
Structure, Martensitic Transformation, and Damping Properties of Functionally Graded NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion




Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
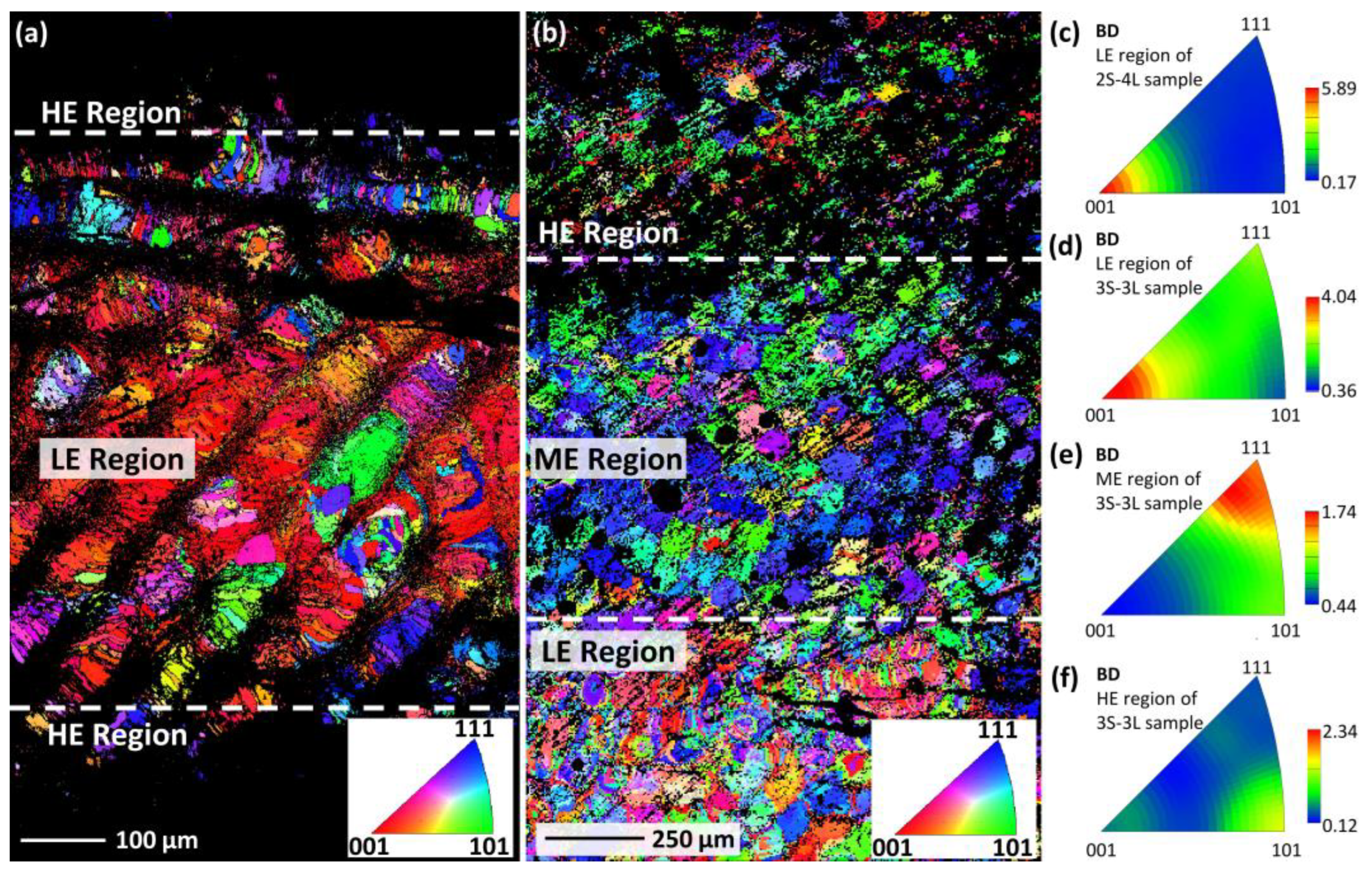
3.1. Microstructure
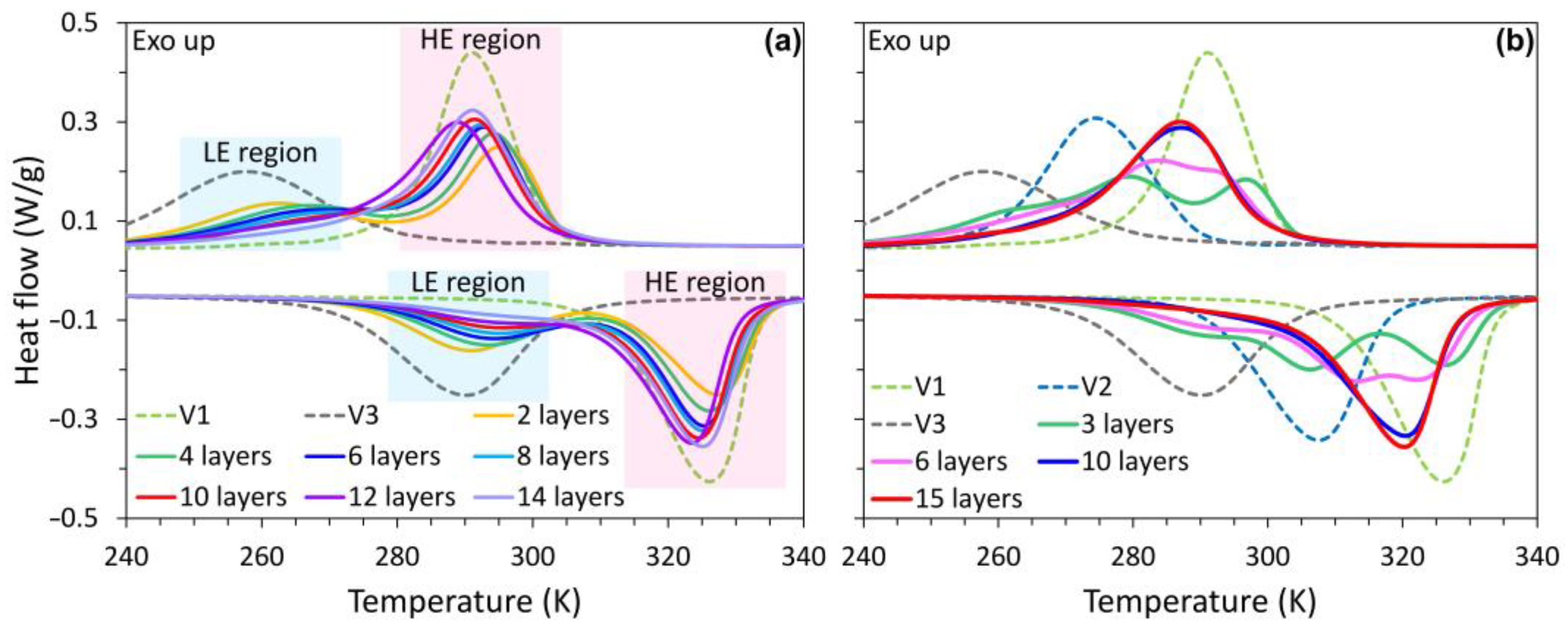
3.2. Phase Transformation Behavior
3.3. Damping Properties
4. Summary and Conclusions
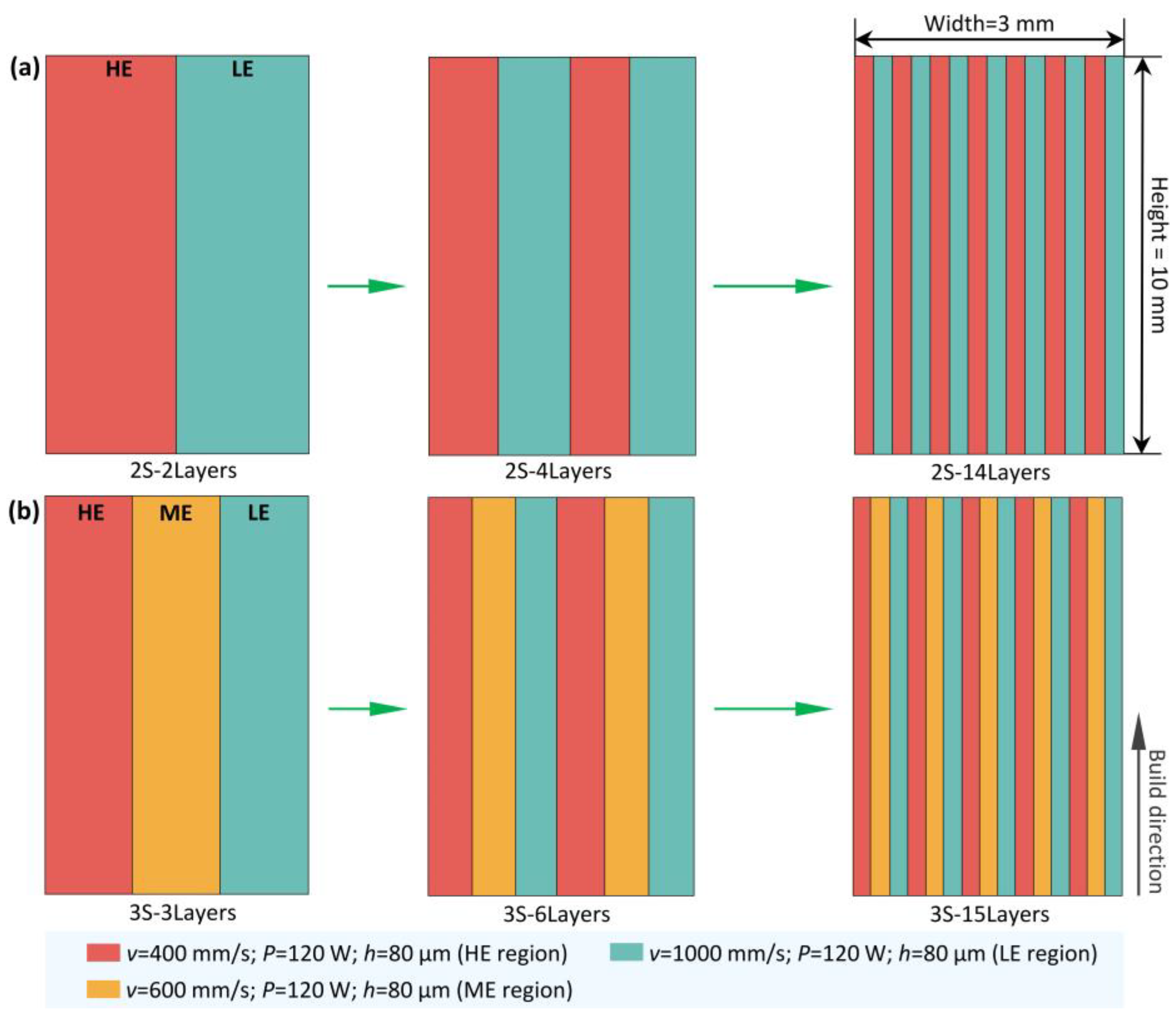
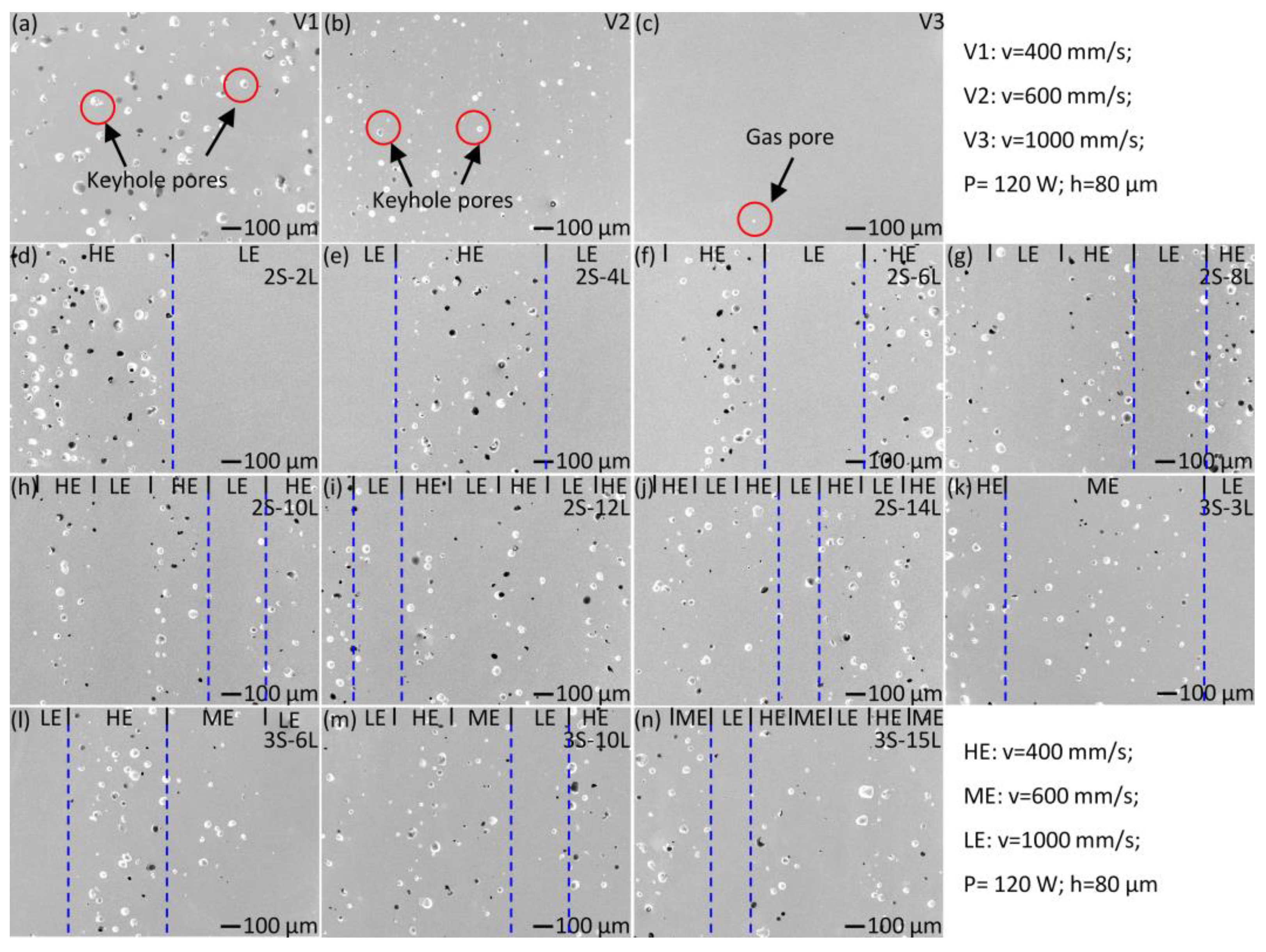
- Layer-structured functionally graded NiTi alloys are produced by applying two or three alternating sets of L-PBF process parameters. Large keyhole poles are observed in the layers fabricated with high energy density (i.e., HE region), and the layers fabricated with low energy density are nearly defect-free.
- The difference between the layers vanishes gradually with the decrease of layer width (i.e., increase of the total number of layers), and eventually a rather homogeneous microstructure with keyhole pores was obtained. It is suggested that the HE region has a wider influence area than the pre-set layer width.
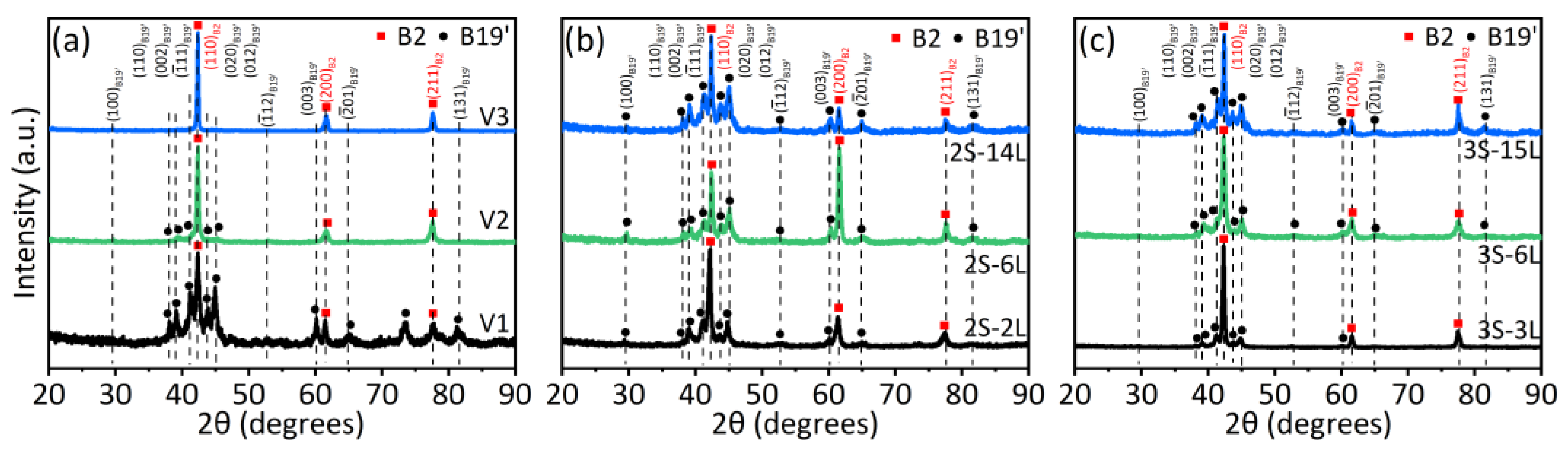
- Multiple A↔M transformation peaks covering a wide temperature range were observed in the layer-structured NiTi alloys, since different layers give different phase transformation behaviors. The transformation peaks gradually merge with the decrease of layer width, and the samples with layer width <300 µm show only one A↔M peak.
- The functionally graded NiTi alloys show high damping performance (tan δ > 0.04 at oscillation frequency of 1 Hz and strain amplitude of 3 × 10−3) over a notably wider temperature range (up to 70 K) than homogeneous L-PBF samples, due to the continuous martensite transformation.
- Maximizing the high-damping temperature window requires optimization of the fabrication process, since the width of the window decreases gradually with the decrease of layer width due to the homogenization of the microstructure.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Otsuka, K.; Ren, X. Physical metallurgy of Ti–Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Atli, K.C. The effect of tensile deformation on the damping capacity of NiTi shape memory alloy. J. Alloys Compd. 2016, 679, 260–267. [Google Scholar] [CrossRef]
- Bertrand, E.; Castany, P.; Gloriant, T. Investigation of the martensitic transformation and the damping behavior of a superelastic Ti–Ta–Nb alloy. Acta Mater. 2013, 61, 511–518. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Jin, M.; Han, X.; Wang, X.; Chen, P.; Jin, X. Microstructural origin of ultrahigh damping capacity in Ni50.8Ti49.2 alloy containing nanodomains induced by insufficient annealing and low-temperature aging. Acta Mater. 2021, 205, 116541. [Google Scholar] [CrossRef]
- Jin, M.; Song, Y.; Wang, X.; Chen, P.; Pang, G.; Jin, X. Ultrahigh damping capacity achieved by modulating R phase in Ti49.2Ni50.8 shape memory alloy wires. Scr. Mater. 2020, 183, 102–106. [Google Scholar] [CrossRef]
- Van Humbeeck, J. Damping capacity of thermoelastic martensite in shape memory alloys. J. Alloys Compd. 2003, 355, 58–64. [Google Scholar] [CrossRef]
- Zhang, X.; Hou, H.; Wei, L.; Chen, Z.; Wei, W.; Geng, L. High damping capacity in porous NiTi alloy with bimodal pore architecture. J. Alloys Compd. 2013, 550, 297–301. [Google Scholar] [CrossRef]
- Van Humbeeck, J. Damping Properties of Shape Memory Alloys During Phase Transformation. J. Phys. Colloq. 1996, 6, C8–C371. [Google Scholar] [CrossRef]
- Juan, J.S.; Nó, M. Damping behavior during martensitic transformation in shape memory alloys. J. Alloys Compd. 2003, 355, 65–71. [Google Scholar] [CrossRef]
- Hu, X.; Zheng, Y.; Tong, Y.; Chen, F.; Tian, B.; Zhou, H.; Li, L. High damping capacity in a wide temperature range of a compositionally graded TiNi alloy prepared by electroplating and diffusion annealing. Mater. Sci. Eng. A 2014, 623, 1–3. [Google Scholar] [CrossRef]
- Meng, Q.; Yang, H.; Liu, Y.; Nam, T.-H. Compositionally graded NiTi plate prepared by diffusion annealing. Scr. Mater. 2012, 67, 305–308. [Google Scholar] [CrossRef]
- Crăciunescu, C.; Wuttig, M. Extraordinary damping of Ni-Ti double layer films. Thin Solid Films 2000, 379, 173–175. [Google Scholar] [CrossRef]
- Frenzel, J.; George, E.; Dlouhy, A.; Somsen, C.; Wagner, M.; Eggeler, G. Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Frenzel, J.; Wieczorek, A.; Opahle, I.; Maaß, B.; Drautz, R.; Eggeler, G. On the effect of alloy composition on martensite start temperatures and latent heats in Ni–Ti-based shape memory alloys. Acta Mater. 2015, 90, 213–231. [Google Scholar] [CrossRef]
- Miyazaki, S. My Experience with Ti–Ni-Based and Ti-Based Shape Memory Alloys. Shape Mem. Superelasticity 2017, 3, 279–314. [Google Scholar] [CrossRef]
- Tan, L.; Crone, W. Surface characterization of NiTi modified by plasma source ion implantation. Acta Mater. 2002, 50, 4449–4460. [Google Scholar] [CrossRef]
- Fu, Y.; Du, H.; Zhang, S. Deposition of TiN layer on TiNi thin films to improve surface properties. Surf. Coat. Technol. 2003, 167, 129–136. [Google Scholar] [CrossRef]
- Chu, C.; Chung, C.; Pu, Y.; Lin, P. Graded surface structure in chemically polished NiTi shape memory alloy after NaOH treatment. Scr. Mater. 2005, 52, 1117–1121. [Google Scholar] [CrossRef]
- Burkes, D.E.; Moore, J.J. Microstructure and kinetics of a functionally graded NiTi–TiCx composite produced by combustion synthesis. J. Alloys Compd. 2007, 430, 274–281. [Google Scholar] [CrossRef]
- Choudhary, N.; Kharat, D.; Kaur, D. Structural, electrical and mechanical properties of magnetron sputtered NiTi/PZT/TiOx thin film heterostructures. Surf. Coat. Technol. 2011, 205, 3387–3396. [Google Scholar] [CrossRef]
- Meng, Q.; Liu, Y.; Yang, H.; Shariat, B.S.; Nam, T.-H. Functionally graded NiTi strips prepared by laser surface anneal. Acta Mater. 2012, 60, 1658–1668. [Google Scholar] [CrossRef]
- Jiang, X.; Jiang, D.; Zheng, Y.; Cui, L. Transformation behavior of explosively welded TiNi/TiNi laminate after diffusion annealing and aging. Mater. Res. Bull. 2013, 48, 5033–5035. [Google Scholar] [CrossRef]
- Shariat, B.; Liu, Y.; Meng, Q.; Rio, G. Analytical modelling of functionally graded NiTi shape memory alloy plates under tensile loading and recovery of deformation upon heating. Acta Mater. 2013, 61, 3411–3421. [Google Scholar] [CrossRef]
- Khan, M.I.; Pequegnat, A.; Zhou, Y.N. Multiple Memory Shape Memory Alloys. Adv. Eng. Mater. 2013, 15, 386–393. [Google Scholar] [CrossRef]
- Meng, Q.; Liu, Y.; Yang, H.; Nam, T.-H. Laser annealing of functionally graded NiTi thin plate. Scr. Mater. 2011, 65, 1109–1112. [Google Scholar] [CrossRef]
- Singh, S.; Resnina, N.; Belyaev, S.; Jinoop, A.; Shukla, A.; Palani, I.; Paul, C.; Bindra, K. Investigations on NiTi shape memory alloy thin wall structures through laser marking assisted wire arc based additive manufacturing. J. Manuf. Process. 2021, 66, 70–80. [Google Scholar] [CrossRef]
- Tsaturyants, M.; Sheremetyev, V.; Dubinskiy, S.; Komarov, V.; Polyakova, K.; Korotitskiy, A.; Prokoshkin, S.; Borisov, E.; Starikov, K.; Kaledina, D.; et al. Structure and Properties of Ti–50.2Ni Alloy Processed by Laser Powder Bed Fusion and Subjected to a Combination of Thermal Cycling and Heat Treatments. Shape Mem. Superelasticity 2022, 8, 16–32. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.; Belyaev, S.; Prabu, S.M.; Liulchak, P.; Karaseva, U.; Manikandan, M.; Jayachandran, S.; Bryukhanova, V.; Sahu, A.; et al. Structure, martensitic transformations and mechanical behaviour of NiTi shape memory alloy produced by wire arc additive manufacturing. J. Alloys Compd. 2020, 851, 156851. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Monu, M.; Hughes, C.; Bourke, D.; Dogu, M.N.; Francis, J.; Zhang, M.; Ahad, I.U.; Brabazon, D. Laser beam powder bed fusion of nitinol shape memory alloy (SMA). J. Mater. Res. Technol. 2021, 14, 2554–2570. [Google Scholar] [CrossRef]
- Lu, H.; Liu, L.; Yang, C.; Luo, X.; Song, C.; Wang, Z.; Wang, J.; Su, Y.; Ding, Y.; Zhang, L.; et al. Simultaneous enhancement of mechanical and shape memory properties by heat-treatment homogenization of Ti2Ni precipitates in TiNi shape memory alloy fabricated by selective laser melting. J. Mater. Sci. Technol. 2021, 101, 205–216. [Google Scholar] [CrossRef]
- Nespoli, A.; Grande, A.M.; Bennato, N.; Rigamonti, D.; Bettini, P.; Villa, E.; Sala, G.; Passaretti, F. Towards an understanding of the functional properties of NiTi produced by powder bed fusion. Prog. Addit. Manuf. 2020, 6, 321–337. [Google Scholar] [CrossRef]
- Alagha, A.N.; Hussain, S.; Zaki, W. Additive manufacturing of shape memory alloys: A review with emphasis on powder bed systems. Mater. Des. 2021, 204, 109654. [Google Scholar] [CrossRef]
- Jing, C.; Zhu, Y.; Wang, J.; Wang, F.; Lu, J.; Liu, C. Investigation on Morphology and Mechanical Properties of Rod Units in Lattice Structures Fabricated by Selective Laser Melting. Materials 2021, 14, 3994. [Google Scholar] [CrossRef] [PubMed]
- Lu, H.; Ma, H.; Luo, X.; Wang, Y.; Wang, J.; Lupoi, R.; Yin, S.; Yang, C. Microstructure, shape memory properties, and in vitro biocompatibility of porous NiTi scaffolds fabricated via selective laser melting. J. Mater. Res. Technol. 2021, 15, 6797–6812. [Google Scholar] [CrossRef]
- Xue, L.; Atli, K.; Zhang, C.; Hite, N.; Srivastava, A.; Leff, A.; Wilson, A.; Sharar, D.; Elwany, A.; Arroyave, R.; et al. Laser Powder Bed Fusion of Defect-Free NiTi Shape Memory Alloy Parts with Superior Tensile Superelasticity. Acta Mater. 2022, 229, 117781. [Google Scholar] [CrossRef]
- Lu, H.; Ma, H.; Cai, W.; Luo, X.; Wang, Z.; Song, C.; Yin, S.; Yang, C. Stable tensile recovery strain induced by a Ni4Ti3 nanoprecipitate in a Ni50.4Ti49.6 shape memory alloy fabricated via selective laser melting. Acta Mater. 2021, 219, 117261. [Google Scholar] [CrossRef]
- Nespoli, A.; Bettini, P.; Villa, E.; Sala, G.; Passaretti, F.; Grande, A.M. A Study on Damping Property of NiTi Elements Produced by Selective Laser-Beam Melting. Adv. Eng. Mater. 2021, 2021, 2001246. [Google Scholar] [CrossRef]
- Saedi, S.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M.; Karaca, H.E. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Saedi, S.; Amerinatanzi, A.; Saghaian, E.; Jahadakbar, A.; Karaca, H.; Elahinia, M. Selective laser melting of Ni-rich NiTi: Selection of process parameters and the superelastic response. In Proceedings of the SPIE Smart Structures and Materials + Nondestructive Evaluation and Health Monitoring, Denver, CO, USA, 4–8 March 2018; Volume 10596. [Google Scholar] [CrossRef] [Green Version]
- Shi, G.; Li, L.; Yu, Z.; Liu, R.; Sha, P.; Xu, Z.; Guo, Y.; Xi, R.; Liu, J.; Xin, R.; et al. The interaction effect of process parameters on the phase transformation behavior and tensile properties in additive manufacturing of Ni-rich NiTi alloy. J. Manuf. Process. 2022, 77, 539–550. [Google Scholar] [CrossRef]
- Guo, W.; Feng, B.; Yang, Y.; Ren, Y.; Liu, Y.; Yang, H.; Yang, Q.; Cui, L.; Tong, X.; Hao, S. Effect of laser scanning speed on the microstructure, phase transformation and mechanical property of NiTi alloys fabricated by LPBF. Mater. Des. 2022, 215, 110460. [Google Scholar] [CrossRef]
- Wang, X.; Speirs, M.; Kustov, S.; Vrancken, B.; Li, X.; Kruth, J.-P.; Van Humbeeck, J. Selective laser melting produced layer-structured NiTi shape memory alloys with high damping properties and Elinvar effect. Scr. Mater. 2018, 146, 246–250. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, J.; Sui, J.; Li, C.; Yang, K.; Castany, P.; Gloriant, T. Functionally graded NiTi alloy with exceptional strain-hardening effect fabricated by SLM method. Scr. Mater. 2020, 188, 130–134. [Google Scholar] [CrossRef]
- Pan, W.; Ye, Z.; Zhang, Y.; Liu, Y.; Liang, B.; Zhai, Z. Research on Microstructure and Properties of AlSi10Mg Fabricated by Selective Laser Melting. Materials 2022, 15, 2528. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Sames, W.; Medina, F.; Dehoff, R.; Babu, S.; Peter, W. Effect of Process Control and Powder Quality on Inconel 718 Produced using Electron Beam Melting. In Proceedings of the 8th International Symposium on Superalloy 718 and Derivatives, Pittsburgh, PA, USA, 28 September–1 October 2014; pp. 409–414. [Google Scholar]
- Dadbakhsh, S.; Vrancken, B.; Kruth, J.-P.; Luyten, J.; Van Humbeeck, J. Texture and anisotropy in selective laser melting of NiTi alloy. Mater. Sci. Eng. A 2016, 650, 225–232. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Moghaddam, N.S.; Elahinia, M.; Karaca, H.E. Texture, aging, and superelasticity of selective laser melting fabricated Ni-rich NiTi alloys. Mater. Sci. Eng. A 2017, 686, 1–10. [Google Scholar] [CrossRef]
- Qiu, P.; Gao, P.; Wang, S.; Li, Z.; Yang, Y.; Zhang, Q.; Xiong, Z.; Hao, S. Study on corrosion behavior of the selective laser melted NiTi alloy with superior tensile property and shape memory effect. Corros. Sci. 2020, 175, 108891. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.; Tang, H.; Cao, P. Selective electron beam melting of NiTi: Microstructure, phase transformation and mechanical properties. Mater. Sci. Eng. A 2018, 744, 290–298. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Antonysamy, A.; Meyer, J.; Prangnell, P. Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti6Al4V by selective electron beam melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Wang, X.; Yu, J.; Liu, J.; Chen, L.; Yang, Q.; Wei, H.; Sun, J.; Wang, Z.; Zhang, Z.; Zhao, G.; et al. Effect of process parameters on the phase transformation behavior and tensile properties of NiTi shape memory alloys fabricated by selective laser melting. Addit. Manuf. 2020, 36, 101545. [Google Scholar] [CrossRef]
- Kustov, S.; Van Humbeeck, J. Damping Properties of SMA. Mater. Sci. Forum 2008, 583, 85–109. [Google Scholar] [CrossRef]
- San Juan, J.; Pérez-Saez, R.B. Transitory Effects. Mater. Sci. Forum 2001, 366, 416–436. [Google Scholar] [CrossRef]
- Chang, S.; Wu, S. Internal friction of B2→B19′ martensitic transformation of Ti50Ni50 shape memory alloy under isothermal conditions. Mater. Sci. Eng. A 2007, 454–455, 379–383. [Google Scholar] [CrossRef]
- Golyandin, S.; Kustov, S.; Sapozhnikov, K.; Parlinska, M.; Gotthardt, R.; Van Humbeeck, J.; De Batist, R. Structural anelasticity of NiTi during two-stage martensitic transformation. J. Alloys Compd. 2000, 310, 312–317. [Google Scholar] [CrossRef]
- Chang, S.; Wu, S. Inherent internal friction of B2→R and R→B19′ martensitic transformations in equiatomic TiNi shape memory alloy. Scr. Mater. 2006, 55, 311–314. [Google Scholar] [CrossRef]
- Chien, C.; Wu, S.-K.; Chang, S.-H. Damping Capacities of Ti50Ni50−xCux Shape Memory Alloys Measured under Temperature, Strain, and Frequency Sweeps. Mater. Trans. 2015, 56, 193–199. [Google Scholar] [CrossRef] [Green Version]
- Chien, C.; Wu, S.-K.; Chang, S.-H. Damping Characteristics of Ti50Ni50−xCux (x = 0~30 at.%) Shape Memory Alloys at a Low Frequency. Materials 2014, 7, 4574–4586. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chang, S.; Wu, S. Effect of cooling rate on transformation temperature measurements of Ti50Ni50 alloy by differential scanning calorimetry and dynamic mechanical analysis. Mater. Charact. 2008, 59, 987–990. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ni (wt.%) | Ni (at.%) | Ti (wt.%) | Fe (wt.%) | C (wt.%) | O (wt.%) | N (wt.%) |
|---|---|---|---|---|---|---|---|
| Powders | 55.64 | 50.6 | Bal. | < 0.005 | 0.0025 | 0.05 | 0.003 |
| Samples | Scanning Speed (mm/s) 2 | Number of Layers | Layer Width (µm) 3 |
|---|---|---|---|
| V1 | 400 | 1 | 3000 |
| V2 | 600 | 1 | 3000 |
| V3 | 1000 | 1 | 3000 |
| 2S–2L | 400 (HE), 1000 (LE) | 2 | 1500 |
| 2S–4L | 400 (HE), 1000 (LE) | 4 | 750 |
| 2S–6L | 400 (HE), 1000 (LE) | 6 | 500 |
| 2S–8L | 400 (HE), 1000 (LE) | 8 | 375 |
| 2S–10L | 400 (HE), 1000 (LE) | 10 | 300 |
| 2S–12L | 400 (HE), 1000 (LE) | 12 | 250 |
| 2S–14L | 400 (HE), 1000 (LE) | 14 | 215 |
| 3S–3L | 400 (HE), 600 (ME), 1000 (LE) | 3 | 1000 |
| 3S–6L | 400 (HE), 600 (ME), 1000 (LE) | 6 | 500 |
| 3S–10L | 400 (HE), 600 (ME), 1000 (LE) | 10 | 300 |
| 3S–15L | 400 (HE), 600 (ME), 1000 (LE) | 15 | 200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, H.; Xi, R.; Li, X.; Kustov, S.; Van Humbeeck, J.; Wang, X. Structure, Martensitic Transformation, and Damping Properties of Functionally Graded NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. Materials 2022, 15, 5073. https://doi.org/10.3390/ma15145073
Jiang H, Xi R, Li X, Kustov S, Van Humbeeck J, Wang X. Structure, Martensitic Transformation, and Damping Properties of Functionally Graded NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. Materials. 2022; 15(14):5073. https://doi.org/10.3390/ma15145073
Chicago/Turabian StyleJiang, Hao, Rui Xi, Xiaoqiang Li, Sergey Kustov, Jan Van Humbeeck, and Xiebin Wang. 2022. "Structure, Martensitic Transformation, and Damping Properties of Functionally Graded NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion" Materials 15, no. 14: 5073. https://doi.org/10.3390/ma15145073
APA StyleJiang, H., Xi, R., Li, X., Kustov, S., Van Humbeeck, J., & Wang, X. (2022). Structure, Martensitic Transformation, and Damping Properties of Functionally Graded NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. Materials, 15(14), 5073. https://doi.org/10.3390/ma15145073