
Using Reclaimed Cement Concrete in Pavement Base Mixes with Foamed Bitumen Produced in Cold Recycling Technology



Abstract
:1. Introduction
1.1. Use of Recycled Materials in Pavement’s Upper Structural Layers
1.2. Recycling of Portland Cement Concrete in Pavement Construction
2. Materials and Methods
2.1. Experimental Plan
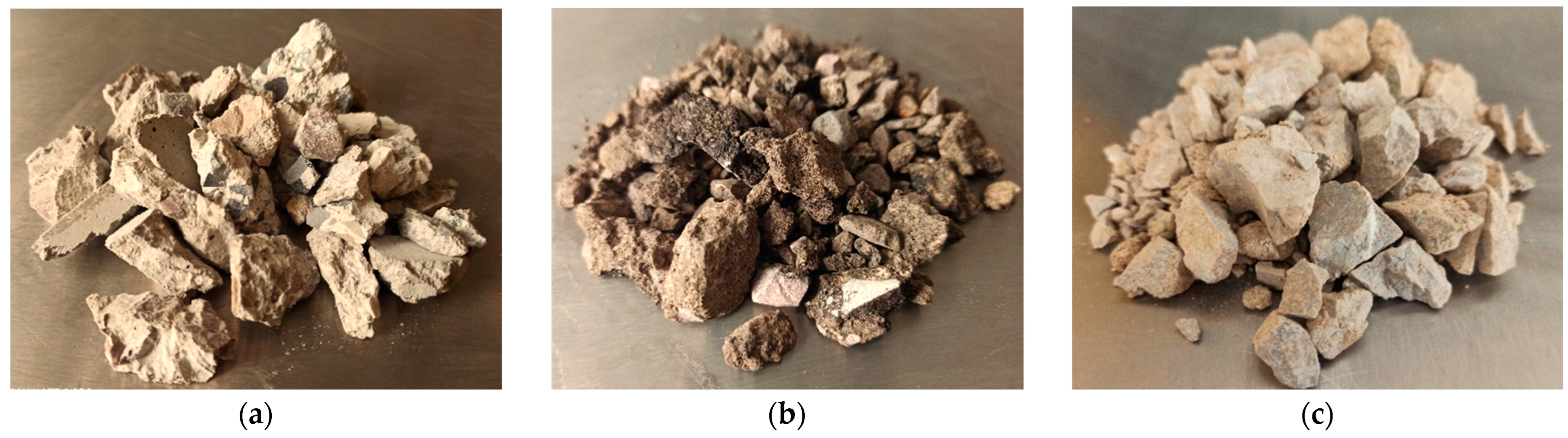
- reclaimed cement concrete (RCC) from reclaimed cement concrete road slabs acc. EN 13242:2002+A1:2007 used in exchange with a virgin 0/4 dolomite aggregate,
- reclaimed asphalt pavement (RAP) acc. EN 13108-8:2016,
- reclaimed aggregate (RA) acc. EN 13242:2002+A1:2007, shown in Figure 1.
2.1.1. Recycled Materials Used in the Mixtures
Reclaimed Cement Concrete (RCC)
Reclaimed Asphalt Pavement (RAP)
Reclaimed Aggregate (RA)
2.1.2. New Materials Used in the Mixtures
Virgin Aggregate (VA)
Foamed Bitumen
2.2. The Mix Design of Recycled Mixtures
2.3. Optimum Moisture Content (OMC)
2.4. Experimental Methodology

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Percentage (%) | |||
|---|---|---|---|---|
| REF-Mix | RCC-Mix | |||
| mm | Mix-FB | mm | Mix-FB | |
| Reclaimed asphalt pavement (RAP) | 37 | 35.7 | 37 | 35.7 |
| Reclaimed cement concrete (RCC) | - | - | 26 | 25.1 |
| Reclaimed aggregate (RA) | 37 | 35.7 | 37 | 35.7 |
| Virgin aggregate (VA) | 26 | 25.1 | - | - |
| Foamed bitumen 50/70 | - | 3.5 | - | 3.5 |
| Total | 100 | 100 | 100 | 100 |
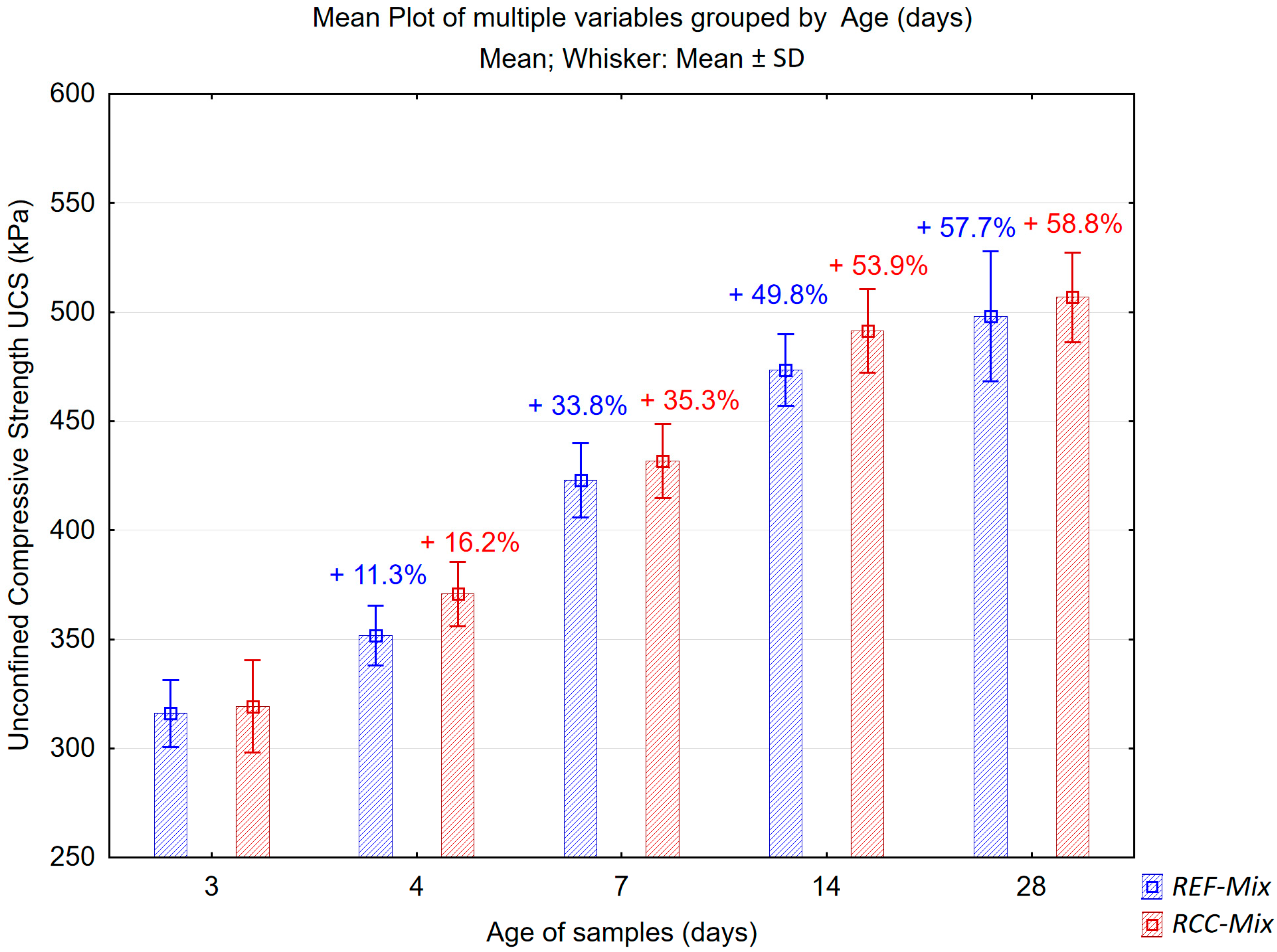
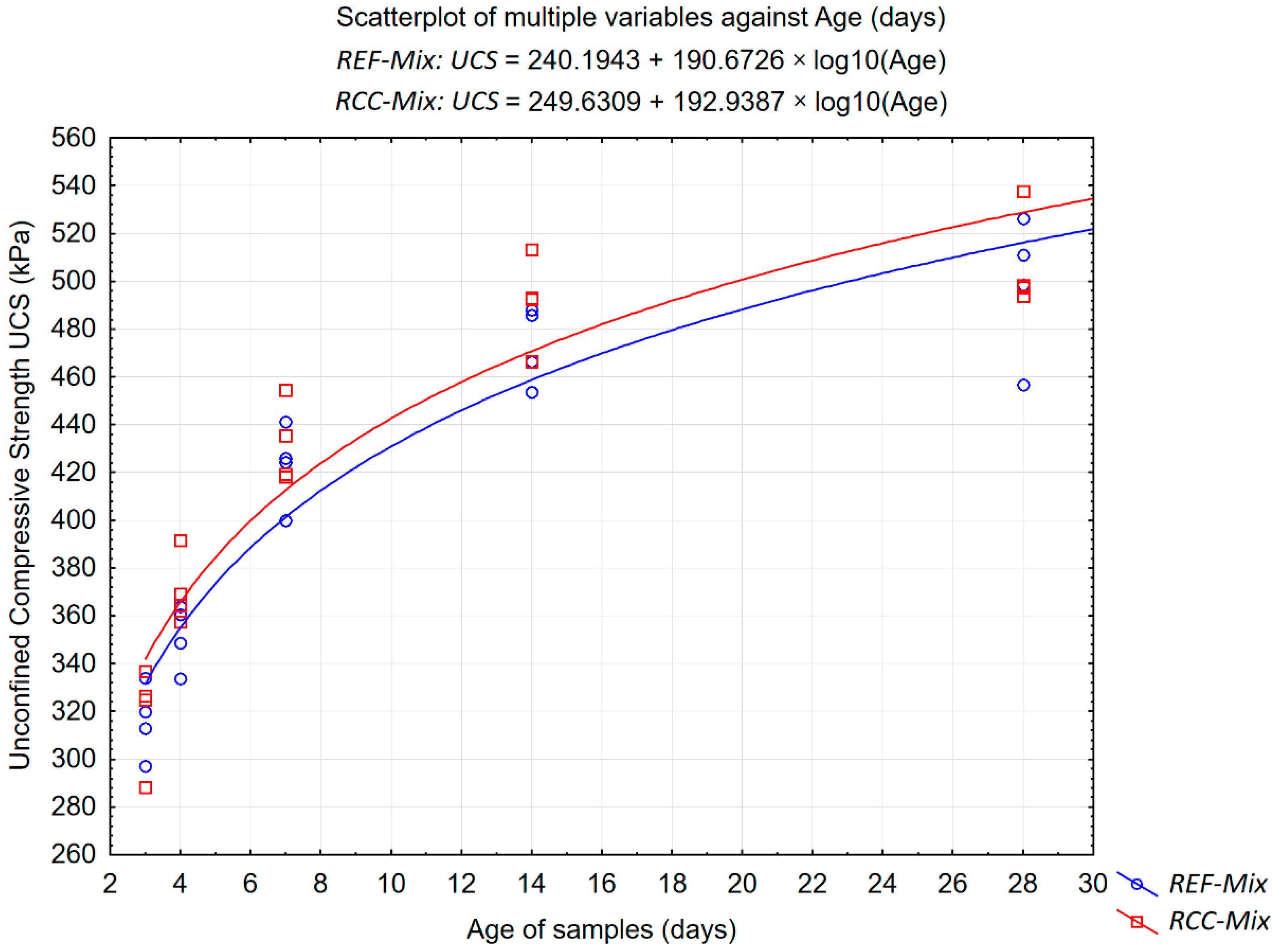
3. Results and Discussions
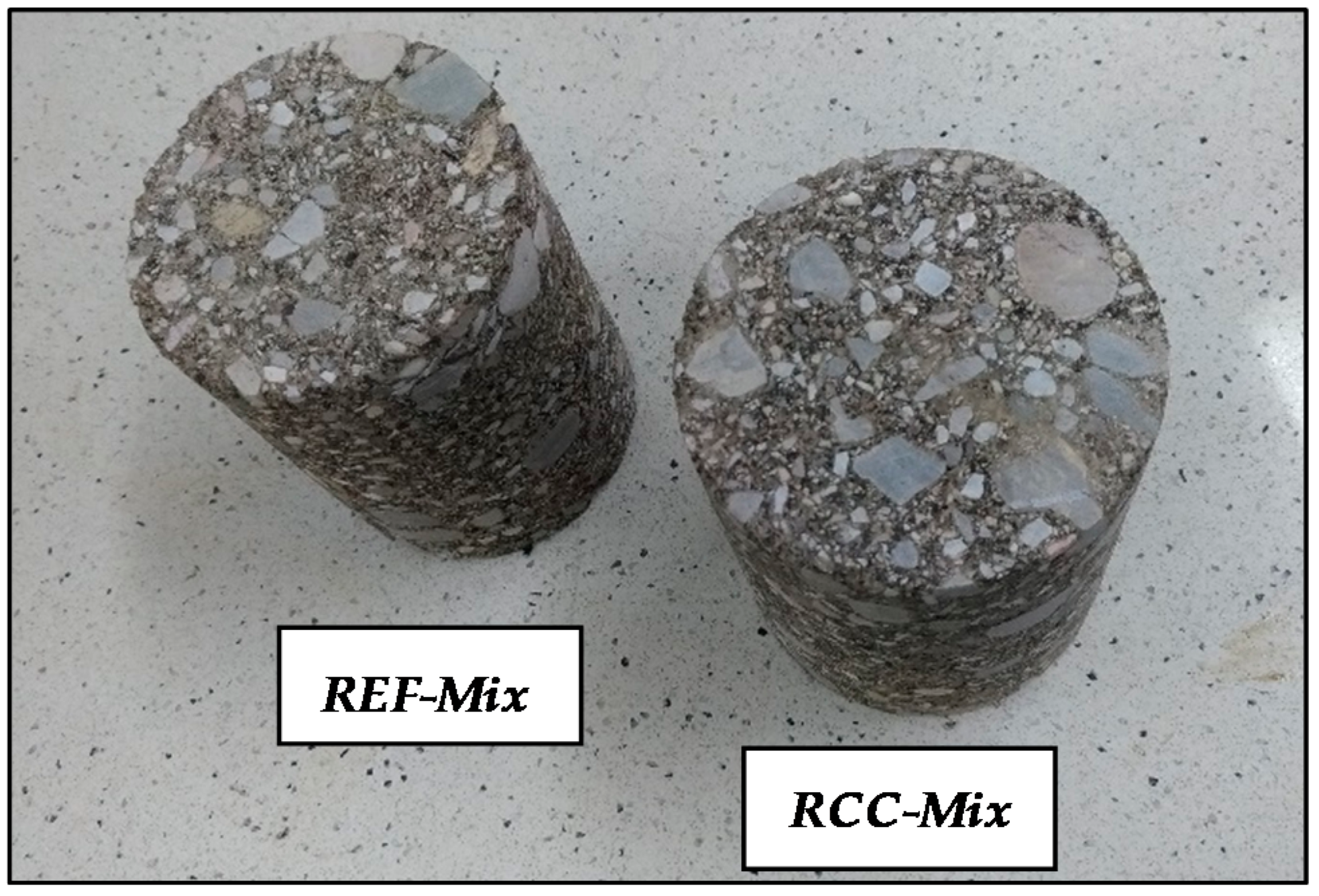
- mixture type (REF-Mix, RCC-Mix),
- sample age (3, 4, 7, 14 days).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments

Conflicts of Interest
References
- Dołzycki, B. Polish Experience with Cold In-Place Recycling. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Prague, Czech Republic, 21–22 September 2017; Volume 236. [Google Scholar] [CrossRef] [Green Version]
- Iwański, M.; Chomicz-Kowalska, A. Evaluation of the Pavement Performance. Bull. Polish Acad. Sci. Tech. Sci. 2015, 63, 97–105. [Google Scholar] [CrossRef]
- Chomicz-Kowalska, A.; Maciejewski, K. Performance and Viscoelastic Assessment of High-Recycle Rate Cold Foamed Bitumen Mixtures Produced with Different Penetration Binders for Rehabilitation of Deteriorated Pavements. J. Clean. Prod. 2020, 258, 120517. [Google Scholar] [CrossRef]
- Chomicz-Kowalska, A.; Maciejewski, K. Multivariate Optimization of Recycled Road Base Cold Mixtures with Foamed Bitumen. Procedia Eng. 2015, 108, 436–444. [Google Scholar] [CrossRef] [Green Version]
- Iwański, M.; Chomicz-Kowalska, A. Evaluation of the Effect of Using Foamed Bitumen and Bitumen Emulsion in Cold Recycling Technology. In Proceedings of the 3rd International Conference on Transportation Infrastructure, Pisa, Italy, 22–25 April 2014; pp. 69–76. [Google Scholar]
- Wirtgen Cold Recycling Technology. Manual, 1st ed.; Wirtgen GmbH: Windhagen, Germany, 2012.
- Technical Guideline: Bitumen Stabilised Materials. A Guideline for the Design and Construction of Bitumen Emulsion and Foamed Bitumen Stabilized Materials; Asfalt Academy: Pretoria, South Africa, 2009; ISBN 978-0-7988-5582-2.
- Vaitkus, A.; Vorobjovas, V. The Research on the Use of Warm Mix Asphalt for Asphalt Pavement Structures. In Proceedings of the XXVII International Baltic Road Conference, Riga, Latvia, 23–26 August 2009; pp. 2–6. [Google Scholar]
- Pasetto, M.; Baldo, N. Recycling of Waste Aggregate in Cement Bound Mixtures for Road Pavement Bases and Sub-Bases. Constr. Build. Mater. 2016, 108, 112–118. [Google Scholar] [CrossRef]
- Choi, S.; Yeon, J.H.; Won, M.C. Improvements of Curing Operations for Portland Cement Concrete Pavement. Constr. Build. Mater. 2012, 35, 597–604. [Google Scholar] [CrossRef]
- Niazi, Y.; Jalili, M. Effect of Portland Cement and Lime Additives on Properties of Cold In-Place Recycled Mixtures with Asphalt Emulsion. Constr. Build. Mater. 2009, 23, 1338–1343. [Google Scholar] [CrossRef]
- Buczyński, P.; Iwański, M. Inactive Mineral Filler as a Stiffness Modulus Regulator in Foamed Bitumen-Modified Recycled Base Layers. IOP Conf. Ser. Mater. Sci. Eng. 2017, 245, 032042. [Google Scholar] [CrossRef]
- Buczyński, P.; Iwański, M. Fatigue Life Comparison of Recycled Cold Mixes with Foamed Bitumen and with Bitumen Emulsion. Procedia Eng. 2017, 172, 135–142. [Google Scholar] [CrossRef]
- Godenzoni, C.; Graziani, A.; Perraton, D. Road Materials and Pavement Design Complex Modulus Characterisation of Cold-Recycled Mixtures with Foamed Bitumen and Different Contents of Reclaimed Asphalt Complex Modulus Characterisation of Cold-Recycled Mixtures with Foamed Bitumen and Different Contents of Reclaimed Asphalt. Road Mater. Pavement Des. 2017, 18, 130–150. [Google Scholar] [CrossRef]
- Swirydziuk, M. Recykling Odpadów Budowlanych (Recycling of Construction Waste). Inżynier Budownictwa 2011, 12. Available online: https://inzynierbudownictwa.pl/recykling-odpadow-budowlanych/ (accessed on 5 December 2011).
- Nalewajko, M. Recycling of Construction Waste as One of the Aspects of Sustainable Construction. Ekon. I Sr. 2018, 1, 144–155. [Google Scholar]
- Pedro, D.; De Brito, J.; Evangelista, L. Influence of the Use of Recycled Concrete Aggregates from Different Sources on Structural Concrete. Constr. Build. Mater. 2014, 71, 141–151. [Google Scholar] [CrossRef]
- Sabai, M.M.; Cox, M.G.D.M.; Mato, R.R.; Egmond, E.L.C.; Lichtenberg, J.J.N. Concrete Block Production from Construction and Demolition Waste in Tanzania. Resour. Conserv. Recycl. 2013, 72, 9–19. [Google Scholar] [CrossRef] [Green Version]
- Wagih, A.M.; El-Karmoty, H.Z.; Ebid, M.; Samir, H.O. Recycled Construction and Demolition Concrete Waste as Aggregate for Structural Concrete. HBRC J. 2019, 9, 193–200. [Google Scholar] [CrossRef] [Green Version]
- Berntsen, G.; Petkovic, G. Evaluation of Unbound Crushed Concrete as Road Building Material—Mechanical Properties vs Field Performance. Mater. Sci. 2009, 28, 30. [Google Scholar]
- Edil, T.B.; James, M.T.; Craig, H.B. Recycled Unbound Materials. Research Project Final Report 2012-35, Minnesota Department of Transportation, Research Services Section. Minnesota, 2012. Available online: https://www.lrrb.org/pdf/201235.pdf (accessed on 30 November 2012).
- Li, X. Recycling and Reuse of Waste Concrete in China. Resour. Conserv. Recycl. 2008, 53, 36–44. [Google Scholar] [CrossRef]
- Krezel, Z.A.; McManus, K. Recycled Aggregate Concrete Sound Barriers for Urban Freeways. Waste Manag. Ser. 2000, 1, 884–892. [Google Scholar] [CrossRef]
- Petkovic, G.; Engelsen, C.J.; Håøya, A.O.; Breedveld, G. Environmental Impact from the Use of Recycled Materials in Road Construction: Method for Decision-Making in Norway. Resour. Conserv. Recycl. 2004, 42, 249–264. [Google Scholar] [CrossRef]
- Poon, C.S.; Chan, D. Feasible Use of Recycled Concrete Aggregates and Crushed Clay Brick as Unbound Road Sub-Base. Constr. Build. Mater. 2006, 20, 578–585. [Google Scholar] [CrossRef]
- Polo-Mendoza, R.; Peñabaena-Niebles, R.; Giustozzi, F.; Martinez-Arguelles, G. Eco-Friendly Design of Warm Mix Asphalt (WMA) with Recycled Concrete Aggregate (RCA): A Case Study from a Developing Country. Constr. Build. Mater. 2022, 326, 126890. [Google Scholar] [CrossRef]
- Sanchez-Cotte, E.H.; Fuentes, L.; Martinez-Arguelles, G.; Rondón Quintana, H.A.; Walubita, L.F.; Cantero-Durango, J.M. Influence of Recycled Concrete Aggregates from Different Sources in Hot Mix Asphalt Design. Constr. Build. Mater. 2020, 259, 120427. [Google Scholar] [CrossRef]
- Vega-Araujo, D.; Martinez-Arguelles, G.; Santos, J. Comparative Life Cycle Assessment of Warm Mix Asphalt with Recycled Concrete Aggregates: A Colombian Case Study. Procedia CIRP 2020, 90, 285–290. [Google Scholar] [CrossRef]
- Araujo, D.L.V.; Santos, J.; Martinez-Arguelles, G. Environmental Performance Evaluation of Warm Mix Asphalt with Recycled Concrete Aggregate for Road Pavements. Int. J. Pavement Eng. 2022, 1–14. [Google Scholar] [CrossRef]
- Deshpande, Y.S.; Hiller, J.E. Pore Characterization of Manufactured Aggregates: Recycled Concrete Aggregates and Lightweight Aggregates. Mater. Struct. Constr. 2012, 45, 67–79. [Google Scholar] [CrossRef]
- Gee, K.W. Use of Recycled Concrete Pavement as Aggregate in Hydraulic-Cement Concrete Pavement; Tech. Advis. T 5040.37; FHWA Publication: McLean, VA, USA, 2007. [Google Scholar]
- Paranavithana, S.; Mohajerani, A. Effects of Recycled Concrete Aggregates on Properties of Asphalt Concrete. Resour. Conserv. Recycl. 2006, 48, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Sas, W.; Głuchowski, A. Nośność Podłoża Drogowego z Destruktu Betonowego Na Przykładzie Badań CBR [Capacity of Road Subbase from Recycled Concrete Aggregate Based on CBR Test Results]. Civ. Enviromental Eng. 2014, 5, 149–154. [Google Scholar]
- Fengier, J.; Pożarycki, A. Self-Cementing Properties of Recycled Concrete Aggregates (RCA) on the Example of Tests of Material and Layers of Pavement Subbase. Bud. I Archit. 2014, 13, 101–107. [Google Scholar] [CrossRef]
- Sybilski, D.K.C. Ocena i Badania Wybranych Odpadów Przemysłowych Do Wykorzystania w Konstrukcjach Drogowych [Assessment and Testing of Selected Industrial Waste for Use in Road Construction]; Road and Bridge Research Institute: Warsaw, Poland, 2004. [Google Scholar]
- Wymagania Techniczne WT-4. Mieszanki Niezwiązane Do Dróg Krajowych [Technical Guidelines WT-4. Unbound Aggregate Mixtures for National Roads]; Polish General Directorate for National Roads and Motorways: Warsaw, Poland, 2010.
- Poon, C.S.; Qiao, X.C.; Chan, D. The Cause and Influence of Self-Cementing Properties of Fine Recycled Concrete Aggregates on the Properties of Unbound Sub-Base. Waste Manag. 2006, 26, 1166–1172. [Google Scholar] [CrossRef]
- EN 933-1; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distributio—Sieving Method. Comité Européen de Normalisation (CEN): Brussels, Belgium, 2012.
- Remišová, E.; Decký, M.; Mikolaš, M.; Hájek, M.; Kovalčík, L.; Mečár, M. Design of Road Pavement Using Recycled Aggregate. IOP Conf. Ser. Earth Environ. Sci. 2016, 44, 022016. [Google Scholar] [CrossRef] [Green Version]
- Kruszywa Recyklingowe [Recycled Aggregates]. Available online: www.eko-zec.com.pl/?q=pl/node/122 (accessed on 1 April 2019).
- Iwanski, M.M.; Chomicz-Kowalska, A.; MacIejewski, K. Impact of Additives on the Foamability of a Road Paving Bitumen. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Paris, France, 23–25 July 2019; Volume 603. [Google Scholar]
- Chomicz-Kowalska, A.; Maciejewski, K.; Iwański, M.M. Study of the Simultaneous Utilization of Mechanical Water Foaming and Zeolites and Their Effects on the Properties of Warm Mix Asphalt Concrete. Materials 2020, 13, 357. [Google Scholar] [CrossRef] [Green Version]
- Chomicz-Kowalska, A.; Mrugała, J.; Maciejewski, K. Evaluation of Foaming Performance of Bitumen Modified with the Addition of Surface Active Agent. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Birmingham, UK, 13–15 October 2017; Volume 245, p. 032086. [Google Scholar]
- Iwański, M.; Chomicz-Kowalska, A.; Buczyński, P.; Mazurek, G.; Cholewińska, M.; Iwański, M.M.; Ramiączek, P.; Maciejewski, K. Procedury Projektowania Oraz Wytyczne Stosowania Materiałów Odpadowych i z Recyklingu Do Technologii Wytwarzania Mieszanek Metodą Na Zimno z Asfaltem Spienionym MCAS [Procedures for Design and Recommendations for Utilizing Waste and Recycled Materials]; Kielce University of Technology: Kielce, Poland, 2018. [Google Scholar]
- Ogólna Specyfikacja Techniczna: OST D-04.10.01a; Szczegółowa Specyfikacja Techniczna: Podbudowa z Mieszanki Mineralno-Cementowej z Asfaltem Spienionym (MCAS) Wykonana w Technologii Recyklingu Głębokiego Na Zimno [Technical Specification: Deep Cold Recycle]. Generalna Dyrekcja Dróg Krajowych i Autostrad [Polish General Directorate for National Roads and Motorway]: Warsaw, Poland, 2013.
- EN 13286-50; Unbound and Hydraulically Bound Mixtures—Part 50: Method for the Manufacture of Test Specimens of Hydraulically Bound Mixtures Using Proctor Equipment or Vibrating Table Compaction. Comité Européen de Normalisation (CEN): Brussels, Belgium, 2005.
- EN 13286-41; Unbound and Hydraulically Bound Mixtures Part 41: Test Method for Determination of the Compressive Strength of Hydraulically Bound Mixtures. Comité Européen de Normalisation (CEN): Brussels, Belgium, 2003.
- Ramiaczek, P.; Chomicz-Kowalska, A.; Stepien, J.; Iwanski, M.M.; Maciejewski, K. Preliminary Assessment of the Secondary Setting of Portland Cement in Recycled Crushed Concrete Incorporated in Cold Recycled Road Base Mixes with Foamed Bitumen. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 042076. [Google Scholar] [CrossRef]
- Çolak, A. A New Model for the Estimation of Compressive Strength of Portland Cement Concrete. Cem. Concr. Res. 2006, 36, 1409–1413. [Google Scholar] [CrossRef]
- Doyle, T.A.; McNally, C.; Gibney, A.; Tabaković, A. Developing Maturity Methods for the Assessment of Cold-Mix Bituminous Materials. Constr. Build. Mater. 2013, 38, 524–529. [Google Scholar] [CrossRef]
- Otieno, M.N.; Kaluli, J.W.; Kabubo, C. Strength Prediction of Cold Asphalt Emulsion Mixtures Using the Maturity Method. J. Mater. Civ. Eng. 2020, 32, 04020096. [Google Scholar] [CrossRef]
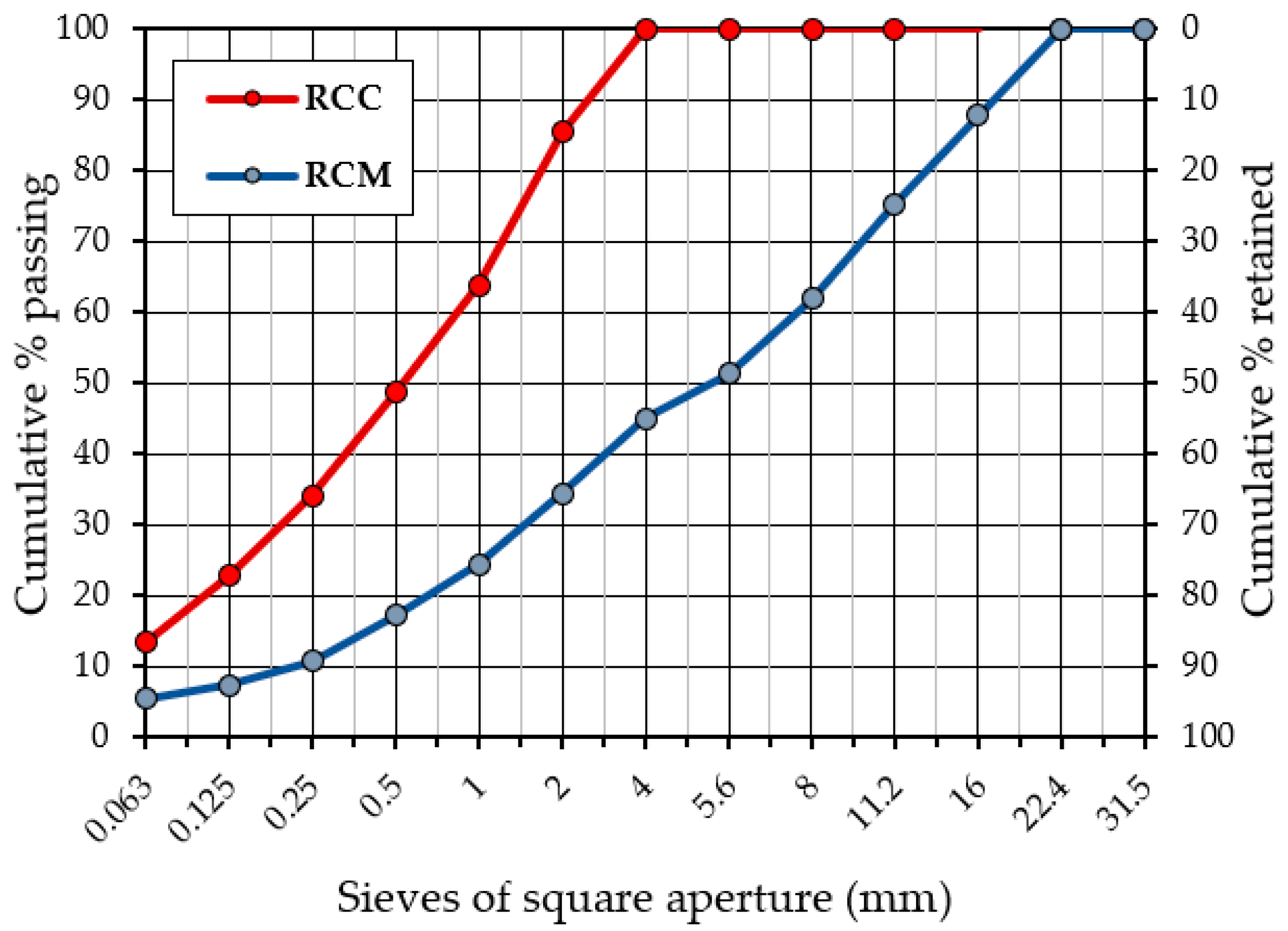



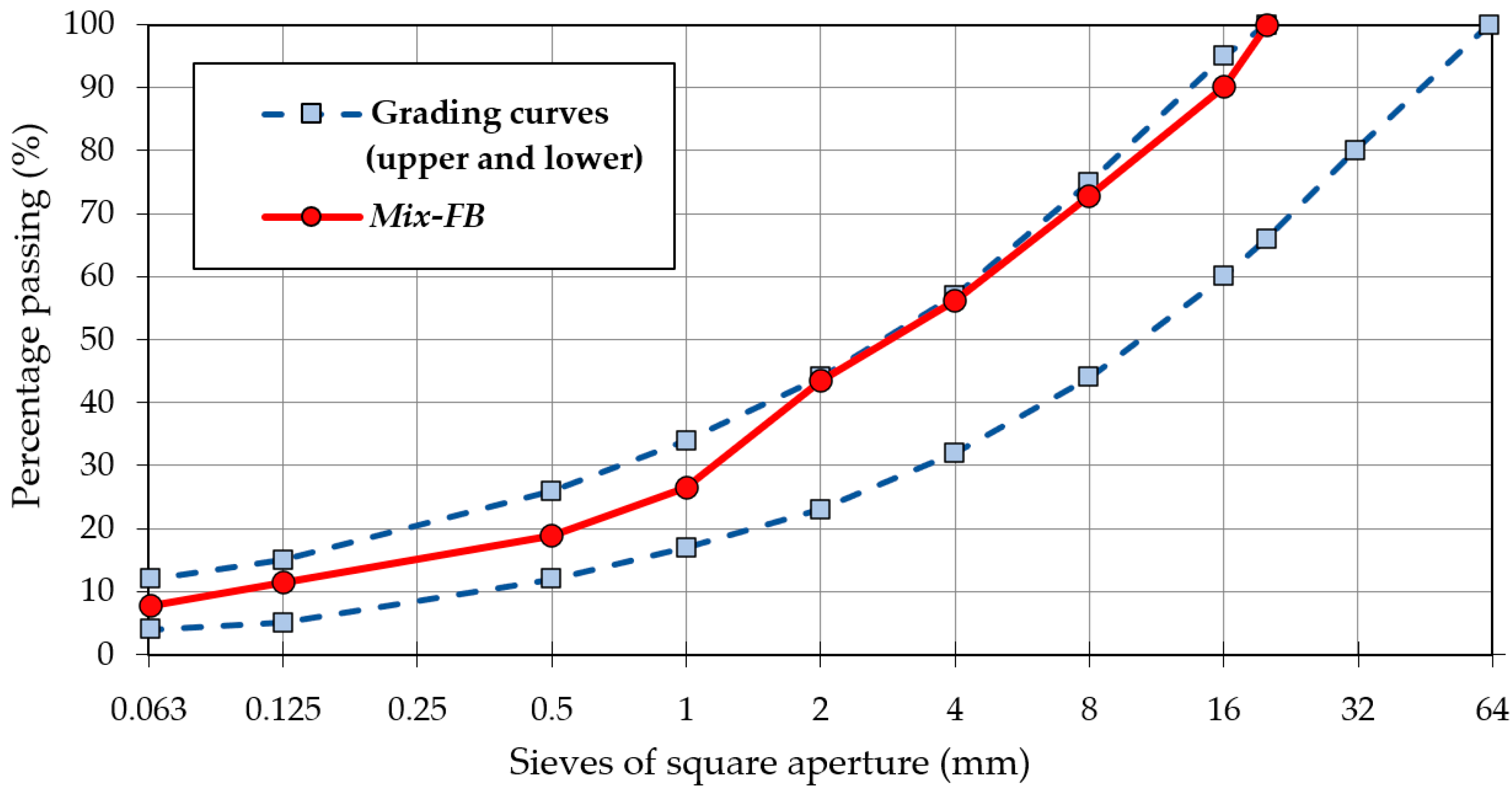


| Sieve Aperture Size (mm) | Percentage of Material Retained 100 × Ri/M1 (% by Mass) | |
|---|---|---|
| RCM | RCC | |
| 31.5 | 0 | 0 |
| 22.4 | 0 | 0 |
| 16.0 | 12.2 | 0 |
| 11.2 | 12.5 | 0 |
| 8 | 13.4 | 0 |
| 5.6 | 10.6 | 0 |
| 4 | 6.3 | 0 |
| 2 | 10.6 | 14.5 |
| 1 | 9.9 | 21.6 |
| 0.5 | 7.3 | 15.2 |
| 0.25 | 6.4 | 14.5 |
| 0.125 | 3.4 | 11.3 |
| 0.063 | 1.9 | 9.5 |
| <0.063 | 5.5 | 13.4 |
| sum | 100 | 100 |
| Property | Test Method | Result | Category |
|---|---|---|---|
| Aggregate | [38] | continuous grading | |
| Aggregate sizes (d/D) | [38] | 0/16 | |
| Grading and tolerance | [38] | grading curve Table 1, Figure 2 | GA85, GTA20 |
| Flakiness index, % | EN 933-3 | 9 | FI20 |
| Shape index, % | EN 933-4 | 6 | SI20 |
| Percentage of crushed or broken particles, % | EN 933-5 | 99. 0 | C90/3 |
| Fines content, % | [38] | 5.5 | f7 |
| Resistance to fragmentation, Los Angeles test method (10/14 mm), % | EN 1097-2 | 38 | LA40 |
| Particle density ρa, Mg/m3 | EN 1097-6 | 2.280 | declared value |
| Water absorption, % | EN 1097-6 | 4.8 | WA24declared |
| Freeze–thaw resistance, % | EN 1367-1 | 3.55 | F4 |
| Constituents of coarse recycled aggregates Rc + Ru + Rg, % | EN 933-11 | 99 | Rcug90 |
| Measuring Point | Si | O | Ca | C | F | Mg | Al | K | Na | Total |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 50.52 | 46.34 | 3.14 | - | - | - | - | - | - | 100 |
| 2 | 26.28 | 39.81 | 24.04 | 5.66 | 0.48 | 0.36 | 2.57 | 0.80 | - | 100 |
| 3 | 14.40 | 43.17 | 30.94 | 10.45 | - | - | 0.38 | - | 0.65 | 100 |
| 4 | 70.96 | 22.37 | 6.67 | - | - | - | - | - | - | 100 |
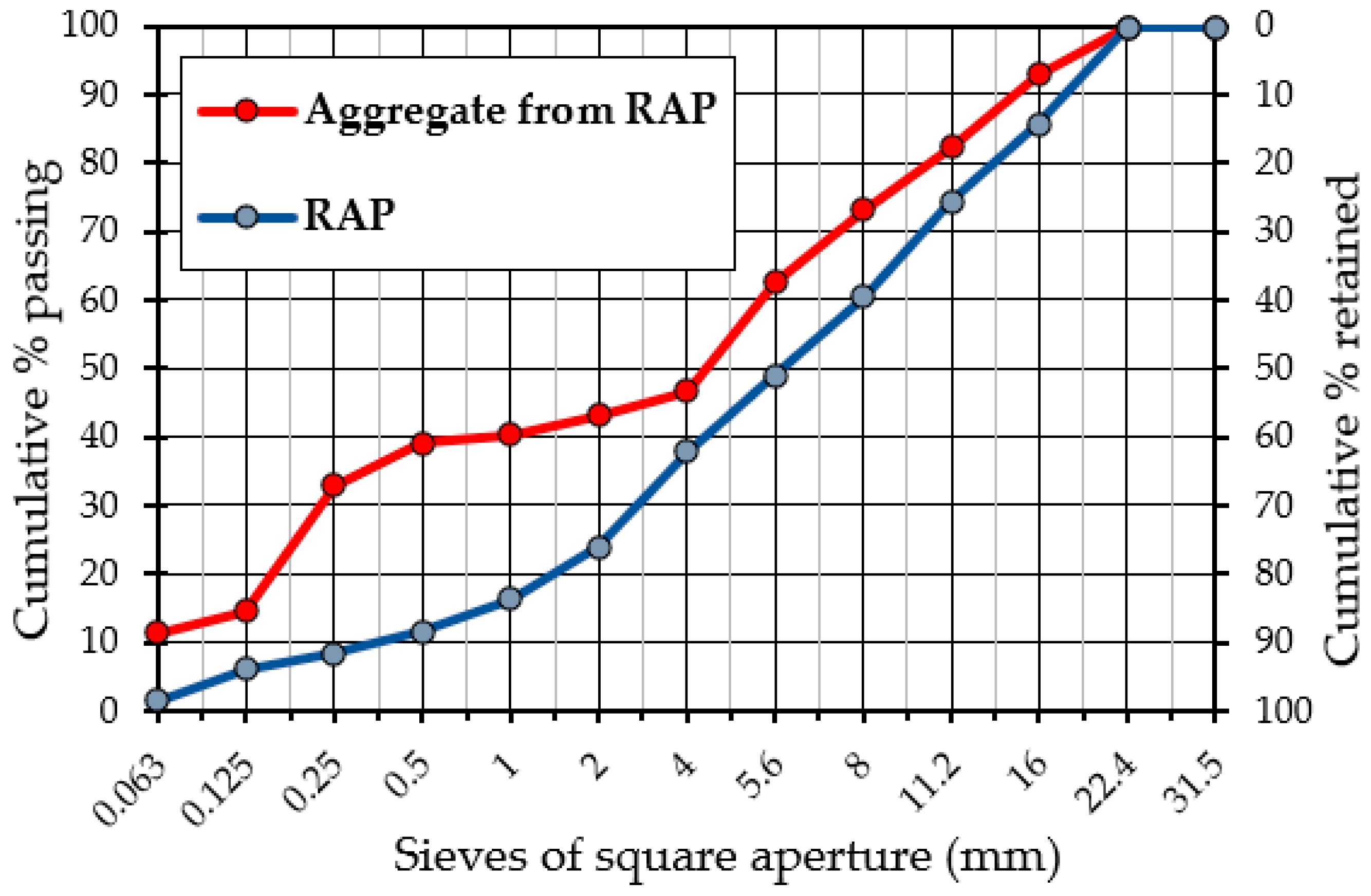
| Sieve Aperture Size (mm) | Percentage of Material Retained 100 × Ri/M1 (% by Mass) | |
|---|---|---|
| RAP | Aggregate from RAP | |
| 31.5 | 0 | 0 |
| 22.4 | 0 | 0 |
| 16.0 | 14.2 | 7.2 |
| 11.2 | 11.3 | 10.4 |
| 8 | 14.0 | 9.3 |
| 5.6 | 11.6 | 10.6 |
| 4 | 11.0 | 15.9 |
| 2 | 13.9 | 3.7 |
| 1 | 7.7 | 2.6 |
| 0.5 | 4.8 | 1.1 |
| 0.25 | 3.0 | 6.4 |
| 0.125 | 2.5 | 18.2 |
| 0.063 | 4.5 | 3.3 |
| <0.063 | 1.5 | 11.3 |
| sum | 100 | 100 |
| Property | Penetration in 25 °C | Softening Point (TR&B) | Fraass Breaking Point | Elastic Recovery |
|---|---|---|---|---|
| Test Method | EN 1426:2015 | EN 1427:2015 | EN 12593:2015 | EN 13398:2017 |
| Unit of Measure | 0.1 mm | °C | °C | % |
| Mean | 58 | 53.2 | −5 | 12.5 |
| Valid N | 10 | 4 | 4 | 3 |
| Measuring Point | C | O | Al | Si | Au | Ca | Mg | K | Total |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 5.54 | 25.76 | 0.54 | 1.45 | 12.62 | 54.09 | - | - | 100 |
| 2 | 27.38 | 6.11 | 8.79 | 12.75 | 27.40 | 12.36 | 0.53 | 4.69 | 100 |
| 3 | 7.59 | 35.89 | - | - | 5.90 | 50.63 | - | - | 100 |
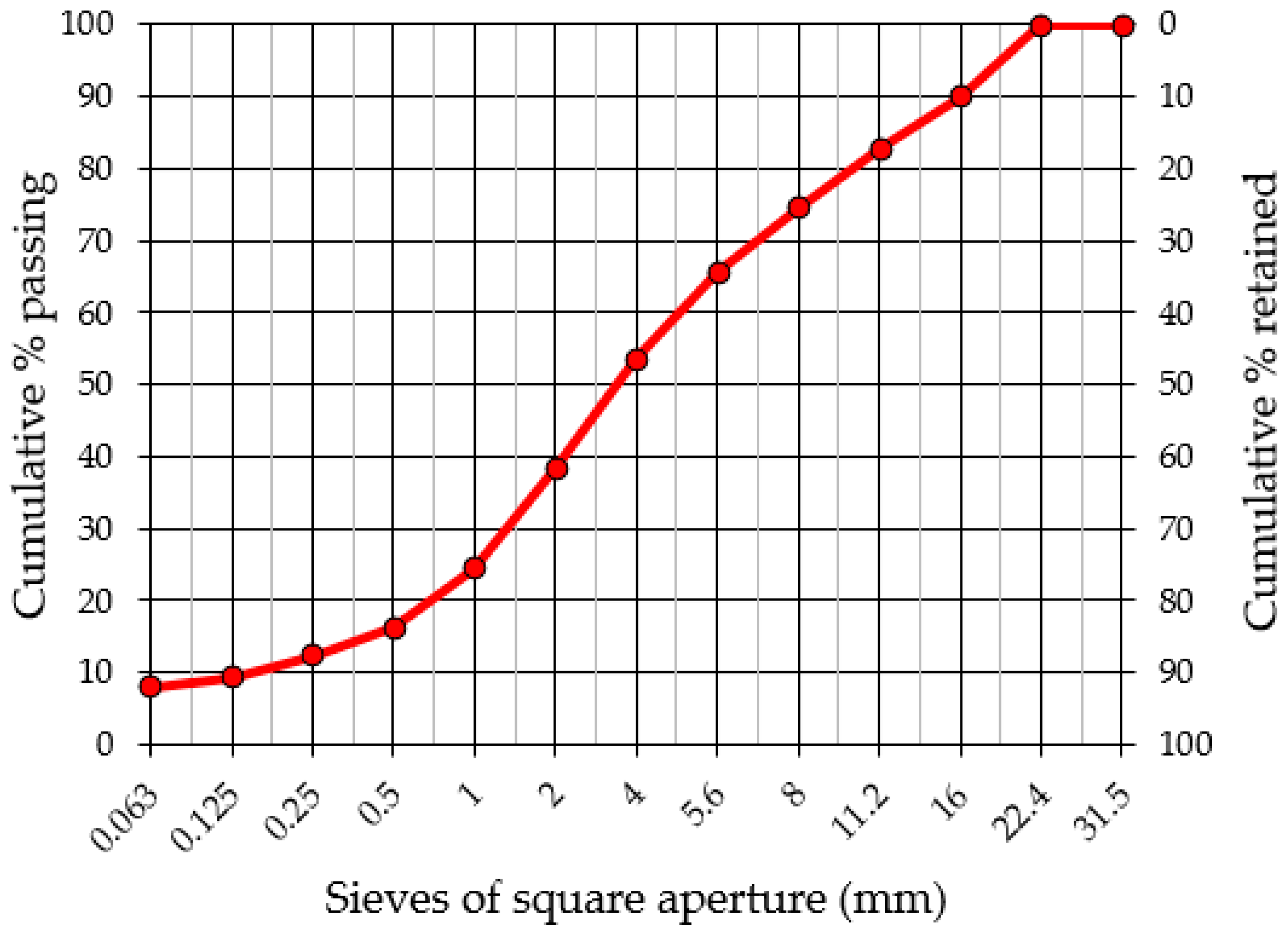
| Sieve Aperture Size (mm) | Percentage of Material Retained 100 × Ri/M1 (% by Mass) |
|---|---|
| 31.5 | 0 |
| 22.4 | 0 |
| 16.0 | 10.0 |
| 11.2 | 7.3 |
| 8 | 8.2 |
| 5.6 | 8.9 |
| 4 | 12.2 |
| 2 | 15.1 |
| 1 | 14.0 |
| 0.5 | 8.0 |
| 0.25 | 4.0 |
| 0.125 | 3.0 |
| 0.063 | 1.3 |
| <0.063 | 8.0 |
| sum | 100 |
| Property | Test Method | Result | Category |
|---|---|---|---|
| Grading | [38] | grading curve Table 7, Figure 6 | GA85 |
| Flakiness index, % | EN 933-3 | 16 | FI20 |
| Shape index, % | EN 933-4 | 23 | SI40 |
| Fines content, % | [38] | 8.0 | f9 |
| Fines quality, g/kg | EN 933-9 | 3.5 | MBF10 |
| Resistance to fragmentation, Los Angeles test method (10/14 mm), % | EN 1097-2 | 35 | LA30 |
| Particle density ρa, Mg/m3 | EN 1097-6 | 2.650 | declared value |
| Water absorption, % | EN 1097-6 | 1.2 | WA242 |
| Freeze–thaw resistance, % | EN 1367-1 | 0.3 | F1 |
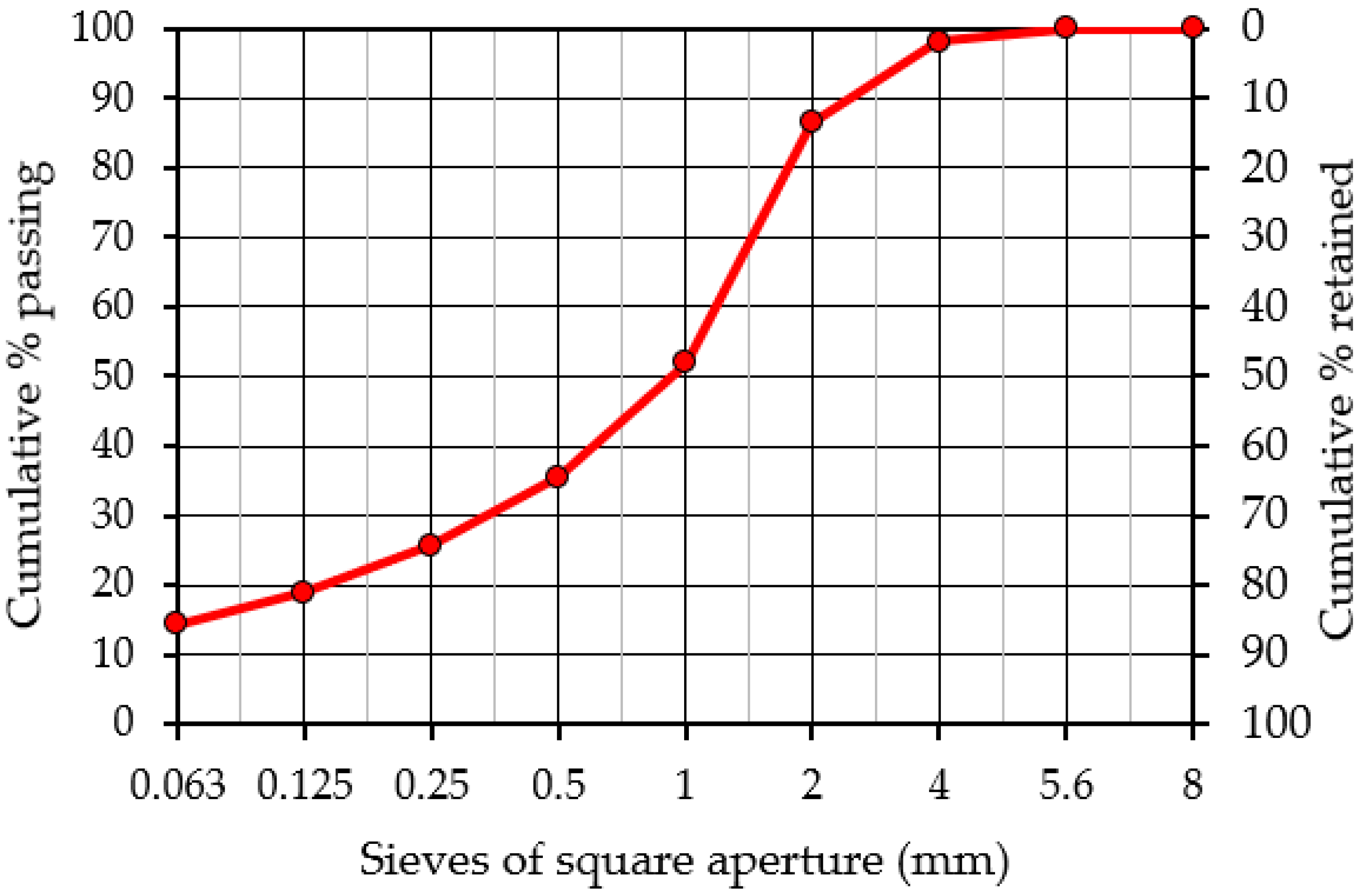
| Sieve Aperture Size (mm) | Percentage of Material Retained 100 × Ri/M1 (% by Mass) |
|---|---|
| 8 | 0 |
| 5.6 | 0 |
| 4 | 1.8 |
| 2 | 11.8 |
| 1 | 34.5 |
| 0.5 | 16.3 |
| 0.25 | 9.9 |
| 0.125 | 6.8 |
| 0.063 | 4.6 |
| <0.063 | 14.3 |
| sum | 100 |
| Property | Test Method | Result | Category |
|---|---|---|---|
| Grading | [38] | grading curve Table 9, Figure 7 | GF85 |
| Flow time (0.063/2 mm fraction), s | EN 933-6 | 39 | ECS38 |
| Fines content, % | [38] | 14.3 | f22 |
| Fines quality, g/kg | EN 933-9 | 4.5 | MBF10 |
| Particle density ρa, Mg/m3 | EN 1097-6 | 2.71 | declared value |
| Water absorption, % | EN 1097-6 | 0.7 | WA241 |
| Property | Penetration in 25 °C | Softening Point (TR&B) | Fraass Breaking Point |
|---|---|---|---|
| Test Method [0.1 mm] | EN 1426:2015 | EN 1427:2015 | EN 12593:2015 |
| Unit of Measure | 0.1 mm | °C | °C |
| Mean ± SD | 59.9 ± 2.4 | 48.6 ± 0.4 | −16.3 ± 0.6 |
| Valid N | 10 | 4 | 4 |
| Age of Samples (Days) | Mixture Type | |||||||
|---|---|---|---|---|---|---|---|---|
| REF-Mix | RCC-Mix | |||||||
| Mean (kPa) | SD | CoV (%) | Δ (%) | Mean (kPa) | SD | CoV (%) | Δ (%) | |
| 3 | 315.99 | 15.36 | 4.9 | - | 319.14 | 21.18 | 6.6 | - |
| 4 | 351.79 | 13.66 | 3.9 | 11.3 | 370.74 | 14.71 | 4.0 | 16.2 |
| 7 | 422.92 | 17.10 | 4.0 | 33.8 | 431.81 | 17.01 | 3.9 | 35.3 |
| 14 | 473.48 | 16.35 | 3.5 | 49.8 | 491.30 | 19.19 | 3.9 | 53.9 |
| 28 | 498.18 | 29.84 | 6.0 | 57.7 | 506.79 | 20.57 | 4.1 | 58.8 |
| Effect | df | F | p | Evaluation of Significance |
|---|---|---|---|---|
| Intercept | 1 | 19,335.57 | <0.001 | effect significant (α = 0.05) |
| Mixture type | 1 | 3.64 | 0.066 | - |
| Age of sample | 4 | 136.41 | <0.001 | effect significant (α = 0.05) |
| Mixture type × Age of sample | 4 | 0.25 | 0.908 | - |
| Mixture Type | Age of Sample | UCS (kPa)—Mean Value | Homogenous Groups (Duncan Post Hoc) | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| REF-Mix | 3 | 315.99 | **** | ||||
| RCC-Mix | 3 | 319.14 | **** | ||||
| REF-Mix | 4 | 351.79 | **** | ||||
| RCC-Mix | 4 | 370.74 | **** | ||||
| REF-Mix | 7 | 422.92 | **** | ||||
| RCC-Mix | 7 | 431.81 | **** | ||||
| REF-Mix | 14 | 473.48 | **** | ||||
| RCC-Mix | 14 | 491.30 | **** | **** | |||
| REF-Mix | 28 | 498.18 | **** | **** | |||
| RCC-Mix | 28 | 506.79 | **** | ||||
| Group 1 vs. Group 2 | Age (Days) | df | Mean Group 1 | Mean Group 2 | t-Value | p |
|---|---|---|---|---|---|---|
| REF-Mix vs. RCC-Mix | 3 | 6 | 315.99 | 319.14 | −0.2406 | 0.818 |
| REF-Mix vs. RCC-Mix | 4 | 6 | 351.79 | 370.74 | −1.8878 | 0.108 |
| REF-Mix vs. RCC-Mix | 7 | 6 | 422.92 | 431.81 | −0.7375 | 0.489 |
| REF-Mix vs. RCC-Mix | 14 | 6 | 473.48 | 491.29 | −1.4133 | 0.208 |
| REF-Mix vs. RCC-Mix | 28 | 6 | 498.18 | 506.79 | −0.4751 | 0.652 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stępień, J.; Maciejewski, K. Using Reclaimed Cement Concrete in Pavement Base Mixes with Foamed Bitumen Produced in Cold Recycling Technology. Materials 2022, 15, 5175. https://doi.org/10.3390/ma15155175
Stępień J, Maciejewski K. Using Reclaimed Cement Concrete in Pavement Base Mixes with Foamed Bitumen Produced in Cold Recycling Technology. Materials. 2022; 15(15):5175. https://doi.org/10.3390/ma15155175
Chicago/Turabian StyleStępień, Justyna, and Krzysztof Maciejewski. 2022. "Using Reclaimed Cement Concrete in Pavement Base Mixes with Foamed Bitumen Produced in Cold Recycling Technology" Materials 15, no. 15: 5175. https://doi.org/10.3390/ma15155175
APA StyleStępień, J., & Maciejewski, K. (2022). Using Reclaimed Cement Concrete in Pavement Base Mixes with Foamed Bitumen Produced in Cold Recycling Technology. Materials, 15(15), 5175. https://doi.org/10.3390/ma15155175