
Experimental Characterization and Numerical Simulation of Voids in CFRP Components Processed by HP-RTM

Abstract
:1. Introduction
2. Materials, Equipment and Methods
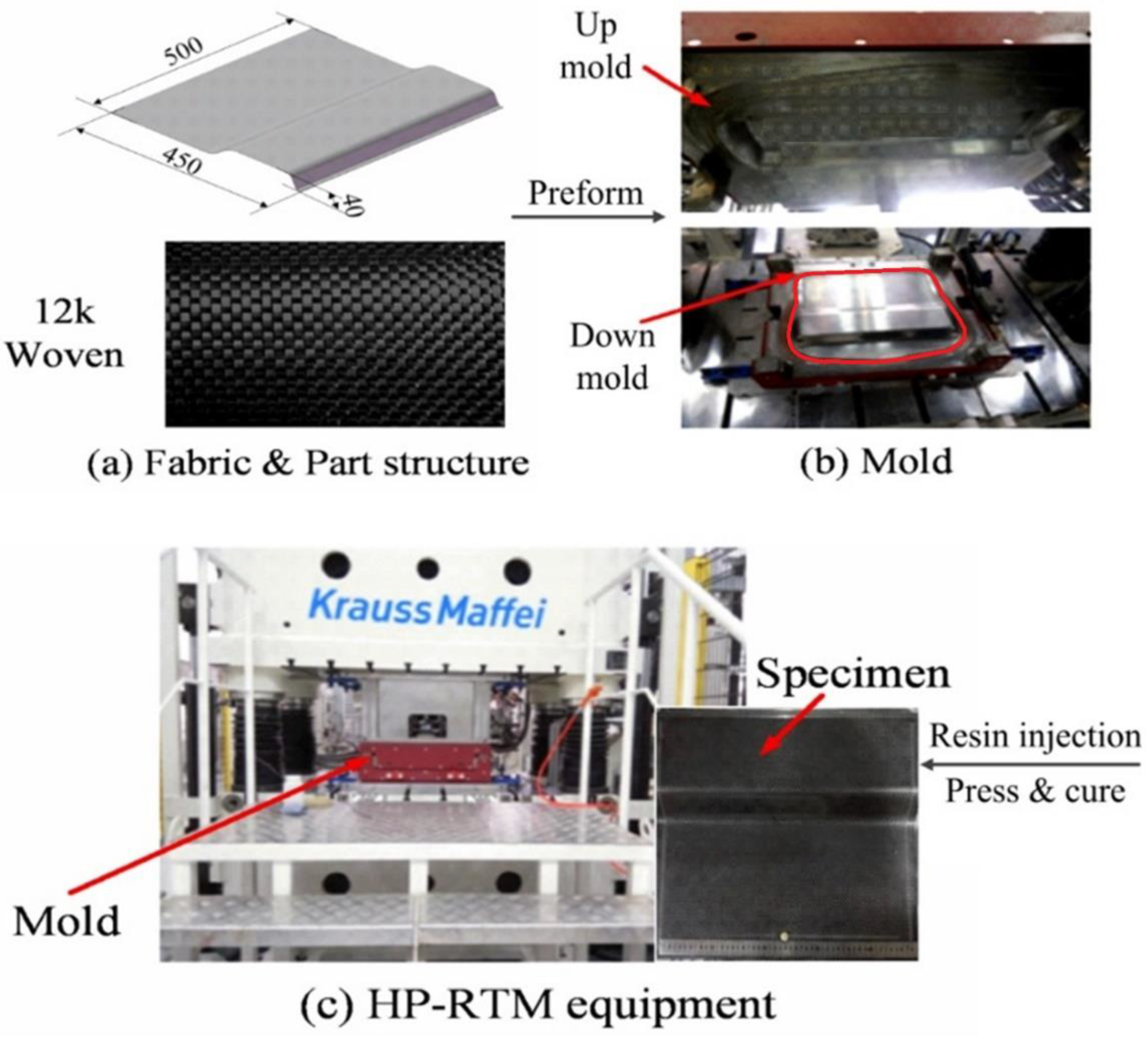
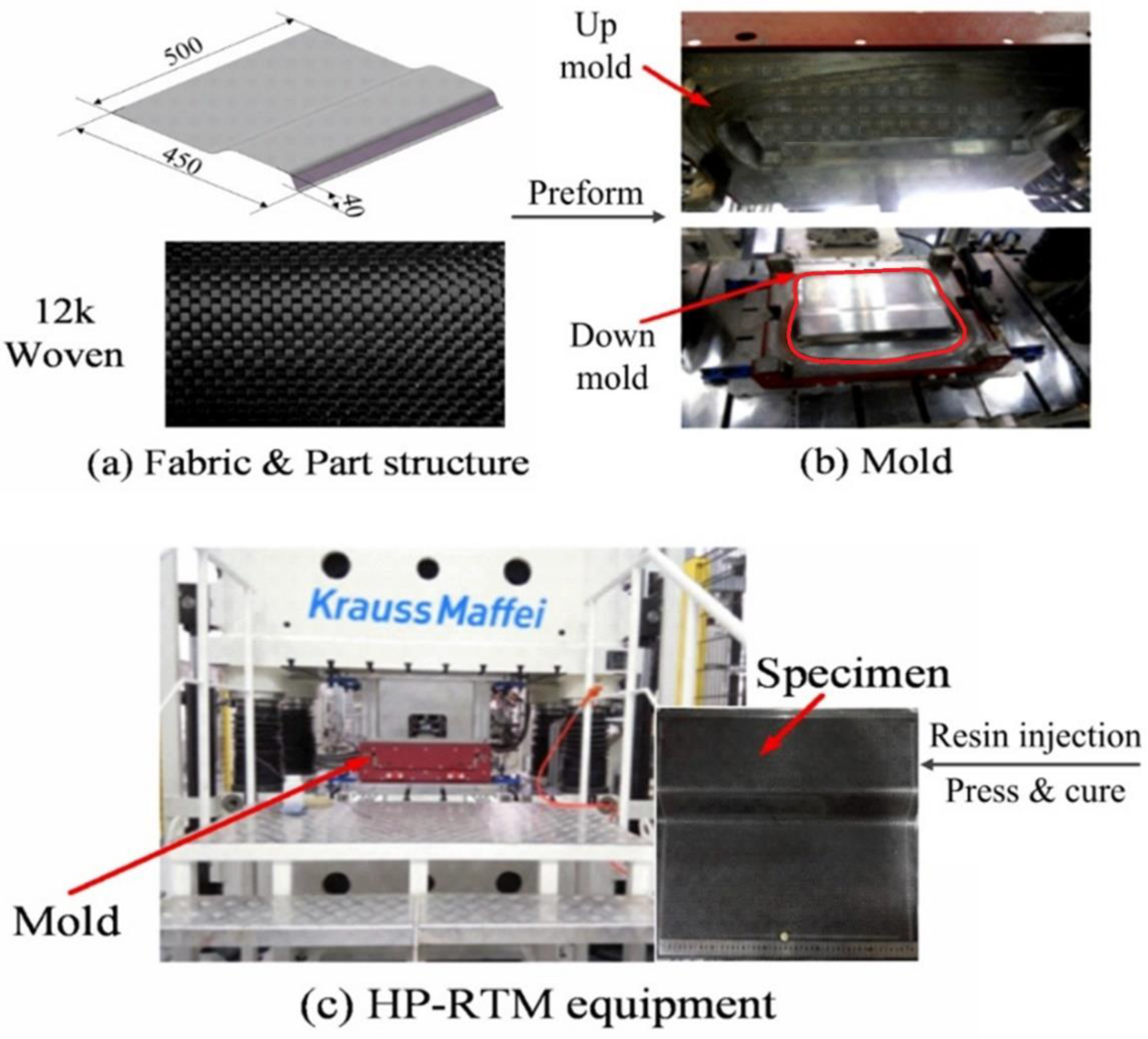
2.1. CFRP Components Processed by HP-RTM
2.2. Void Characterization and Flexural Property Test
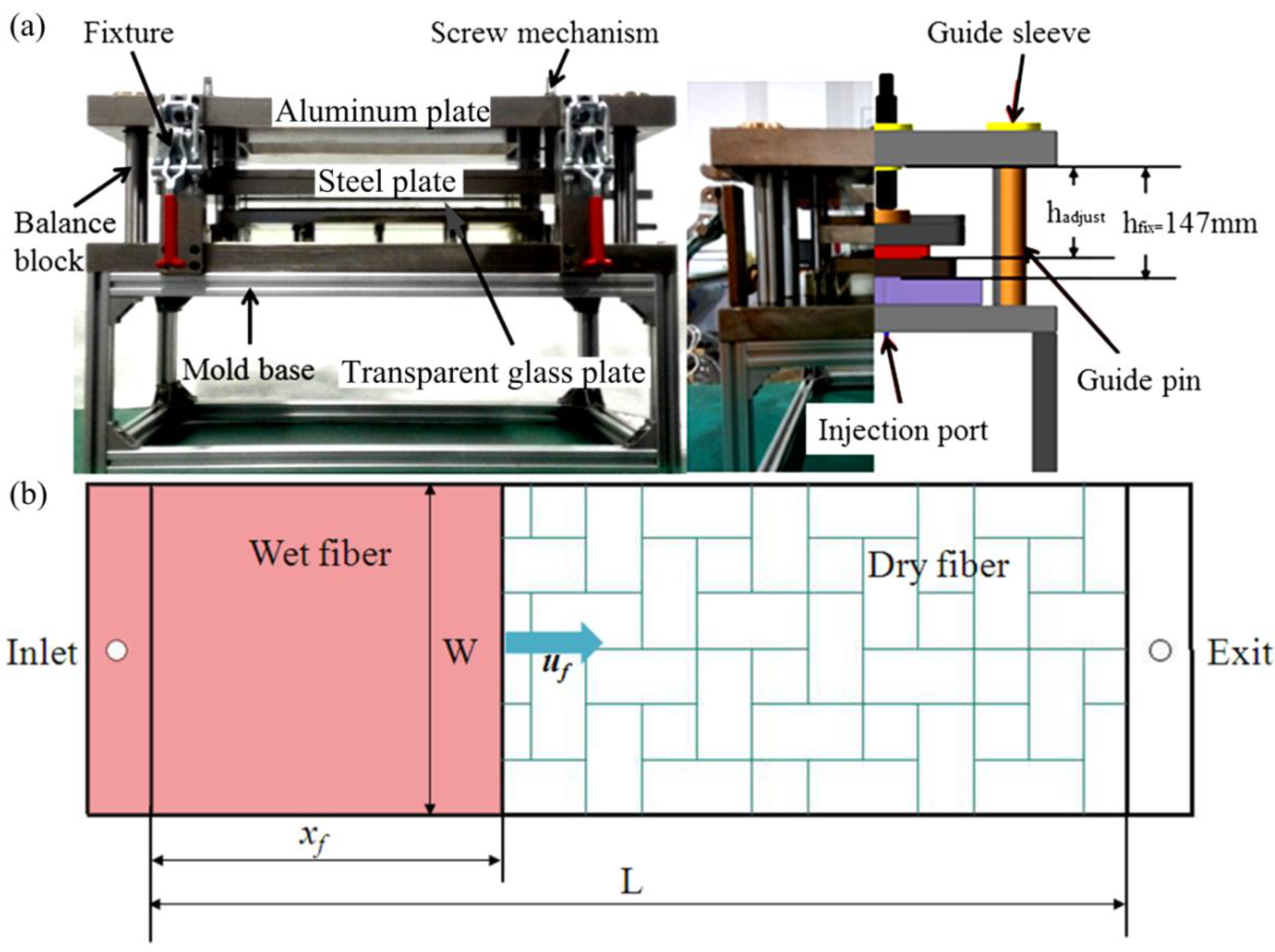
2.3. Permeability Measurements
3. Results and Discussion
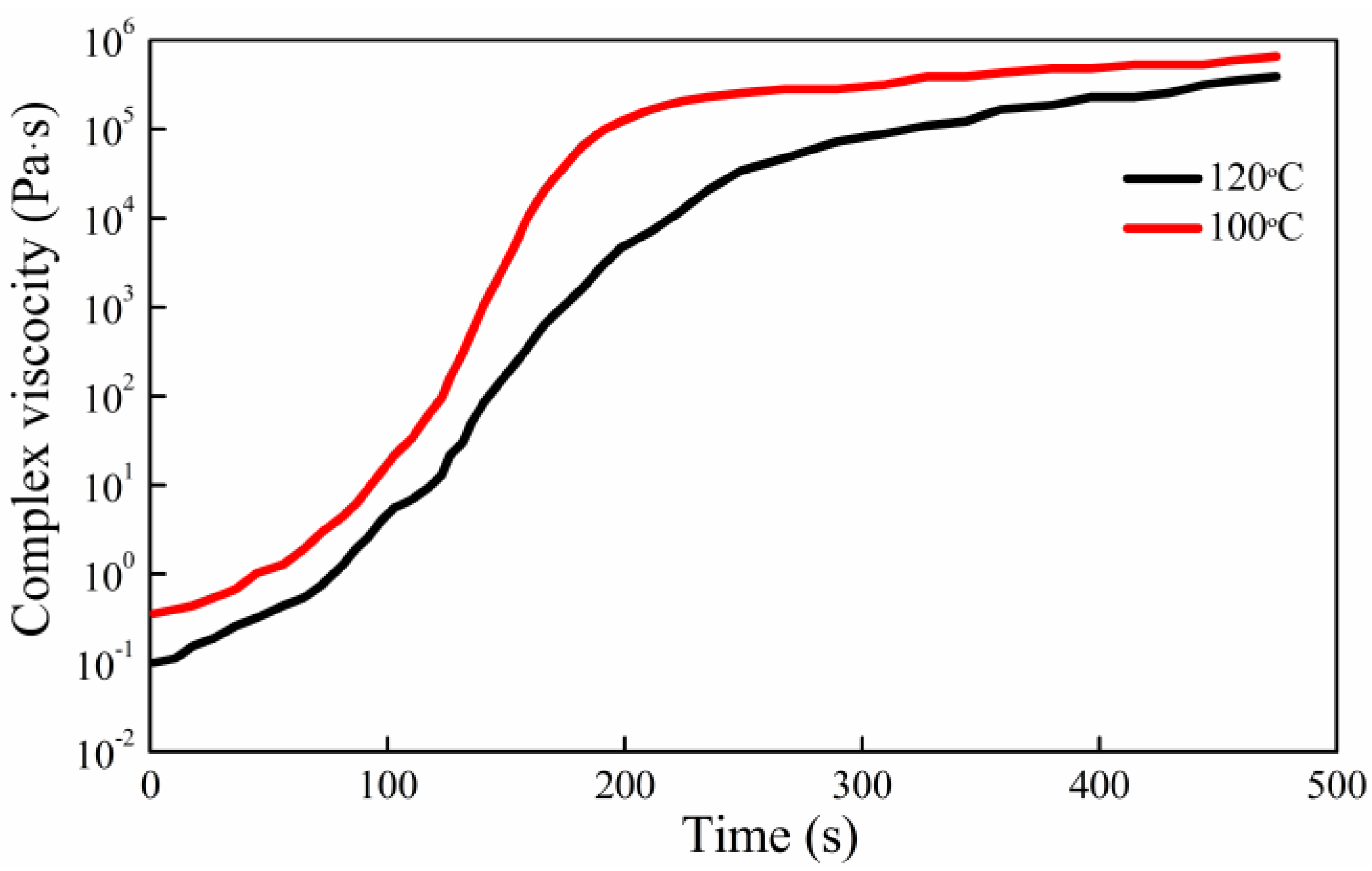
3.1. Permeability Analysis
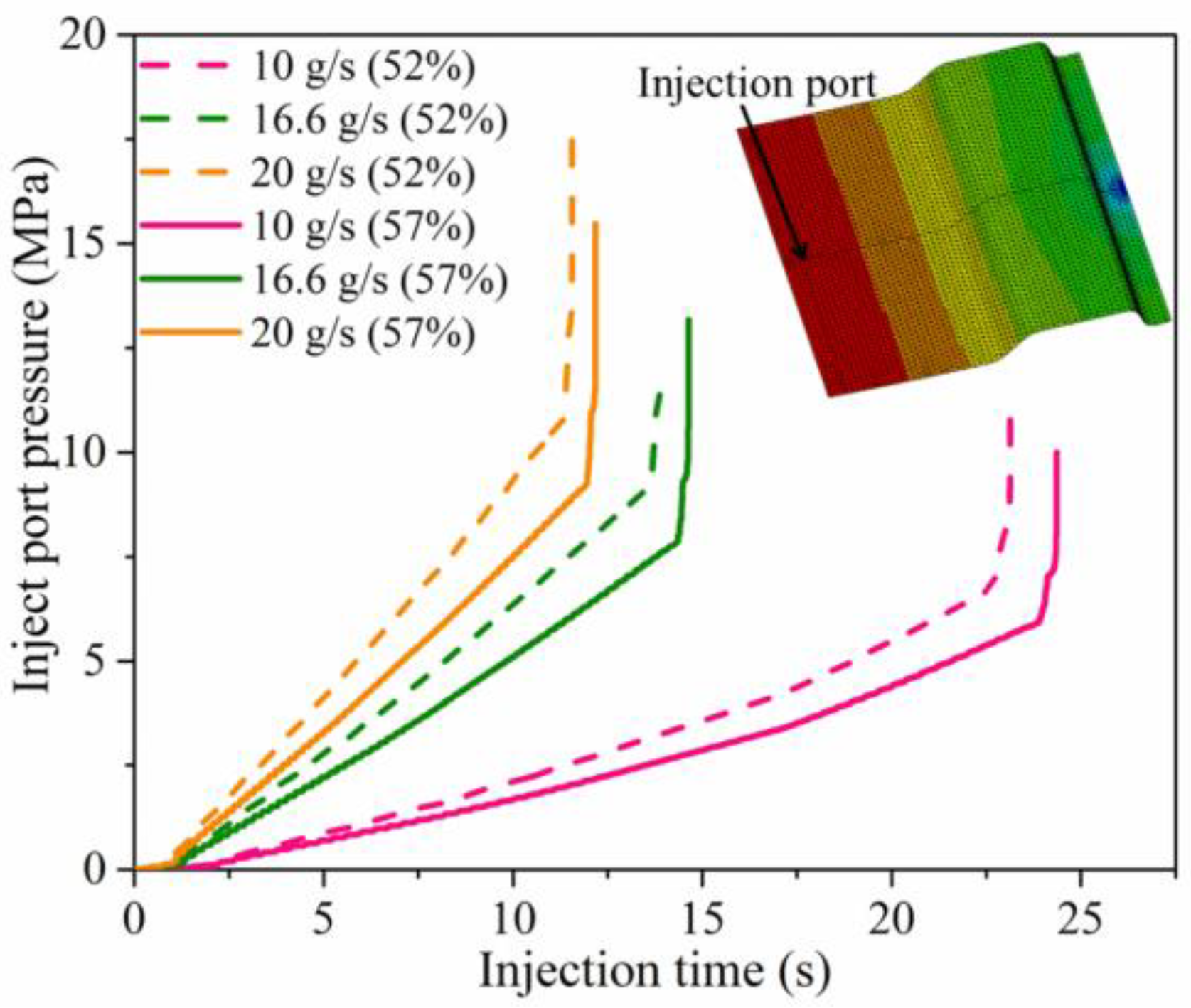
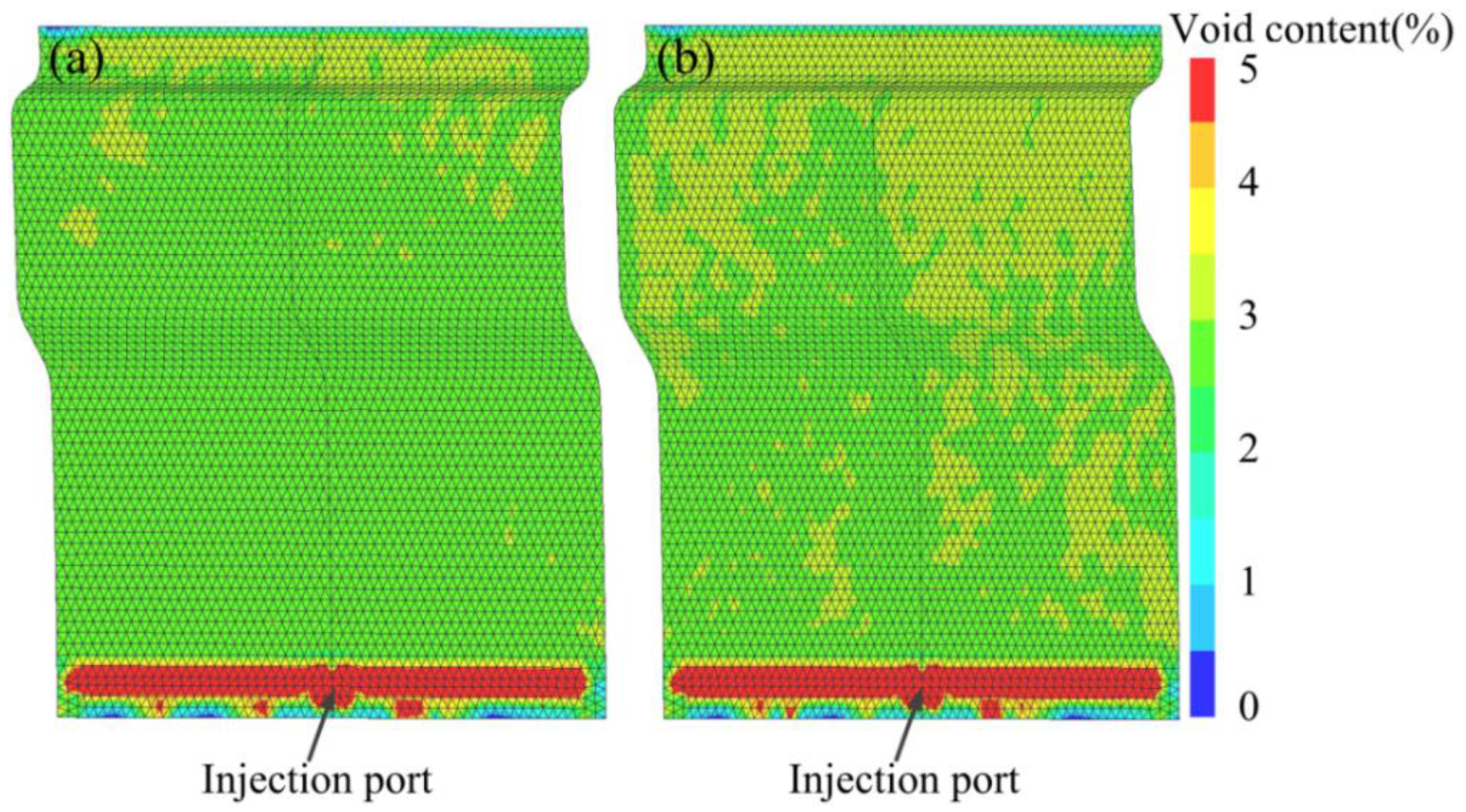
3.2. Numerical Simulation of HP-RTM Process
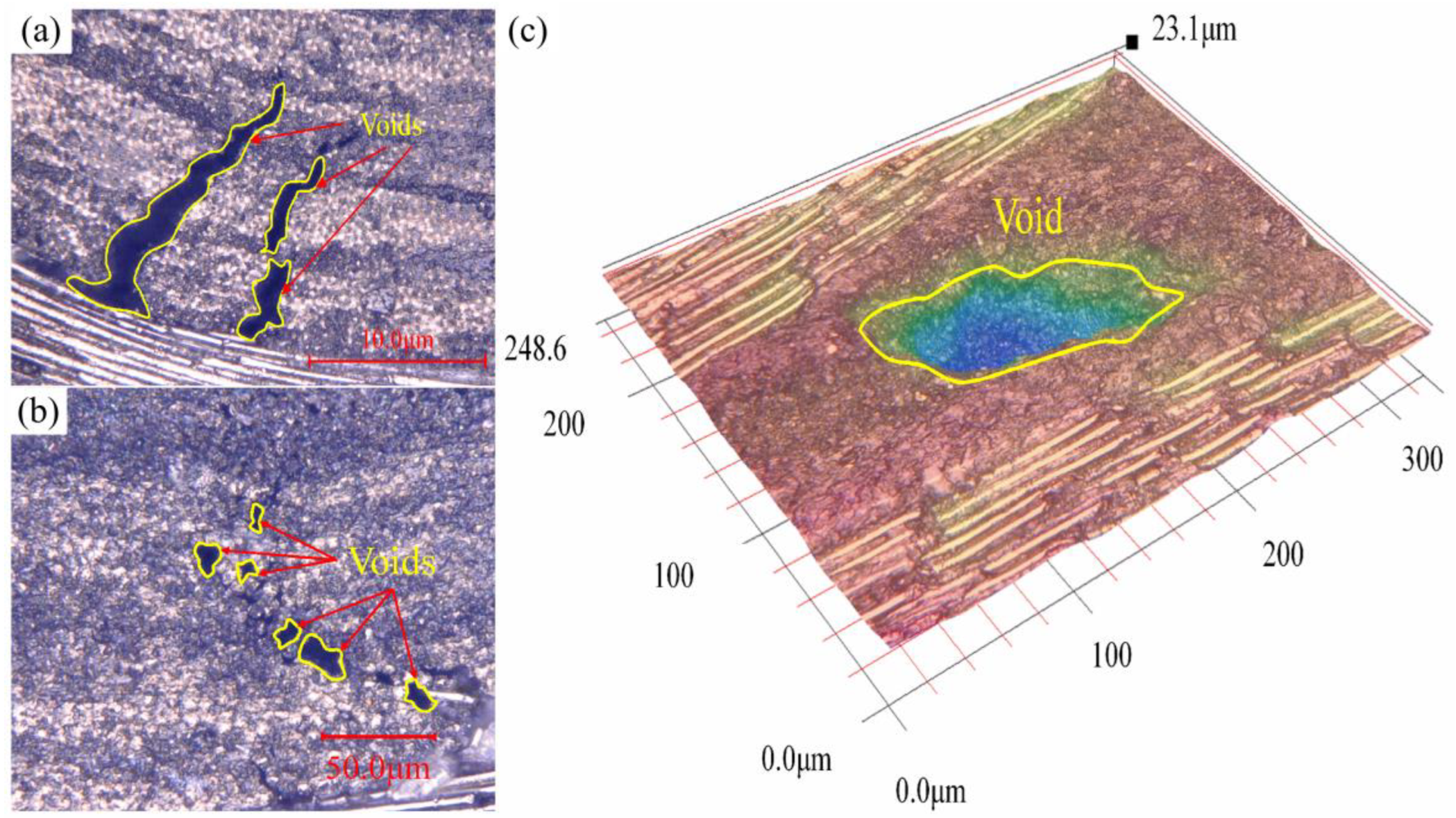
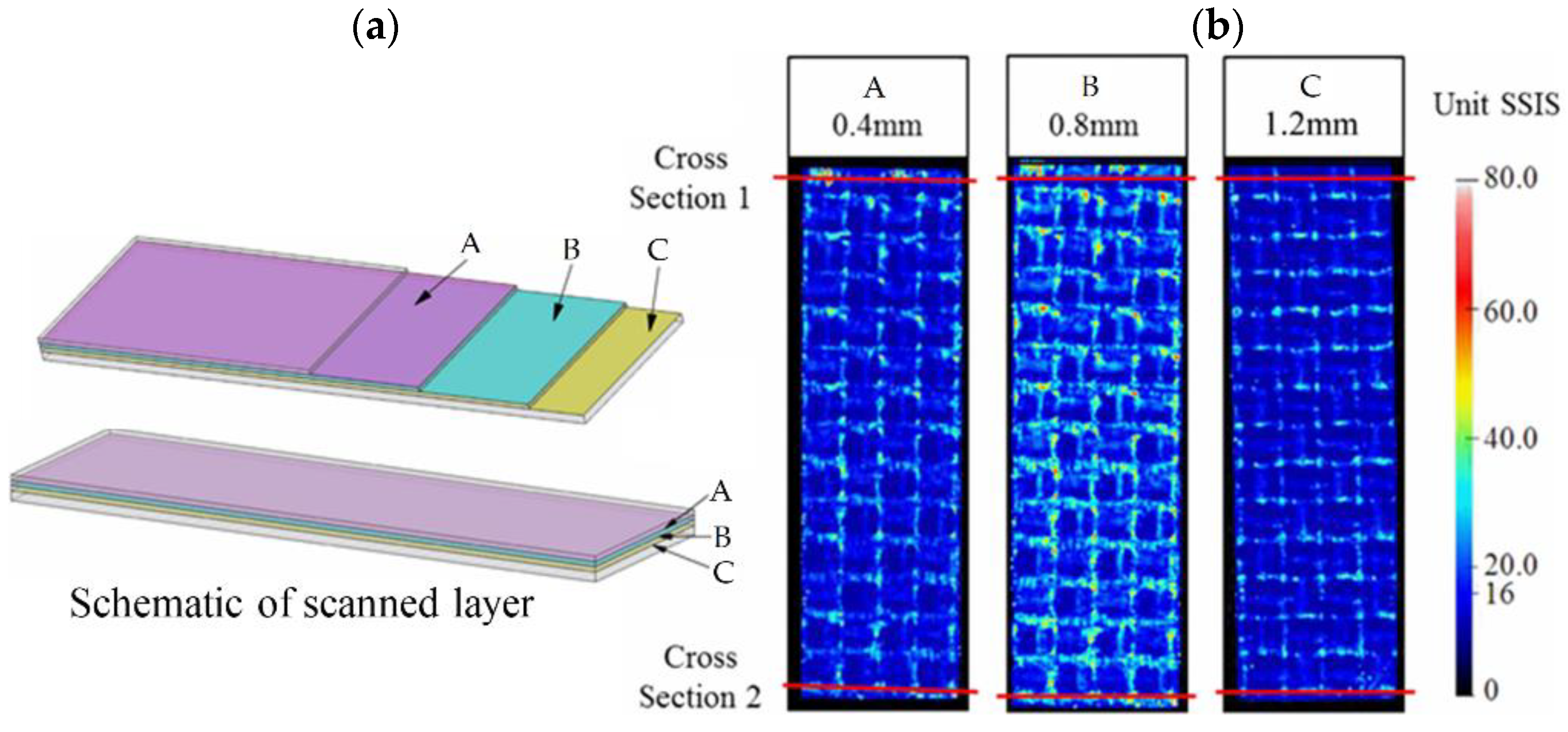
3.3. Void Characterization
3.4. Flexural Property
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiao, Z.; Mo, F.; Zeng, D.; Yang, C. Experimental and Numerical Study of Hat Shaped CFRP Structures under Quasi-Static Axial Crushing. Compos. Struct. 2020, 249, 112465. [Google Scholar] [CrossRef]
- Zhong, Z.; Chen, C.; Meng, X.; Cao, T.; Huang, Y.; Zhao, J. Tensile and Compressive Mechanical Properties and Failure Mechanism of Carbon Fiber/Epoxy Composites Prepared by Two Different Molding Processes. Hi-Tech. Fiber Appl. 2021, 46, 15–21. [Google Scholar]
- Duan, S.; Mo, F.; Yang, X.; Tao, Y.; Wu, D.; Peng, Y. Experimental and numerical investigations of strain rate effects on mechanical properties of LGFRP composite. Compos. Part. B 2016, 88, 101–107. [Google Scholar] [CrossRef]
- Duan, S.; Yang, X.; Tao, Y.; Mo, F.; Xiao, Z.; Wei, K. Experimental and numerical investigation of Long Glass Fiber Reinforced Polypropylene composite and application in automobile components. Transport 2017, 33, 1135–1143. [Google Scholar] [CrossRef] [Green Version]
- Wu, W.; Wang, W. Research Progress of RTM for Resin Matrix Composites. Fiber Compos. 2022, 39, 91–94. [Google Scholar]
- Yu, D.; Ding, X.; Liang, F.; Liu, X.; Xie, T.; Zou, H. Research Progress of RTM Process for advanced Resin Matrix Composites. Fiber Compos. 2021, 38, 94–98. [Google Scholar]
- Wenbin, Y.; Chawwu, T. Study on the pre-heated temperatures and injection pressures of the RTM process. J. Reinf. Plast. Compos. 1994, 13, 467–482. [Google Scholar]
- Khoun, l.; Maillard, D.; Bureau, M.N. Effect of process variables on the performance of glass fibre reinforced composites made by high pressure resin transfer moulding. In Proceedings of the 12th Annual Automotive Composites Conference & Exhibition (ACCE 2012), Troy, MI, USA, 11–13 September 2012; pp. 11–13. [Google Scholar]
- Rosenberg, P.; Chaudhari, R.; Albrecht, P.; Karcher, M.; Henning, F. Effects of process parameters on cavity pressure and component performance in high pressure RTM process variants. In Proceedings of the 14th-Annual SPE Automotive Composites Conference & Exhibition (ACCE), Novi, MI, USA, 9–11 September 2014. [Google Scholar]
- Chaudhari, R.; Karcher, M.; Elsner, P.; Henning, F. Characterization of high-pressure RTM processes for manufacturing of high performance composites. In Proceedings of the 15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Christian, F. Lightweight automotive design with HP-RTM. Reinf. Plast. 2011, 55, 29–31. [Google Scholar]
- Liu, Z.; Yuan, Y.; Zhang, L.; Peng, H. Studies on the kinetics of curing reaction and rheological behavior of hp-rtm resin system. Hi-Tech. Fiber. Appl. 2019, 44, 32–36. [Google Scholar]
- Li, C.; Huang, J.; Chen, C.; Gao, L. Study on Numerical Simulation of Resin Flow of Advanced Composite Materials Manufactured by Vacuum Assisted RTM Process. Aeronaut. Manuf. Technol. 2020, 63, 68–73. [Google Scholar]
- Zhou, Y.; Fang, X.; Wang, W.; Guo, W.; Dai, G. Numerical Simulation of the Influence of Fibrous Structure on Resin Filling in RTM Process. J. East. China Univ. Sci. Technol. (Nat. Sci. Ed.) 2017, 43, 162–170. [Google Scholar]
- Binétruy, C.; Hilaire, B.; Pabio, J. The interactions between flows occurring inside and outside fabric tows during rtm. Compos. Sci. Technol. 1997, 57, 587–596. [Google Scholar] [CrossRef]
- Lebel-Lavacry, A.; Park, C.H.; Saouab, A. Air Entrapment Simulation in the Resin Transfer Molding of Industrial Applications. Adv. Mater. Res. 2013, 982, 176–184. [Google Scholar] [CrossRef]
- Chen, B. A review of the development of composite process equipment at home and abroad—Liquid composite molding. Compos. Sci. Eng. 2022, 1–29. [Google Scholar] [CrossRef]
- Chaudhari, R.; Schmidt, D.; Eisner, P.; Henning, F. High pressure compression RTM—a new process for manufacturing high volume continuous fiber reinforced composites. In Proceedings of the 11th Annual Automotive Composites Conference and Exhibition, Troy, MI, USA, 13–15 September 2011. [Google Scholar]
- Barraza, H.J.; Hamidib, Y.K.; Aktasb, L.; Rear, E.; Altan, M.C. Porosity reduction in the high-speed processing of glass-fiber composites by resin transfer molding (RTM). J. Compos. Mater. 2004, 38, 195–226. [Google Scholar] [CrossRef]
- Zhansheng, G.; Ling, L.; Boming, Z.; Shanyi, D. Critical Void Content for Thermoset Composite Laminates. J. Compos. Mater. 2009, 43, 1775–1790. [Google Scholar] [CrossRef]
- Sisodia, S.; Gamstedt, E.K.; Edgren, F.; Varna, J. Effects of voids on quasi-static and tension fatigue behaviour of carbon-fibre composite laminates. J. Compos. Mater. 2014, 49, 2137–2148. [Google Scholar] [CrossRef]
- Lambert, J.; Chambers, A.R.; Sinclair, I.; Spearing, S.M. 3Ddamage characterisation and the role of voids in the fatigue of wind turbine blade materials. Compos. Ence Technol. 2012, 72, 337–343. [Google Scholar] [CrossRef]
- Beckwith, S.W. Manufacturing defects in composite structures. Soc. Adv. Mater. Process. Eng. SAMPE 2012, 48, 52–53. [Google Scholar]
- Zhang, X.; Duan, Y.; Zhao, X.; Li, D. Effects of quasi-3d stacking architecture on interlaminar shear strength and void content of frp. J. Appl. Polym. Sci. 2015, 131, 547–557. [Google Scholar] [CrossRef]
- Shih, C.H.; Lee, L.J. Tackification of textile fiber preforms in resin transfer molding. J. Compos. Mater. 2001, 35, 1954–1981. [Google Scholar] [CrossRef]
- Zhang, A.; Lu, H.; Zhang, D. Research on the mechanical properties prediction of carbon/epoxy composite laminates with different void contents. Polym. Compos. 2014, 37, 14–20. [Google Scholar] [CrossRef]
- Bodaghi, M.; Cristóvão, C.; Gomes, R.; Correia, N.C. Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM. Compos. Part. A 2016, 86, 88–99. [Google Scholar] [CrossRef]
- Graf, M.; Fries, E.; Renkl, J.; Henning, F.; Chaudhari, R.; Thoma, B. High pressure resin transfer molding-process advancements. In Proceedings of the 11th Annual Conference of the International Speech Communication Association 2010 (INTERSPEECH 2010), Makuhari, Chiba, Japan, 26–30 September 2010; pp. 15–16. [Google Scholar]
- Chaudhari, R.; Rosenberg, P.; Karcher, M.; Schmidhuber, S.; Elsner, P.; Henning, F. High-pressure RTM process variants for manufacturing of carbon fiber reinforced composites. In Proceedings of the 19th International Conference on Composite Materials, Montreal, QC, Canada, 28 July–2 August 2013. [Google Scholar]
- Hamidi, Y.K.; Aktas, L.; Altan, M.C. Effect of Fiber Content on Void Morphology in Resin Transfer Molded E-Glass/Epoxy Composites. Polym. Compos. 2005, 131, 614–627. [Google Scholar] [CrossRef]
- Hamidi, Y.K.; Aktas, L.; Altan, M.C. Effect of nanoclay content on void morphology in resin transfer molded composites. J. Thermoplast. Compos. Mater. 2008, 21, 141–163. [Google Scholar] [CrossRef] [Green Version]
- Olivero, K.A.; Barraza, H.J.; Rear, E.A.; Altan, M.C. Effect of injection rate and post-fill cure pressure on properties of resin transfer molded disks. J. Compos. Mater. 2002, 36, 2011–2028. [Google Scholar] [CrossRef] [Green Version]
- Bréard, J.; Henzel, Y.; Trochu, F.; Gauvin, R. Analysis of dynamic flows through porous media. Part I: Comparison between saturated and unsaturated flows in fibrous reinforcements. Polym. Compos. 2010, 24, 391–408. [Google Scholar]
- Pillai, K.M. Governing equations for unsaturated flow through woven fiber mats. part 1. isothermal flows. Compos. Part. A Appl. Sci. Manuf. 2002, 33, 1007–1019. [Google Scholar] [CrossRef]
- Changchun, W.; Guanghui, B.; Yang, W.; Boming, Z.; Lijian, P. Permeability tests of fiber fabrics in the vacuum assisted resin transfer molding process. Appl. Compos. Mater. 2014, 22, 363–375. [Google Scholar] [CrossRef]
- Ruiz, E.; Achim, V.; Soukane, S.; Trochu, F.; Bréard, J. Optimization of injection flow rate to minimize micro/macro-voids formation in resin transfer molded composites. Compos. Sci. Technol. 2006, 66, 475–486. [Google Scholar] [CrossRef]
- Patel, N.; Lee, L.J. Effects of fiber mat architecture on void formation and removal in liquid composite molding. Polym. Compos. 1995, 16, 386–399. [Google Scholar] [CrossRef]
- Xiao, C.; Li, W. Research Progress of Void Characterization and Filling-induced Void Prediction of RTM-prepared Composites. Mater. Rep. 2022, 36, 1–15. [Google Scholar]
- Matsuzaki, R.; Seto, D.; Todoroki, A.; Mizutani, Y. In situ void content measurements during resin transfer molding. Adv. Compos. Mater. 2013, 22, 239–254. [Google Scholar] [CrossRef]
- Lu, M.; Lui, M.; Zhang, X.; Zhang, Y.; Zhen, S.; Jiang, S. Effect of void content on ultrasonic characteristic parameters of RTM glass fiber / epoxy composites. Acta. Mater. Compos. Sin. 2018, 35, 291–297. [Google Scholar]
- Xu, Q.; Shi, Z.; Lu, H.; Li, G.; Tan, Z.; Zhang, Z. RTM Process Optimization and Mechanical Properties of Carbon Fiber Composites. J. Shenyang Ligong Univ. 2020, 36, 61–63. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Closing Speed | Pressing Speed | Opening Speed | Press Force | Cure Time | Resin Temperature | Hardener Temperature | Mold Temperature |
|---|---|---|---|---|---|---|---|
| 800 mm/s | 1–80 mm/s | 800 mm/s | 6000 kN | 300 s | 100 °C | 25 °C | 120 °C |
| Variables | Levels | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Fiber volume fraction | 52% | 57% | |
| Resin injection rate (g/s) | 10 | 16.6 | 20 |
| Test No. | Sample Location | Test Variables (Fiber Volume Fraction and Resin Injection Rate) | Simulation Result | Experimental Result |
|---|---|---|---|---|
| 1 | Flat area | 57%, 10 g/s | 2–2.5% | 0.64% |
| 2 | U-shaped area | 57%, 10 g/s | 2.5–3% | 0.9% |
| 3 | Flat area | 57%, 16.6 g/s | 2.5–3% | 1.82% |
| 4 | U-shaped area | 57%, 16.6 g/s | 2.5–3% | 1.89% |
| 5 | Flat area | 57%, 20 g/s | 3–3.5% | 2.26% |
| 6 | U-shaped area | 57%, 20 g/s | 3–3.5% | 2.79% |
| 7 | Flat area | 52%, 10 g/s | 2–2.5% | 0.42% |
| 8 | U-shaped area | 52%, 10 g/s | 2.5–3% | 0.56% |
| 9 | Flat area | 52%, 16.6 g/s | 2.5–3% | 0.8% |
| 10 | U-shaped area | 52%, 16.6 g/s | 3–3.5% | 1.89% |
| 11 | Flat area | 52%, 20 g/s | 3–3.5% | 2.27% |
| 12 | U-shaped area | 52%, 20 g/s | 3–3.5% | 2.16% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Peng, L.; Xiao, Z. Experimental Characterization and Numerical Simulation of Voids in CFRP Components Processed by HP-RTM. Materials 2022, 15, 5249. https://doi.org/10.3390/ma15155249
Chen Z, Peng L, Xiao Z. Experimental Characterization and Numerical Simulation of Voids in CFRP Components Processed by HP-RTM. Materials. 2022; 15(15):5249. https://doi.org/10.3390/ma15155249
Chicago/Turabian StyleChen, Zhewu, Liansheng Peng, and Zhi Xiao. 2022. "Experimental Characterization and Numerical Simulation of Voids in CFRP Components Processed by HP-RTM" Materials 15, no. 15: 5249. https://doi.org/10.3390/ma15155249
APA StyleChen, Z., Peng, L., & Xiao, Z. (2022). Experimental Characterization and Numerical Simulation of Voids in CFRP Components Processed by HP-RTM. Materials, 15(15), 5249. https://doi.org/10.3390/ma15155249