
Tuning the Surface Characteristics and Mechanical Properties of Y2O3 Coatings on a Graphene Matrix via Laser Micro Melting



Abstract
:1. Introduction
2. Experimental-Procedure
2.1. Materials and Characterization
2.2. Laser Micromelting of Y2O3 Coated Graphite Substrate
2.3. Scratch Test and Tensile Strength Test of the Y2O3 Coating Sample
3. Results and Discussion
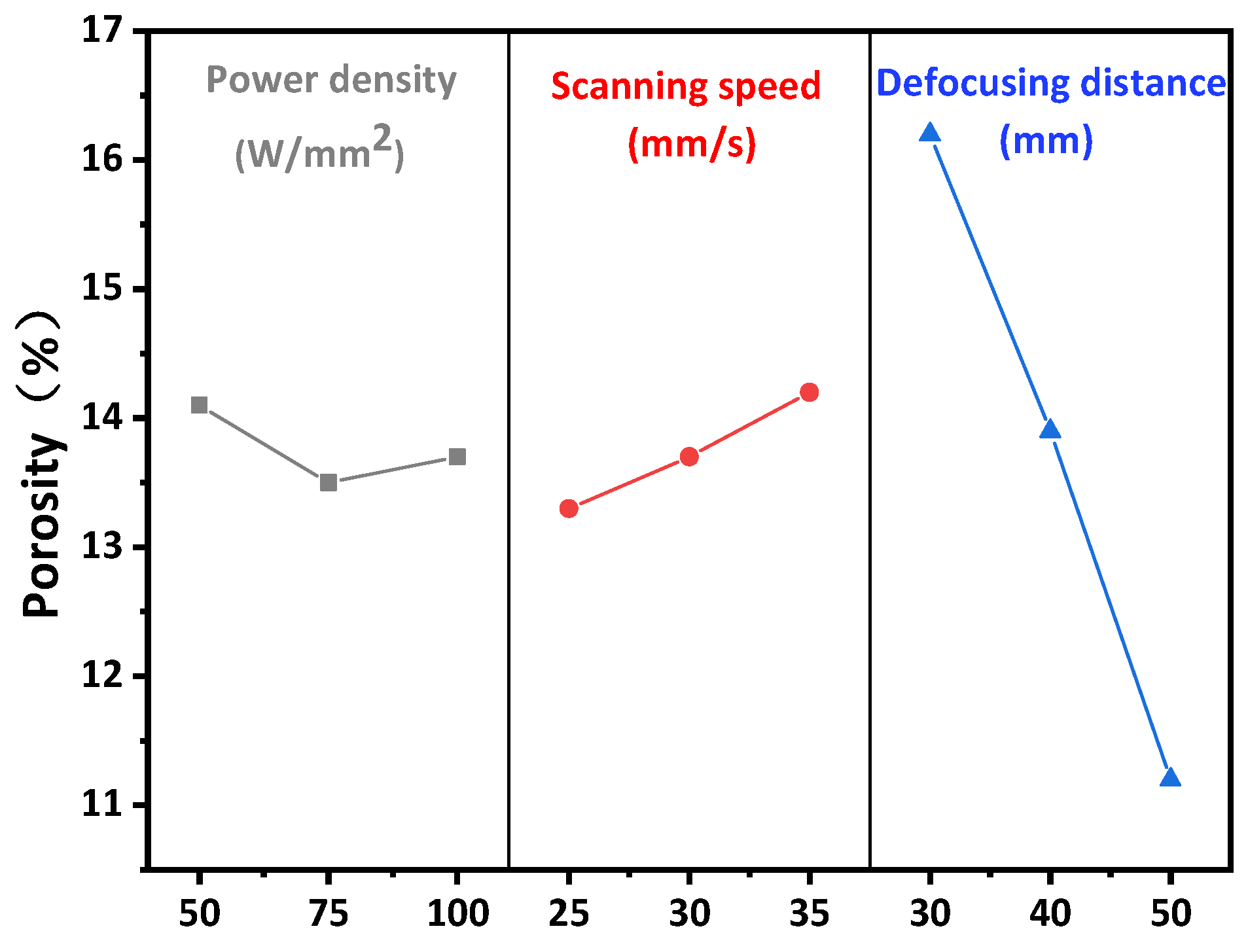
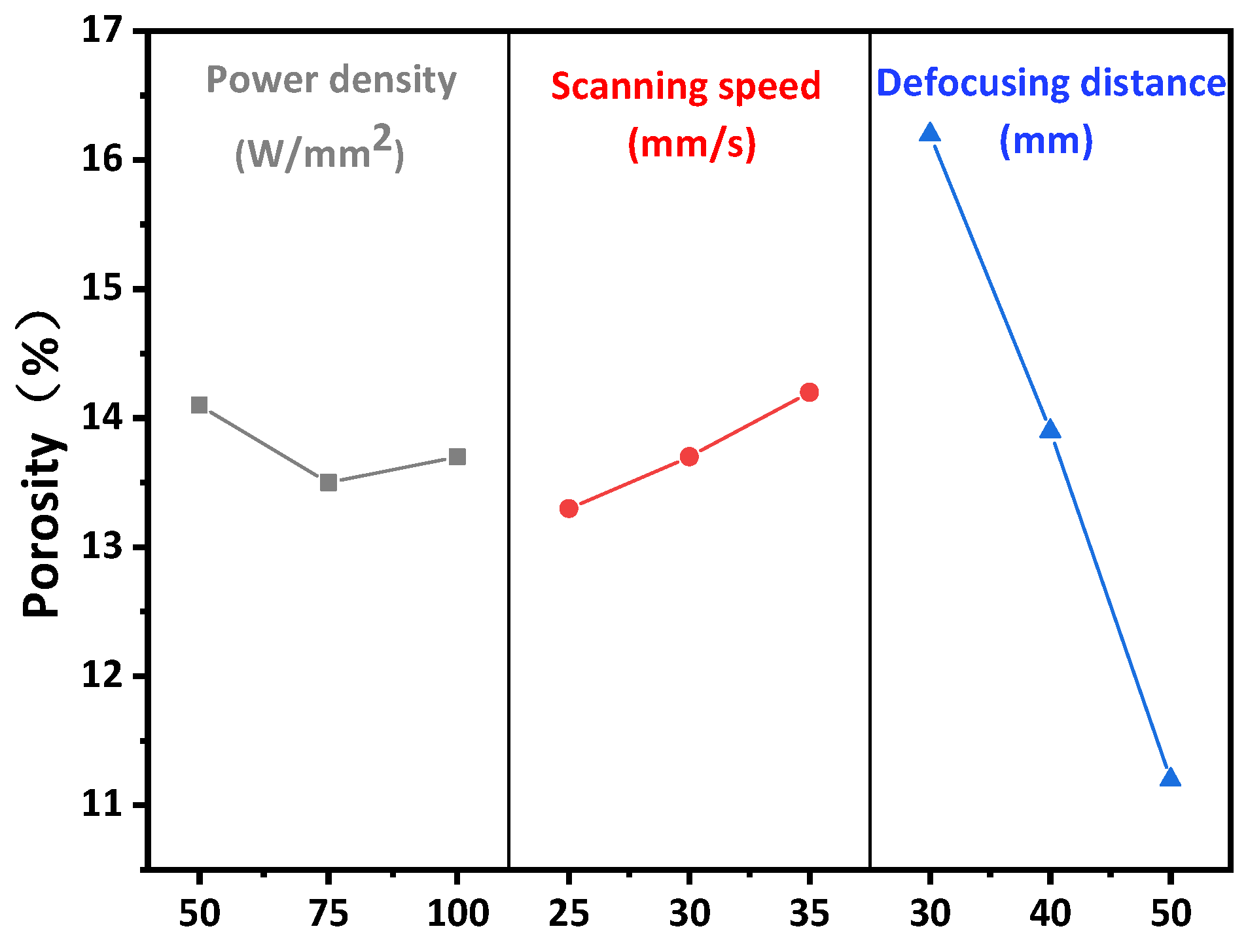
3.1. Effect of Laser Parameters on Porosity of Y2O3 Coating
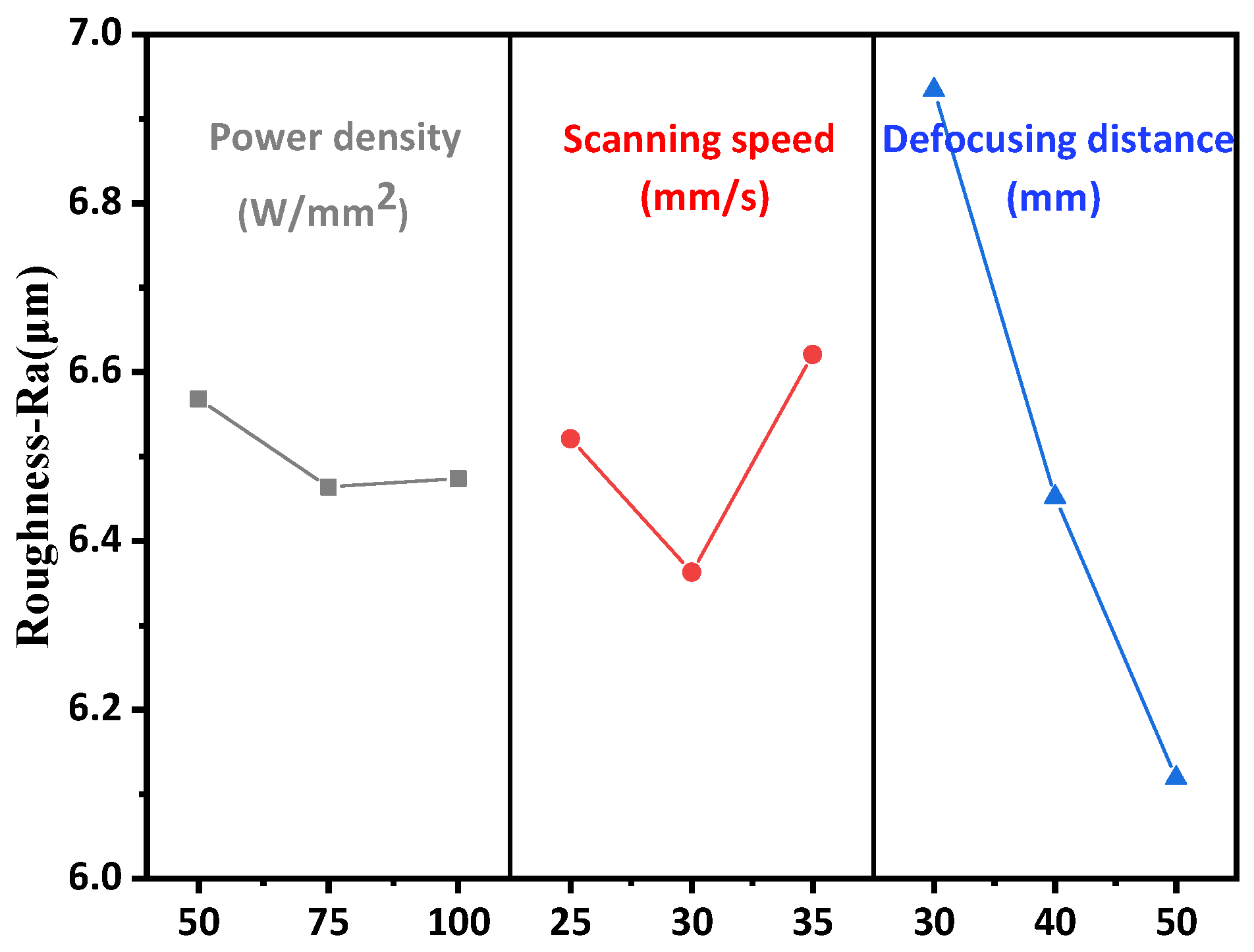
3.2. Effect of Laser Parameters on Surface Roughness of Y2O3 Coating
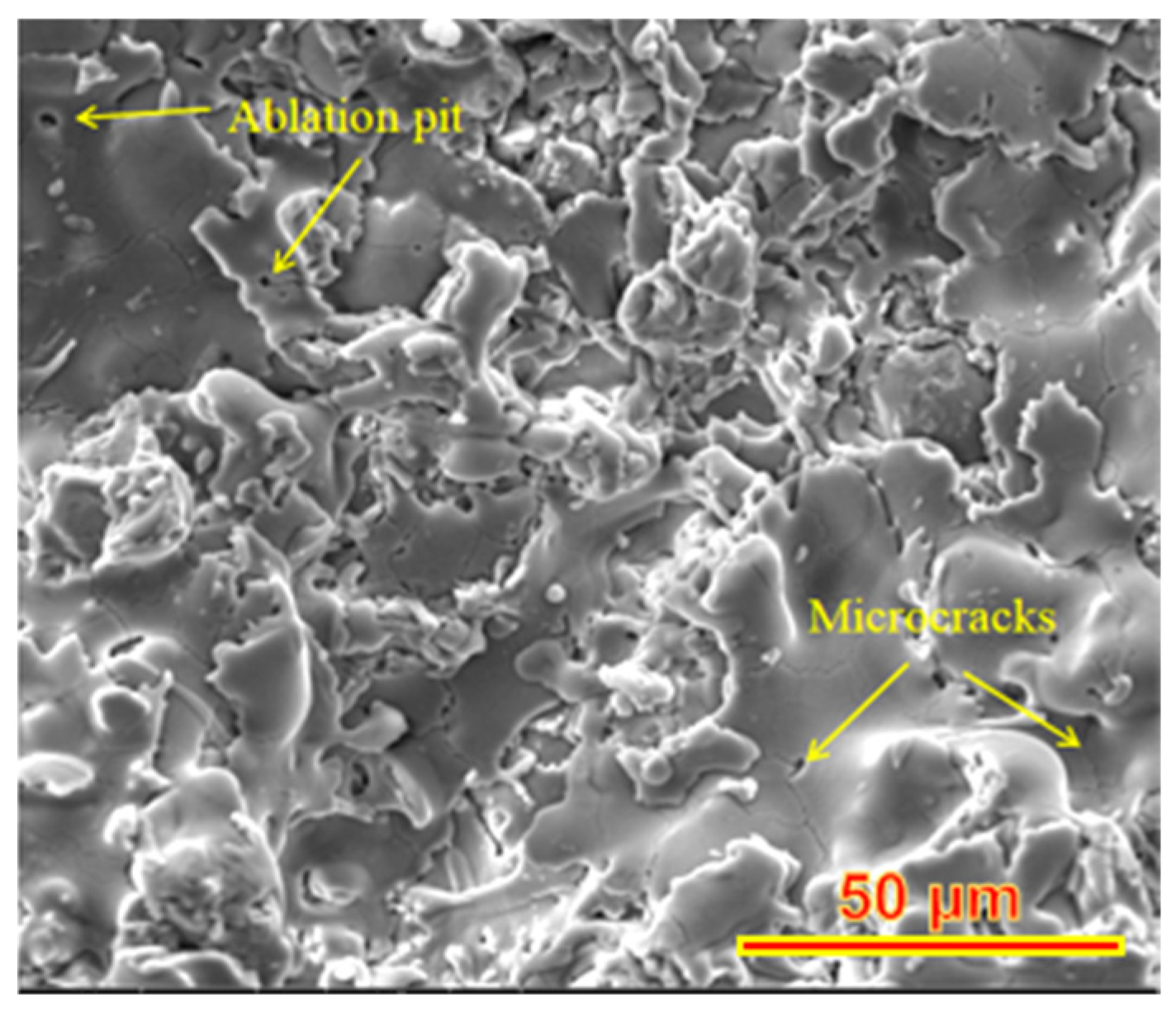
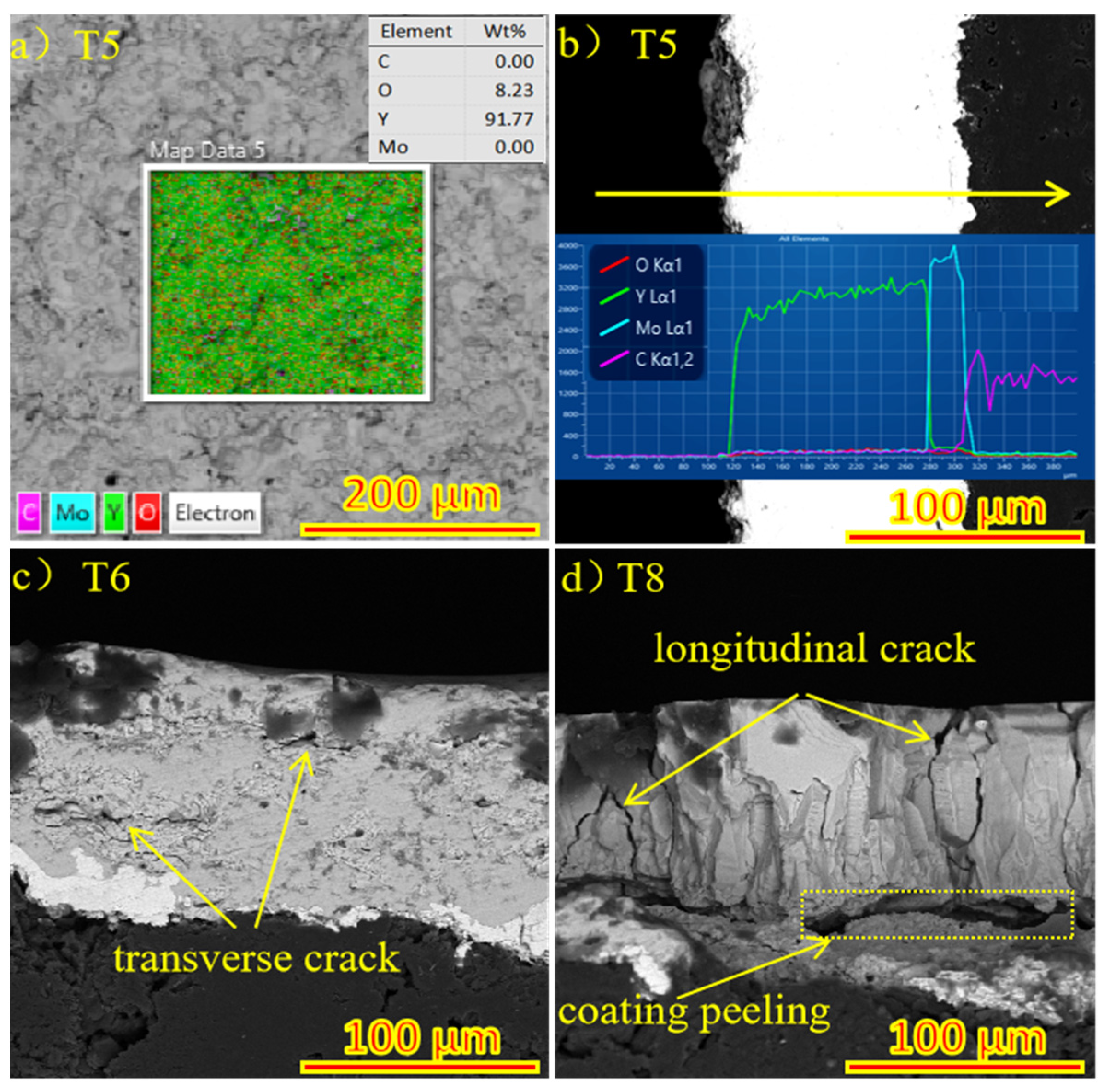
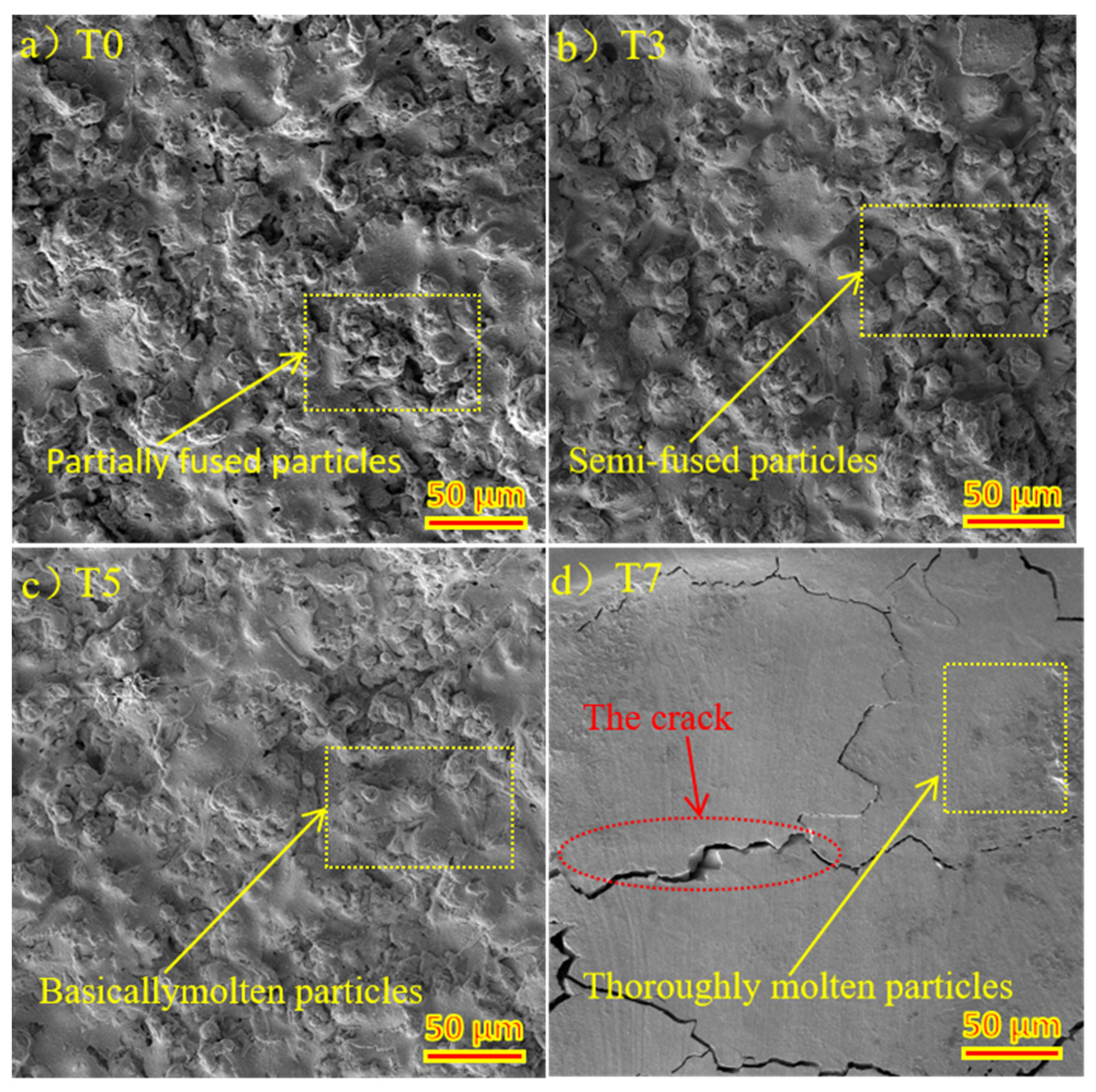
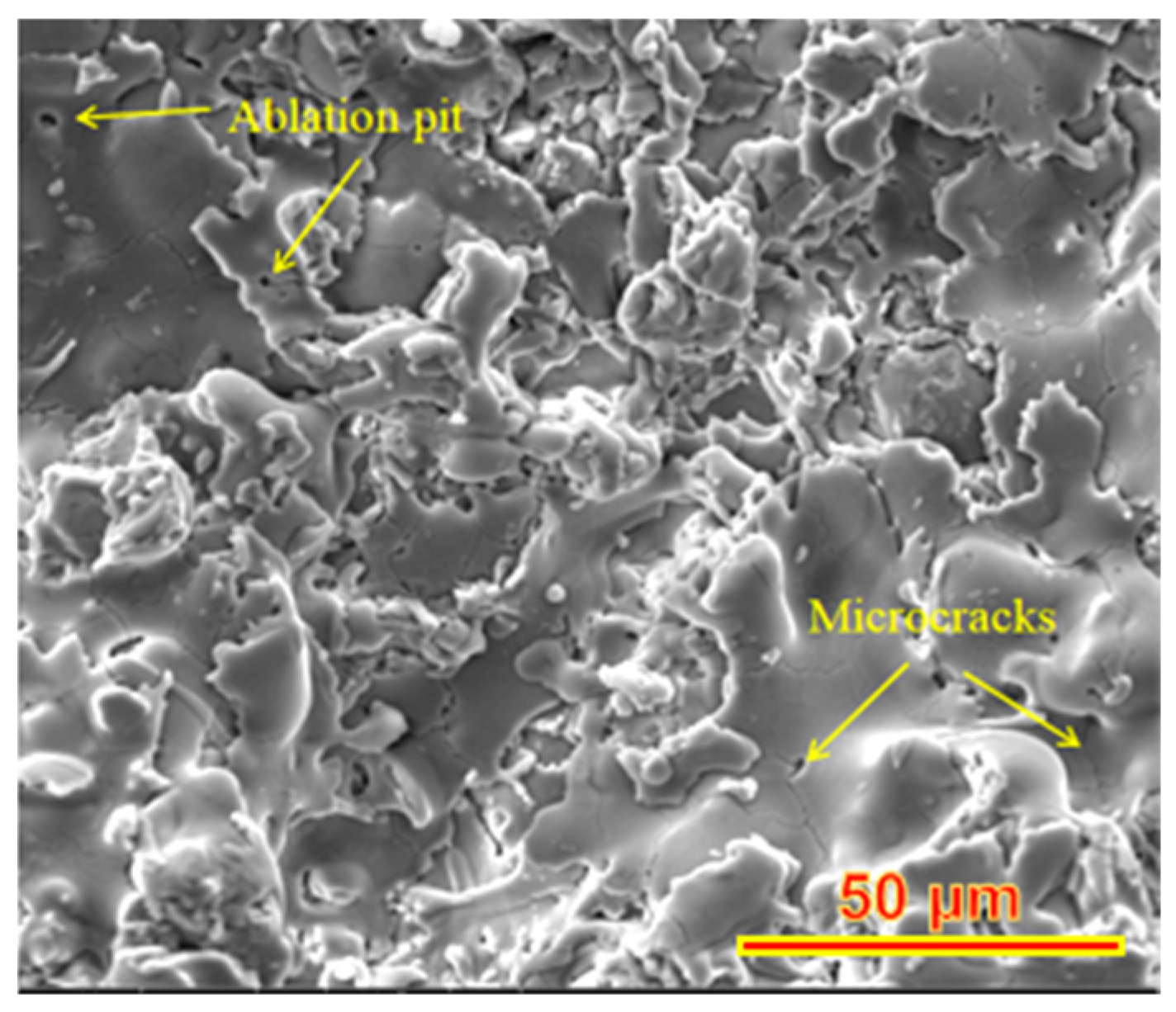
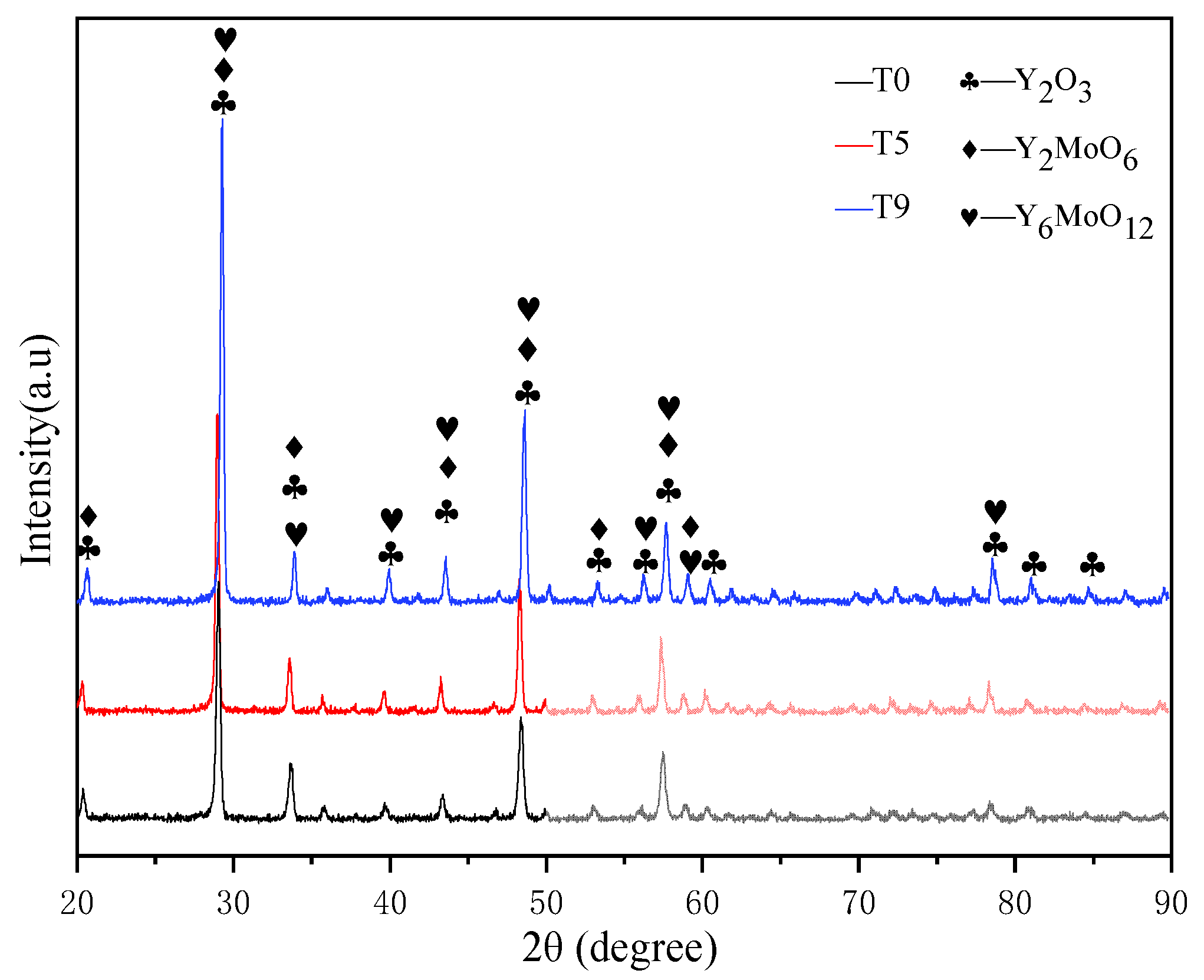
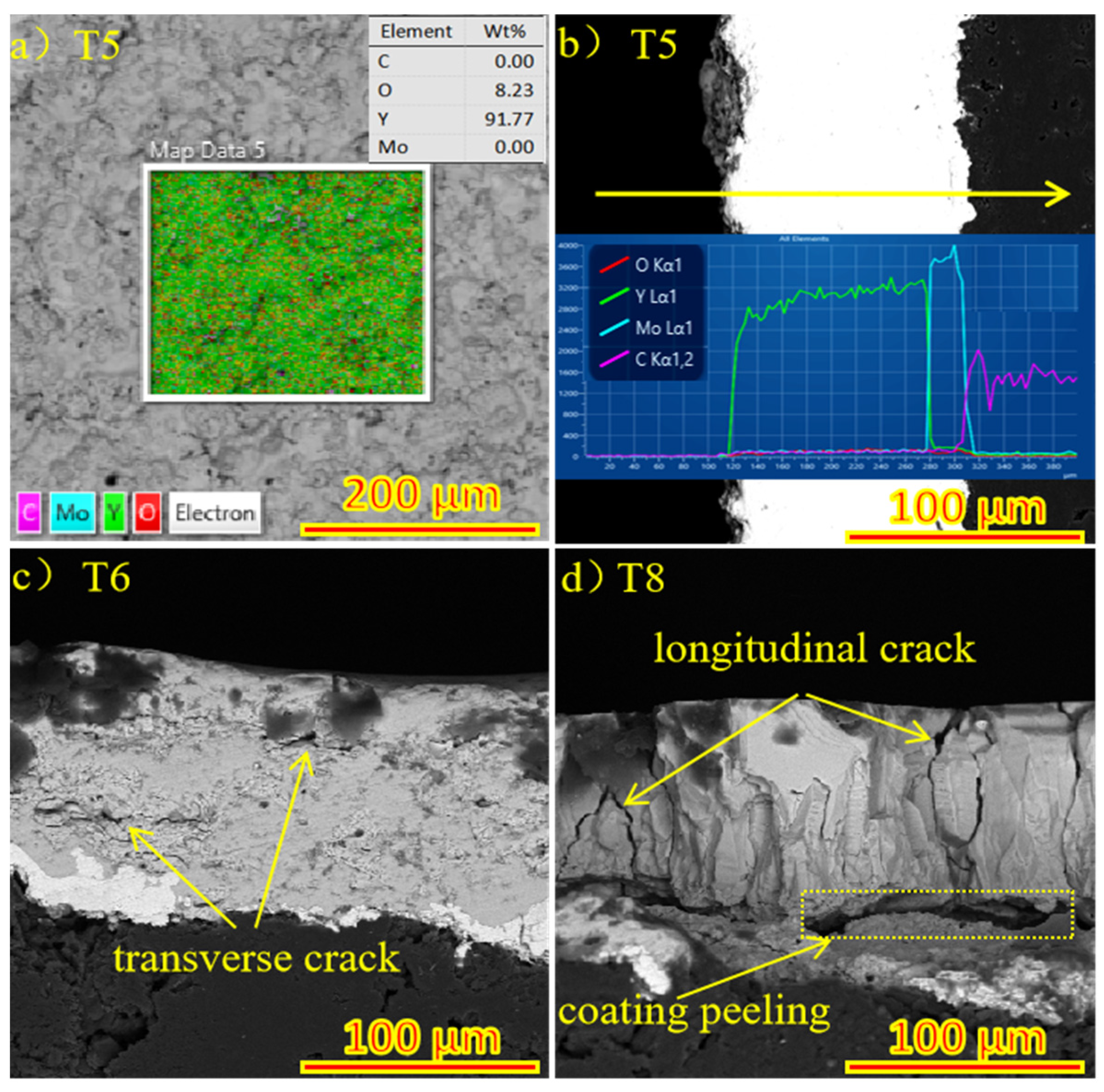
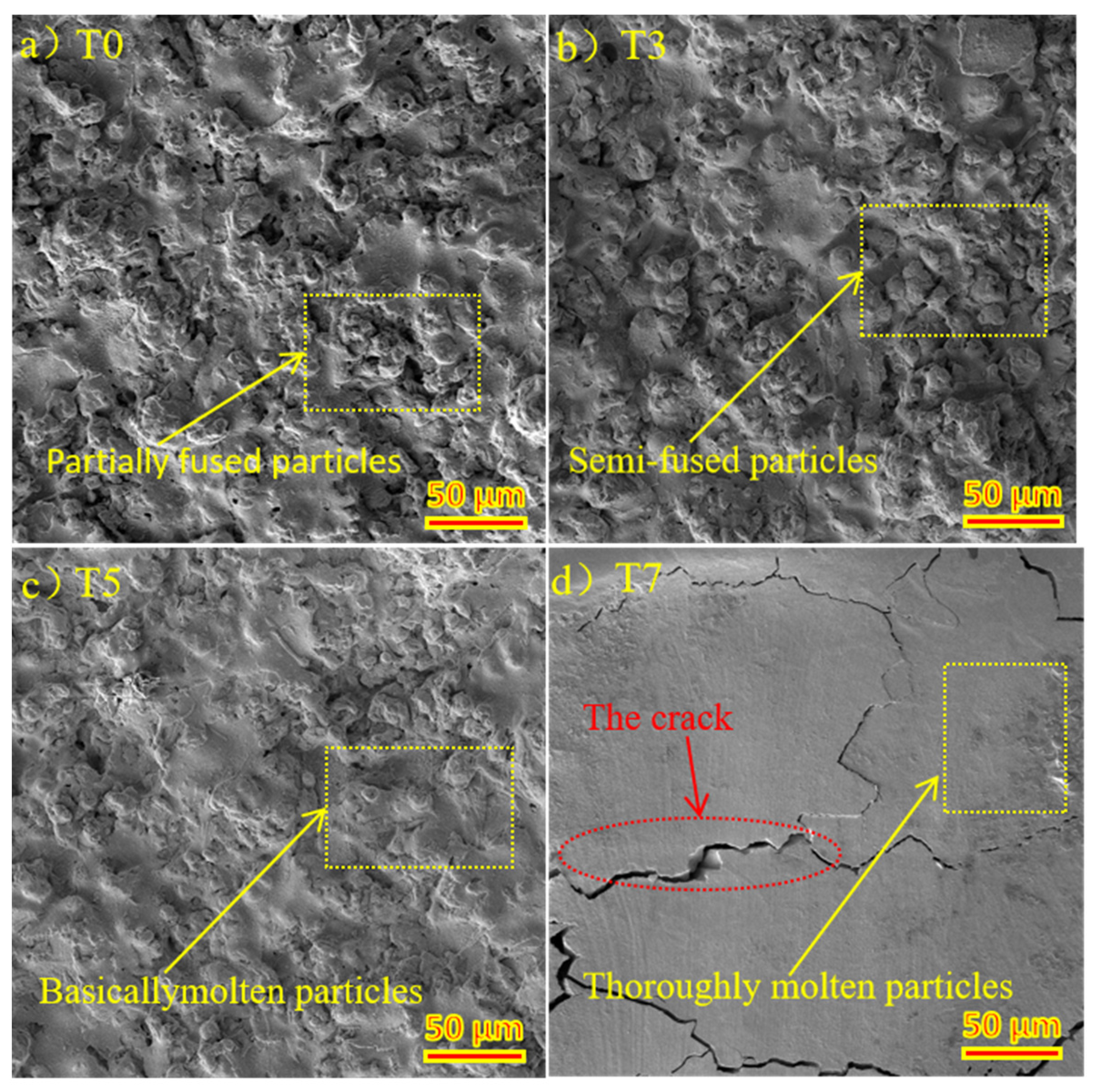
3.3. The Relationship between the Structure and Properties of Spray Surface and Micro-Fused Surface
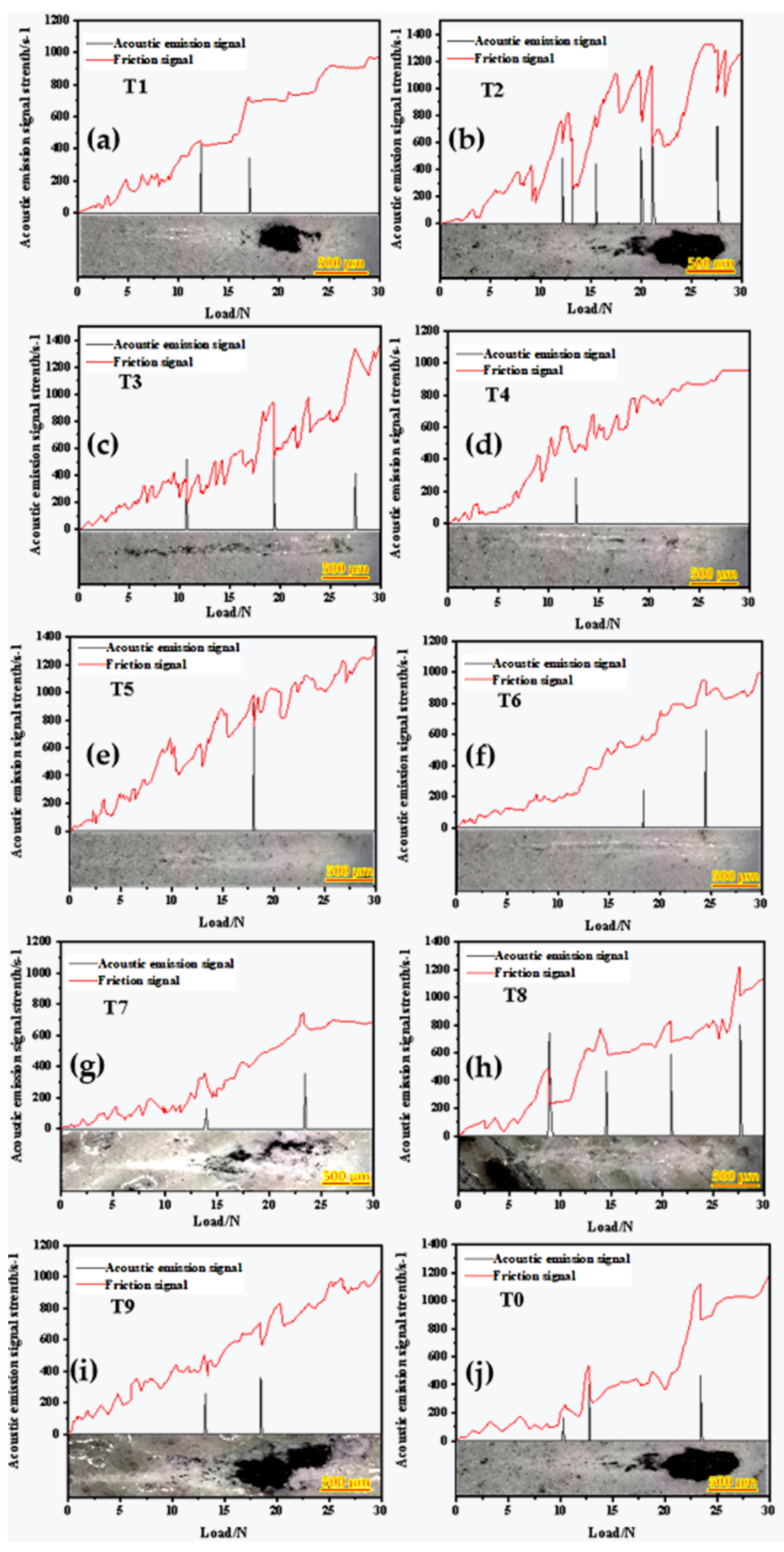
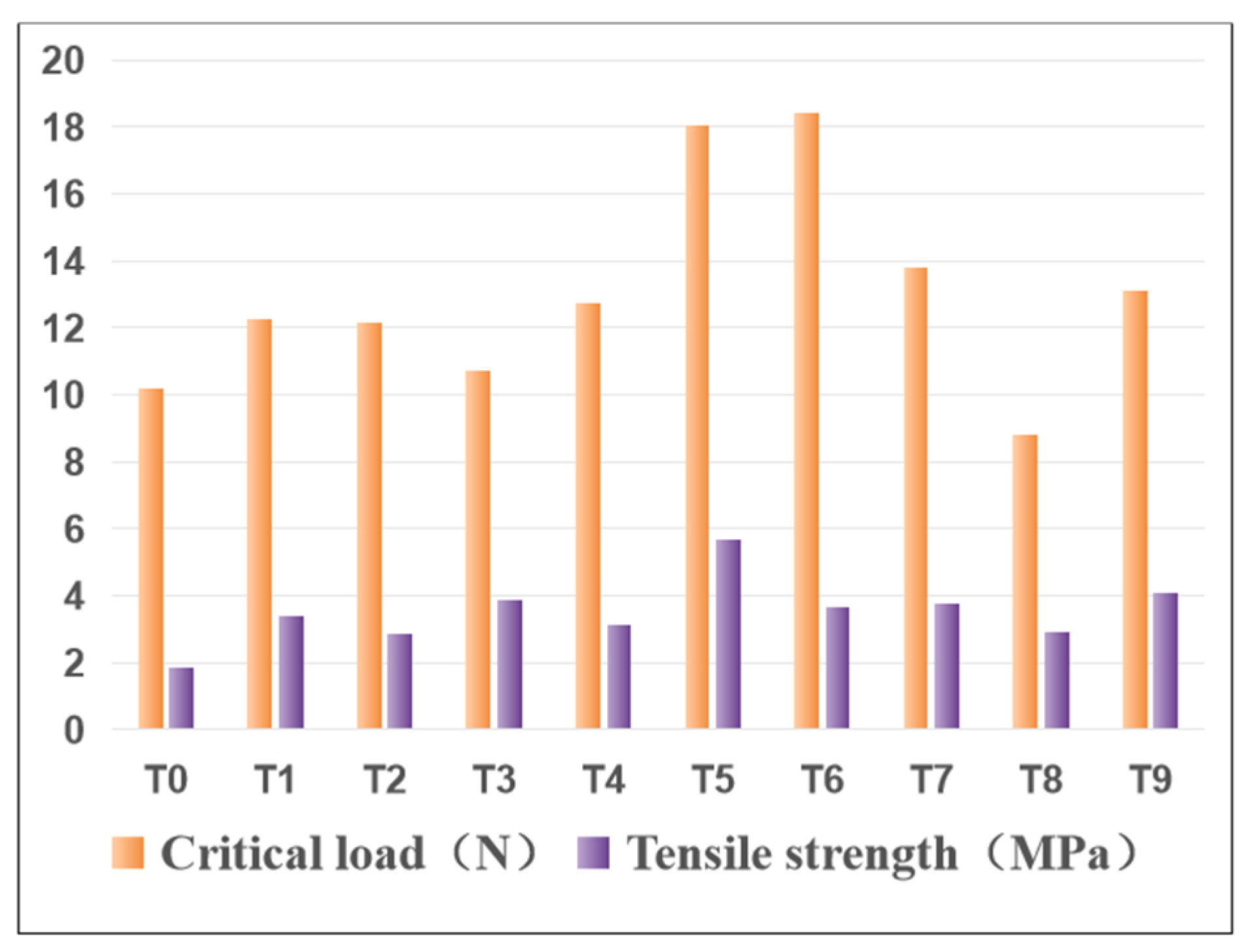
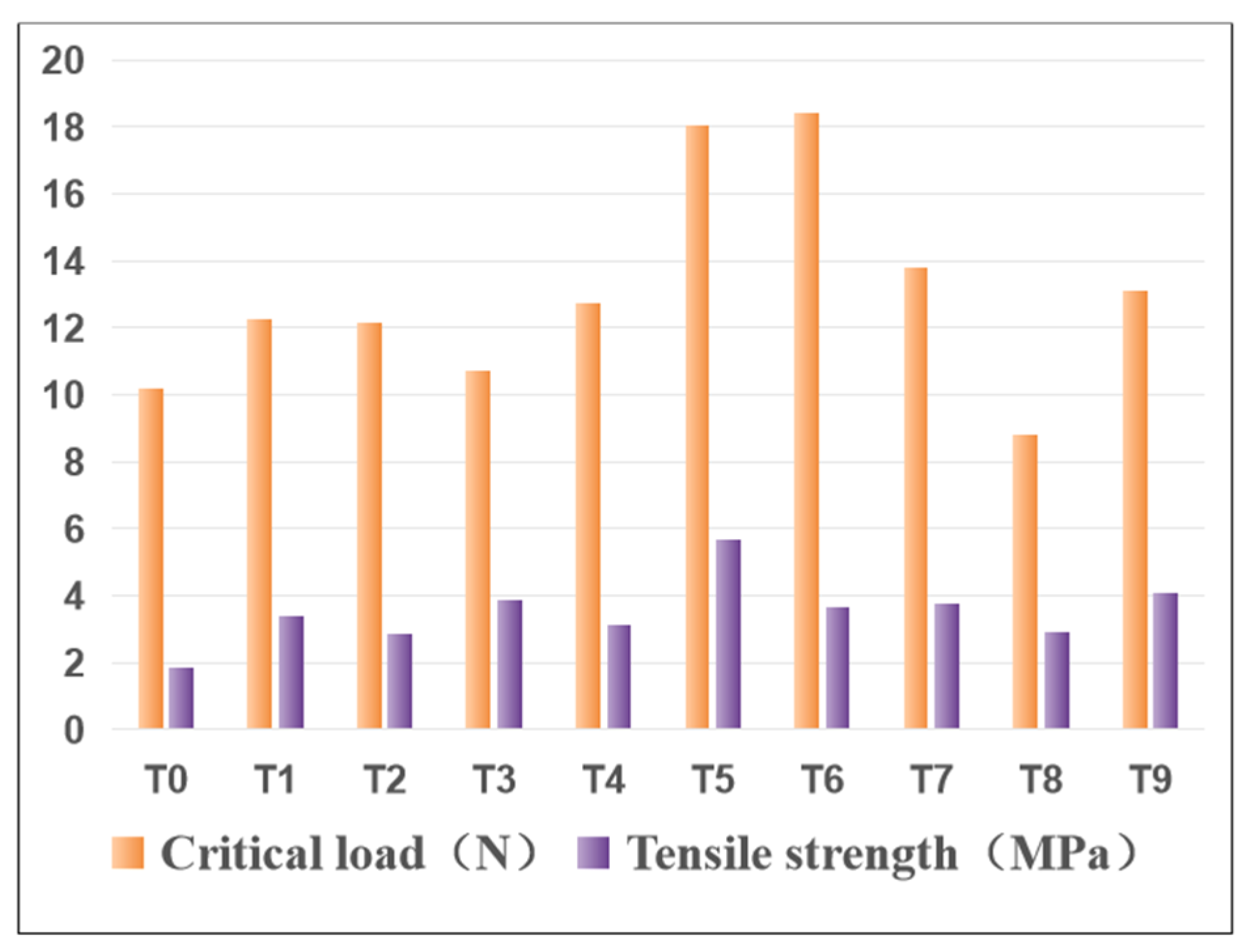
3.4. Comprehensive Evaluation of Critical Load and Tensile Strength Test for a Scratch Test of Laser Micromelted Y2O3 Coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Madhura, B.; Vetrivendan, E.; Rao, C.J.; Ningshen, S. Evaluation of oxidation resistant SiC-ZrB2 composite interlayer for plasma sprayed Y2O3 coating over graphite. Corros. Sci. 2021, 190, 109645. [Google Scholar] [CrossRef]
- Shirani, M.; Rahimipour, M.; Zakeri, M.; Safifi, S.; Ebadzadeh, T. ZrB2-SiC-WC coating with SiC diffffusion bond coat on graphite by spark plasma sintering process. Ceram. Int. 2017, 43, 14517–14520. [Google Scholar] [CrossRef]
- Liu, W.Z.; Peng, X.; Zhuan, L.; Wen, H.; Heng, L.; XiaoYu, Y.; Yang, L.; WenBo, C. Microstructure and oxidation behavior of sol-gel mullite coating on SiC-coated carbon/carbon composites. J. Eur. Ceram. Soc. 2015, 35, 3789–3796. [Google Scholar]
- Jin, X.; Fan, X.; Lu, C.; Wang, T. Advances in oxidation and ablation resistance of high and ultra-high temperature ceramics modified or coated carbon/carbon composites. J. Eur. Ceram. Soc. 2018, 38, 1–28. [Google Scholar] [CrossRef]
- Madhura, B.; Vetrivendan, E.; Rao, C.J.; Venkatesh, P.; Ningshen, S. Evaluation of yttria coated high density graphite with silicon carbide interlayer for uranium melting applications. Ceram. Int. 2019, 45, 11694–11702. [Google Scholar] [CrossRef]
- Vetrivendan, E.; Madhura, B.; Rao, C.J.; Ningshen, S. Pack cemented silicon carbide interlayer for plasma sprayed yttria over graphite. Mater. Manuf. Processes. 2019, 34, 681–688. [Google Scholar] [CrossRef]
- Madhura, B.; Vetrivendan, E.; Rao, C.J.; Udayakumar, A.; Ningshen, S. Surface optimization of CVD grown silicon carbide interlayer on graphite for plasma sprayed yttria topcoat. Surf. Coat. Technol. 2020, 383, 125250. [Google Scholar]
- Liu, X.Y.; Sui, Y.; Li, J.B.; Yue, J.Y.; Sun, X.H.; Yang, L.F.; Liu, C.S. Dimension effect of Y2O3 nanomaterial on microstructure and tensile properties of laser metal deposited stainless steel coatings. Surf. Coat. Technol. 2021, 419, 127259. [Google Scholar] [CrossRef]
- Mazur, P.; Grigoriev, O.; Vedel, D.; Melakh, L.; Shepa, I. Ultra-high temperature ceramics based on ZrB2 obtained by pressureless sintering with addition of Cr3C2, Mo2C, and WC. J. Eur. Ceram. Soc. 2022, 42, 4479–4492. [Google Scholar] [CrossRef]
- Gavrilova, N.N.; Bazhenova, M.D.; Myachina, M.A.; Nazarov, V.V. Mo2C Synthesis via Temperature-Programmed Carburization with the Use of Molybdenum Blue Xerogels. Inorg. Mater. 2022, 58, 501–508. [Google Scholar] [CrossRef]
- Naher, M.I.; Naqib, S.H. Possible applications of Mo2C in the orthorhombic and hexagonal phases explored via ab-initio investigations of elastic, bonding, optoelectronic and thermophysical properties. Results Phys. 2022, 37, 105505. [Google Scholar] [CrossRef]
- Wang, D.S. Effects of Feedstocks and Laser Remelting on Microstructural Characteristics of ZrO2-7wt.%Y2O3 Thermal Barrier Coatings Prepared by Plasma Spraying. Mater. Sci. Forum 2020, 5993, 23–30. [Google Scholar] [CrossRef]
- Amanov, A. Wear resistance and adhesive failure of thermal spray ceramic coatings deposited onto graphite in response to ultrasonic nanocrystal surface modification technique. Appl. Surf. Sci. 2017, 477, 184–197. [Google Scholar] [CrossRef]
- De Medeiros Castro, R.; Curi, E.I.M.; Inacio, L.F.F.; da Silva Rocha, A.; Pereira, M.; Silva, R.G.N.; Pereira, A.D.S.P. Laser remelting of WC-CoCr surface coated by HVOF: Effect on the tribological properties and energy efficiency. Surf. Coat. Technol. 2021, 427, 127841. [Google Scholar] [CrossRef]
- Hu, L.; Qiu, C.; Chen, Y.; Li, H.; Liu, H. Influence of Laser Energy Density on Interfacial Diffusion Bonding and Surface Density of Chromium Coating by Multi-Arc Ion Plating on Zirconium Alloy. Coatings 2020, 10, 565. [Google Scholar] [CrossRef]
- Wang, D.S. Effects of Laser Remelting on Microstructural Characteristics and Hot Corrosion Behavior of MCrAlY Coating Prepared by Plasma Spraying. Mater. Sci. Forum 2019, 5939, 70–76. [Google Scholar] [CrossRef]
- Lin, S.S.; Shen, P.; Chen, S.Y. Laser ablation synthesis of tantalum carbide particles with specifific phase assemblage and special interface. Appl. Phys. Mater. Sci. Process. 2015, 120, 75–88. [Google Scholar] [CrossRef]
- Ahmadi-Pidani, R.; Shoja-Razavi, R.; Mozafarinia, R.; Jamali, H. Improving the hot corrosion resistance of plasma sprayed ceria-yttria stabilized zirconia thermal barrier coatings by laser surface treatment. Mater. Des. 2014, 57, 336–341. [Google Scholar] [CrossRef]
- Angelastro, A.; Campanelli, S.L.; Casalino, G.; Ludovico, A.D. Optimization of Nibased WC/Co/Cr composite coatings produced by multilayer laser cladding. Ann.Mater. Sci. Eng. 2013, 2013, 615464. [Google Scholar]
- Das, B.; Nath, A.; Bandyopadhyay, P.P. Scratch resistance and damage mechanism of laser remelted thermally sprayed ceramic coating. Surf. Coat. Technol. 2019, 364, 157–169. [Google Scholar] [CrossRef]
- Marek, S.; Bień, A.; Antoszkiewicz, M. Effect of plasma sprayed and laser re-melted Al2O3 coatings on hardness and wear properties of stainless steel. Ceram. Int. 2016, 42, 11275–11284. [Google Scholar]
- Ying, Z.; Jürgen, M. Development and optimization of porosity measurement techniques. Ceram. Int. 2016, 42, 2861–2870. [Google Scholar]
- Zhang, P.; Chen, L.; Chen, J.; Tu, Y. Material removal effect of microchannel processing by femtosecond laser. Opt. Lasers Eng. 2017, 98, 69–75. [Google Scholar] [CrossRef]
- Wu, B.; Liu, P.; Zhang, F.; Duan, J.; Wang, X.; Zeng, X. Effect of parameters on picosecond laser ablation of Cr12MoV cold work mold steel. Appl. Phys. Mater. Sci. Process. 2018, 124, 11. [Google Scholar] [CrossRef]
- Elsied, A.M.; Dieffenbach, P.C.; Diwakar, P.K.; Hassanein, A. Nanosecond laser-metal ablation at different ambient conditions, Spectrochim. Acta Part B At. Spectrosc. 2018, 143, 26–31. [Google Scholar] [CrossRef]
- Chen, H.; Li, H.; Sun, Y.C.; Wang, Y.; Lü, P.J. Femtosecond laser for cavity preparation in enamel and dentin: Ablation efficiency related factors. Sci. Rep. 2016, 6, 20950. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T.; Owolabi, M.G. Effect of laser power and powder flow rate on dilution rate and surface finish produced during laser metal deposition of Titanium alloy. In Proceedings of the 2017 8th International Conference on Mechanical and Intelligent Manufacturing Technologies (ICMIMT), Cape Town, South Africa, 3–6 February 2017; Volume 2017, pp. 6–10. [Google Scholar]
- Bonsa, K.B.; Sankar, M.R.; Dixit, U.S.; Jiru, W.G. Experimental study and empirical modelling of laser surface finishing of silicon carbide. Int. J. Addit. Subtractive Mater. Manuf. 2018, 1, 290. [Google Scholar] [CrossRef]
- Xia, M.; Gu, D.; Yu, G.; Dai, D.; Chen, H.; Shi, Q. Influence of hatch spacing on heat and mass transfer, thermodynamics and laser processability during additive manufacturing of Inconel 718 alloy. Int. J. Mach. Tool Manuf. 2016, 109, 147–157. [Google Scholar] [CrossRef]
- Hassan, M.A.; Bushroa, A.R.; Mahmoodian, R. Identification of critical load for scratch adhesion strength of nitride-based thin films using wavelet analysis and a proposed analytical model. Surf. Coat. Technol. 2015, 277, 216–221. [Google Scholar] [CrossRef]
- Cai, X.; Xu, Y.; Zhao, N.; Zhong, L.; Zhao, Z.; Wang, J. Investigation of the adhesion strength and deformation behaviour of in situ fabricated NbC coatings by scratch testing. Surf. Coat. Technol. 2016, 299, 135–142. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plasma Spray Parameters | Molybdenum Coating | Yttria Coating |
|---|---|---|
| Arc current (A) | 450 | 750 |
| Arc voltage (V) | 50 | 40 |
| Primary argon gas flow (LPM) | 40 | 45 |
| Secondary H2 gas flow (LPM) | 4 | 2 |
| Standoff distance (mm) | 100 | 100 |
| Experiment No. | Power Density (W/mm2) | Scanning Speed (mm/s) | Defocusing Distance (mm) | Mean Porosity (%) | Mean Surface Roughness -Ra (μm) |
|---|---|---|---|---|---|
| T1 | 50 | 25 | 30 | 15.3 | 6.903 |
| T2 | 50 | 30 | 40 | 14.2 | 6.451 |
| T3 | 50 | 35 | 50 | 12.7 | 6.35 |
| T4 | 75 | 25 | 40 | 13.9 | 6.480 |
| T5 | 75 | 30 | 50 | 10.2 | 5.826 |
| T6 | 75 | 35 | 30 | 16.5 | 7.087 |
| T7 | 100 | 25 | 50 | 10.7 | 6.182 |
| T8 | 100 | 30 | 30 | 16.8 | 6.813 |
| T9 | 100 | 35 | 40 | 13.5 | 6.426 |
| T0 | - | - | - | 14.6 | 6.98 |
| T-Value | Porosity (%) | Surface Roughness -Ra (μm) | ||||
|---|---|---|---|---|---|---|
| Power Density | Scanning Speed | Defocusing Distance | Power Density | Scanning Speed | Defocusing Distance | |
| K1 | 42.2 | 39.9 | 48.6 | 19.704 | 19.565 | 20.803 |
| K2 | 40.6 | 41.2 | 41.6 | 19.393 | 19.09 | 19.357 |
| K3 | 41 | 42.7 | 33.6 | 19.421 | 19.863 | 18.358 |
| t1 | 14.1 | 13.3 | 16.2 | 6.568 | 6.521 | 6.934 |
| t2 | 13.5 | 13.7 | 13.9 | 6.464 | 6.363 | 6.452 |
| t3 | 13.7 | 14.2 | 11.2 | 6.474 | 6.621 | 6.119 |
| R | 0.6 | 0.9 | 5 | 0.104 | 0.258 | 0.815 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Chen, P.-h.; Chen, Y.; Wu, W.-x.; Li, S.; Qiu, C.-j. Tuning the Surface Characteristics and Mechanical Properties of Y2O3 Coatings on a Graphene Matrix via Laser Micro Melting. Materials 2022, 15, 5443. https://doi.org/10.3390/ma15155443
Liu H, Chen P-h, Chen Y, Wu W-x, Li S, Qiu C-j. Tuning the Surface Characteristics and Mechanical Properties of Y2O3 Coatings on a Graphene Matrix via Laser Micro Melting. Materials. 2022; 15(15):5443. https://doi.org/10.3390/ma15155443
Chicago/Turabian StyleLiu, Hao, Ping-hu Chen, Yong Chen, Wen-xing Wu, Sheng Li, and Chang-jun Qiu. 2022. "Tuning the Surface Characteristics and Mechanical Properties of Y2O3 Coatings on a Graphene Matrix via Laser Micro Melting" Materials 15, no. 15: 5443. https://doi.org/10.3390/ma15155443
APA StyleLiu, H., Chen, P.-h., Chen, Y., Wu, W.-x., Li, S., & Qiu, C.-j. (2022). Tuning the Surface Characteristics and Mechanical Properties of Y2O3 Coatings on a Graphene Matrix via Laser Micro Melting. Materials, 15(15), 5443. https://doi.org/10.3390/ma15155443