
Recovery of Waste with a High Iron Content in the Context of the Circular Economy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Method
- -
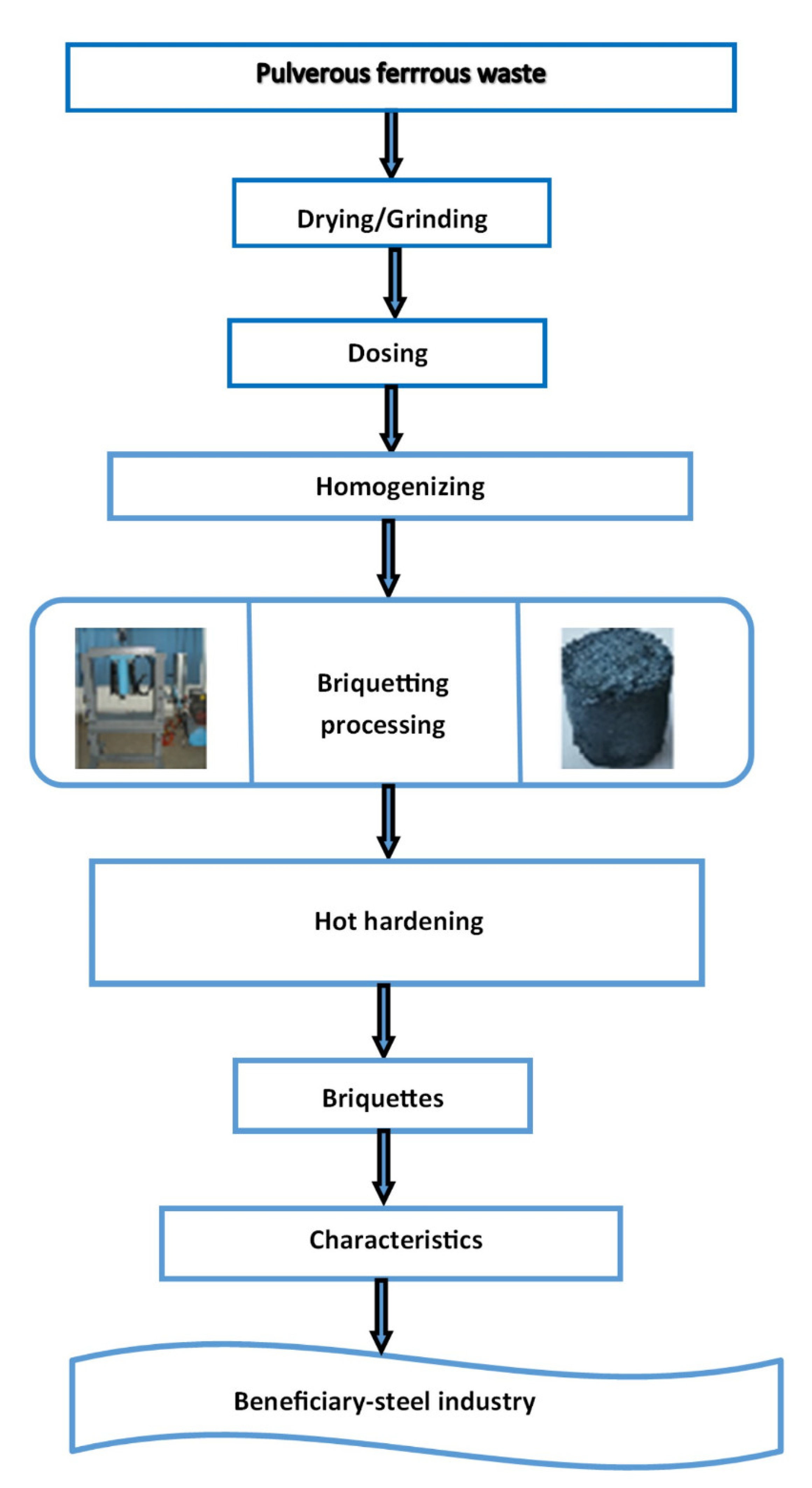
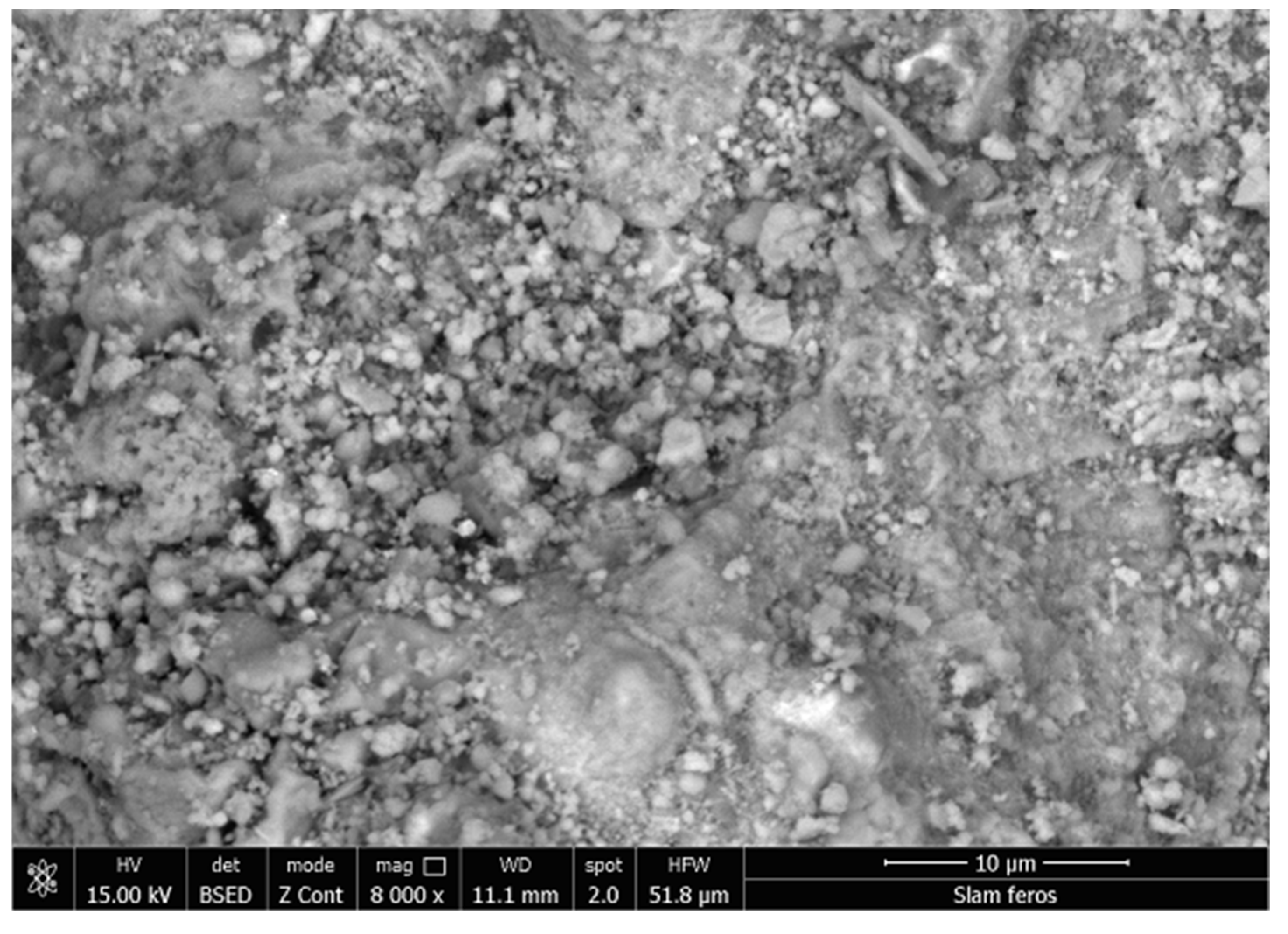
- Preparation of powdery ferrous waste (ferrous sludge, sintering sludge, sludge mill scale) for the formation of raw batch;
- -
- Determination of the chemical and granulometric composition on the batch of materials subjected to processing;
- -
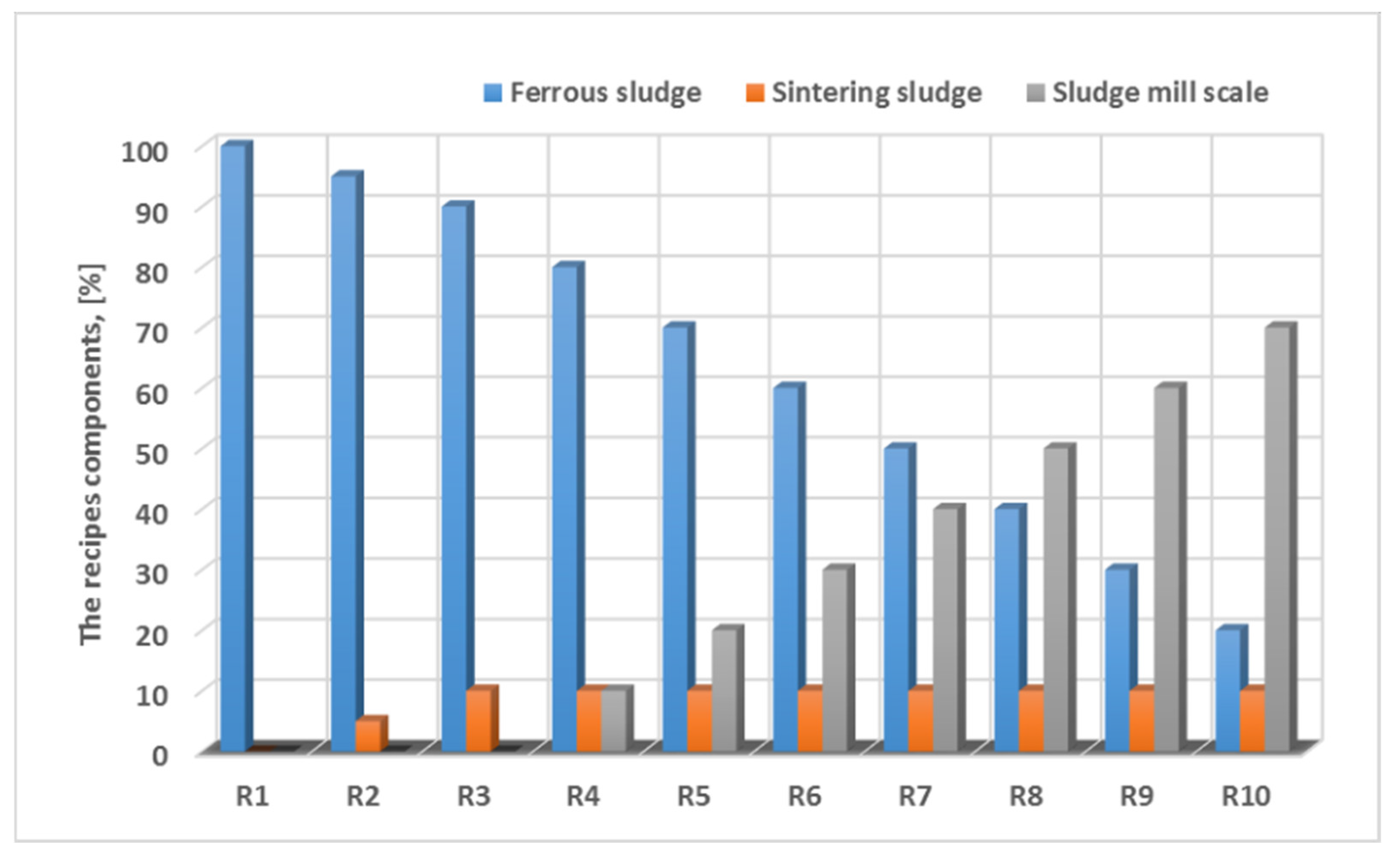
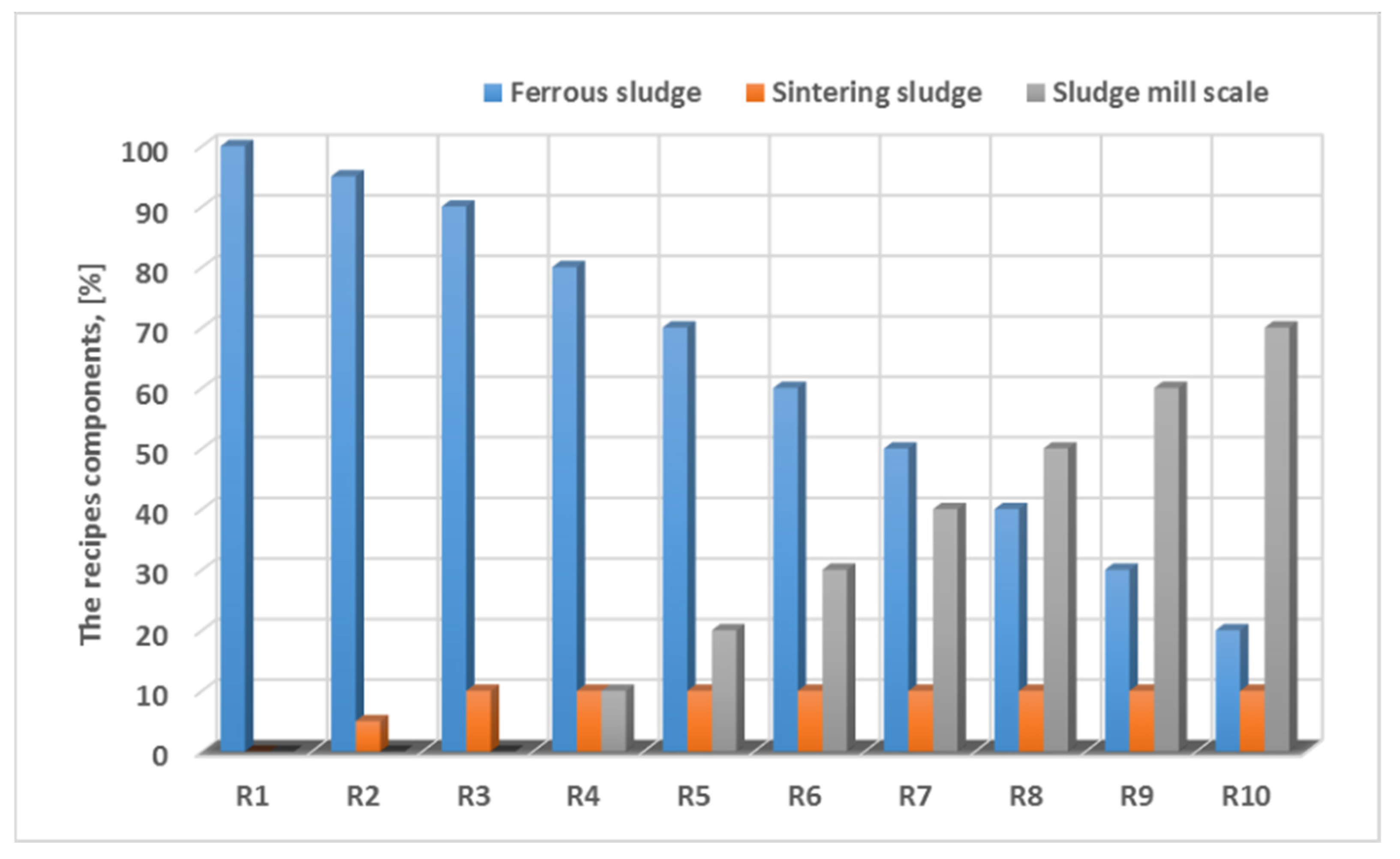
- Dosing the materials according to the established recipe, for a lighter weight of 1 kg;
- -
- Homogenization of the batch in the homogenization drum, the time for this operation being about 10 min;
- -
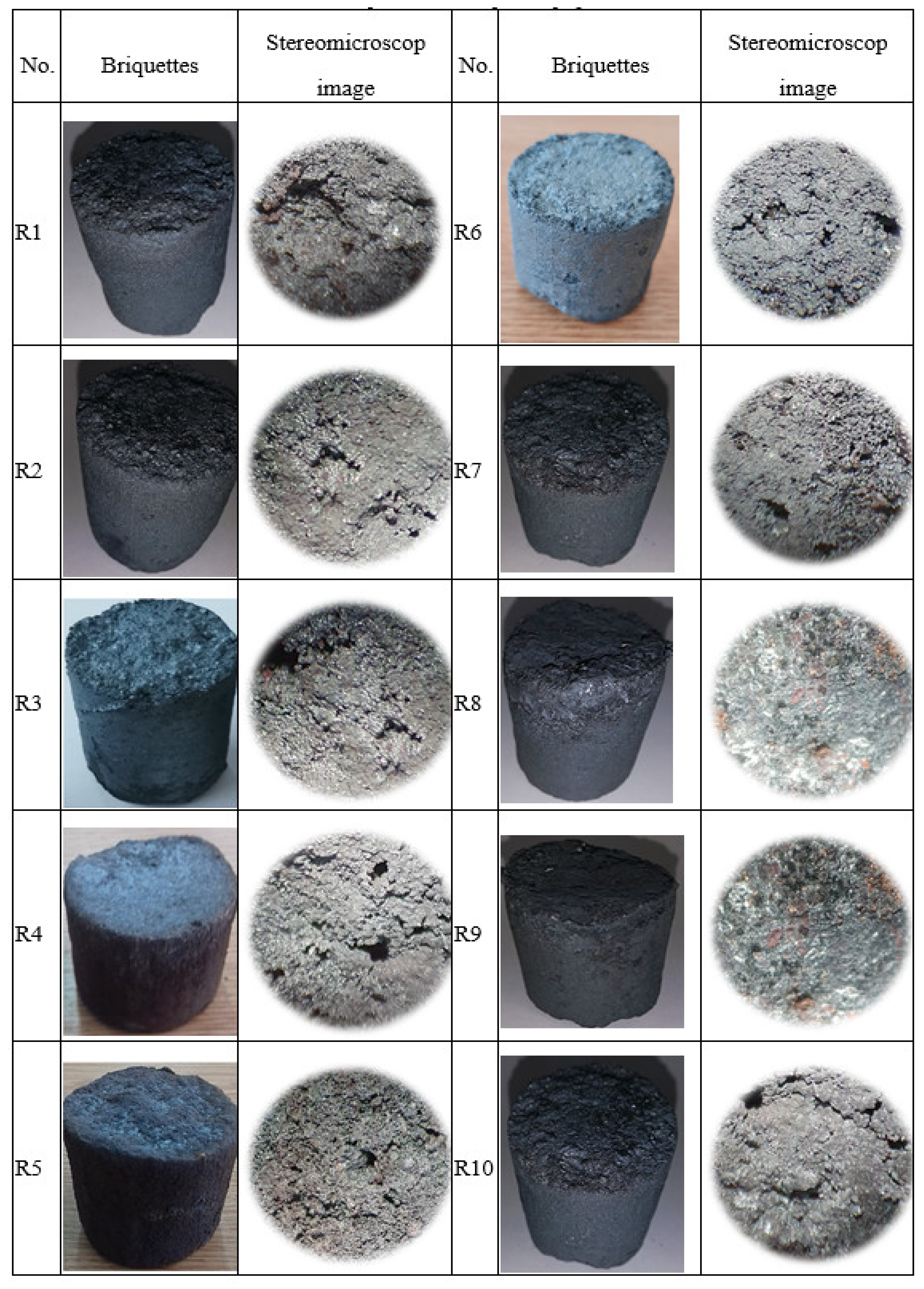
- Briquetting the batch with the help of hydraulic press;
- -
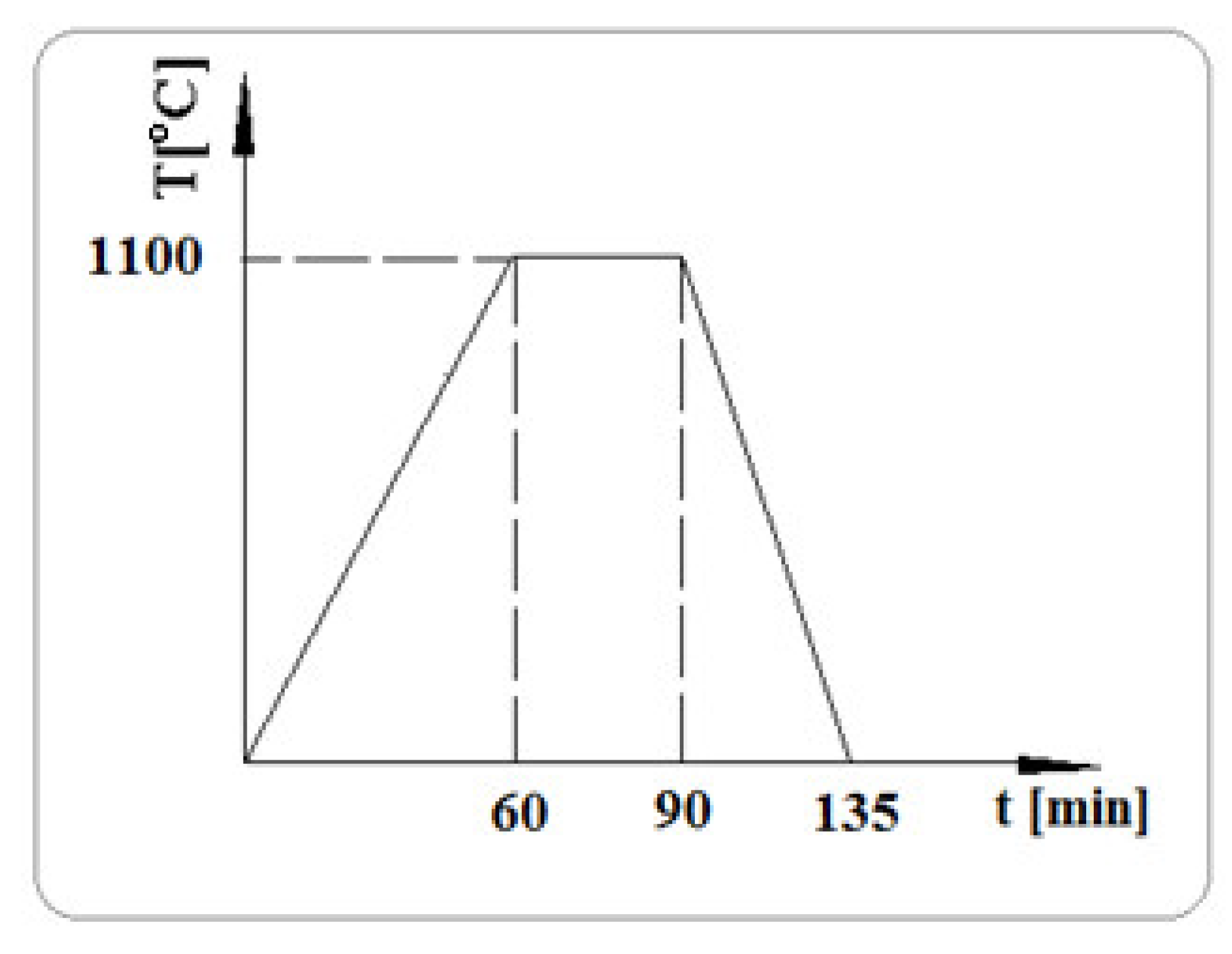
- Hardening of briquettes in the oven;
- -
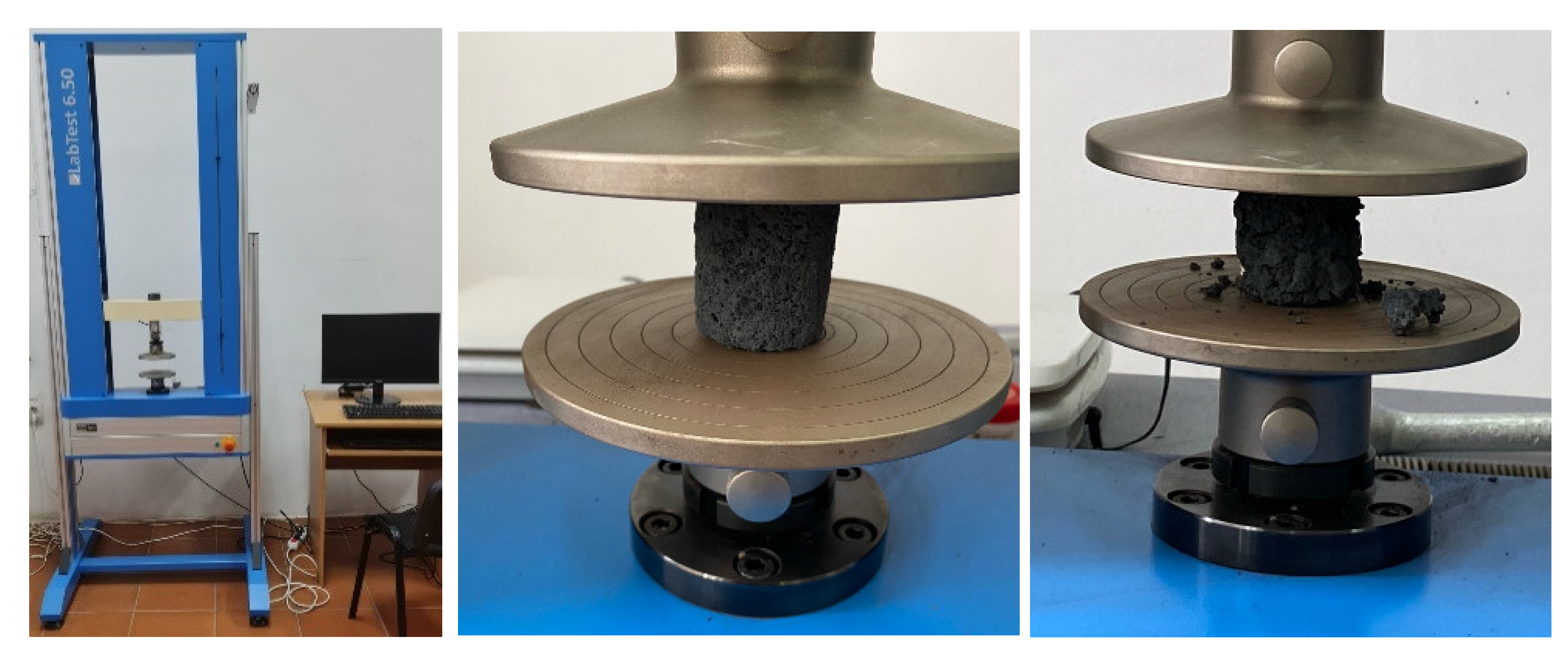
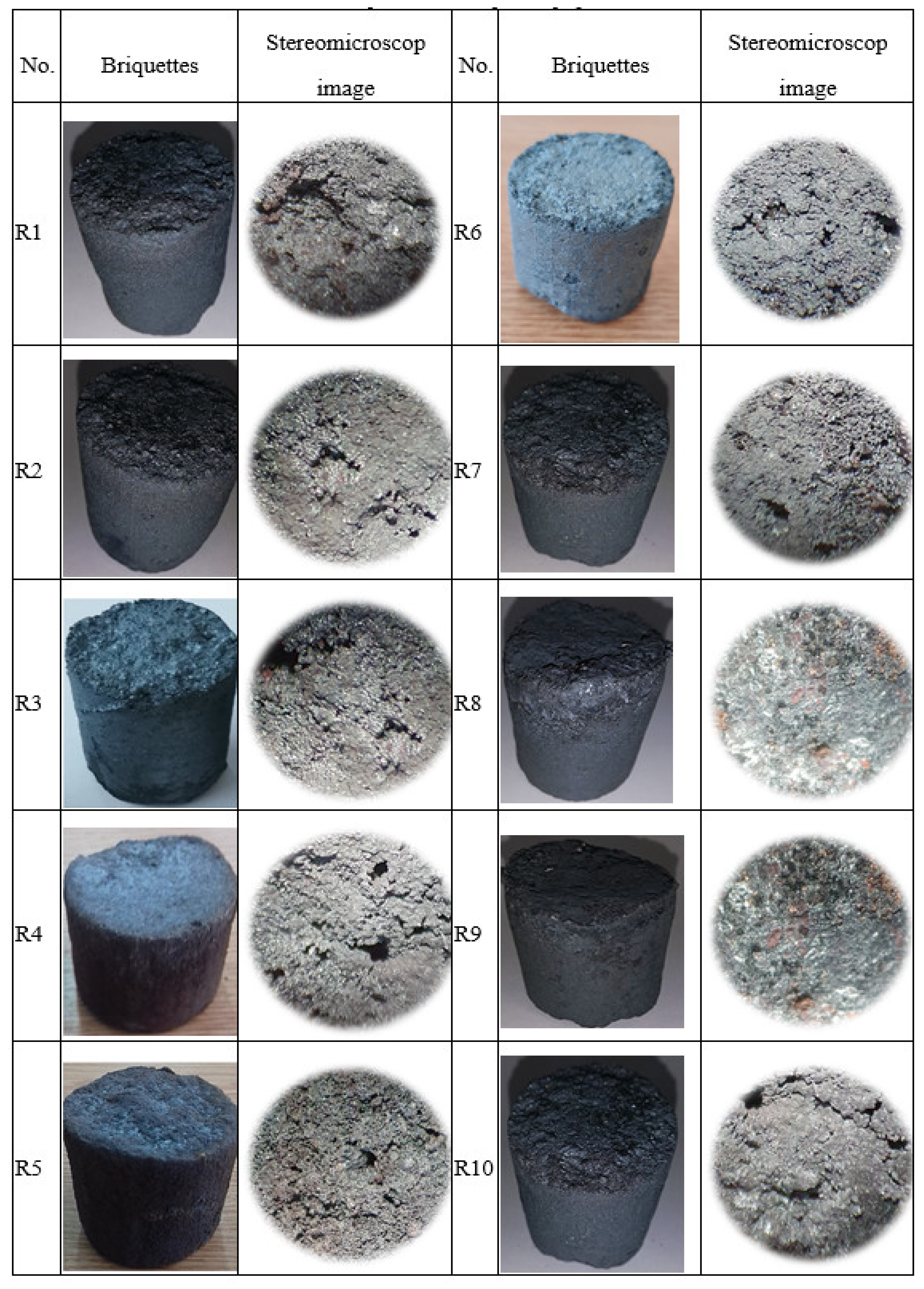
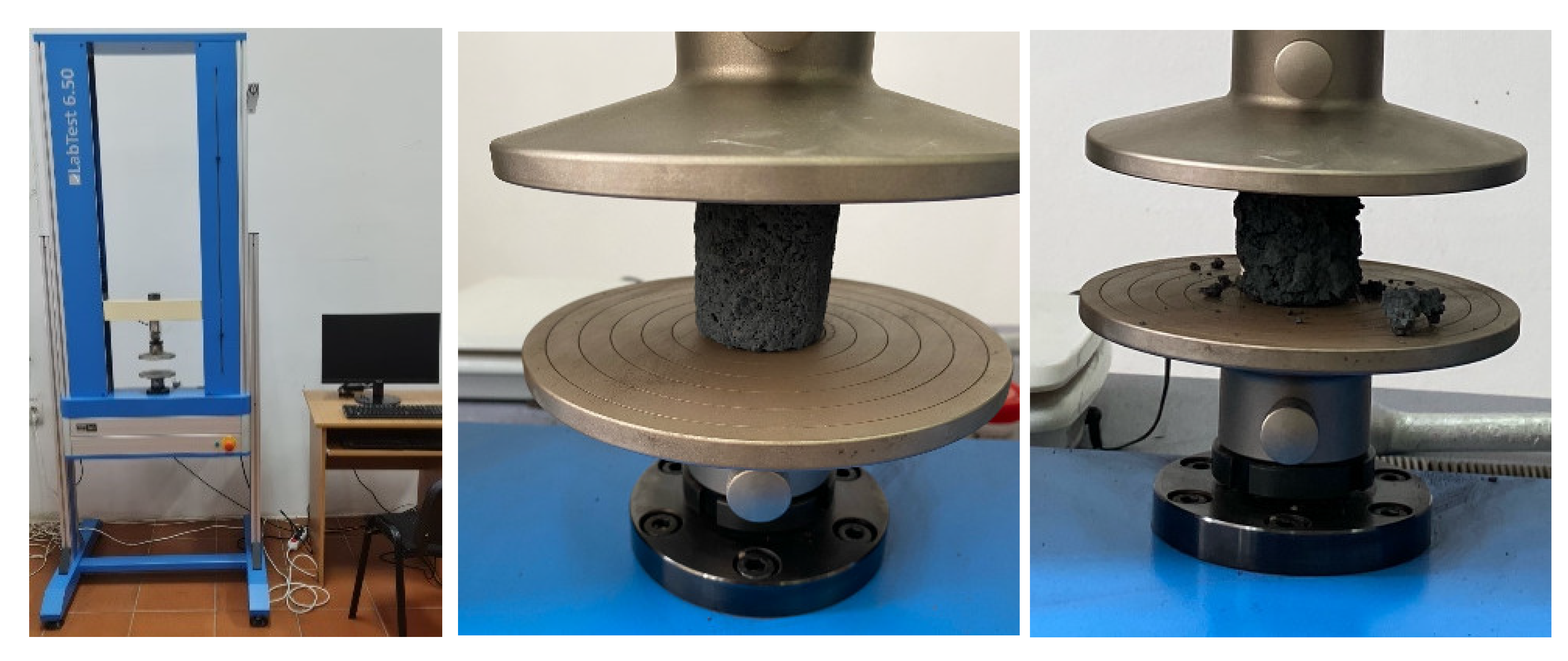
- Determination of the quality characteristics (chemical composition and compressive strength) for each batch of briquettes.
3. Results and Discussions
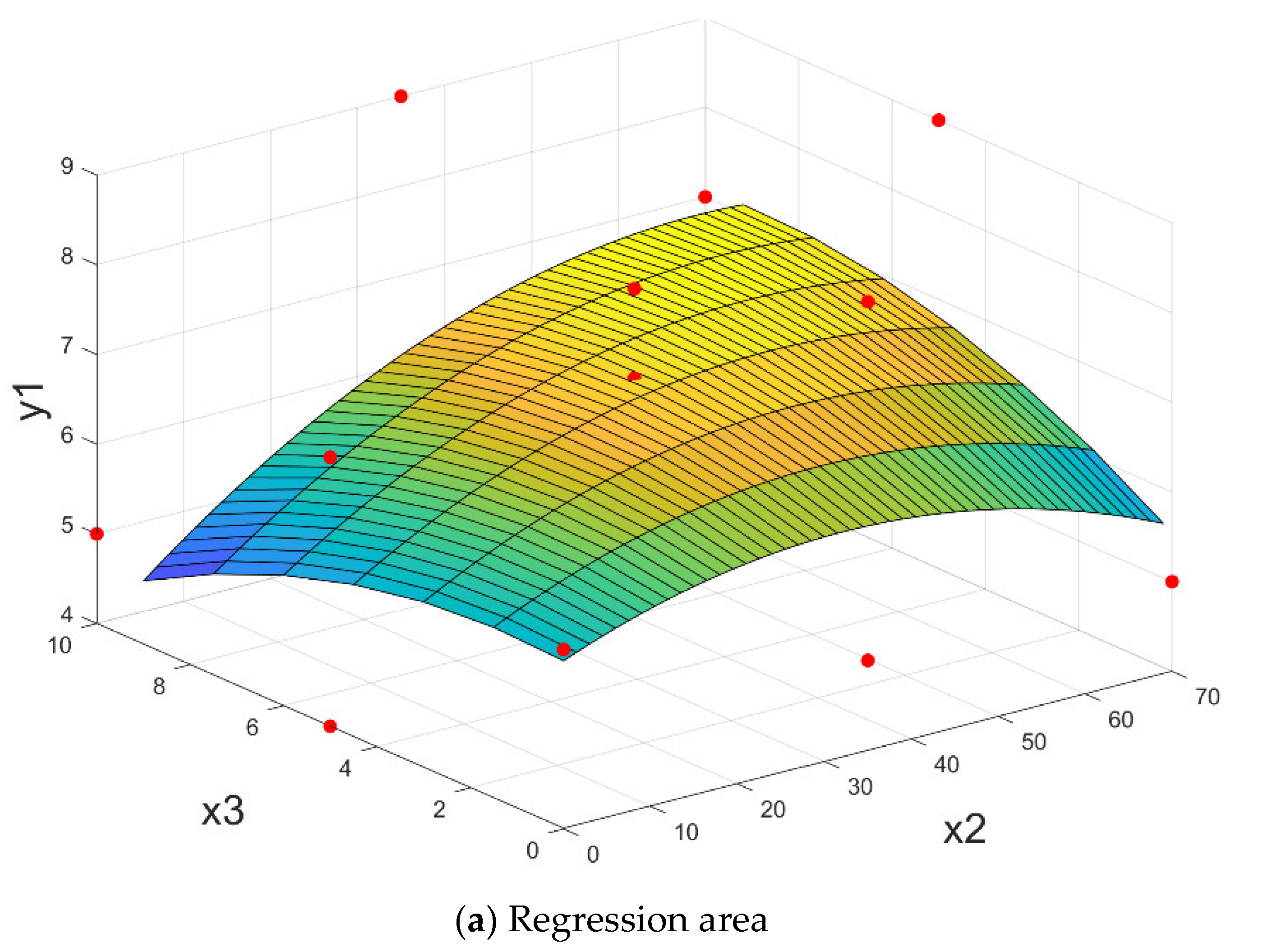
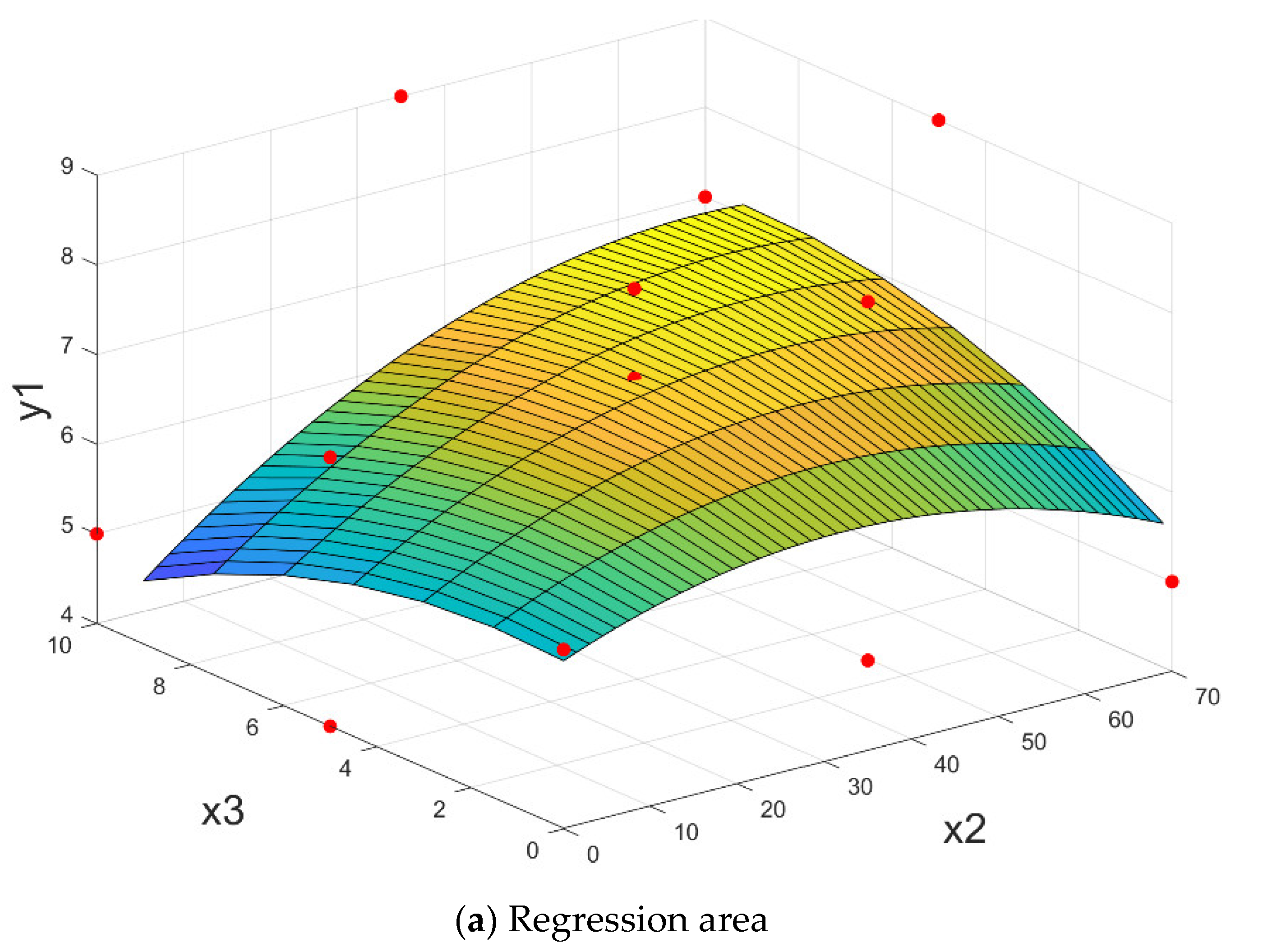
- Rf = 4–9 N/mm2,
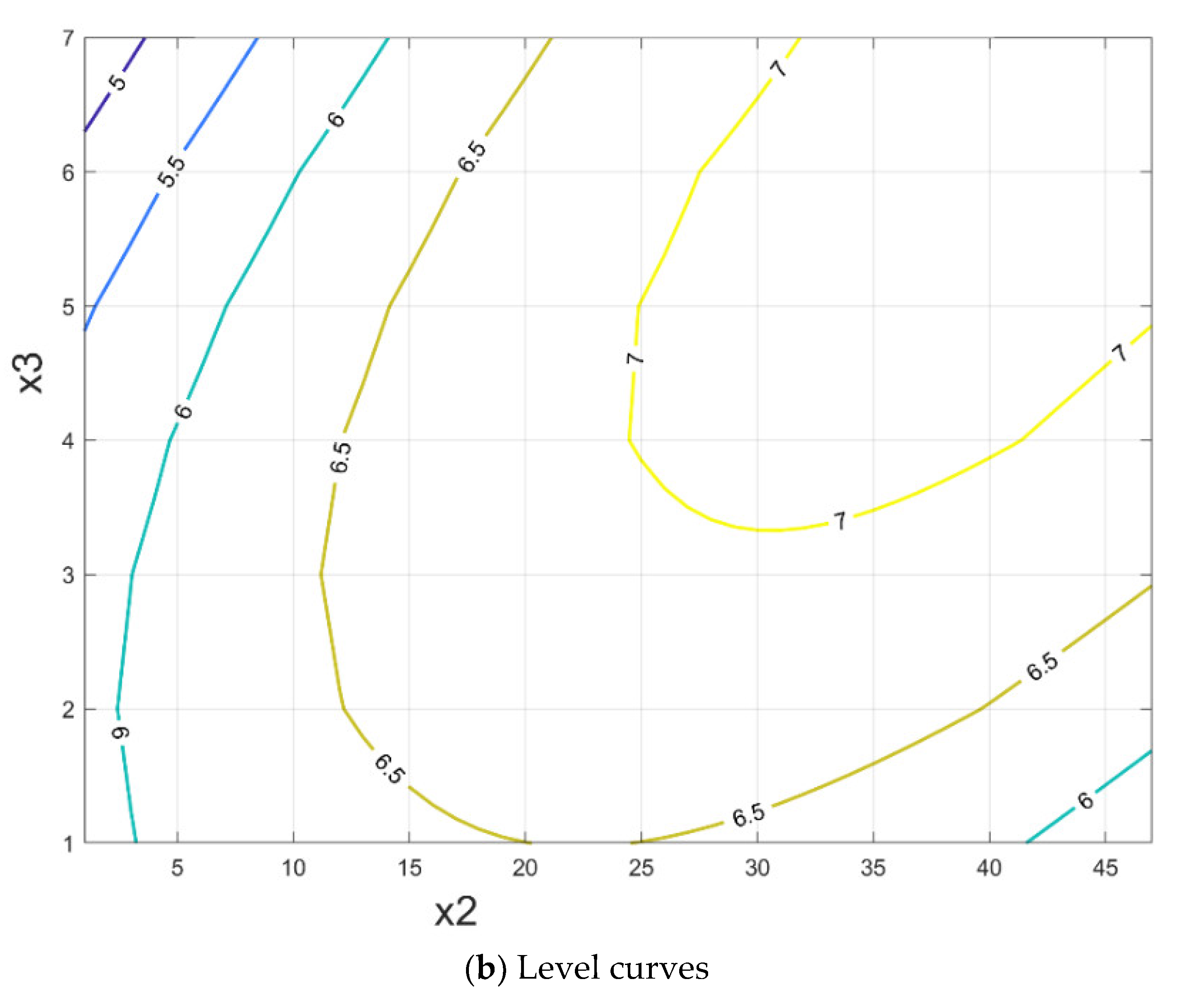
- Rs = 9–18 N/mm2,
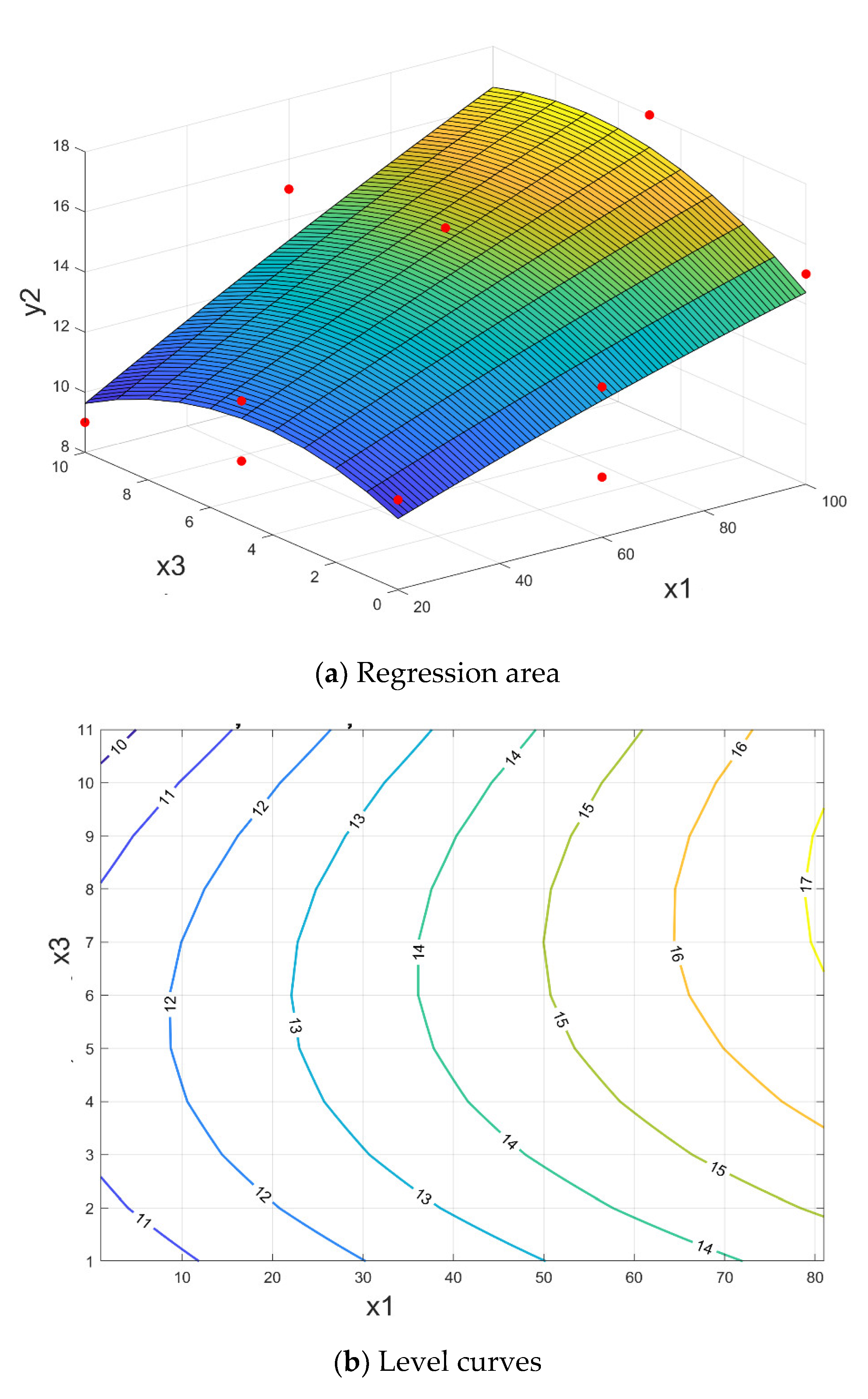
- Is ≥ 5 N/mm2.
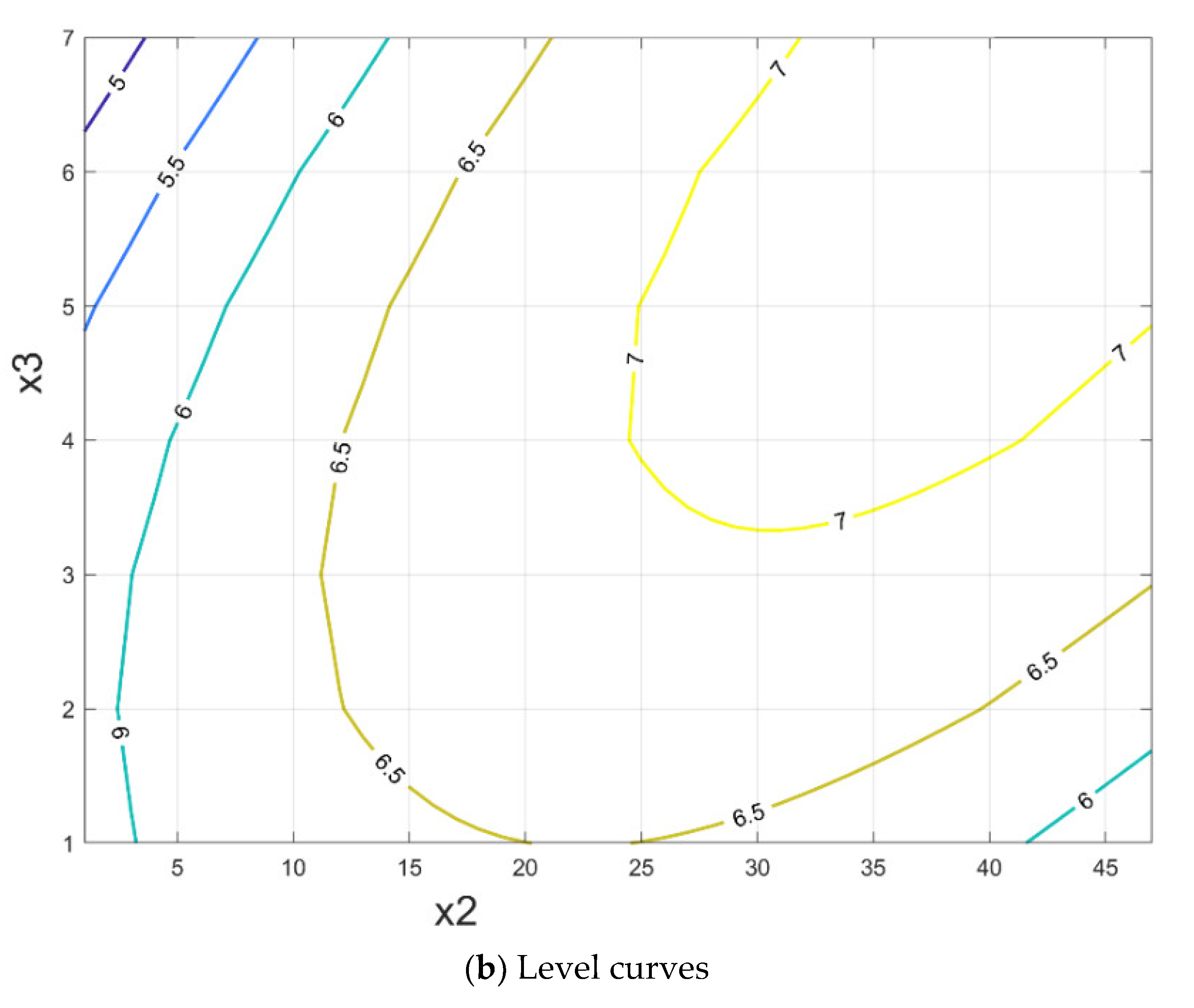
- x1–Ferrous sludge, %
- x2–Sludge mill scale, %
- x3–Sintering sludge, %
- y1–Rf–resistance to cracking, N/mm2
- y2–Rs–resistance to crushing, N/mm2
- y3–Is = Rs − Rf-crush range, N/mm2
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Environment and Climate Change. Available online: https://www.worldsteel.org/steel-by-topic/environment-climate-change.html (accessed on 15 May 2022).
- Rohan, M. Cement and concrete industry integral part of the circular economy. Roman. J. Mater. 2016, 46, 253–258. [Google Scholar]
- World Steel Association Life Cycle Inventory Study. 2019. Available online: https://www.worldsteel.org/steel-by-topic/life-cycle-thinking.html (accessed on 15 May 2022).
- Steel—The Permanent Material in the Circular Economy, World Steel Association. 2020. Available online: http://circulareconomy.worldsteel.org/ (accessed on 17 May 2022).
- Costoiu, M.; Ioana, A.; Semenescu, A.; Constantin, N.; Florea, B.; Rucai, V.; Dobrescu, C.; Polifroni, M.; Păunescu, L. Environmental performance indicators for decision making and stakeholder interests. Environ. Eng. Manag. J. 2016, 15, 2279–2284. [Google Scholar]
- Mititelu, C.P.; Hritac, M.; Constantin, N. Laboratory experiments for determination of optimal characteristics of ultrafine ferrous waste briquettes to be used in cupola furnace. Sci. Bull. Ser. B Chem. Mater. Sci. 2015, 77, 157–164. [Google Scholar]
- CNMP. Research Project No.31-098/2007: Prevention and Fighting Pollution in the Steelmaking, Energetic and Mining Industrial Areas through the Recycling of Small-Size and Powdery Wastes. In Program 4 Partnerships in Priority Areas, 2007–2010; CO Responsable Heput T; CNMP Romania: Bucharest, Romania, 2007. [Google Scholar]
- Crisan, E. Research on the Valorization of Pulverulent Waste Containing Iron and Carbon in Siderurgy. Ph.D. Thesis, University Politehnica, Timisoara, Romania, 2013. [Google Scholar]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and Recycling of By-Products in the Steel Sector: Recent Achievements Paving the Way to Circular Economy and Industrial Symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef] [Green Version]
- Matino, I.; Colla, V.; Branca, T.A.; Romaniello, L. Optimization of by-products reuse in the steel industry: Valorization of secondary resources with a particular attention on their pelletization. Waste Biomass Valoriz. 2017, 8, 2569–2581. [Google Scholar] [CrossRef]
- Serban, S.; Kiss, I. Identifying possibilities for superior recovery by pelletization of industry related small and powdery iron containing waste. Acta Polytehnica Hung. 2021, 18, 79–104. [Google Scholar] [CrossRef]
- Todorut, A.S. Management Research and Recovery of Small and Powdery Wastes, Resulted from Materials Industry, for Sustainable Development of Hunedoara. Ph.D. Thesis, University Politehnica, Timisoara, Romania, 2013. [Google Scholar]
- Rieger, J.; Colla, V.; Matino, I.; Branca, T.A.; Stubbe, G.; Panizza, A.; Brondi, C.; Falsafi, M.; Hage, J.; Wang, X.; et al. Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe. Metals 2021, 11, 1202. [Google Scholar] [CrossRef]
- Rieger, J.; Reiter, W.; Raupenstrauch, H.; Lohmeier, L.; Schröder, H.-W.; Thaler, C. Solutions for internal recycling of steelmaking dusts and sludges. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 13 November 2020. [Google Scholar]
- Lohmeier, L.; Thaler, C.; Harris, C.; Wollenberg, R.; Schröder, H.-W. Briquetting of fine-grained residues from iron and steel production using organic and inorganic binders. St. Res. Int. 2020, 91. [Google Scholar] [CrossRef]
- Popescu, D.A. Research on the Valorization of Powdering and Small Waste in the Metallurgical Industry. Ph.D. Thesis, University Politehnica, Timisoara, Romania, 2018. [Google Scholar]
- Panasiuk, D.; Daigo, I.; Hoshino, T.; Hayashi, H.; Yamasue, E.; Tran, D.H.; Sprecher, B.; Shi, F.; Shatokha, V. International comparison of impurities mixing and accumulation in steel scrap. J. Ind. Ecol. 2022, 26, 1040–1050. [Google Scholar] [CrossRef]
- Dworak, S.; Fellner, J. Steel scrap generation in the EU-28 since 1946—Sources and composition. Resour. Conserv. Recycl. 2021, 173, 105692. [Google Scholar] [CrossRef]
- Hage, J.; Wang, X.; Ho, H.T.; Ouwehand, M.; Blaffart, F.; Vanderheyden, B. Metal recovery from secondary raw materials through the HIsarna process—The ReclaMet project. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for a Cleaner and more Competitive Future Europe, Virtual Workshop, ESTEP, Brussels, Belgium, 13 November 2020. [Google Scholar]
- Kumara, N.; Amritphaleb, S.S.; Matthewsb, J.C.; Lynama, J.G.; Alamb, S.; Abdulkareem, O.A. Synergistic utilization of diverse industrial wastes for reutilization in steel production and their geopolymerization potential. Waste Manag. 2021, 126, 728–736. [Google Scholar] [CrossRef] [PubMed]
- Bistrian, D.A. Numerical Methods; PIM Publishing House: Iasi, Romania, 2017; ISBN 978-606-13-4090-3. [Google Scholar]
- Bistrian, D.A. Mathematical Models, and Numerical Algorithms for Stability Investigation of Swirling Hydrodynamic Systems. Ph.D. Thesis, Series 14 Nr. 2. Politehnica Publishing House, Bucharest, Romania, 2011. [Google Scholar]
- Conslik, J. Optimal Response Surface Design in Monte Carlo Sampling Experiments. Ann. Econ. Soc. Meas. 1974, 3, 463–473. [Google Scholar]
- Bistrian, D.A. Parabolized Navier–Stokes model for study the interaction between roughness structures and concentrated vortices. Phys. Fluids 2013, 25, 104103. [Google Scholar] [CrossRef]
- Myers, R.; Montgomery, D.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; Wiley: Hoboken, NJ, USA, 2009; ISBN 978-1-118-91601-8. [Google Scholar]
- Miller, S. The Method of Least Squares; From the book The Probability Lifesaver: All the Tools You Need to Understand Chance; Princeton University Press: Princeton, NJ, USA, 2017. [Google Scholar]
- Nocedal, J.; Wright, S. Numerical Optimization; Springer: Berlin/Heidelberg, Germany, 2006; ISBN 10: 0-387-30303-0. [Google Scholar]
- Boyd, S.; Vandenberghe, L. Convex Optimization; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Banzhaf, W.; Nordon, P.; Keller, R.E.; Francone, F.D. Genetic Programming—An Introduction; Morgan Kaufmann Publishiers: San Francisco, CA, USA, 1998. [Google Scholar]
- European Semester Thematic Factsheet Public Procurement. Available online: https://ec.europa.eu/info/sites/info/files/file_import/european-semester_thematic-factsheet_resource-efficiency_ro.pdf (accessed on 26 May 2022).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fetot | FeO | Fe2O3 | SiO2 | Al2O3 | CaO | MgO | MnO | S | P | C | CL * |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 31.43 | 8.51 | 35.44 | 9.90 | 9.88 | 9.91 | 2.55 | 0.85 | 1.53 | 0.17 | 21.15 | 1.19 |
| Fe | Ca | Si | Mn | Al | Mg | Cl | Na | Cr | Cu | Zn | Ni | Other Elements |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 89.97 | 2.14 | 1.91 | 1.97 | 0.87 | 0.60 | 0.43 | 0.38 | 0.28 | 0.23 | 0.11 | 0.08 | 1.03 |
| Al | Si | Cu | Cr | Mo | Mn | Ni | Pb | Fe | Sn | Sb | Zn | Other Elements |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.003 | 1.21 | 0.08 | 0.04 | 0.23 | 0.18 | 0.03 | 0.003 | 81.19 | 0.001 | 0.001 | 0.03 | 17.01 |
| Optimal Parameters (x1, x2, x3) | Maximum Value y1 |
|---|---|
| (100.0000, 65.4843, 9.5232) | 9.5130 |
| Optimal Parameters (x1, x2, x3) | Maximum Value y2 |
|---|---|
| (100.0000, 70.000, 9.6293) | 18.6088 |
| Optimal Parameters (x1, x2, x3) | Maximum Value y3 |
|---|---|
| (100.0000, 70.000, 10.000) | 8.9500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ardelean, E.; Socalici, A.; Lupu, O.; Bistrian, D.; Dobrescu, C.; Constantin, N. Recovery of Waste with a High Iron Content in the Context of the Circular Economy. Materials 2022, 15, 4995. https://doi.org/10.3390/ma15144995
Ardelean E, Socalici A, Lupu O, Bistrian D, Dobrescu C, Constantin N. Recovery of Waste with a High Iron Content in the Context of the Circular Economy. Materials. 2022; 15(14):4995. https://doi.org/10.3390/ma15144995
Chicago/Turabian StyleArdelean, Erika, Ana Socalici, Oana Lupu, Diana Bistrian, Cristian Dobrescu, and Nicolae Constantin. 2022. "Recovery of Waste with a High Iron Content in the Context of the Circular Economy" Materials 15, no. 14: 4995. https://doi.org/10.3390/ma15144995
APA StyleArdelean, E., Socalici, A., Lupu, O., Bistrian, D., Dobrescu, C., & Constantin, N. (2022). Recovery of Waste with a High Iron Content in the Context of the Circular Economy. Materials, 15(14), 4995. https://doi.org/10.3390/ma15144995