
Technological Methods for Controlling the Elastic-Deformable State in Turning and Grinding Shafts of Low Stiffness





Abstract
:1. Introduction
2. Technological Methods of Machining Shafts with Low Stiffness
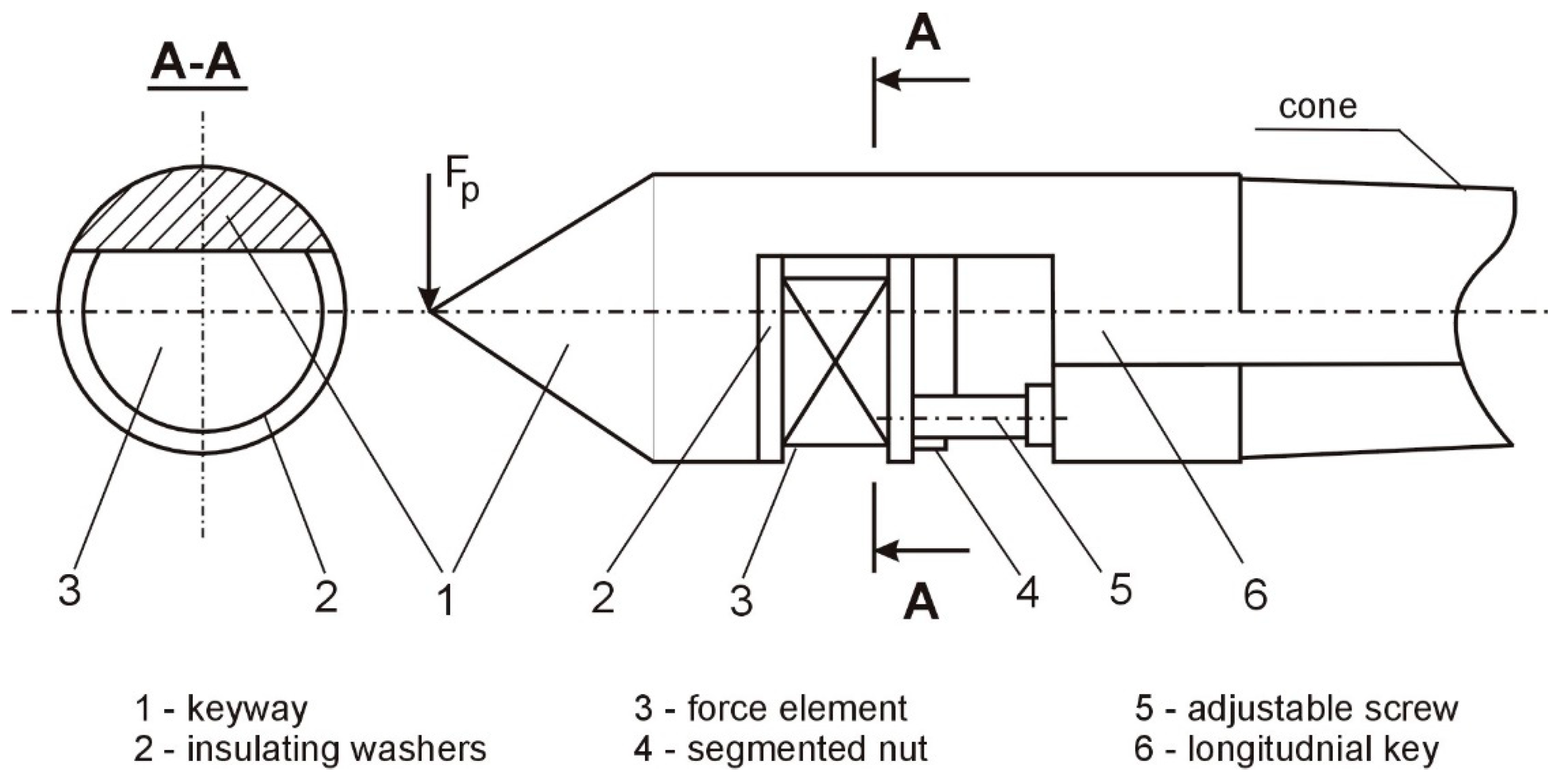
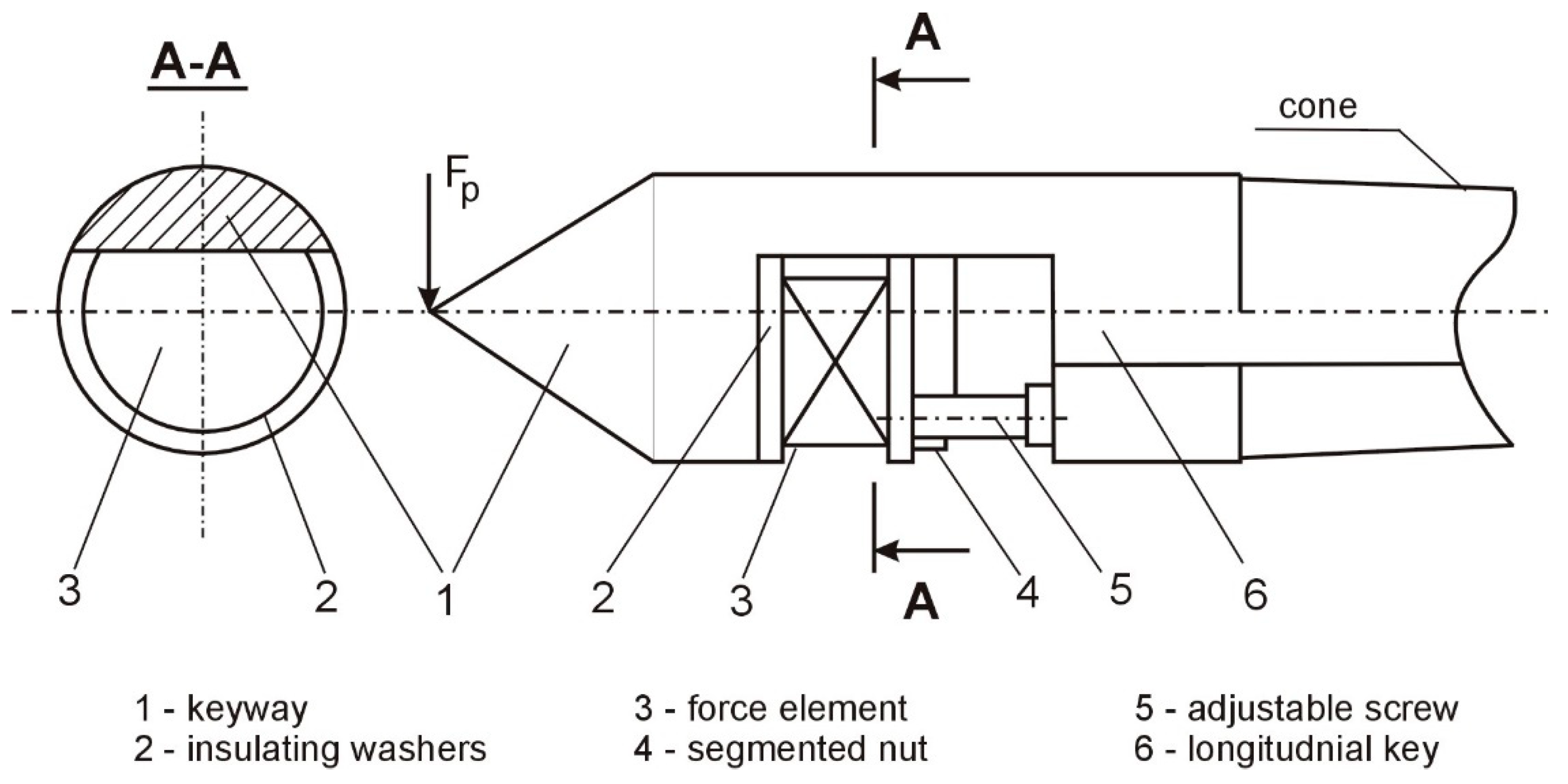
2.1. The System of Adjustment of the Compliance of the Technological System
- a convenient place for embedding and distributing the force elements;
- a reduction of the initial compliance of the tailstocks, as measured by the compliance of the workpieces;
- the enhanced stiffness of the centers in the direction of the tangential component of the cutting force;
- a wide range of changes in the stiffness of the tailstocks.
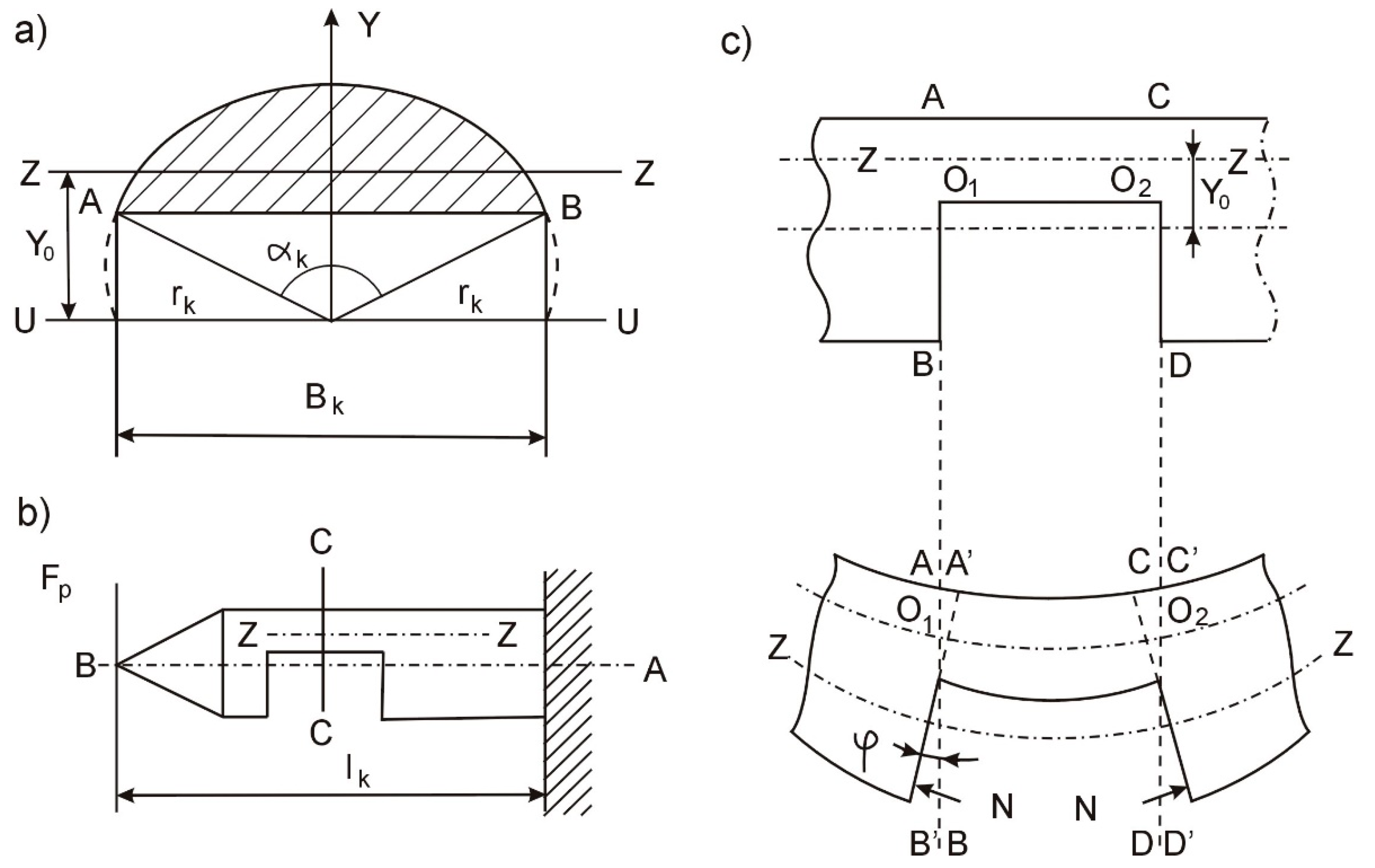
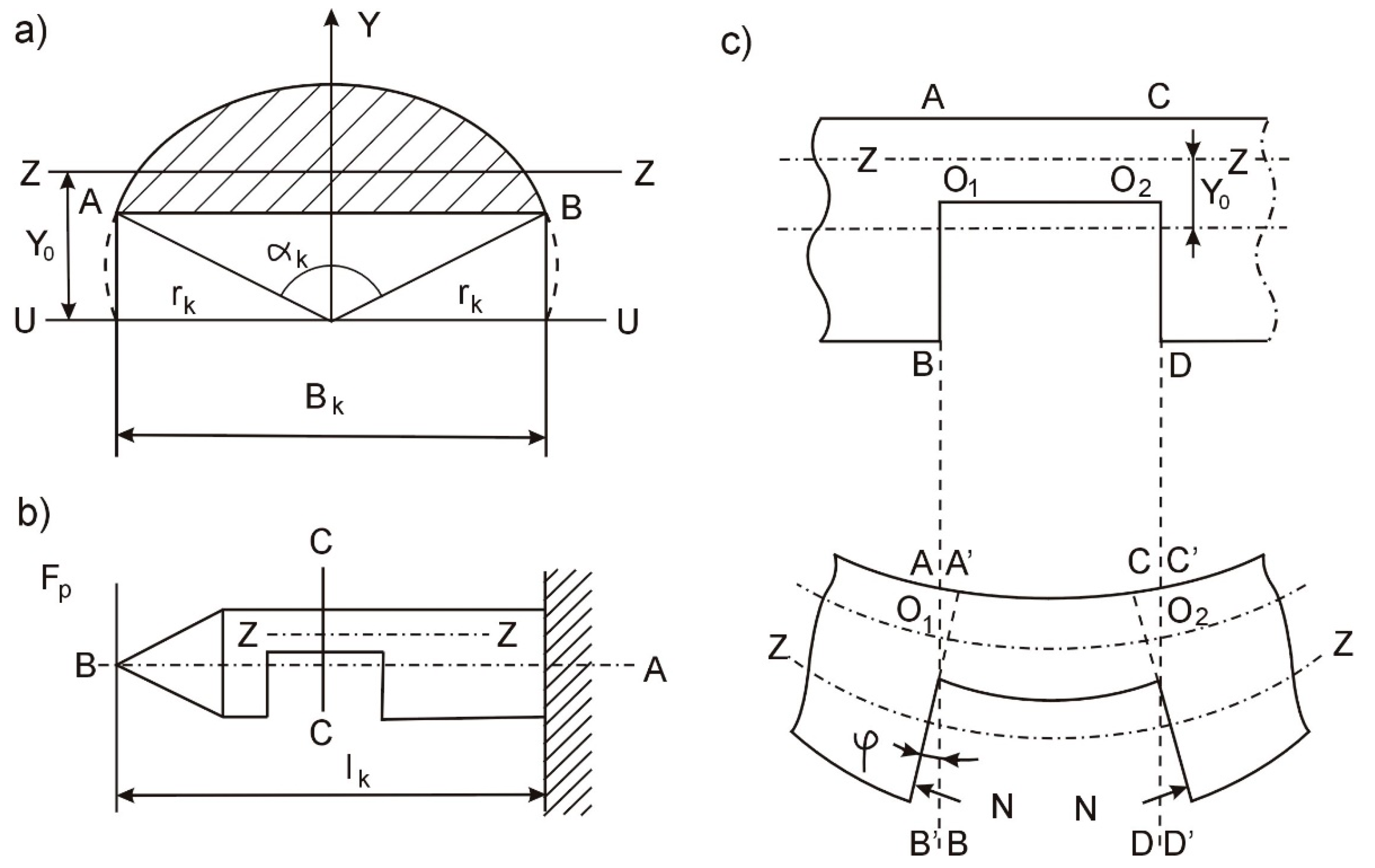
- The cross-sectional area (S):
- The distance from the symmetry axis of the U-U tailstock to the neutral Z-Z axis of the bending section (y0):
- The moments of inertia of the cross-section:
- -
- with regard to the U-U axis of the tailstock’s symmetry (in the direction of the force):
- -
- relative to the central Z-Z axis of the bending section (in the direction of the FP force):
- -
- with respect to the symmetry axis of the cross-section, OY, (in the direction of the component force, Fc):
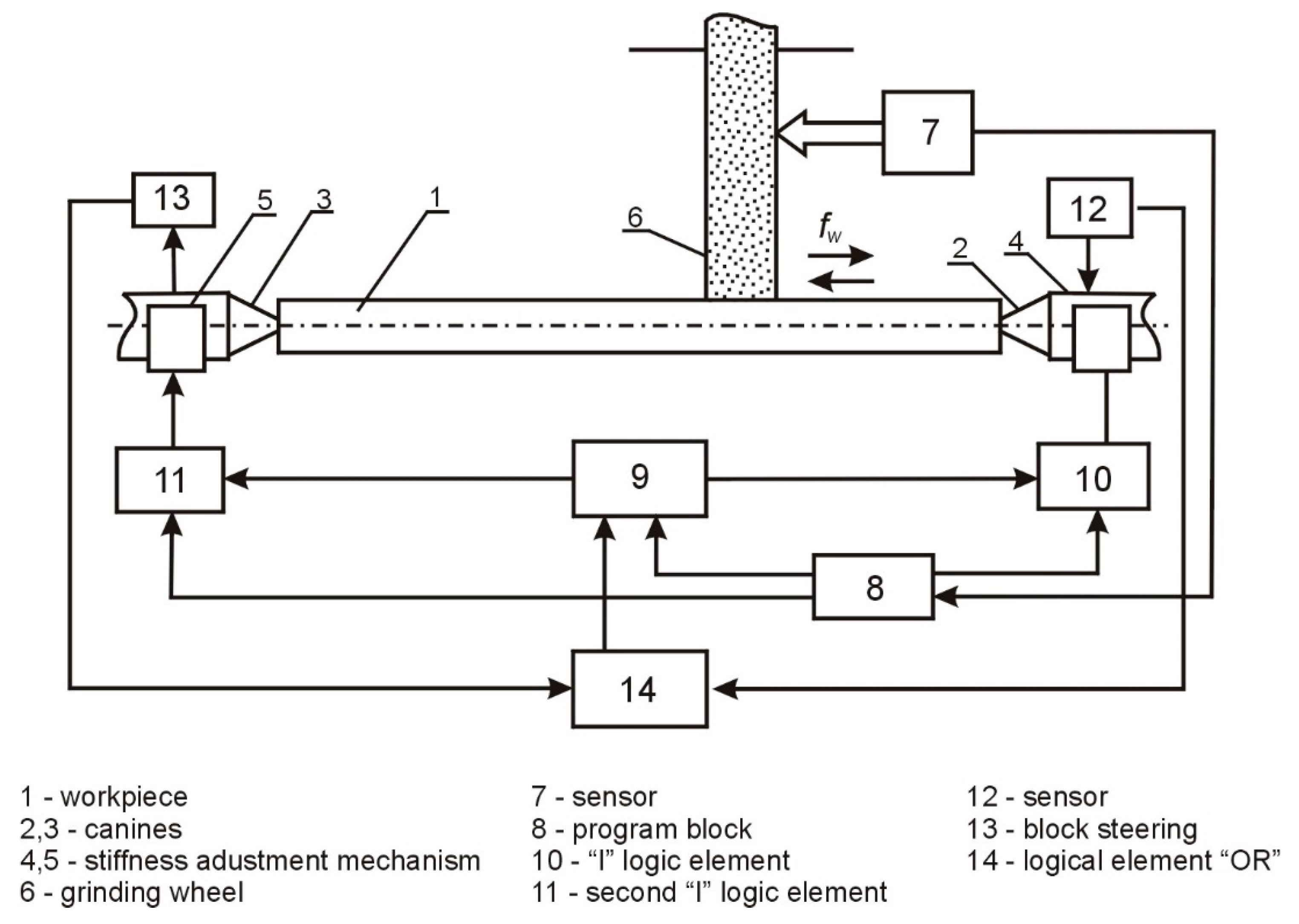
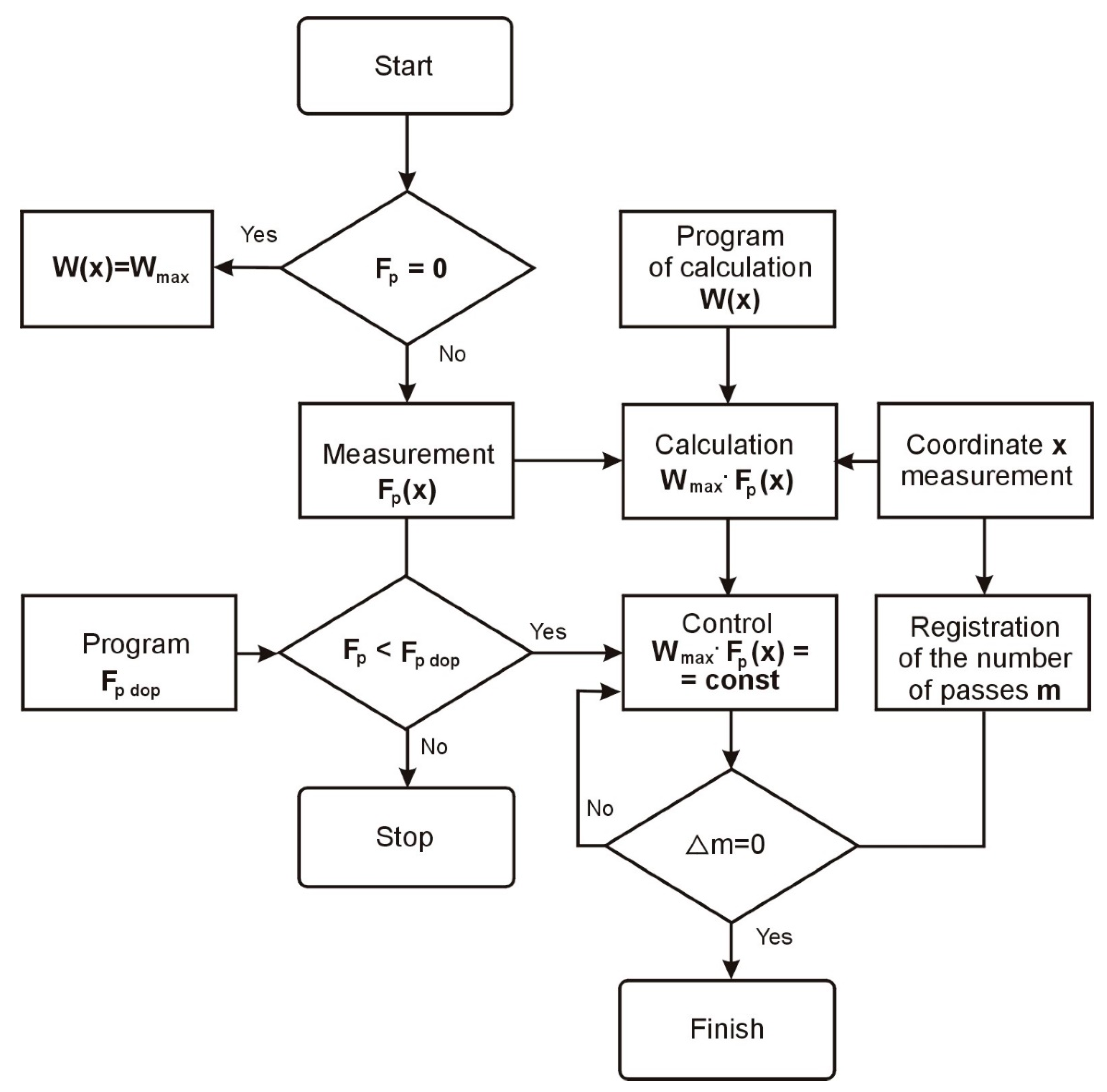
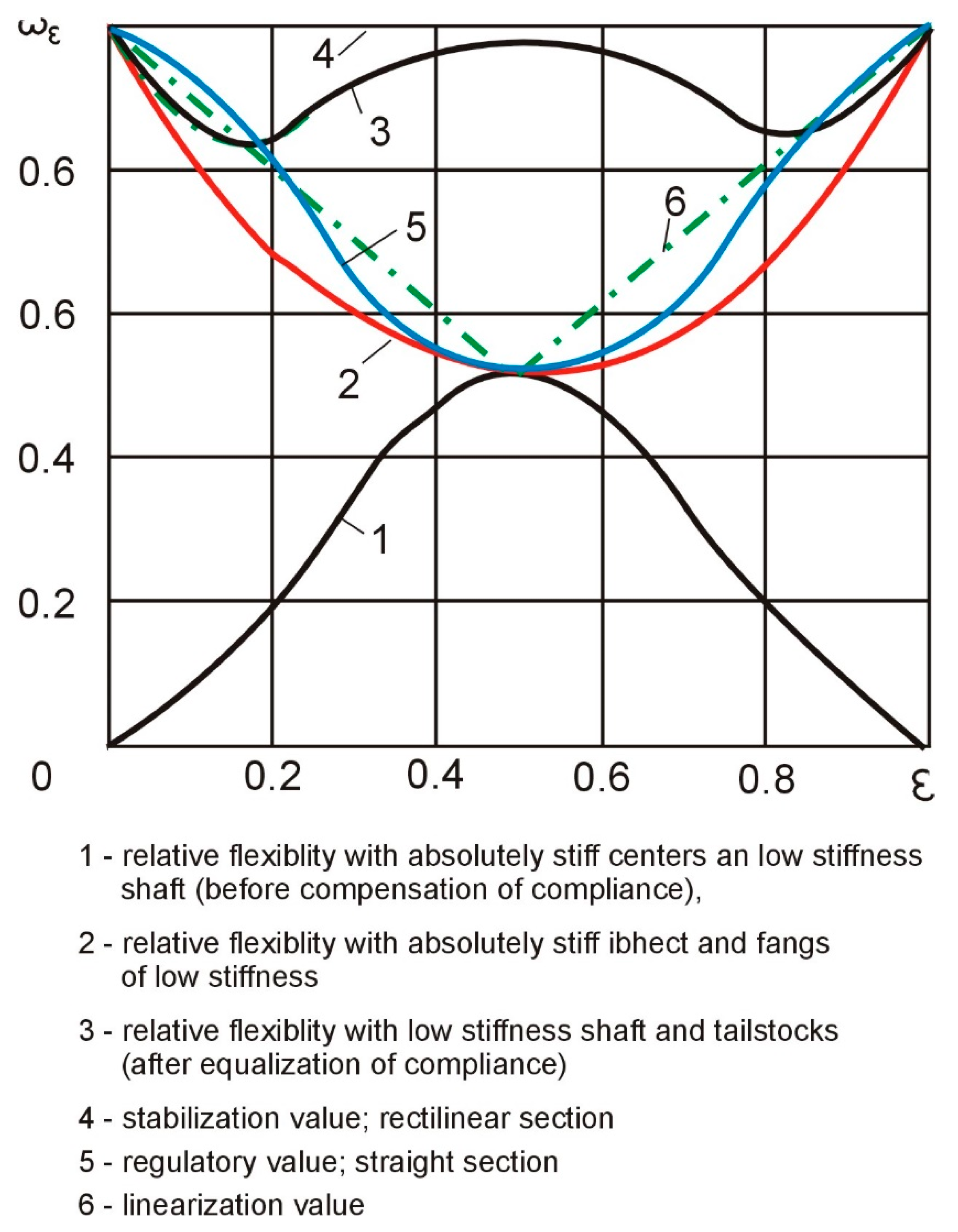
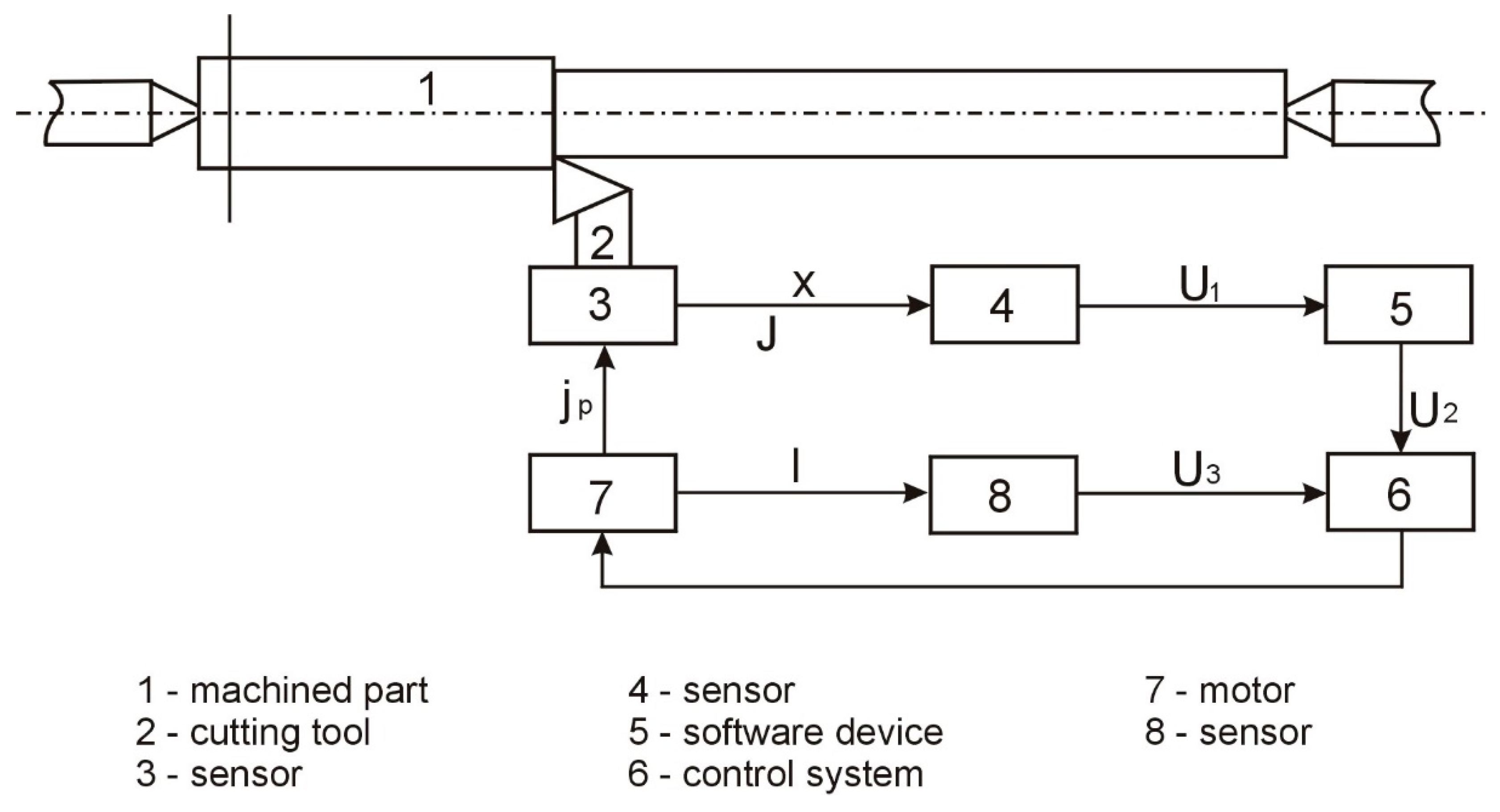
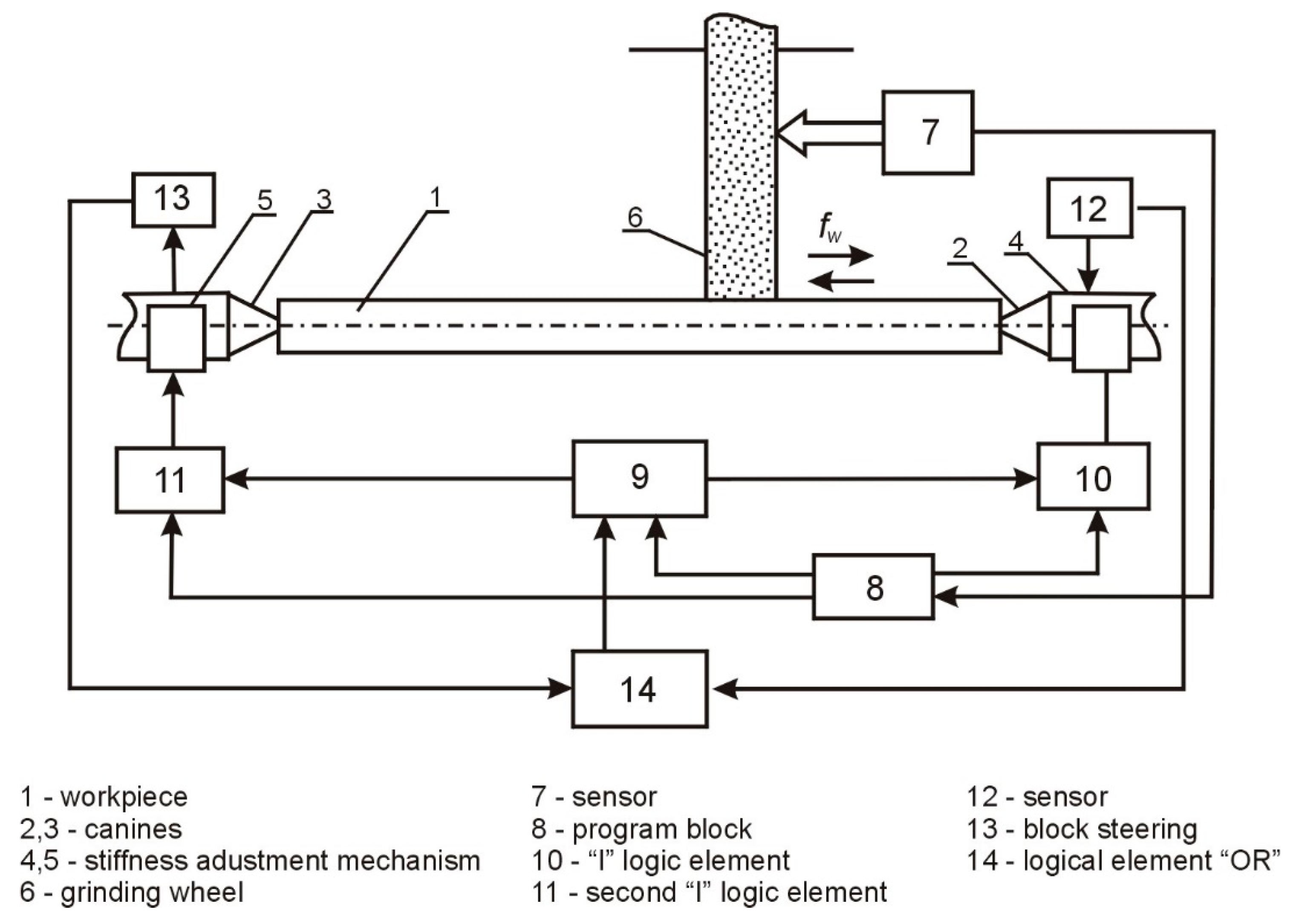
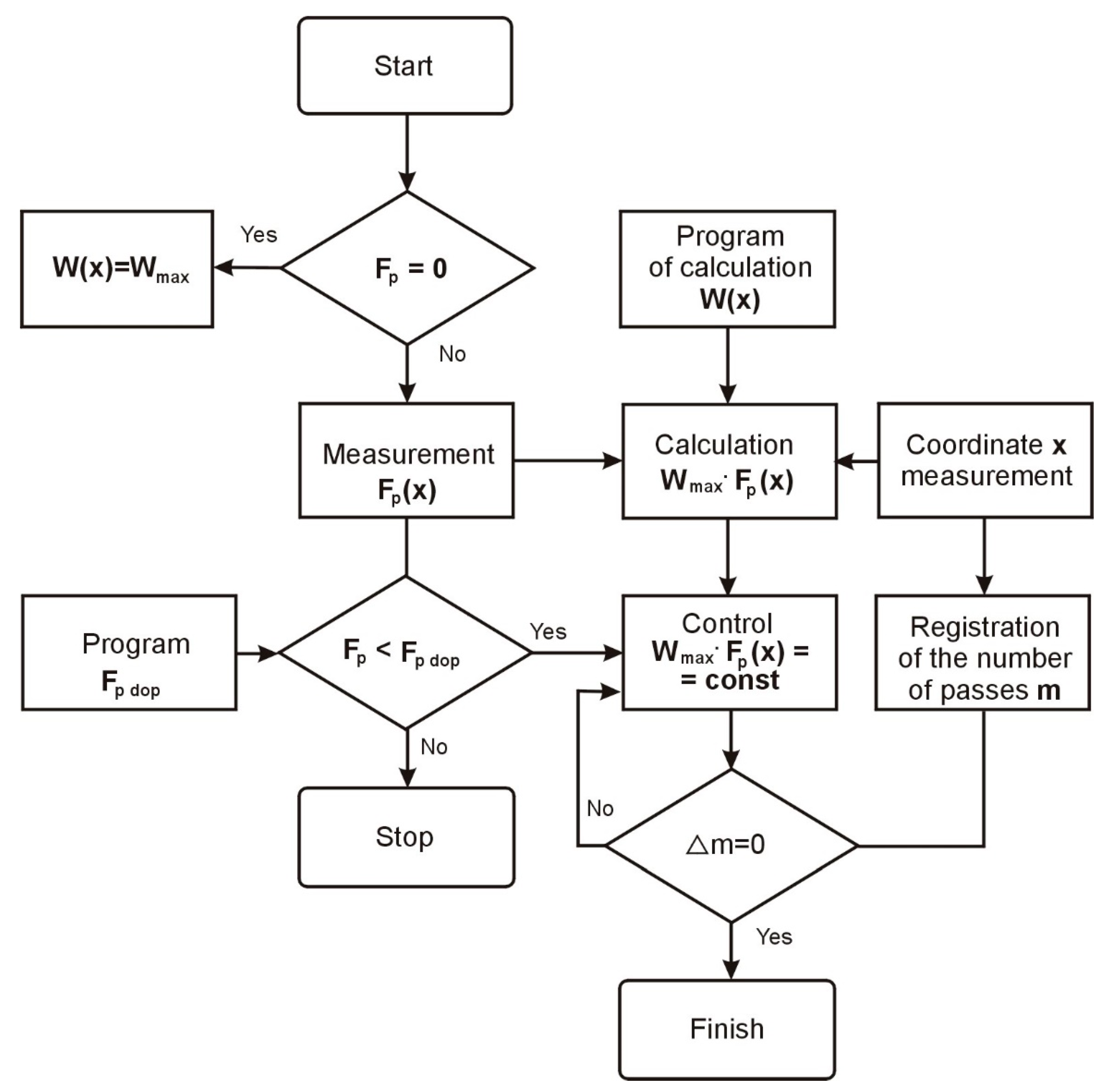
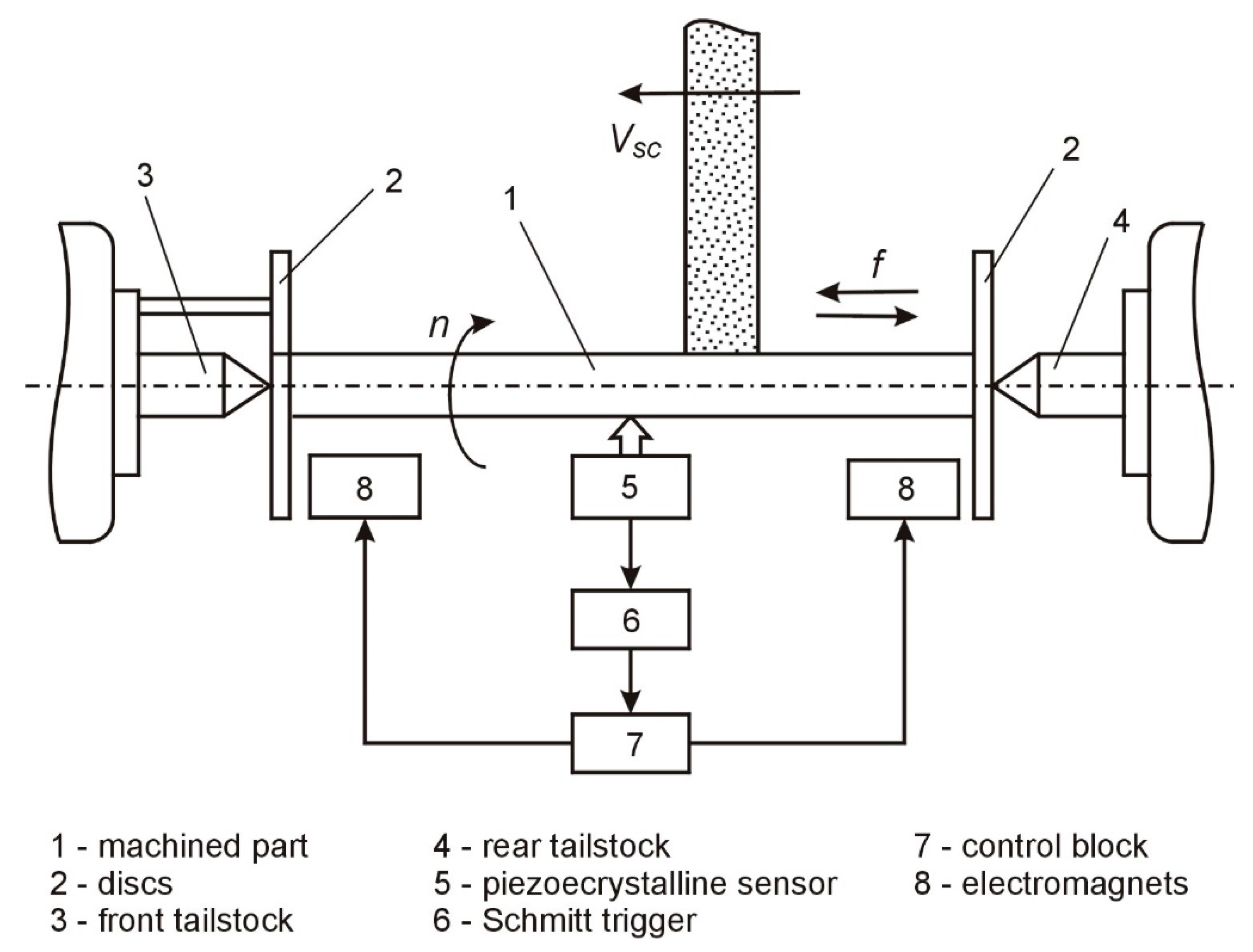
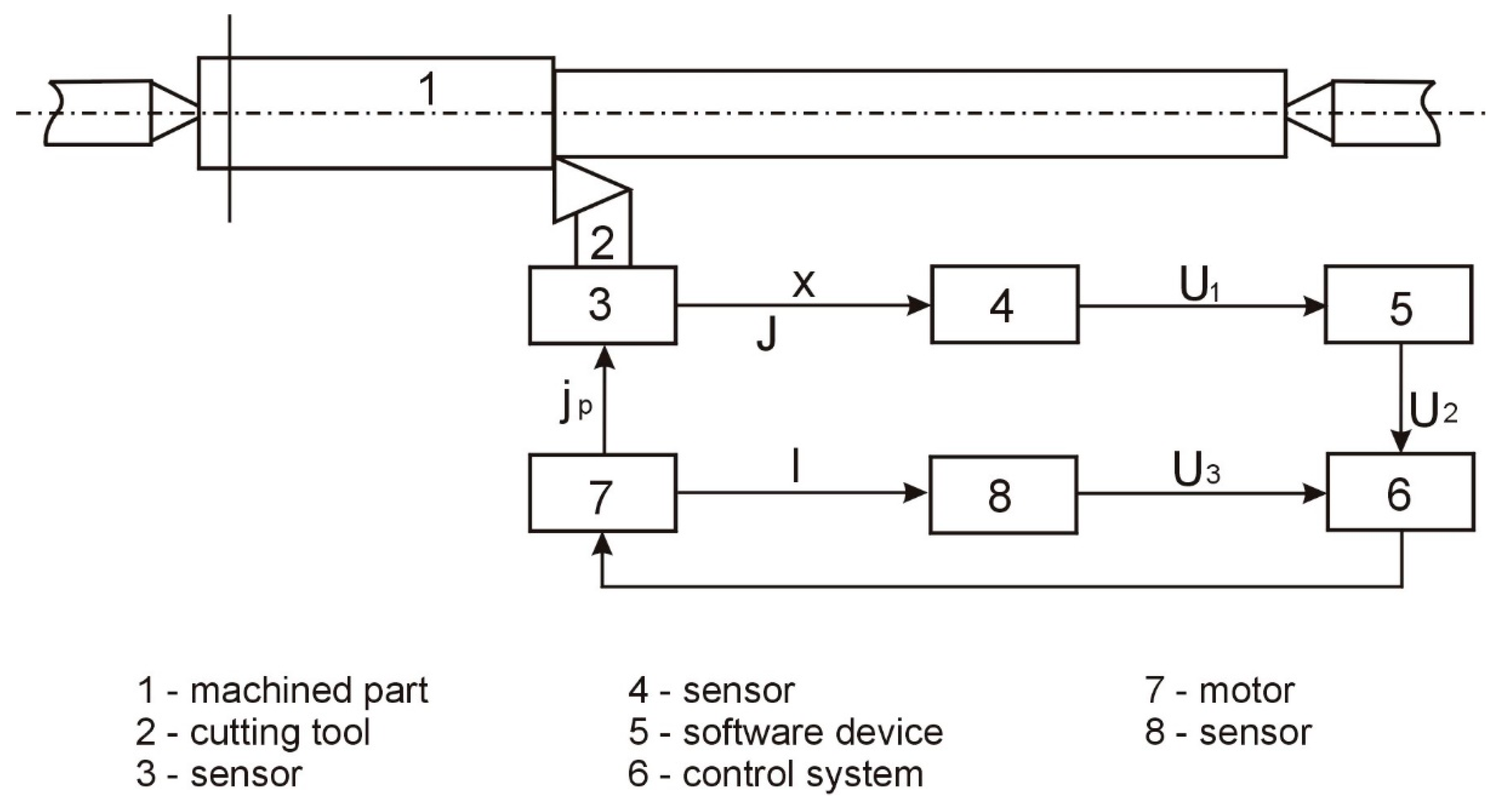
2.2. Adaptive Control of the Machining Process
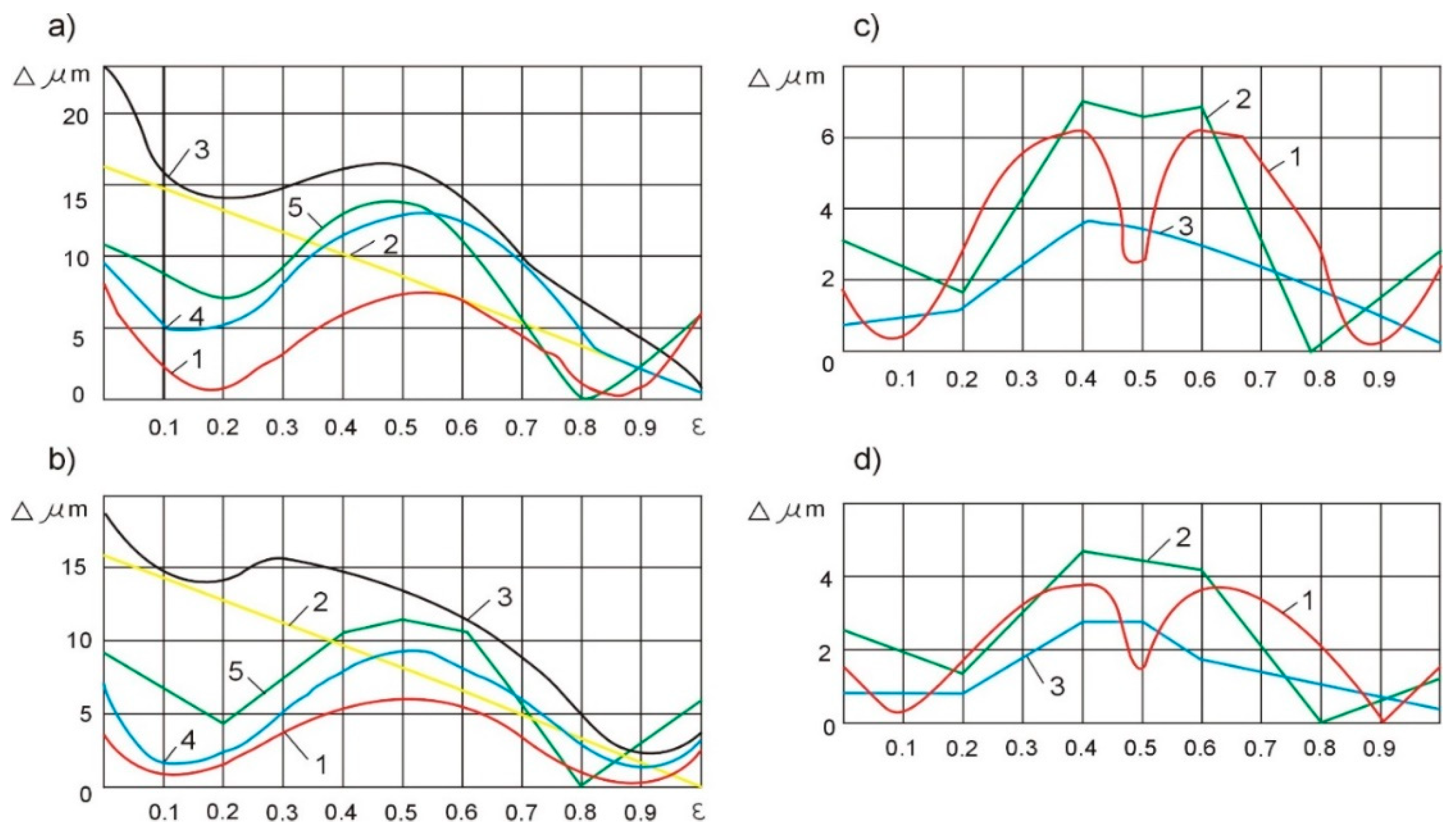
3. Experimental Research in the Field of Increasing the Accuracy of the Machining Process
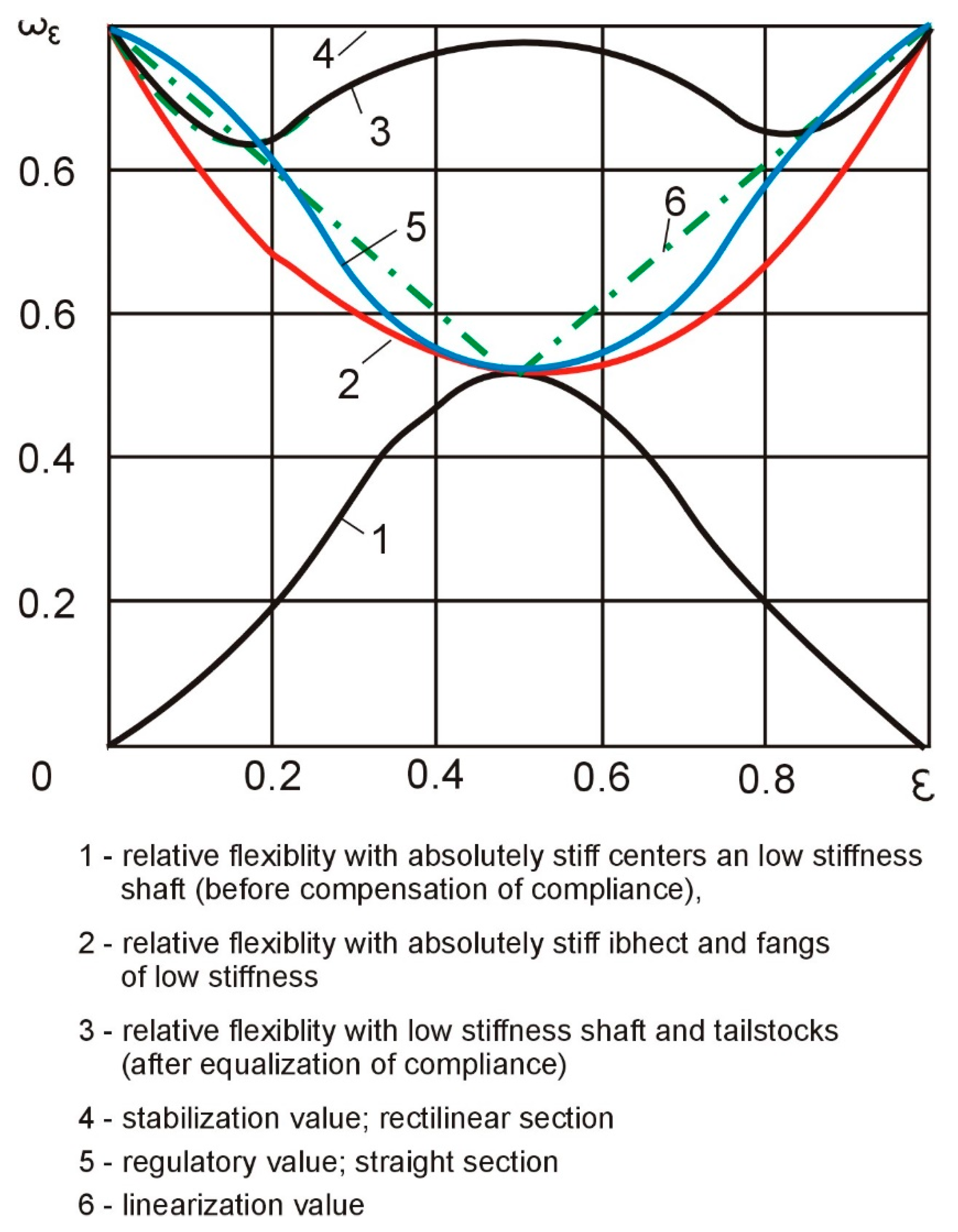
- The stiffness of the tusks is much higher than the stiffness of the blank (the compliance is not evened out and does not adjust);
- The compliance of the tusks is equal to the double compliance of the blank and does not change during the processing (the passive compensation of the compliance);
- The compliance of the tailstocks is adjusted along the treated surface (the active compliance compensation).
- (a)
- the linearization regulation and
- (b)
- program regulation, according to the equation:
4. Conclusions
- -
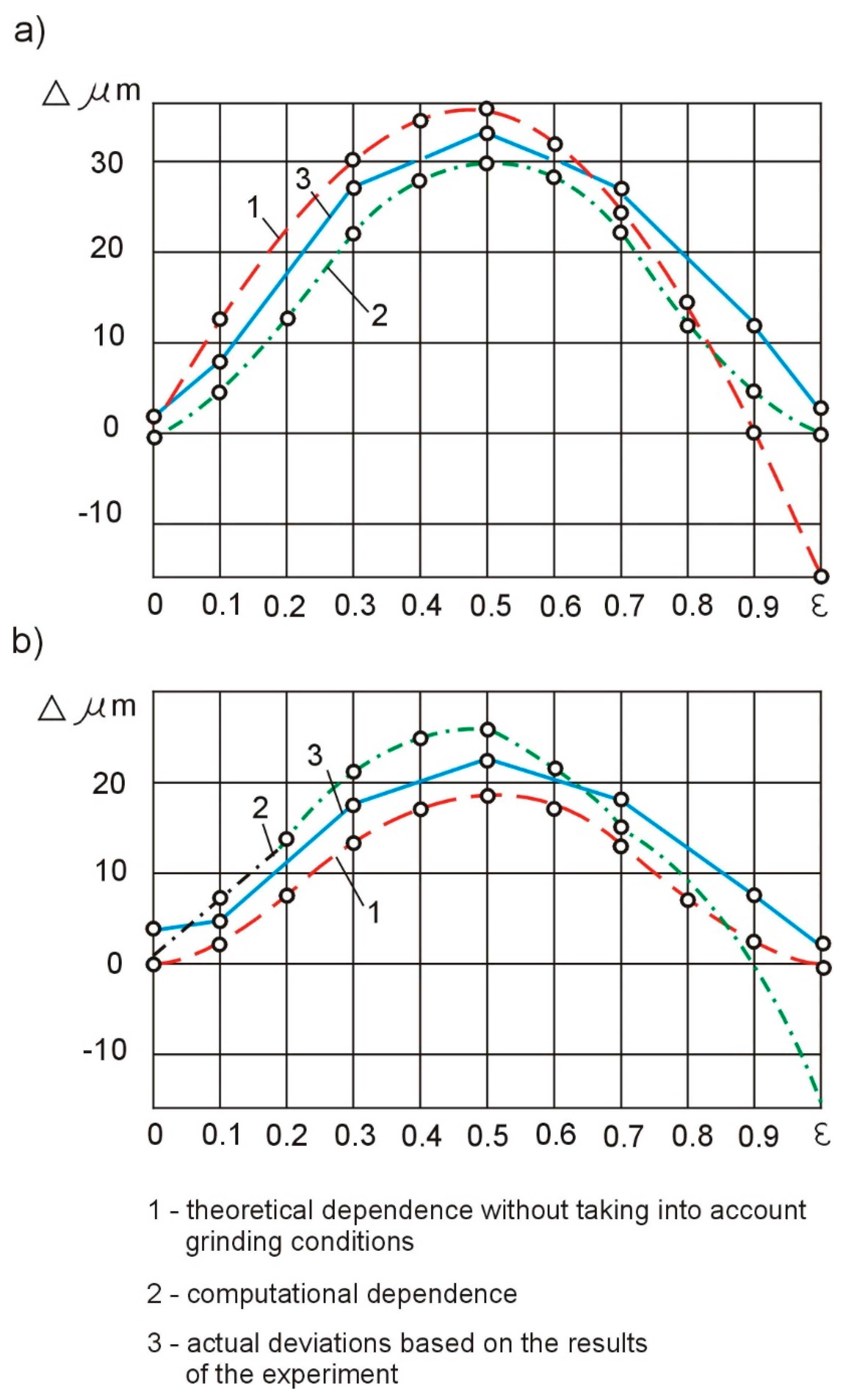
- The geometric inaccuracy of the machine tool does not depend on the dimensions of the samples and the grinding conditions and can be reduced as a result of an increase in the stiffness and, thus, a reduction in the tailstock deflection.
- -
- The susceptibility of the technological system can be compensated for by deliberately weakening the tailstocks (if there is no geometric inaccuracy in the machine tool, then the flexibility of the spindle and tailstock should be the same). The geometrical inaccuracy of the machine tool introduces a systematic inaccuracy to the machining’s results.
- -
- In the case of the occurrence of geometrical inaccuracies of the machine tool, the technological system does not ensure an increase in the accuracy of the shape of the machined part.
- -
- The uneven weakening of the centers enables the compensation of the shape deviation caused by the geometric inaccuracy of the machine tool and increases the machining’s accuracy.
- -
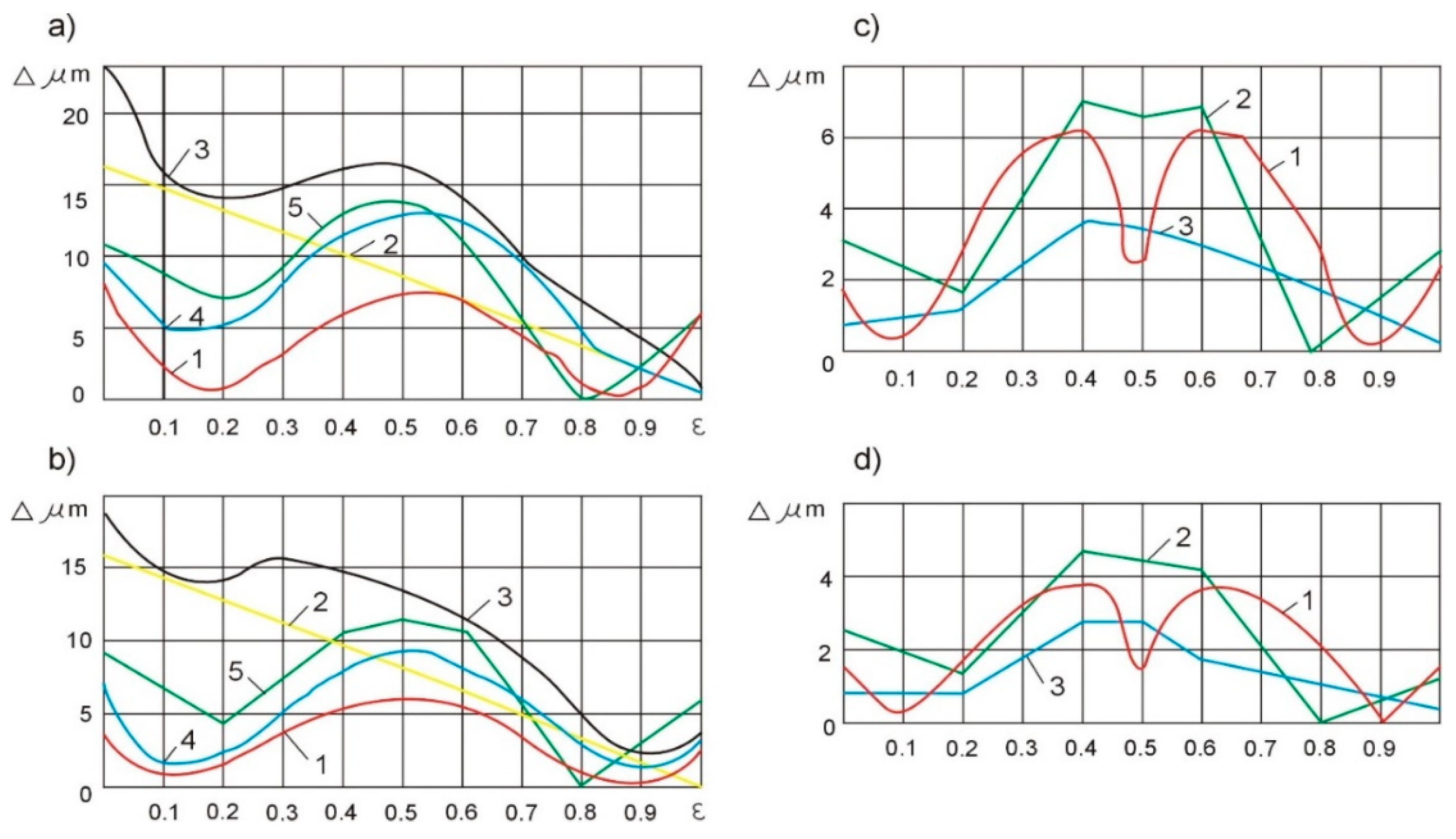
- In comparison with the passive compliance equalization, the linearization control ensures a two-fold increase in the shape accuracy and in the software control, about a four times increase.
- -
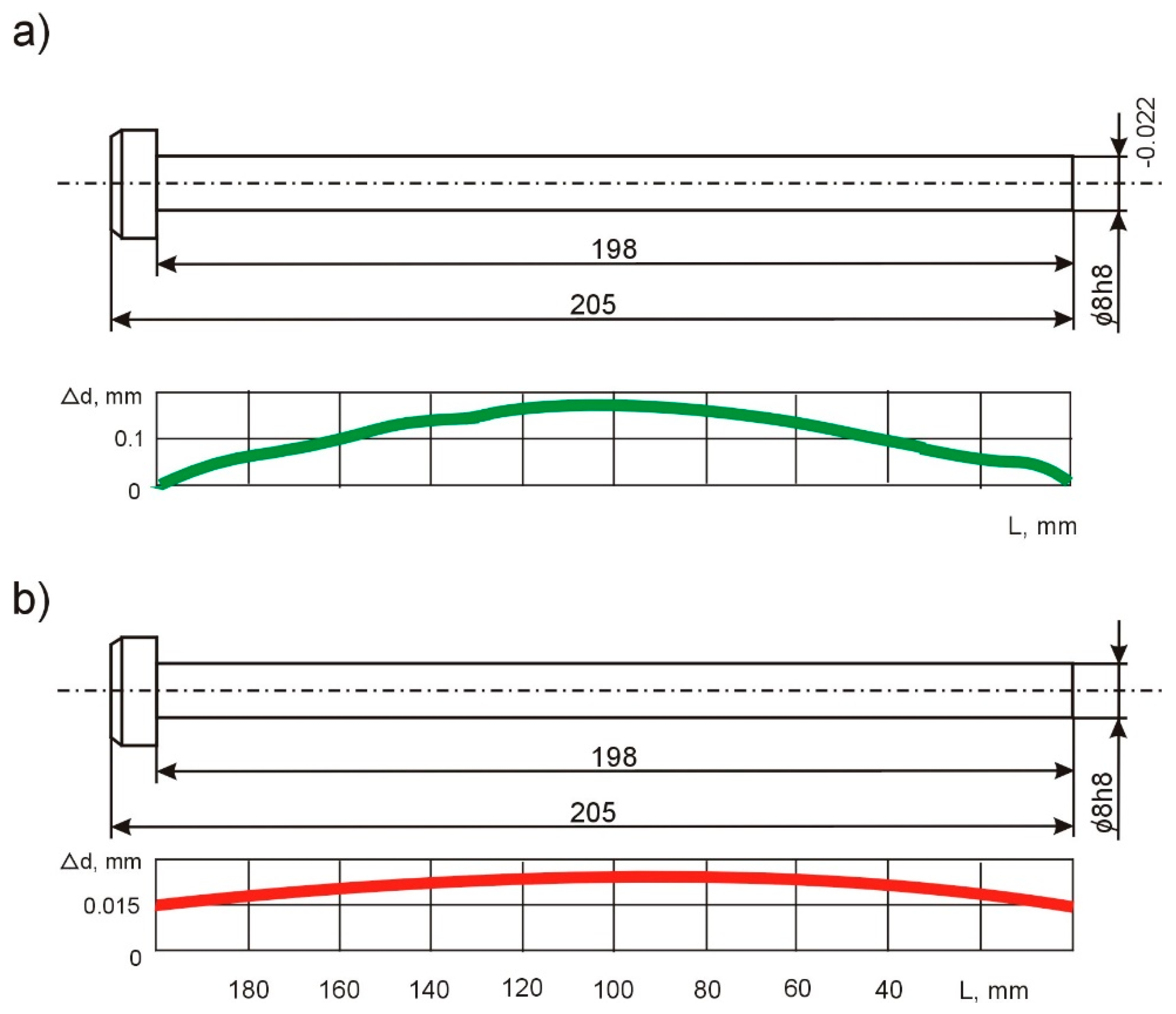
- Compared to the uncontrolled grinding process of shafts of low stiffness (with diameters d = 8 mm and d = 14 mm), the programmable compliance control increases the accuracy of the shape by one row.
- •
- A further increase in the accuracy of the shape while automating the processes of the abrasive machining of the shafts with low stiffness is associated with the use of adaptive control.
- •
- The machining of the shafts and axes of the precision mechanics adaptive devices (d = 8 mm and L = 200 mm) shows that it is possible to reduce the longitudinal shape inaccuracy by even seven times.
5. Patents
- Lathe tailstock [patent no. 212961]/Victor Taranenko, Antoni Świć, Dariusz Wołos, Georgiy Taranenko—Official Gazette of the Patent Office, 2012, No. 12, p. 2897;
- Lathe tailstock [patent no. 211537]/Victor Taranenko, Antoni Świć, Dariusz Wołos, Georgiy Taranenko—Official Gazette of the Patent Office, 2012, No. 5, p. 1073;
- Lathe tailstock [patent no. 213606]/Victor Taranenko, Antoni Świć, Dariusz Wołos, Georgiy Taranenko, Jakub Szabelski—Official Gazette of the Patent Office, 2013, No. 4, p. 851;
- Lathe tailstock [patent no. 214058]/Victor Taranenko, Antoni Świć, Dariusz Wołos, Georgiy Taranenko, Jakub Szabelski—Official Gazette of the Patent Office, 2013, No. 6, p. 1426.1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Morozow, D.; Barlak, M.; Werner, Z.; Pisarek, M.; Konarski, P.; Zagórski, J.; Rucki, M.; Chałko, L.; Łagodziński, M.; Narojczyk, J.; et al. Wear Resistance Improvement of Cemented Tungsten Carbide Deep-Hole Drills after Ion Implanataion. Materials 2021, 14, 239. [Google Scholar] [CrossRef]
- Gurauskis, D.; Przystupa, K.; Kilikevičius, A.; Skowron, M.; Matijošius, J.; Caban, J.; Kilikevičienė, K. Development and Experimental Research of Different Mechanical Designs of an Optical Linear Encoder’s Reading Head. Sensors 2022, 22, 2977. [Google Scholar] [CrossRef]
- Świć, A.; Wołos, D.; Gola, A.; Kłosowski, G. The Use of Neural Networks and Genetic Algorithms to Control Low Rigidity Shafts Machining. Sensors 2020, 20, 4683. [Google Scholar] [CrossRef]
- Dobrzynski, M.; Mietka, K. Surface Texture after Turning for Various Workpiece Rigidities. Machines 2021, 9, 9. [Google Scholar] [CrossRef]
- Krzyzak, A.; Kosicka, E.; Borowiec, M.; Szczepaniak, R. Selected Tribological Properties and Vibrations in the Base Resonance Zone of the Polymer Composite Used in the Aviations Industry. Materials 2020, 13, 1364. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.L.; Ma, C.; Wang, S.L.; Wang, S.B.; Yang, B. Contact stiffness a spindle-tool holder based on fractal theory and multi-scale contact mechanics. Mech. Syst. Signal Processing 2019, 119, 363–379. [Google Scholar] [CrossRef]
- Orynycz, O. Influence of tillage technology on energy efficiency of rapeseed plantation. Proceedia Eng. 2017, 182, 532–539. [Google Scholar] [CrossRef]
- Yang, Y.H.; Guo, J.Y.; Yu, C. Analysis to the Influences of Cutting Force to Machining Deformation of a Titanium Alloy Thin-wall Tube. Adv. Mater. Res. 2012, 366, 510–513. [Google Scholar] [CrossRef]
- Świć, A.; Gola, A.; Wołos, D.; Opielak, M. Micro-geometry surface modelling in the process of low-rigidity elastic-deformable shafts turning. Iran. J. Sci. Technol. Trans. Mech. Eng. IJSTM 2016, 41, 159–167. [Google Scholar] [CrossRef]
- Zubrzycki, J.; Swic, A.; Taranenko, V. Mathematical Model of the Hole Drilling Process and Typical Automated Process for Designing Hole Drilling Operations. Appl. Mech. Mater. 2012, 282, 221. [Google Scholar] [CrossRef]
- Anifantis, A.S.; Colantoni, A.; Pascuzzi, S.; Santoro, F. Photovoltaic and Hydrogen Plant Integrated with a Gas Heat Pump for Greenhouse Heating: A Mathematical Study. Sustainability 2018, 10, 378. [Google Scholar] [CrossRef] [Green Version]
- Swic, A.; Draczew, A.; Gola, A. Method of achieving accuracy of thermo-mechanical treatment of low-rigidity shafts. Adv. Sci. Technol.—Res. J. 2016, 10, 62–70. [Google Scholar] [CrossRef]
- Tyskevich, V.N.; Sarazov, A.V.; Orlov, S.V. Simulation of maximum elastic deformations during flat grinding of low-rigidity prismatic workpieces. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 022048. [Google Scholar] [CrossRef]
- Tyskevich, V.N.; Sarazov, A.V.; Nosenko, V.A. Optimization of conditions for small grid prismatic workpieces flat grinding by elastic deformations. IOP Conf. Ser. Mater. Sci. Eng. 2020, 709, 8. [Google Scholar]
- Mehdi, K. Modal Analysis and Experimental Plan of Thin-Walled Workpieces in Turning Cutting Process. In Proceedings of the 2020 11th International Conference on Mechanical and Aerospace Engineering (ICMAE), Athens, Greece, 14–17 July 2020; pp. 155–161. [Google Scholar]
- Swic, A.; Wolos, D.; Zubrzycki, J.; Opielak, M.; Gola, A.; Taranenko, V. Accuracy Control in the Machining of Low Rigidity Shafts. Appl. Mech. Mater. 2014, 613, 357. [Google Scholar] [CrossRef]
- Świć, A.; Gola, A. Theoretical and Experimental Identification of Frequency Characteristics and Control Signals of a Dynamic System in the Process of Turning. Materials 2021, 14, 2260. [Google Scholar] [CrossRef]
- Shao, Y.Z.; Cheng, K. Integrated modelling and analysis of micro-cutting mechanics with the precision surface genereation in abrasive flow machining. Int. J. Adv. Manuf. Technol. 2019, 105, 4571–4583. [Google Scholar] [CrossRef] [Green Version]
- Struzikiewicz, G.; Zebala, W. Strain simulation in face turning of Ti6Al4V thin-walled parts. Proc. SPIE 2017, 10445, UNSP 104455F. [Google Scholar]
- Stoma, P.; Stoma, M.; Dudziak, A.; Caban, J. Bootstrap Analysis of the Production Processes Capability Assessment. Appl. Sci. 2019, 9, 5360. [Google Scholar] [CrossRef] [Green Version]
- Gorbayuk, S.; Kondratenko, V.; Sedykh, L. Investigation of Deep Hole Drill Stability when Using a Steady Rest. Mater. Today—Proc. 2019, 11, 258–264. [Google Scholar] [CrossRef]
- Fei, J.X.; Lin, B.; Huang, T.; Xiao, J.L. Thin floor milling using moving support. Int. J. Adv. Manuf. Technol. 2022, 120, 1385–1397. [Google Scholar] [CrossRef]
- Sahraoui, Z.; Mehdi, K.; Ben Jaber, M. Experimental Study of the Dynamic Behavior of Thin-Walled Tubular Workpieces In Turning Cutting Process. J. Adv. Manuf. Syst. 2021, 20, 75–93. [Google Scholar] [CrossRef]
- Peng, Z.L.; Zhang, D.Y.; Zhang, X.Y. Chatter stability and precision during high-speed ultrasonic vibration cutting of a thin-walled titanium cylinder. Chin. J. Aeronaut. 2020, 33, 3535–3549. [Google Scholar] [CrossRef]
- Sada, S.O. Improving the predictive accuracy of artificial neural network (ANN) approach in a mild steel turning operation. Int. J. Adv. Manuf. Tech. 2021, 112, 2389–2398. [Google Scholar] [CrossRef]
- Olvera, D.; López de Lacalle, L.N.; Compeán, F.I.; Fz-Valdivielso, A.; Lamikiz, A.; Campa, F.J. Analysis of the Tool Tip Radial Stiffness of Turn-Milling Centers. Int. J. Adv. Manuf. Technol. 2012, 60, 883–891. [Google Scholar] [CrossRef]
- Shashok, A.V.; Kutyshkin, A.V. Control of accuracy of turning treatment of parts of machines based on fuzzy logic algorithms. J. Phys. Conf. Ser. 2019, 1333, 042029. [Google Scholar] [CrossRef]
- Salgado, M.A.; López de Lacalle, L.N.; Lamikiz, A.; Munoa, J.; Sánchez, J.A. Evaluation of the stiffness chain on the deflection of End-Mills under Cutting Forces. Int. J. Mach. Tools Manuf. 2005, 45, 727–739. [Google Scholar] [CrossRef]
- Czajka, B.; Rozylo, P.; Debski, H. Stability and Failure of Thin-Walled Composite Structures with a Square Cross-Section. Appl. Comput. Sci. 2022, 18, 43–55. [Google Scholar]
- Zhang, Y.; Huang, Y.; Wang, Y. Research on Compound PID Control Strategy Based on Input Feedforward and Dynamic Compensation Applied in Noncircular Turning. Micromachines 2022, 13, 341. [Google Scholar] [CrossRef]
- Kishore, K.; Sinha, M.K.; Singh, A.; Archana; Gupta, M.K.; Korkmaz, M.E. A comprehensive review of the grinding process: Advancements, applications and challenges. Proceeding Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022. [Google Scholar] [CrossRef]
- González, H.; Calleja, A.; Pereira, O.; Ortega, N.; López de Lacalle, L.N.; Barton, M. Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- Shabiliy, N.; Lupenko, S.; Yasniy, O.; Malyshevska, O. Keystroke Dynamics Analysis using Machine Learning Methods. Appl. Comput. Sci. 2021, 17, 75–83. [Google Scholar]
- Panahi, H.; Lone, S.A. Estimation procedures for partially accelerated life test model based on unified hybrid censored sample from the Gompertz distribution. Eksploat. i Niezawodn.—Maint. Reliab. 2022, 24, 427–436. [Google Scholar] [CrossRef]
- Fujii, H.; Onishi, T.; Lin, C.H.; Sakakura, M.; Ohashi, K. Improvement of form accuracy in cylindrical traverse grinding with steady rest by controlling traverse speed. J. Adv. Mech. Des. Syst. Manuf. 2021, 15, 20–00505. [Google Scholar] [CrossRef]
- Dumanli, A.; Sencer, B. Active control of high frequency chatter with machine tool feed drives in turning. CIRP Ann. Manuf. Technol. 2021, 70, 309–312. [Google Scholar] [CrossRef]
- Vasanth, X.A.; Paul, P.S.; Lawrence, G.; Varadarajan, A.S. Vibration control techniques during turning process: A review. Aust. J. Mech. Eng. 2021, 19, 221–241. [Google Scholar] [CrossRef]
- Lyu, Y.; Jiang, Y.; Zhang, Q.; Chen, C. Remaining useful life prediction with insufficient degradation data based on deep learning approach. Eksploat. i Niezawodn.—Maint. Reliab. 2021, 23, 427–436. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Angle αk in (Degrees) | Cross-Sectional Area, S mm2 | Moment of Inertia, mm4 | Susceptibility, µm/N | Elastic Deformation, µm from Workforces | |||
|---|---|---|---|---|---|---|---|
| Iy | Iz | Fp | Fc | FP = 15 N | Fc = 0.5 FP | ||
| ωY = 1.6 × 10−3·lk3/IY | ωZ = 1.6 × 103·lk3/IZ | YY = FP·ωY | YZ = Fc·ωZ | ||||
| Tailstocks with a diameter of 32 mm | |||||||
| 120 | 147 | 610 | 5736 | 0.9 | 0.1 | 13.5 | 0.75 |
| 135 | 198 | 1233 | 8997 | 0.45 | 0.06 | 6.75 | 0.45 |
| 150 | 254 | 2326 | 13,037 | 0.24 | 0.04 | 3.6 | 0.3 |
| 180 | 378 | 6324 | 22,622 | 0.09 | 0.02 | 1.35 | 0.15 |
| Tailstocks with a diameter of 22 mm | |||||||
| 120 | 74 | 231 | 1455 | 2.5 | 0.38 | 36.0 | 2.85 |
| 135 | 100 | 363 | 2282 | 1.5 | 0.24 | 22.5 | 1.8 |
| 150 | 128 | 659 | 3307 | 0.5 | 0.17 | 12.0 | 1.27 |
| 180 | 190 | 1604 | 5748 | 0.4 | 0.1 | 6.0 | 0.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Świć, A.; Gola, A.; Orynycz, O.; Tucki, K.; Matijošius, J. Technological Methods for Controlling the Elastic-Deformable State in Turning and Grinding Shafts of Low Stiffness. Materials 2022, 15, 5265. https://doi.org/10.3390/ma15155265
Świć A, Gola A, Orynycz O, Tucki K, Matijošius J. Technological Methods for Controlling the Elastic-Deformable State in Turning and Grinding Shafts of Low Stiffness. Materials. 2022; 15(15):5265. https://doi.org/10.3390/ma15155265
Chicago/Turabian StyleŚwić, Antoni, Arkadiusz Gola, Olga Orynycz, Karol Tucki, and Jonas Matijošius. 2022. "Technological Methods for Controlling the Elastic-Deformable State in Turning and Grinding Shafts of Low Stiffness" Materials 15, no. 15: 5265. https://doi.org/10.3390/ma15155265
APA StyleŚwić, A., Gola, A., Orynycz, O., Tucki, K., & Matijošius, J. (2022). Technological Methods for Controlling the Elastic-Deformable State in Turning and Grinding Shafts of Low Stiffness. Materials, 15(15), 5265. https://doi.org/10.3390/ma15155265