
Conductive Layers on a Shrinkable PET Film by Flexographic Printing

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Methods
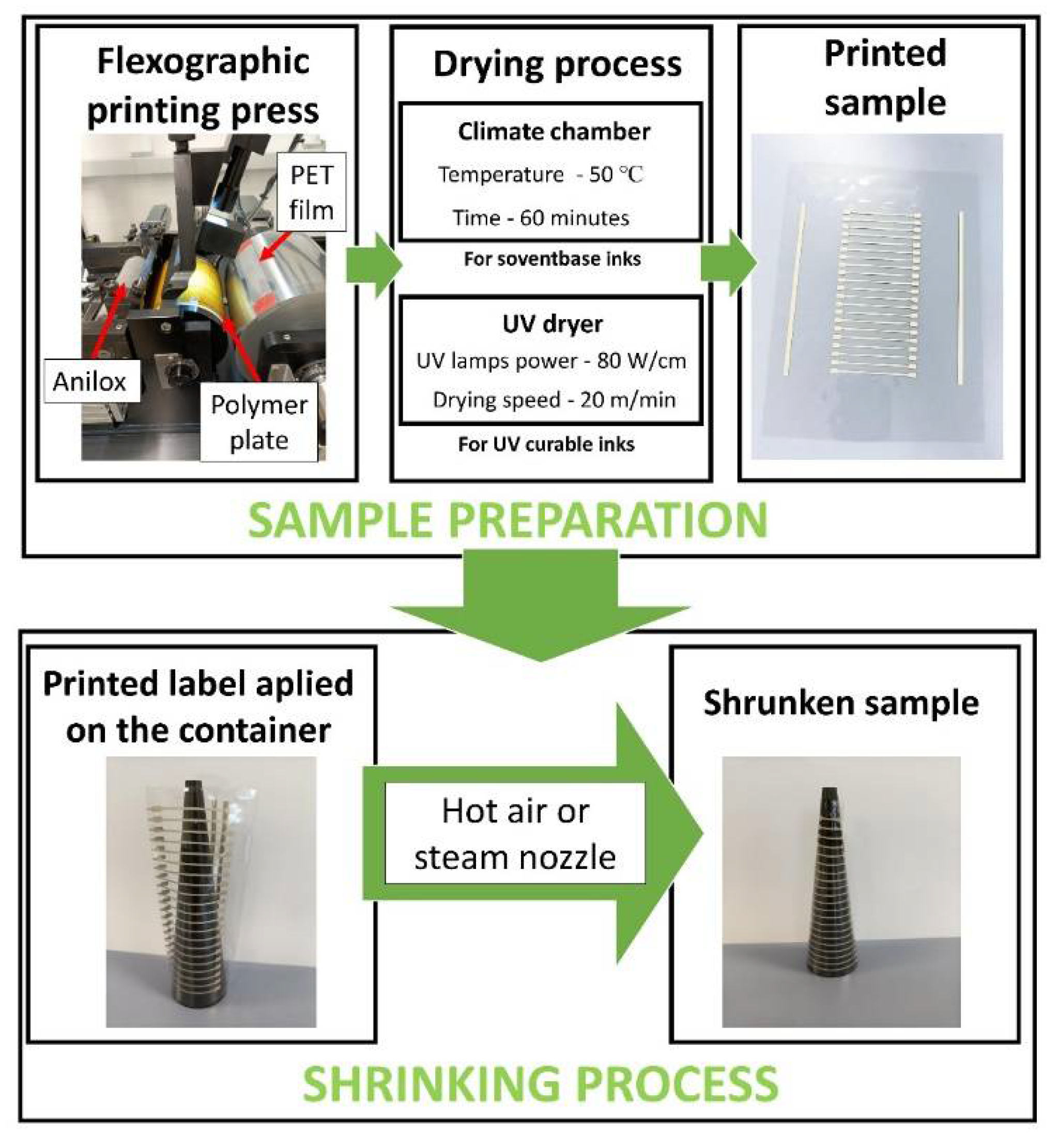
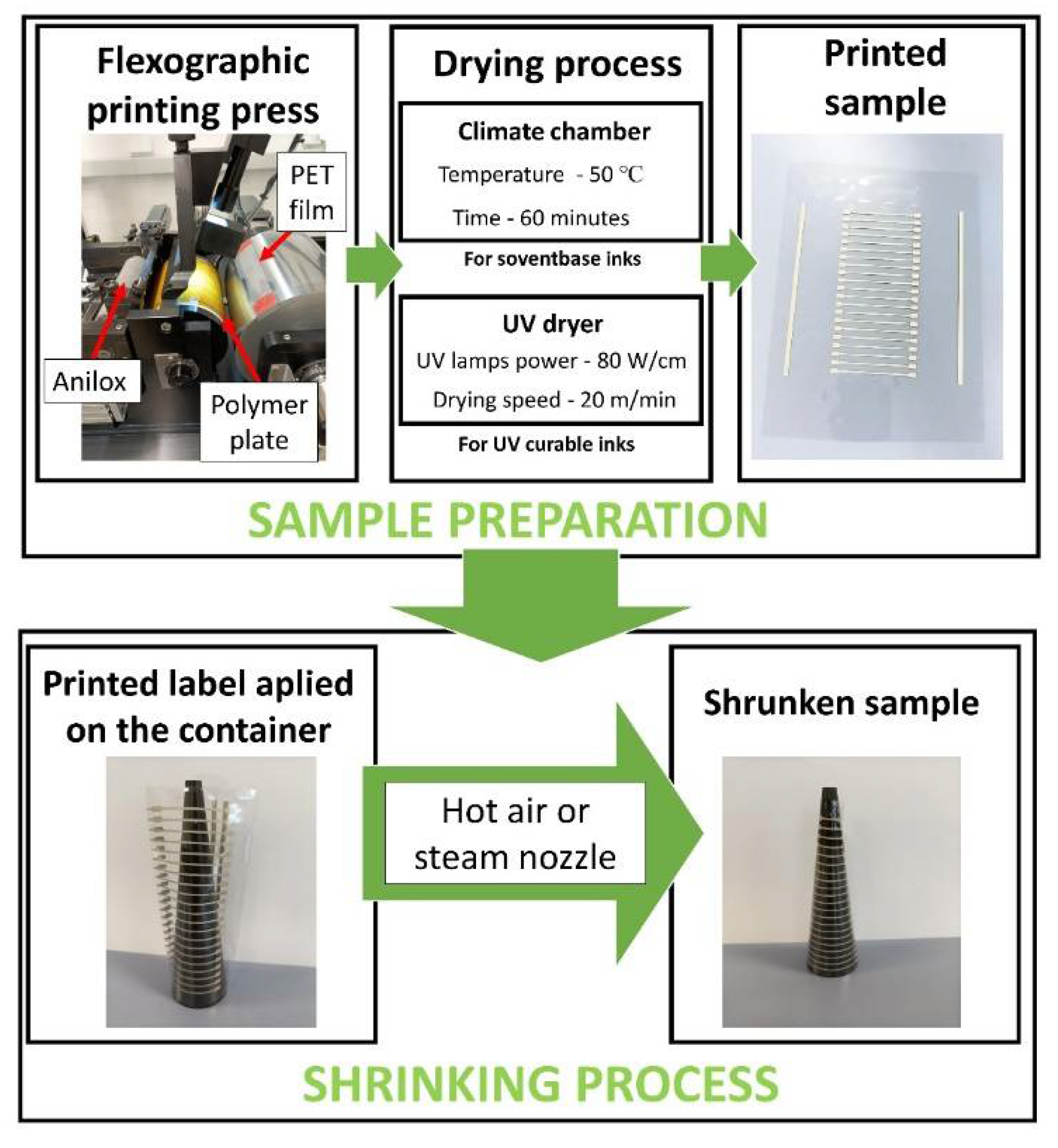
2.1.1. Printing Technique
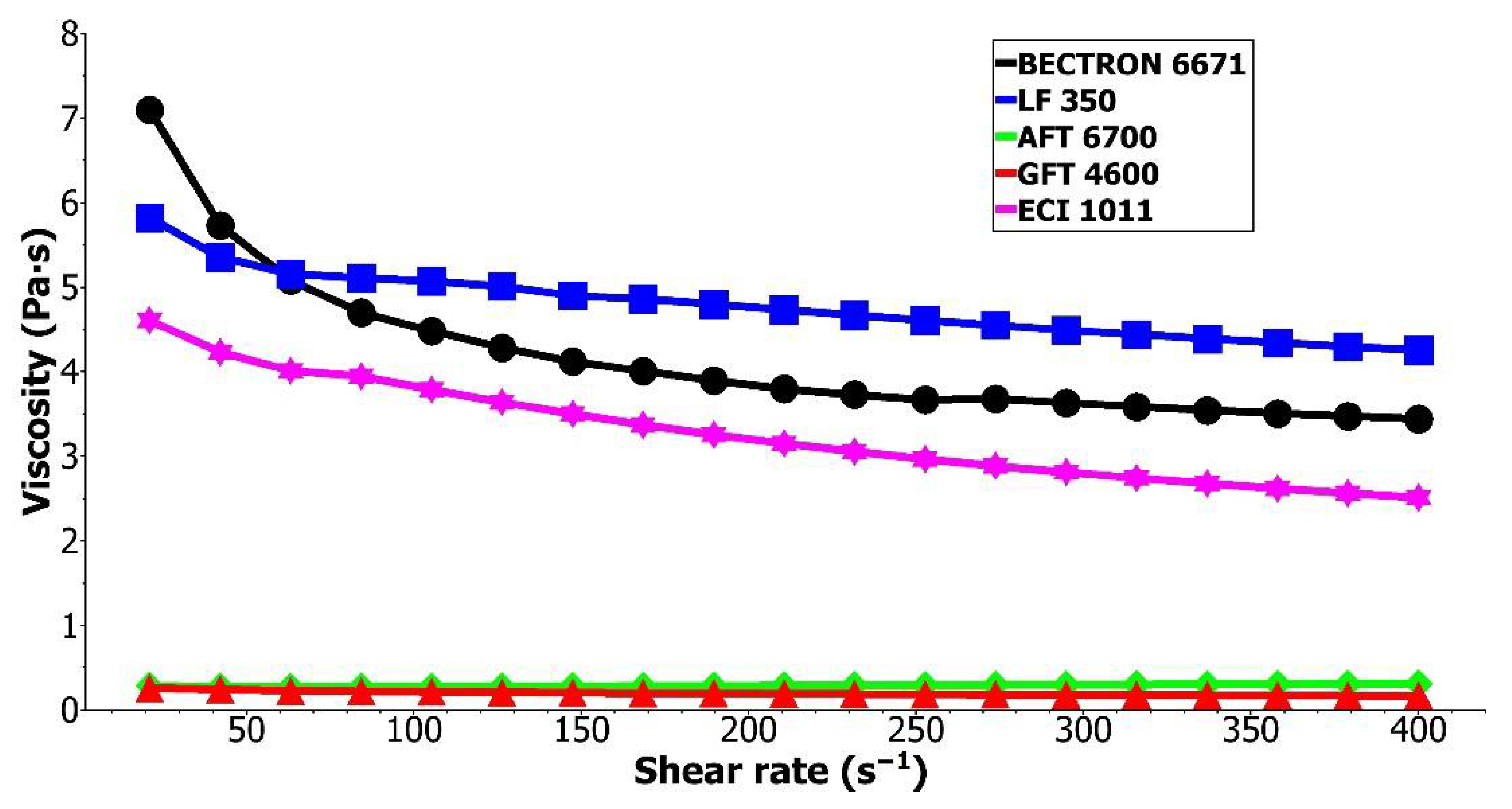
2.1.2. Rheology
2.1.3. Electrical Conductivity
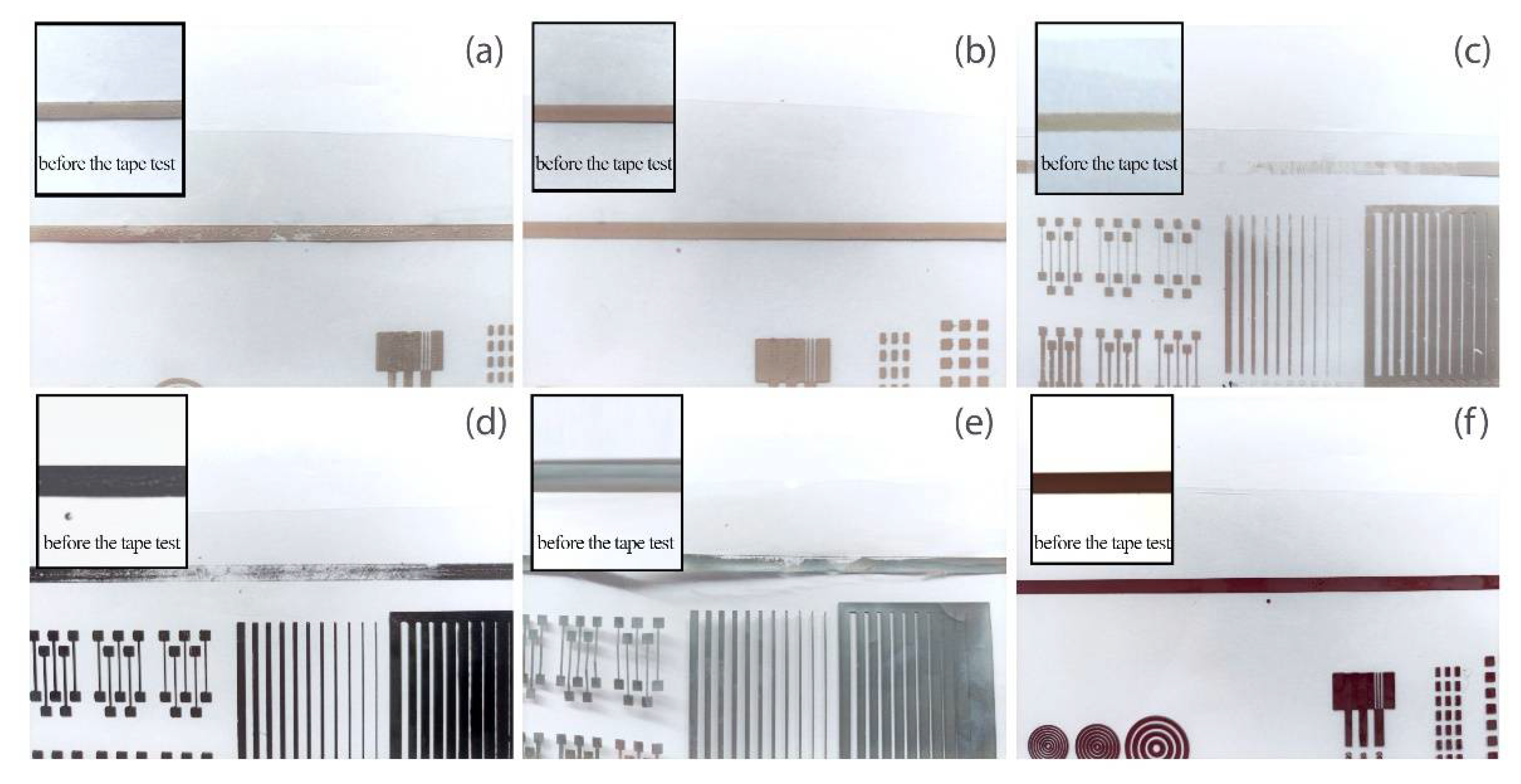
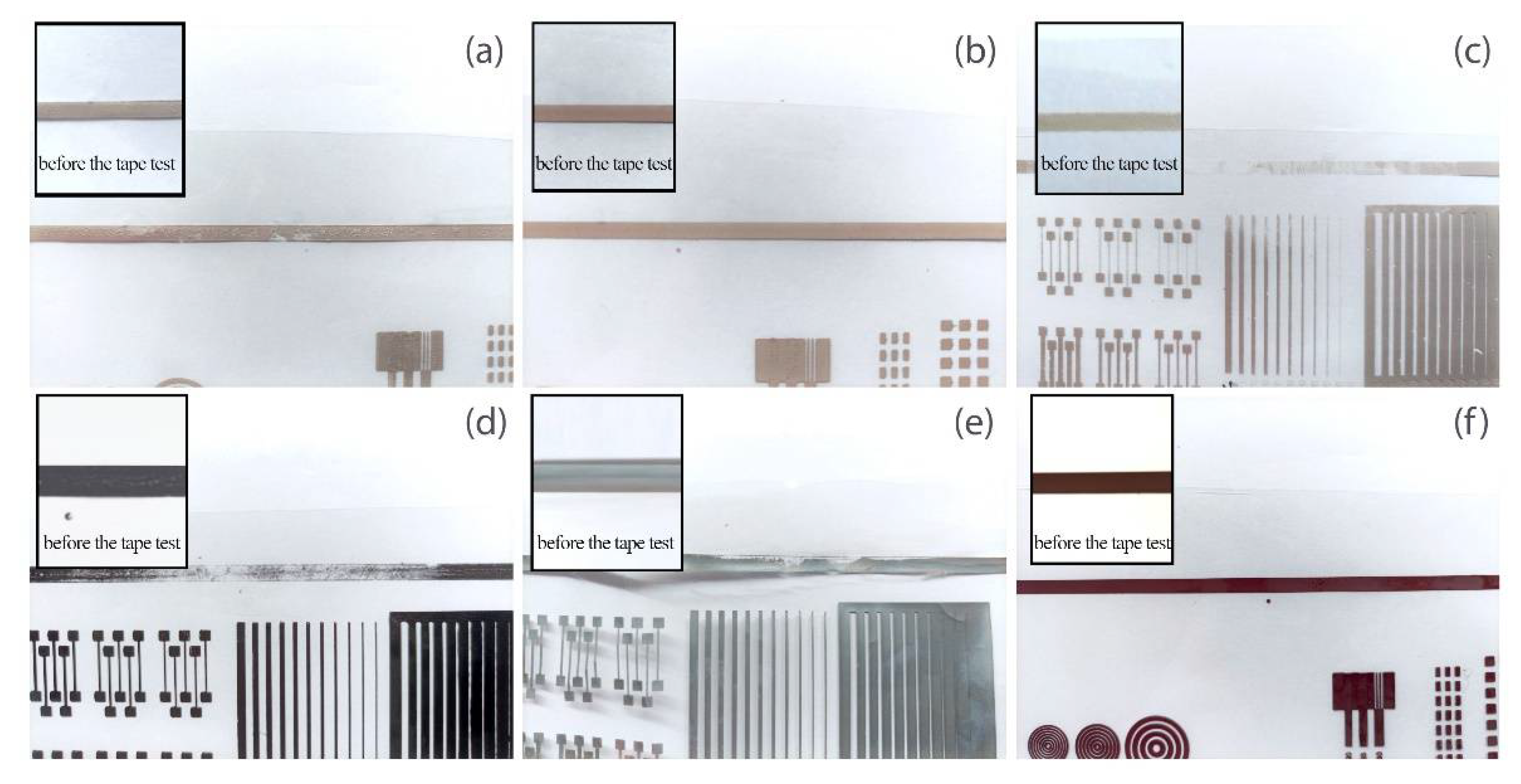
2.1.4. Ink Adhesion
- 1—good adhesion (100–90% ink residue on the printing substrate)
- 2—medium adhesion (90–40% ink residue on the printing substrate)
- 3—poor adhesion (40–0% ink residue on the printing substrate)
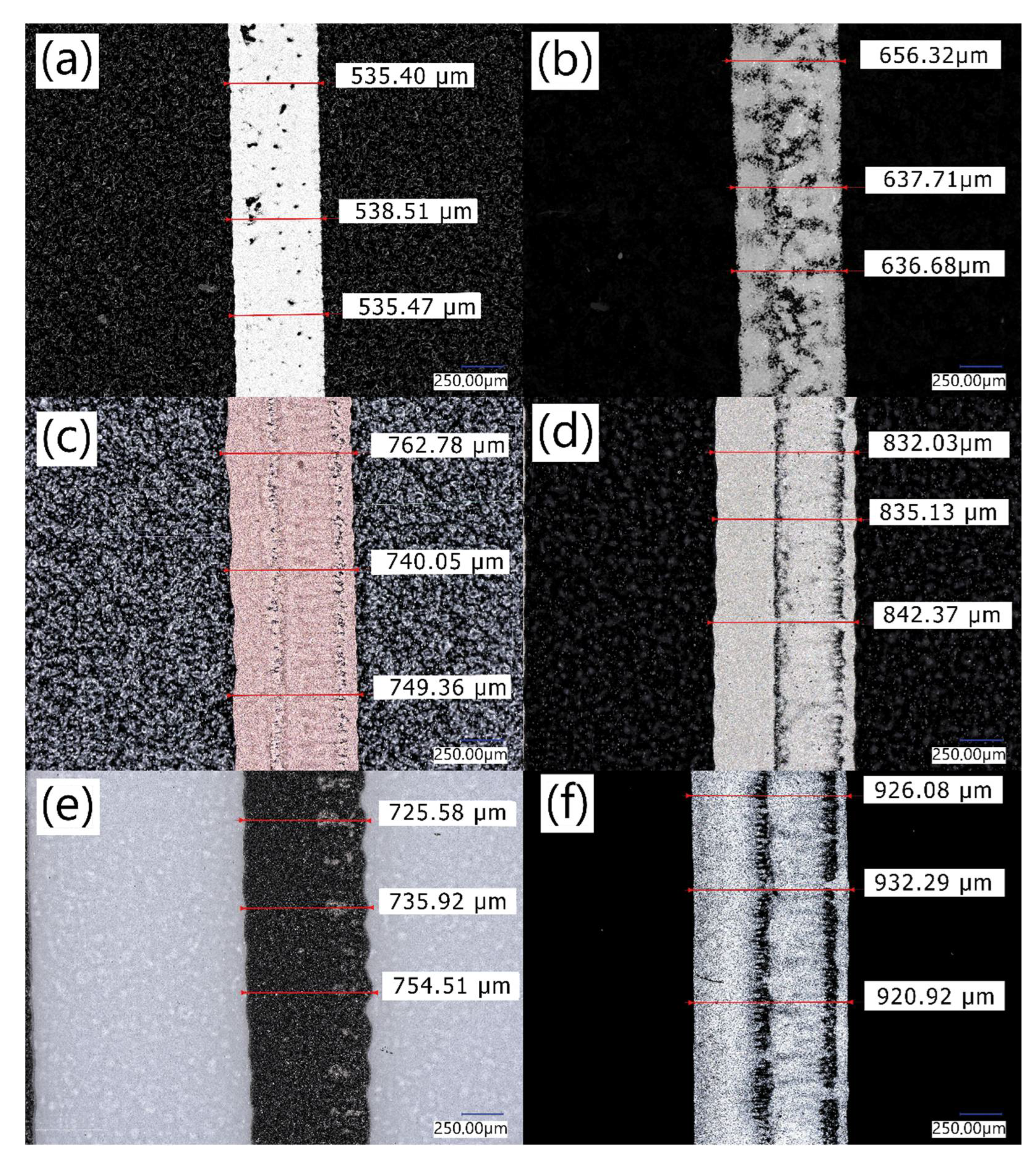
2.1.5. Printability
2.1.6. Shrinkability
3. Results and Discussion
3.1. Rheology Test
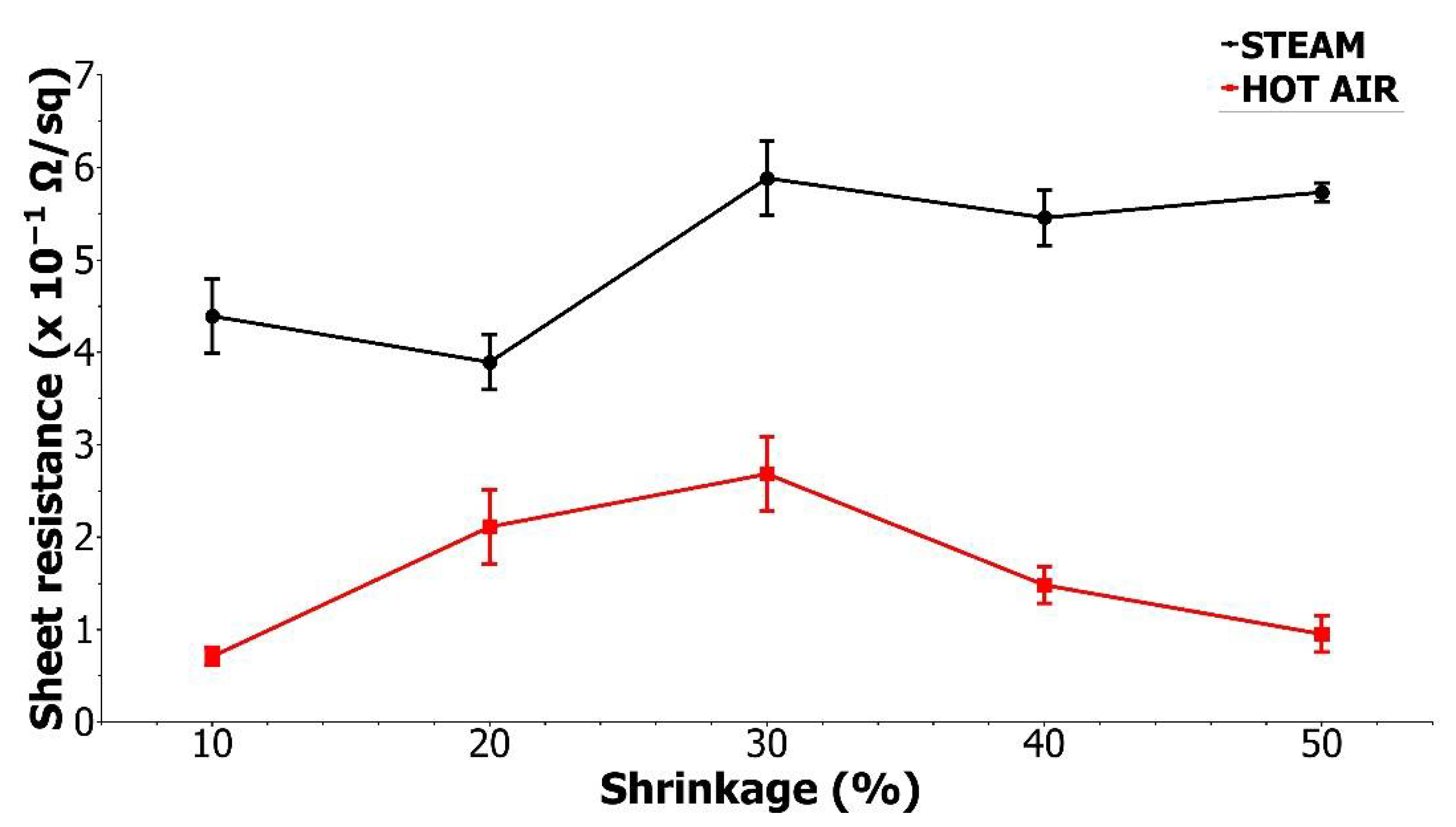
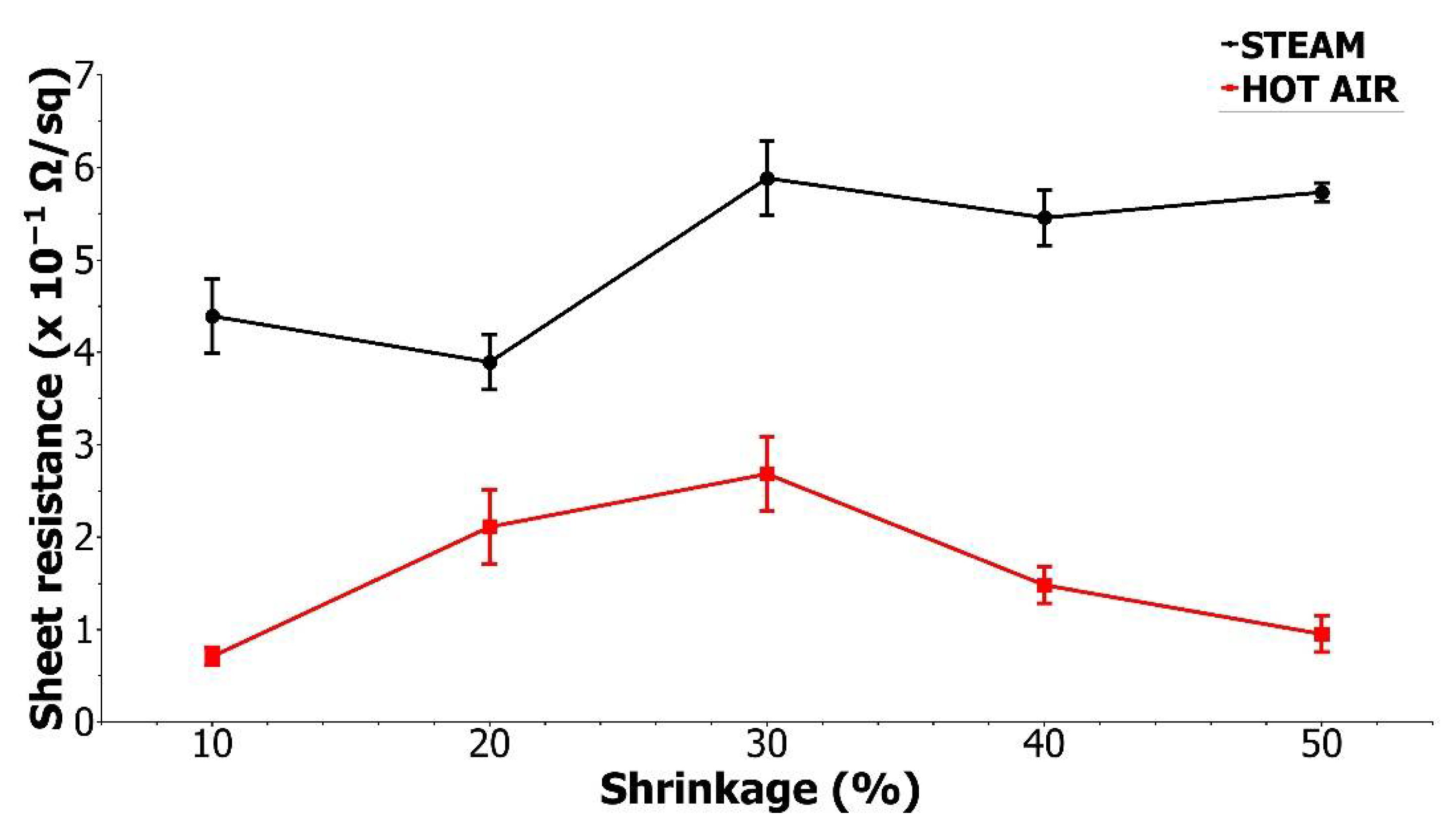
3.2. Electrical Conductivity Tests
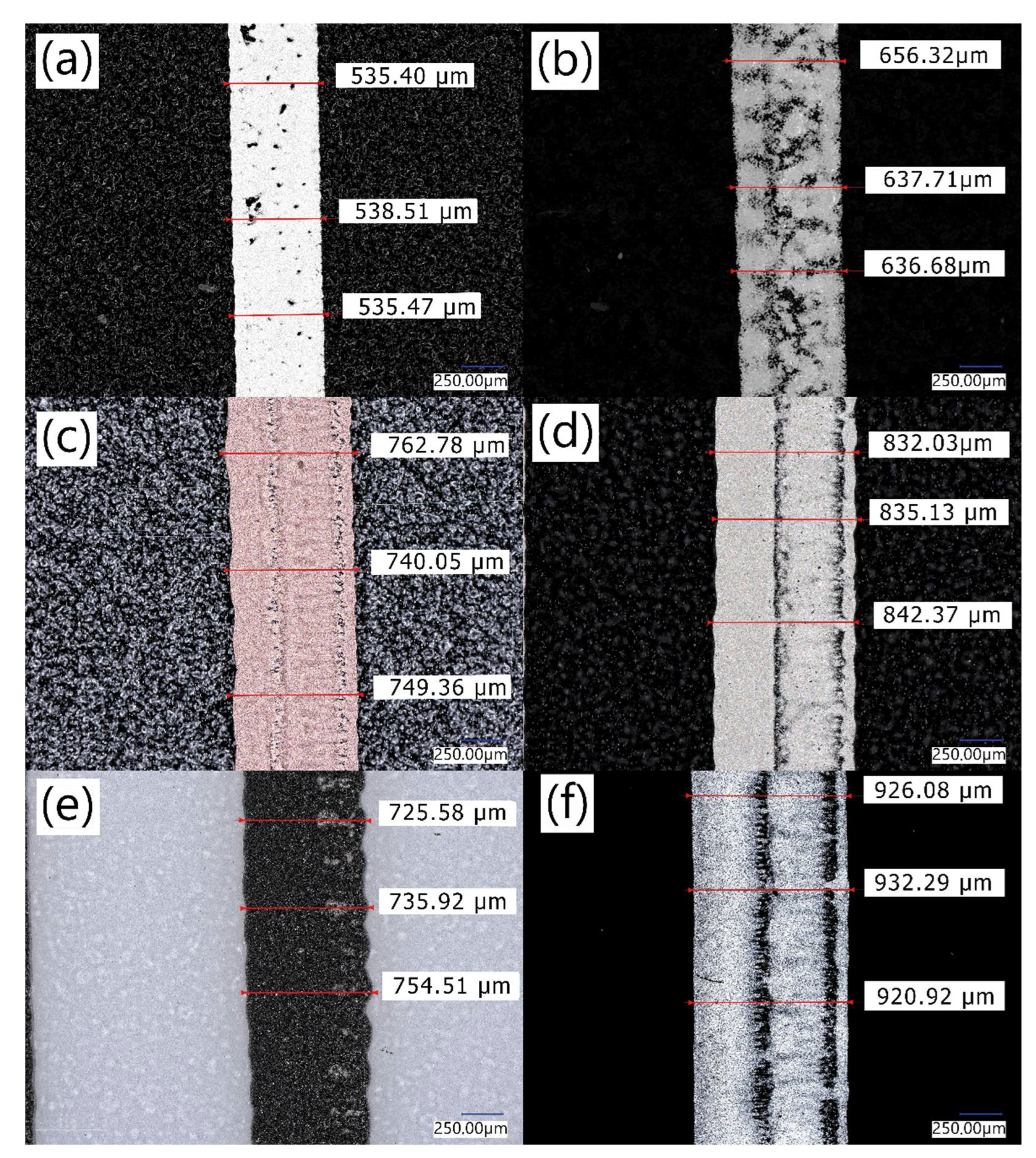
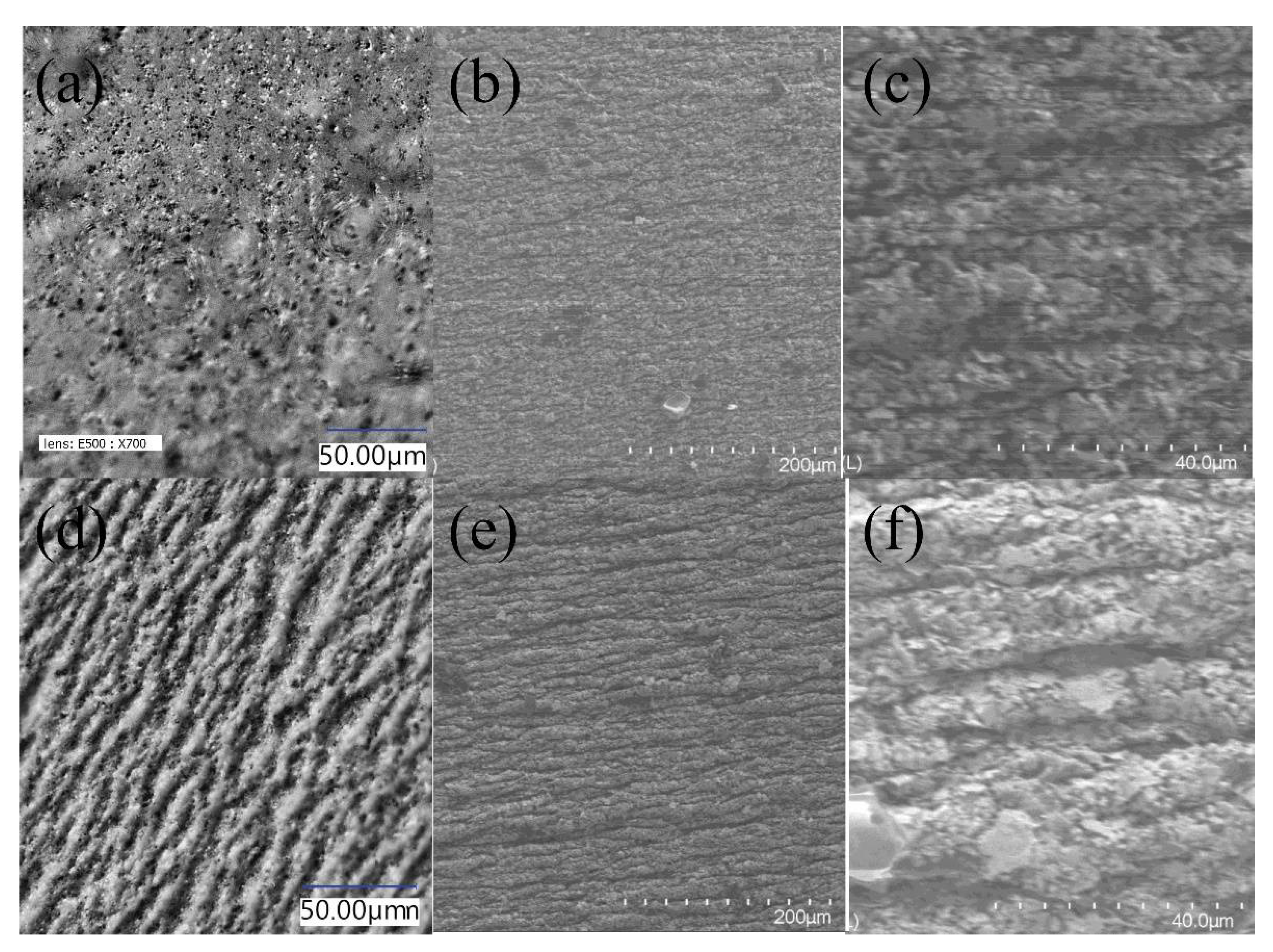
3.3. Printability Tests
3.4. Ink Adhesion Tests
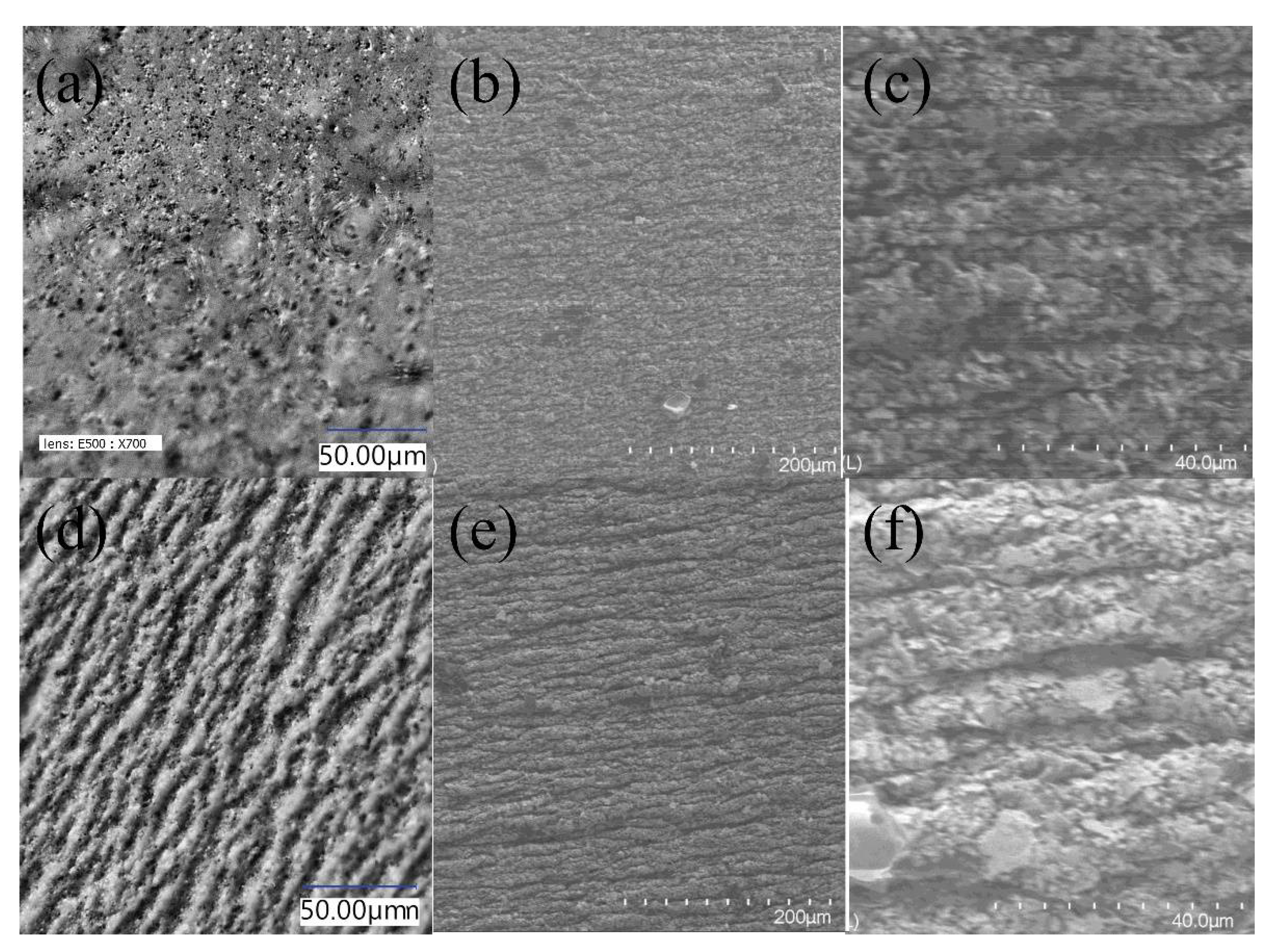
3.5. Shrinkability Tests
3.6. Application as a Smart Label
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Bílková, M.; Goris, E.; Joosten, J. Smart Labels Marta Bilkova Evan Goris Joost. Available online: https://www.semanticscholar.org/paper/Smart-labels-Marta-Bilkova-Evan-Goris-Joost-B%C3%ADlkov%C3%A1-Goris/aacba29342cc5be57f2e6f14ad09332e1cb8a052 (accessed on 12 April 2022).
- Fernández-Caramés, T.M.; Fraga-Lamas, P. A Review on Human-Centered IoT-Connected Smart Labels for the Industry 4.0. IEEE Access 2018, 6, 25939–25957. [Google Scholar] [CrossRef]
- ReportBuyer Smart Packaging Comes To Market: Brand Enhancement with Electronics 2014–2024. Available online: https://www.prnewswire.com/news-releases/smart-packaging-comes-to-market-brand-enhancement-with-electronics-2014-2024-277909941.html (accessed on 17 December 2021).
- Briand, D.; Molina-Lopez, F.; Quintero, A.V.; Mattana, G.; Rooij, N.D. Printed Sensors on Smart RFID Labels for Logistics. In Proceedings of the 10th IEEE International NEWCAS Conference, Montreal, QC, Canada, 17–20 June 2012. [Google Scholar] [CrossRef]
- Smits, E.; Schram, J.; Nagelkerke, M.; Kusters, R.H.L.; Heck, G.; Acht, V.; Koetse, M.; Brand, J.; Gelinck, G.; Schoo, H. Development of Printed RFID Sensor Tags for Smart Food Packaging. In Proceedings of the 14th International Meeting on Chemical Sensors, Nuremberg, Germany, 20–23 May 2012. [Google Scholar]
- Weiss, L.; Chaves, F.; Decker, C. A Survey on Organic Smart Labels for the Internet-of-Things. In Proceedings of the 2010 Seventh International Conference on Networked Sensing Systems (INSS), Kassel, Germany, 15–18 June 2010. [Google Scholar]
- Szusta, J.; Tomczyk, A.; Karakaş, Ö. A New Method for Estimating the Clamping Force of Shrink Sleeve Labels. Materials 2018, 11, 2544. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Szusta, J.; Karakaş, Ö.; Tomczyk, A. Experimental Investigation of Thin Films with Various Overprints Used for Packaging Labels. Theor. Appl. Fract. Mech. 2018, 97, 467–477. [Google Scholar] [CrossRef]
- Bolanča, S.; Majnarić, I.; Golubović, K. Packaging Printing Today. Acta Graph. Znan. Časopis Tisk. Graf. Komun. 2015, 26, 27–33. [Google Scholar]
- Hurley, R.A.; Rice, J.C.; Cottrell, D.; Felty, D. The Impact of Flexographic and Digital Printing of Fruit Drinks on Consumer Attention at the Point of Sale. Beverages 2015, 1, 149–158. [Google Scholar] [CrossRef] [Green Version]
- Kerndl, M.; Šteffan, P. Usage of Offset Printing Technology for Printed Electronics and Smart Labels. In Proceedings of the 2020 43rd International Conference on Telecommunications and Signal Processing (TSP), Milan, Italy, 7–9 July 2020; pp. 637–639. [Google Scholar]
- Ding, F.; Hu, B.; Lan, S.; Wang, H. Flexographic and Screen Printing of Carboxymethyl Chitosan Based Edible Inks for Food Packaging Applications. Food Packag. Shelf Life 2020, 26, 100559. [Google Scholar] [CrossRef]
- Flexographic Printing—An Overview|ScienceDirect Topics. Available online: https://www.sciencedirect.com/topics/engineering/flexographic-printing (accessed on 17 December 2021).
- Cui, Z. Flexible Hybrid Electronics: Manufacturing Flexible Electronics by Printing Technique. Mater. Rep. 2020, 34, 1009–1013. [Google Scholar] [CrossRef]
- Froš, D.; Dušek, K.; Veselý, P. Investigation of Impacts on Printed Circuit Board Laminated Composites Caused by Surface Finish Application. Polymers 2021, 13, 3203. [Google Scholar] [CrossRef] [PubMed]
- Tong, C. Substrate and Encapsulation Materials for Printed Flexible Electronics. In Advanced Materials for Printed Flexible Electronics; Tong, C., Ed.; Springer International Publishing: Cham, Switzerland, 2022; pp. 221–255. ISBN 978-3-030-79804-8. [Google Scholar]
- Mohammed, A.; Pecht, M. A Stretchable and Screen-Printable Conductive Ink for Stretchable Electronics. Appl. Phys. Lett. 2016, 109, 184101. [Google Scholar] [CrossRef]
- Phaneuf, P.; Burns, G.P. Label with Electronic Components and Method of Making Same 2010. Available online: https://patents.google.com/patent/US7224278/en (accessed on 17 December 2021).
- Wilson, A.; Petersen, M.; Brotzel, D. Un envase inteligente y sistema de supervisión con indicador y método de fabricación de los mismos 2019. Available online: https://patents.google.com/patent/ES2698323T3/es (accessed on 17 December 2021).
- Hong, G.B.; Luo, Y.H.; Chuang, K.J.; Cheng, H.Y.; Chang, K.C.; Ma, C.M. Facile Synthesis of Silver Nanoparticles and Preparation of Conductive Ink. Nanomaterials 2022, 12, 171. [Google Scholar] [CrossRef] [PubMed]
- Hu, X.; Wang, S.; Zhang, H.; Wang, Y.; Hang, C.; Wen, J.; Tian, Y. Silver Flake/Polyaniline Composite Ink for Electrohydrodynamic Printing of Flexible Heaters. J. Mater. Sci. Mater. Electron. 2021, 32, 27373–27383. [Google Scholar] [CrossRef]
- Wang, N.; Liu, Y.; Guo, W.; Jin, C.; Mei, L.; Peng, P. Low-Temperature Sintering of Silver Patterns on Polyimide Substrate Printed with Particle-Free Ink. Nanotechnology 2020, 31, 305301. [Google Scholar] [CrossRef] [PubMed]
- Metalon Conductive Inks for Flexible Printed Electronics. Available online: https://www.novacentrix.com/ (accessed on 17 December 2021).
- Functional Inks and More. Available online: https://www.elantas.com/europe/products/printed-electronics/products.html (accessed on 17 December 2021).
- Cheng, W.T.; Chih, Y.W.; Lin, C.W. Formulation and Characterization of UV-Light-Curable Electrically Conductive Pastes. J. Adhes. Sci. Technol. 2005, 19, 511–523. [Google Scholar] [CrossRef]
- Hong, H.; Hu, J.; Yan, X. UV Curable Conductive Ink for the Fabrication of Textile-Based Conductive Circuits and Wearable UHF RFID Tags. ACS Appl. Mater. Interfaces 2019, 11, 27318–27326. [Google Scholar] [CrossRef] [PubMed]
- Datta, S.; Nanavati, S.; Schuler, N.; Sailer, R.; Vaselaar, D.; Reinholz, A.; Schulz, D.L.; Wells, D.; Webster, D.C. Development of Solvent-Free UV-Curable Conductive Inks for Printed Flexible Microelectronics. In Proceedings of the Technical Conference Proceedings—UV & EB Technology Expo & Conference, Chicago, IL, USA, 24–26 April 2006. [Google Scholar]
- Zhang, W.; Choi, H.; Ko, H.-S.; Kwon, K.-S. Ink-Jetting and Rheological Behavior of a Silica Particle Suspension. J. Ind. Eng. Chem. 2015, 22, 120–126. [Google Scholar] [CrossRef]
- Longinotti-Buitoni, G.; Aliverti, A. Garments Having Stretchable and Conductive Ink 2019. Available online: https://patents.google.com/patent/US20170196513A1/en (accessed on 17 December 2021).
- Tran, B.; Tran, H. Smart Device 2018. Available online: https://patents.google.com/patent/US20170232300A1/en (accessed on 17 December 2021).
- Maghribi, M.N.; Krulevitch, P.A.; Davidson, J.C.; Wilson, T.S.; Hamilton, J.K.; Benett, W.J.; Tovar, A.R. Stretchable Polymer-Based Electronic Device 2008. Available online: https://patents.google.com/patent/US20040243204 (accessed on 17 December 2021).
- Water-Reducible Flexographic Printing—ProQuest. Available online: https://www.proquest.com/docview/2259904826?fromopenview=true&pq-origsite=gscholar (accessed on 17 December 2021).
- Wu, X.; Wang, S.; Luo, Z.; Lu, J.; Lin, K.; Xie, H.; Wang, Y.; Li, J.-Z. Inkjet Printing of Flexible Transparent Conductive Films with Silver Nanowires Ink. Nanomaterials 2021, 11, 1571. [Google Scholar] [CrossRef] [PubMed]
- Inter-Flake Quantum Transport of Electrons and Holes in Inkjet-Printed Graphene Devices. Available online: https://onlinelibrary.wiley.com/doi/epdf/10.1002/adfm.202007478 (accessed on 12 April 2022).
- Babaei, V.; Pelvet, C.; Hersch, R.D. Color Reproduction on Shrink Sleeves. Color Res. Appl. 2016, 41, 56–63. [Google Scholar] [CrossRef]
- Kondratov, A.P.; Volinsky, A.A.; Chen, J. Macro-Mechanism of Polyvinyl Chloride Shrink Sleeves Embossed Marking. J. Appl. Polym. Sci. 2016, 133, 43691. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ink | Commercial Name | Supplier | Conductive Particles | Solids Content [%] | Solvent | Sheet Resistivity (According to TDS) |
|---|---|---|---|---|---|---|
| S1 | Bectron 6671 | Elantas | silver | 98 | acrylic resin | <30 mΩ/sq/mil |
| S2 | Bectron 6680 | Elantas | silver | 77 | solvent based | <25 mΩ/sq/mil |
| C1 | LF-350 | Copprint | copper | 85 | solvent based | <0.004 Ω/sq/25 µm |
| S3 | AFT6700 | Sun Chemical | silver | >50 <80 | water based | <15 mΩ/sq/mil |
| G1 | GFT4600 | Sun Chemical | graphite | Data not available | water based | <100 Ω/sq |
| S4 | ECI1011 | Henkel | silver | 75.6 | solvent based | <0.005 Ω/sq/25 µm |
| Anilox Line Screen [L/cm] | Anilox Capacity [cm3/m2] |
|---|---|
| 80 | 9 |
| 140 | 12 |
| 40 | 25 |
| Ink | Sheet Resistance [Ω/sq] | Standard Deviations |
|---|---|---|
| S1 | 5.18 | 0.48 |
| S2 | 0.32 | 0.07 |
| S3 | 2.65 | 0.35 |
| G1 | 45.3 | 4.28 |
| S4 | No conductivity properties | - |
| C1 | No conductivity properties | - |
| Tested Ink | Adhesion of the Print |
|---|---|
| S1 | 2 |
| S2 | 1 |
| S3 | 3 |
| G1 | 3 |
| S4 | 2 |
| C1 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lepak-Kuc, S.; Wasilewska, K.; Janczak, D.; Nowicka, T.; Jakubowska, M. Conductive Layers on a Shrinkable PET Film by Flexographic Printing. Materials 2022, 15, 3649. https://doi.org/10.3390/ma15103649
Lepak-Kuc S, Wasilewska K, Janczak D, Nowicka T, Jakubowska M. Conductive Layers on a Shrinkable PET Film by Flexographic Printing. Materials. 2022; 15(10):3649. https://doi.org/10.3390/ma15103649
Chicago/Turabian StyleLepak-Kuc, Sandra, Katarzyna Wasilewska, Daniel Janczak, Tatiana Nowicka, and Małgorzata Jakubowska. 2022. "Conductive Layers on a Shrinkable PET Film by Flexographic Printing" Materials 15, no. 10: 3649. https://doi.org/10.3390/ma15103649
APA StyleLepak-Kuc, S., Wasilewska, K., Janczak, D., Nowicka, T., & Jakubowska, M. (2022). Conductive Layers on a Shrinkable PET Film by Flexographic Printing. Materials, 15(10), 3649. https://doi.org/10.3390/ma15103649