Quasi-Static Compression Response of Carbon Fiber Reinforced 2.5D Woven Composites at Different Loading Directions


Abstract
:1. Introduction
2. Materials and Methods
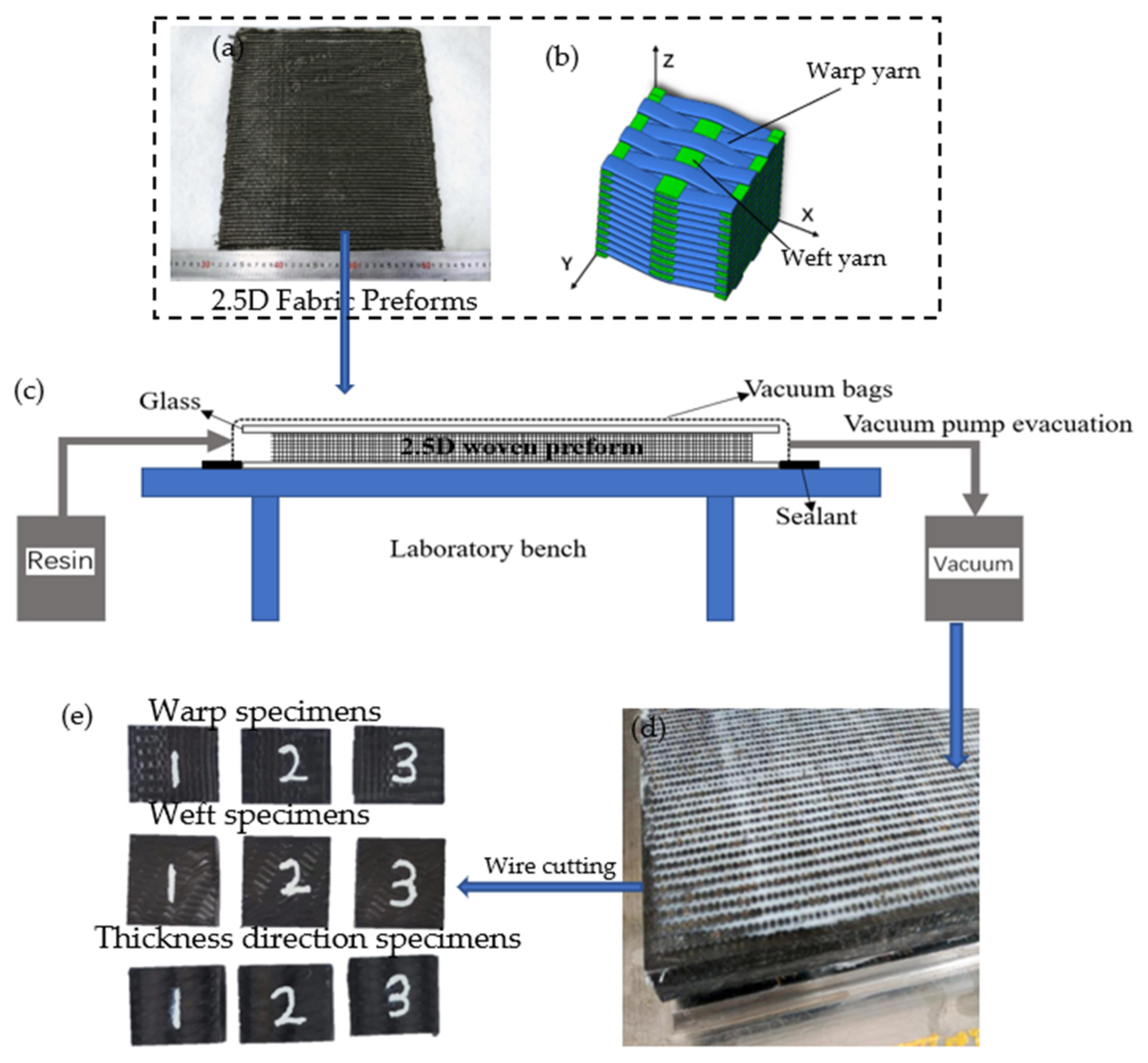
2.1. Materials
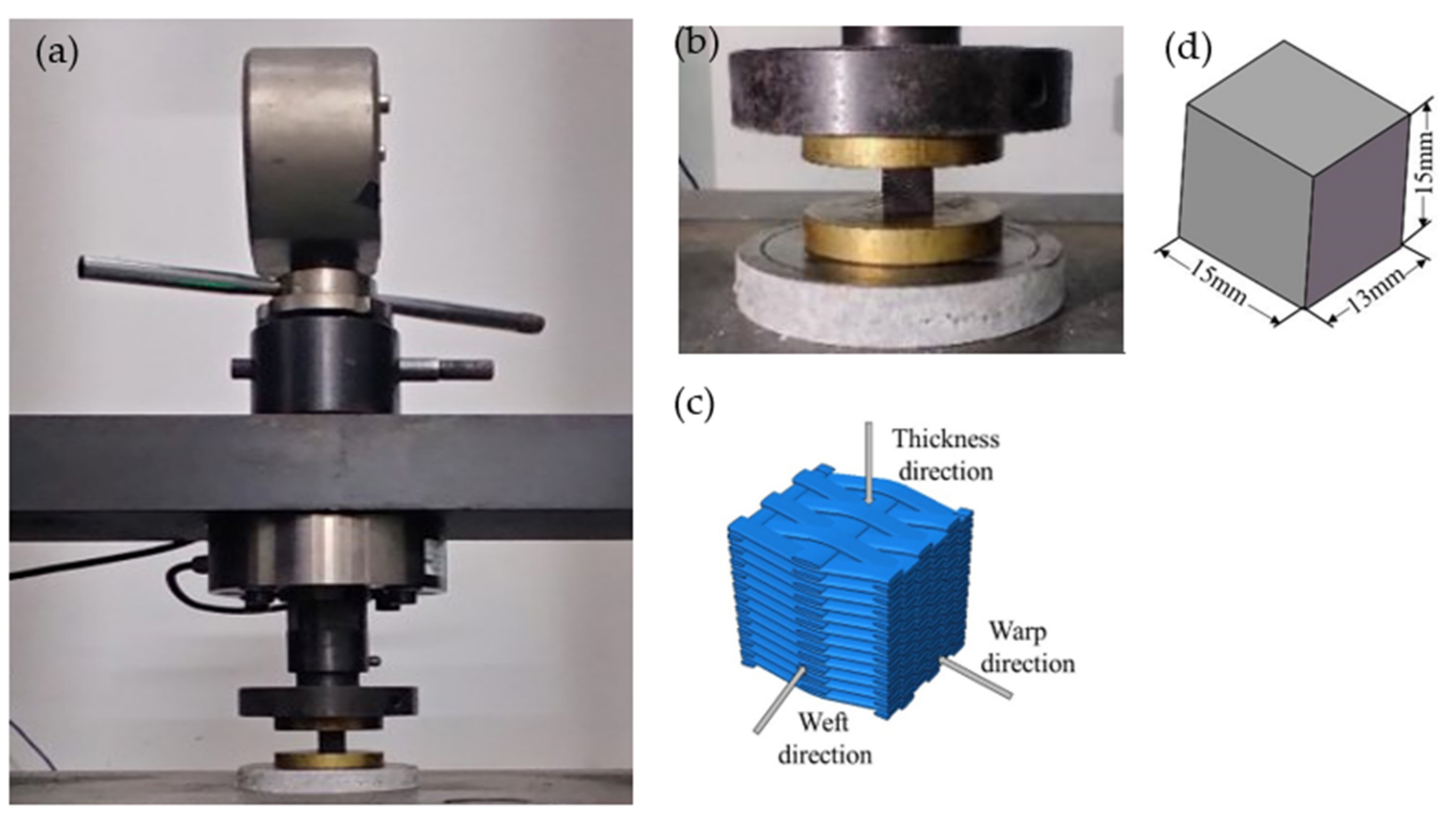
2.2. Mechanical Test
3. Results
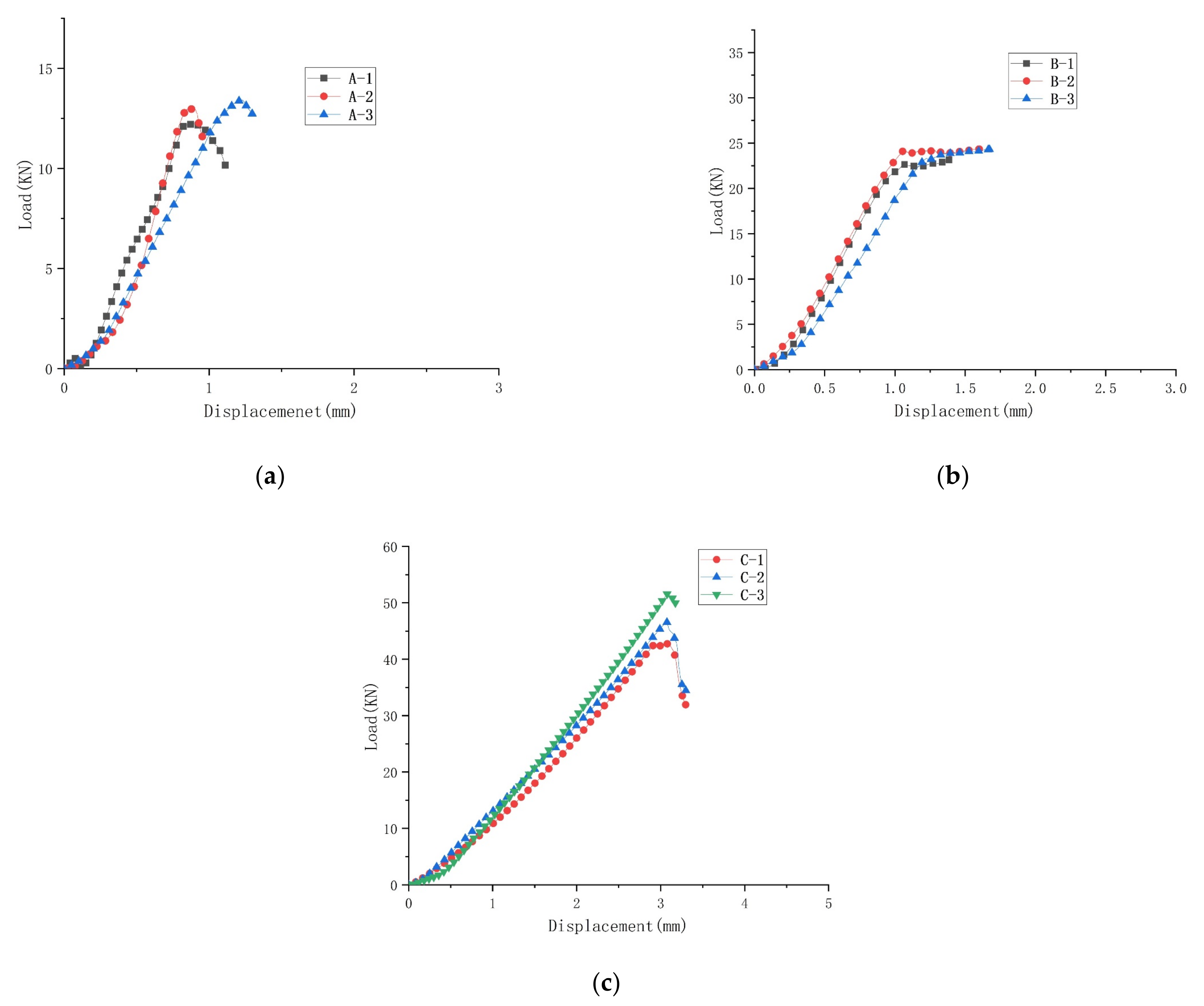
3.1. Compression Performance Analysis
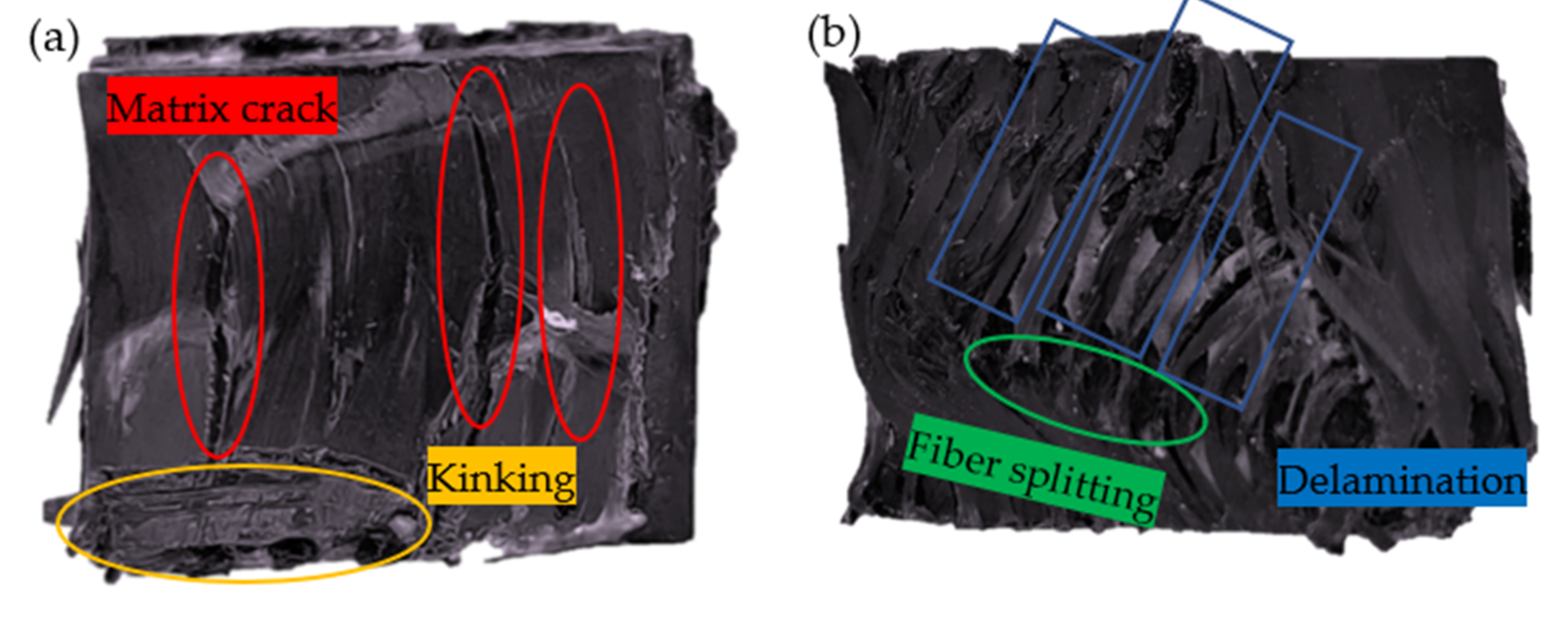
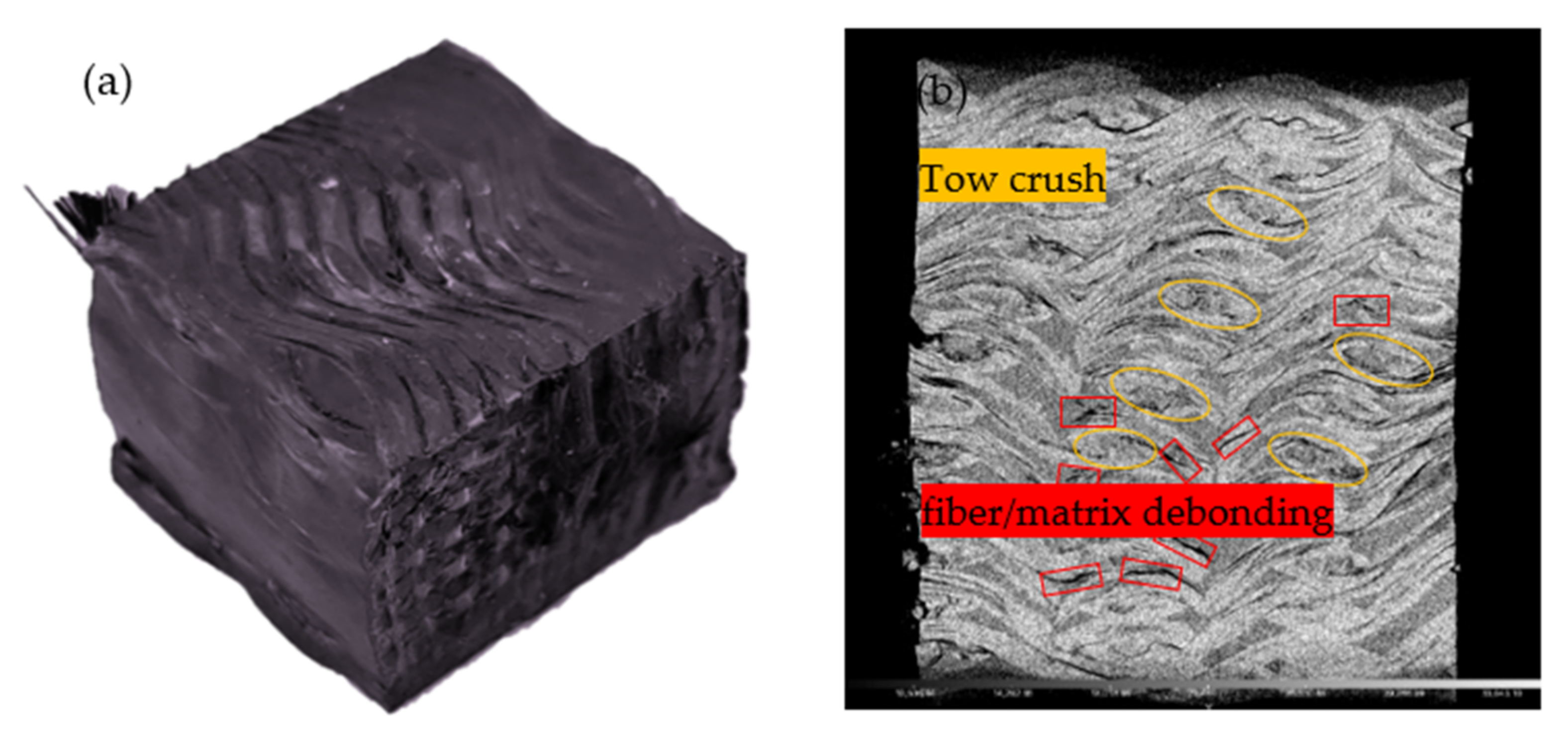
3.2. Failure Mechanisms
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dang, M.; Li, D.; Jiang, L. Temperature Effects on Mechanical Response and Failure Mechanism of 3D Angle-Interlock Woven Carbon/Epoxy Composites. Compos. Commun. 2020, 18, 37–42. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Bannister, M.K.; Falzon, P.J.; Leong, K.H. Review of Applications for Advanced Three-Dimensional Fibre Textile Composites. Compos. Part Appl. Sci. Manuf. 1999, 30, 1445–1461. [Google Scholar] [CrossRef]
- Delkowski, M.; Smith, C.T.; Anguita, J.V.; Silva, S.R.P. Increasing the Robustness and Crack Resistivity of High-Performance Carbon Fiber Composites for Space Applications. Iscience 2021, 24, 102692. [Google Scholar] [CrossRef] [PubMed]
- Soutis, C. Fibre Reinforced Composites in Aircraft Construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Sudhin, A.; Remanan, M.; Ajeesh, G.; Jayanarayanan, K. Comparison of Properties of Carbon Fiber Reinforced Thermoplastic and Thermosetting Composites for Aerospace Applications. Mater. Today Proc. 2020, 24, 453–462. [Google Scholar] [CrossRef]
- Hockauf, M.; Meyer, L.; Pursche, F.; Diestel, O. Dynamic Perforation and Force Measurement for Lightweight Materials by Reverse Ballistic Impact. Compos. Part Appl. Sci. Manuf. 2007, 38, 849–857. [Google Scholar] [CrossRef]
- Wielage, B.; Richter, D.; Mucha, H.; Lampke, T. Influence of Fabric Parameters on Microstructure, Mechanical Properties and Failure Mechanisms in Carbon-Fibre Reinforced Composites. J. Mater. Sci. Technol. 2008, 24, 953. [Google Scholar]
- Odeshi, A.; Mucha, H.; Wielage, B. Manufacture and Characterisation of a Low Cost Carbon Fibre Reinforced C/SiC Dual Matrix Composite. Carbon 2006, 44, 1994–2001. [Google Scholar] [CrossRef]
- Verma, L.; Sivakumar, S.M.; Andrew, J.J.; Balaganesan, G.; Arockirajan, A.; Vedantam, S. Compression after Ballistic Impact Response of Pseudoelastic Shape Memory Alloy Embedded Hybrid Unsymmetrical Patch Repaired Glass-Fiber Reinforced Polymer Composites. J. Compos. Mater. 2019, 53, 4225–4247. [Google Scholar] [CrossRef]
- Verma, L.; Andrew, J.J.; Sivakumar, S.M.; Balaganesan, G.; Vedantam, S.; Dhakal, H.N. Compression after High-Velocity Impact Behavior of Pseudo-Elastic Shape Memory Alloy Embedded Glass/Epoxy Composite Laminates. Compos. Struct. 2021, 259, 113519. [Google Scholar] [CrossRef]
- Andrew, J.J.; Arumugam, V.; Saravanakumar, K.; Dhakal, H.N.; Santulli, C. Compression after Impact Strength of Repaired GFRP Composite Laminates under Repeated Impact Loading. Compos. Struct. 2015, 133, 911–920. [Google Scholar] [CrossRef]
- Jefferson, A.J.; Srinivasan, S.M.; Arockiarajan, A. Effect of Multiphase Fiber System and Stacking Sequence on Low-Velocity Impact and Residual Tensile Behavior of Glass/Epoxy Composite Laminates. Polym. Compos. 2019, 40, 1450–1462. [Google Scholar] [CrossRef]
- Andrew, J.J.; Srinivasan, S.M.; Arockiarajan, A.; Dhakal, H.N. Parameters Influencing the Impact Response of Fiber-Reinforced Polymer Matrix Composite Materials: A Critical Review. Compos. Struct. 2019, 224, 111007. [Google Scholar] [CrossRef]
- Shao, H.-C.; Zhang, Y.-Y.; Hussain, S.; Liu, X.-C.; Zhao, L.-J.; Zhang, X.-Z.; Liu, G.-W.; Qiao, G.-J. Effects of Preform Structures on the Performance of Carbon and Carbon Composites. Sci. Adv. Mater. 2019, 11, 945–953. [Google Scholar] [CrossRef]
- Xu, Y.; Yin, J.; Xiong, X.; Zhang, H. Effect of Preform and Carbon Matrix on Bending Strength of Cf/Cu/C Composites. Ceram. Int. 2018, 44, 20947–20954. [Google Scholar] [CrossRef]
- Hu, Q.; Memon, H.; Qiu, Y.; Liu, W.; Wei, Y. A Comprehensive Study on the Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy Composites. Materials 2020, 13, 2765. [Google Scholar] [CrossRef]
- Guénon, V.A.; Chou, T.-W.; Gillespie, J.W. Toughness Properties of a Three-Dimensional Carbon-Epoxy Composite. J. Mater. Sci. 1989, 24, 4168–4175. [Google Scholar] [CrossRef]
- Fishpool, D.; Rezai, A.; Baker, D.; Ogin, S.; Smith, P. Interlaminar Toughness Characterisation of 3D Woven Carbon Fibre Composites. Plast. Rubber Compos. 2013, 42, 108–114. [Google Scholar] [CrossRef] [Green Version]
- Duan, Y.; Qiu, H.; Yang, T.; Wang, L.; Wang, X.; Xie, W.; Qian, K.; Zhang, D. Flexural Failure Mechanism of 2.5 D Woven SiCf/SiC Composites: Combination of Acoustic Emission, Digital Image Correlation and X-Ray Tomography. Compos. Commun. 2021, 28, 100921. [Google Scholar] [CrossRef]
- Younes, R.; Zaki, W. Optimal Weaving for 2.5 D Interlocks. Compos. Struct. 2011, 93, 1255–1264. [Google Scholar] [CrossRef]
- Naik, N.; Azad, S.N.; Prasad, P.D. Stress and Failure Analysis of 3D Angle Interlock Woven Composites. J. Compos. Mater. 2002, 36, 93–123. [Google Scholar] [CrossRef]
- Li, Z.; Li, D.; Zhu, H.; Guo, Z.; Jiang, L. Mechanical Properties Prediction of 3D Angle-Interlock Woven Composites by Finite Element Modeling Method. Mater. Today Commun. 2020, 22, 100769. [Google Scholar] [CrossRef]
- Sun, B.; Gu, B.; Ding, X. Compressive Behavior of 3-D Angle-Interlock Woven Fabric Composites at Various Strain Rates. Polym. Test. 2005, 24, 447–454. [Google Scholar] [CrossRef]
- Hallal, A.; Younes, R.; Fardoun, F.; Nehme, S. Improved Analytical Model to Predict the Effective Elastic Properties of 2.5 D Interlock Woven Fabrics Composite. Compos. Struct. 2012, 94, 3009–3028. [Google Scholar] [CrossRef]
- Hu, Q.; Memon, H.; Qiu, Y.; Wei, Y. The Failure Mechanism of Composite Stiffener Components Reinforced with 3D Woven Fabrics. Materials 2019, 12, 2221. [Google Scholar] [CrossRef] [Green Version]
- Hu, Q.; Zhang, Y.; Mao, Y.; Memon, H.; Qiu, Y.; Wei, Y.; Liu, W. A Comparative Study on Interlaminar Properties of L-Shaped Two-Dimensional (2d) and Three-Dimensional (3d) Woven Composites. Appl. Compos. Mater. 2019, 26, 723–744. [Google Scholar] [CrossRef]
- Xu, J.; Lu, X.; Zhu, X. Effect of Random Void Defects on the Mechanical Behavior of C/C Braided Composites. Adv. Eng. Mater. 2018, 20, 1701164. [Google Scholar] [CrossRef]
- Huang, T.; Gong, Y. A Multiscale Analysis for Predicting the Elastic Properties of 3D Woven Composites Containing Void Defects. Compos. Struct. 2018, 185, 401–410. [Google Scholar] [CrossRef]
- Zhou, W.; Wente, T.; Liu, D.; Mao, X.; Zeng, D.; Torab, H.; Dahl, J.; Xiao, X. A Comparative Study of a Quasi 3D Woven Composite with UD and 2D Woven Laminates. Compos. Part Appl. Sci. Manuf. 2020, 139, 106139. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Patel, S.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. Mechanical Characterization of 3D Angle-Interlock Kevlar/Basalt Reinforced Polypropylene Composites. Polym. Test. 2016, 55, 238–246. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. On the Mechanical Response of 2D Plain Woven and 3D Angle-Interlock Fabrics. Compos. Part B Eng. 2017, 118, 135–148. [Google Scholar] [CrossRef]
- Tao, N.; Gao, X. Interfacial Modification and Bending Properties of Three-Dimensional Orthogonal Woven Glass Fibre Composites. Adv. Text. Technol. 2019, 27, 12–18. [Google Scholar]
- Shen, X.; Liu, X.; Tian, W. Mechanical Properties of Orthogonal-Quasi-Orthogonal Composite Three-Dimensional Woven Composites. Adv. Text. Technol. 2019, 27, 6–11. [Google Scholar]
- Cao, H.; Chen, H. Preparation of three-dimensional tubular woven composites and study of axial compression properties. Adv. Text. Technol. 2017, 25, 7–9. [Google Scholar]
- Hergan, P.; Beter, J.; Stelzer, S.; Fauster, E.; Schledjewski, R. Influence of Processing Parameters on Quality Factors of One-Shot Hybrid Structures Made by RTM. Prod. Eng. 2018, 12, 185–194. [Google Scholar] [CrossRef] [Green Version]
- Do Nascimento Santos, M.; Barbosa de Lima, A. Manufacturing Fiber-Reinforced Polymer Composite Using Rtm Process: An Analytical Approach. In Defect and Diffusion Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2017; Volume 380, pp. 60–65. [Google Scholar]
- Monticeli, F.M.; Daou, D.; Dinulović, M.; Voorwald, H.J.C.; Cioffi, M.O.H. Mechanical Behavior Simulation: NCF/Epoxy Composite Processed by RTM. Polym. Polym. Compos. 2019, 27, 66–75. [Google Scholar] [CrossRef]
- Li, C.; Zhang, R.; Wang, G.; Shi, Y. The Mechanical Properties of Epoxy Resin Composites Modified by Compound Modification. AIP Adv. 2018, 8, 105325. [Google Scholar] [CrossRef] [Green Version]
- Abusrea, M.R.; Han, S.-W.; Arakawa, K.; Choi, N.-S. Bending Strength of CFRP Laminated Adhesive Joints Fabricated by Vacuum-Assisted Resin Transfer Molding. Compos. Part B Eng. 2019, 156, 8–16. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, G.J. Compressive Response of UHMWPE/Vinyl Ester 3D Orthogonal Woven Composites at High Strain Rates. In Advanced Materials Research; Trans Tech Publications Ltd.: Zurich, Switzerland, 2010; Volume 97, pp. 522–525. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification Parameters | Value |
|---|---|
| Raw materials | T300-12K carbon fiber |
| Structure | 2.5D angle-interlock |
| Specification | Warp: 12K × 1 Weft: 12K × 2 |
| Size (mm) | 330 × 300 × 15 |
| Density (roots/cm) | Warp: 9 Weft: 2 |
| Thickness (mm) | 15 |
| Specimens in Warp Direction | Length (mm) | Width (mm) | Height (mm) | Peak Load (KN) | Compression Strength (Mpa) |
|---|---|---|---|---|---|
| A-1 | 15.32 | 13.02 | 15.21 | 12.25 | 61.86 |
| A-2 | 15.24 | 12.93 | 15.17 | 13.02 | 66.38 |
| A-3 | 14.89 | 12.98 | 15.36 | 13.42 | 67.31 |
| Average value | 15.15 | 12.98 | 15.25 | 12.90 | 65.18 |
| Standard deviation | 0.19 | 0.04 | 0.08 | 0.49 | 2.38 |
| Coefficient of Variation | 1.25 | 0.31 | 0.52 | 3.80 | 3.65 |
| Specimens in Weft Direction | Length (mm) | Width (mm) | Height (mm) | Peak Load (KN) | Compression Strength (Mpa) |
|---|---|---|---|---|---|
| B-1 | 15.21 | 13.01 | 14.94 | 23.16 | 101.92 |
| B-2 | 15.14 | 12.95 | 15.12 | 24.34 | 106.33 |
| B-3 | 14.98 | 13.12 | 15.14 | 24.30 | 107.14 |
| Average value | 15.11 | 13.03 | 15.07 | 23.93 | 105.13 |
| Standard deviation | 0.10 | 0.07 | 0.09 | 0.55 | 2.29 |
| Coefficient of Variation | 0.66 | 0.54 | 0.60 | 2.30 | 2.18 |
| Specimens in Weft Direction | Length (mm) | Width (mm) | Height (mm) | Peak Load (KN) | Compression Strength (Mpa) |
|---|---|---|---|---|---|
| C-1 | 15.04 | 13.08 | 15.11 | 42.75 | 217.31 |
| C-2 | 15.12 | 12.96 | 15.13 | 46.56 | 237.61 |
| C-3 | 14.96 | 13.09 | 15.02 | 51.86 | 264.83 |
| Average value | 15.04 | 13.04 | 15.09 | 47.06 | 239.92 |
| Standard deviation | 0.07 | 0.06 | 0.05 | 3.74 | 19.47 |
| Coefficient of Variation | 0.47 | 0.46 | 0.33 | 7.95 | 8.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, T.; Chen, L.; Shen, W.; Zhu, L. Quasi-Static Compression Response of Carbon Fiber Reinforced 2.5D Woven Composites at Different Loading Directions. Materials 2022, 15, 3953. https://doi.org/10.3390/ma15113953
Li T, Chen L, Shen W, Zhu L. Quasi-Static Compression Response of Carbon Fiber Reinforced 2.5D Woven Composites at Different Loading Directions. Materials. 2022; 15(11):3953. https://doi.org/10.3390/ma15113953
Chicago/Turabian StyleLi, Tianyu, Lifeng Chen, Wei Shen, and Lvtao Zhu. 2022. "Quasi-Static Compression Response of Carbon Fiber Reinforced 2.5D Woven Composites at Different Loading Directions" Materials 15, no. 11: 3953. https://doi.org/10.3390/ma15113953
APA StyleLi, T., Chen, L., Shen, W., & Zhu, L. (2022). Quasi-Static Compression Response of Carbon Fiber Reinforced 2.5D Woven Composites at Different Loading Directions. Materials, 15(11), 3953. https://doi.org/10.3390/ma15113953