
The Mechanism of Porcelain Toughened by Activated Kaolinite in a Lower Sintering Temperature

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation
2.2. Methods
3. Results and Discussion
3.1. The Properties of the Sintered Samples
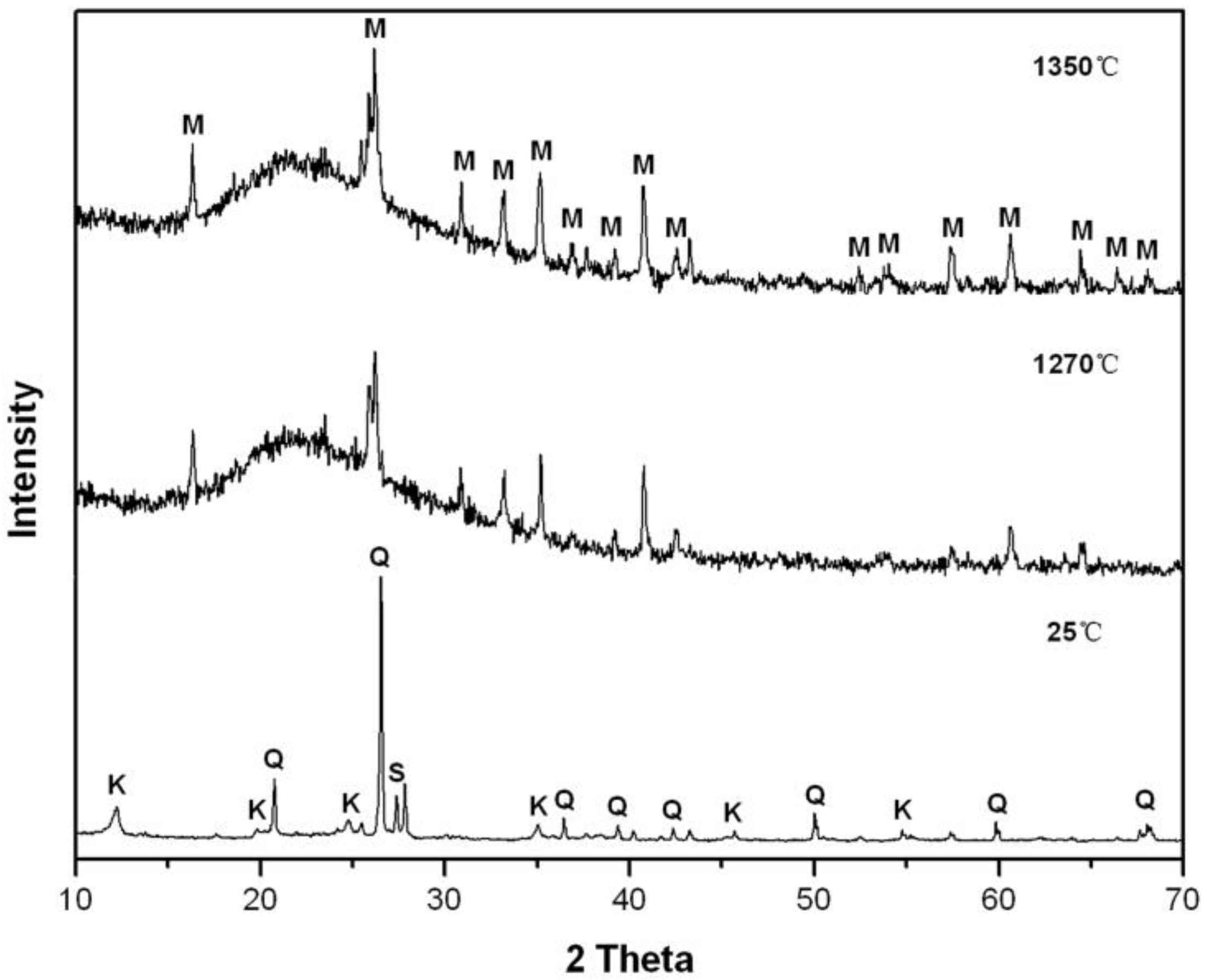
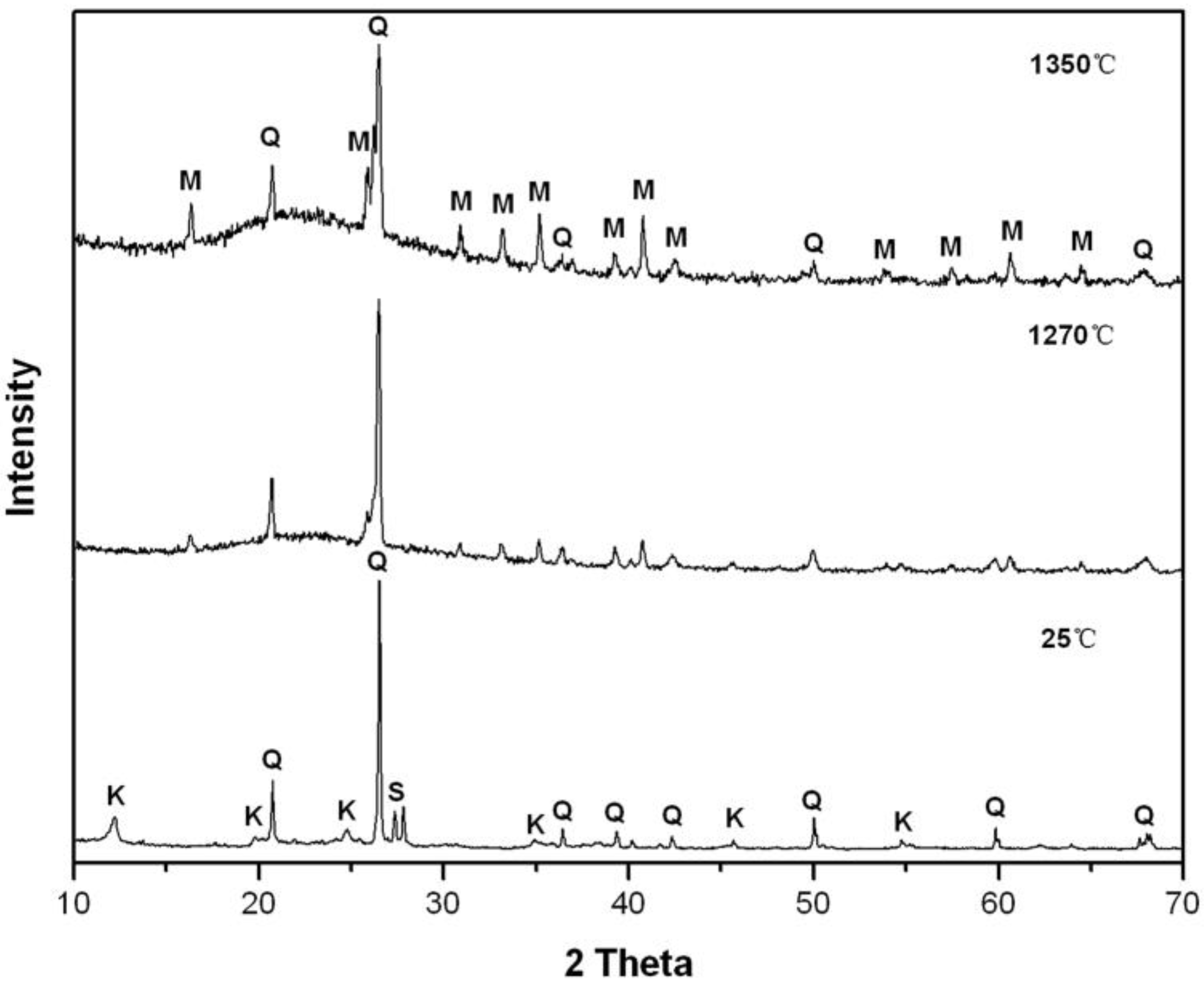
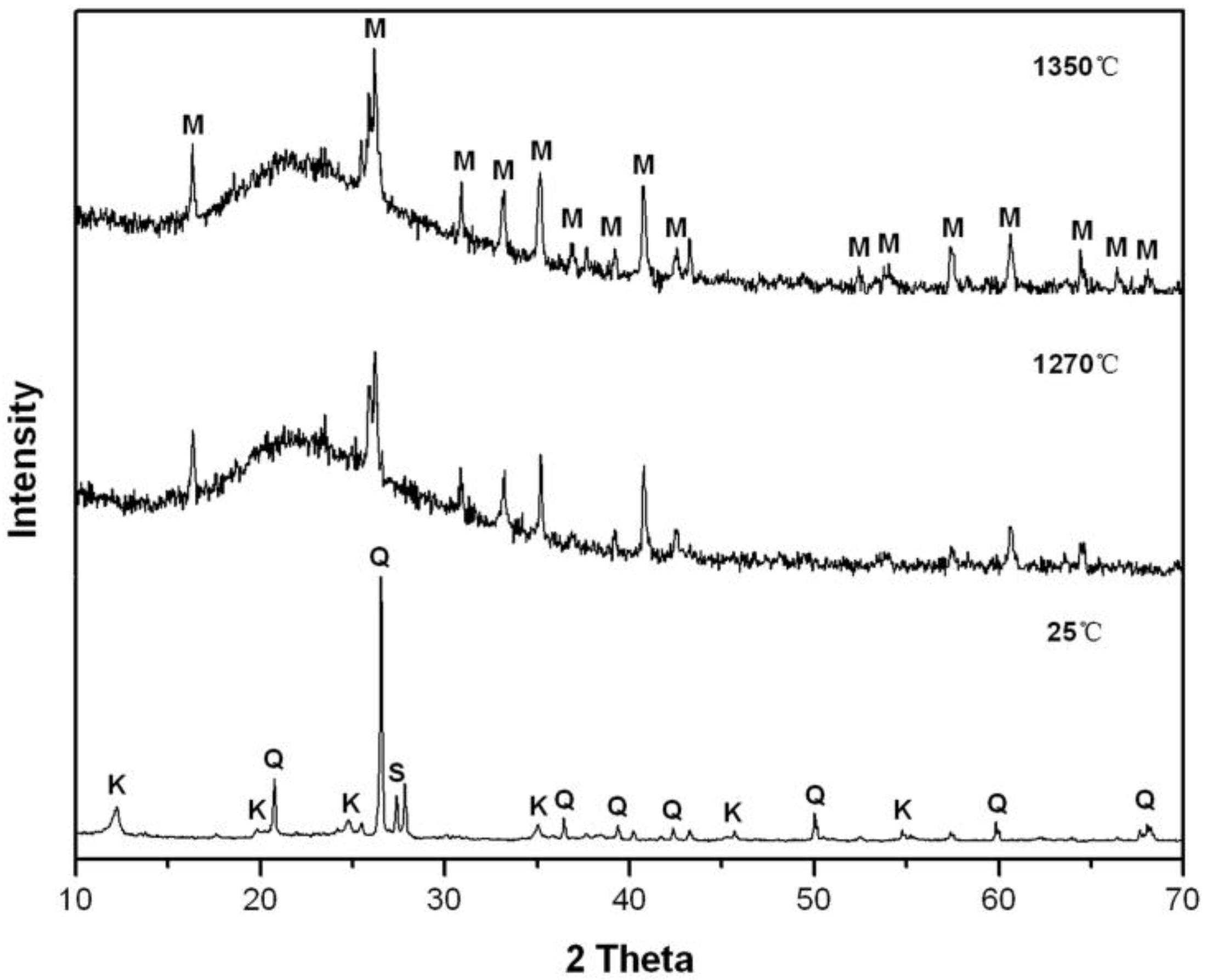
3.2. XRD Analysis
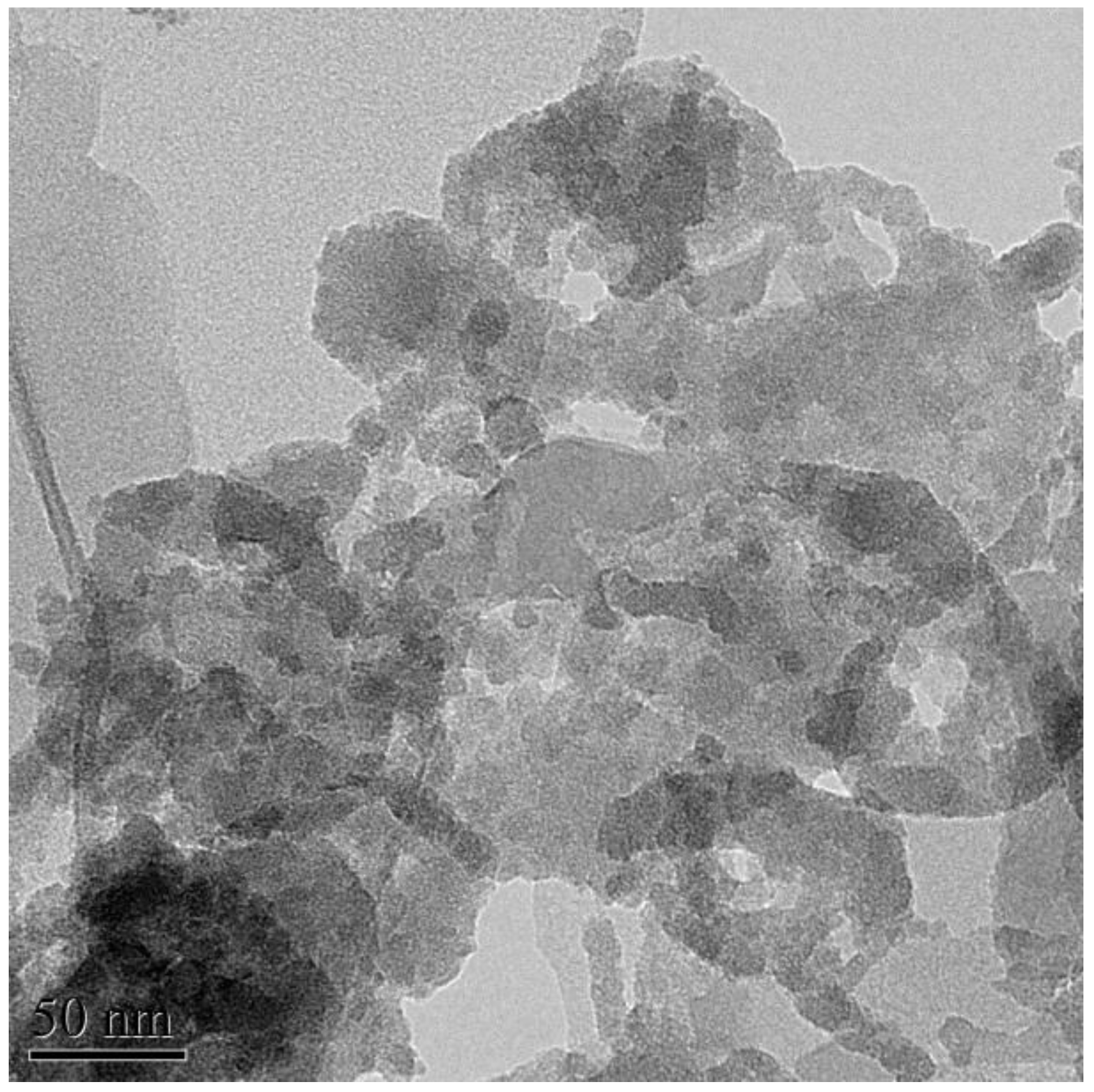
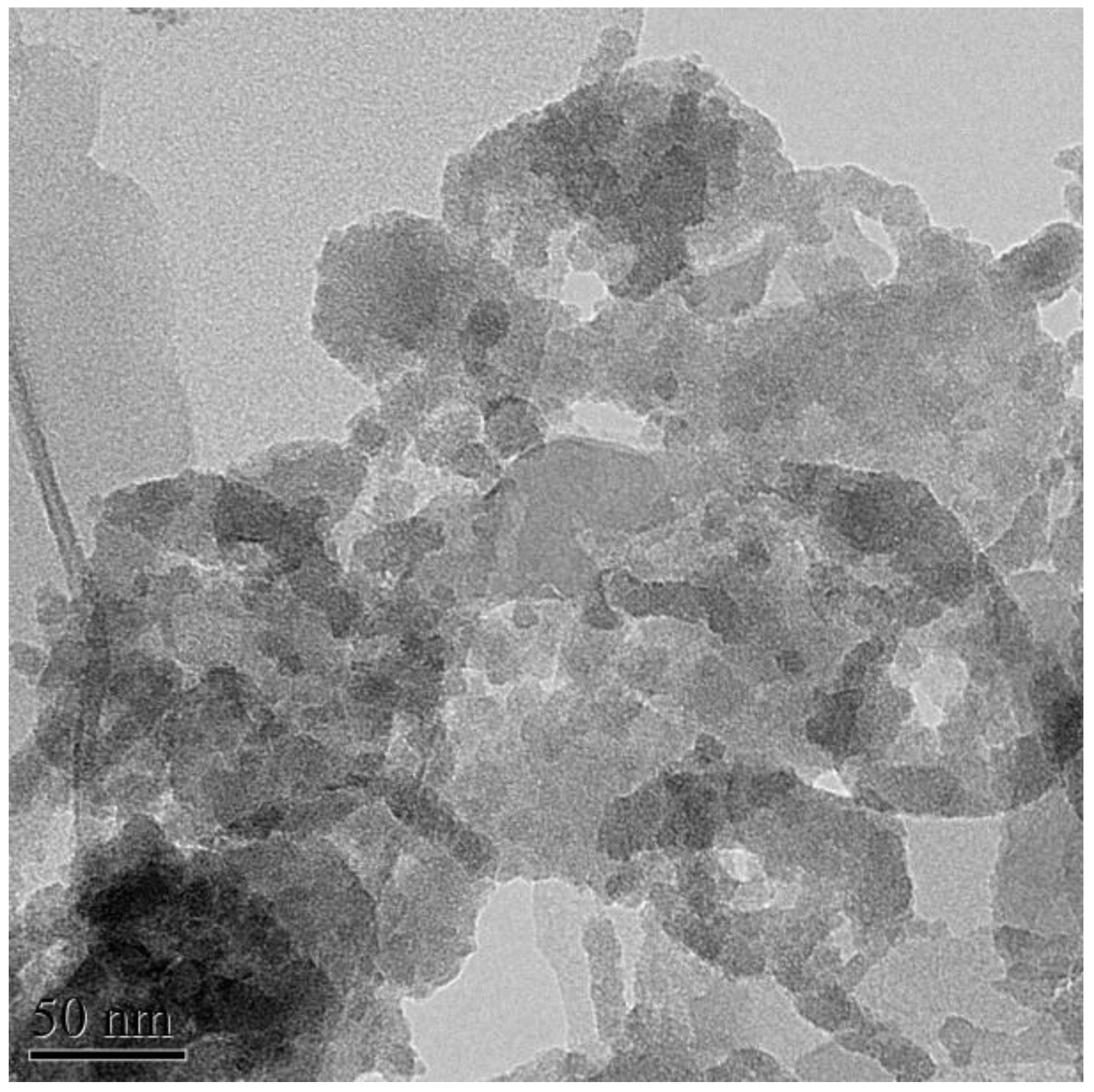
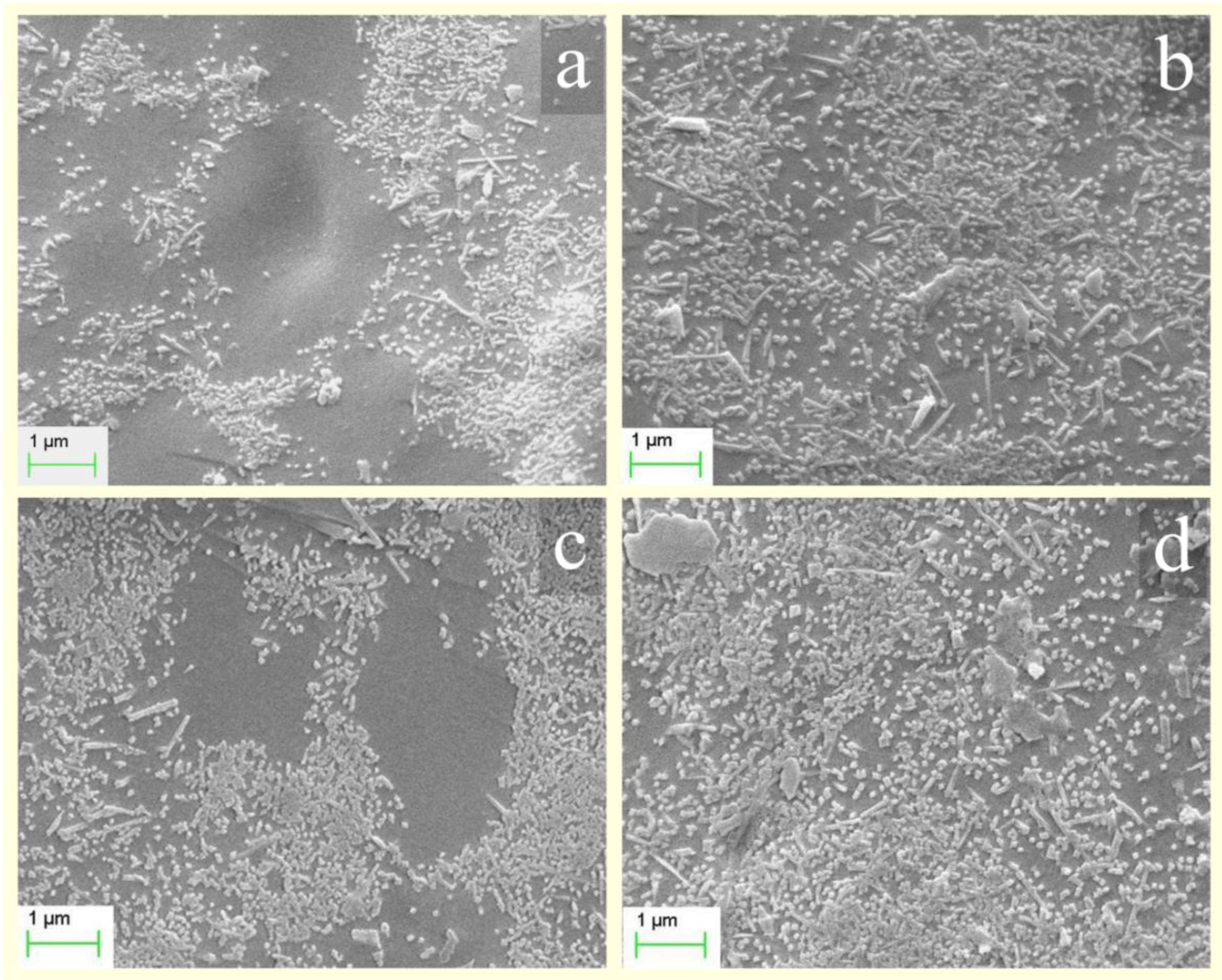
3.3. SEM Analysis
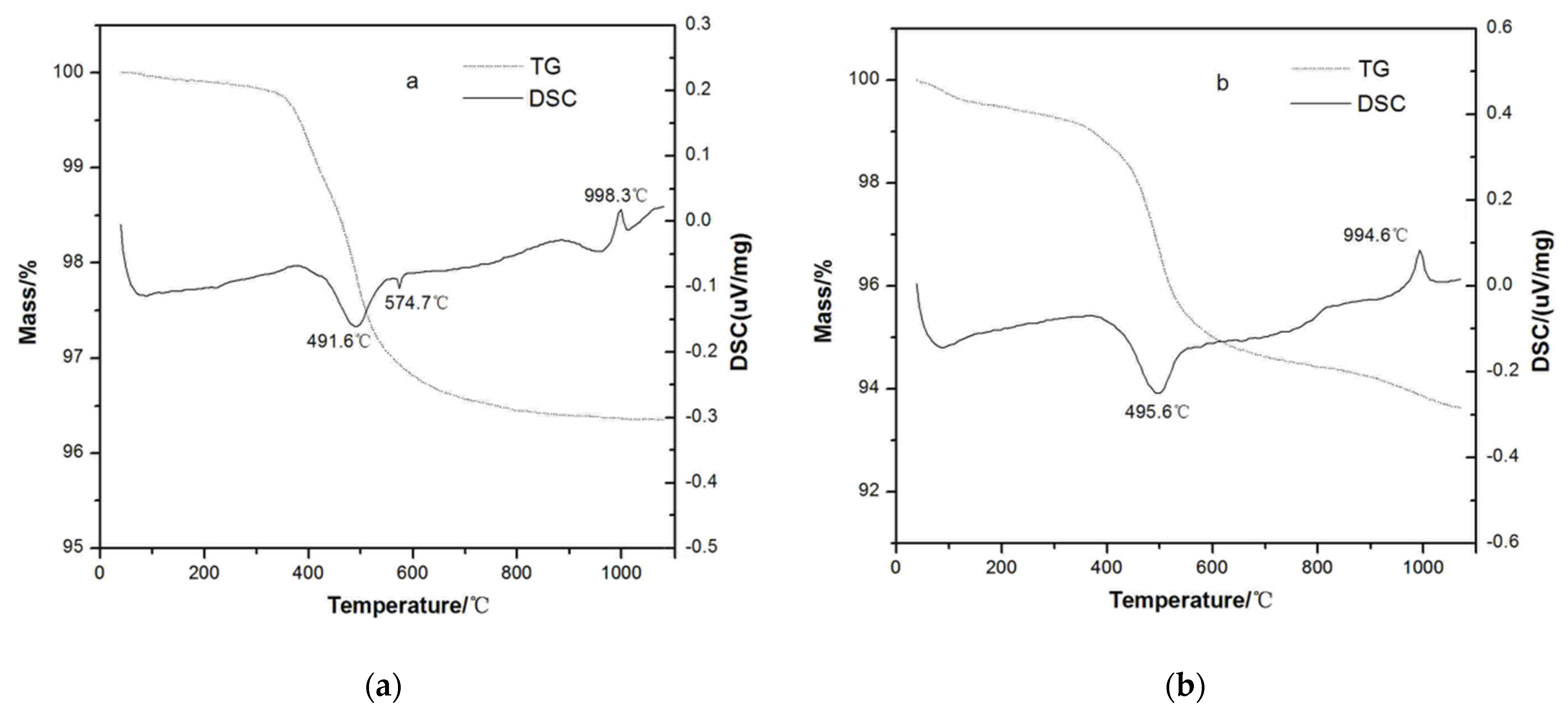
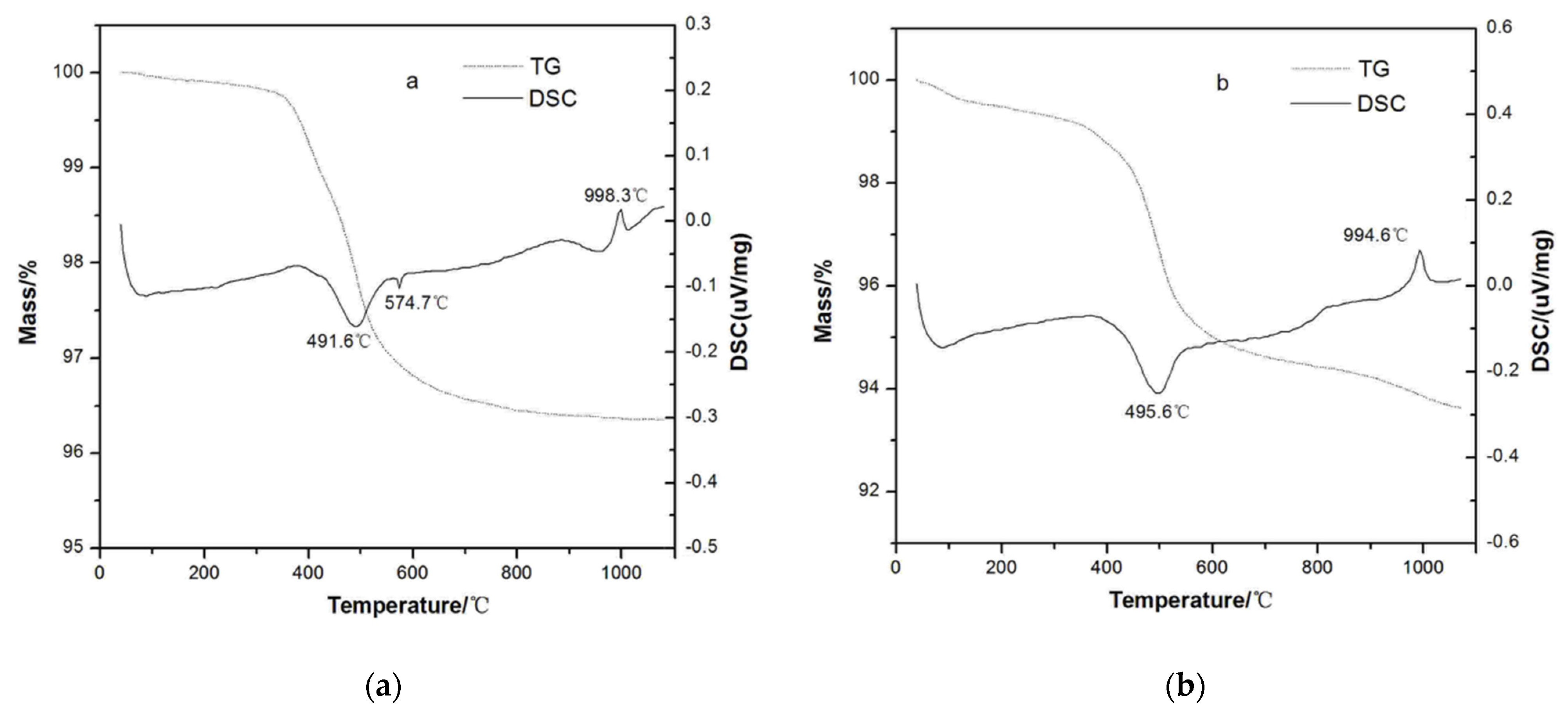
3.4. TG-DSC Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kitouni, S.; Harabi, A. Sintering and mechanical properties of porcelains prepared from algerian raw materials. Cerâmica 2011, 57, 453–460. [Google Scholar] [CrossRef]
- Iqbal, Y.; Lee, W.E. Fired porcelain microstructures revisited. J. Am. Ceram. Soc. 1999, 82, 3584–3590. [Google Scholar] [CrossRef]
- Öztürk, Ç.; Akpınar, S.; Tığ, M. Effect of calcined colemanite addition on properties of porcelain tile. J. Aust. Ceram. Soc. 2022, 58, 321–331. [Google Scholar] [CrossRef]
- Krupa, P.; Malinarič, S. Thermal properties of green alumina porcelain. Ceram. Int. 2015, 41, 3254–3258. [Google Scholar] [CrossRef]
- Shippen, M. The Traditional Ceramics of Southeast Asia; University of Hawai‘i Press: Honolulu, HA, USA, 2005. [Google Scholar]
- Foley, V. Porcelain, 1st ed.; New Ceramics; Bloomsbury Publishing: London, UK, 2014. [Google Scholar]
- García-Vallès, M.; Cuevas, D.; Alfonso, P.; Martínez, S. Thermal behaviour of ceramics obtained from the kaolinitic clays of Terra Alta. Catalonia, Spain. J. Therm. Anal. Calorim. 2022, 147, 5303–5312. [Google Scholar] [CrossRef]
- Mocciaro, A.; Conconi, M.S.; Rendtorff, N.M.; Scian, A.N. Ceramic properties of kaolinitic clay with monoaluminum phosphate (Al(H2PO4)3) addition. J. Therm. Anal. Calorim. 2021, 144, 1083–1093. [Google Scholar] [CrossRef]
- Ochen, W.; D’ujanga, F.M.; Oruru, B.; Olupot, P.W. Physical and mechanical properties of porcelain tiles made from raw materials in Uganda. Results Mater. 2021, 11, 100195. [Google Scholar] [CrossRef]
- Brasileiro, C.T.; Conte, S.; Contartesi, F.; Melchiades, F.G.; Zanelli, C.; Dondi, M.; Boschi, A.O. Effect of strong mineral fluxes on sintering of porcelain stoneware tiles. J. Eur. Ceram. Soc. 2021, 41, 5755–5767. [Google Scholar] [CrossRef]
- Carús, L.A.; Souza, F.; Bragança, S.R. Use of wollastonite as a flux for bone China bodies. Int. Sch. Res. Not. 2012, 2012, 701821. [Google Scholar] [CrossRef] [Green Version]
- Dong, W.; Bao, Q.; Zhou, J.; Zhao, T.; Liu, K.; Hu, Z. Preparation of porcelain building tiles using “K2O–Na2O” feldspar flux as a modifier agent of low-temperature firing. J. Ceram. Soc. Jpn. 2017, 125, 690–694. [Google Scholar] [CrossRef] [Green Version]
- Elmaghraby, M.S.; Ismail, A.I.M.; Ghabrial, D.S.; Abd El-Shakour, Z.A. Effect of Nepheline Syenite Additives on the Technological Behavior of Ceramics and Porcelain Stoneware Tiles. Silicon 2020, 12, 1125–1136. [Google Scholar] [CrossRef]
- Kumar, P.H.; Srivastava, A.; Kumar, V.; Jaiswal, N.; Kumar, P.; Singh, V.K. Role of MgF2 addition on high energy ball milled kalsilite: Implementation as dental porcelain with low temperature frit. J. Adv. Ceram. 2014, 3, 332–338. [Google Scholar] [CrossRef] [Green Version]
- Turkmen, O.; Kucuk, A.; Akpinar, S. Effect of wollastonite addition on sintering of hard porcelain. Ceram. Int. 2015, 41, 5505–5512. [Google Scholar] [CrossRef]
- Akpinar, S.; Evcin, A.; Ozdemir, Y. Effect of calcined colemanite additions on properties of hard porcelain body. Ceram. Int. 2017, 43, 8364–8371. [Google Scholar] [CrossRef]
- Lin, S.; Yu, Y.; Zhang, Z.; Zhang, C.; Zhong, M.; Wang, L.; Lu, S.; Xu, W.; Li, N.; Huang, X. The synergistic mechanisms of citric acid and oxalic acid on the rapid dissolution of kaolinite. Appl. Clay Sci. 2020, 196, 105756. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, Z.; Tan, Y.; Zhong, M. The effect of citric acid on the kaolinite activation and mullite formation. Ceram. Int. 2017, 43, 1466–1471. [Google Scholar] [CrossRef]
- Vasić, M.V.; Mijatović, N.; Radojević, Z. Aplitic Granite Waste as Raw Material for the Production of Outdoor Ceramic Floor Tiles. Materials 2022, 15, 3145. [Google Scholar] [CrossRef]
- Cui, K.; Zhang, Y.; Fu, T.; Wang, J.; Zhang, X. Toughening Mechanism of Mullite Matrix Composites: A Review. Coatings 2020, 10, 672. [Google Scholar] [CrossRef]
- MAHNICKA-GOREMIKINA, L.; SVINKA, R.; SVINKA, V.; GRASE, L.; GOREMIKINS, V. The formation of phases with low or negative linear thermal expansion coefficient in porous mullite ceramics. J. Silic. Based Compos. Mater. 2020, 72, 91–98. [Google Scholar] [CrossRef]
- Mileiko, S.T.; Serebryakov, A.V.; Kiiko, V.M.; Kolchin, A.A.; Kurlov, V.N.; Novokhatskaya, N.I. Single crystalline mullite fibres obtained by the internal crystallisation method: Microstructure and creep resistance. J. Eur. Ceram. Soc. 2009, 29, 337–345. [Google Scholar] [CrossRef]
- Murshed, M.M.; Šehović, M.; Fischer, M.; Senyshyn, A.; Schneider, H.; Gesing, T.M. Thermal behavior of mullite between 4 k and 1320 k. J. Am. Ceram. Soc. 2017, 100, 5259–5273. [Google Scholar] [CrossRef]
- Tsarenko, I.; Du, H.H.; Lee, W.Y. Effects of thin mullite coating on the environmental stability of sintered Si3N4. J. Am. Ceram. Soc. 2004, 87, 417–420. [Google Scholar] [CrossRef]
- Conconi, M.S.; Rendtorff, N.M.; Aglietti, E.F. Evaluation of non crystalline phase in AZS refractories by xrd methods. New J. Glass Ceram. 2011, 1, 28–33. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Tang, G.; Luo, L.; Chen, W. Phase separation inducing controlled crystallization of GeSe2-Ga2Se3-CsI glasses for fabricating infrared transmitting glass–ceramics. J. Am. Ceram. Soc. 2009, 92, 245–248. [Google Scholar] [CrossRef]
- Nenadović, S.; Gulicovski, J.; Mirković, M.; Kljajević, L.; Bošković, I.; Vukčević, M.; Nenadović, M. Structural, Mechanical and Chemical Properties of Low Content Carbon Geopolymer. Sustainability 2022, 14, 4885. [Google Scholar] [CrossRef]
- Akpınar, S. Influence of dispersing agents on microstructure-related properties of slip cast cordierite ceramics. Ceram. Int. 2019, 45, 15488–15495. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | Ti2O | Loss of Ignition |
|---|---|---|---|---|---|---|---|---|---|
| P | 70.48 | 21.39 | 0.97 | 1.48 | 0.19 | 0.20 | 0.41 | 0.31 | 4.58 |
| PK | 69.58 | 22.09 | 0.94 | 1.41 | 0.19 | 0.23 | 0.40 | 0.30 | 4.87 |
| Temperature/°C | Samples | Apparent Porosity/% | Water Absorption/% | Bulk Density/(g·cm−3) | Bending Strength/MPa |
|---|---|---|---|---|---|
| 1270 | M1 | 2.93 ± 0.042 | 1.68 ± 0.021 | 1.75 ± 0.037 | 100.08 ± 3.181 |
| 1270 | M2 | 0.15 ± 0.003 | 0.11 ± 0.003 | 1.82 ± 0.025 | 124.04 ± 3.225 |
| 1350 | M1 | 0.14 ± 0.002 | 0.09 ± 0.001 | 1.77 ± 0.031 | 111.30 ± 2.667 |
| 1350 | M2 | 0.09 ± 0.001 | 0.05 ± 0.001 | 1.90 ± 0.019 | 137.66 ± 2.207 |
| Samples | Mass Loss (%) at Temperature Range (°C) | The Temperature (°C) of the Main Peaks | |||
|---|---|---|---|---|---|
| RT–300 | 300–700 | 700–1100 | Dehydroxylation | Formation of Mullite | |
| P | 0.16 | 3.25 | 0.23 | 491.6 | 998.3 |
| PK | 0.76 | 4.68 | 1.01 | 495.6 | 994.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, S.; Yu, Y.; Tan, Y.; Yang, H.; Zhong, M.; Zhang, C.; Zhang, Z.; Wu, Y. The Mechanism of Porcelain Toughened by Activated Kaolinite in a Lower Sintering Temperature. Materials 2022, 15, 3867. https://doi.org/10.3390/ma15113867
Lin S, Yu Y, Tan Y, Yang H, Zhong M, Zhang C, Zhang Z, Wu Y. The Mechanism of Porcelain Toughened by Activated Kaolinite in a Lower Sintering Temperature. Materials. 2022; 15(11):3867. https://doi.org/10.3390/ma15113867
Chicago/Turabian StyleLin, Shaomin, Yaling Yu, Yue Tan, Huan Yang, Mingfeng Zhong, Chenyang Zhang, Zhijie Zhang, and Yunying Wu. 2022. "The Mechanism of Porcelain Toughened by Activated Kaolinite in a Lower Sintering Temperature" Materials 15, no. 11: 3867. https://doi.org/10.3390/ma15113867
APA StyleLin, S., Yu, Y., Tan, Y., Yang, H., Zhong, M., Zhang, C., Zhang, Z., & Wu, Y. (2022). The Mechanism of Porcelain Toughened by Activated Kaolinite in a Lower Sintering Temperature. Materials, 15(11), 3867. https://doi.org/10.3390/ma15113867