
Experimental Research on Fatigue Crack Growth Behavior of Diffusion-Bonded Titanium Alloy Laminates with Preset Unbonded Areas

Abstract
:1. Introduction
2. Experimental Details
2.1. Specimens
- Ti-6Al-4V titanium alloy sheets with 2 mm thickness were chosen to manufacture the laminates.
- The solder resistance was designedly set between the sheets before the diffusion-bonding process for producing the unbonded areas at the interfaces.
- Four titanium alloy sheets were bonded using diffusion-bonding technology at 900 °C/1.5 MPa/1.5 h.
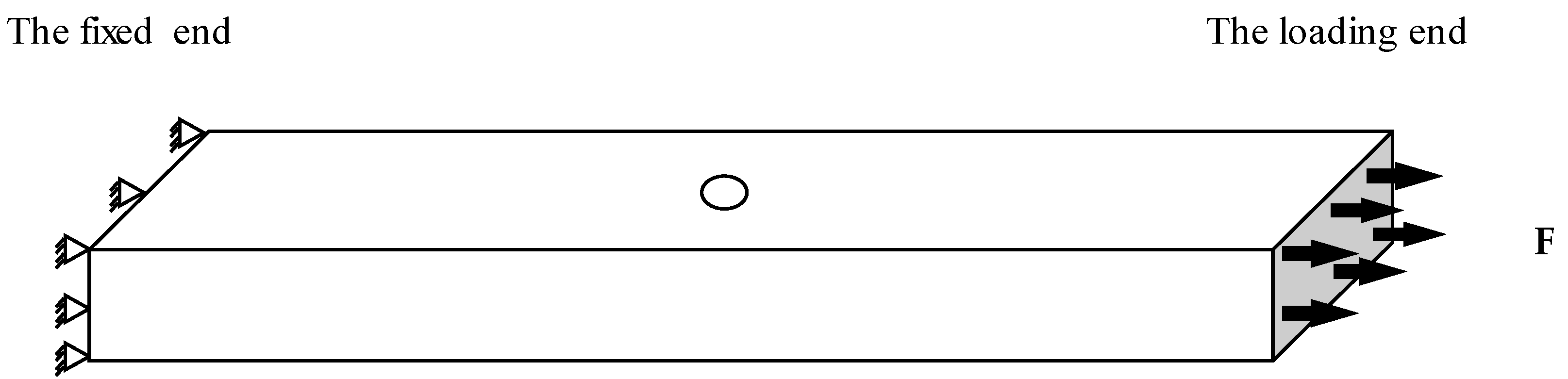
- The laminates were cut into specimens following the design. Then, a through-thickness bolt hole was drilled at the center of each specimen. The notch at the single hole edge was made by electro-discharge machining, as shown in Figure 1.
2.2. Test Conditions and Procedures
3. Experimental Results
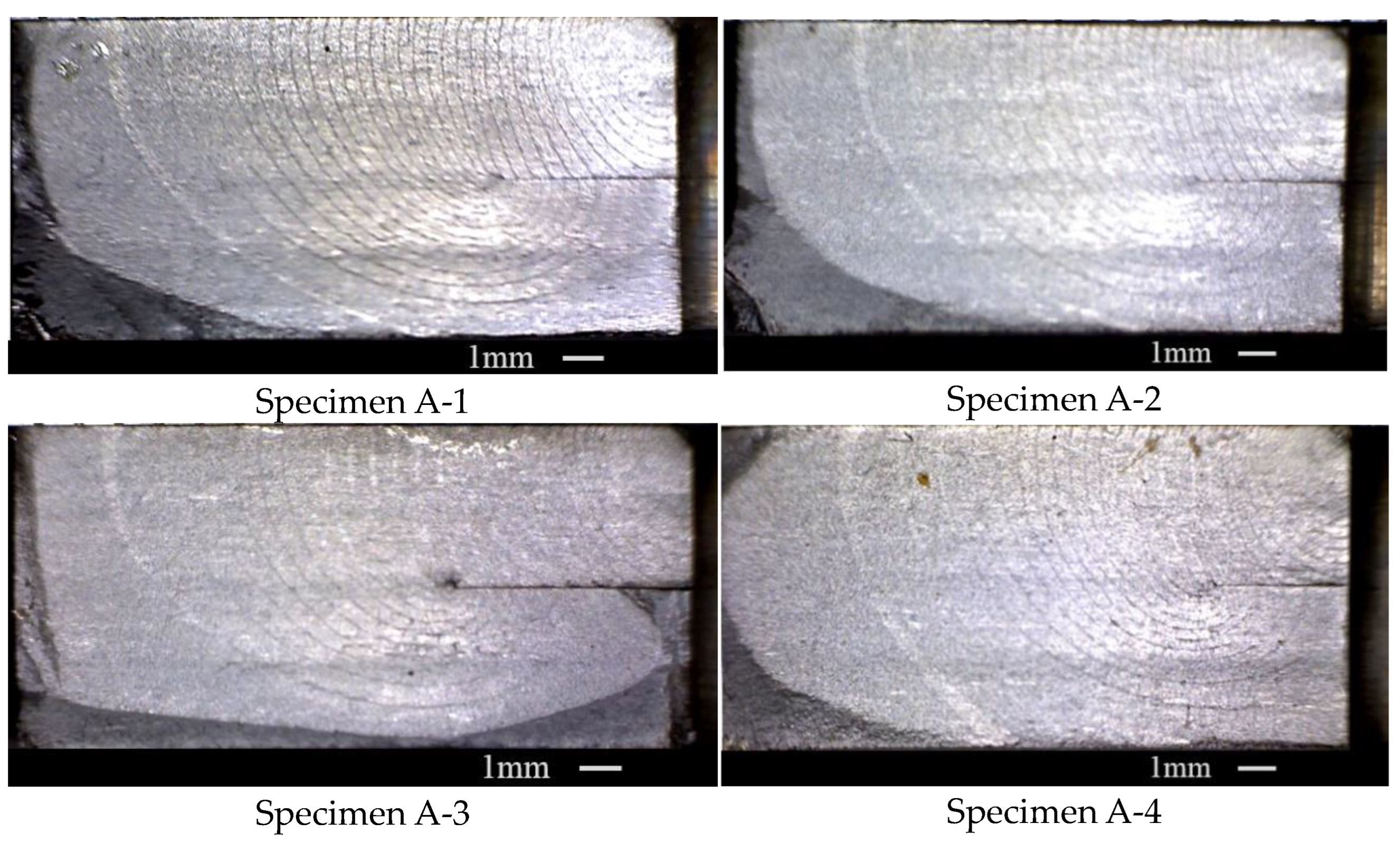
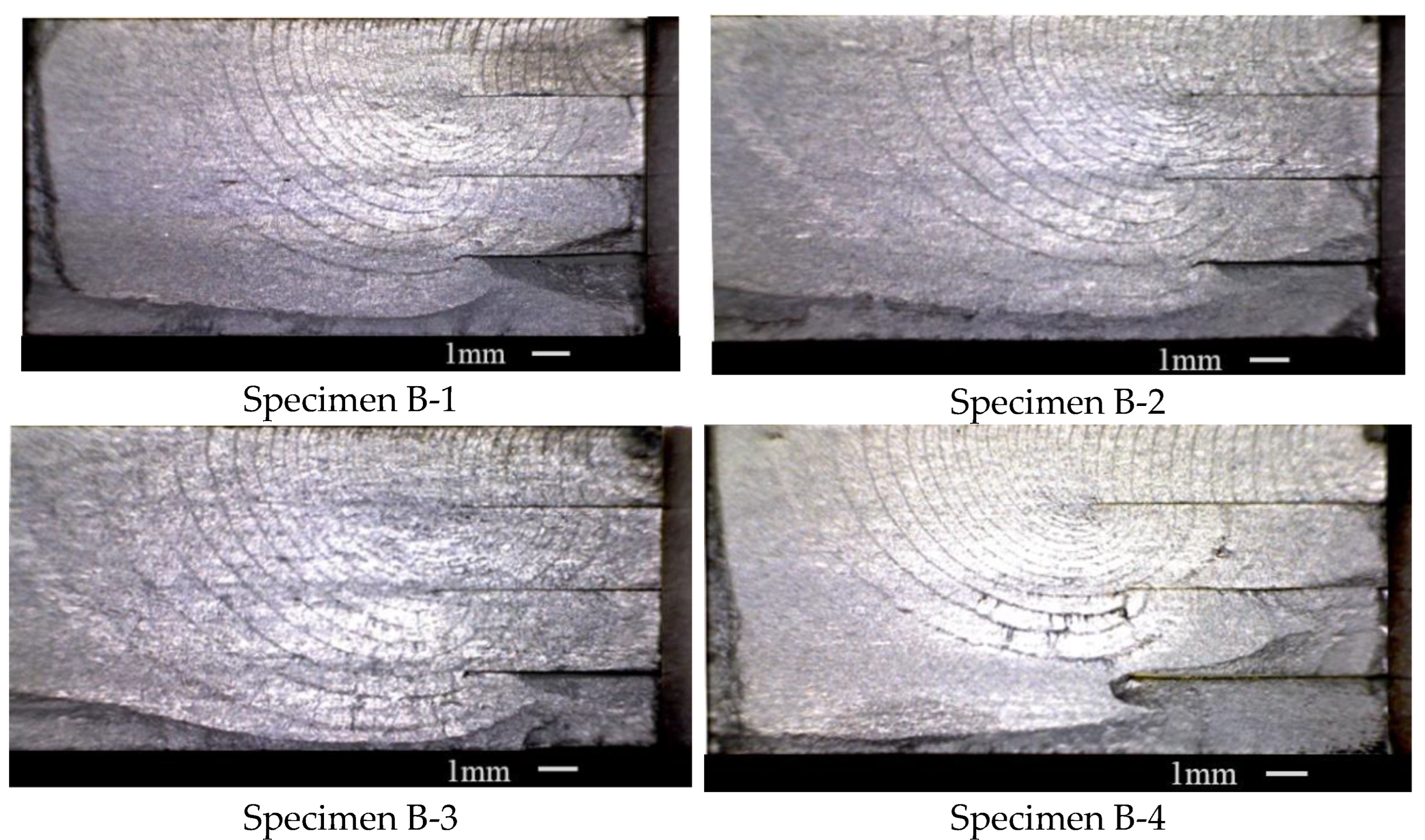
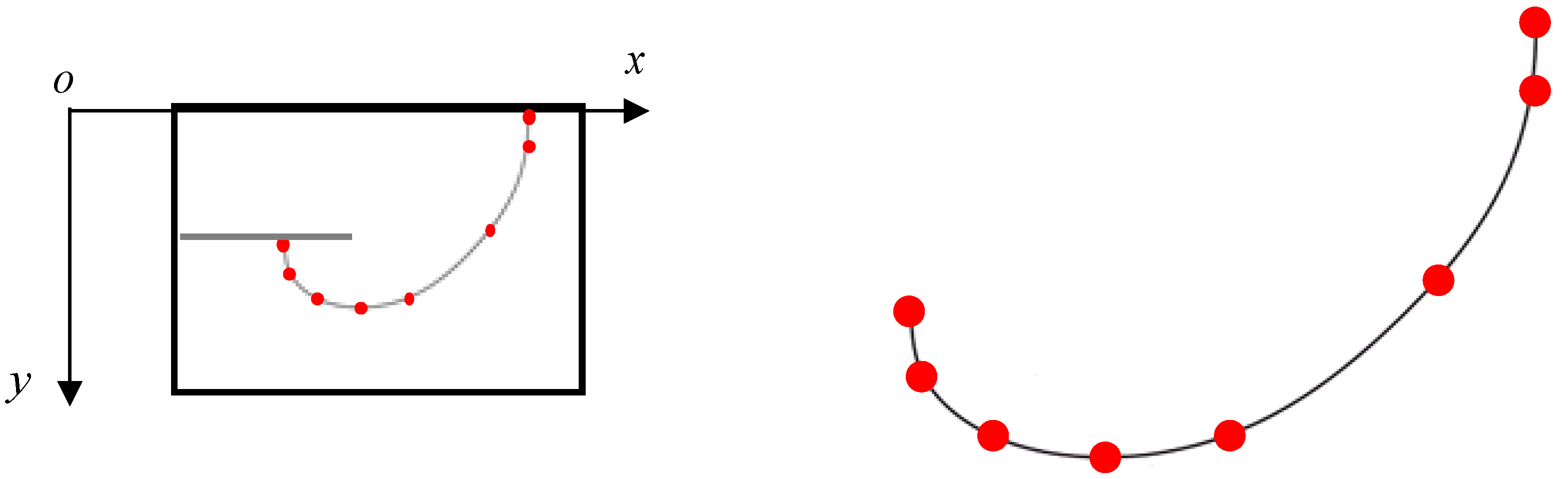
3.1. The Fracture Morphology Analysis of the Crack Propagation Process
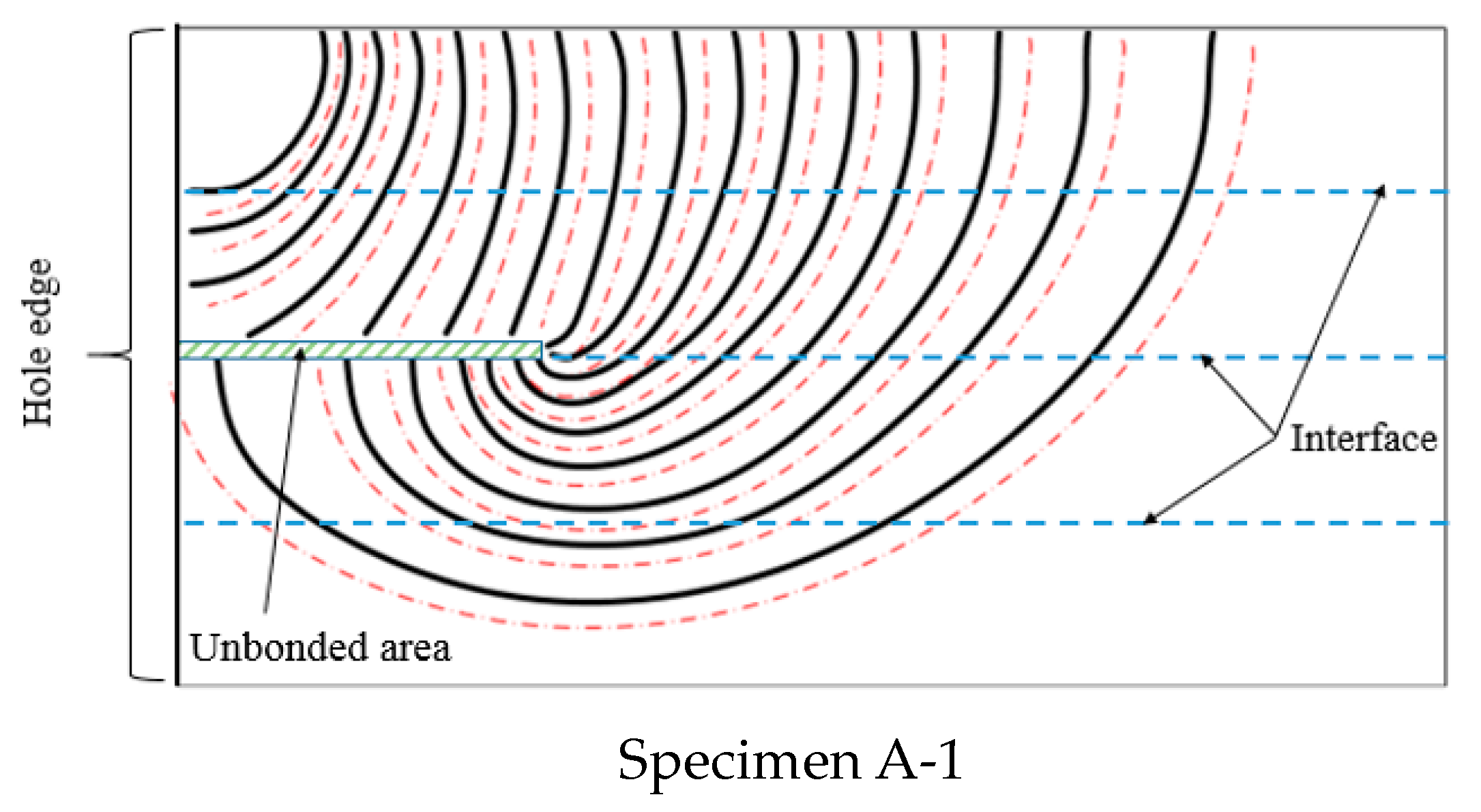
3.1.1. The Specimens with One Unbonded Area
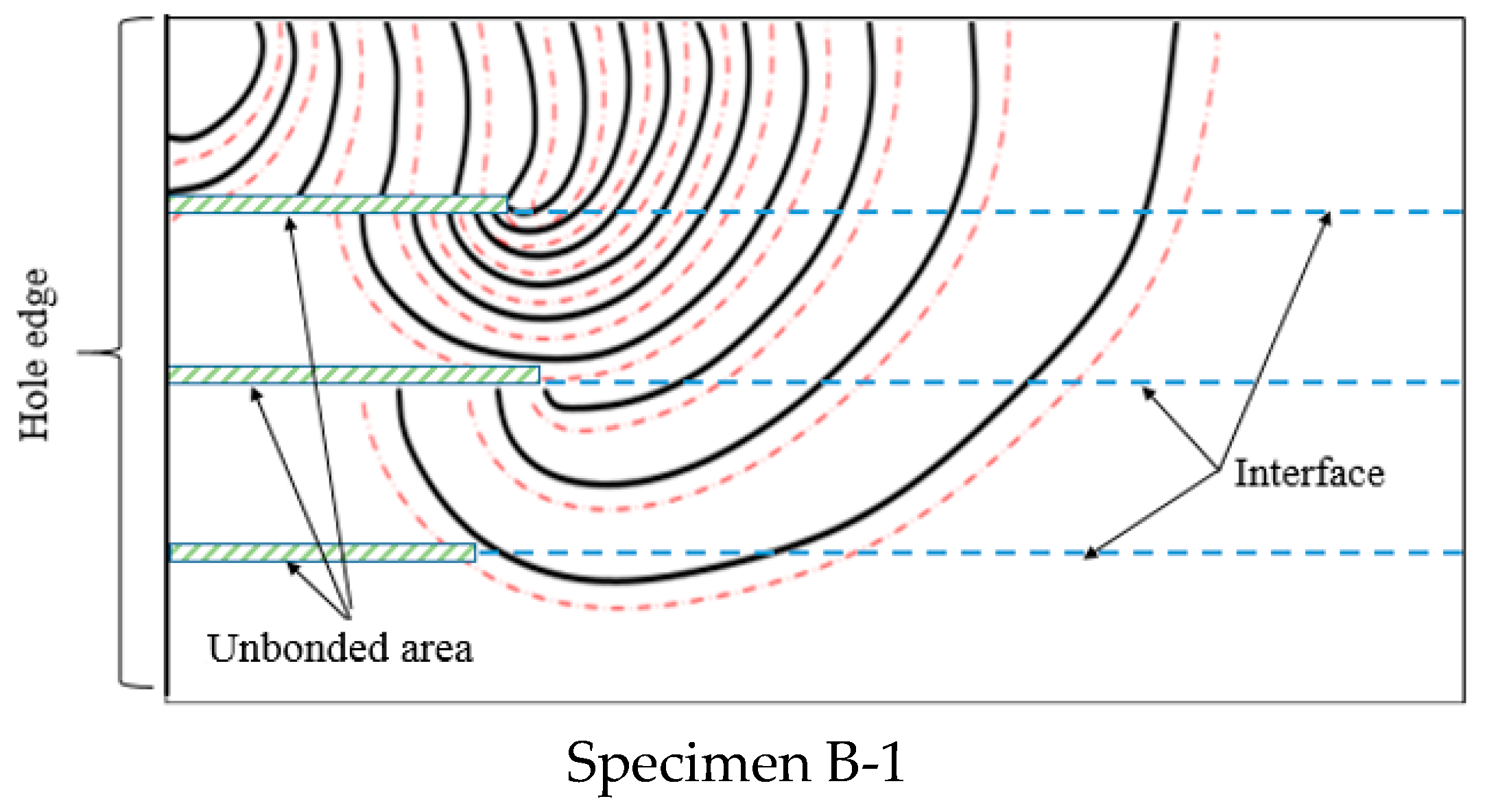
3.1.2. The Specimens with Multi-Unbonded Areas
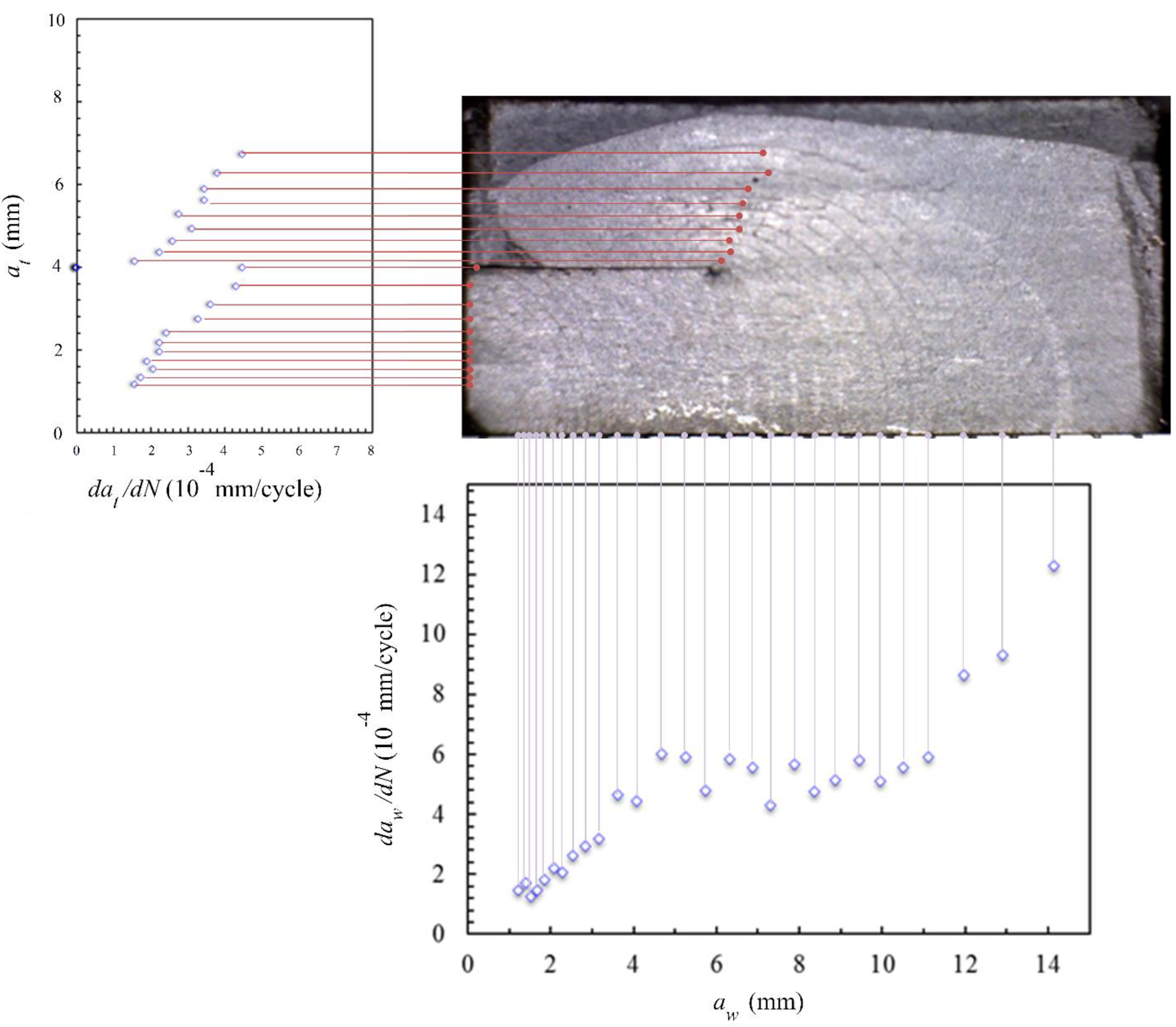
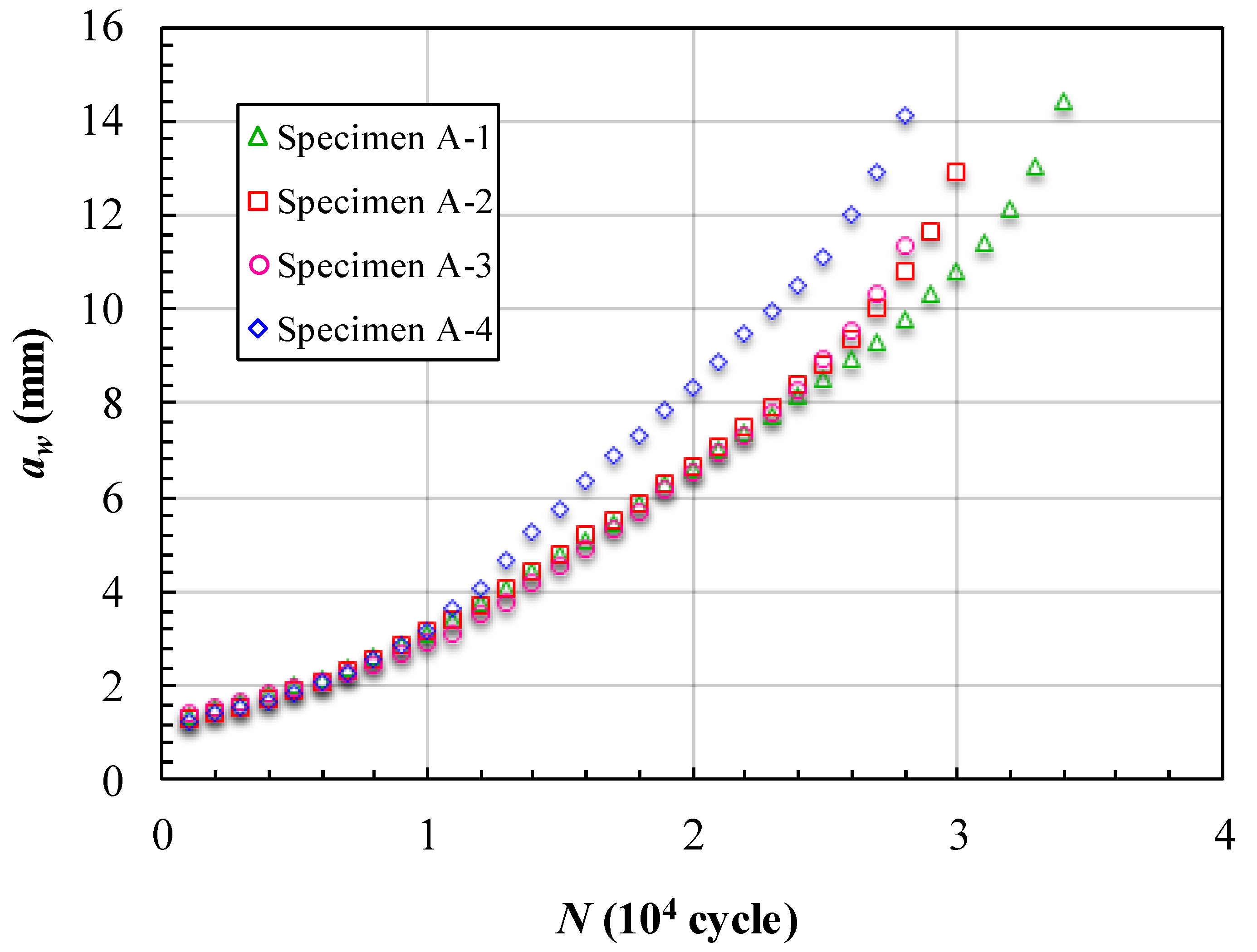
3.2. The Fatigue Crack Growth Rate Analysis
3.2.1. The FCG Rate Analysis of the Specimens with One Unbonded Area
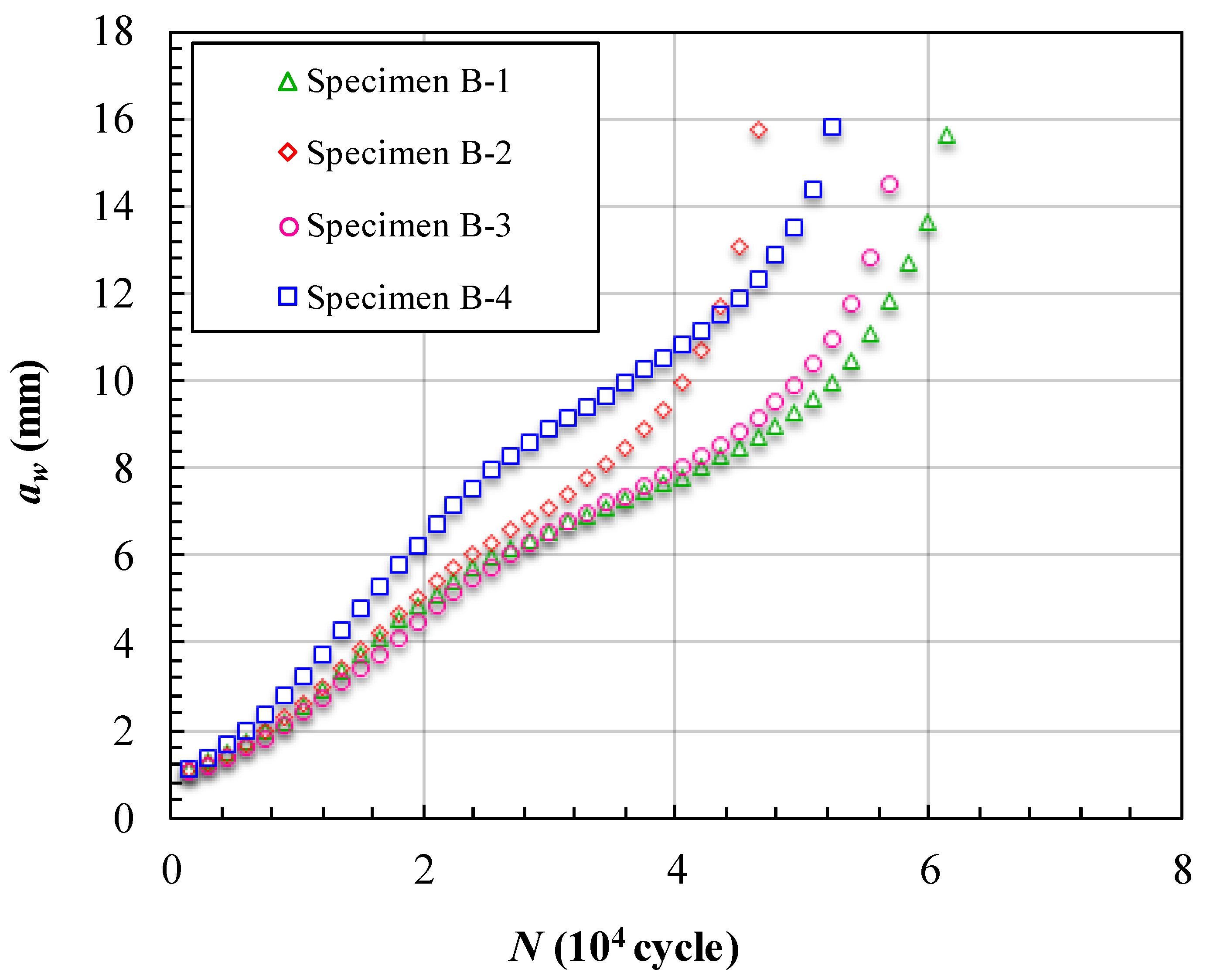
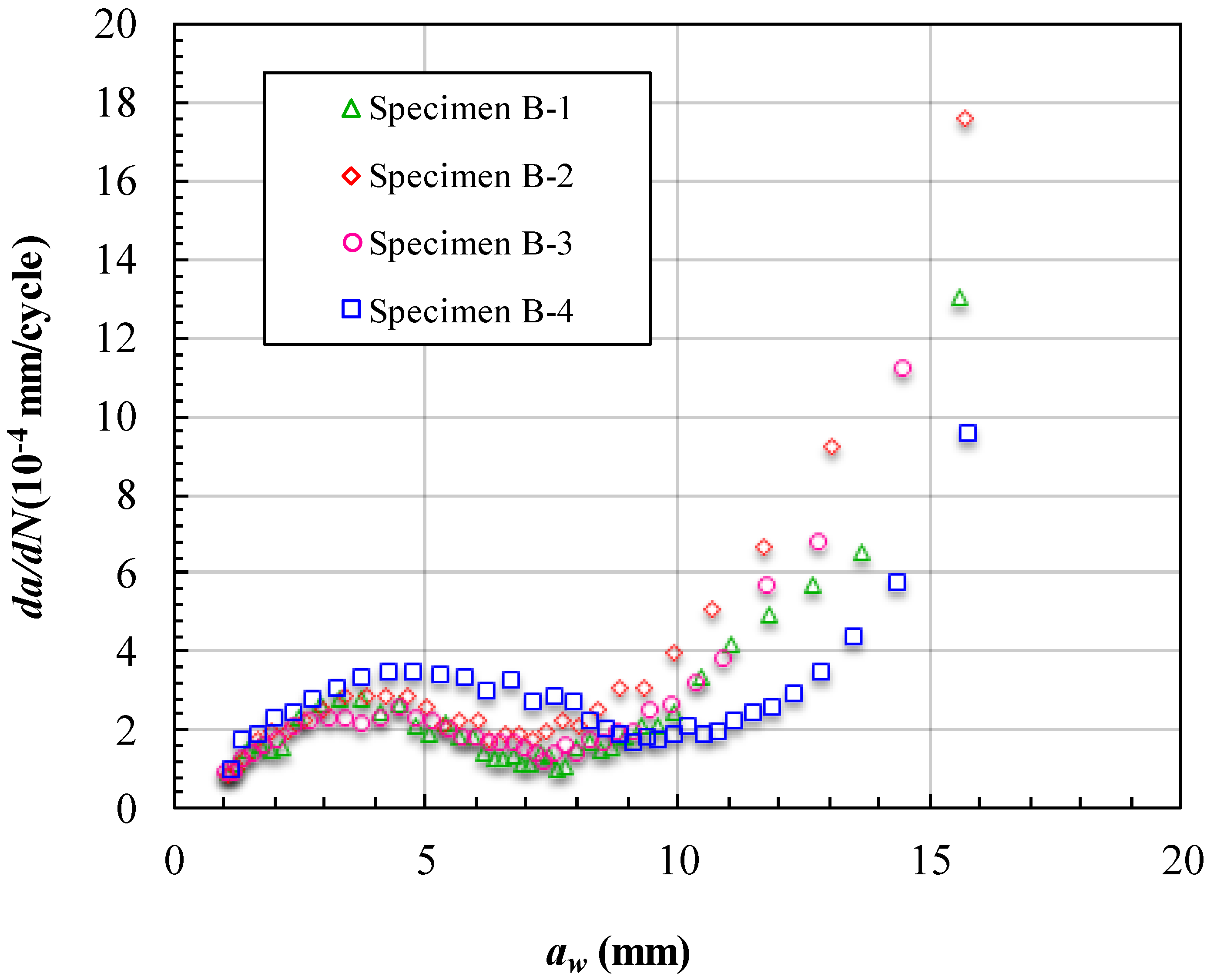
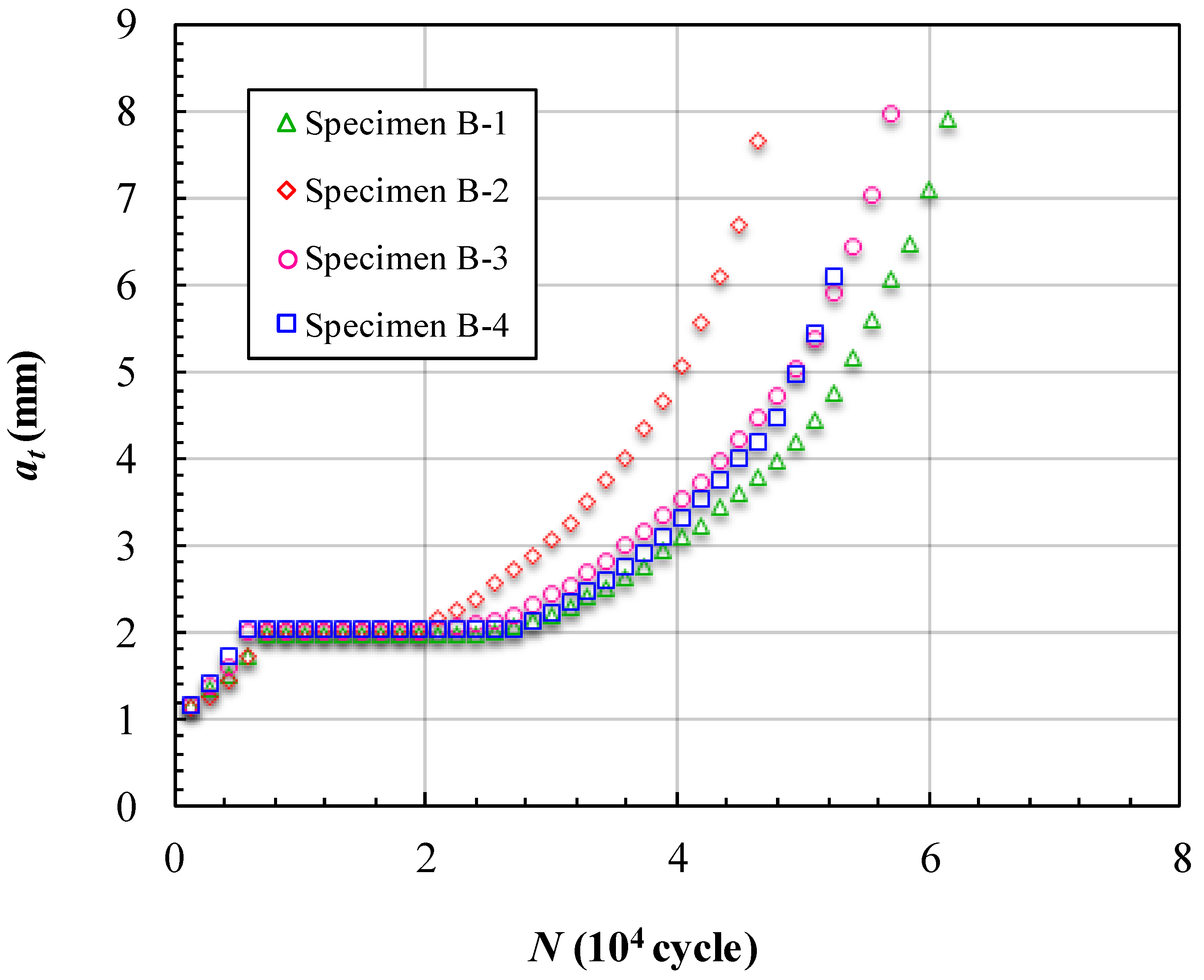
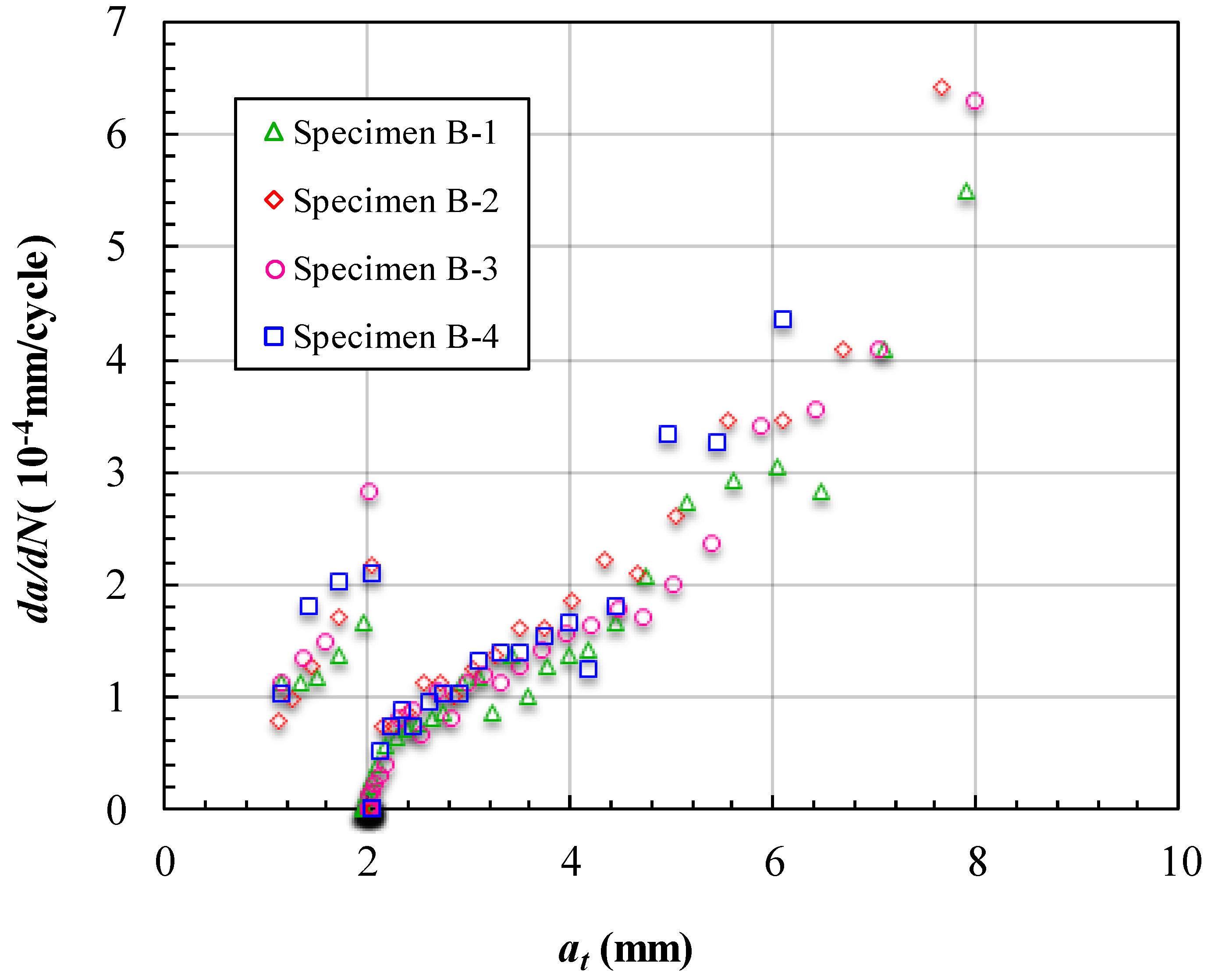
3.2.2. The FCG Rate Analysis of the Specimens with Multi-Unbonded Areas
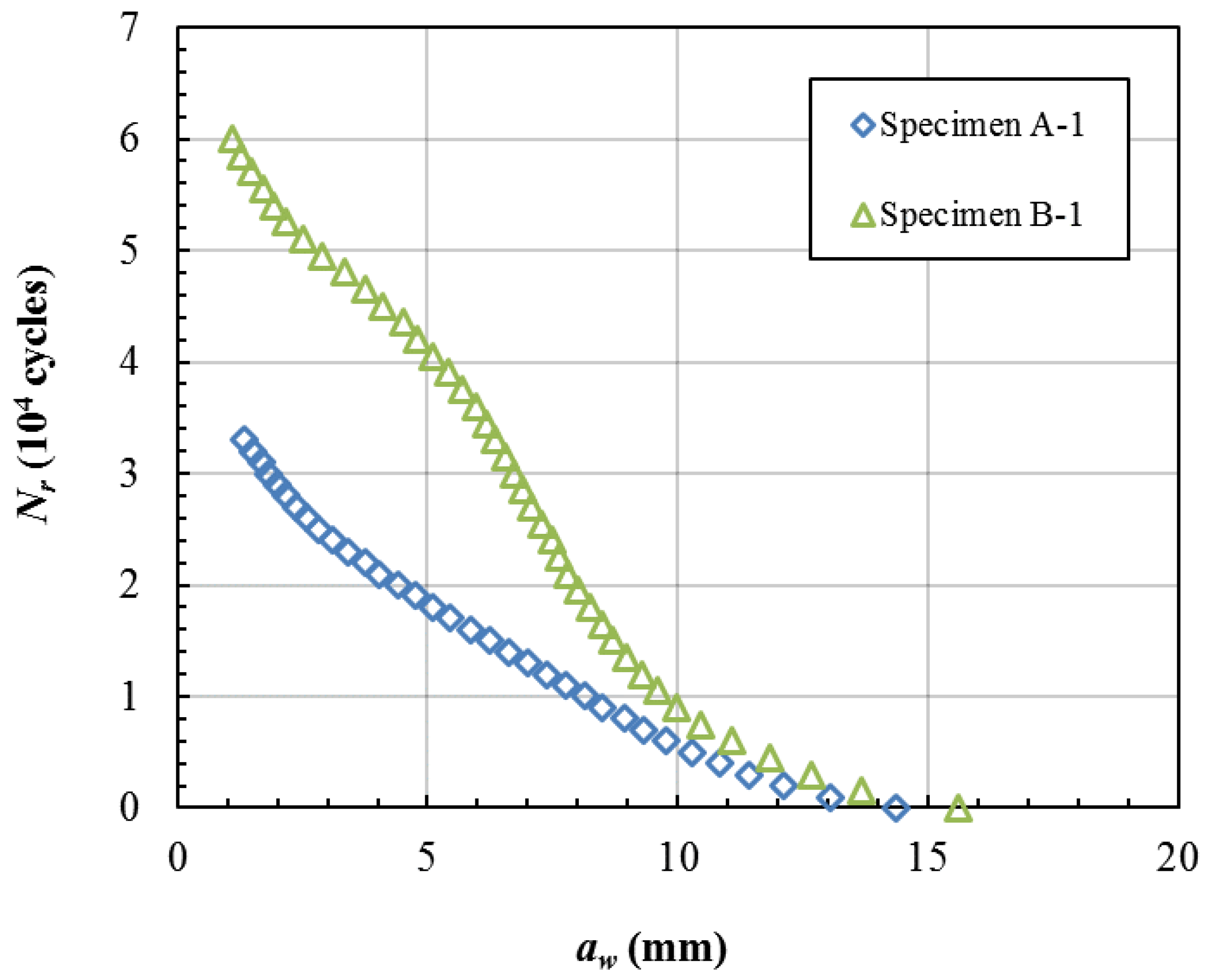
3.3. The Damage Tolerance Analysis
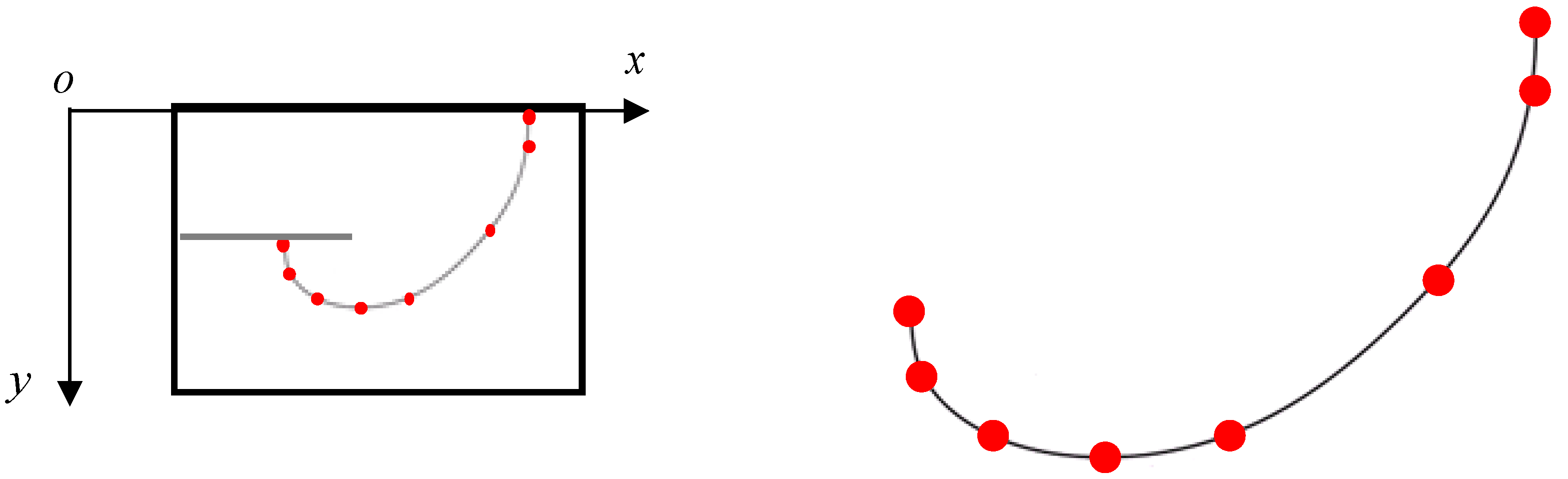
4. The Stress Intensity Factor Analysis of Crack Fronts
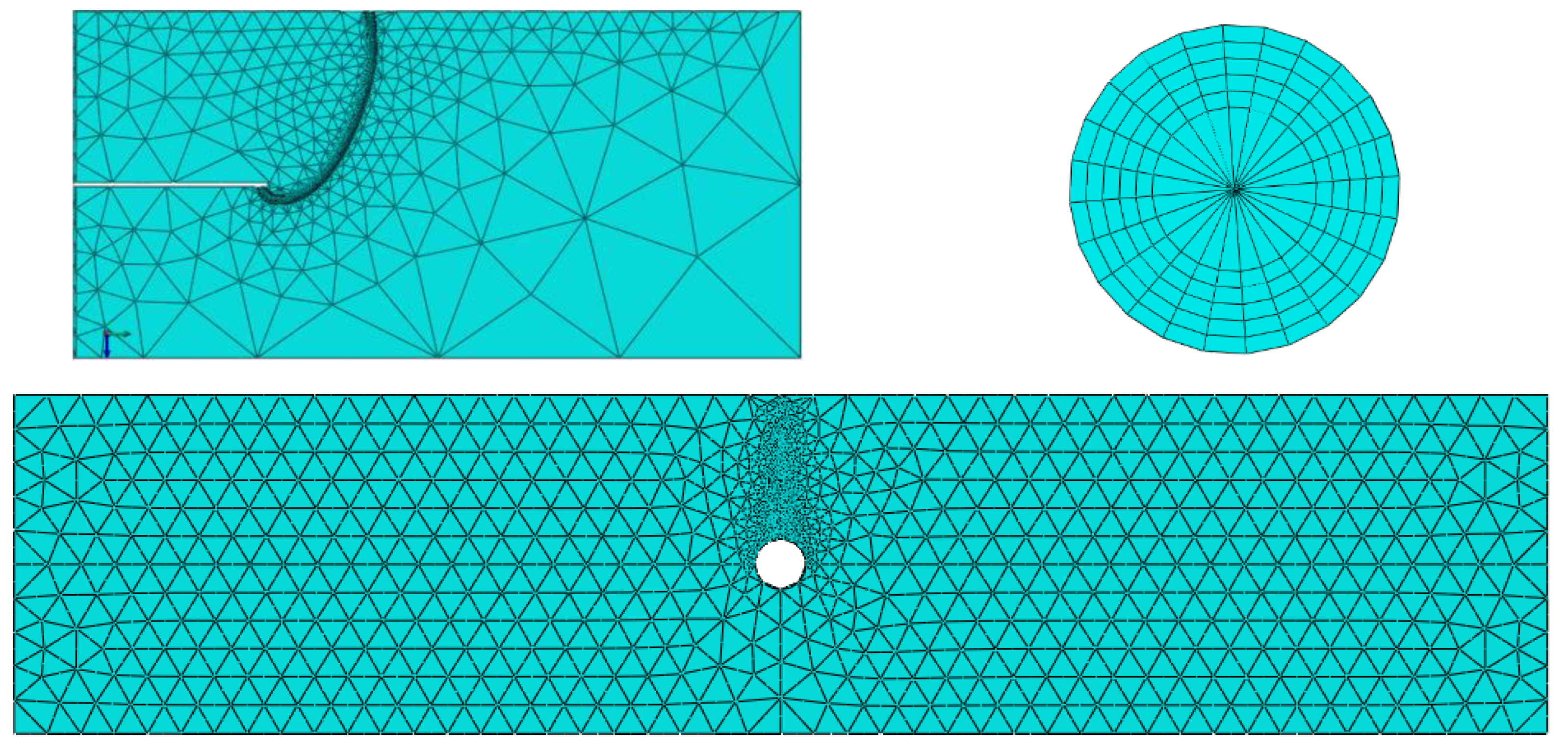
4.1. The Numerical Model
4.2. Results Analysis
5. Summary
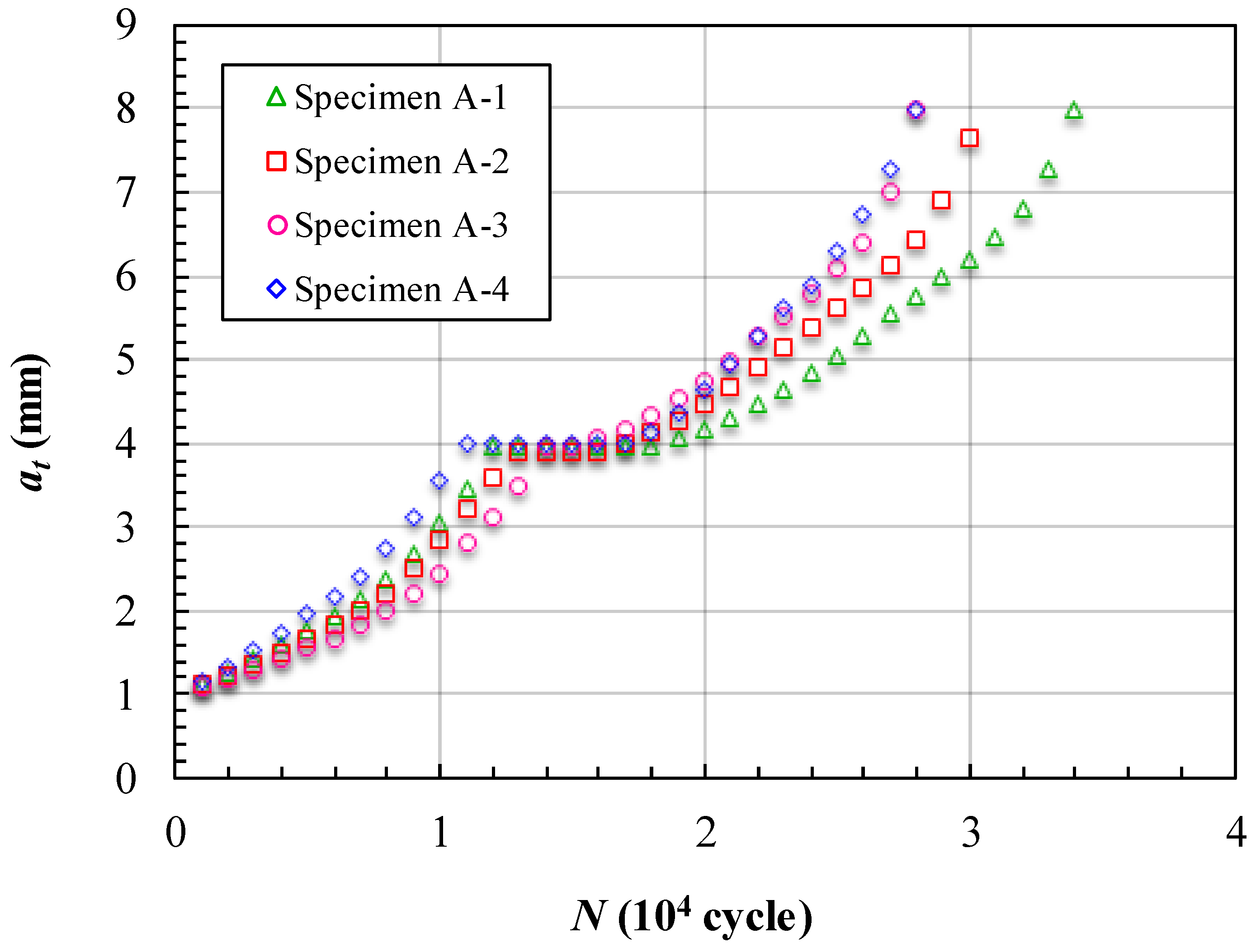
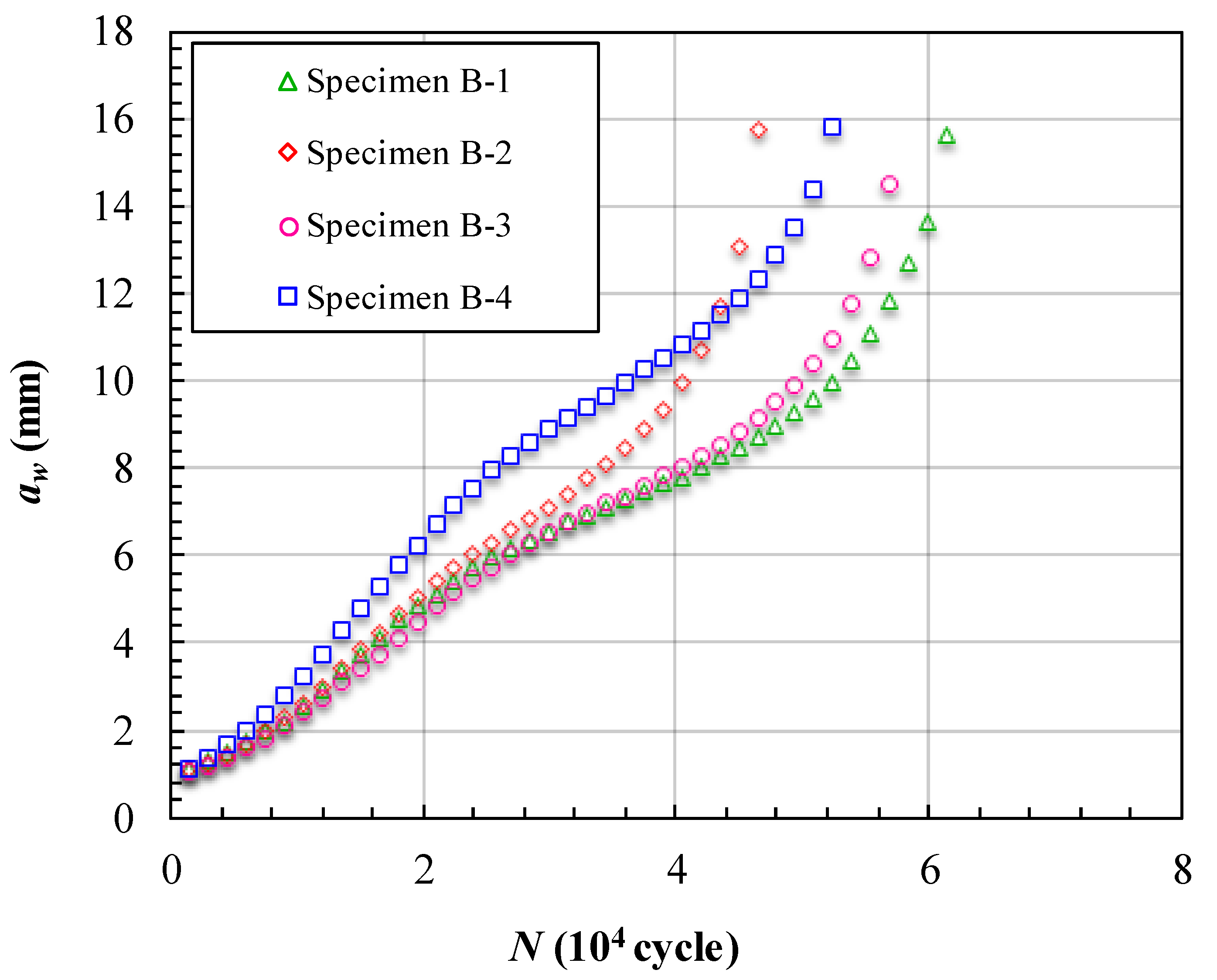
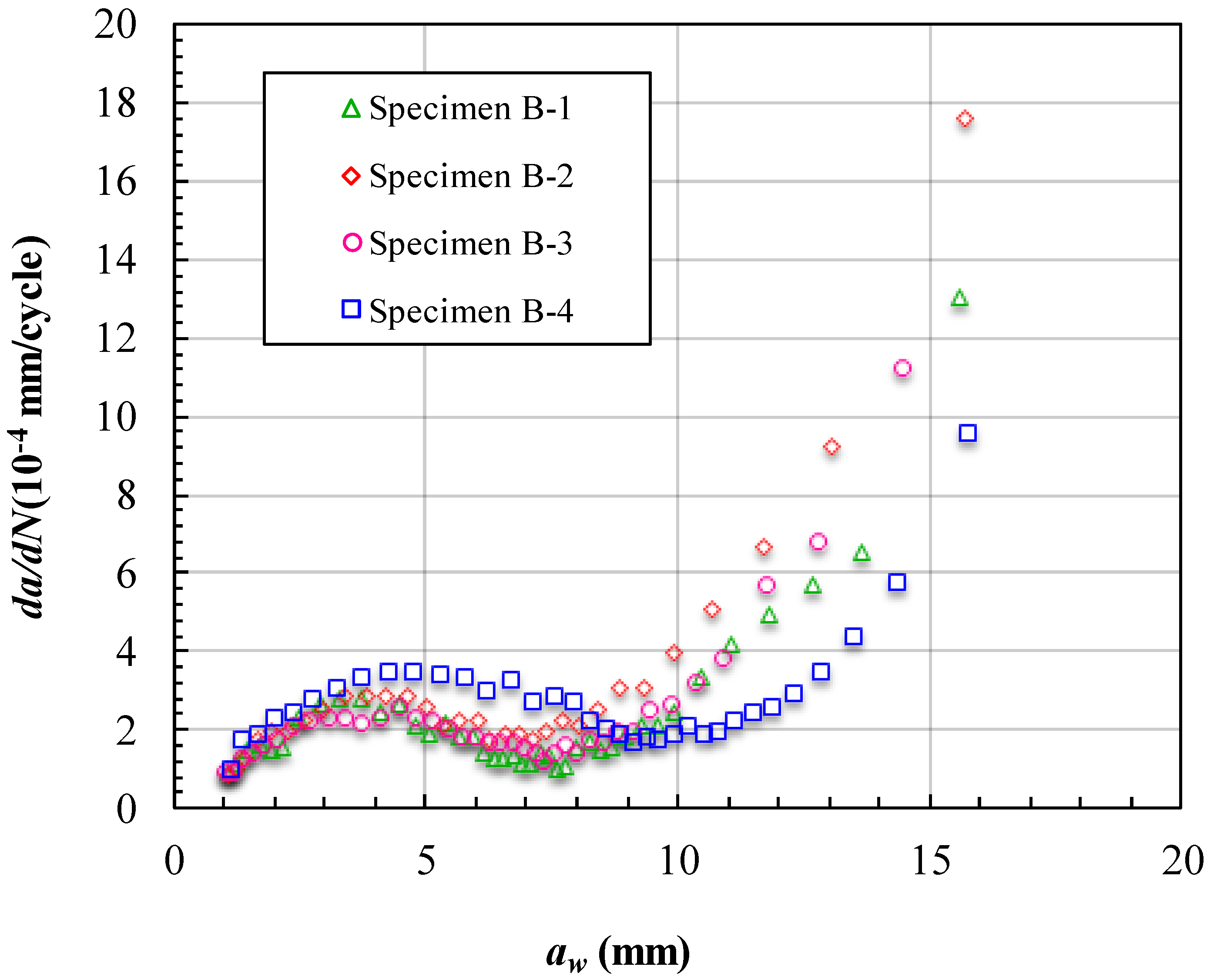
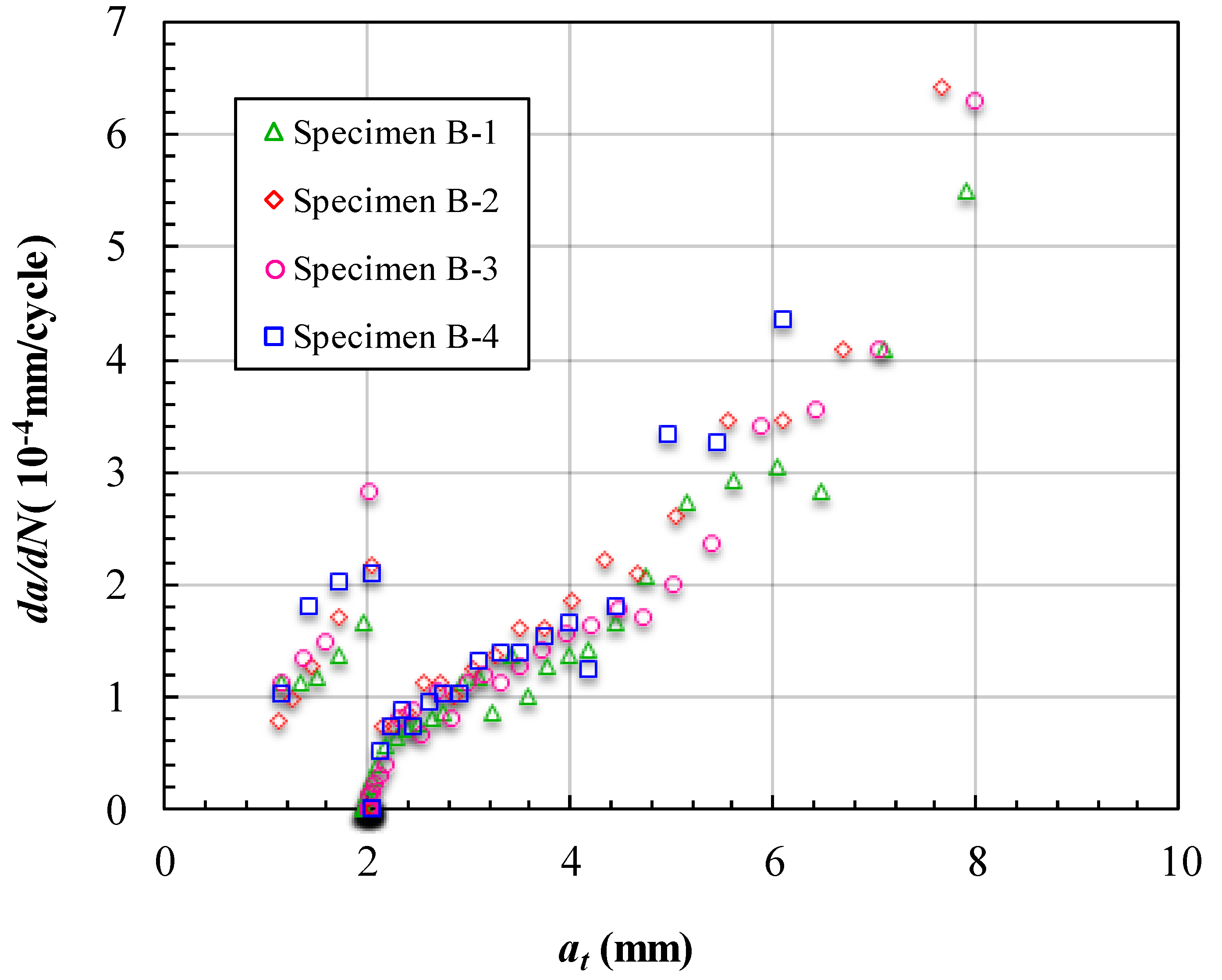
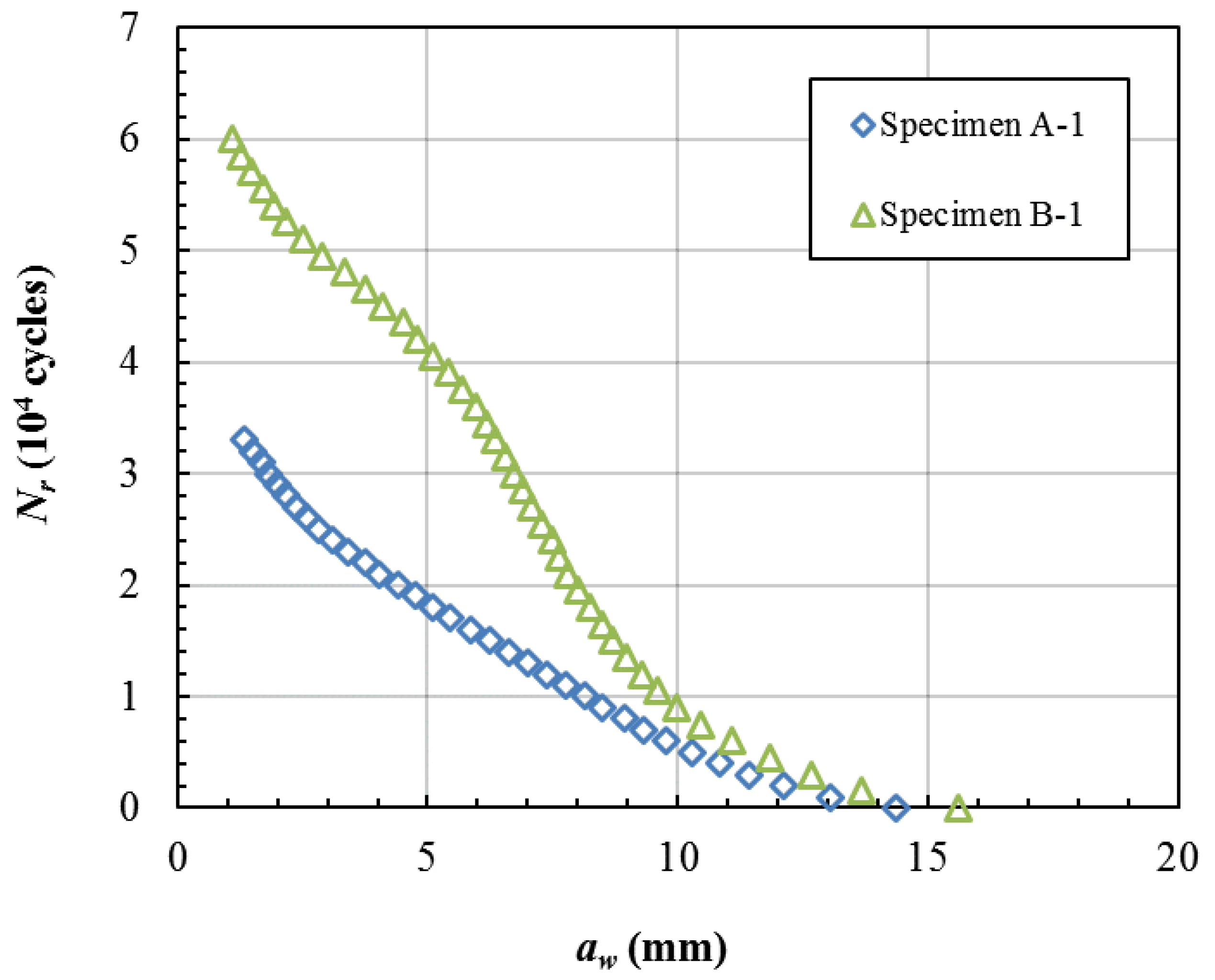
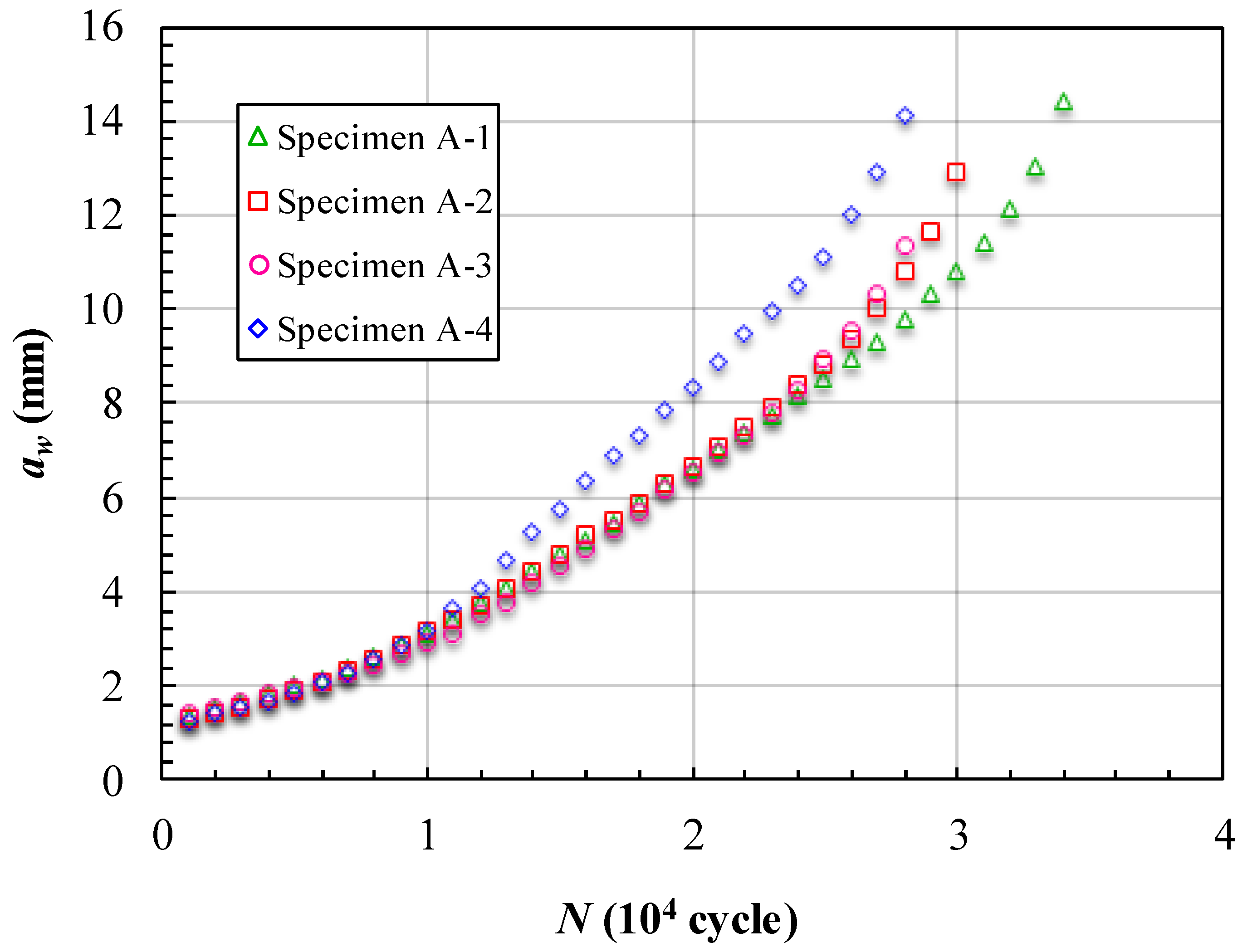
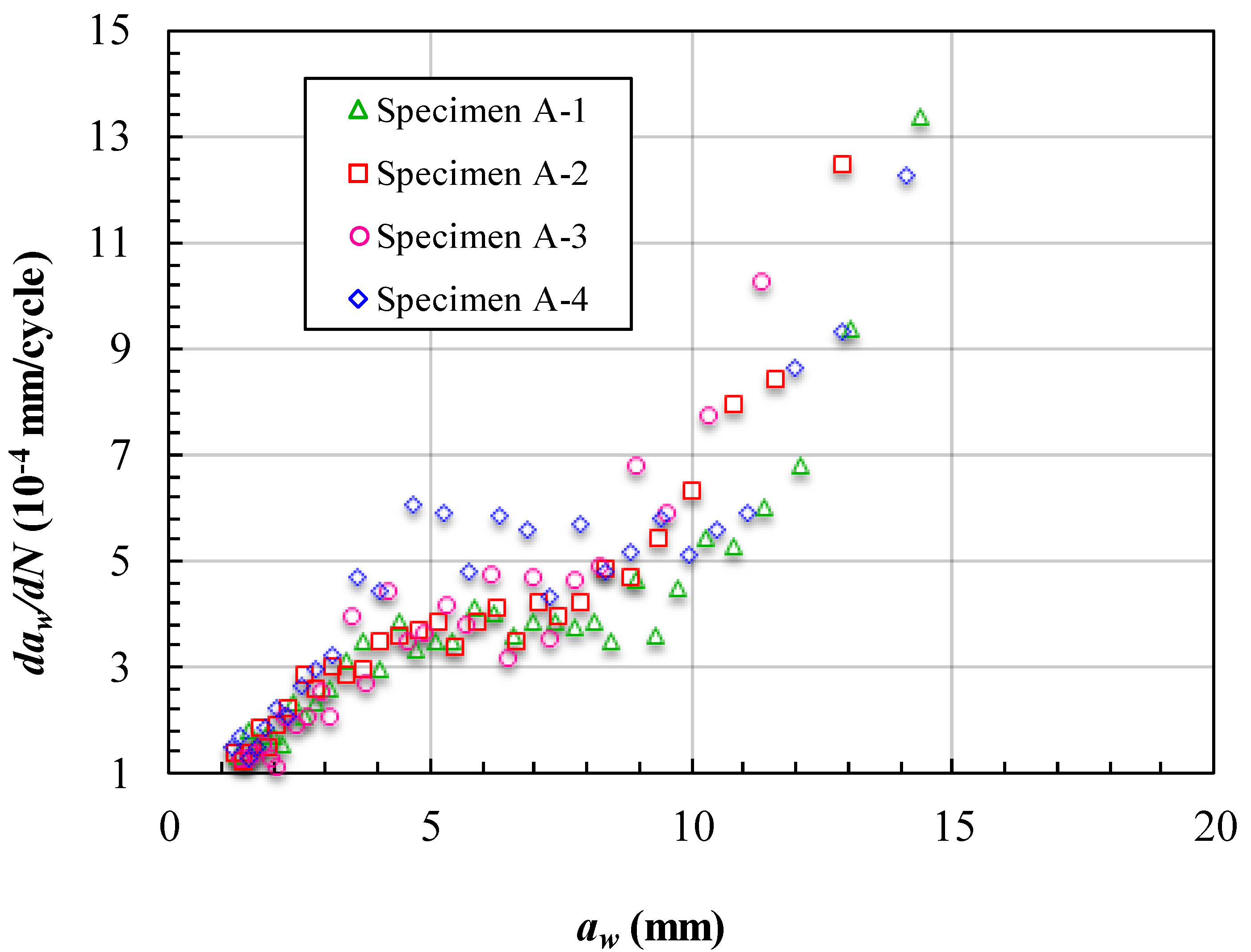
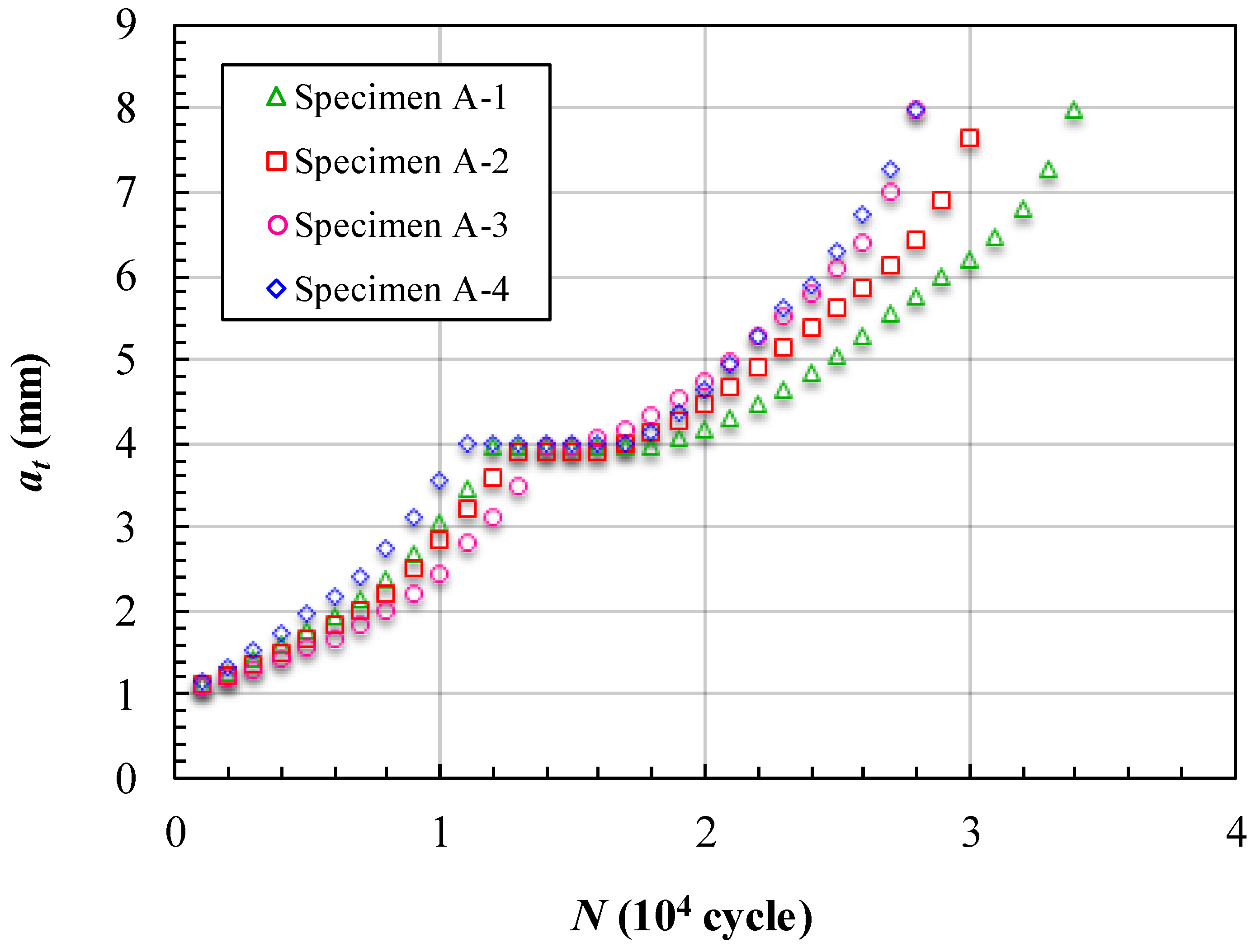
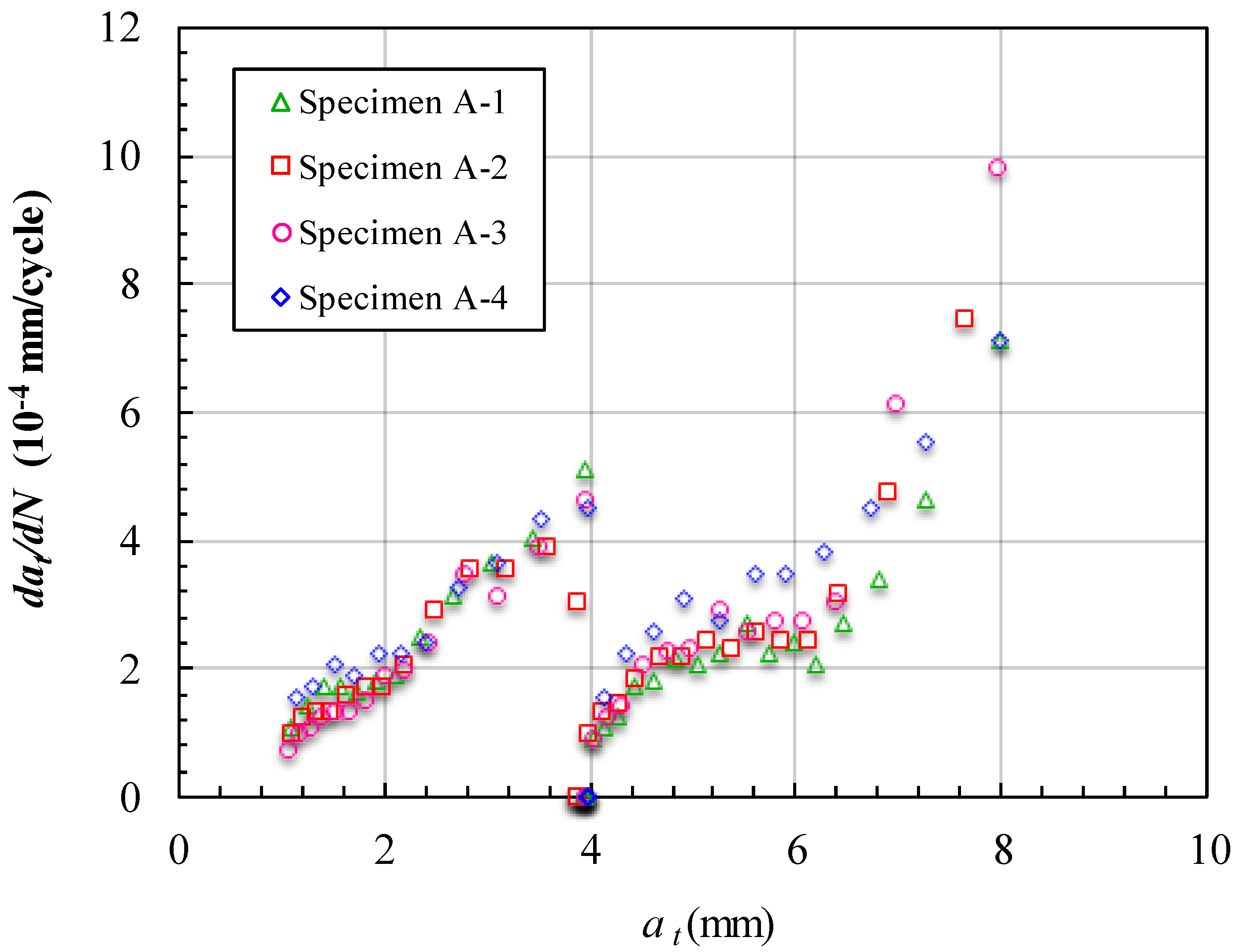
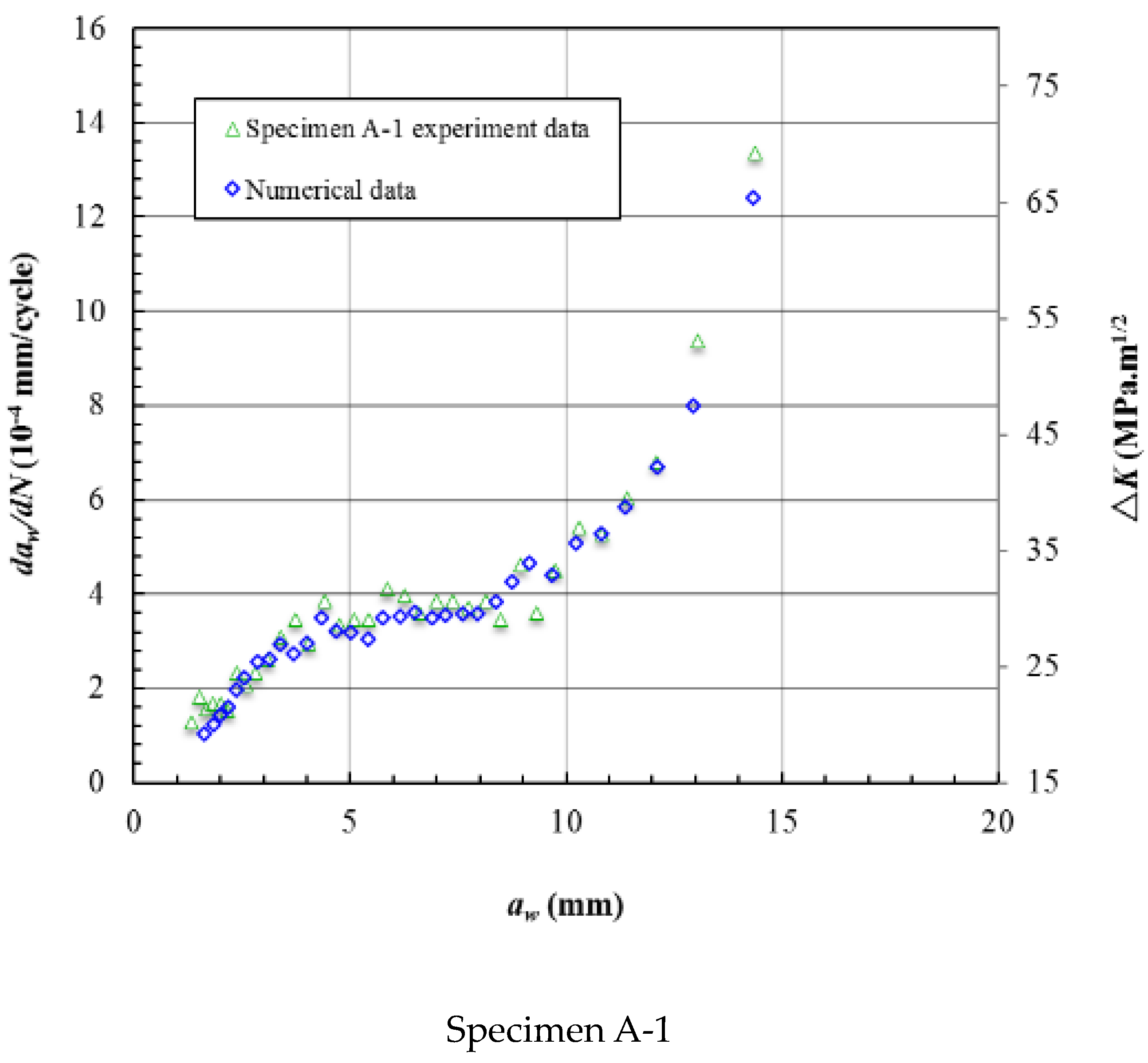
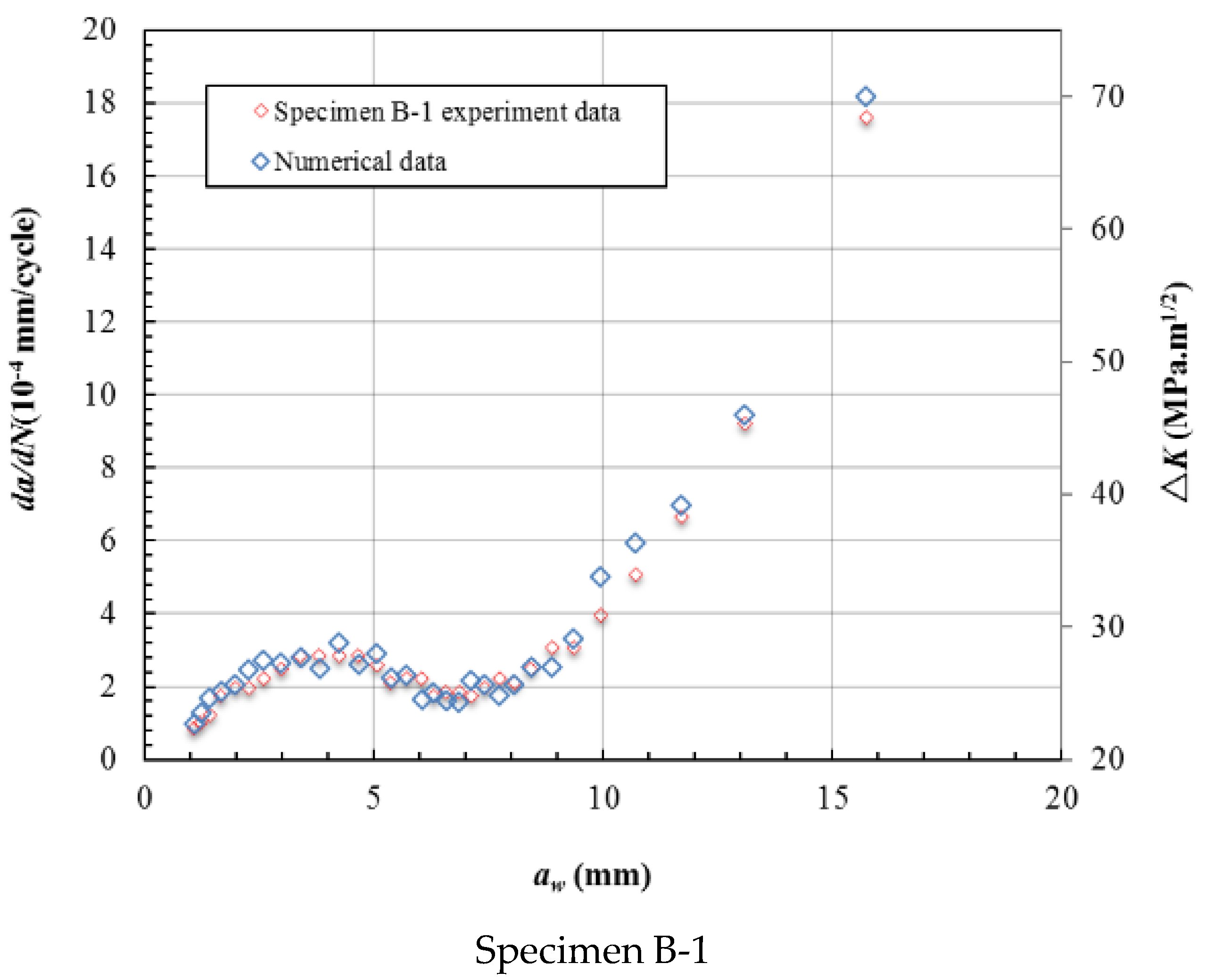
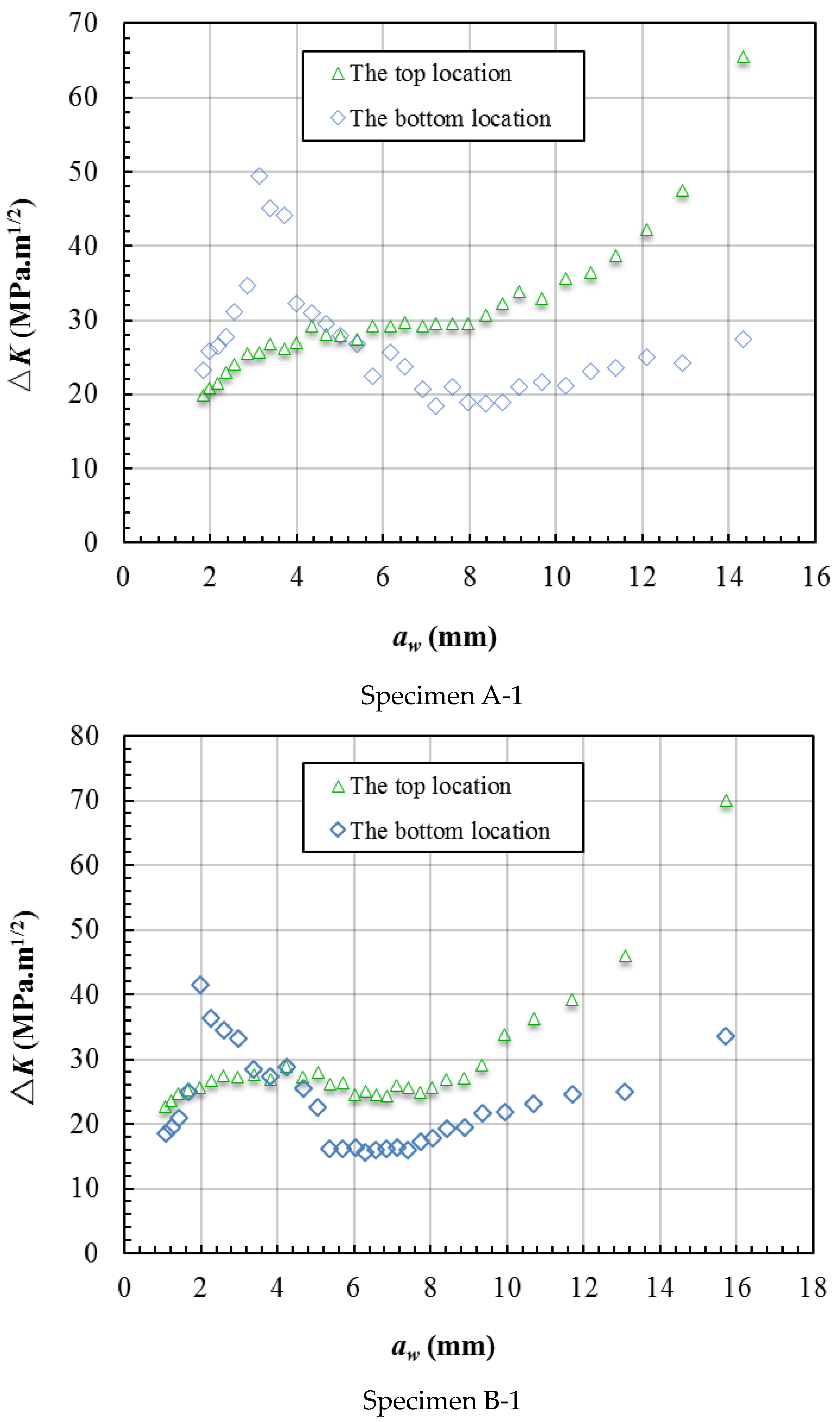
- For the specimens that contained open holes, the unbonded areas significantly prolonged the fatigue growth life. This is because the unbonded areas can lead the crack far away from the hole edge where there is a high stress concentration. The fatigue crack growth life of the specimens in Group B was much longer than that of the specimens in Group A. The main reason for this was that the cracks in the specimens in Group B reached the unbonded areas early, and when the cracks were led away from the high-stress-concentration locations, there was a smaller failure area. From the FCG rate analysis of the crack lengths aw, there was a platform stage in the FCG rate of Group A and a declining stage in the FCG rate of Group B when the crack reached the boundaries of the unbonded areas. The fact that the FCG rate decreased with the increase in the failure area indicated that it was significant that the unbonded area guided the crack away from the stress concentration zone.
- From the damage tolerance analysis, the titanium laminates were shown to have good damage tolerance performance because when the crack length aw reached a detectable length, the failure area was small and the crack front was far away from the region of the stress concentration. The structure still had enough residual life. From the comparison of Group A and Group B, the suitable distribution of unbonded areas significantly improved the damage tolerance performance of the titanium alloy laminates.
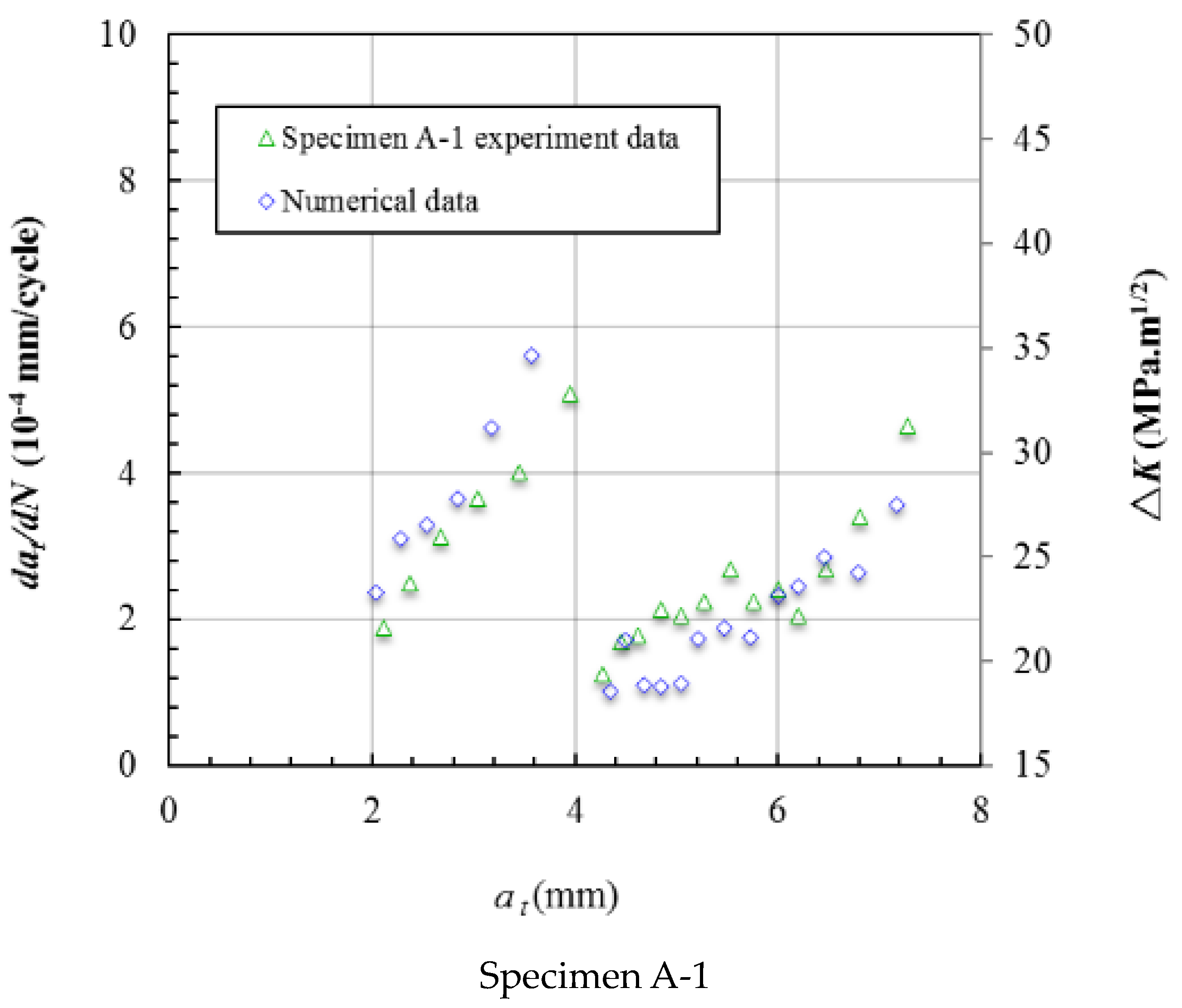
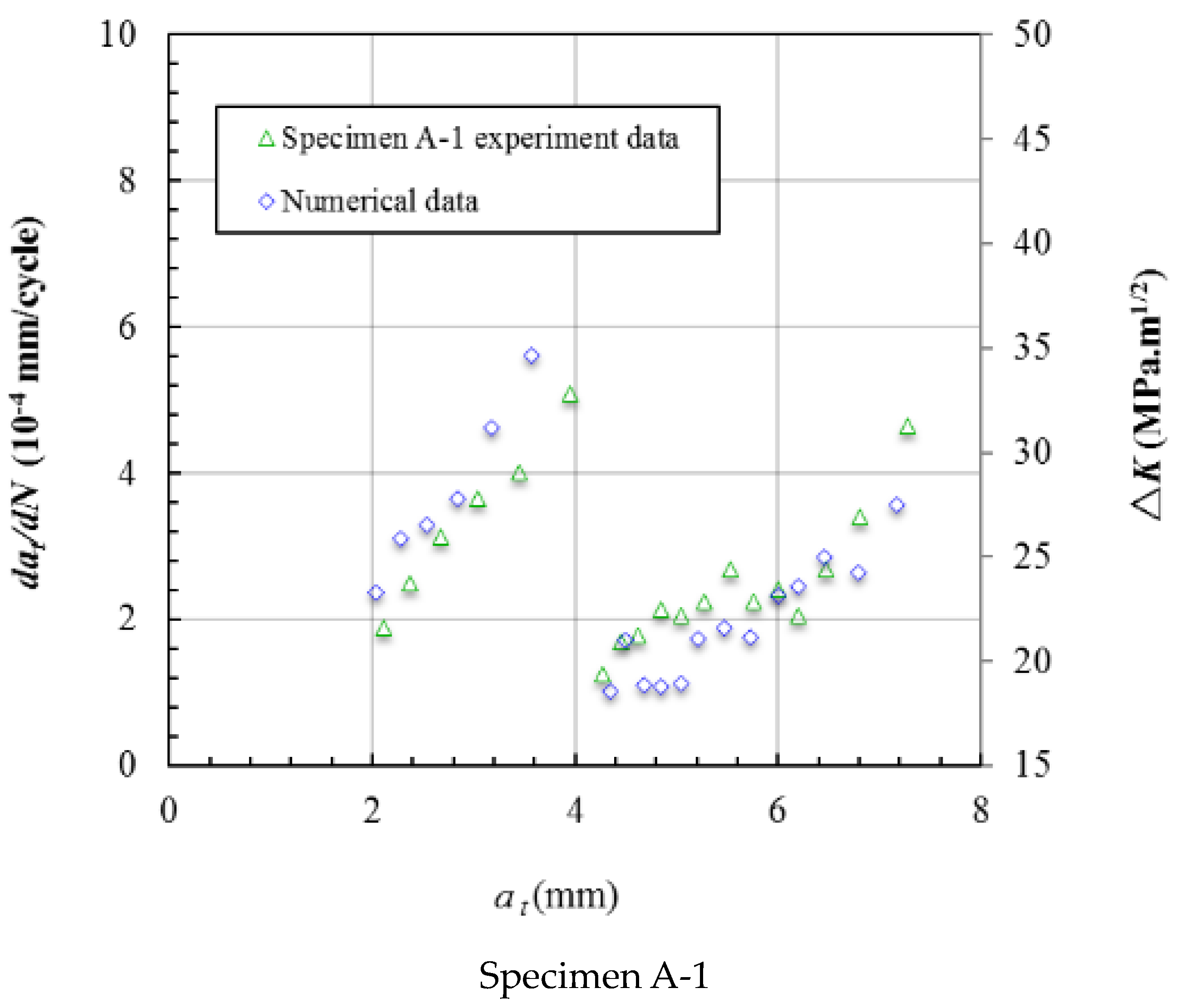
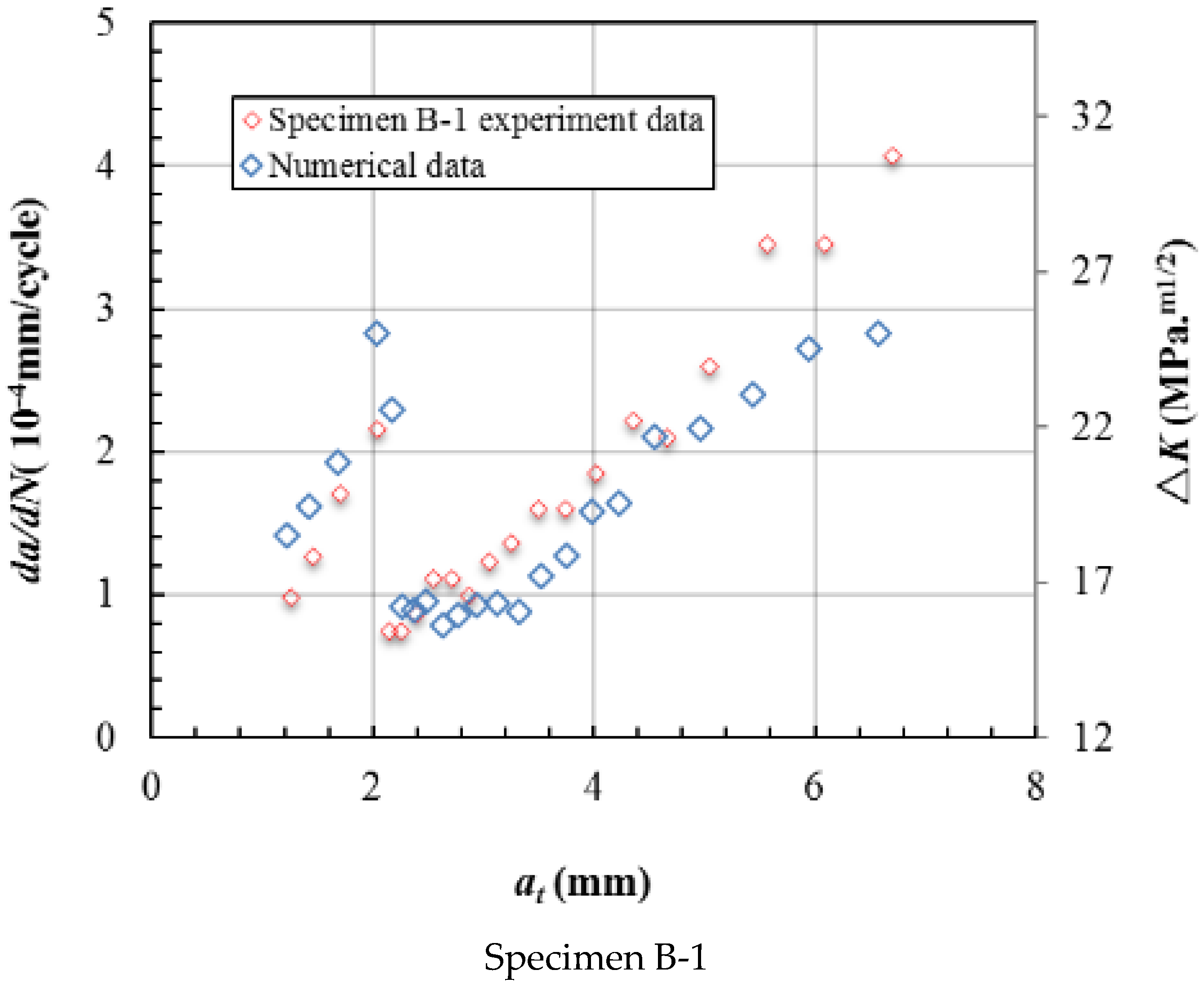
- The numerical model gave the ΔK distribution of each crack front. Through the comparison of the experimental data and the numerical data, it could be seen that the trend in the crack growth rate almost coincided with the ΔK data. This means that the crack growth rate was mainly affected by the stress intensity factor at the crack front.
Author Contributions
Funding
Conflicts of Interest
References
- Williams, J.C. Titanium Alloys: Production, Behavior and Application; Springer: Berlin/Heidelberg, Germany, 1995. [Google Scholar]
- Oguma, H.; Nakamura, T. Fatigue crack propagation properties of Ti–6Al–4V in vacuum environments. Int. J. Fatigue 2013, 50, 89–93. [Google Scholar] [CrossRef]
- Owolabi, G.; Okeyoyin, O.; Olasumboye, A.; Whitworth, H. A new approach to estimating the fatigue notch factor of Ti-6Al-4V components. Int. J. Fatigue 2016, 82, 29–34. [Google Scholar]
- Nalla, R.; Ritchie, R.; Boyce, B.; Campbell, J.; Peters, J. Influence of microstructure on high-cycle fatigue of Ti-6Al-4V: Bimodal vs. lamellar structures. Metall. Mater. Trans. A 2002, 33, 899–918. [Google Scholar] [CrossRef]
- Makabe, C.; Murdani, A.; Kuniyoshi, K.; Irei, Y.; Saimoto, A. Crack-growth arrest by redirecting crack growth by drilling stop holes and inserting pins into them. Eng. Fail. Anal. 2009, 16, 475–483. [Google Scholar] [CrossRef]
- Oguma, H.; Nakamura, T. The effect of microstructure on very high cycle fatigue properties in Ti–6Al–4V. Scr. Mater. 2010, 63, 32–36. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J.; Ritchie, R. Mixed-mode, high-cycle fatigue-crack growth thresholds in Ti–6Al–4V: II. Quantification of crack-tip shielding. Eng. Fract. Mech. 2000, 67, 229–278. [Google Scholar] [CrossRef]
- Gunderson, A.; Gegel, H.; Lyon, S. Fatigue Behavior of Diffusion Bonded Ti-6A1-4V Having Very Small Defects. In Titanium Science and Technology; Springer: Berlin/Heidelberg, Germany, 1973; pp. 649–659. [Google Scholar]
- Peng, L.X.; Tao, Y.; Liang, N.; Li, L.; Qin, X.; Zeng, Z.; Teng, X. Simulation of a crack in stiffened plates via a meshless formulation and FSDT. Int. J. Mech. Sci. 2017, 131, 880–893. [Google Scholar] [CrossRef]
- Syed, A.K.; Zhang, X.; Moffatt, J.E.; Maziarz, R.; Castelletti, L.; Fitzpatrick, M.E. Fatigue performance of bonded crack retarders in the presence of cold worked holes and interference-fit fasteners. Int. J. Fatigue 2017, 105, 111–118. [Google Scholar] [CrossRef]
- Lu, J.; Kashaev, N.; Huber, N. Optimization of crenellation patterns for fatigue crack retardation via genetic algorithm and the reduction in computational cost. Eng. Fail. Anal. 2016, 63, 21–30. [Google Scholar] [CrossRef]
- Kaibyshev, O.A.; Safiullin, R.V.; Lutfullin, R.; Valiakhmetov, O.R.; Galeyev, R.M.; Dutta, A.; Raghu, T.; Saha, G.G. Advanced superplastic forming and diffusion bonding of titanium alloy. Mater. Sci. Technol. 2006, 22, 343–351. [Google Scholar] [CrossRef]
- Derby, B.; Wallach, E. Theoretical model for diffusion bonding. Met. Sci. 1982, 16, 49–56. [Google Scholar] [CrossRef]
- Kazakov, N.F. Diffusion Bonding of Materials; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Dunford, D.V.; Wisbey, A. Diffusion Bonding of Advanced Aerospace Metallics; MRS Online Proceedings Library Archive: San Francisco, CA, USA, 1993. [Google Scholar]
- Wang, X.; Liu, W. Design and Application of Aircraft Titanium Alloy Structure; National Defense Industry Press: Beijing, China, 2010. (In Chinese) [Google Scholar]
- He, X.; Liu, W.; Sun, Y.; Wang, X. Fatigue crack growth characteristic for diffusion bonded laminates of titanium alloy with centered hole. Eng. Mech. 2015, 4, 244–249. (In Chinese) [Google Scholar]
- Liu, Y.; Zhang, Y.; Liu, S.; Xiao, S.; Sun, Y.; Wang, X. Effect of unbonded areas around hole on the fatigue crack growth life of diffusion bonded titanium alloy laminates. Eng. Fract. Mech. 2016, 1, 176–188. [Google Scholar] [CrossRef]
- He, X.; Dong, Y.; Li, Y.; Wang, X. Fatigue crack growth in diffusion-bonded Ti-6Al-4V laminate with unbonded zones. Int. J. Fatigue 2018, 106, 1–10. [Google Scholar] [CrossRef]
- Xiao, S.; Bi, J.; Sun, Y. XFEM-based analysis for crack growth characteristic of diffusion bonded laminate of titanium-alloy. Aeronaut. Manuf. Technol. 2015, 17, 86–89. (In Chinese) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | C | O | N | Ti |
|---|---|---|---|---|---|---|---|
| Content (%) | 5.5–6.75 | 3.5–4.5 | ≤0.5 | ≤0.1 | ≤0.2 | ≤0.05 | Bal. |
| Group | Material | Total Layers | Unbonded Areas | Average Stress | R = 0.1 | R = 0.7 |
|---|---|---|---|---|---|---|
| A (A1–A4) | TC4 | 4 | 1 | 270 MPa | 1000 | 3000 |
| B (B1–B4) | TC4 | 4 | 3 | 270 MPa | 1500 | 5000 |
| Specimen No. | Length(mm) | Total Cycles | R = 0.1 Cycles | Average |
|---|---|---|---|---|
| A-1 | 4.46 | 139,698 | 34,000 | 29,858.25 |
| A-2 | 3.97 | 123,243 | 30,000 | |
| A-3 | 5.91 | 113,364 | 28,000 | |
| A-4 | 3.43 | 112,433 | 27,433 | |
| B-1 | 4.71 | 268,953 | 61,500 | 54,375 |
| B-2 | 4.25 | 204,432 | 46,500 | |
| B-3 | 4.88 | 251,836 | 57,000 | |
| B-4 | 7.17 | 233,532 | 52,500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Liu, S. Experimental Research on Fatigue Crack Growth Behavior of Diffusion-Bonded Titanium Alloy Laminates with Preset Unbonded Areas. Materials 2022, 15, 5224. https://doi.org/10.3390/ma15155224
Liu Y, Liu S. Experimental Research on Fatigue Crack Growth Behavior of Diffusion-Bonded Titanium Alloy Laminates with Preset Unbonded Areas. Materials. 2022; 15(15):5224. https://doi.org/10.3390/ma15155224
Chicago/Turabian StyleLiu, Yang, and Shutian Liu. 2022. "Experimental Research on Fatigue Crack Growth Behavior of Diffusion-Bonded Titanium Alloy Laminates with Preset Unbonded Areas" Materials 15, no. 15: 5224. https://doi.org/10.3390/ma15155224
APA StyleLiu, Y., & Liu, S. (2022). Experimental Research on Fatigue Crack Growth Behavior of Diffusion-Bonded Titanium Alloy Laminates with Preset Unbonded Areas. Materials, 15(15), 5224. https://doi.org/10.3390/ma15155224