Three-dimensional printing, more commonly known as Additive Manufacturing (AM), was once only an advanced form of rapid prototyping, but has now gone far beyond that in the modern industrial world. In other words, it was a revolutionary step in material science, and the achievements of scholars over the past few decades have made the AM technique as one of the most popular methods in the production of industrial components in the present era [
1]. For example, a 3D-printed steel bridge in Amsterdam [
2], 3D printed robot jellyfish for tracking and monitoring endangered coral reefs in the oceans [
3], 3D printed components of locomotive [
4], a PGA rocket engine [
5], 3D printed jewelry collections [
6], and other products related to different industries, including aviation, healthcare, and food [
7,
8,
9]. AM has its roots set in the late 80s, when the company created by Charles W. Hull known as 3D Systems (one of AM’s largest companies) introduced stereolithography (SLA) to the world. Although this was a type of printing which utilized photopolymers rather than metals, it was the birthplace of 3D printing idea and allowed for the same concepts that are now used in metallic production [
10]. This led to further research by Dr. Carl Deckard in 1986 when he introduced Selective Laser Sintering (SLS), and then further advancements led to the discovery of Selective Laser Melting (SLM), Direct Metal Laser Sintering (DMLS), and Electron Beam Melting (EBM). These are collectively known as powder bed fusion techniques. In 1988, Scott Crump has developed an extrusion-based system of AM known as Fused Deposition Modelling (FDM) [
11]. Generally, AM has many advantages over conventional manufacturing methods. Customization is one of the most prominent advantages as clients can specify the requirements of their products and this can be easily considered in the design process. Moreover, it is also cheaper in some aspects of manufacturing such as the cheaper costs and shorter time constraints of obtaining material powder compared to solid metals [
12]. In reality, low-volume production is fast, reliable, and cheaper in many cases and it is extremely attractive to many high-end luxury companies like Rolls-Royce in motorsport. In this regard, F1 teams may construct a component while the vehicle is running test laps, and car manufacturers that in limitations and on-demand can build entire parts in a lower timeframe than traditional methods, which is far more economical. Logistics and other issues in the entire manufacturing process can be tedious and time-consuming; with 3D printers, all these extra steps may be excluded due to printing on-site [
13]. Metal 3D printing technology, including stainless steels [
14], aluminum alloys [
15], nickel-based alloys [
16], titanium alloys [
17,
18], and cobalt-based alloys [
19], is applied in medical, automobile, aerospace, and manufacturing industries due to its excellent physical properties. In the current era, 3D printing is thriving in the high-technology industries such as aerospace and satellite. For example, General Electric (GE) and defense companies such as Lockheed Martin, Boeing, and Aurora Flight Sciences are among the many companies that have adopted metal 3D printing technology to further advance their business ventures and to modernize their manufacturing approach. With current developments, the AM limitations (i.e., dimension) have are slowly receding (e.g., Aurora Flight Sciences currently can produce the entire body of an unmanned drone in one step with wingspans up to 132 ft). In addition, GE being a US conglomerate have many applications for AM such as in their jet engines and medical devices. With the complexity of manufacturing process of such components via conventional methods, e.g., a nozzle for the jet engine requiring numerous cast parts to be combined, 3D printing will allow this to be completed in one piece and has a significant reduction in the manufacturing costs [
1]. Likewise, some of the 3D printing applications in the automotive industry include 3D-printed electric car and 3D-printed bus namely OLLI made by Local Motors [
12], 3D-printed prototype and engine parts made by Ford [
20], 3D-printed hand-tools for automotive testing and assembly made by BMW [
12], and 3D-printed spare parts and prototypes made by AUDI [
21].
Among the AM methods, SLM is one of the most popular metallic additive manufacturing techniques, and research in this area progresses at a very high speed (exponential function). The most important advantages of the SLM process towards other AM processes are providing greater material flexibility, better dimensional accuracy, and higher resolution [
22,
23]. The basic concept of this method is a high-powered laser melting powder-based metallic materials layer by layer to create components. The layers of powder are spread over each completed layer by a roller, and this process continues in repetition until the desired component is formed. The material powder that is melted for the formation of the desired component is dependent on the preferred expected material properties [
24]. To achieve a successful fabrication, some important process parameters should be optimized, such as powder bed layer thickness, laser power, hatch spacing, and scanning speed affecting the mechanical behavior, microstructure, density, and surface quality of the final product. Regarding stainless steel produced by the SLM method, there are some studies focusing on powder characteristics, optimization of SLM parameters, mechanical properties, and fatigue behavior of the component. Milad et al., have investigated the effect of volumetric energy density on the mechanical properties, material characteristics, microstructural evolution, and texture of 304 L stainless steel parts manufactured via AM SLM process [
25]. They claimed that the Yield Strength (YS), Ultimate Tensile Strength (UTS), and microhardness of samples produced by SLM method are higher than those of 304 L stainless steel manufactured conventionally. In addition, heat treatment resulted in the nucleation of recrystallized equiaxed grains, and it caused a decrease in the microhardness value. According to a report published by Wakshum et al. [
26], the porosity, hardness, and microstructural characteristics are mostly influenced by energy density in the fabrication of 316 L stainless steel by SLM technique. In this regard, Yasa and Kruth have stated that a re-melting of SLM processed 316 L significantly reduces process-induced porosity, which makes it to be an appropriate alternative to the conventional post-treatments [
27]. Yadollahi et al., have proved that the SLM process parameters, including laser power, scanning velocity, hatch spacing, and fabrication orientation, mainly affect the microstructure and mechanical strength of the component under static and cyclic loads [
28]. Liverani et al., have reported the possibility of obtaining near-full density samples with elongation to failure and ultimate tensile strength higher than those obtained with conventionally processed AISI 316 L [
29]. They also claimed that the binding defects, gas pores, and voids associated with residual stresses are three main solidification defects. The small defects, e.g., local embrittlement or pores, mainly occur due to cyclic loads [
30,
31]. Riemer et al., have assessed the fatigue behavior (crack initiation and propagation) of 316 L stainless steel produced via SLM method [
32]. It was concluded that crack initiation and propagation in the High-Cycle Fatigue (HCF) regime are not significantly dependent on pores and internal stresses. Moreover, fatigue crack growth behavior is significantly influenced by solidification and microstructure. Wei et al. have conducted the elemental and microstructural examinations, tensile, and nanoindentation tests to identify the effect of material (stainless steel) ratios and laser scanning speeds on cracks and pores of parts manufactured via SLM method [
33]. Based on the achievements’ Wang et al. [
34], the fatigue cracks of 316 L manufactured by AM SLM method are mainly affected by microstructure and SLM process defects, such as lack of fusion and pores. Ammarullah et al., have applied computational simulations to evaluate the Tresca stress in metal-on-metal bearings with different materials, including stainless steel 316 L [
35]. Gait loading has been used to reflect Tresca stress conditions more accurately in daily activities for simulating metal-on-metal hip arthroplasty. They also stated that the greater Young’s modulus of material under the same loading conditions will give a higher Tresca stress. Jamari et al., have investigated the effect of surface texturing as dimples on the wear evolution of total hip arthroplasty in the metallic materials using computational simulation [
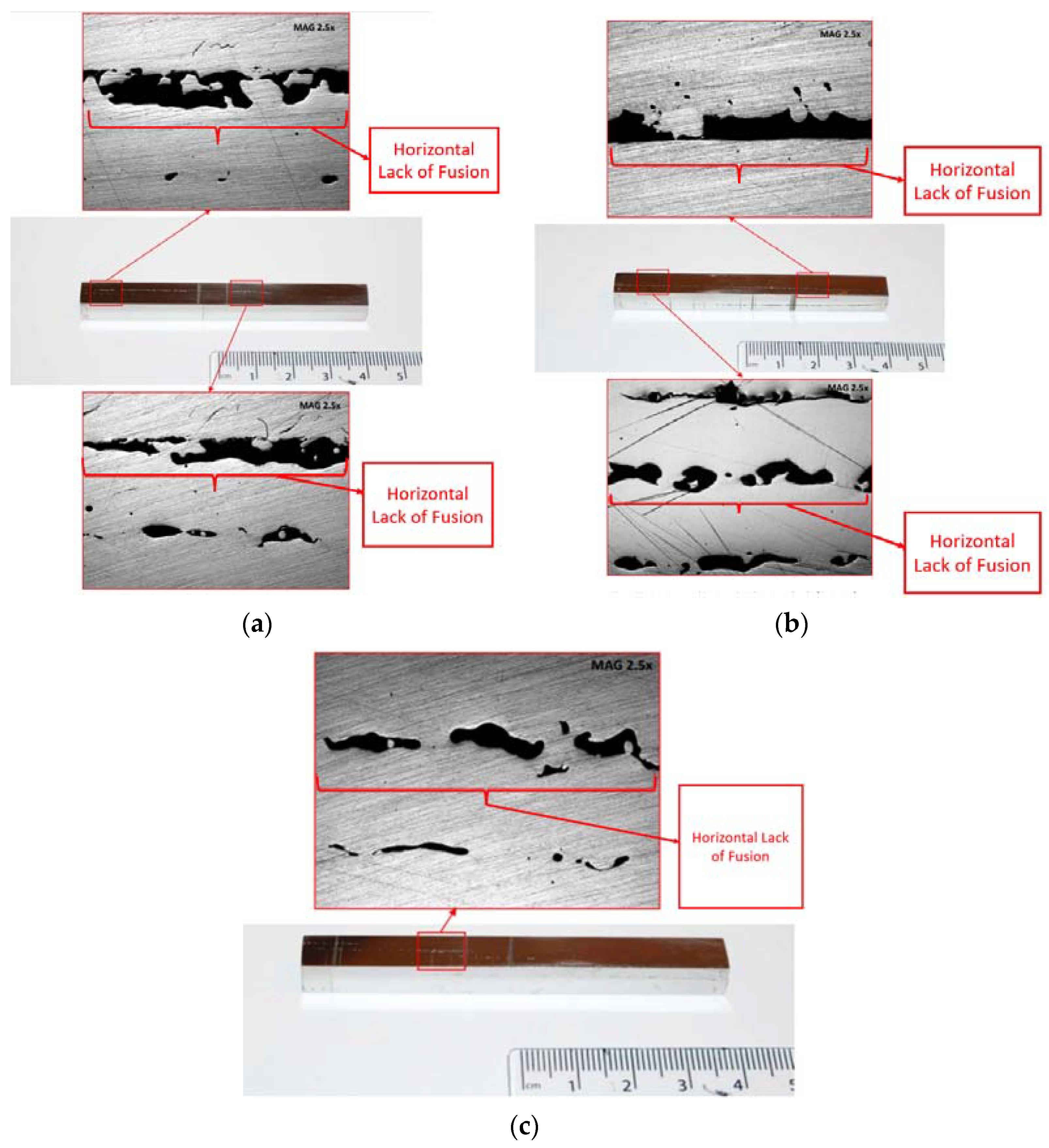
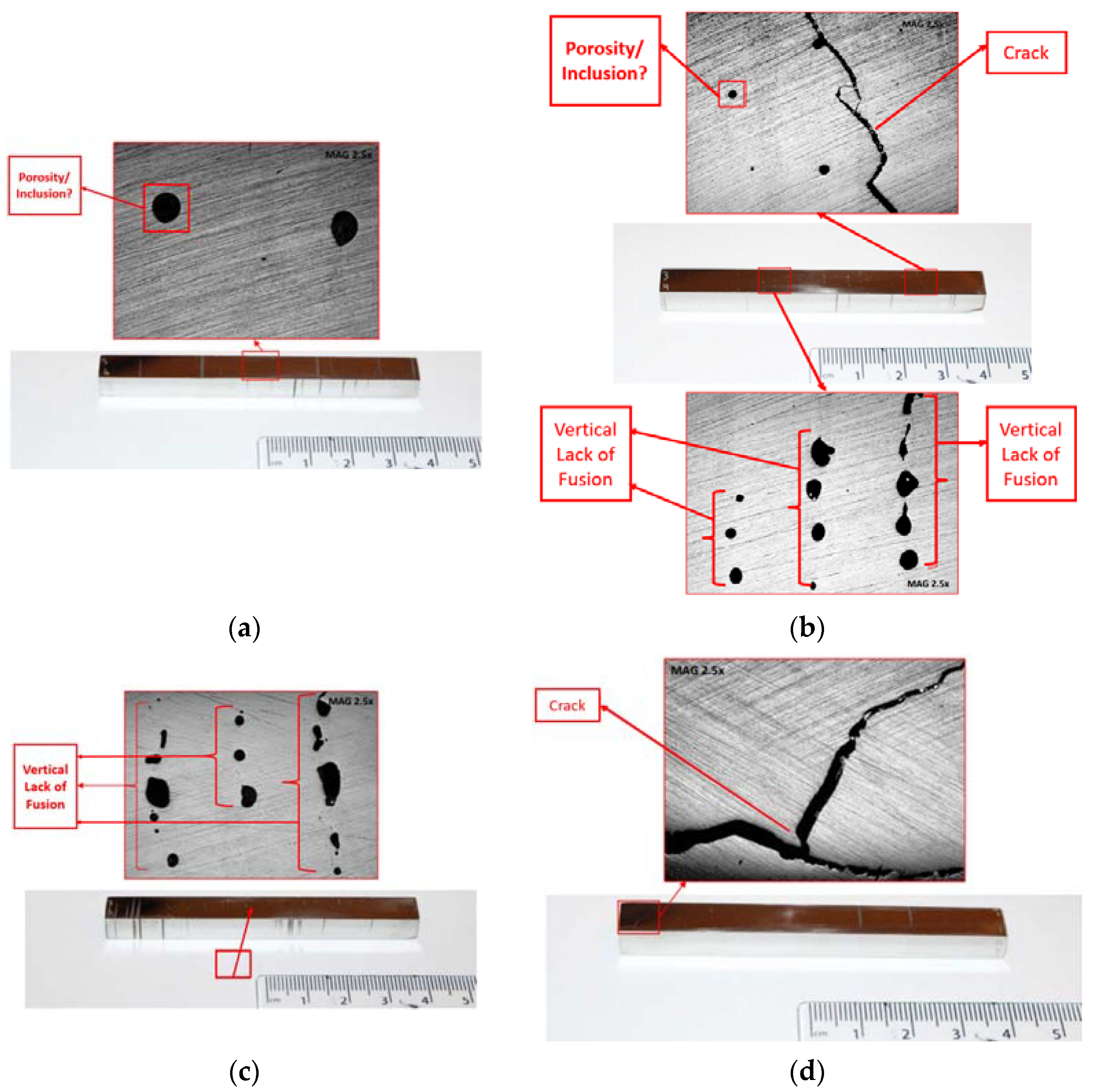
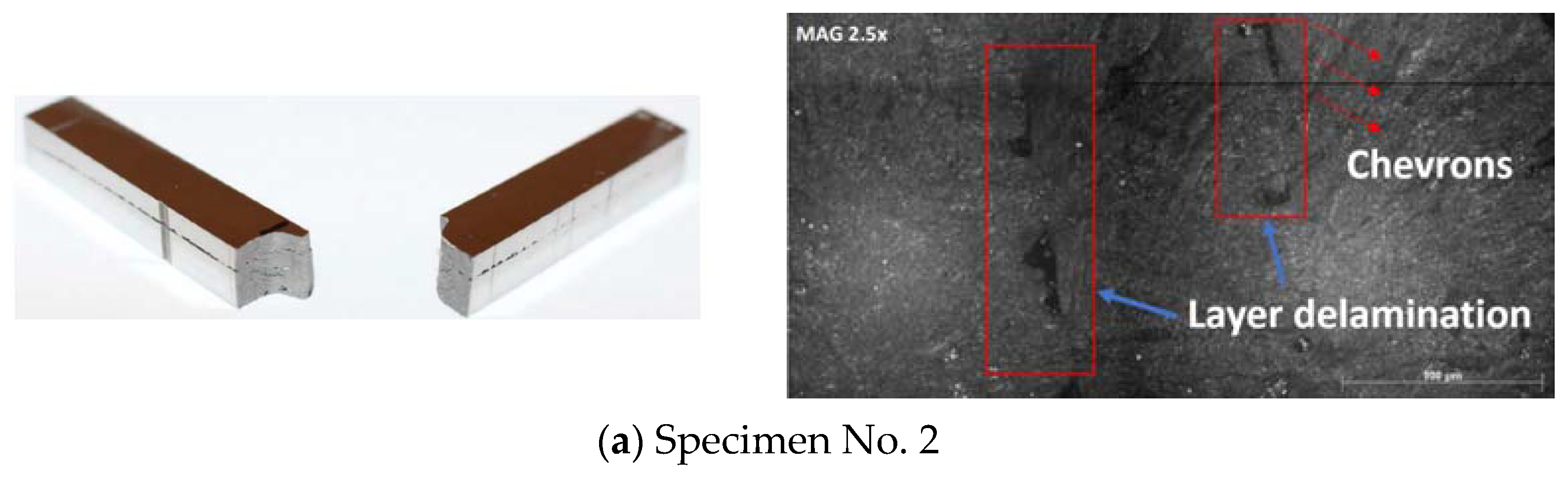
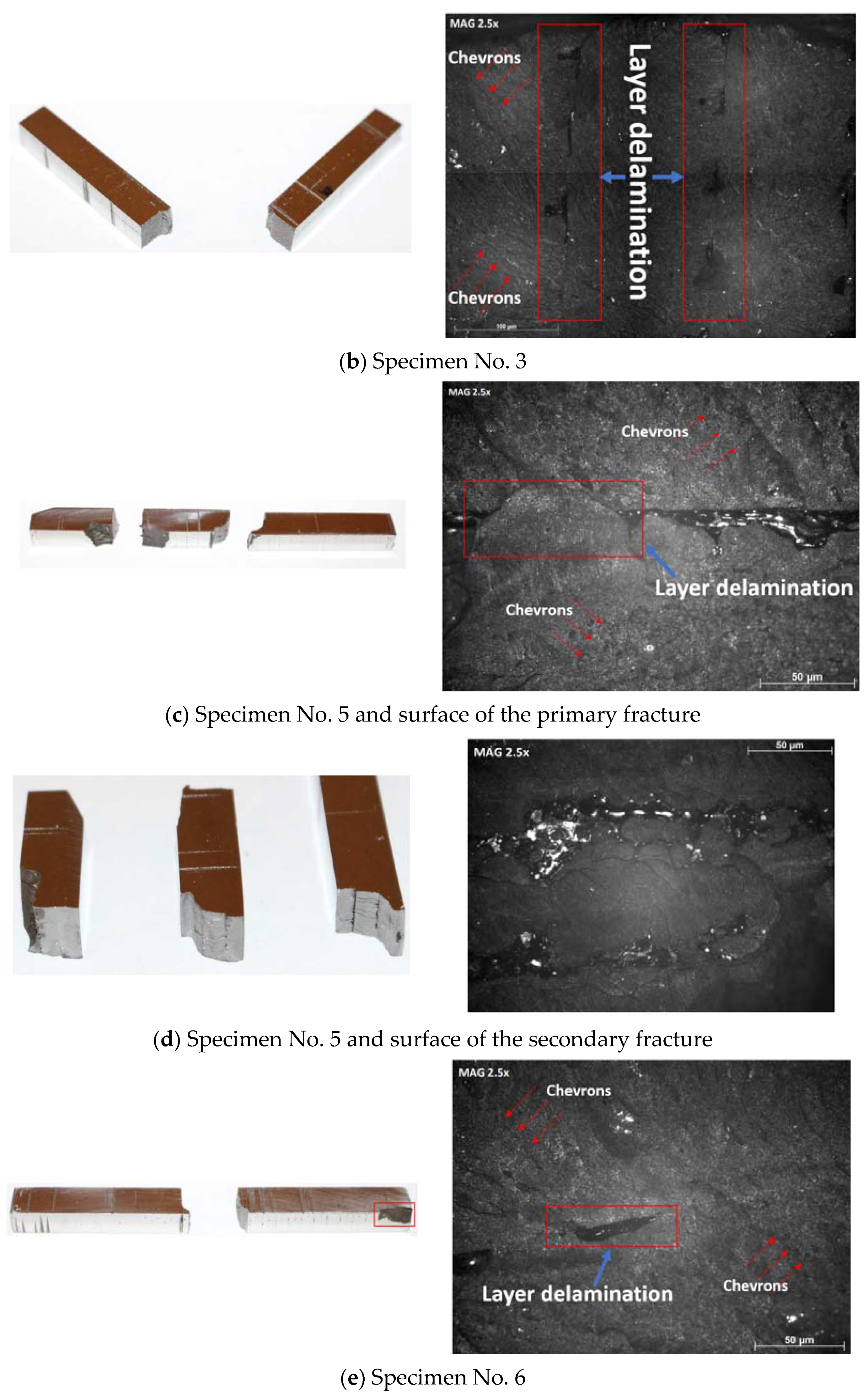
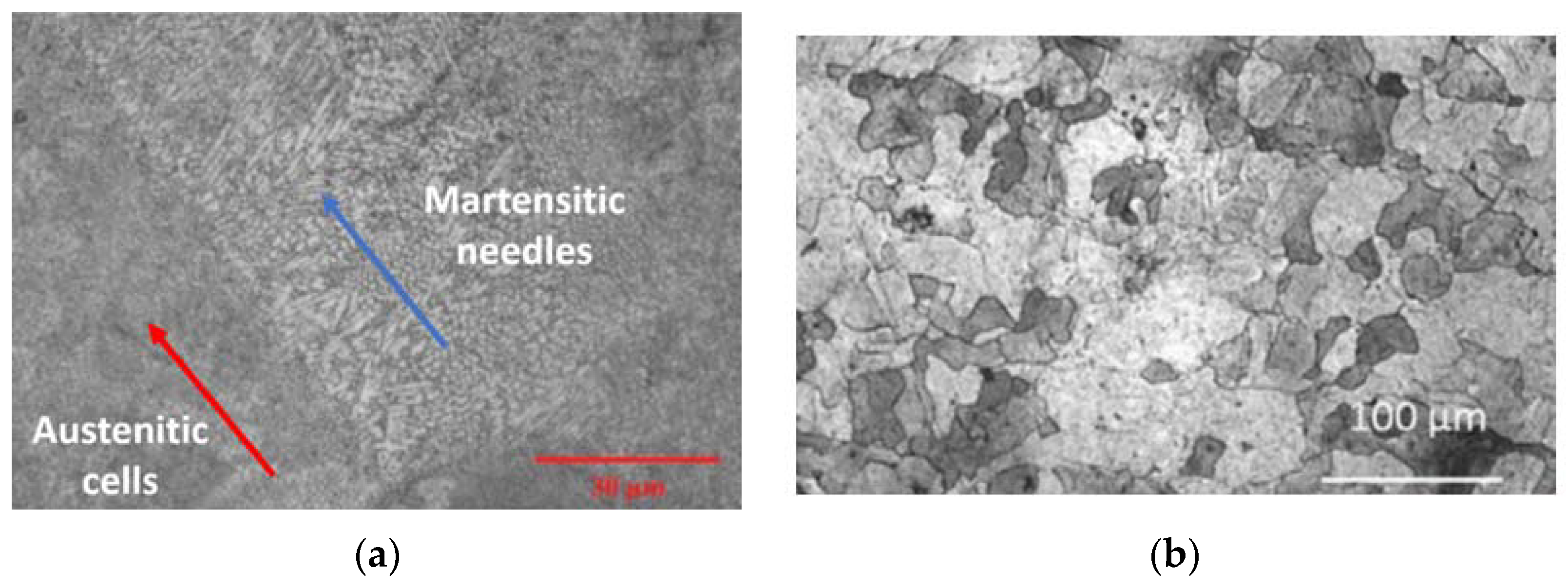
36]. They indicated that surface texturing with appropriate dimple bottom geometry on a bearing surface can extend the lifetime of hip implants. As mentioned, and found in the literature review, many scholars have attempted to estimate the material and mechanical properties of 3D printed steels. In addition, many industrial and knowledge-enterprise companies have optimized 3D printing process parameters to improve the material and mechanical properties of the metallic samples. However, there are some material problems in this method of production that have not yet been completely resolved. Experimental results have shown that these problems in the material reduce the strength and thus the efficiency of samples produced by this method in industry. Therefore, recognizing such problems in the material and understanding the relationship between them and the strength of the samples is very important. In the present research, the authors have attempted to find the relationship between the structure of the material and material defects against the load-bearing capacity. Accordingly, the authors themselves did not produce the material in the laboratory and bought the material from a Chinese trading company that is very active and leading in this field. In this case, it is assumed that these samples have been produced industrially, in the best way, and using optimized process parameters. Therefore, the reverse engineering method was used, and as a novelty, a novel algorithm was proposed based on which they tested and analyzed, and in general, they moved one step ahead of the researchers who are looking to optimize the process parameters. These samples are extracted in the best case of that company. The results of previous experimental studies for these samples have shown the widespread of layer delamination and presence of cracks. This goes to prove that the printing of these metallic bars was completed in a quick and inaccurate manner, which led to higher percentages of lack of fusion due to either low laser power, high scan speed, or the wrong scan strategy. Therefore, in the present paper, the main aim is to focus on the load-bearing capacity of 3D printed metals produced by SLM method. In this regard, microstructure characteristics, mechanical properties, and lab examinations of different types of 3D printed metals were employed under various conditions to evaluate their suitability for reproducing them with higher quality or special applications. Afterward, the obtained results were discussed in terms of defect analysis, microstructural analysis, microhardness test, mechanical properties, and fracture surface analysis. Finally, the findings of the current research were collected.



 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}