
Surface Characteristics of Thermally Modified Bamboo Fibers and Its Utilization Potential for Bamboo Plastic Composites



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Composites
- (1)
- Modification of Bamboo Fiber by Vacuum Heat Treatment
- (2)
- Preparation of Bamboo Plastic Composites
2.3. Performance Testing and Characterization
2.3.1. Surface Characteristics Analysis of Modified Bamboo Fibers
- (1)
- Color measurement: The bamboo flour before and after the heat treatment was pressed into pellets by a tableting machine, and the color parameters L*, a*, b* were recorded with CM-2003d colorimeter according to the CIELAB color system. Five points were taken for each sample, and the results were taken as the average value. In addition, the ΔL*, Δa*, Δb* were calculated using the unheated samples as a reference, and the corresponding total color change (ΔE*) was calculated using the following Equation (1).
- (2)
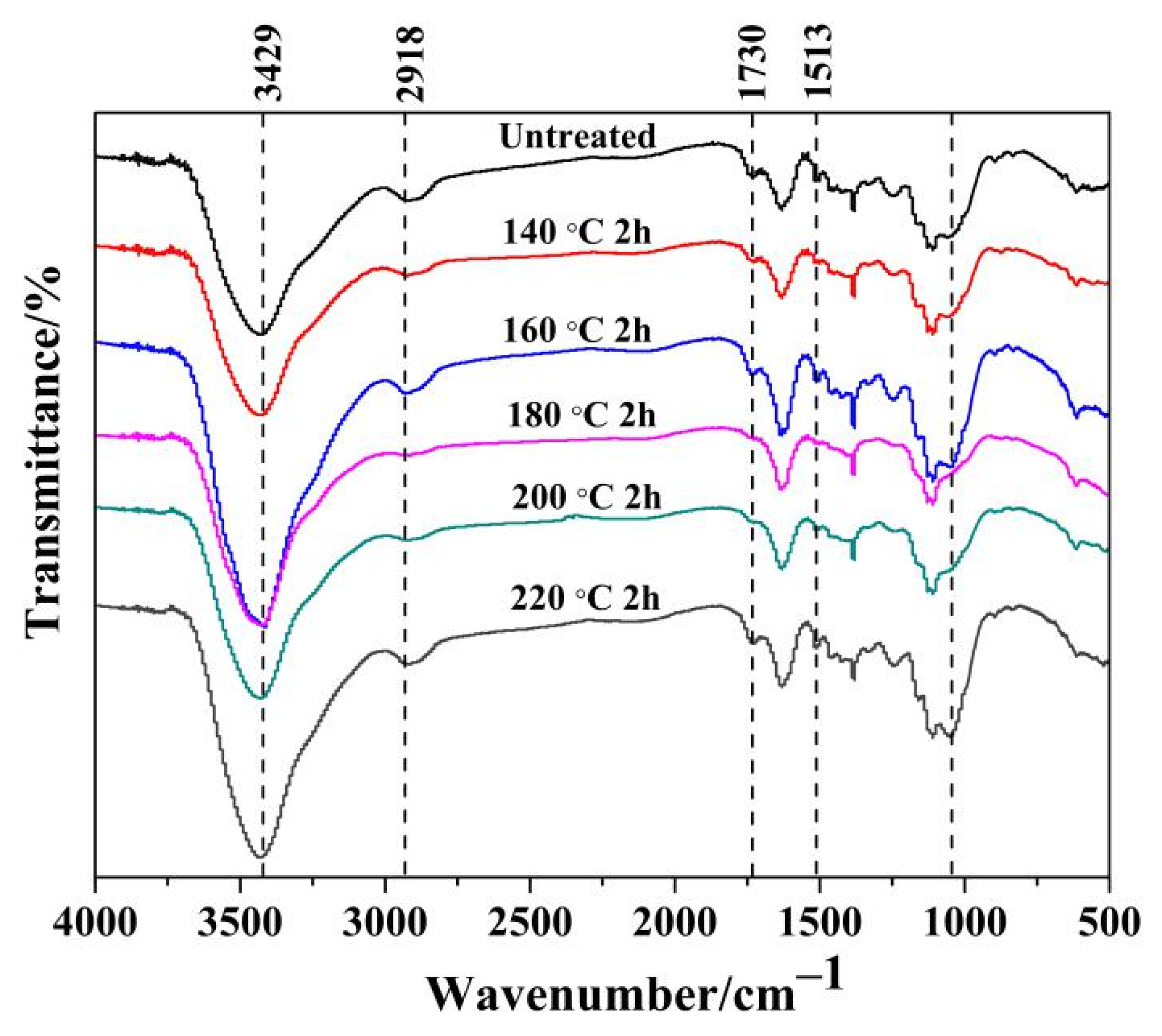
- Fourier Transform Infrared Spectroscopy (FTIR): The FTIR spectra of the bamboo fiber before and after heat-treated were determined in the range of 4000–400 cm−1 by an average of 32 scans at a resolution of 4 cm−1.
- (3)
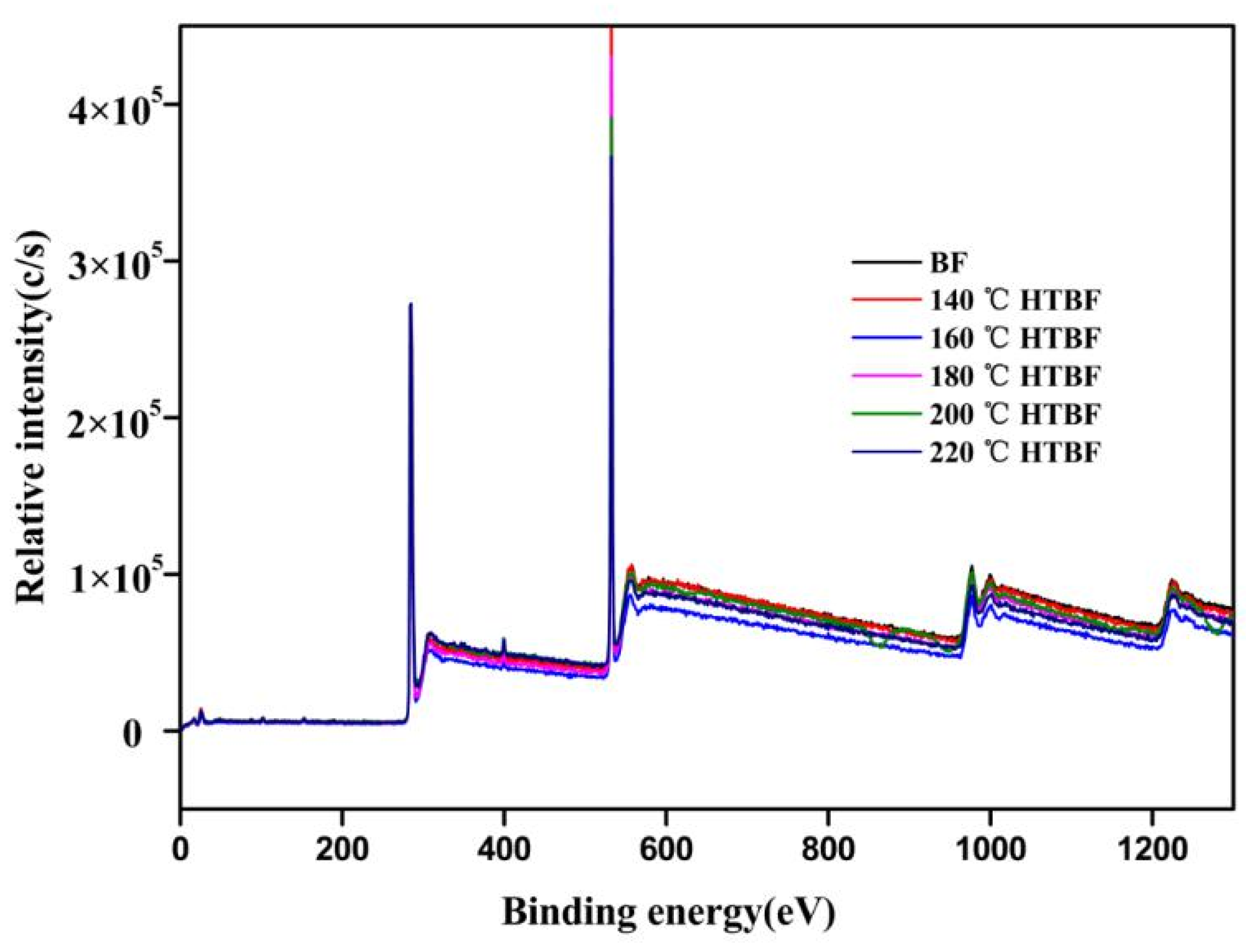
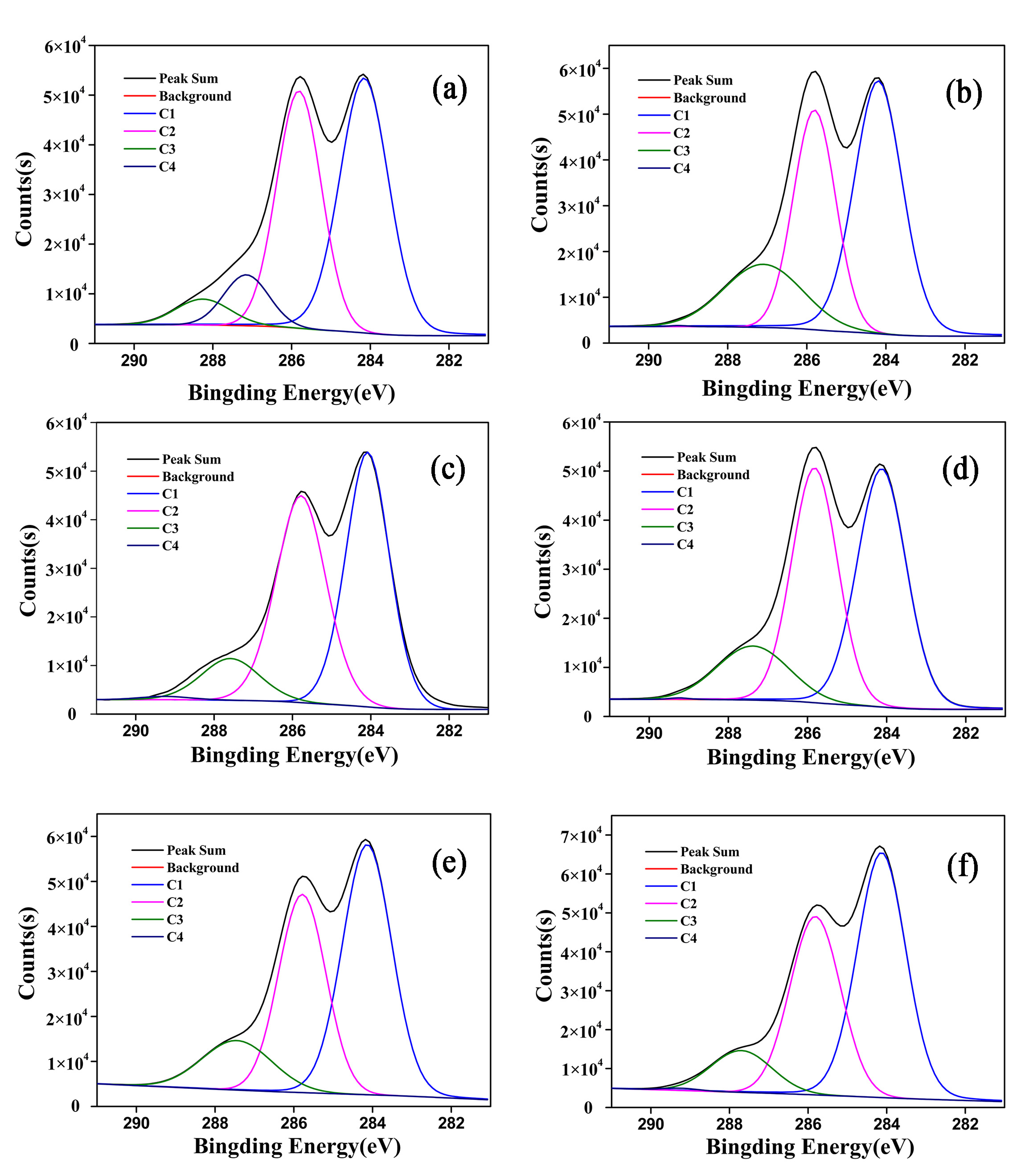
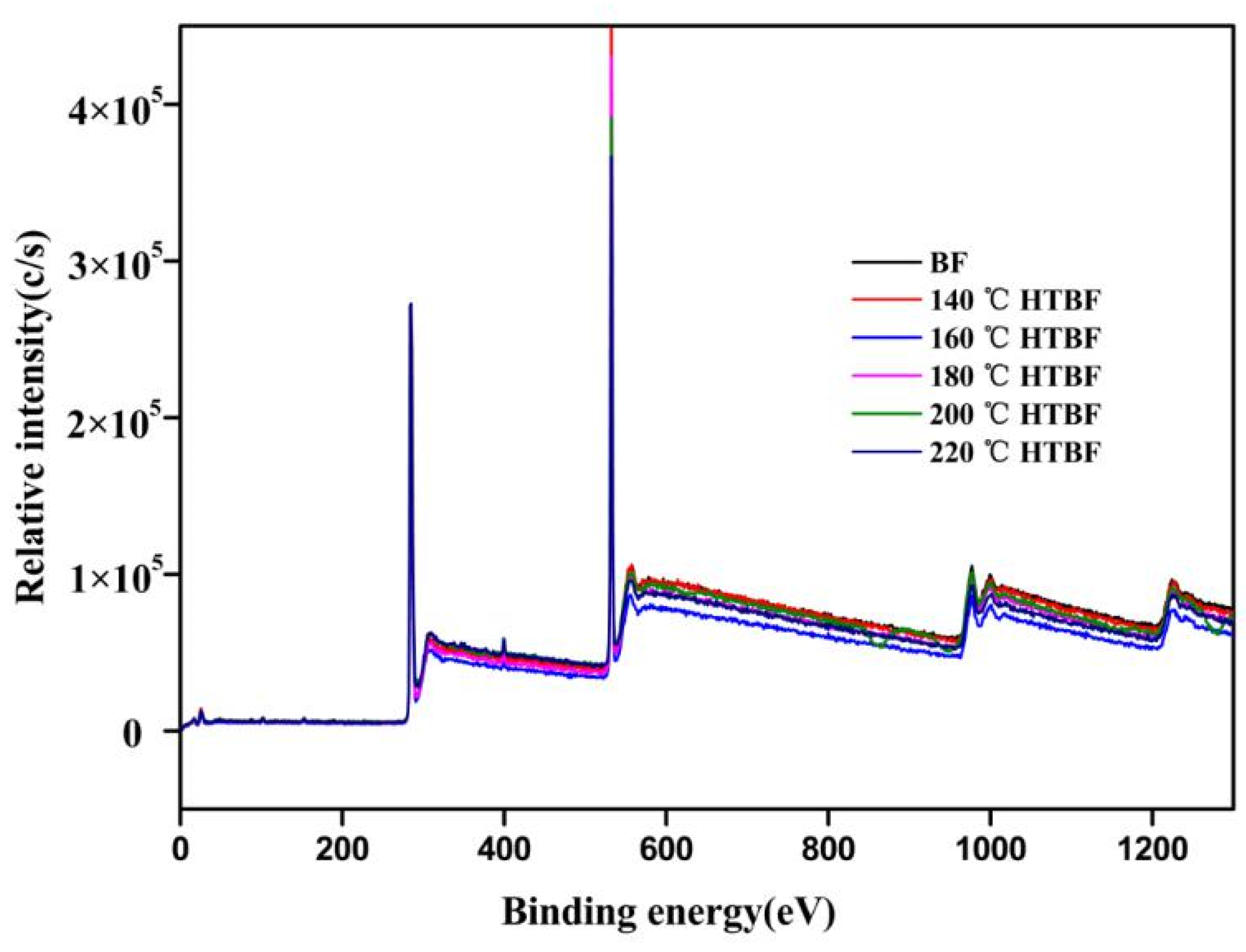
- X-ray Photoelectron Spectroscopy (XPS): The XPS spectra were obtained using the Thermo Scientific K-Alpha X-ray photoelectron spectrometer (Thermo Fisher Scientific, Waltham, MA, USA) equipped with a Al Kα X-ray source. The survey and high-resolution scans were performed at 100 eV pass energy with 1 eV step and 50 eV pass energy with 0.05 eV step, correspondingly.
- (4)
- Contact Angle Test: The contact angle of the bamboo fiber before and after the heat treatment was determined using a contact angle measuring instrument with distilled water and ethylene glycol as the test liquid. Owens–Wendt method was used to calculate the surface free energy through Equations (2) and (3). The polar component and dispersion component of distilled water is 51 mJ/m2 and 21.8 mJ/m2, respectively, while the polar component and dispersion component of ethylene glycol is 19 mJ/m2 and 29 mJ/m2, respectively.where, is the surface energy of the test liquid, θ is the contact angle between the test liquid and the fiber, is the polar component of the surface energy of the testing liquid, is the dispersion component of the surface energy of the test liquid, is the polar component of the surface energy of the fiber, is the dispersion component of the fiber surface energy, and is the surface free energy of fiber.
2.3.2. Performance Test of Bamboo Plastic Composite
- (1)
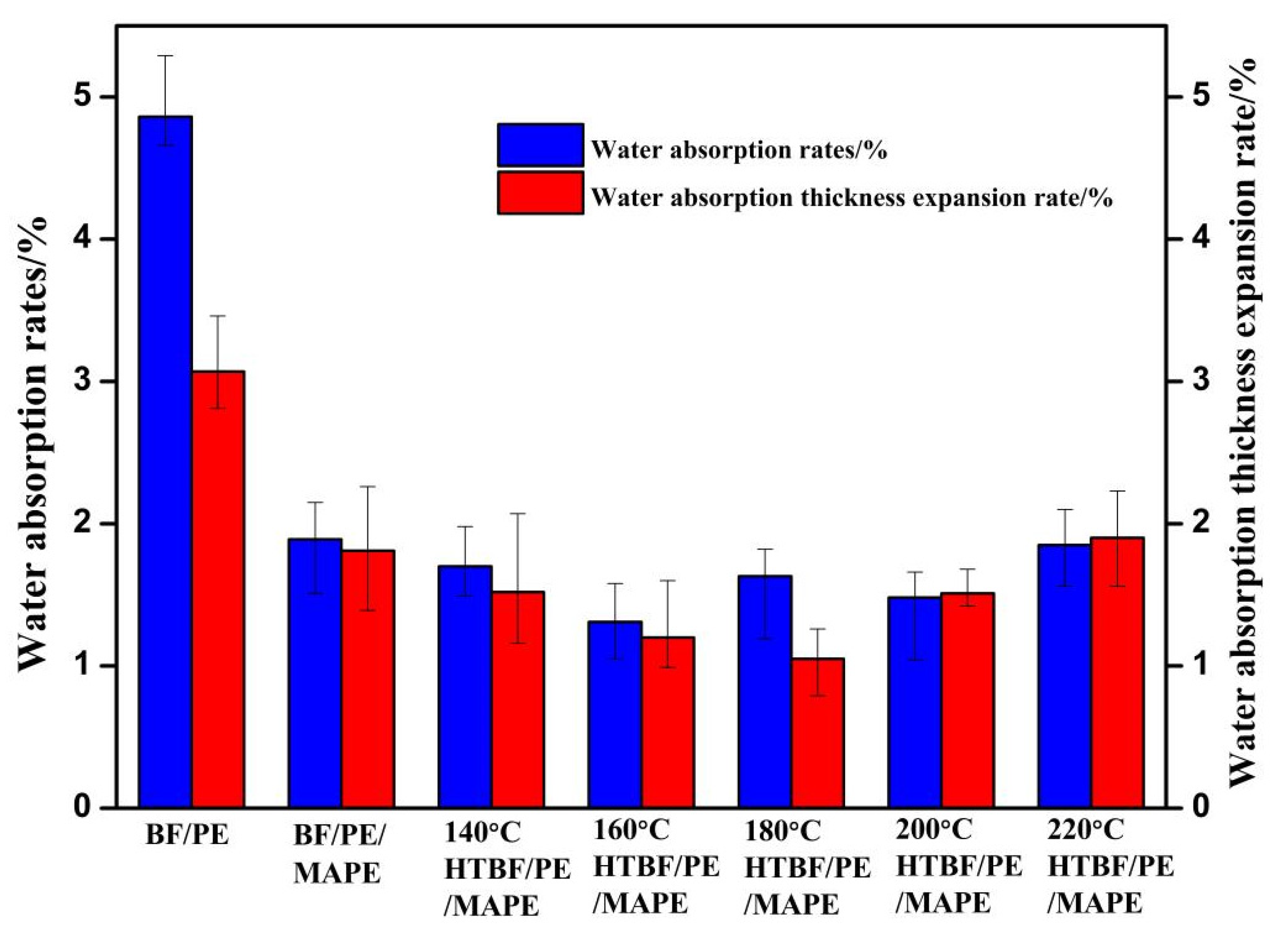
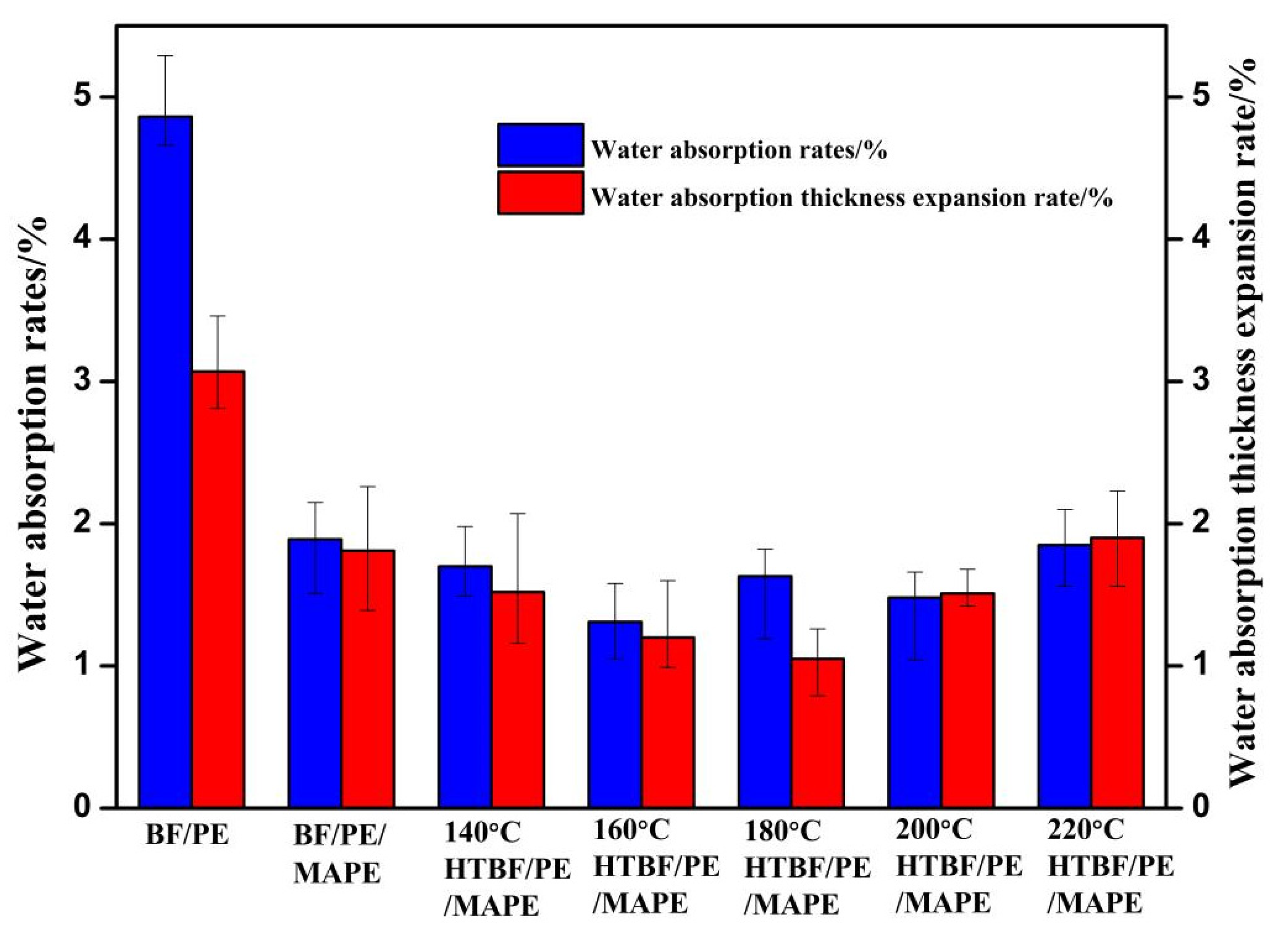
- Water Resistance Tests: The contact angle of the composites at 1 s was measured using a JY_PH300ML contact angle measuring instrument (Shanghai Zhongchen Digital Technology Equipment Co., Ltd., Shanghai, China), and the water absorption and thickness swelling of bamboo plastic composite for 24 h was tested according to the national standard GB/T 17657-2013.
- (2)
- Mechanical Properties Tests: The bending performance of bamboo plastic composite was conducted according to GB/T 9341-2008, the testing speed was set up at a rate of 1.9 mm/min, and the span was 64 mm. The impact performance was tested according to GB/T 1043 -2008, the testing speed was set up at a rate of 3.8 m/s, and the impact energy of the pendulum was 7.5 J.
- (3)
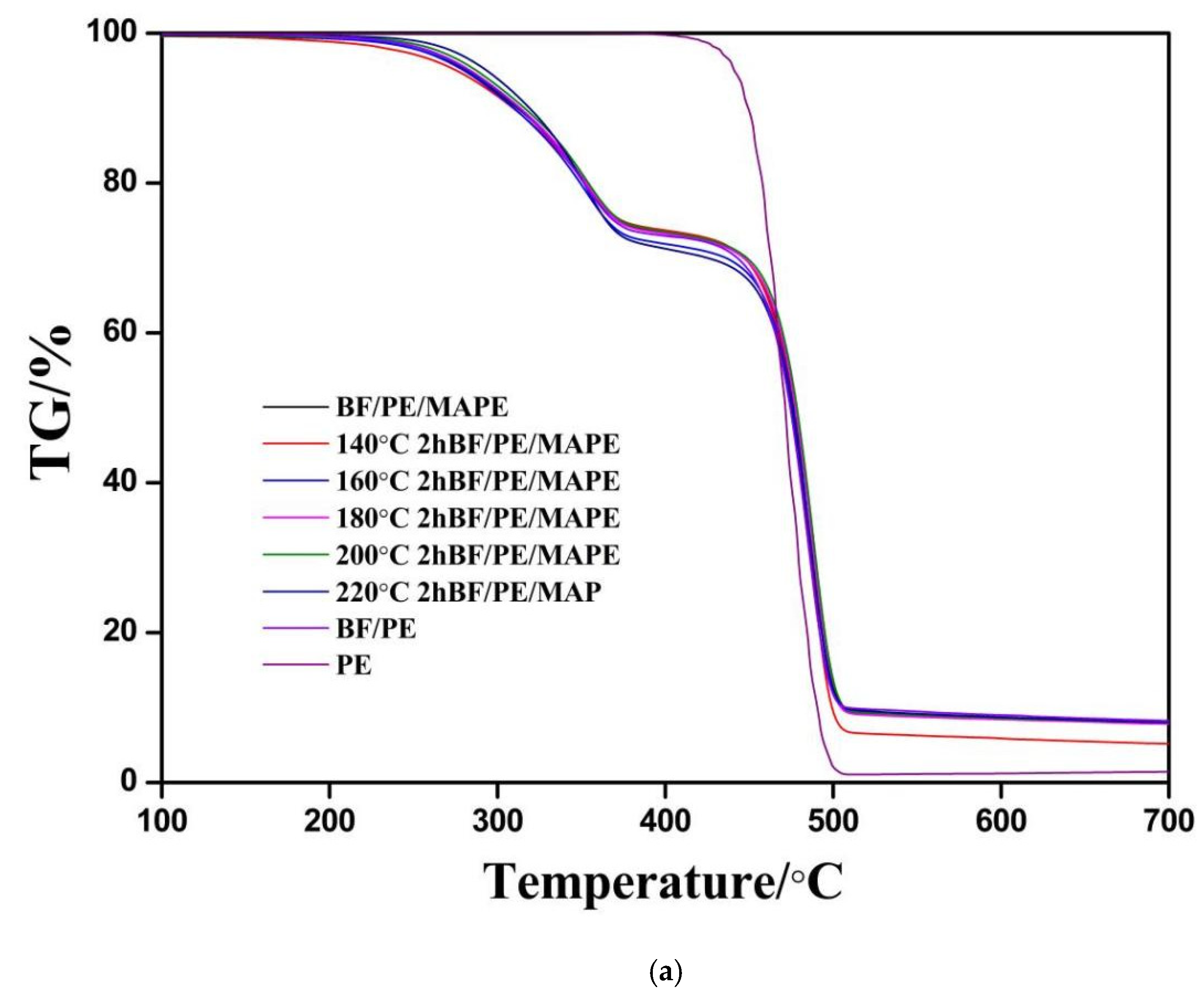
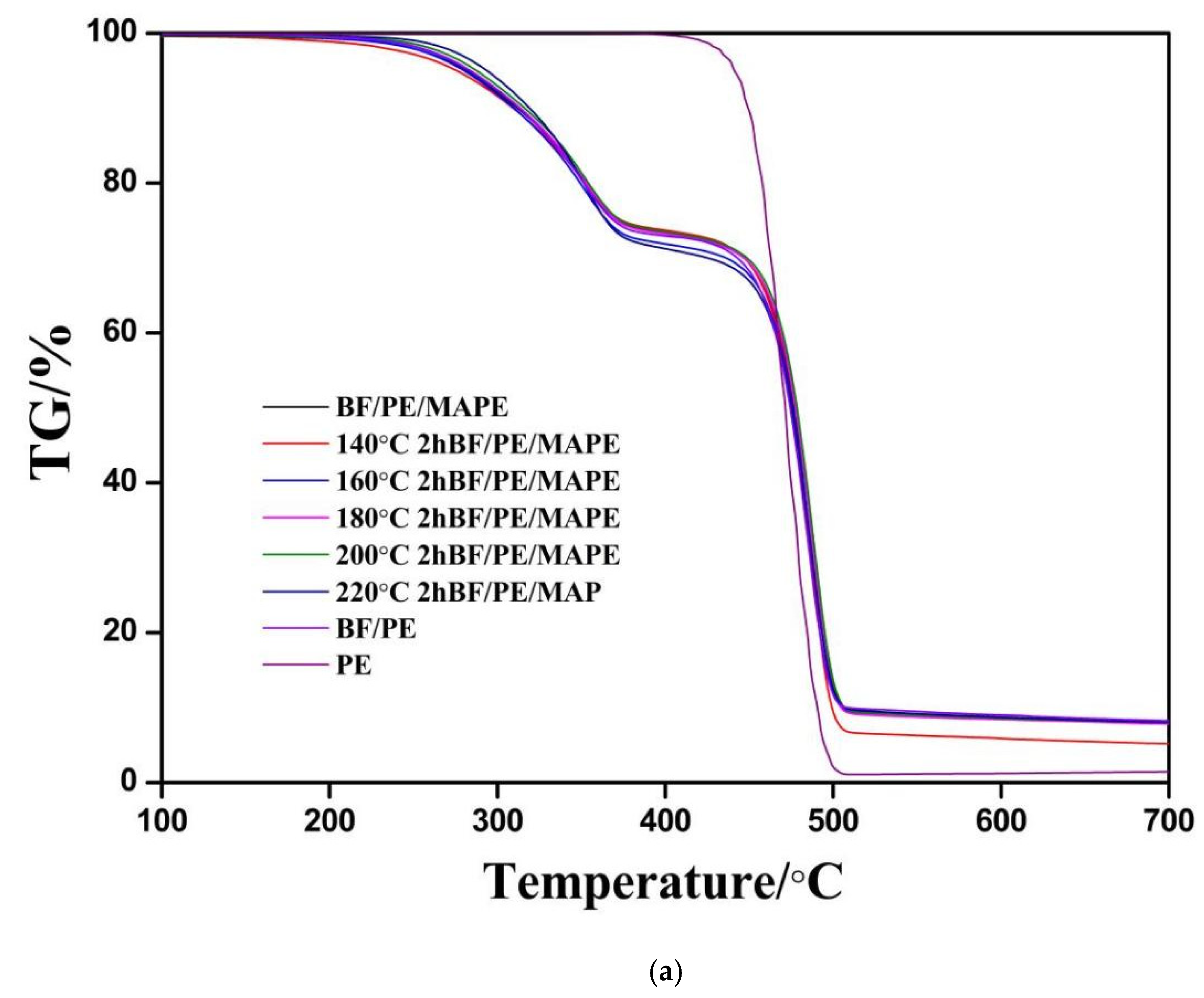
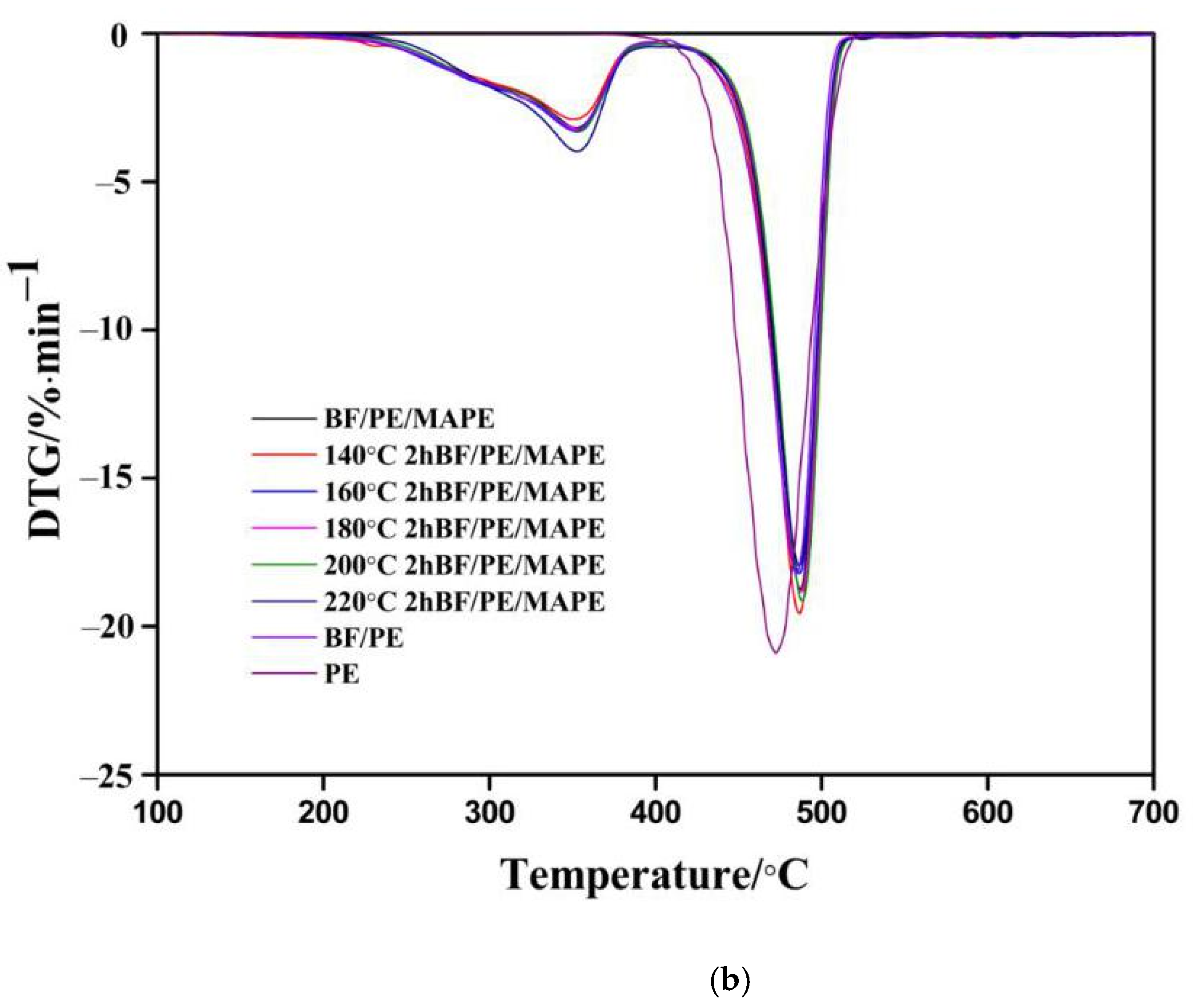
- Thermogravimetric (TG) Analysis: The temperature range of thermal cracking was 100–800 °C under nitrogen atmosphere at the heating rate of 10 °C/min.
3. Results and Discussion
3.1. Effect of Vacuum Heat Treatment on Surface Properties of Bamboo Fibers
3.1.1. Effect of Vacuum Heat Treatment on Surface Color of Bamboo Fibers
3.1.2. Effect of Vacuum Heat Treatment on the Surface Polarity of Bamboo Fiber
3.1.3. Effects of Vacuum Heat Treatment on the Functional Groups of Bamboo Fibers
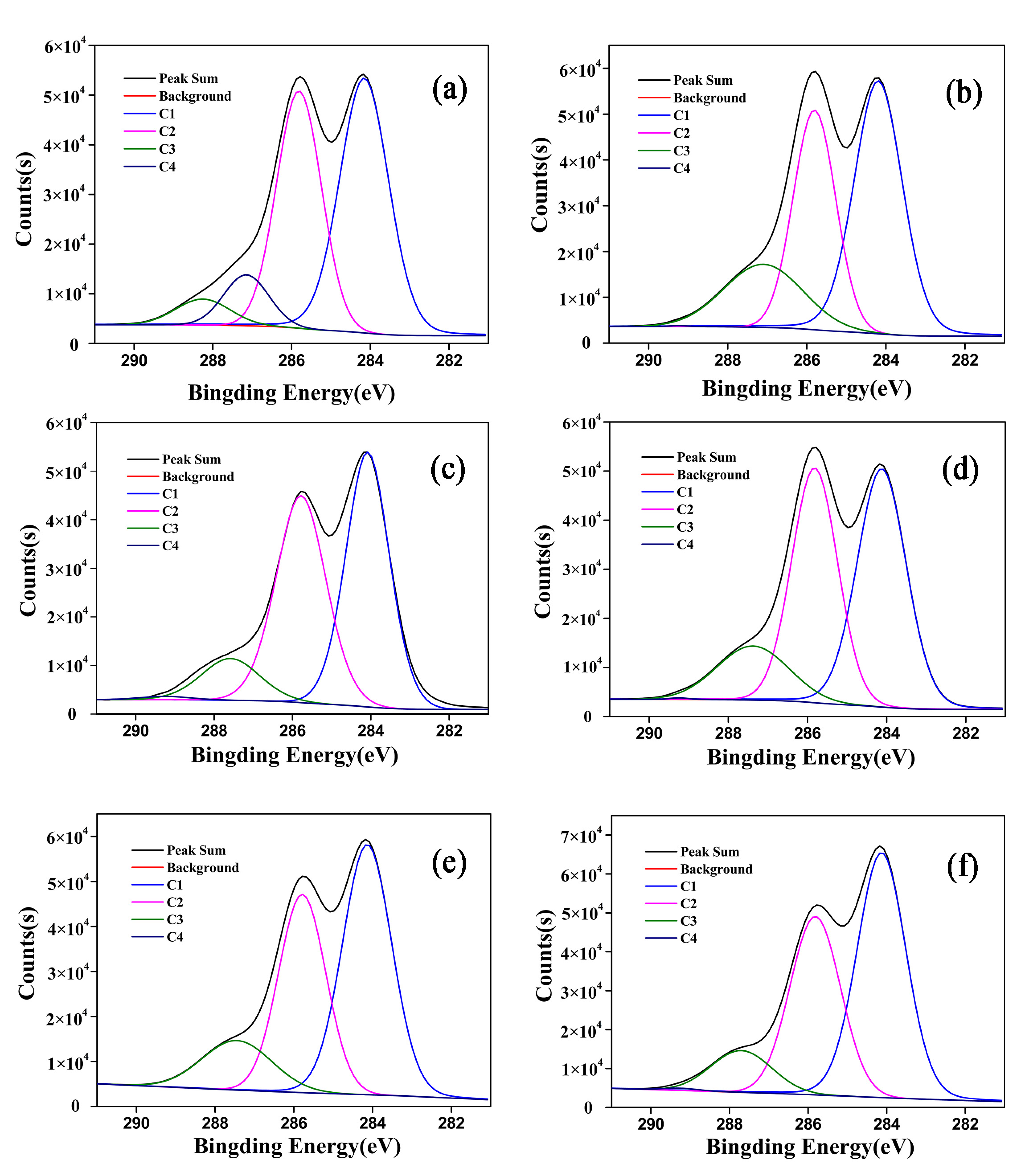
3.1.4. Effect of Vacuum Heat Treatment on the Surface Element Composition of Bamboo Fiber
3.2. Effect of Vacuum Heat Treatment on Physical and Mechanical Properties of Bamboo Fiber/Polyethylene Composites
3.2.1. Effects on Physical Properties
- 1.
- Water resistance analysis
- 2.
- Thermal stability analysis
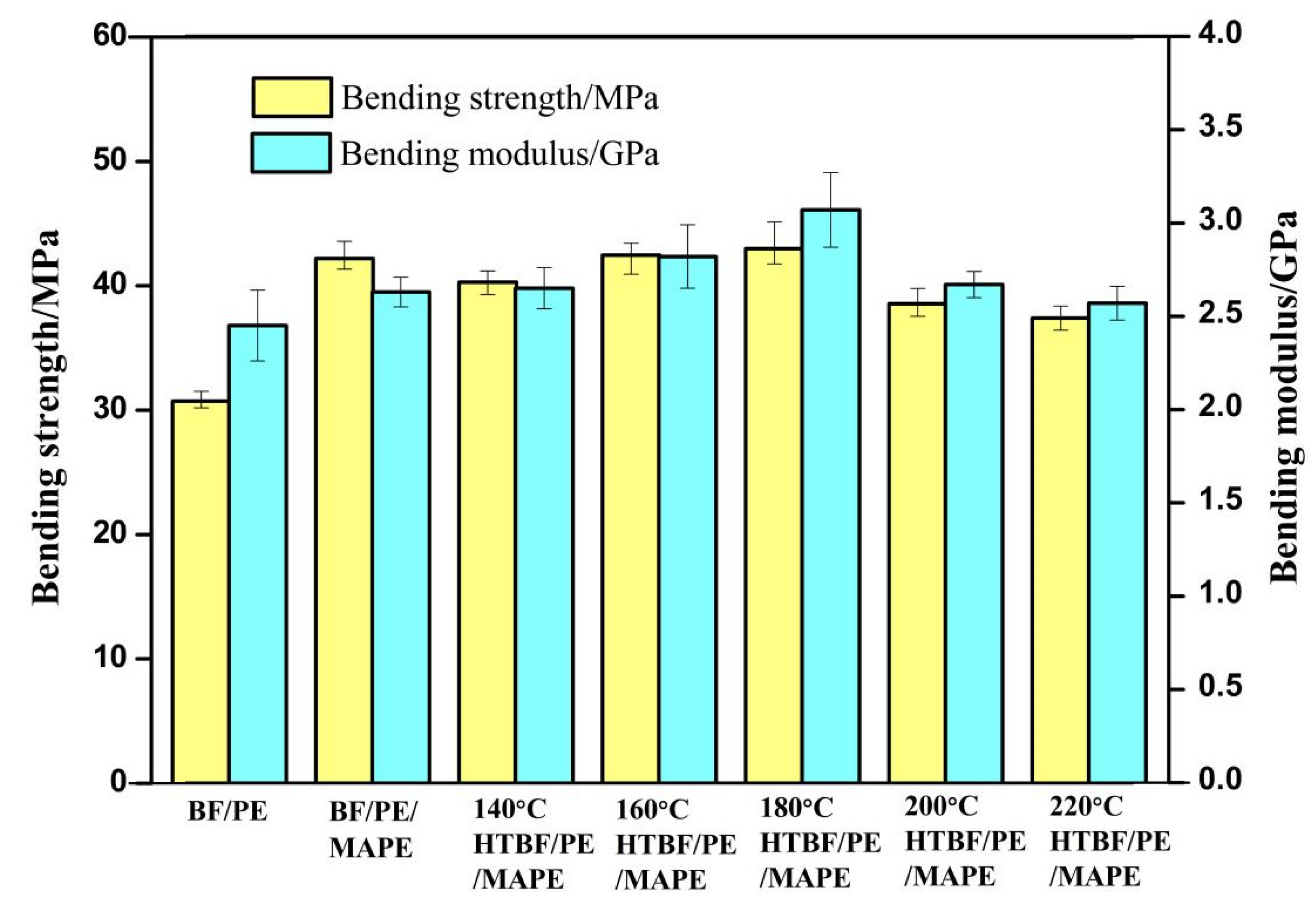
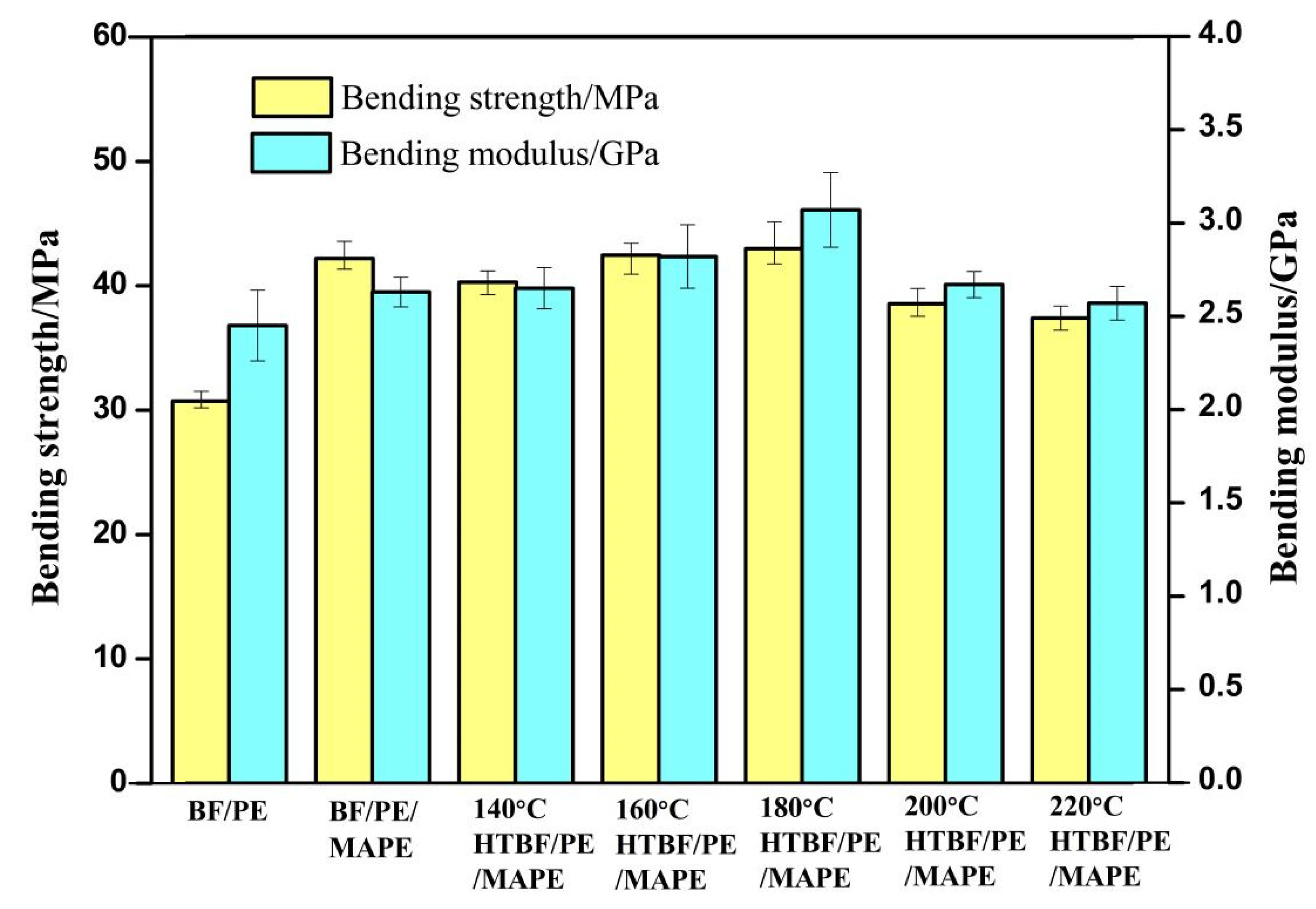
3.2.2. Effect of Heat Treatment on the Mechanical Properties of Composites
- (1)
- Bending performance
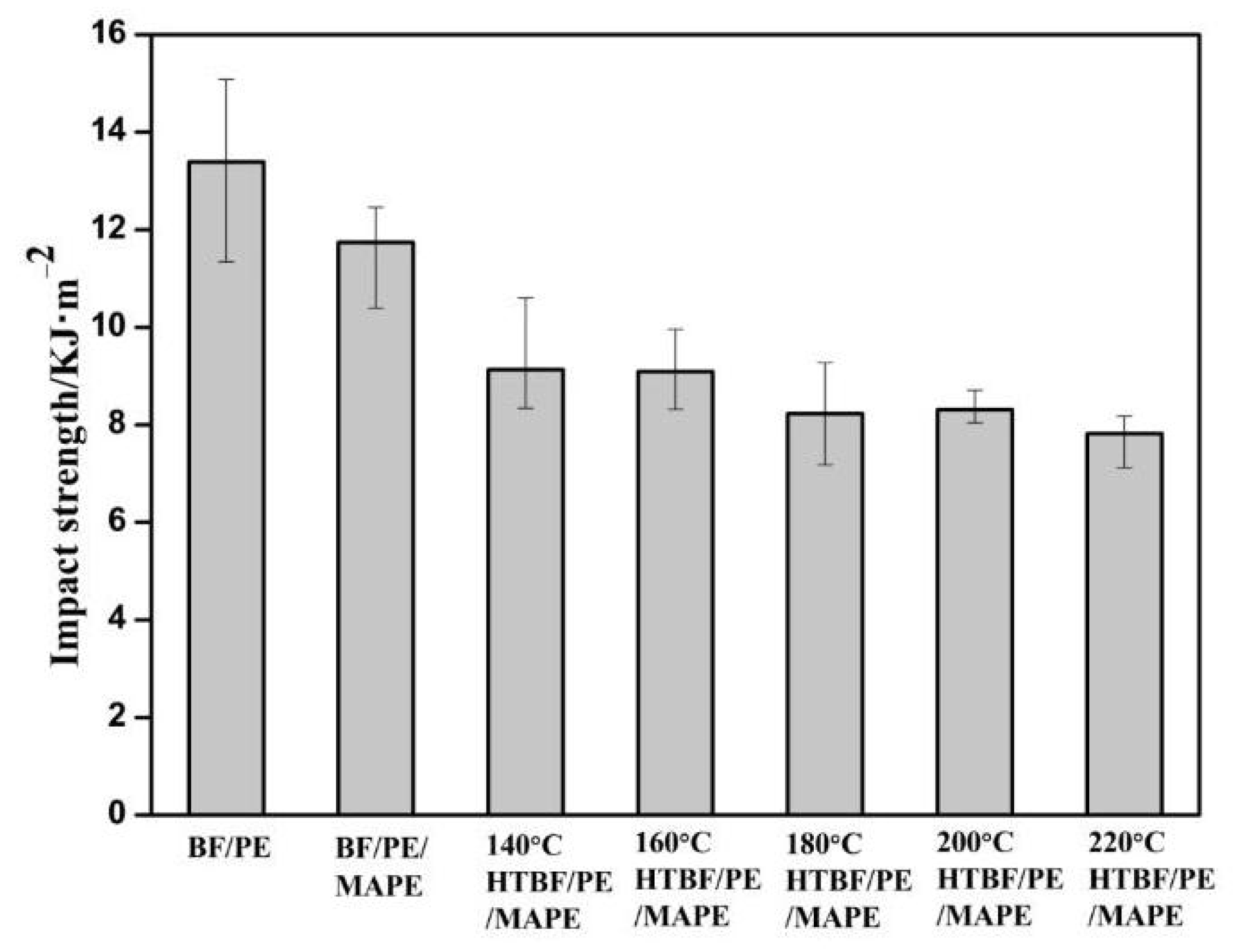
- (2)
- Impact performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Elbehiry, A.; Elnawawy, O.; Kassem, M.; Zaher, A.; Mostafa, M. FEM evaluation of reinforced concrete beams by hybrid and banana fiber bars (BFB). Case Stud. Constr. Mater. 2021, 14, e00479. [Google Scholar] [CrossRef]
- Praveena, B.A.; Buradi, A.; Santhosh, N.; Vikram, K.V.; Hatgundi, J.; Huliya, D. Study on characterization of mechanical, thermal properties, machinability and biodegradability of natural fiber reinforced polymer composites and its applications, recent developments and future potentials: A comprehensive review. Mater. Today Proc. 2022, 52, 1255–1259. [Google Scholar] [CrossRef]
- Mousavi, S.R.; Zamani, M.H.; Estaji, S.; Tayouri, M.I.; Arjmand, M.; Jafari, S.H.; Nouranian, S.; Khonakdar, H.A. Mechanical properties of bamboo fiber-reinforced polymer composites: A review of recent case studies. J. Mater. Sci. 2022, 57, 3143–3167. [Google Scholar] [CrossRef]
- Zachariah, E.J.; Sabulal, B.; Nair, D.N.K.; Johnson, A.J.; Kumar, C.S.P. Carbon dioxide emission from bamboo culms. Plant Biol. 2016, 18, 400–405. [Google Scholar] [CrossRef] [PubMed]
- Tan, W.; Hao, X.L.; Fan, Q.; Sun, L.C.; Xu, J.J.; Wang, Q.W. Bamboo particle reinforced polypropylene composites made from different fractions of bamboo culm: Fiber characterization and analysis of composite properties. Polym. Compos. 2019, 40, 4619–4628. [Google Scholar] [CrossRef]
- Ou, R.X.; Zhao, H.; Sui, S.J.; Song, Y.M.; Wang, Q.W. Reinforcing effects of Kevlar fiber on the mechanical properties of wood-flour high-density-polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1272–1278. [Google Scholar] [CrossRef]
- Lin, H.P.; Li, R.; Li, D.H.; Huang, Z.J.; Pang, J.W.; Zhang, X.X.; Liu, W.K.; Yang, W.B. Hydrophobic wood flour derived from a novel p-TsOH treatment for improving interfacial compatibility of wood/HDPE composites. Cellulose 2020, 27, 4053–4065. [Google Scholar] [CrossRef]
- Zhang, W.P.; Yao, X.; Khanal, S.; Xu, S.A. A novel surface treatment for bamboo flour and its effect on the dimensional stability and mechanical properties of high density polyethylene/bamboo flour composites. Constr. Build. Mater. 2018, 186, 1220–1227. [Google Scholar] [CrossRef]
- Bahari, S.A.; Krause, A. Utilizing Malaysian bamboo for use in thermoplastic composites. J. Clean. Prod. 2016, 110, 16–24. [Google Scholar] [CrossRef]
- Sanvezzo, P.B.; Branciforti, M.C. Recycling of industrial waste based on jute fiber-polypropylene: Manufacture of sustainable fiber-reinforced polymer composites and their characterization before and after accelerated aging. Ind. Crops. Prod. 2021, 168, 113568. [Google Scholar] [CrossRef]
- Gwon, J.G.; Lee, S.Y.; Chun, S.J.; Doh, G.H.; Kim, J.H. Effects of chemical treatments of hybrid fillers on the physical and thermal properties of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1491–1497. [Google Scholar] [CrossRef]
- Kushwaha, P.K.; Kumar, R. Bamboo fiber reinforced thermosetting resin composites: Effect of graft copolymerization of fiber with methacrylamide. J. Appl. Polym. Sci. 2010, 118, 1006–1013. [Google Scholar] [CrossRef]
- Wang, J.Y.; Cooper, P.A. Effect of oil type, temperature and time on moisture properties of hot oil-treated wood. Holz Roh Werkst. 2005, 63, 417–422. [Google Scholar] [CrossRef]
- Hosseinihashemi, S.K.; Arwinfar, F.; Najafi, A.; Nemli, G.; Ayrilmis, N. Long-term water absorption behavior of thermoplastic composites produced with thermally treated wood. Measurement 2016, 86, 202–208. [Google Scholar] [CrossRef]
- Aydemir, D.; Kiziltas, A.; Kiziltas, E.E.; Gardner, D.J.; Gunduz, G. Heat treated wood-nylon 6 composites. Compos. B Eng. 2015, 68, 414–423. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P. Effect of thermal-treatment of wood fibres on properties of flat-pressed wood plastic composites. Polym. Degrad. Stab. 2011, 96, 818–822. [Google Scholar] [CrossRef]
- Kuka, E.; Andersons, B.; Cirule, D.; Andersone, I.; Kajaks, J.; Militz, H.; Bicke, S. Weathering properties of wood-plastic composites based on heat-treated wood and polypropylene. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106102. [Google Scholar] [CrossRef]
- Croitoru, C.; Spirchez, C.; Lunguleasa, A.; Cristea, D.; Roata, I.C.; Pop, M.A.; Bedo, T.; Stanciu, E.M.; Pascu, A. Surface properties of thermally treated composite wood panels. Appl. Surf. Sci. 2018, 438, 114–126. [Google Scholar] [CrossRef]
- Gennari, E.; Picchio, R.; Monaco, A.L. Industrial heat treatment of wood: Study of induced effects on ayous wood (Triplochiton scleroxylon K. Schum). Forests 2021, 12, 730. [Google Scholar] [CrossRef]
- Esteves, B.; Ferreira, H.; Viana, H.; Ferreira, J.; Domingos, I.; Cruz-Lopes, L.; Jones, D.; Nunes, L. Termite resistance, chemical and mechanical characterization of Paulownia tomentosa wood before and after heat treatment. Forests 2021, 12, 1114. [Google Scholar] [CrossRef]
- Aydemir, D.; Alsan, M.; Can, A.; Altuntas, E.; Sivrikaya, H. Accelerated weathering and decay resistance of heat-treated wood reinforced polypropylene composites. Drvna Ind. 2019, 70, 279–285. [Google Scholar] [CrossRef] [Green Version]
- Ying, S.J.; Wang, C.B.; Lin, Q. Effects of heat treatment on the properties of bamboo fiber/polypropylene composites. Fibers Polym. 2014, 14, 1894–1898. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Perre, P.; Riedl, B. Effects of wood fiber surface chemistry on strength of wood-plastic composites. Appl. Surf. Sci. 2015, 343, 11–18. [Google Scholar] [CrossRef]
- Gawron, J.; Marchwicka, M. Color changes of ash wood (Fraxinus excelsior L.) caused by thermal modification in air and steam. For. Wood Technol. 2021, 116, 21–27. [Google Scholar] [CrossRef]
- Mo, J.Q.; Zhang, W.B.; Fu, X.H.; Lu, W. Near infrared spectroscopy to evaluate change in color and chemical composition in heat-treated bamboo. J. Near Infrared Spec. 2020, 28, 214–223. [Google Scholar] [CrossRef]
- Lee, C.H.; Yang, T.H.; Cheng, Y.W.; Lee, C.J. Effects of thermal modification on the surface and chemical properties of moso bamboo. Constr. Build. Mater. 2018, 178, 59–71. [Google Scholar] [CrossRef]
- Kacikova, D.; Kacik, F.; Cabalova, I.; Durkovic, J. Effect of thermal treatment on chemical, mechanical and colour traits in Norway spruce wood. Bioresour. Technol. 2013, 144, 669–674. [Google Scholar] [CrossRef]
- Gonzalez-Pena, M.M.; Hale, M.D.C. Colour in thermally modified wood of beech, norway spruce and scots pine. part 1: Colour evolution and colour changes. Holzforschung 2009, 63, 385–393. [Google Scholar] [CrossRef]
- Fuentes, C.A.; Tran, L.Q.N.; Dupont-Gillain, C.; Vanderlinden, W.; De Feyter, S.; Van Vuure, A.W.; Verpoest, I. Wetting behavior and surface properties of technical bamboo fibers. Colloid Surf. A 2011, 380, 89–99. [Google Scholar] [CrossRef]
- Zheng, K.H.; Gao, C.H.; He, F.S.; Lin, Y.X.; Liu, M.; Lin, J. Study on the interfacial functionary mechanism of rare-earth-solution-modified bamboo-fiber-reinforced resin matrix composites. Materials 2018, 11, 1190. [Google Scholar] [CrossRef] [Green Version]
- Kutnar, A.; Kričej, B.; Pavlič, M.; Petrič, M. Influence of treatment temperature on wettability of Norway spruce thermally modified in vacuum. J. Adhes. Sci. Technol. 2013, 27, 963–972. [Google Scholar] [CrossRef]
- Gérardin, P.; Petrič, M.; Petrissans, M.; Lambert, J.; Ehrhrardt, J.J. Evolution of wood surface free energy after heat treatment. Polym. Degrad. Stabil. 2007, 92, 653–657. [Google Scholar] [CrossRef]
- Gao, J.J.; Qu, L.J.; Qian, J.; Wang, Z.Y.; Li, Y.J.; Yi, S.L.; He, Z.B. Effects of combined acid-alkali and heat treatment on the physiochemical structure of moso bamboo. Sci. Rep. 2020, 10, 6760. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, T.C.; Yang, Y.H.; Yeh, C.H. Thermal decomposition behavior of thin Makino bamboo (Phyllostachys makinoi) slivers under nitrogen atmosphere. Mater. Today Commun. 2021, 26, 102054. [Google Scholar] [CrossRef]
- Hao, Y.N.; Pan, Y.F.; Du, R.; Wang, Y.M.; Chen, Z.J.; Zhang, X.; Wang, X.M. The influence of a thermal treatment on the decay resistance of wood via FTIR analysis. Adv. Mater. Sci. Eng. 2018, 2018, 8461407. [Google Scholar] [CrossRef] [Green Version]
- Nguila Inari, G.; Petrissans, M.; Lambert, J.; Ehrhardt, J.J.; Gerardin, P. XPS characterization of wood chemical composition after heat-treatment. Surf. Interface Anal. 2006, 38, 1336–1342. [Google Scholar] [CrossRef]
- Dhali, K.; Daver, F.; Cass, P.; Adhikari, B. Isolation and characterization of cellulose nanomaterials from jute bast fibers. J. Environ. 2021, 9, 106447. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Militz, H. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Holz Roh Werkst. 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Hao, X.L.; Xu, J.J.; Zhou, H.Y.; Tang, W.; Li, W.J.; Wang, Q.W.; Ou, R.X. Interfacial adhesion mechanisms of ultra-highly filled wood fiber/ polyethylene composites using maleic anhydride grafted polyethylene as a compatibilizer. Mater. Des. 2021, 212, 110182. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O. Wood fibre reinforced polypropylene composites: Effect of fibre geometry and coupling agent on physico-mechanical properties. Appl. Compos. Mater. 2003, 10, 365–379. [Google Scholar] [CrossRef]
- Yu, Y.; Wu, H.W. Significant differences in the hydrolysis behavior of amorphous and crystalline portions within microcrystalline cellulose in hot-compressed water. Ind. Eng. Chem. Res. 2010, 49, 3902–3909. [Google Scholar] [CrossRef]
- Cao, Y.; Shibata, S.; Fukumoto, I. Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Compos. Part A Appl. Sci. Manuf. 2005, 37, 423–429. [Google Scholar] [CrossRef]
- Yussuf, A.A.; Massoumi, I.; Hassan, A. Comparison of polylactic acid/kenaf and polylactic acid/rise husk composites: The influence of the natural fibers on the mechanical, thermal and biodegradability properties. J. Polym. Environ. 2010, 18, 422–429. [Google Scholar] [CrossRef]
- Prachayawarakorn, J.; Sangnitidej, P.; Boonpasith, P. Properties of thermoplastic rice starch composites reinforced by cotton fiber or low-density polyethylene. Carbohydr. Polym. 2010, 81, 425–433. [Google Scholar] [CrossRef]
- Belgacem, C.; Tarrés, Q.; Espinach, F.; Mutjé, P.; Boufi, S.; Delgado-Aguilar, M. High-yield lignocellulosic fibers from date palm biomass as reinforcement in polypropylene composites: Effect of fiber treatment on composite properties. Polymers 2020, 12, 1423. [Google Scholar] [CrossRef]
- Yin, Y.F.; Berglund, L.; Salmen, L. Effect of steam treatment on the properties of wood cell walls. Biomacromolecules 2011, 12, 194–202. [Google Scholar] [CrossRef]
- Popescu, C.M.; Navi, P.; Pena, M.I.P.; Popescu, M.C. Structural changes of wood during hydro-thermal and thermal treatments evaluated through NIR spectroscopy and principal component analysis. Spectrochim. Acta A Mol. Biomol. Spectrosc. 2018, 191, 405–412. [Google Scholar] [CrossRef]
- Bouafif, H.; Koubaa, A.; Perre, P.; Cloutier, A.; Riedl, B. Analysis of among-species variability in wood fiber surface using DRIFTS and XPS: Effects on esterification efficiency. J. Wood Chem. Technol. 2008, 28, 296–315. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Yu, Y.L.; Yu, W.J. Effect of thermal treatment on the physical and mechanical properties of phyllostachys pubescen bamboo. Eur. J. Wood Wood Prod. 2013, 71, 61–67. [Google Scholar] [CrossRef]
- Mengeloglu, F.; Matuana, L.M.; King, J.A. Effects of impact modifiers on the properties of rigid PVC/wood-fiber composites. J. Vinyl. Addit. Techn. 2000, 6, 153–157. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Surface Lightness (L*) | Red–Green Axis Chromatic Index (a*) | Yellow–Blue Axis Chromatic Index (b*) | Total Color Change (ΔE*) |
|---|---|---|---|---|
| Untreated | 74.56 ± 0.79 | 2.64 ± 0.19 | 10.30 ± 0.75 | — |
| 140 °C 2 h | 73.09 ± 0.80 | 3.05 ± 0.14 | 11.80 ± 0.29 | 2.14 |
| 160 °C 2 h | 70.53 ± 0.92 | 3.71 ± 0.33 | 14.95 ± 1.13 | 6.24 |
| 180 °C 2 h | 65.89 ± 0.86 | 5.24 ± 0.23 | 14.04 ± 1.25 | 9.79 |
| 200 °C 2 h | 58.70 ± 0.83 | 6.41 ± 0.30 | 13.12 ± 0.57 | 16.54 |
| 220 °C 2 h | 49.34 ± 1.09 | 6.97 ± 0.39 | 8.55 ± 0.43 | 25.65 |
| Sample Type | Untreated | Vacuum Heat Treatment Temperature/°C | ||||
|---|---|---|---|---|---|---|
| 140 | 160 | 180 | 200 | 220 | ||
| Water contact angle/° | 53.00 | 62.50 | 72.50 | 83.00 | 85.50 | 86.00 |
 |  |  |  |  |  | |
| Ethylene glycol contact angle/° | 37.00 | 42.00 | 47.00 | 48.00 | 42.00 | 41.50 |
 |  |  |  |  |  | |
| Surface free energy/mJ·m−2 | 47.48 | 38.99 | 33.64 | 37.45 | 47.85 | 49.32 |
| Polar components /mJ·m−2 | 38.45 | 25.57 | 13.88 | 3.68 | 1.05 | 0.81 |
| Dispersion component /mJ·m−2 | 9.03 | 13.43 | 19.76 | 33.77 | 46.80 | 48.52 |
| Samples | C1s (%) | O1s (%) | O/C (%) |
|---|---|---|---|
| Untreated | 68.37 | 31.63 | 46.26 |
| 140 °C | 68.86 | 31.14 | 45.22 |
| 160 °C | 70.51 | 29.49 | 41.82 |
| 180 °C | 69.23 | 30.77 | 44.45 |
| 200 °C | 70.83 | 29.17 | 41.18 |
| 220 °C | 71.93 | 28.07 | 39.02 |
| Sample Type | The Peak Position (eV) | Relative Content (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| C1 | C2 | C3 | C4 | C1 | C2 | C3 | C4 | |
| Untreated | 284.16 | 285.81 | 287.15 | 288.26 | 47.72 | 38.83 | 8.33 | 5.13 |
| 140 °C | 284.19 | 285.80 | 287.10 | 289.25 | 47.37 | 34.25 | 18.30 | 0.07 |
| 160 °C | 284.10 | 285.78 | 287.62 | 289.25 | 46.13 | 43.03 | 10.15 | 0.69 |
| 180 °C | 284.12 | 285.82 | 287.38 | 289.25 | 45.11 | 40.45 | 14.34 | 0.11 |
| 200 °C | 284.14 | 285.78 | 287.44 | 289.25 | 49.62 | 36.79 | 13.58 | 0.01 |
| 220 °C | 284.13 | 285.82 | 287.70 | 289.25 | 51.58 | 37.54 | 10.55 | 0.33 |
| Sample Type | Water Contact Angle/° | Glycol Contact Angle/° | Dispersion Component/mJ·m−2 | Polar Component/mJ·m−2 | Surface Free Energy /mJ·m−2 | ||
|---|---|---|---|---|---|---|---|
| BF/PE /MAPE | 86.00 |  | 70.00 |  | 10.77 | 45.84 | 56.61 |
| 140 °C HTBF/PE /MAPE | 87.00 |  | 71.50 |  | 10.26 | 43.65 | 53.91 |
| 160 °C HTBF/PE/MAPE | 87.50 |  | 72.50 |  | 9.76 | 41.55 | 51.31 |
| 180 °C HTBF/PE /MAPE | 88.00 |  | 75.00 |  | 7.94 | 33.79 | 41.73 |
| 200 °C HTBF/PE /MAPE | 85.00 |  | 70.50 |  | 9.38 | 39.94 | 49.32 |
| 220 °C HTBF/PE /MAPE | 83.50 |  | 69.50 |  | 8.98 | 38.20 | 47.18 |
| Sample Type | Stage 2 | Stage 3 | Char Residue at 700 °C/wt% | ||||
|---|---|---|---|---|---|---|---|
| Onset Point/°C | Tmax/°C | Vmax/(% min−1) | Onset Point/°C | Tmax/°C | Vmax/(% min−1) | ||
| PE | - | - | - | 451.7 | 472.4 | 20.90 | 1.57 |
| BF/PE | 293.9 | 351.6 | 3.26 | 464.3 | 484.8 | 18.20 | 7.66 |
| BF/PE/MAPE | 294.9 | 352.2 | 3.18 | 467.0 | 487.2 | 18.75 | 7.19 |
| 140 °C HTBF/PE/MAPE | 293.2 | 350.5 | 2.90 | 466.1 | 486.5 | 19.56 | 4.70 |
| 160 °C HTBF/PE/MAPE | 294.3 | 352.9 | 3.31 | 466.4 | 486.5 | 18.21 | 7.56 |
| 180 °C HTBF/PE/MAPE | 294.1 | 353.1 | 3.21 | 467.3 | 487.6 | 18.85 | 7.39 |
| 200 °C HTBF/PE/MAPE | 295.3 | 352.2 | 3.30 | 468.3 | 488.2 | 19.13 | 7.54 |
| 220 °C HTBF/PE/MAPE | 301.8 | 352.7 | 3.97 | 466.6 | 486.5 | 17.95 | 7.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, F.; Li, L.; Wu, Z.; Yu, L.; Liu, B.; Cao, Y.; Xu, H. Surface Characteristics of Thermally Modified Bamboo Fibers and Its Utilization Potential for Bamboo Plastic Composites. Materials 2022, 15, 4481. https://doi.org/10.3390/ma15134481
Hu F, Li L, Wu Z, Yu L, Liu B, Cao Y, Xu H. Surface Characteristics of Thermally Modified Bamboo Fibers and Its Utilization Potential for Bamboo Plastic Composites. Materials. 2022; 15(13):4481. https://doi.org/10.3390/ma15134481
Chicago/Turabian StyleHu, Fu, Lifen Li, Zhigang Wu, Liping Yu, Baoyu Liu, Yan Cao, and Hailong Xu. 2022. "Surface Characteristics of Thermally Modified Bamboo Fibers and Its Utilization Potential for Bamboo Plastic Composites" Materials 15, no. 13: 4481. https://doi.org/10.3390/ma15134481
APA StyleHu, F., Li, L., Wu, Z., Yu, L., Liu, B., Cao, Y., & Xu, H. (2022). Surface Characteristics of Thermally Modified Bamboo Fibers and Its Utilization Potential for Bamboo Plastic Composites. Materials, 15(13), 4481. https://doi.org/10.3390/ma15134481