
Plasma Electrolytic Polishing—An Ecological Way for Increased Corrosion Resistance in Austenitic Stainless Steels

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
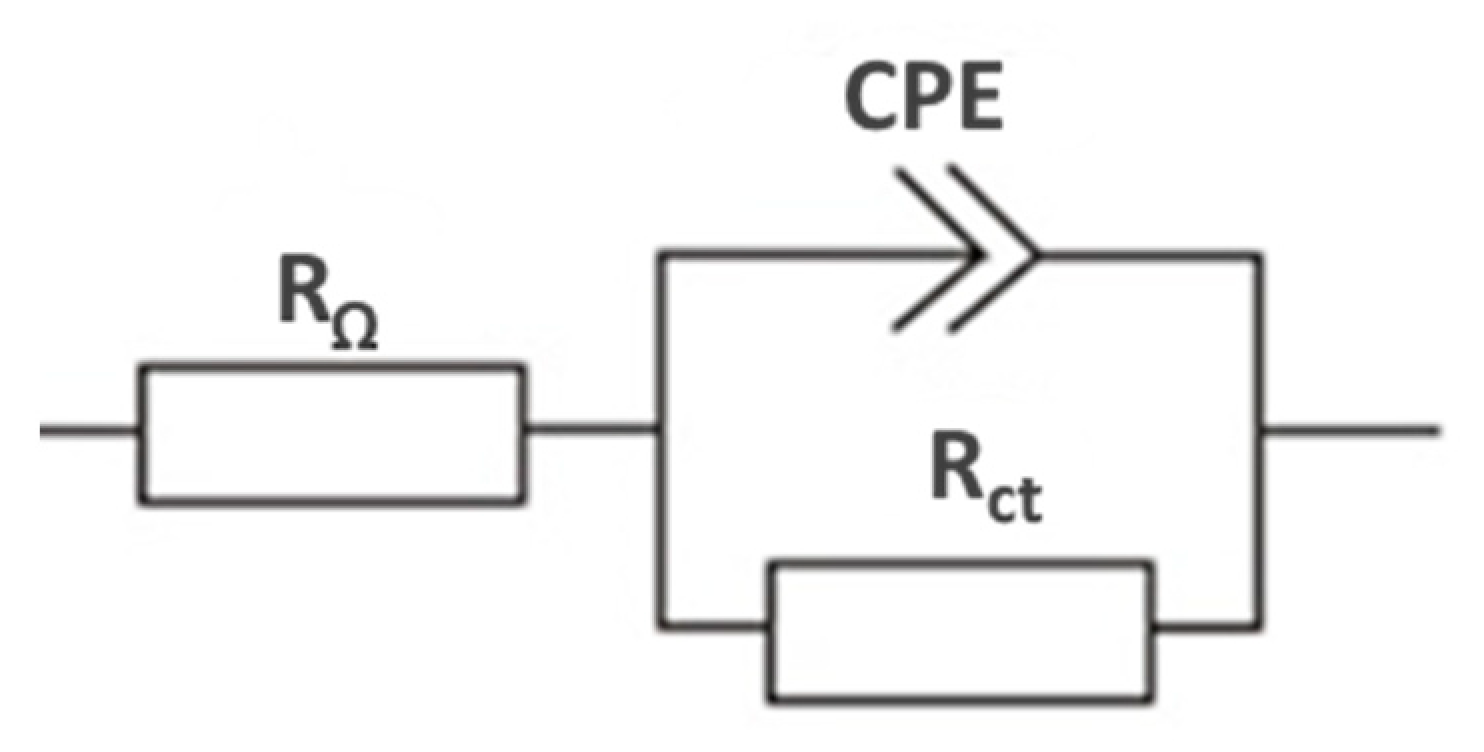
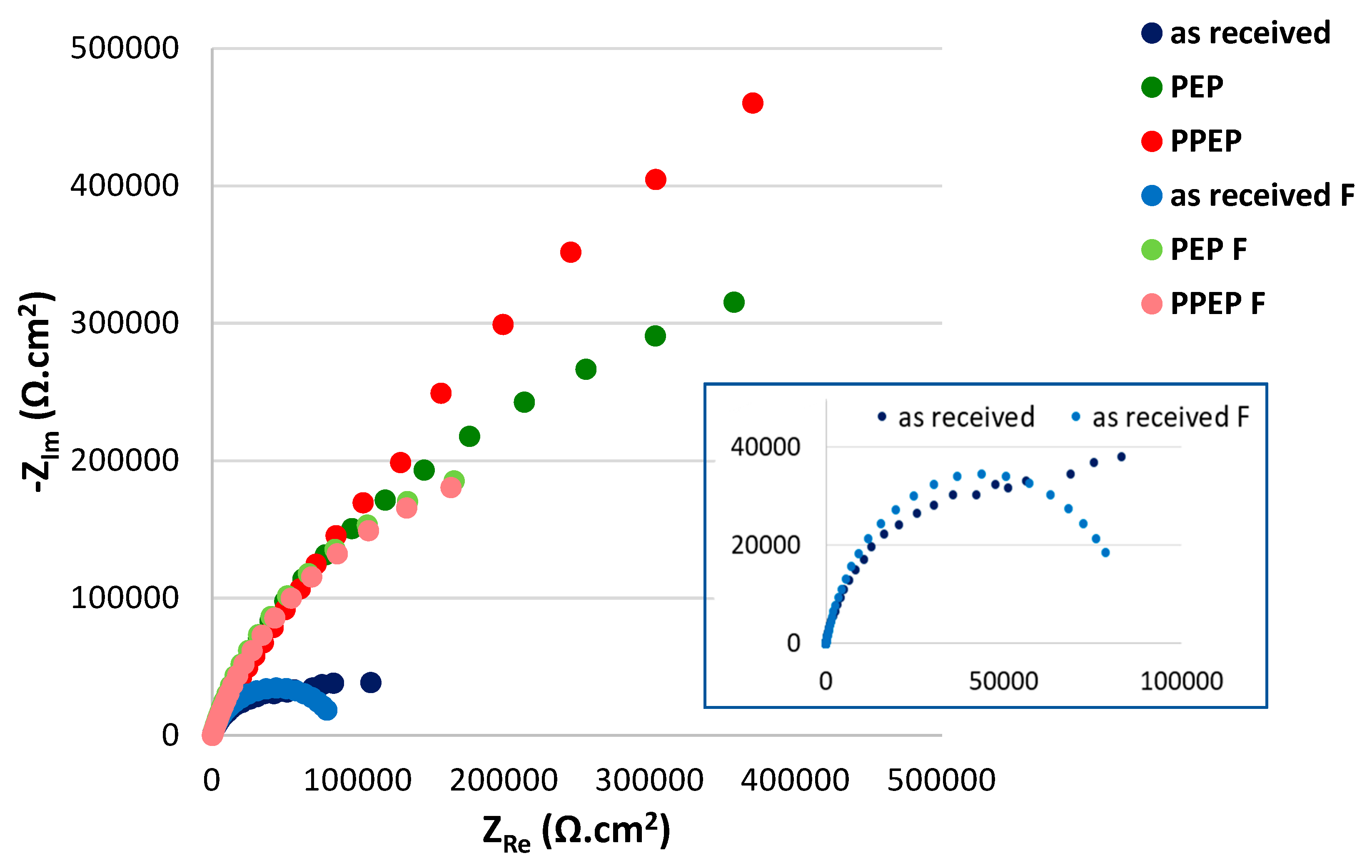
3.1. Electrochemical Impedance Spectroscopy
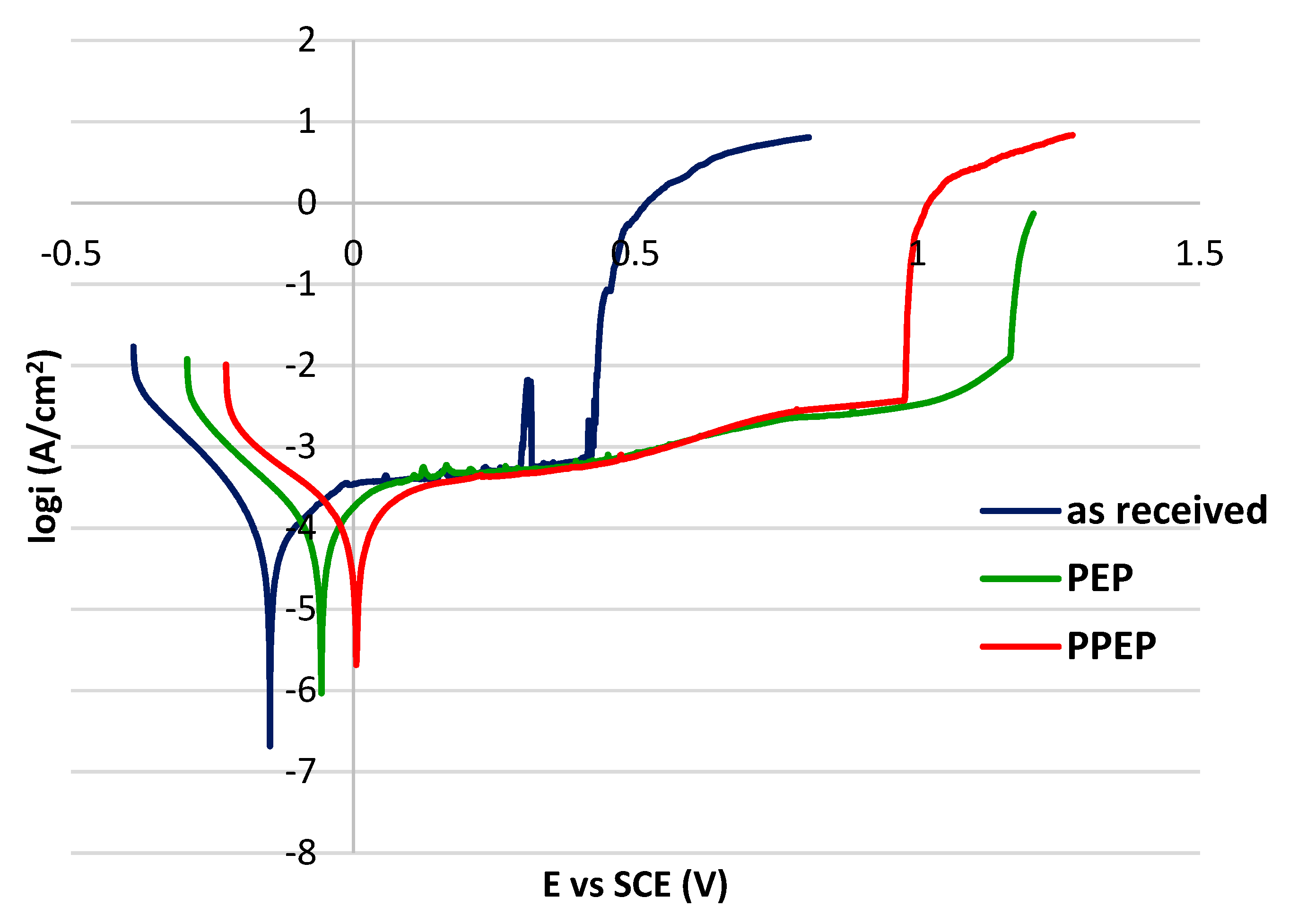
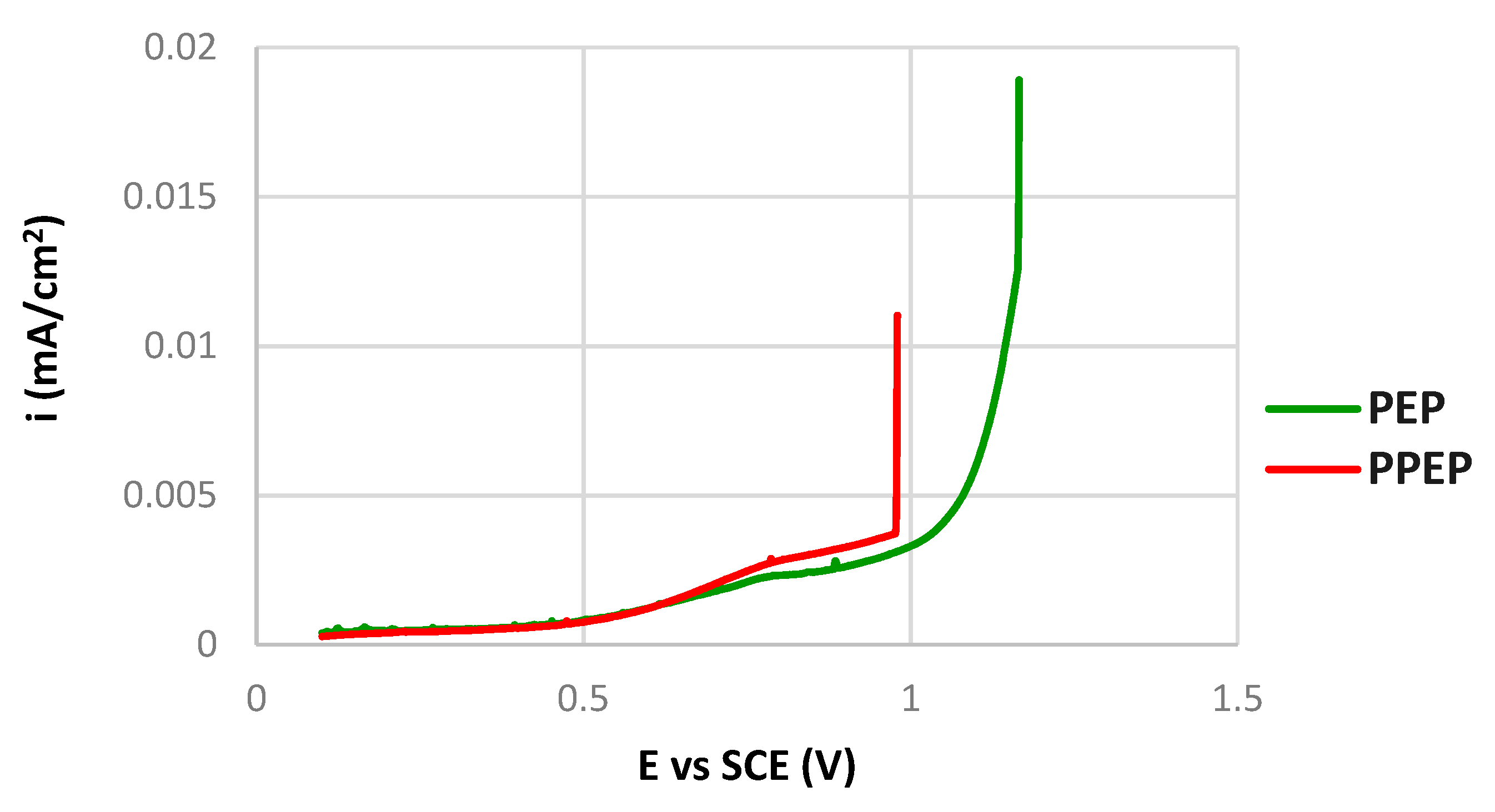
3.2. Potentiodynamic Polarization
3.3. Exposure Immersion Test
4. Conclusions
- PEP process performed in 6 wt.% ammonium sulfate electrolyte (voltage 260 V, temperature 68 °C, polishing time 3 min) provided a mirror finish of 316L stainless steel without the use of aggressive inorganic acids;
- Plasma polished surfaces showed close values of Ra and R∆q roughness parameters to those obtained by traditional EP;
- According to the obtained Rct values (Rct = 531.4 and 546.5 kΩ·cm2, respectively), plasma electrolytic polishing ensured a more than six-fold increase in the quality of the passive surface film compared to the as received surface (Rct = 87.9 kΩ·cm2).
- Potentiodynamic polarization curves for both PEP and PPEP treated surfaces showed broad passivity regions and high Ep values (Ep = 1.081 and 0.98 V vs. SCE, respectively). This points to the high resistance of PEP and PPEP treated surfaces to the pitting corrosion in potentiodynamic polarization.
- Based on the PP measurement’s positive shift of corrosion potential Ecorr for PEP, PPEP surface treatments against as-received surface was analyzed (+90mV for PEP and +140mV for PPEP). This indicates a positive effect of the investigated surface treatment on the thermodynamic stability of the surface.
- Plasma electrolytic polished surfaces remained almost unchanged during the 50-day exposure test. This agrees with the extremely low corrosion rates calculated from the mass losses (0.0003 g/(m2·day)).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- De Oliveira, A.C.; Lopes de Oliveira, M.C.; Ríos, C.T.; Antunes, R.A. The effect of mechanical polishing and finishing on the corrosion resistance of AISI 304 stainless steel. Corros. Eng. Sci. Technol. 2016, 51, 416–428. [Google Scholar] [CrossRef]
- Jaffré, K.; Ter-Ovanessian, B.; Abe, H.; Mary, N.; Normand, B.; Watanabe, Y. Effect of Mechanical Surface Treatments on the Surface State and Passive Behavior of 304 L Stainless Steel. Metals 2021, 11, 135. [Google Scholar] [CrossRef]
- Rokosz, K.; Solecki, G.; Mori, G.; Fluch, R.; Kapp, M.; Lahtinen, J. Effect of Polishing on Electrochemical Behavior and Passive Layer Composition of Different Stainless Steels. Materials 2020, 13, 3402. [Google Scholar] [CrossRef] [PubMed]
- Nestler, K.; Böttger-Hiller, F.; Adamitzki, W.; Glowa, G.; Zeidler, H.; Schubert, A. Plasma electrolytic Polishing—An Overview of Applied Technologies and Current Challenges to Extend the Polishable Material Range. Procedia CIRP 2016, 42, 503–507. [Google Scholar] [CrossRef]
- Podhorský, Š.; Bajčičák, M. Plasma polishing on stainless steels-the electrolyte concentration vs. gloss level. Res. Pap. Fac. Mater. Sci. Technol. Trnava Slovak Univ. Technol. 2018, 26, 171–176. [Google Scholar] [CrossRef]
- Vaňa, D.; Podhorský, Š.; Hurajt, M.; Hanzen, V. Surface Properties of the Stainless Steel X10 CrNi 18/10 after Aplication of Plasma Polishing in Electrolyte. IJMER 2013, 3, 788–792. [Google Scholar]
- Belkin, P.N.; Kusmanov, S.A.; Parfenov, E.V. Mechanism and technological opportunity of plasma electrolytic polishing of metals and alloys surfaces. Appl. Surf. Sci. Adv. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Danilov, I.; Hackert-Oschätzchen, M.; Zinecker, M.; Meichsner, G.; Edelmann, J.; Schubert, A. Process Understanding of Plasma Electrolytic Polishing through Multiphysics Simulation and Inline Metrology. Micromachines 2019, 10, 214. [Google Scholar] [CrossRef]
- Wang, J.; Zong, X.; Liu, J.; Feng, S. Influence of Voltage on Electrolysis and Plasma Polishing. In Proceedings of the Advances in Engineering, International Conference on Manufacturing Engineering and Intelligent Materials (ICMEIM 2017), Guangzhou, China, 25–26 February 2017; Volume 100. [Google Scholar]
- Huang, Y.; Wang, C.; Ding, F.; Yang, Y.; Zhang, T.; He, X.; Zheng, L.; Li, N. Principle, process, and application of metal plasma electrolytic polishing: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 1893–1912. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.S.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2016, 33, 149–166. [Google Scholar] [CrossRef]
- Beamud, E.M.; Núñez, P.J.; García-Plaza, E.; Rodríguez, D.; González, A.; García, J. Impact of electrolyte concentration on surface gloss in electropolished stainless steel. Procedia Manuf. 2017, 13, 663–670. [Google Scholar] [CrossRef]
- Eliaz, N.; Nissan, O. Innovative processes for electropolishing of medical devices made of stainless steels. J. Biomed. Mater. Res. A 2007, 83, 546–557. [Google Scholar] [CrossRef] [PubMed]
- Zeidler, H.; Boettger-Hiller, F.; Edelmann, J.; Schubert, A. Surface finish machining of medical parts using Plasma Electrolytic Polishing. Procedia CIRP 2016, 49, 83–87. [Google Scholar] [CrossRef]
- Tran, T.T.T.; Kannoorpatti, K.; Padovan, A.; Thennadil, S. A study of bacteriaadhesion and microbial corrosion on different stainless steels in environment containing Desulfovibrio vulgaris. R. Soc. Open Sci. 2021, 8, 201577. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mat. Sci. Eng. R 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Zhao, H.; Van Humbeeck, J.; Sohier, J.; De Scheerder, I. Electrochemical Polishing of 316L Stainless Steel slotted tube coronary stents. J. Mater. Sci. Mater. Med. 2002, 13, 911–916. [Google Scholar] [CrossRef]
- Achinas, S.; Charalampogiannis, N.; Euverink, G.J.W. A brief recap of microbial adhesion and biofilms. Appl. Sci. 2019, 9, 2801. [Google Scholar] [CrossRef]
- Bazaka, O.; Bazaka, K.; Kingshott, P.; Crawford, R.J.; Ivanova, E.P. Chapter 1: Metallic Implants for Biomedical Applications. In The Chemistry of Inorganic Biomaterials; The Royal Society of Chemistry: London, UK, 2021; pp. 1–98. [Google Scholar]
- Lipiński, T. Investigation of corrosion rate of X55CrMo14 stainless steel at 65% nitrate acid at 348 K. Prod. Eng. Arch. (PEA) 2021, 27, 108–111. [Google Scholar] [CrossRef]
- Yoon, H.; Ha, H.; Lee, T.; Kim, S.; Jang, J.; Moon, J.; Kang, N. Pitting Corrosion Resistance and Repassivation Behavior of C-Bearing Duplex Stainless Steel. Metals 2019, 9, 930. [Google Scholar] [CrossRef]
- Kuchariková, L.; Liptáková, T.; Tillová, E.; Kajánek, D.; Schmidová, E. Role of Chemical Composition in Corrosion of Aluminum Alloys. Metals 2018, 8, 581. [Google Scholar] [CrossRef]
- Zatkalíková, V.; Markovičová, L.; Škorvanová, M. Corrosion behaviour of electropolished AISI 316L austenitic biomaterial in physiological solution. IOP Conf. Ser. Mater. Sci. Eng. 2017, 266, 012016. [Google Scholar] [CrossRef]
- Nakar, D.; Harel, D.; Hirsch, B. Electropolising effect on roughness metrics of ground stainless steel: A length scale study. Surf. Topogr. Metrol. Prop. 2018, 6, 01500. [Google Scholar] [CrossRef]
- Lee, S.J.; Lai, J.J. The effects of electropolishing (EP) process parameters on corrosion resistance of 316L stainless steel. J. Mater. Process. Technol. 2003, 140, 206–210. [Google Scholar] [CrossRef]
- Pavlásek, P.; Rybář, J.; Ďuriš, S.; Hučko, B.; Chytil, M.; Furdová, A.; Ferková, S.L.; Sekáč, J.; Suchý, V.; Grosinger, P. Developments and Progress in Non-Contact Eye Tonometer Calibration. Meas. Sci. Rev. 2020, 20, 171–177. [Google Scholar] [CrossRef]
- Nazneen, F.; Galvin, P.; Arrigan, D.W.M.; Thompson, M.; Benvenuto, P.; Herzog, G. Electropolishing of medical-grade stainless steel in preparation for surface nano-texturing. J. Solid State Electrochem. 2012, 16, 1389–1397. [Google Scholar] [CrossRef]
- Zatkalíková, V.; Markovičová, L.; Uhríčik, M.; Hanusová, P. Corrosion properties of electropolished AISI 316L austenitic biomaterial in relation to electropolishing conditions. Medziagotyra 2021, 27, 4. [Google Scholar] [CrossRef]
- Ghanavati, S.; Shishesaz, M.R.; Farzam, M.; Danaee, I. Effects of Surface Treatment on Corrosion Resistance of 304 L and 316 L Stainless Steel Implants in Hank’s Solution. IJOGST 2015, 5, 65–72. [Google Scholar]
- Xu, W.; Yu, F.; Yang, L.; Zhang, B.; Hou, B.; Li, Y. Accelerated corrosion of 316 L stainless steel in simulated body fluids in the presence of H2O2 and albumin. Mater. Sci. Eng. C 2018, 92, 11–19. [Google Scholar] [CrossRef]
- Brytan, Z.; Niagaj, R.; Reiman, L. Corrosion studies using potentiodynamic and EIS electrochemical techniques of welded lean duplex stainless steels UNSS82441. Appl. Surf. Sci. 2016, 388, 160–168. [Google Scholar] [CrossRef]
- Noah, G.G.; Muruve, N.G.; Cheng, Y.F.; Feng, Y.; Liu, T.; Muruve, D.A.; Hasset, D.J.; Irvin, R.T. Peptide-based biocoatings for corrosion protection of stainless steel biomaterial in a chloride solution. Mat. Sci. Eng. C 2016, 68, 695–700. [Google Scholar]
- Yuan, X.Z.R.; Song, C.; Wang, H.; Zhang, J. Electrochemical Impedance Spectroscopy in PEM Fuel Cells: Fundamentals and Applications; Springer: London, UK, 2010; pp. 39–93. [Google Scholar]
- Kerner, Z.; Pajkossy, T. On the origin of capacitance dispersion of rough electrodes. Electrochim. Acta 2000, 46, 207–211. [Google Scholar] [CrossRef]
- De Assis, S.L.; Wolynec, S.; Costa, I. Corrosion characterization of titanium alloys by electrochemical techniques. Electrochim. Acta 2006, 51, 1815–1819. [Google Scholar] [CrossRef]
- Heakal, F.E.T.; Shehata, O.S.; Tantawy, N.S. Integrity of metallic medical implants in physiological solutions. Int. J. Electrochem. Sci. 2014, 9, 1986–2004. [Google Scholar]
- Vidal, C.V.; Muñoz, A.I. Electrochemical characterisation of biomedical alloys for surgical implants in simulated body fluids. Corros. Sci. 2008, 50, 1954–1961. [Google Scholar] [CrossRef]
- Jokar, M.; Darvishi, S.; Torkaman, R.; Kharaziha, M.; Karbasi, M. Corrosion and bioactivity evaluation of nanocomposite PCL-forsterite coating applied on 316 L stainless steel. Surf. Coat. Technol. 2016, 307, 324–331. [Google Scholar] [CrossRef]
- Hosseini, M.R.; Ahangari, M.; Johar, M.H.; Allahkaram, S.R. Optimization of nano HA-SiC coating on AISI 316L medical grade stainless steel via electrophoretic deposition. Mater. Lett. 2021, 285, 129097. [Google Scholar] [CrossRef]
- Bellezze, T.; Viceré, A.; Giampaolo, G.; Sorrentino, E.; Roventi, G. Study of Localized Corrosion of AISI 430 and AISI 304 Batches Having Different Roughness. Metals 2018, 8, 244. [Google Scholar] [CrossRef]
- Szklarska–Smialowska, Z. Pitting and Crevice Corrosion, 1st ed.; NACE International: Houston, TX, USA, 2005; pp. 15–138. [Google Scholar]
- Moayed, M.H.; Newman, R.C. Evolution of current transients and morphology of metastable and stable pitting on stainless steel near the critical pitting temperature. Corros. Sci. 2006, 48, 1004–1018. [Google Scholar] [CrossRef]
- Kusmanov, S.A.; Silkin, S.A.; Belkin, P.N. Effect of Plasma-Electrolytic Polishing on the Corrosion Resistance of Structural Steels after Their Anodic Saturation with Nitrogen, Boron, and Carbon. Russ. J. Elecrochem. 2020, 56, 385–394. [Google Scholar] [CrossRef]
- Chirkunova, N.V.; Volenko, A.P.; Mulyukov, R.R.; Shlom, M.V. Improving the technology of plasmaelectrolytic polishing of austenitic stainless steel. Lett. Mater. 2013, 3, 309–311. [Google Scholar] [CrossRef][Green Version]
- Calderón-Hernández, J.W.; Hincapíe-Ladino, D.; Magnabosco, R.; Alonso-Falleiros, N. Effect of sulfate on the pitting potential of austenitic stainless steels 18Cr8Ni and 17Cr6Mn5Ni in chloride media. REM Int. Eng. J. 2019, 72, 97–103. [Google Scholar] [CrossRef]
- Martinesi, M.; Bruni, S.; Stio, M.; Treves, C.; Bacci, T.; Borgioli, F. Biocompatibility evaluation of surface-treated AISI 316L austenitic stainless steel in human cell cultures. J. Biomed. Mater. Res. A 2007, 80A, 131–145. [Google Scholar] [CrossRef] [PubMed]
- Du, J.; Chao, C.; Jhong, Y.; Wu, C.; Wu, J. Effects of Cr2N Precipitation on the Antibacterial Properties of AISI 430 Stainless Steel. Metals 2016, 6, 73. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Mo | Mn | N | C | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 16.79 | 10.14 | 2.03 | 0.82 | 0.05 | 0.02 | 0.031 | 0.03 | 0.001 | balance |
| Component | Volume (mL) | Temperature (°C) | Time (s) |
|---|---|---|---|
| HF | 3 | 22 ± 3 | 3600 |
| HNO3 | 9 | ||
| H2O | to 100 mL |
| Type of Surface | Specimen Designation |
|---|---|
| Plasma electrolytic polished | PEP |
| Pickled and plasma electrolytic polished | PPEP |
| Original non-treated | As received |
| Specimen Designation (Type of Surface) | Ra (µm) | Rz (µm) | R∆q (-) |
|---|---|---|---|
| as received | 0.22 | 2.30 | 0.15 |
| PEP | 0.11 | 1.00 | 0.04 |
| PPEP | 0.10 | 1.00 | 0.04 |
| Specimen Designation (Type of Surface) | Charge Transfer Resistance Rct (kΩ·cm2) | CPE (μF/cm2) | Exponent n | Electrolyte Resistance RΩ (kΩ·cm2) |
|---|---|---|---|---|
| as received | 87.90 ± 0.4 | 37.00 ± 0.19 | 0.85 ± 0.002 | 0.05 ± 0.002 |
| PEP | 531.40 ± 1.2 | 14.51 ± 0.11 | 0.83 ± 0.003 | 0.05 ± 0.002 |
| PPEP | 546.50 ± 1.1 | 14.27 ± 0.10 | 0.81 ± 0.002 | 0.06 ± 0.003 |
| Specimen Designation (Type of Surface) | Corrosion Potential Ecorr (V vs. SCE) | Pitting Potential Ep (V vs. SCE) |
|---|---|---|
| as received | −0.15 ± 0.01 | 0.42 ± 0.03 |
| PEP | −0.06 ± 0.02 | 1.08 ± 0.03 |
| PPEP | 0.01 ± 0.02 | 0.98 ± 0.02 |
| Specimen Designation (Type of Surface) | Average Corrosion Rate (g/(m2·day)) |
|---|---|
| as received | 0.0011 ± 0.9% |
| PEP | 0.0003 ± 0.8% |
| PPEP | 0.0003 ± 0.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zatkalíková, V.; Podhorský, Š.; Štrbák, M.; Liptáková, T.; Markovičová, L.; Kuchariková, L. Plasma Electrolytic Polishing—An Ecological Way for Increased Corrosion Resistance in Austenitic Stainless Steels. Materials 2022, 15, 4223. https://doi.org/10.3390/ma15124223
Zatkalíková V, Podhorský Š, Štrbák M, Liptáková T, Markovičová L, Kuchariková L. Plasma Electrolytic Polishing—An Ecological Way for Increased Corrosion Resistance in Austenitic Stainless Steels. Materials. 2022; 15(12):4223. https://doi.org/10.3390/ma15124223
Chicago/Turabian StyleZatkalíková, Viera, Štefan Podhorský, Milan Štrbák, Tatiana Liptáková, Lenka Markovičová, and Lenka Kuchariková. 2022. "Plasma Electrolytic Polishing—An Ecological Way for Increased Corrosion Resistance in Austenitic Stainless Steels" Materials 15, no. 12: 4223. https://doi.org/10.3390/ma15124223
APA StyleZatkalíková, V., Podhorský, Š., Štrbák, M., Liptáková, T., Markovičová, L., & Kuchariková, L. (2022). Plasma Electrolytic Polishing—An Ecological Way for Increased Corrosion Resistance in Austenitic Stainless Steels. Materials, 15(12), 4223. https://doi.org/10.3390/ma15124223