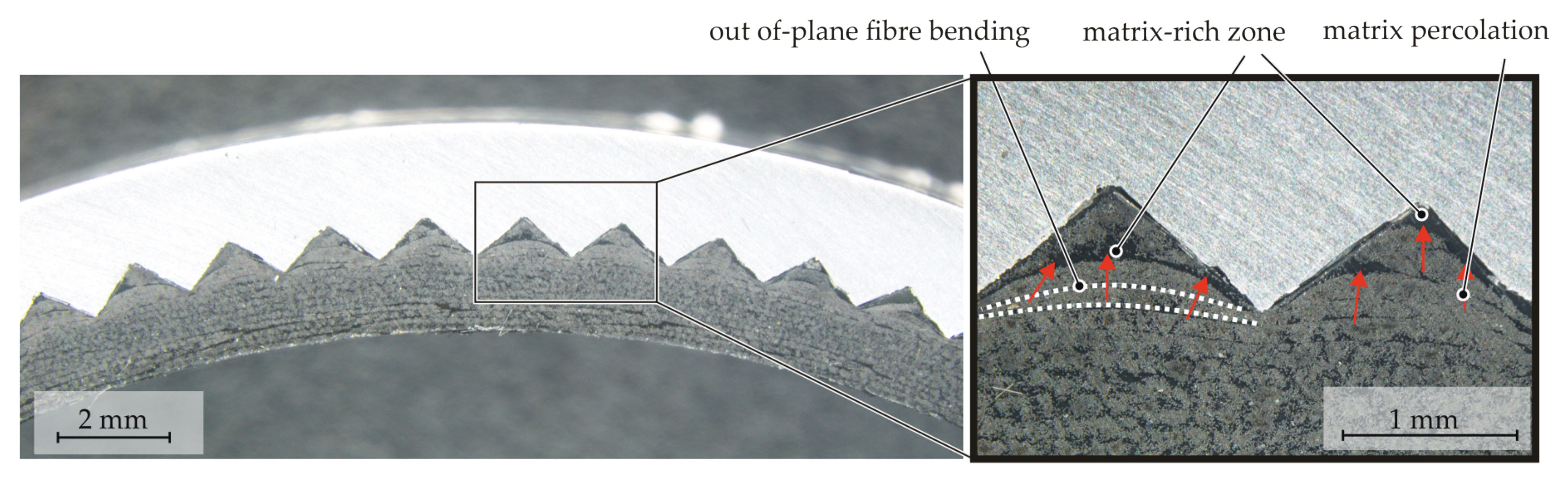
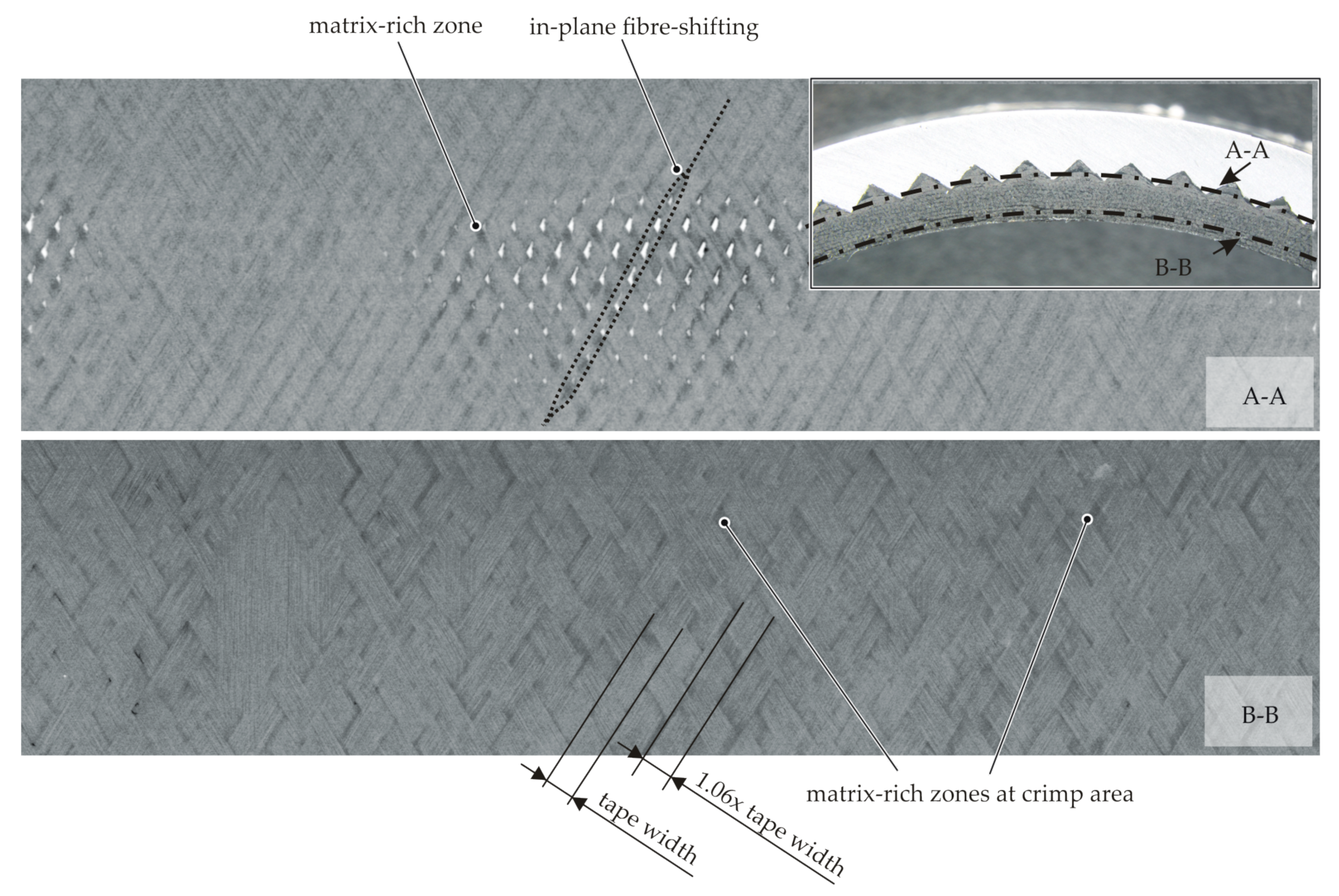
3.3. Hotclinching
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| CF | Carbon fibre |
| CT | Computed tomography |
| FVC | Fibre volume content |
| GF | Glass fibre |
| LI | load introduction |
| PP | Polypropylene |
| PA6 | Polyamide 6 |
| TPC | Thermoplastic composites |
| UD | Unidirectional |
References
- Hollaway, L. A review of the present and future utilisation of FRP composites in the civil infrastructure with reference to their important in-service properties. Constr. Build. Mater. 2010, 24, 2419–2445. [Google Scholar] [CrossRef]
- Meschut, G.; Merklein, M.; Brosius, A.; Drummer, D.; Fratini, L.; Füssel, U.; Gude, M.; Homberg, W.; Martins, P.; Bobbert, M.; et al. Review on mechanical joining by plastic deformation. J. Adv. Join. Process. 2022, 5, 100113. [Google Scholar] [CrossRef]
- Galińska, A. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part I: Bolted Joining. Polymers 2020, 12, 2252. [Google Scholar] [CrossRef] [PubMed]
- Galińska, A.; Galiński, C. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part II: Riveting, Clinching, Non-Adhesive Form-Locked Joints, Pin and Loop Joining. Polymers 2020, 12, 1681. [Google Scholar] [CrossRef]
- Lambiase, F.; Scipioni, S.I.; Lee, C.J.; Ko, D.C.; Liu, F. A State-of-the-Art Review on Advanced Joining Processes for Metal-Composite and Metal-Polymer Hybrid Structures. Materials 2021, 14, 1890. [Google Scholar] [CrossRef]
- Droß, M.; Heyser, P.; Meschut, G.; Hürkamp, A.; Dröder, K. Fiber response to pin penetration in dry woven fabric using numerical analysis. J. Adv. Join. Process. 2022, 5, 100083. [Google Scholar] [CrossRef]
- Popp, J.; Kleffel, T.; Römisch, D.; Papke, T.; Merklein, M.; Drummer, D. Fiber Orientation Mechanism of Continuous Fiber Reinforced Thermoplastics Hybrid Parts Joined with Metallic Pins. Appl. Compos. Mater. 2021, 28, 951–972. [Google Scholar] [CrossRef]
- Kraus, M.; Frey, P.; Kleffel, T.; Drummer, D.; Merklein, M. Mechanical joining without auxiliary element by cold formed pins for multi-material-systems. AIP Conf. Proc. 2019, 2113, 050006. [Google Scholar] [CrossRef]
- Brown, N.; Worrall, C.; Ogin, S.; Smith, P. Investigation into the mechanical properties of thermoplastic composites containing holes machined by a thermally-assisted piercing (TAP) process. Adv. Manuf. Polym. Compos. Sci. 2015, 1, 199–209. [Google Scholar] [CrossRef]
- Seidlitz, H.; Gerstenberger, C.; Osiecki, T.; Simon, S.; Kroll, L. High-performance lightweight structures with fibre reinforced thermoplastics and structured metal thin sheets. J. Mater. Sci. Res. 2014, 4, 28–35. [Google Scholar]
- Seidlitz, H.; Winter, L.; Kroll, L. New joining technology for optimized metal/composite assemblies. J. Eng. 2014, 2014, 16–23. [Google Scholar] [CrossRef]
- Gude, M.; Hufenbach, W.; Kupfer, R.; Freund, A.; Vogel, C. Development of novel form-locked joints for textile reinforced thermoplastices and metallic components. J. Mater. Process. Technol. 2015, 216, 140–145. [Google Scholar] [CrossRef]
- Gude, M.; Freund, A.; Vogel, C.; Kupfer, R. Simulation of a novel joining process for fibre-reinforced thermoplastic composites and metallic components. Mech. Compos. Mater. 2017, 52, 733–740. [Google Scholar] [CrossRef]
- Gude, M.; Vogel, C.; Gröger, B. Simulation-aided development of a robust thermoclinching joining process for hybrid structures with textile reinforced thermoplastic composites and metallic components. Mater. Werkst. 2019, 50, 1027–1038. [Google Scholar] [CrossRef]
- Troschitz, J.; Kupfer, R.; Gude, M. Process-integrated embedding of metal inserts in continuous fibre reinforced thermoplastics. Procedia CIRP 2019, 85, 84–89. [Google Scholar] [CrossRef]
- Troschitz, J.; Vorderbrüggen, J.; Kupfer, R.; Gude, M.; Meschut, G. Joining of Thermoplastic Composites with Metals Using Resistance Element Welding. Appl. Sci. 2020, 10, 7251. [Google Scholar] [CrossRef]
- Troschitz, J.; Kupfer, R.; Gude, M. Experimental investigation of the load bearing capacity of inserts embedded in thermoplastic composites. In Proceedings of the Hybrid Materials & Structures 2020, Karlsruhe, Germany, 28–29 April 2020; pp. 249–254. [Google Scholar]
- Gröger, B.; Troschitz, J.; Vorderbrüggen, J.; Vogel, C.; Kupfer, R.; Meschut, G.; Gude, M. Clinching of Thermoplastic Composites and Metals—A Comparison of Three Novel Joining Technologies. Materials 2021, 14, 2286. [Google Scholar] [CrossRef]
- Würfel, V.; Grützner, R.; Hirsch, F.; Barfuß, D.; Gude, M.; Müller, R.; Kästner, M. Hybrid Fibre Reinforced Thermoplastic Hollow Structures with a Multi-Scale Structured Metal Load Introduction Element. In Proceedings of the Hybrid Materials & Structures, Karlsruhe, Germany, 28–29 April 2020; pp. 138–143. [Google Scholar]
- Vorderbrüggen, J.; Gröger, B.; Kupfer, R.; Hoog, A.; Gude, M.; Meschut, G. Phenomena of forming and failure in joining hybrid structures–Experimental and numerical studies of clinching thermoplastic composites and metal. AIP Conf. Proc. 2019, 2113, 050016. [Google Scholar] [CrossRef]
- Hufenbach, W.; Modler, N.; Winkler, A.; Kupfer, R. Characterisation of the local fibre volume content nearby moulded holes in textile-reinforced thermoplastic components. In Proceedings of the 5th Conference on Emerging Technologies in Non-Destructive Testing, Ioannina, Greece, 19–21 September 2011; pp. 447–451. [Google Scholar]
- Lahr, R.; Mitschang, P. Thermoforming of continous carbon fibre reinforced thermoplastics and integration of a bearing element in an one step process. In Proceedings of the 27th International Conference SAMPE Europe, Paris, France, 27–29 March 2006. [Google Scholar]
- Römisch, D.; Popp, J.; Drummer, D.; Merklein, M. Joining of CFRT-steel hybrid parts via hole-forming and subsequent pin caulking. Prod. Eng. 2021, 16, 339–352. [Google Scholar] [CrossRef]
- Lin, P.C.; Lin, J.W.; Li, G.X. Clinching process for aluminium alloy and carbon fibre-reinforced thermoplastic sheets. Int. J. Adv. Manuf. Technol. 2018, 97, 529–541. [Google Scholar] [CrossRef]
- Feistauer, E.E.; dos Santos, J.F.; Amancio-Filho, S.T. An investigation of the ultrasonic joining process parameters effect on the mechanical properties of metal-composite hybrid joints. Weld. World 2020, 64, 1481–1495. [Google Scholar] [CrossRef]
- Roth, S.; Pracisnore, F.; Coutandin, S.; Fleischer, J. A new approach for modelling the fibre path in bolted joints of continuous fibre reinforced composites. Compos. Struct. 2020, 243, 112184. [Google Scholar] [CrossRef]
- Cherif, C. Textile Materials for Lightweight Constructions; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar] [CrossRef]
- Barnes, J.; Cogswell, F. Transverse flow processes in continuous fibre-reinforced thermoplastic composites. Composites 1989, 20, 38–42. [Google Scholar] [CrossRef]
- Slange, T. Rapid Manufacturing of Tailored Thermoplastic Composites by Automated Lay-up and Stamp Forming: A Study on the Consolidation Mechanisms. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Guglhör, T. Experimentelle und Modellhafte Betrachtung des Konsolidierungsprozesses von Carbonfaserverstärktem Polyamid-6. Ph.D. Thesis, Universität Augsburg, Augsburg, Germany, 2017. [Google Scholar]
- Long, A. Composites Forming Technologies; Woodhead Publishing Ltd.: Sawston, UK, 2007; pp. 1–328. [Google Scholar]
- Potluri, P.; Ramgulam, R.; Chilo, M.; Arshad, H. Tow-Scale Mechanics for Composite Forming Simulations. Key Eng. Mater. 2012, 504–506, 255–260. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung. DIN 82(1973). Knurls. Available online: https://www.beuth.de/de/norm/din-82/685792 (accessed on 9 July 2022).
- Gröger, B.; Köhler, D.; Vorderbrüggen, J.; Troschitz, J.; Kupfer, R.; Meschut, G.; Gude, M. Computed tomography investigation of the material structure in clinch joints in aluminium fibre-reinforced thermoplastic sheets. Prod. Eng. 2021, 16, 203–212. [Google Scholar] [CrossRef]
- Lambiase, F.; Ilio, A.D. An experimental study on clinched joints realized with different dies. Thin-Walled Struct. 2014, 85, 71–80. [Google Scholar] [CrossRef]
- Hufenbach, W.; Adam, F.; Kupfer, R. A novel textile-adapted notching technology for bolted joints in textile-reinforced thermoplastic composites. In Proceedings of the European Conference on Composite Materials ECCM14, Budapest, Hungary, 7–10 June 2010; pp. 1–9. [Google Scholar]
- Skelton, J.; Schoppee, M. Bending Limits of Some High-Modulus Fibers. Text. Res. J. 1974, 44, 968. [Google Scholar] [CrossRef]
- Popp, J.; Drummer, D. Joining of continuous fibre reinforced thermoplastic/steel hybrid parts via undercutting pin structures and infrared heating. J. Adv. Join. Process. 2022, 5, 100084. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Embedding of Inserts | Moulding of Contour | Joints Hotclinching | ||
|---|---|---|---|---|
| TPC | Material | GF-PP | CF-PA6 | GF-PA6 |
| Name | Celstran® CFR-TP PP-GF70 | Celstran® CFR-TP PA6 CF60-03 | Tepex® dynalite 102-RGUDm317(8)/47% | |
| Configuration | UD [(0°/90°)4]S | [±30°2/0°7/±30°2/±70°5] | UD [(0°/90°)4]S | |
| FVC | 45% | 48% | 47% | |
| Thickness | 4.3 mm | 2 mm | 2 mm | |
| Melting temperature | 173 °C | 220 °C | 220 °C | |
| Tensile modulus (UD 0°) | 34 GPa | 100 GPa | 33.6 GPa (1) | |
| Tensile strength (UD 0°) | 0.9 GPa | 1.9 GPa | 0.6 GPa (1) | |
| Metal | Material | steel 1.2210 | EN AW-6060 T4 | EN AW-6016 T4 |
| Thickness | 4.3 mm | 2 mm | 1.5 mm | |
| Outer diameter | 12 mm | |||
| Young’s modulus | 210 GPa | 68 GPa | 70 GPa | |
| Tensile strength | 0.7 GPa | 0.15 GPa | 0.12 GPa |
| Embedding of Inserts | Moulding of Contour Joints | Hotclinching | |
|---|---|---|---|
| X-ray voltage | 80 | 160 | 100 |
| Tube current | 250 | 160 | 220 |
| Exposure time | 2000 | 500 | 500 |
| X-ray projections | 2880 (8 per 1°) | 1440 (4 per 1°) | 1440 (4 per 1°) |
| Voxel size | 8 |
| Elongation | Transverse Compaction | Bending | Torsion | Shifting | |
|---|---|---|---|---|---|
| Embedding of Inserts | n.a. | Occurring | Occurring | n.a. | Occurring |
| Moulding of Contour Joints | n.a. | Occurring | Occurring | n.a. | Occurring |
| Hotclinching | n.a. | Occurring | Occurring | Occurring | Occurring |
| Percolation through and along Fibres | Squeeze Flow | Deconsolidation | |
|---|---|---|---|
| Embedding of Inserts | Occurring | Occurring | Occurring |
| Moulding of Contour Joints | Occurring | Occurring | Not occurring |
| Hotclinching | Not occurring | Occurring | Not occurring |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Troschitz, J.; Gröger, B.; Würfel, V.; Kupfer, R.; Gude, M. Joining Processes for Fibre-Reinforced Thermoplastics: Phenomena and Characterisation. Materials 2022, 15, 5454. https://doi.org/10.3390/ma15155454
Troschitz J, Gröger B, Würfel V, Kupfer R, Gude M. Joining Processes for Fibre-Reinforced Thermoplastics: Phenomena and Characterisation. Materials. 2022; 15(15):5454. https://doi.org/10.3390/ma15155454
Chicago/Turabian StyleTroschitz, Juliane, Benjamin Gröger, Veit Würfel, Robert Kupfer, and Maik Gude. 2022. "Joining Processes for Fibre-Reinforced Thermoplastics: Phenomena and Characterisation" Materials 15, no. 15: 5454. https://doi.org/10.3390/ma15155454
APA StyleTroschitz, J., Gröger, B., Würfel, V., Kupfer, R., & Gude, M. (2022). Joining Processes for Fibre-Reinforced Thermoplastics: Phenomena and Characterisation. Materials, 15(15), 5454. https://doi.org/10.3390/ma15155454