
Effect of Different Laser Groove Texture Collation Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Processing Laser Plate
2.2. Friction and Wear Test Material
2.3. Friction and Wear Calculation
3. Results and Discussion
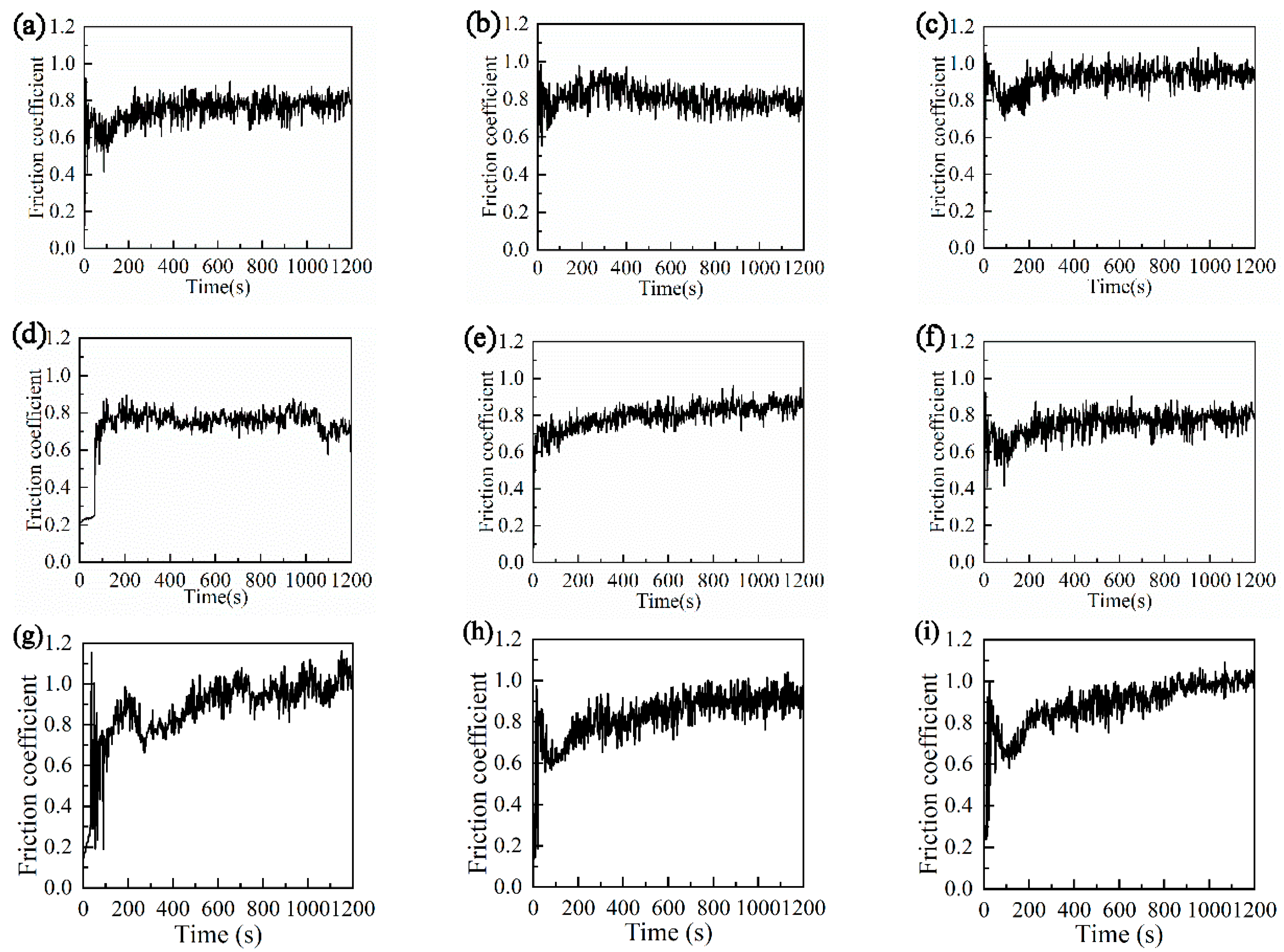
3.1. Friction Coefficient and Wear Rate
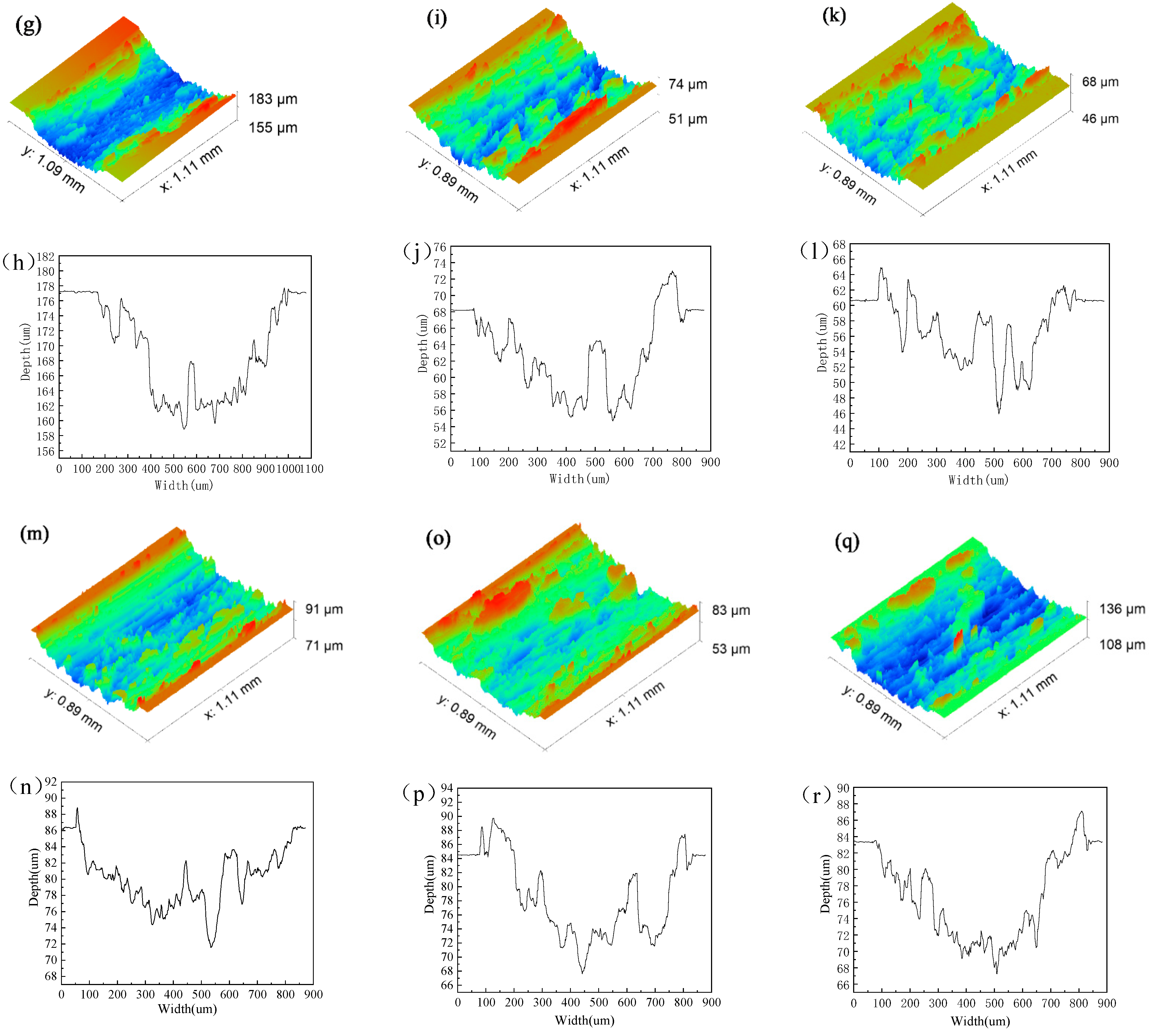
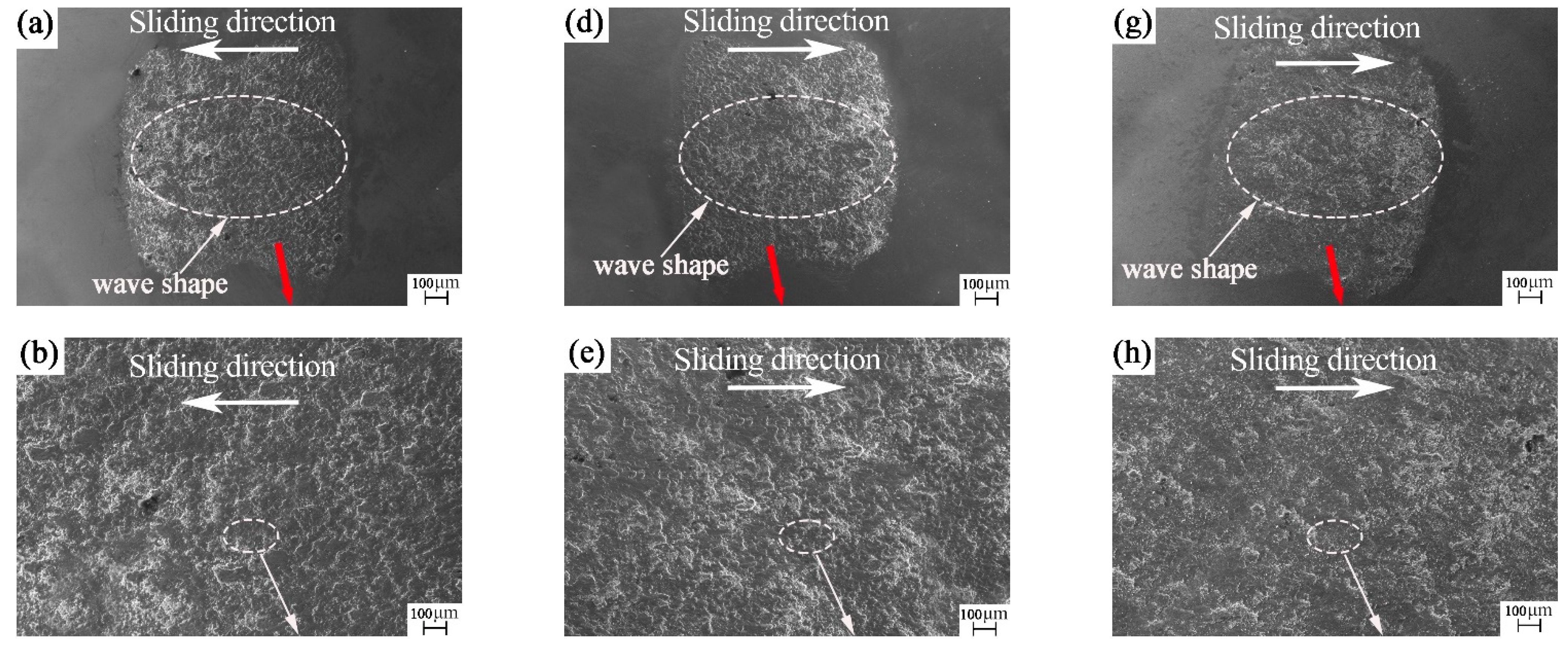
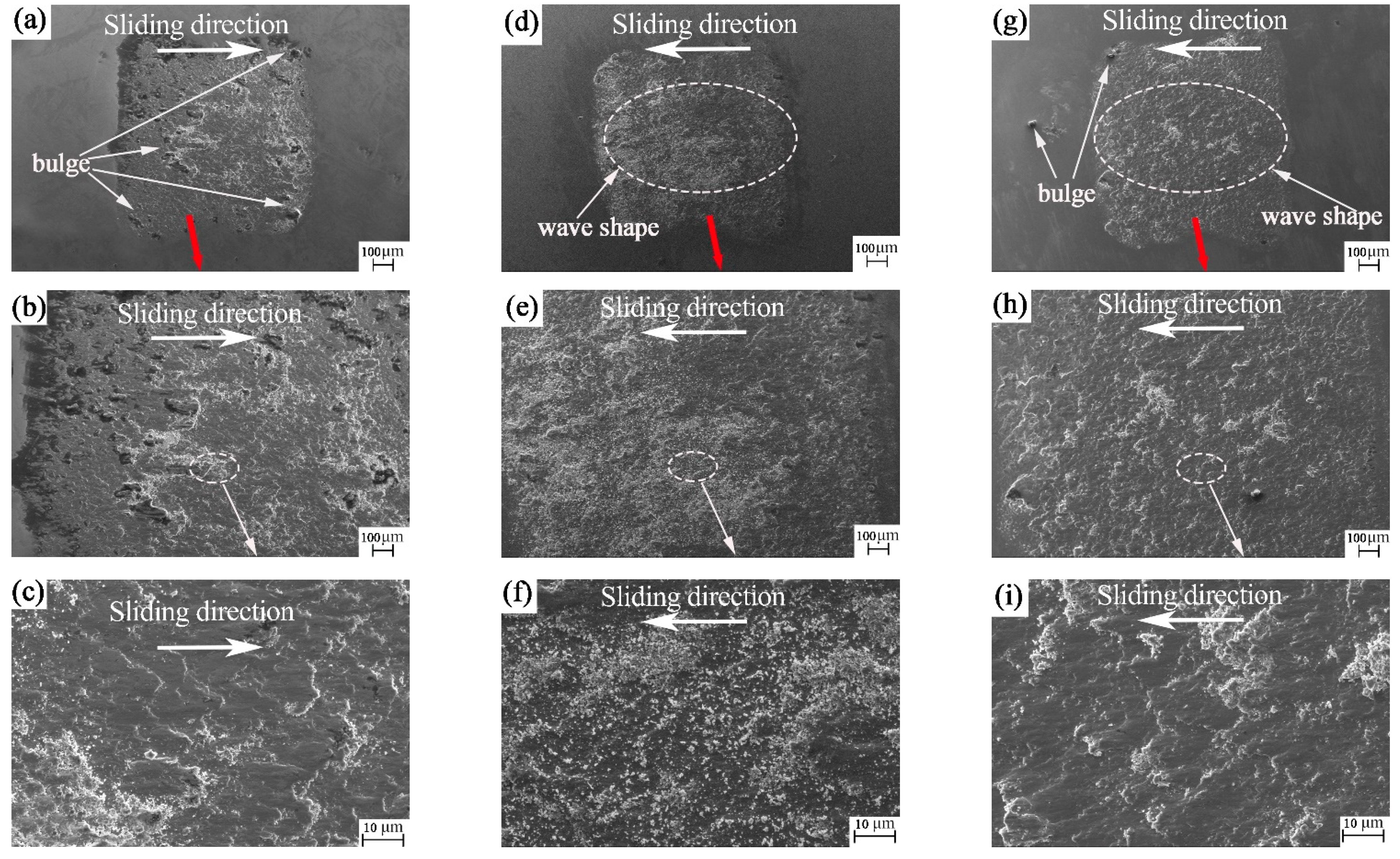
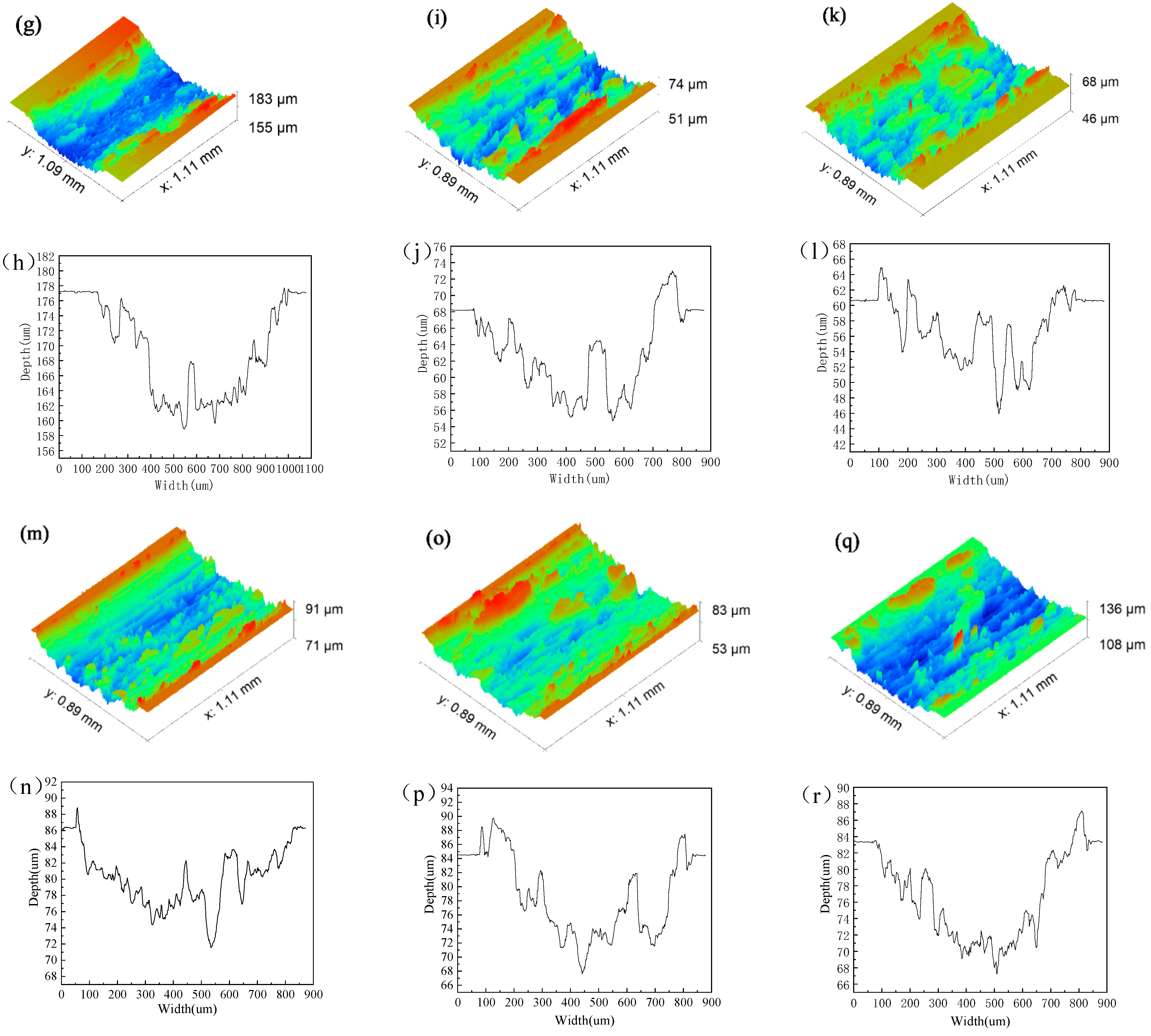
3.2. Worn-Morphology Analysis
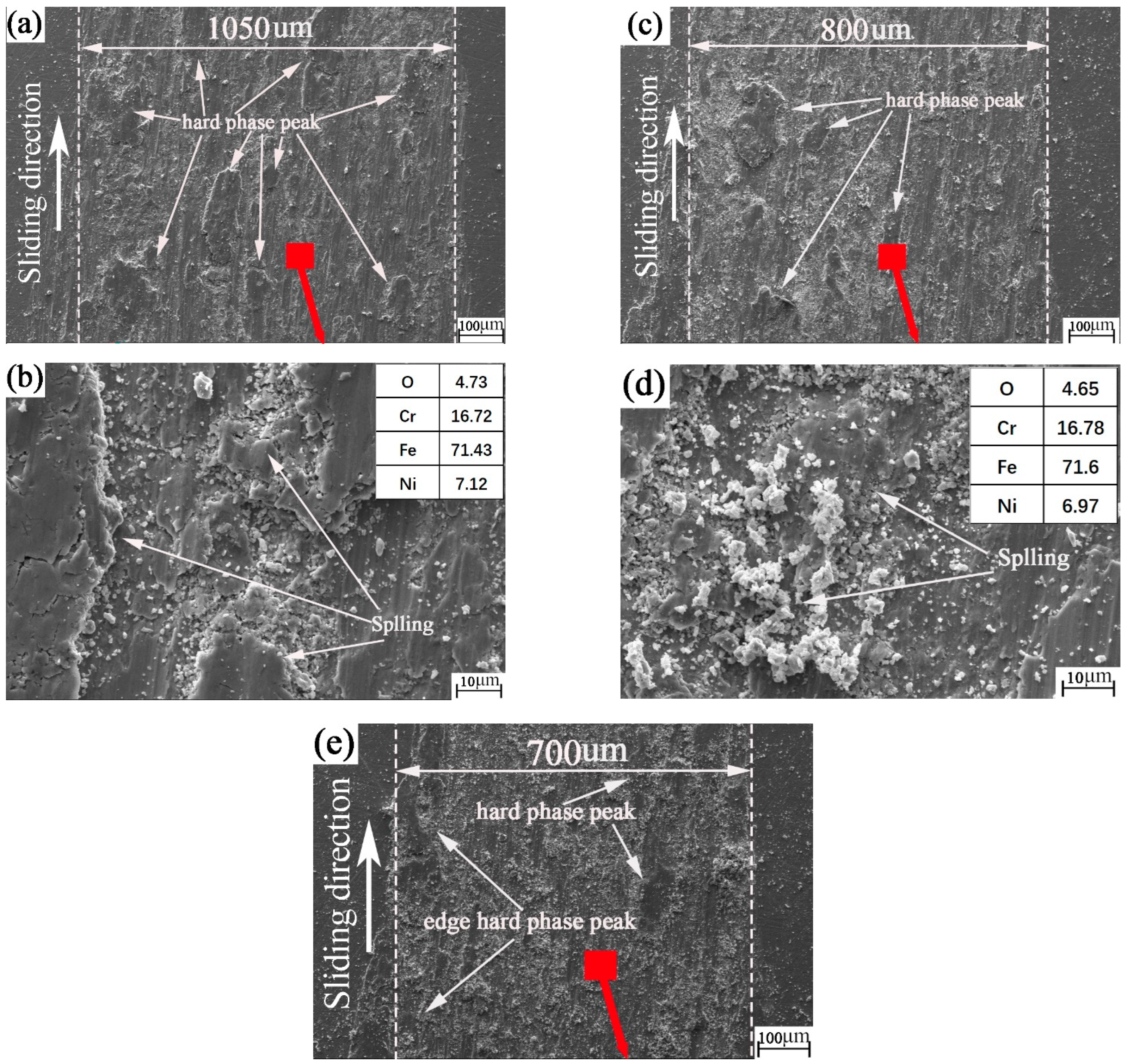
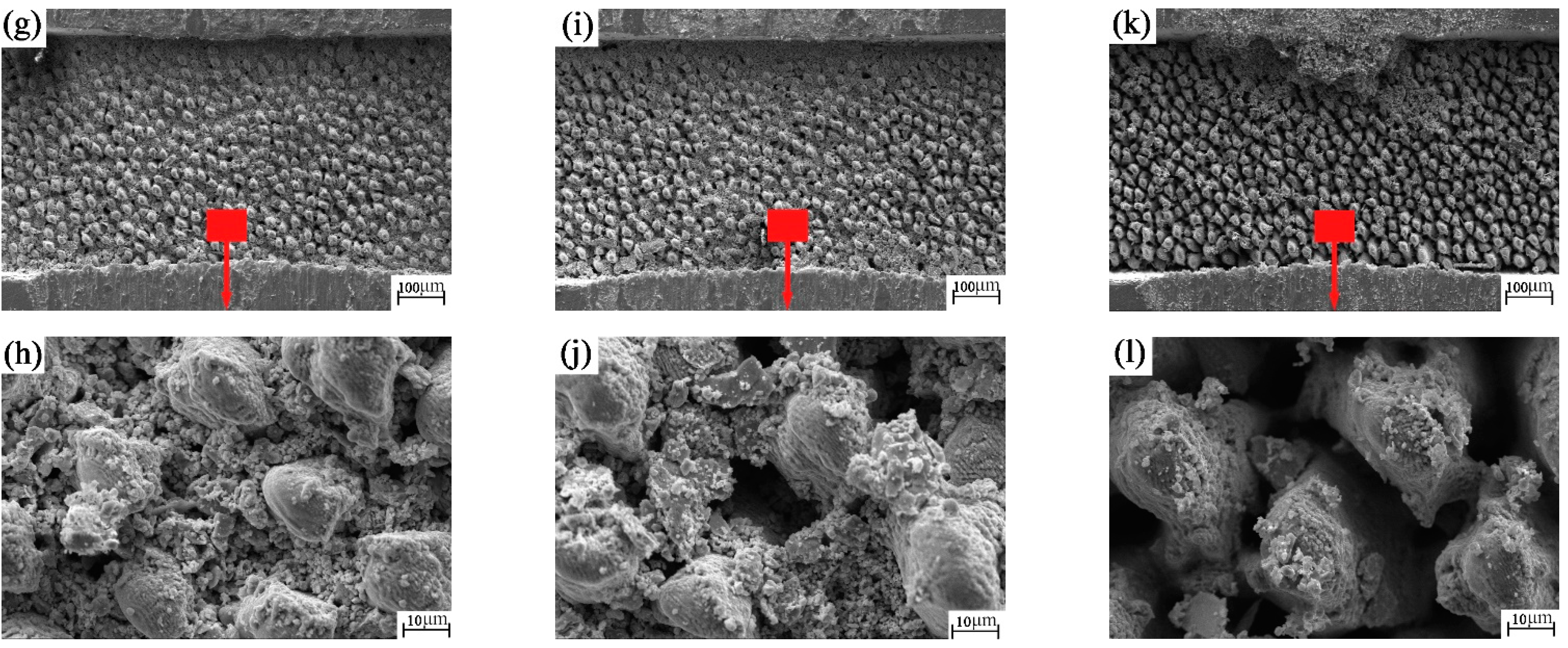
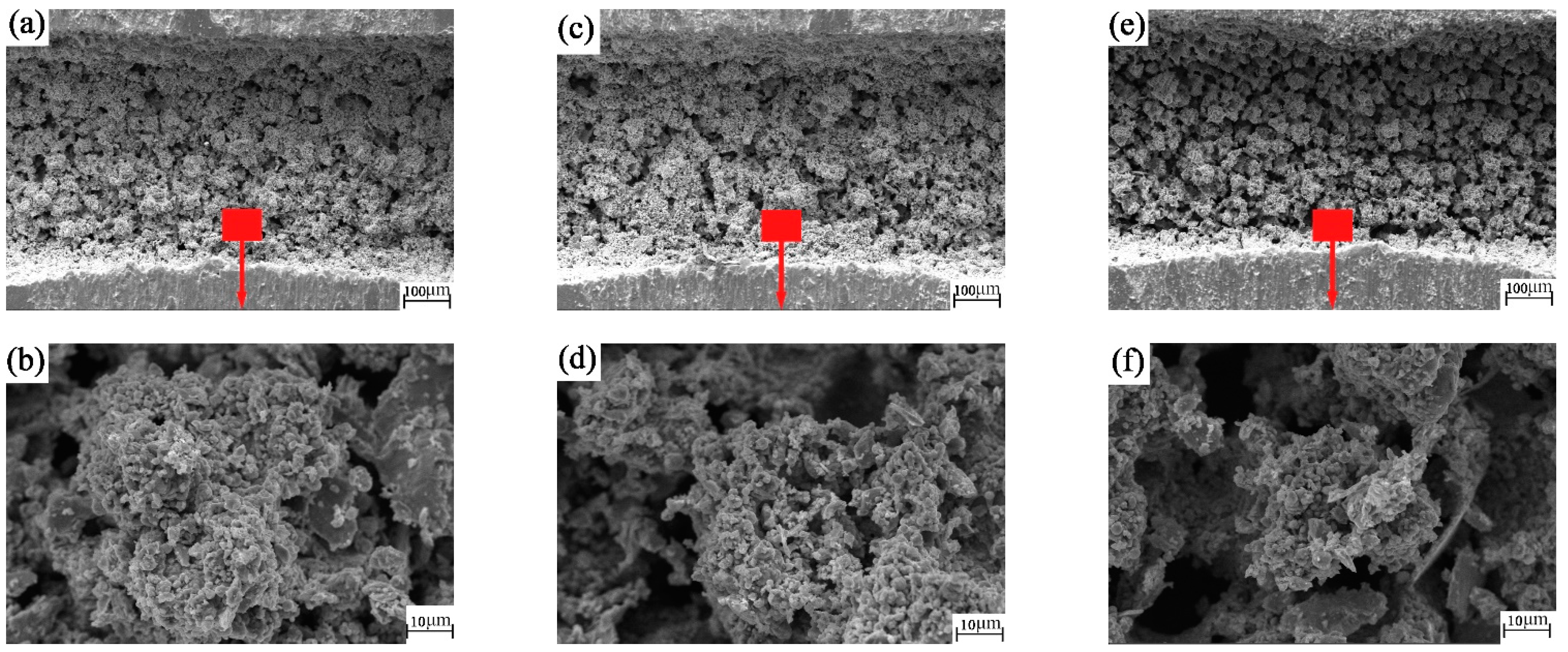
3.3. Scanning Electron Microscope Analysis of the Worn Surface
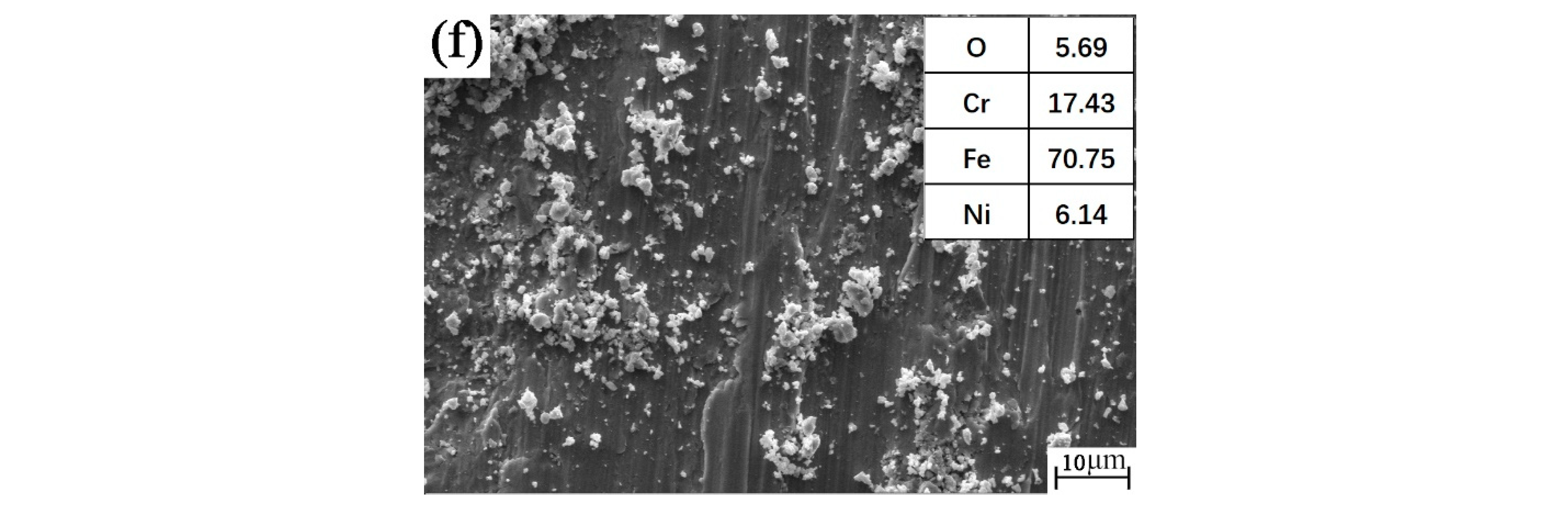
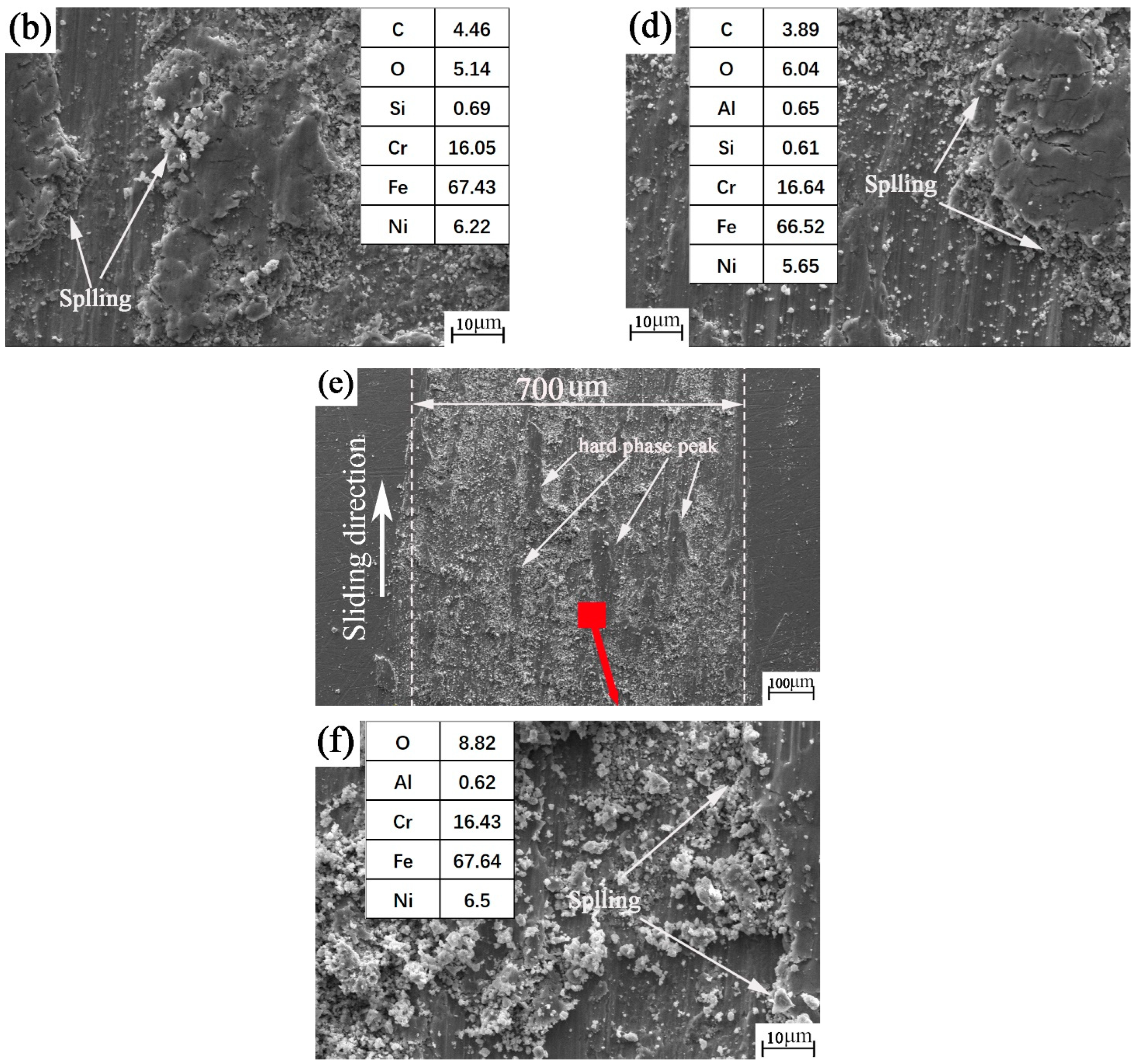
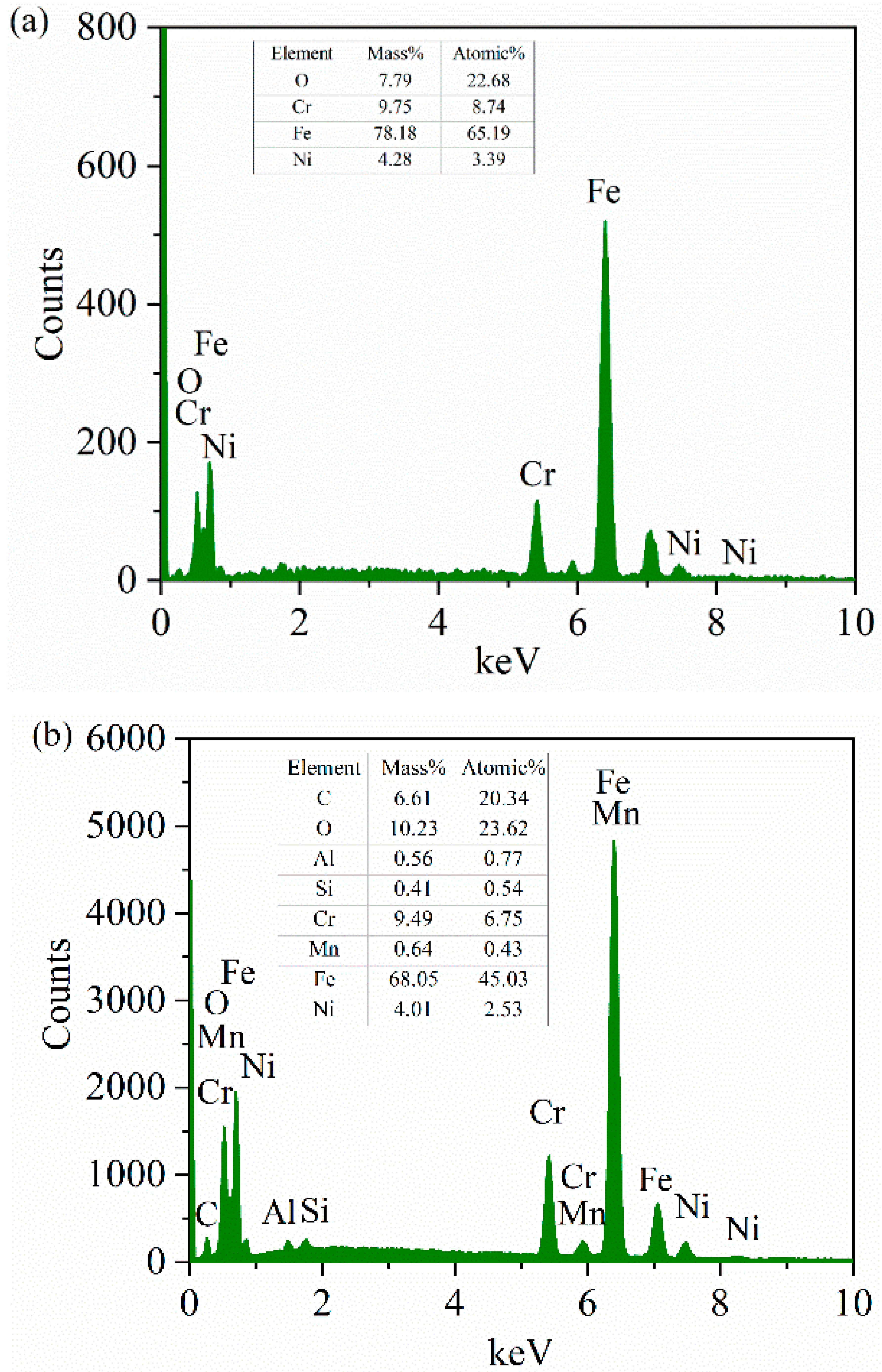
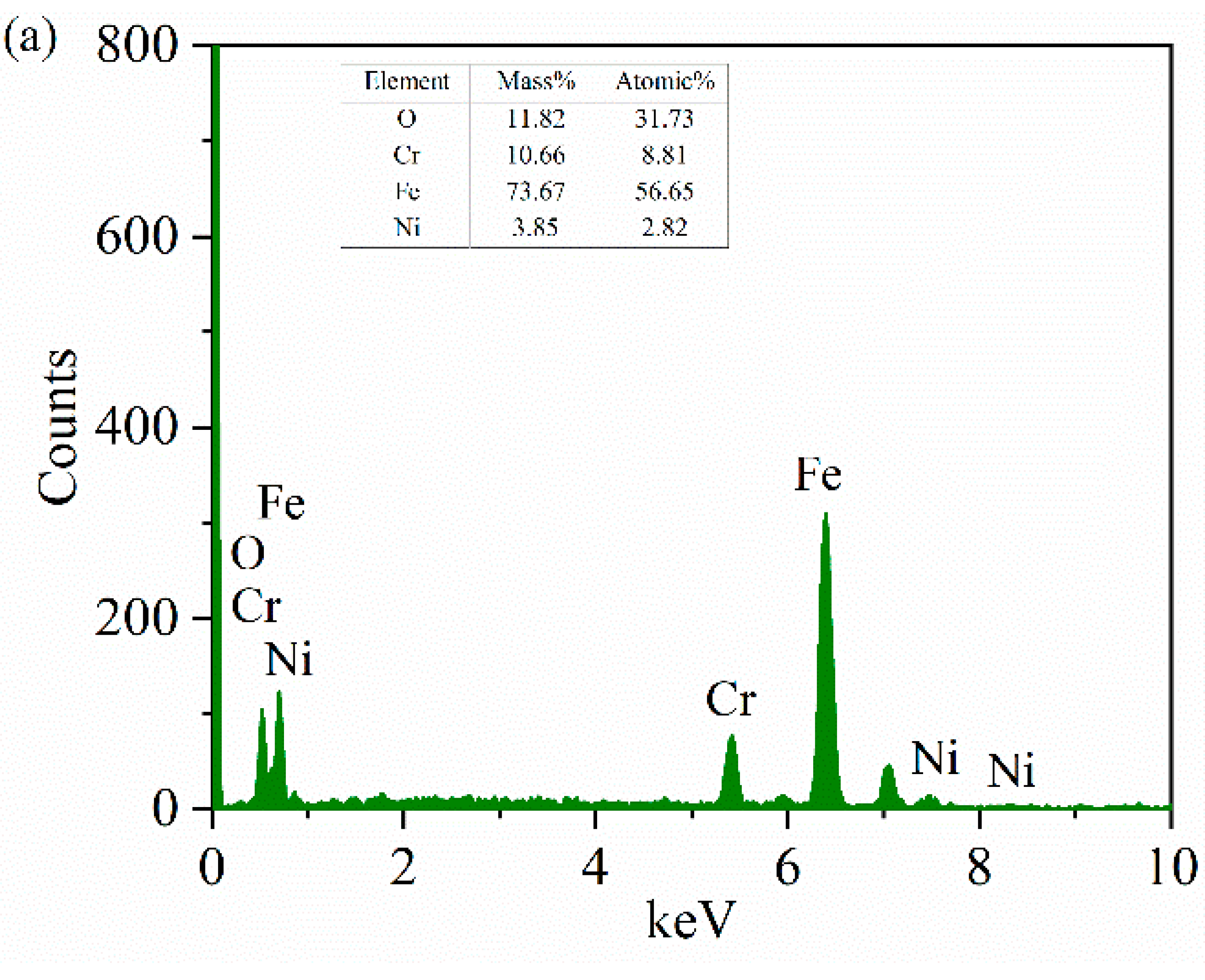
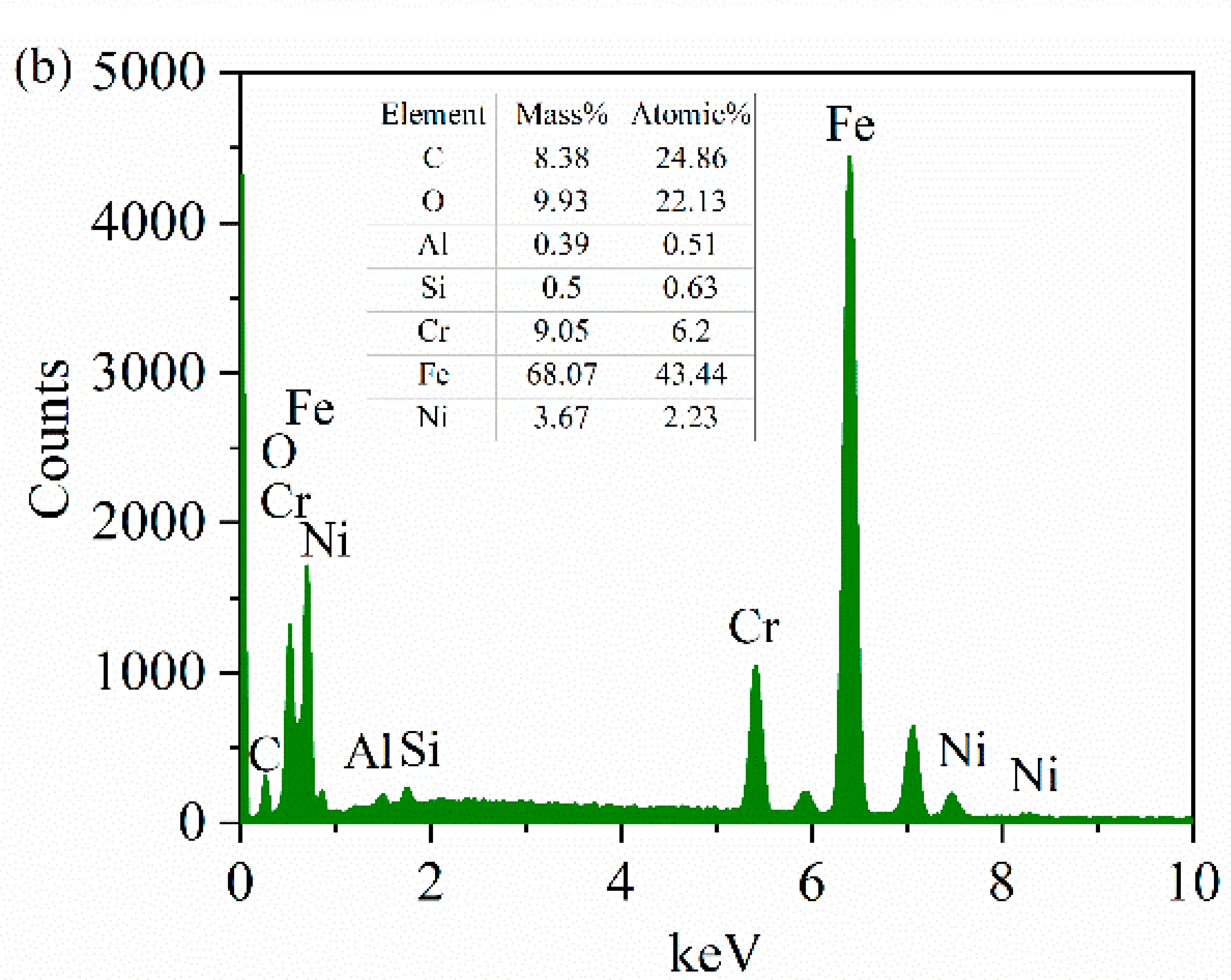
3.4. Energy-Spectrum Analysis of Worn Surface
4. Conclusions
- Nanosecond and picosecond lasers can produce groove textures. However, the surface quality of the groove texture processed by picosecond laser is better. In all experiments, the largest friction coefficient is 0.8425 when the nanosecond texture is at a rotation radius of 22.5 mm. The minimum friction coefficient is 0.7318 at the rotation radius of 15 mm in terms of nanoseconds. However, for the wear rate, the wear rate of nanosecond texture at the rotation radius of 15 mm reached H = 13.680 × 10−4 mm3/N·mm. This wear rate is higher than the previous results of different preparation methods under the same experimental conditions. Not all groove textures have higher wear rates than those without texture at all rotation radii. Therefore, this needs to be fully considered when selecting the groove texture preparation method.
- The friction coefficients of nanosecond and picosecond groove texture are smaller than that of the untextured surface, which is mainly related to the 30 collisions that occur between ball and groove texture at each cycle of the friction process. On the one hand, during collision between the ball and the groove, while changing the wear debris from sliding friction to rolling friction, groove texture is promoted, making it easier to capture and store the wear particles. On the other hand, the vibration generated in the collision process effectively drives the wear debris to the edge of the wear mark. This promotes the formation of an edge hard-phase peak. The edge hard phase peak plays a role in reducing friction. This is consistent with the previous studies on electrospark and femtosecond preparation methods. It is confirmed that, under the same size parameters and test conditions, the impact mechanism of friction is the same, regardless of the groove texture preparation method.
- The friction-reducing performance of nanosecond texture and picosecond texture decreases with the increase in rotation radius and decrease in collision frequency. The wear resistance showed a surprising reverse trend. With the increasingly excellent wear resistance, the collision frequency decreases. This is completely different from the previous studies on EDM texture and femtosecond texture. It can be seen from the research that, for the groove texture with different preparation methods, the influence law of collision frequency on friction reduction and wear resistance is different. This discovery is very important and breaks the stereotype of previous research. It has practical guiding significance in engineering applications.
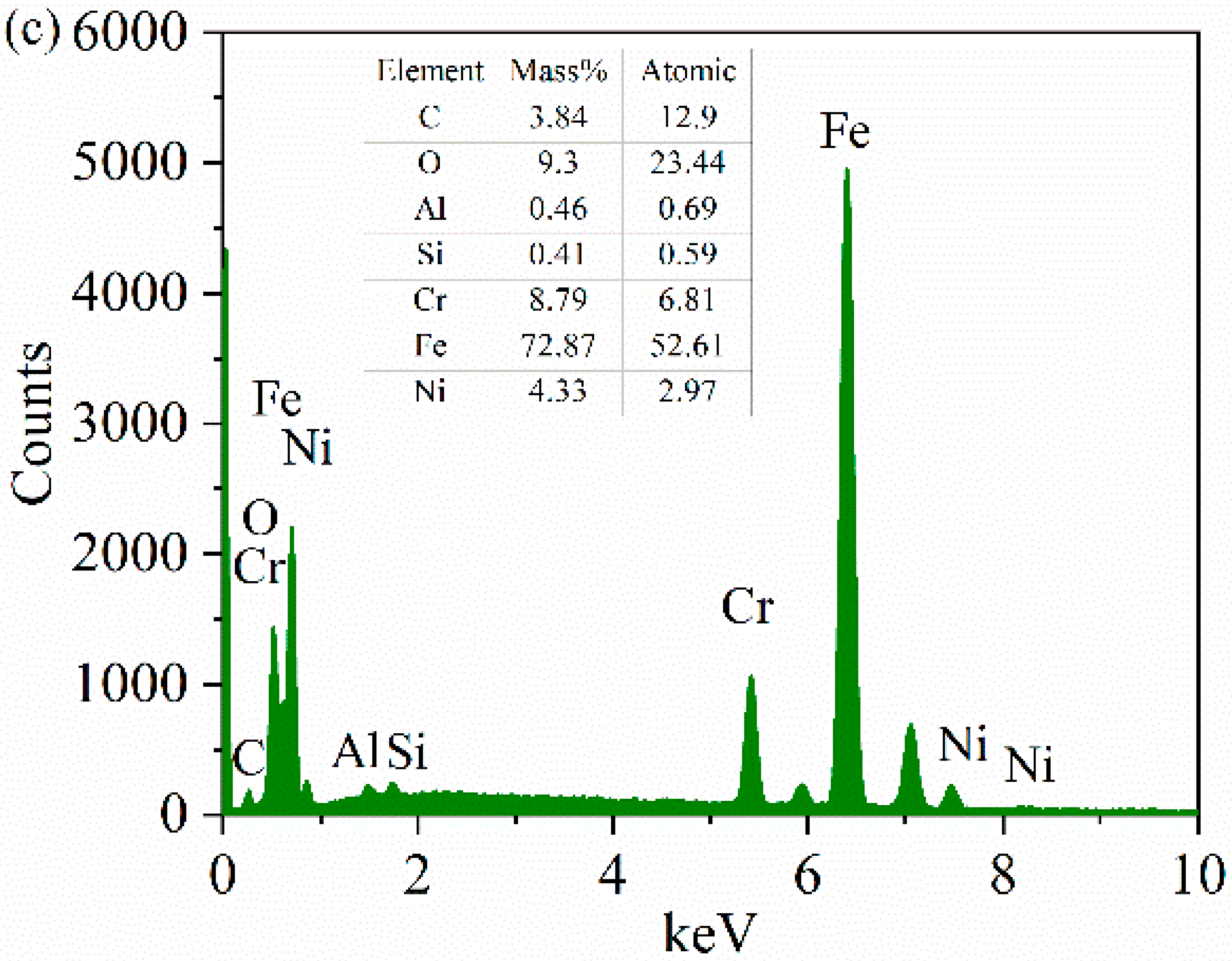
- From the appearance of oxygen on the surface of the sphere in the energy spectrum, it can be judged that three kinds of wear are concurrent in the friction process: abrasive wear, adhesive wear and oxidation corrosion wear. An Al element is added to the energy spectrum of nanosecond texture and picosecond texture. The mass content of the Ni element is significantly higher than that of the original Ni element on the ball surface, by 0.06%. Therefore, it can be inferred that, during the friction process, the ball collides with the groove texture and transfers the wear debris to the surface of the ball mill mark. Under the joint action of pressure, rotating speed and friction heat, the wear debris forms a wavy friction-reducing area to reduce friction.
- Use CFD finite-element analysis technology, combined with friction and wear test. Confirm the results.
- A wear prediction model suitable for textured surfaces is proposed to guide practical engineering practices.
- Add conditions for additional experiments. Parameters such as load, speed and area density are analyzed, to increase the understanding of the influence law of friction and wear.
- To explore the dynamic measurement of instantaneous friction heat. Accurately evaluate the effect of friction heat on friction and wear.
- More abundant surface groove texture preparation technologies, such as electrolysis, micromachining and ultrasound, were studied. The advantages and disadvantages of each preparation technology for the surface groove texture were found.
- Research was conducted on the low-cost, textured green repair of friction surfaces that have been slightly worn.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Etsion, I.; Kligerman, Y.; Halperin, G. Analytical and Experimental Investigation of Laser-Textured Mechanical Seal Faces. Tribol. Trans. 1999, 42, 511–516. [Google Scholar] [CrossRef]
- Yu, H.; Huang, W.; Wang, X. Dimple patterns design for different circumstances. Lubr. Sci. 2013, 25, 67–78. [Google Scholar] [CrossRef]
- Tang, W.; Zhou, Y.; Zhu, H.; Yang, H. The effect of surface texturing on reducing the friction and wear of steel under lubricated sliding contact. Appl. Surf. Sci. 2013, 273, 199–204. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Li, J.; Deng, M.; Liu, Z.; Ma, L.; Meng, H. Study on tribological properties of groove texture in surface micromachining. Tool Technol. 2021, 55, 73–76. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. J. Tribol. Trans. ASME 2005, 127, 248–253. [Google Scholar] [CrossRef]
- SUN, J.; Huo, D.; LI, B.; Xing, K.; Wang, W.; Yang, Z. Wear performance of electric pruning scissors based on bionic Micro-structure. J. Agric. Mach. 2020, 51, 10. [Google Scholar] [CrossRef]
- Huang, W.; Wang, X. Biomimetic design of elastomer surface pattern for friction control under wet conditions. Bioinspiration Biomim. 2013, 8, 046001. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Chen, S. Bionic design of Koch snowflake surface texture and its effects on air frictional noise of high speed train. J. Mech. Eng. 2014, 50, 78–83. [Google Scholar] [CrossRef]
- Mo, J.L.; Wang, Z.G.; Chen, G.X.; Shao, T.M.; Zhu, M.H.; Zhou, Z.R. The effect of groove-textured surface on friction and wear and friction-induced vibration and noise. Wear 2013, 301, 671–681. [Google Scholar] [CrossRef]
- Wang, D.; Mo, J.; Wang, Z.; Wang, X.; Chen, G.; Zhu, M. Mechanism of the effect of groove-textured surface on the friction vibration and noise. J. Mech. Eng. 2013, 49, 112–116. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, H.; Shao, J.; Ding, Y. Fabrication of well-defined mushroom-shaped structures for biomimetic dry adhesive by conventional photolithography and molding. ACS Appl. Mater. Interfaces 2014, 6, 2213. [Google Scholar] [CrossRef] [PubMed]
- Dai, Q.; Huang, W.; Wang, X. Surface roughness and orientation effects on the thermo-capillary migration of a droplet of paraffin oil. Exp. Therm. Fluid Sci. 2014, 57, 200–206. [Google Scholar] [CrossRef]
- Wu, Z.; Deng, J.; Xing, Y.; Cheng, J.; Zhao, J. Cutting performance of self-lubricating t- urning tools with elliptical Micro-textures. J. Agric. Mach. 2012, 43, 7. [Google Scholar] [CrossRef]
- Deng, H.; Qi, S.; Yu, H.; Wang, X. Numerical analysis for textured port plate of axial piston pump. J. Agric. Mach. 2011, 42, 203–207. [Google Scholar]
- Moldovan, E.R.; Doria, C.C.; Ocaña, J.L.; Baltes, L.S.; Stanciu, E.M.; Croitoru, C.; Pascu, A.; Roata, I.C.; Tierean, M.H. Wettability and Surface Roughness Analysis of Laser Surface Texturing of AISI 430 Stainless Steel. Materials 2022, 15, 2955. [Google Scholar] [CrossRef] [PubMed]
- Yilbas, B.S.; Abubakar, A.; Yakubu, M.; Al-Qahtani, H.; Al-Sharafi, A. Nanowall Textured Hydrophobic Surfaces and Liquid Droplet Impact. Materials 2022, 15, 1645. [Google Scholar] [CrossRef]
- Pereira, A.; Fenollera, M.; Prado, T.; Wieczorowski, M. Effect of Surface Texture on the Structural Adhesive Joining Properties of Aluminum 7075 and TEPEX. Materials 2022, 15, 887. [Google Scholar] [CrossRef]
- Bruzzone, A.A.G.; Costa, H.L.; Lonardo, P.M.; Lucca, D.A. Advances in engineered surfaces for functional performance. CIRP Ann. Manuf. Technol. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Yang, W.; Xiao, Q.; Liang, J.; Li, Q. Preparation and tribological properties of plasma electrolytic oxidation coatings on carbon steel. Tribology 2015, 35, 328–334. [Google Scholar] [CrossRef]
- Kümmel, J.; Braun, D.; Gibmeier, J.; Schneider, J.; Greiner, C.; Schulze, V.; Wanner, A. Study on micro texturing of uncoated cemented carbide cutting tools for wear improvement and built-up edge stabilisation. J. Mater. Process. Technol. 2015, 2015, 62–70. [Google Scholar] [CrossRef]
- Zhang, K.; Deng, J.; Sun, J.; Jiang, C.; Liu, Y.; Chen, S. Effect of micro/nano-scale textures on anti-adhesive wear properties of WC/Co-based TiAlN coated tools in AISI 316 austenitic stainless steel cutting. Appl. Surf. Sci. 2015, 355, 602–614. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, D.Y.; Hua, M.; Dong, G.N.; Chin, K.S. A Study on the Tribological Behavior of Surface Texturing on Babbitt Alloy under Mixed or Starved Lubrication. Tribol. Lett. 2014, 56, 305–315. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Hydrodynamic lubrication of textured steel surfaces under reciprocating sliding conditions. Tribol. Int. 2007, 40, 1227–1238. [Google Scholar] [CrossRef]
- He, X.; Liao, W.; Wang, G.; Li, M.; Jiang, L. Research of femtosecond laser processing texture and influence of texture on tribological properties. Laser Infrared 2017, 47, 6. [Google Scholar] [CrossRef]
- Zhang, P.; Hua, X.; Fu, Y.; Yin, B. Experimental investigations on laser surface micro-texturing technology and application. Surf. Technol. 2013, 42, 5. [Google Scholar]
- Zhong, M.; Yuan, J.; Yao, W.; Chi, X. Researcher on Manufacturing Surface of Air Compressor Cylinder by Vibration and Mechanism of Lubrication. Adv. Mater. Res. 2013, 842, 643–646. [Google Scholar] [CrossRef]
- Fu, Y.; Liu, Q.; Ye, Y.; Hua, X.; Kang, Z.; Fu, H. Research on laser surface micro texturing processing of single pulse intervals. Chin. J. Lasers 2015, 42, 12. [Google Scholar] [CrossRef]
- Santos, A.F.; Santiago, A.; Latour, M.; Rizzano, G.; Silva, L. Response of friction joints under different velocity rates. J. Constr. Steel Res. 2020, 168, 170–176. [Google Scholar] [CrossRef]
- Weiss, M.; Majchrzycki, Ł.; Borkowska, E.; Cichomski, M.; Ptak, A. Nanoscale dry friction: Dependence on load and sliding velocity. Tribol. Int. 2021, 162, 107133. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Sap, A.; Giasin, K.; Pimenov, D.Y. Tribological Aspects, Optimization and Analysis of Cu-B-CrC Composites Fabricated by Powder Metallurgy. Materials 2021, 14, 4217. [Google Scholar] [CrossRef]
- Güneş, A.; Şahin, Ö.S.; Düzcükoğlu, H.; Salur, E.; Aslan, A.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y. Optimization Study on Surface Roughness and Tribological Behavior of Recycled Cast Iron Reinforced Bronze MMCs Produced by Hot Pressing. Materials 2021, 14, 3364. [Google Scholar] [CrossRef] [PubMed]
- Chae, J.; Park, S.S.; Freiheit, T. Investigation of micro-cutting operations. Int. J. Mach. Tools Manuf. 2006, 46, 313–332. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Coatings 2022, 12, 611. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit |
|---|---|---|
| Pulse frequency | 50–500 | kHz |
| Laser wavelength | 355 | nm |
| Cutting format | 700 × 600 | mm |
| Cutting efficiency | 800–7000 | mm/s |
| Laser power | 15 (max) | W |
| Comprehensive accuracy | ±30 | µm |
| Parameters | Value | Unit |
|---|---|---|
| Pulse frequency | 1–2000 | kHz |
| Laser wavelength | 1030 | nm |
| Cutting format | 700 × 600 | mm |
| Cutting efficiency | 800–7000 | mm/s |
| Laser power | 20 (max) | W |
| Comprehensive accuracy | ±30 | µm |
| Test Piece | Material | Hardness | Geometric Dimension | Surface Roughness |
|---|---|---|---|---|
| Upper test ball | 9Cr18 | 64HRC | Φ9.525 mm | 0.014 µm |
| Lower test plate | 0Cr17Ni7Al | 42HRC | Φ50.8 mm × 6.35 mm | 0.05 µm |
| Specimen Name | Test Radius (mm) | Rotation Speed (r/min) | Load (N) | Time (min) |
|---|---|---|---|---|
| Nanosecond texture | 15 | 30 | 10 | 20 |
| 18 | 25 | 10 | 20 | |
| 22.5 | 20 | 10 | 20 | |
| Picosecond texture | 15 | 30 | 10 | 20 |
| 18 | 25 | 10 | 20 | |
| 22.5 | 20 | 10 | 20 |
| Specimen Name | Rotation Radius (mm) | Average Friction Coefficient | Wear Rate |
|---|---|---|---|
| Nanosecond texture | 15 | 0.732 | 13.68 |
| 18 | 0.755 | 6.647 | |
| 22.5 | 0.843 | 4.741 | |
| Picosecond texture | 15 | 0.743 | 7.756 |
| 18 | 0.793 | 5.132 | |
| 22.5 | 0.816 | 3.342 | |
| Untexture | 15 | 0.895 | 5.219 |
| 18 | 0.870 | 6.352 | |
| 22.5 | 0.867 | 5.140 |
| Rotation Radius (mm) | Time (min) | Speed (r/min) | Number of Grooves per Turn | Total Number of Friction Turns | Total Times of Friction and Collision |
|---|---|---|---|---|---|
| 15 | 20 | 60 | 30 | 1200 | 36,000 |
| 18 | 20 | 50 | 30 | 1000 | 30,000 |
| 22.5 | 20 | 40 | 30 | 800 | 24,000 |
| Specimen Name | Material | C | Si | Mn | P | S | Ni | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| Plate | 0Cr17Ni7Al | 0.09 | 1.0 | 1.0 | 0.04 | 0.03 | 6.5~7.75 | 16~18 | 0.75~1.5 |
| Ball | 9Cr18 | 0.9~1.0 | 0.8 | 0.8 | 0.04 | 0.03 | 0.06 | 17~19 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of Different Laser Groove Texture Collation Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Materials 2022, 15, 4419. https://doi.org/10.3390/ma15134419
Yang L, Ma W, Gao F, Xi S. Effect of Different Laser Groove Texture Collation Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Materials. 2022; 15(13):4419. https://doi.org/10.3390/ma15134419
Chicago/Turabian StyleYang, Liguang, Wensuo Ma, Fei Gao, and Shiping Xi. 2022. "Effect of Different Laser Groove Texture Collation Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel" Materials 15, no. 13: 4419. https://doi.org/10.3390/ma15134419
APA StyleYang, L., Ma, W., Gao, F., & Xi, S. (2022). Effect of Different Laser Groove Texture Collation Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Materials, 15(13), 4419. https://doi.org/10.3390/ma15134419