
Interlayer Bond Strength Testing in 3D-Printed Mineral Materials for Construction Applications

 ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Mechanical Properties Testing of 3D-Printed Materials
3. Bond Strength Evaluation
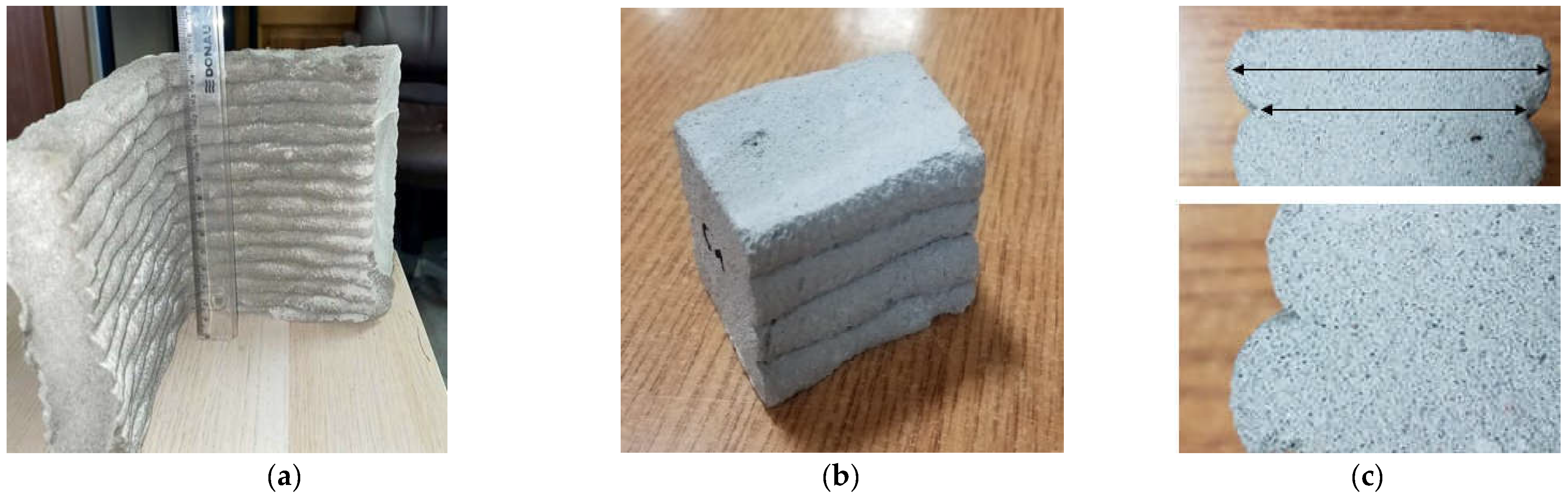
4. Materials
5. Material Strength and Bond Strength Testing
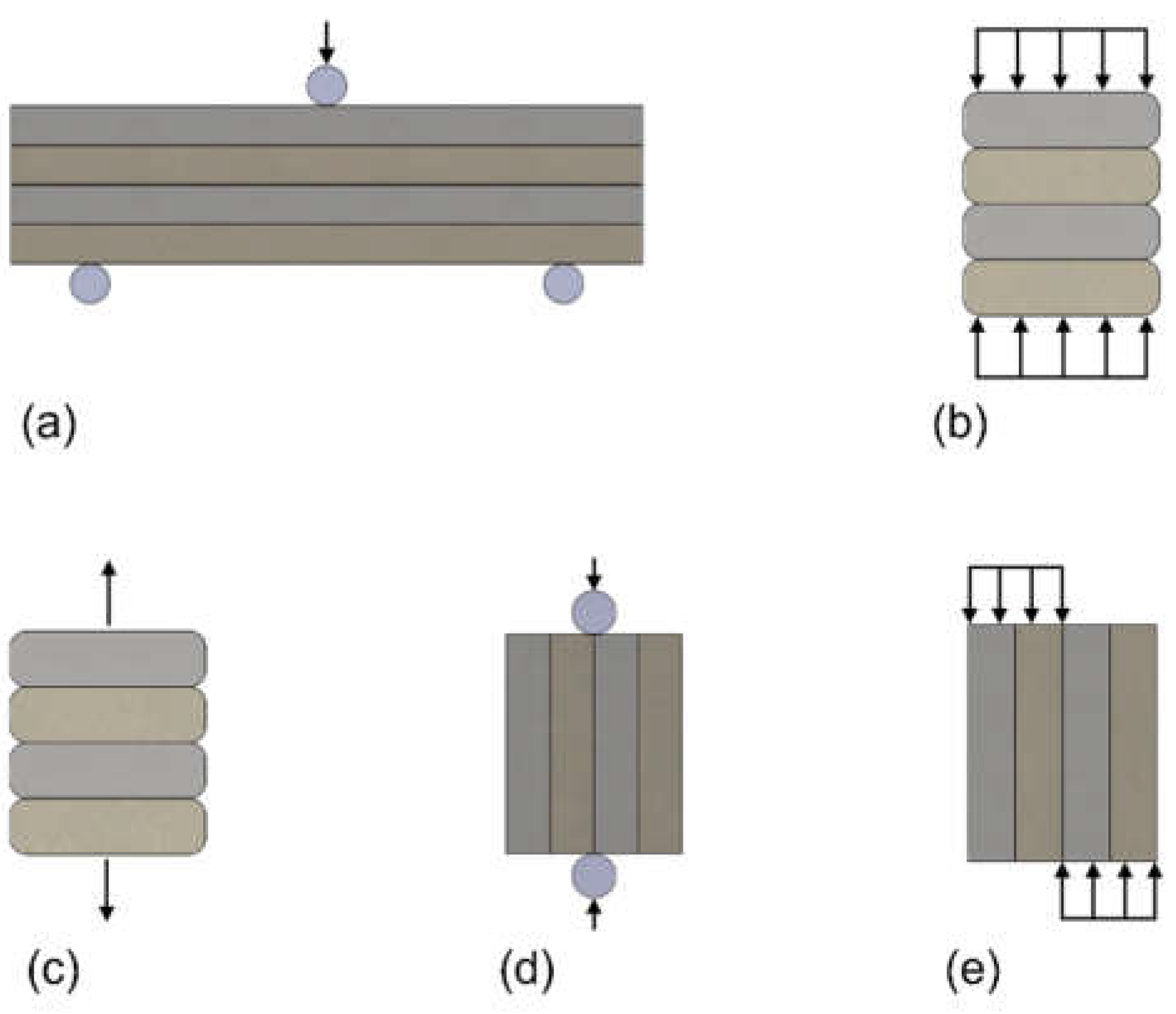
5.1. Compressive Strength
- is the maximum stress in compression, compressive strength ();
- is the load at failure ();
- is the minimum cross-section determined for the narrowest cross-section ().
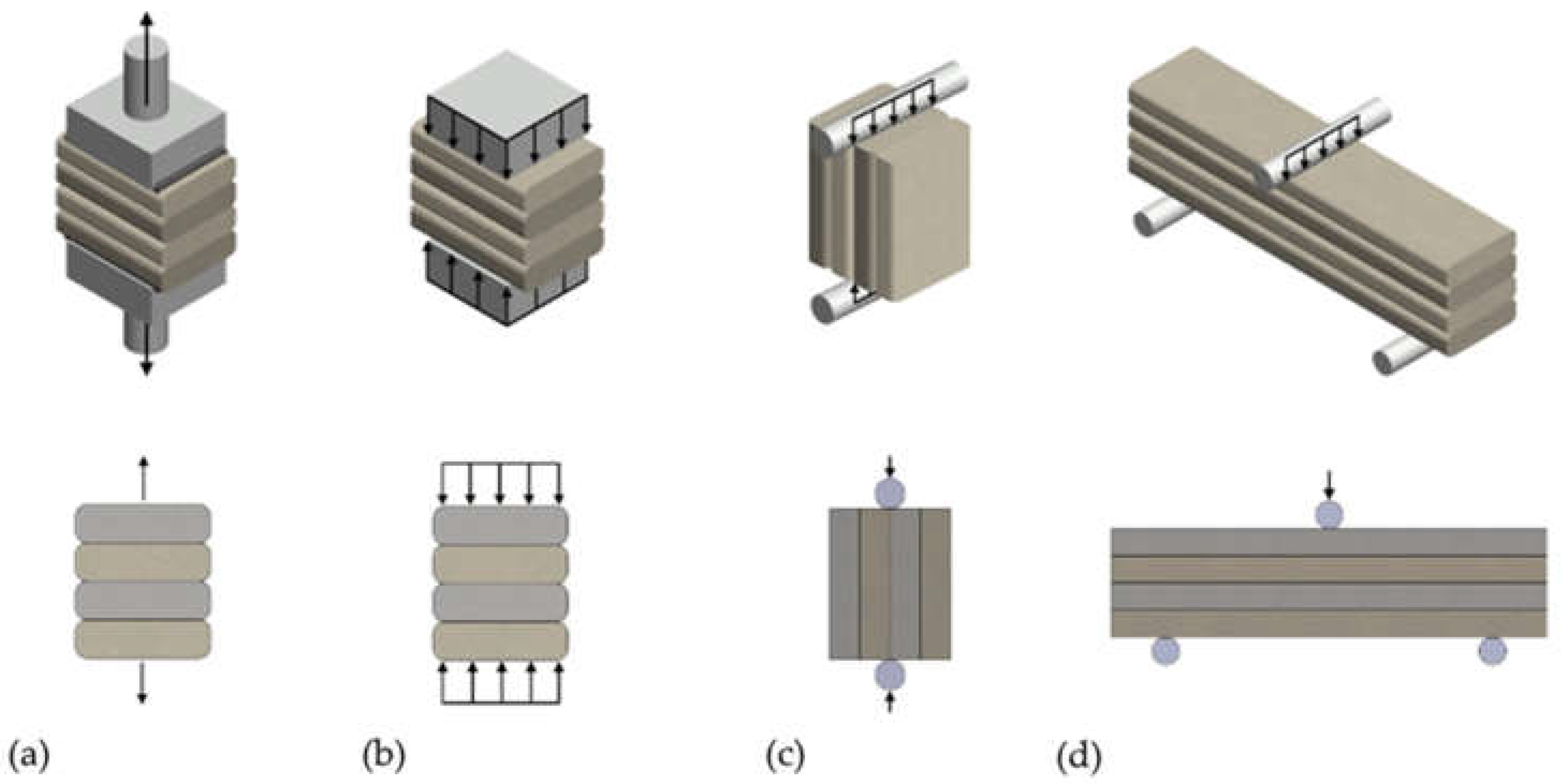
5.2. Direct Tensile Strength–Interlayer Bond Strength Test: Method
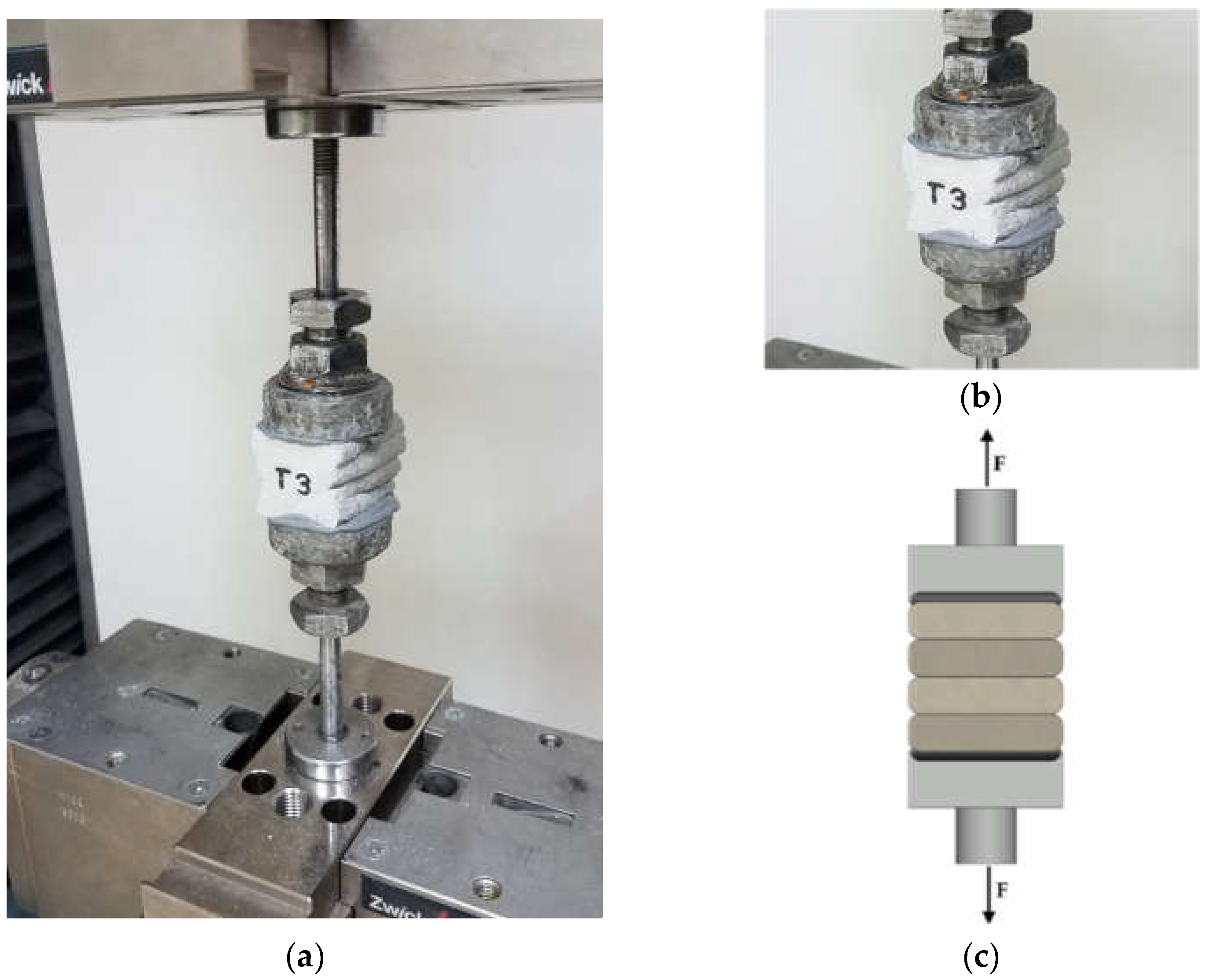
- is the maximum stress in the direct tension, the tensile strength/interlayer bond strength method A ();
- is the maximum load ();
- is the surface area in the ruptured zone ().
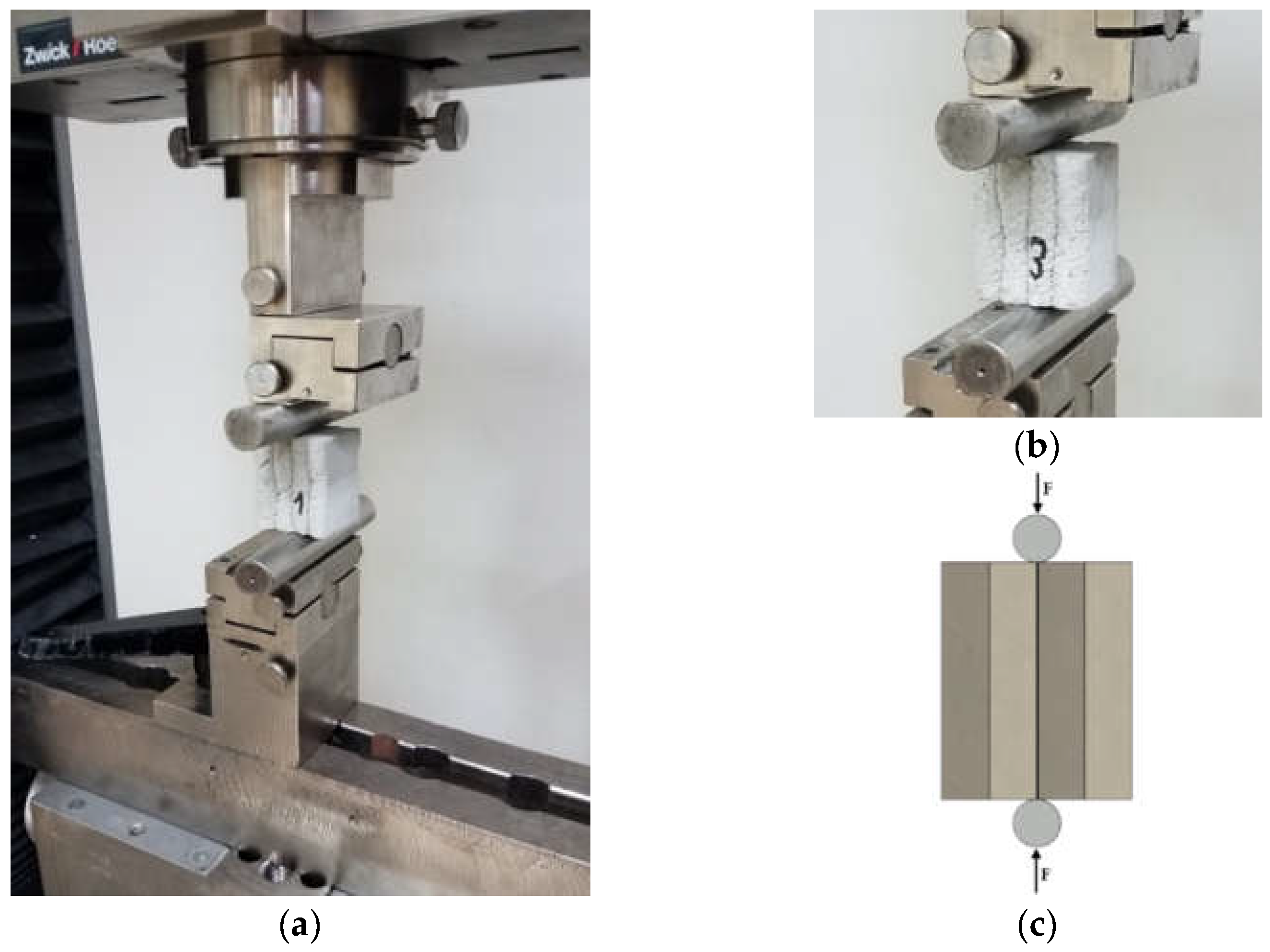
5.3. Splitting Test–Interlayer Bond Strength Test: Method B
- is the maximum stress in splitting, splitting tensile strength/interlayer bond strength method B ();
- is the maximum load ();
- is the sample width ();
- is the sample length .
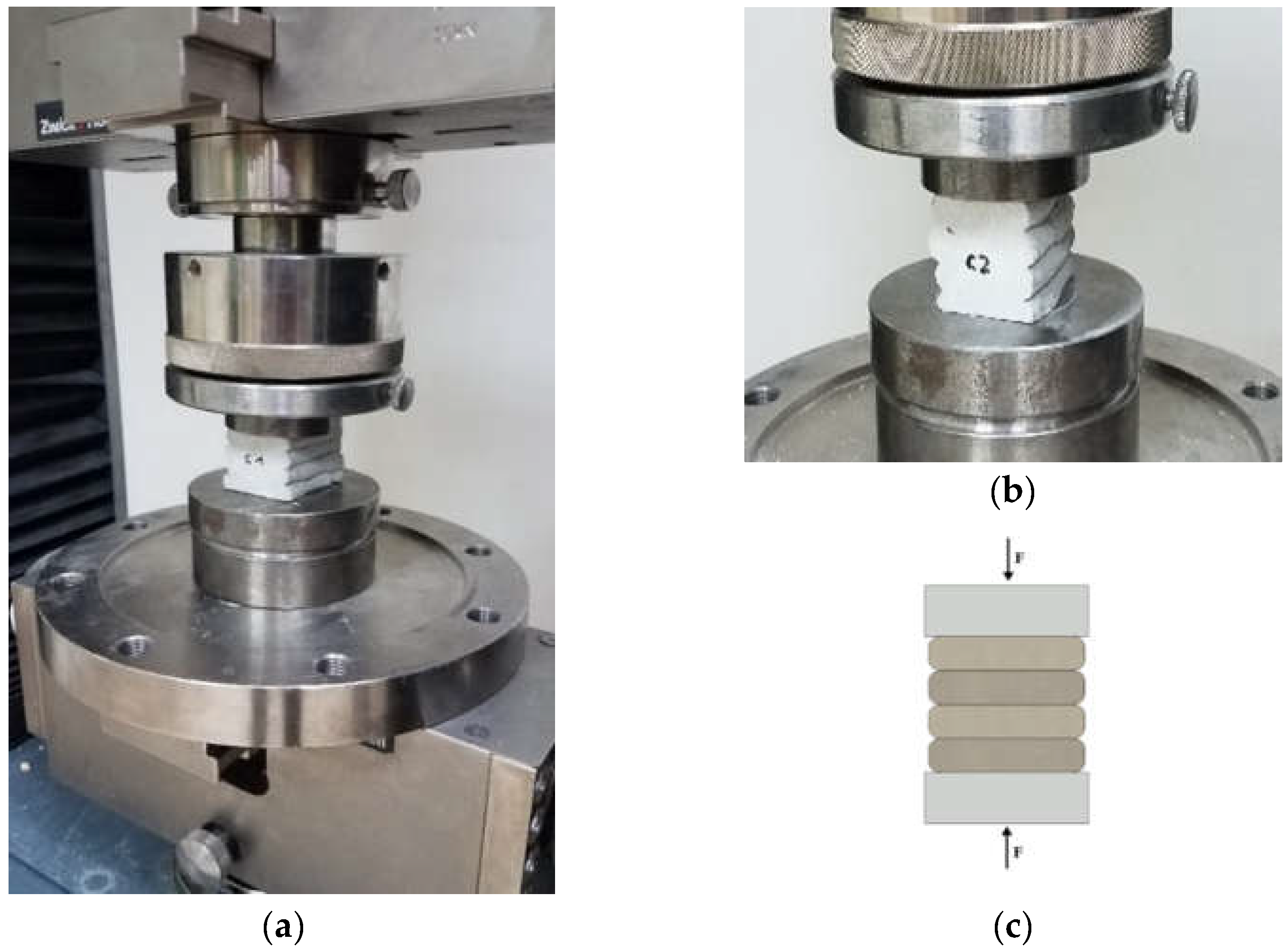
5.4. Direct Shear Strength Test–Interlayer Bond Strength Test: Method C
- is the maximum stresses when a shear load is applied ();
- is the maximum load ();
- S is the cross-sectional surface area at the failure zone ().
6. Results
6.1. Compressive Strength Test Results

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | S (mm2) | Force (kN) | Compressive Strength (MPa) |
|---|---|---|---|
| C1 | 2040.0 | 32.80 | 16.08 |
| C2 | 2025.8 | 33.50 | 16.54 |
| C3 | 2105.3 | 37.00 | 17.57 |
| C4 | 1992.0 | 32.30 | 16.21 |
| C5 | 2009.4 | 37.50 | 18.66 |
| C6 | 2128.0 | 38.10 | 17.90 |
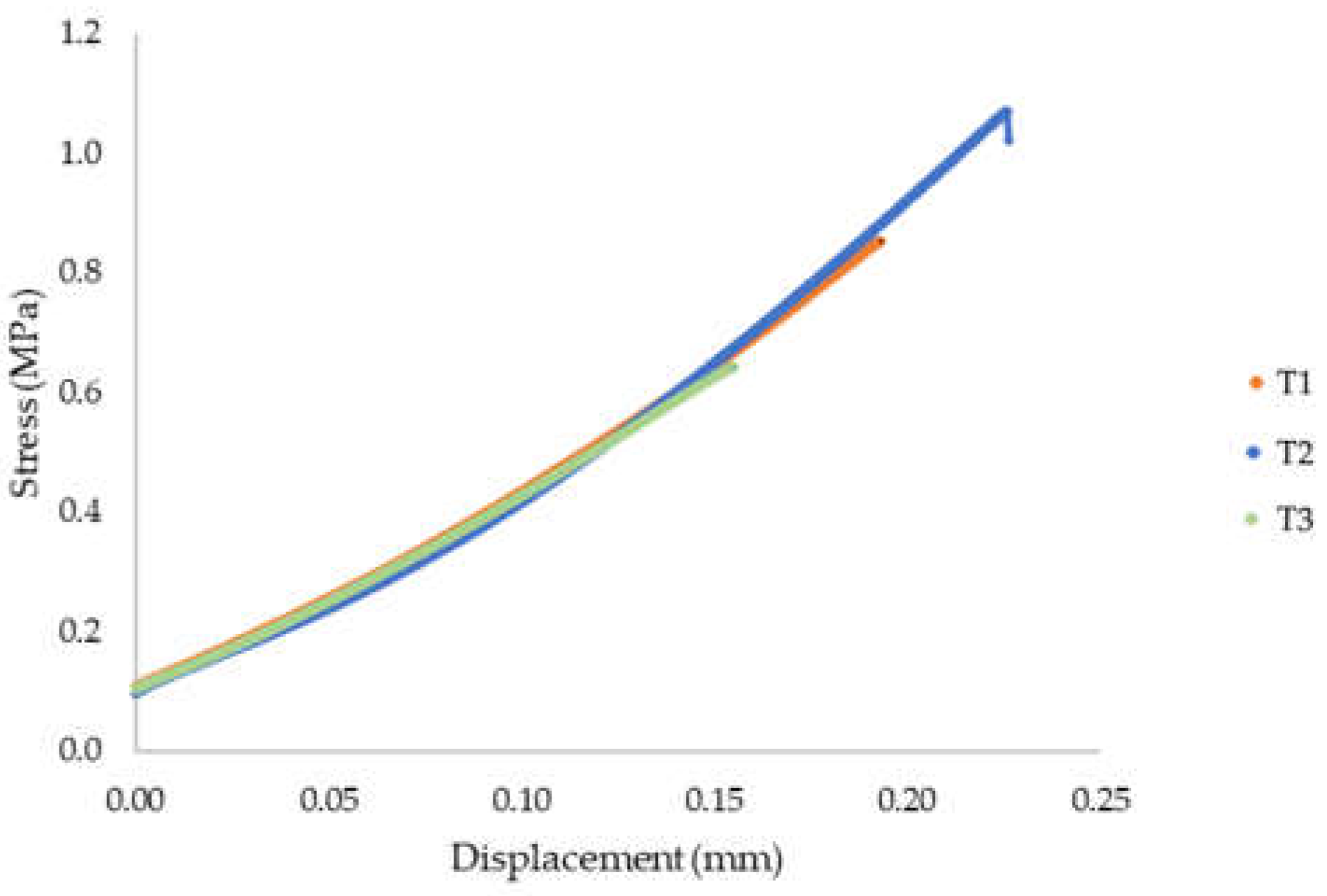
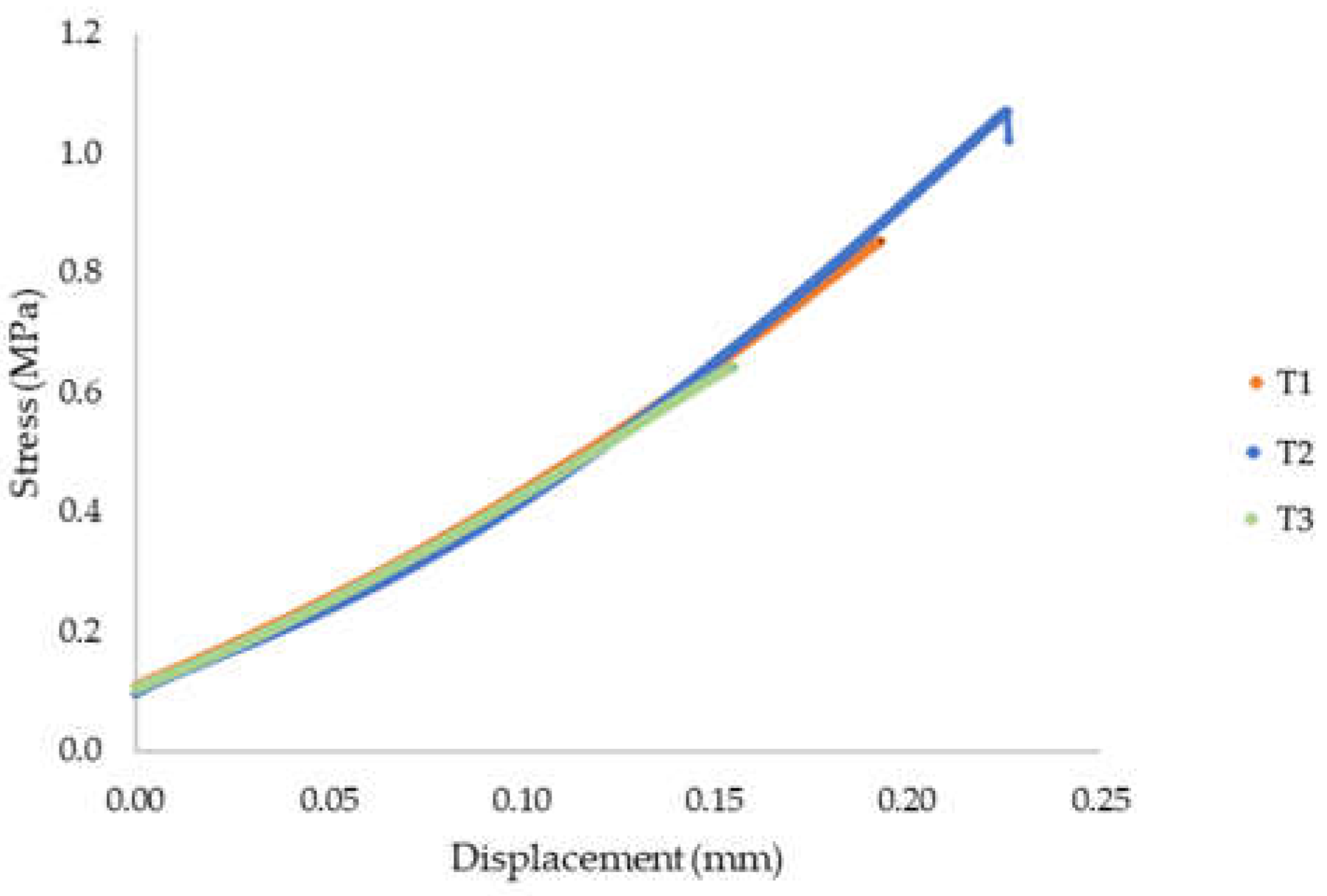
6.2. Results of Direct Tensile Strength–Interlayer Bond Strength Test: Method A
| Sample | S (mm2) | Force (kN) | Direct Tensile Strength, Bond Strength (MPa) |
|---|---|---|---|
| T1 | 2046.2 | 1.74 | 0.85 |
| T2 | 2107.4 | 2.26 | 1.07 |
| T3 | 2106.0 | 1.35 | 0.64 |
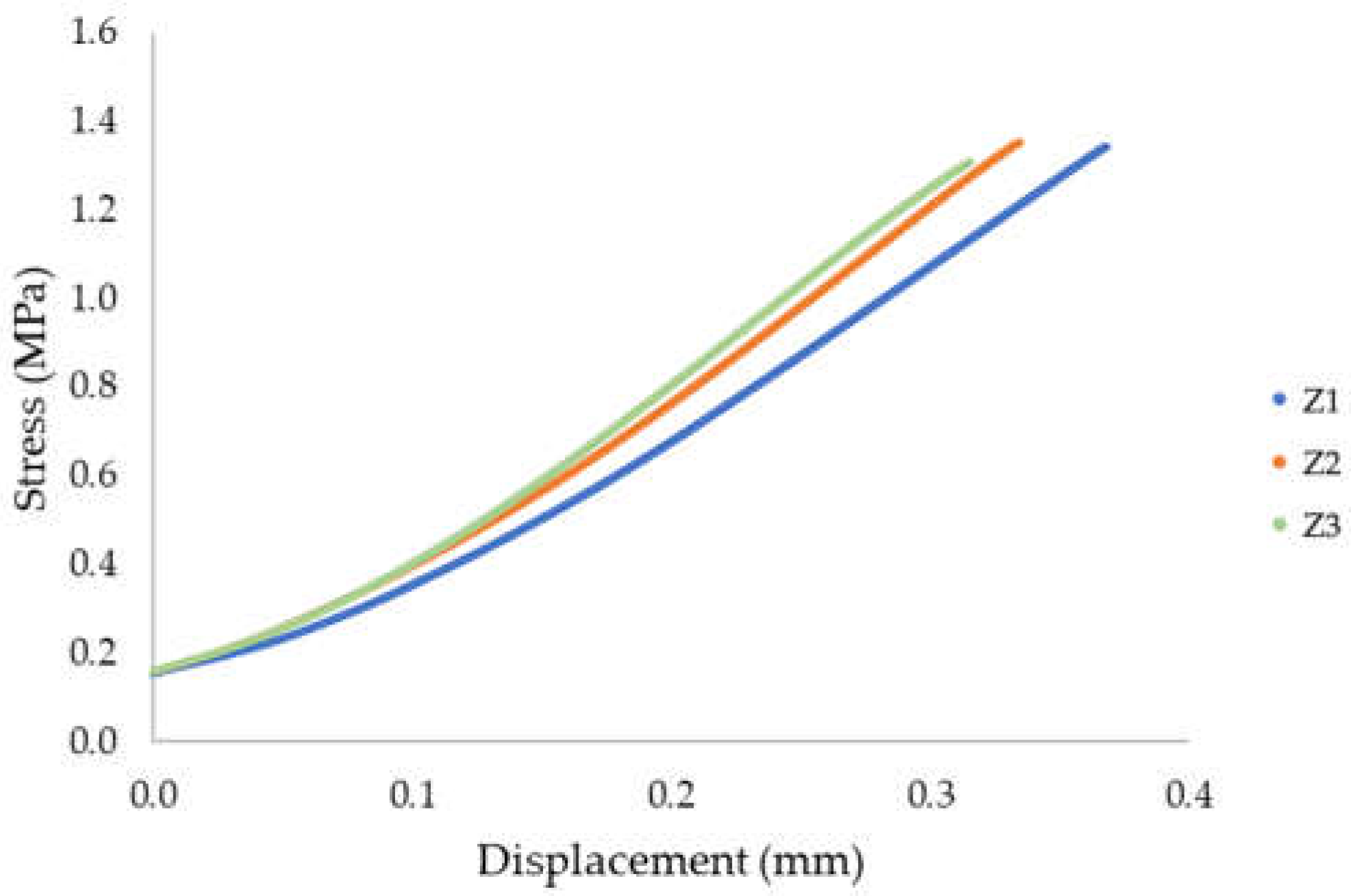
6.3. Results of Splitting Test–Interlayer Bond Strength Test: Method B
| Sample | d (mm) | L (mm) | Force (N) | Splitting Interlayer Bond Strength (MPa) |
|---|---|---|---|---|
| Z 1 | 40.8 | 50.8 | 4370 | 1.34 |
| Z 2 | 40.9 | 50.9 | 4400 | 1.35 |
| Z 3 | 39.4 | 49.4 | 4260 | 1.34 |
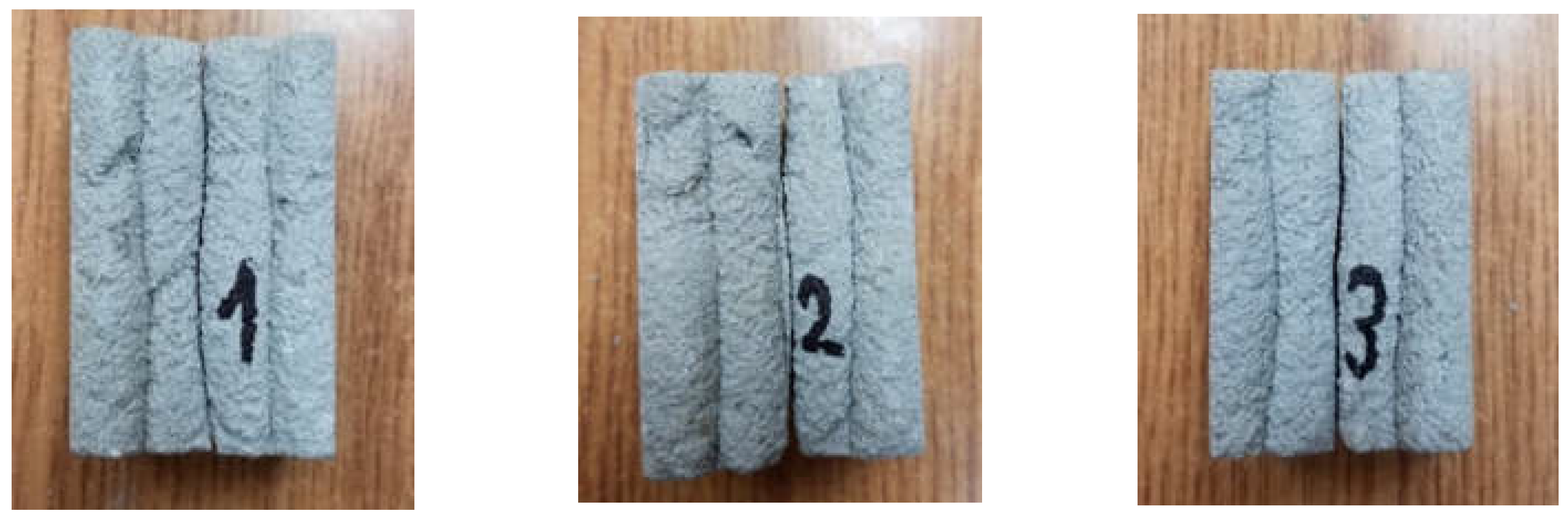
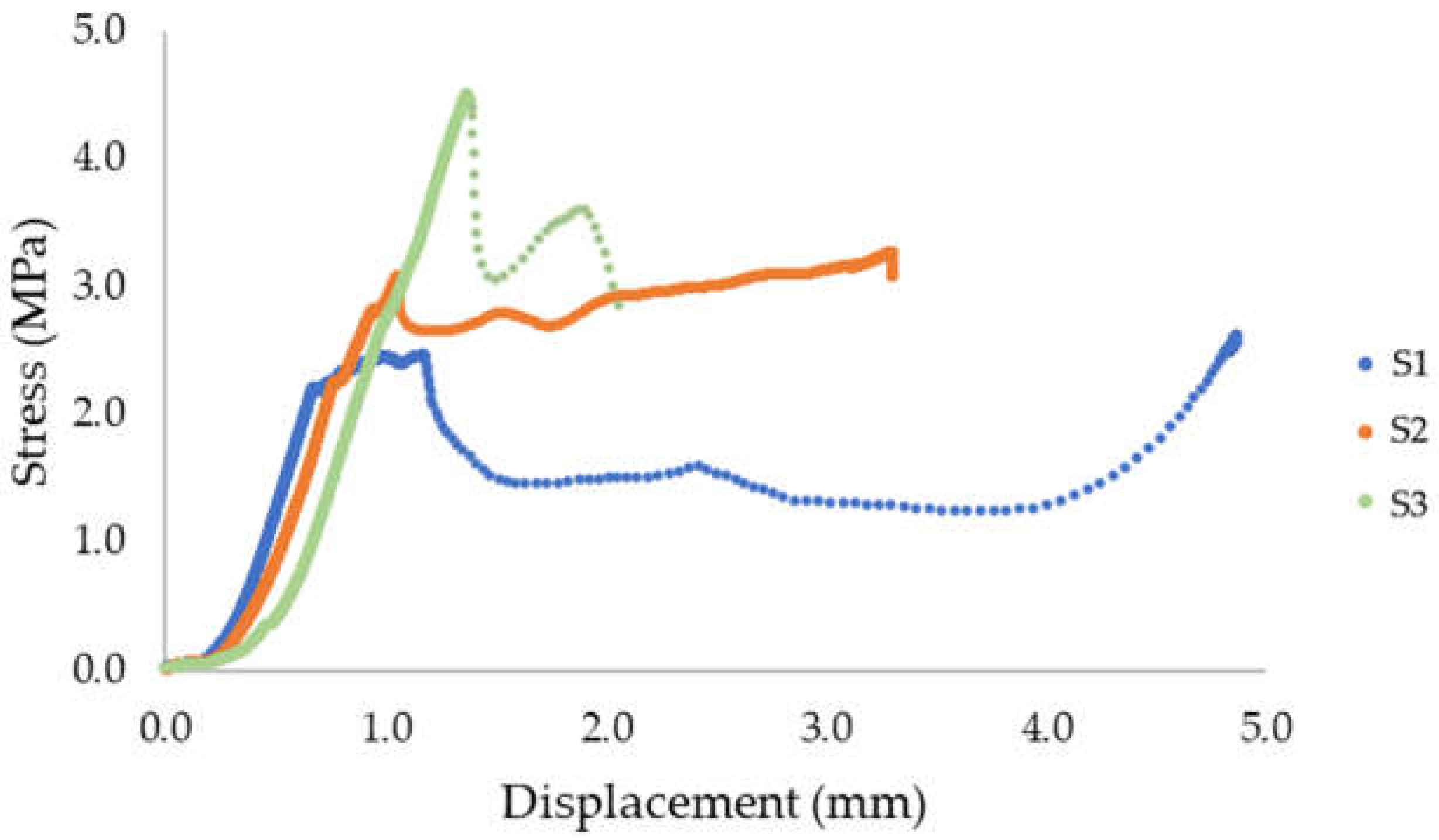
6.4. Results of Direct Shear Strength Test–Interlayer Bond Strength Test: Method C
| Sample | S (mm2) | Force (kN) | Shear Strength Bond Strength (MPa) |
|---|---|---|---|
| S1 | 2062.5 | 5.40 | 2.62 |
| S2 | 2097.1 | 6.87 | 3.28 |
| S3 | 2025.4 | 9.14 | 4.51 |
7. Conclusions
- The compressive strength of the 3D-printed material evaluated in the direction perpendicular to the layers was 17.15 MPa with a standard deviation of 0.95 MPa.
- The average direct tensile strength (ft) determined using the direct tensile method was 0.85 MPa. In the case of this study, failure occurred at the joint point between the layers. Direct tensile strength was also used as method A to determine the interlayer bond strength as the direct method of bond strength evaluation.
- The average layer adhesion determined by the splitting test (method B) was 1.34 MPa. Failure also took place at the inter-layer connection. The method provided the most uniform and reproducible results.
- When testing the strength of the interlayer bond by evaluating shear stresses (method C), the greatest dispersion of results was obtained. The mean value of stresses was 3.47 MPa.
- The direct tensile strength test method requires time-consuming sample preparation, glueing the heads, and cleaning them after testing. The splitting method was found to be the easiest to perform and provided the most homogeneous results (standard deviation σ = 0.191 MPa).
- The greatest repeatability of the obtained results was achieved for the splitting test (method B), as this scheme of testing method forces the failure in the same layers of material compared with the direct method. However, the scatter of results obtained for the shear test highlights this method as being weakly accurate. It is caused by the inaccuracy of the steel support rather than by the inaccuracy of the method. It is expected that after the improvement of support the results will present a similar scatter as for the splitting test.
- The comparison of stresses obtained in the direct method (direct tensile) with indirect methods is unjustified due to the difference in the type of stresses dominating during the test. The way of testing may be adapted to the specific target stresses acting on the material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Buswell, R.A.; Soar, R.C.; Gibb, A.G.F.; Thorpe, A. Freeform Construction: Mega-scale Rapid Manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Du Plessis, A.; Babafemi, A.J.; Paul, S.C.; Panda, B.; Tran, J.P.; Broeckhoven, C. Biomimicry for 3D concrete printing: A review and perspective. Addit. Manuf. 2021, 38, 1823. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Zhang, D.; Tan, M.J.; Qian, S. Investigation of interlayer adhesion of 3D printable cementitious material from the aspect of printing process. Cem. Concr. Res. 2021, 143, 106386. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Näther, M.; Mechtcherine, V. Studying printability of fresh concrete for formwork free Concrete on-site 3D Printing technology (CONPrint3D). In Proceedings of the 25th Conference on Rheology of Building Materials, Regensburg, Germany, 2–3 March 2016. [Google Scholar]
- Ilcan, H.; Sahin, O.; Kul, A.; Yildirim, G.; Sahmaran, M. Rheological properties and compressive strength of construction and demolition waste-based geopolymer mortars for 3D-Printing. Constr. Build. Mater. 2022, 328, 127114. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.G.; Nematollahi, B.; Xia, M. Interlayer Strength of 3D Printed Concrete: Influencing Factors and Method of Enhancing. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 241–264. [Google Scholar]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Van Der Putten, J.; De Schutter, G.; Van Tittelboom, K. Surface Modification as a Technique to Improve Inter-Layer Bonding Strength in 3D Printed Cementitious Materials. RILEM Tech. Lett. 2019, 4, 33–38. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Ferretti, E.; Moretti, M.; Chiusoli, A.; Naldoni, L.; De Fabritiis, F.; Visonà, M. Mechanical Properties of a 3D-Printed Wall Segment Made with an Earthen Mixture. Materials 2022, 15, 438. [Google Scholar] [CrossRef]
- He, L.; Chow, W.T.; Li, H. Effects of interlayer notch and shear stress on interlayer strength of 3D printed cement paste. Addit. Manuf. 2020, 36, 101390. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hager, I.; Maroszek, M.; Mróz, K.; Kęsek, R.; Hebda, M.; Dvorkin, L.; Marchuk, V. Interlayer Bond Strength Testing in 3D-Printed Mineral Materials for Construction Applications. Materials 2022, 15, 4112. https://doi.org/10.3390/ma15124112
Hager I, Maroszek M, Mróz K, Kęsek R, Hebda M, Dvorkin L, Marchuk V. Interlayer Bond Strength Testing in 3D-Printed Mineral Materials for Construction Applications. Materials. 2022; 15(12):4112. https://doi.org/10.3390/ma15124112
Chicago/Turabian StyleHager, Izabela, Marcin Maroszek, Katarzyna Mróz, Rafał Kęsek, Marek Hebda, Leonid Dvorkin, and Vitaliy Marchuk. 2022. "Interlayer Bond Strength Testing in 3D-Printed Mineral Materials for Construction Applications" Materials 15, no. 12: 4112. https://doi.org/10.3390/ma15124112
APA StyleHager, I., Maroszek, M., Mróz, K., Kęsek, R., Hebda, M., Dvorkin, L., & Marchuk, V. (2022). Interlayer Bond Strength Testing in 3D-Printed Mineral Materials for Construction Applications. Materials, 15(12), 4112. https://doi.org/10.3390/ma15124112