
The Influence of Nanographite Addition on the Compaction Process and Properties of AISI 316L Sintered Stainless Steel



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- -
- GS-TC307 nanographite powder, which has a specific surface area of 350 m2/g, from Graphitestore (Northbrook, IL, USA);
- -
- GS-TC307 nanographite powder, which has a specific surface area of 400 m2/g, from Graphitestore (Northbrook, IL, USA);
- -
- TIMREX F10 PM Special Graphite flake micrographite, which has a specific surface area of 15 m2/g, from TIMCAL (Bodio, Switzerland).
2.2. Testing Methods
3. Results and Discussion
3.1. Compressibility
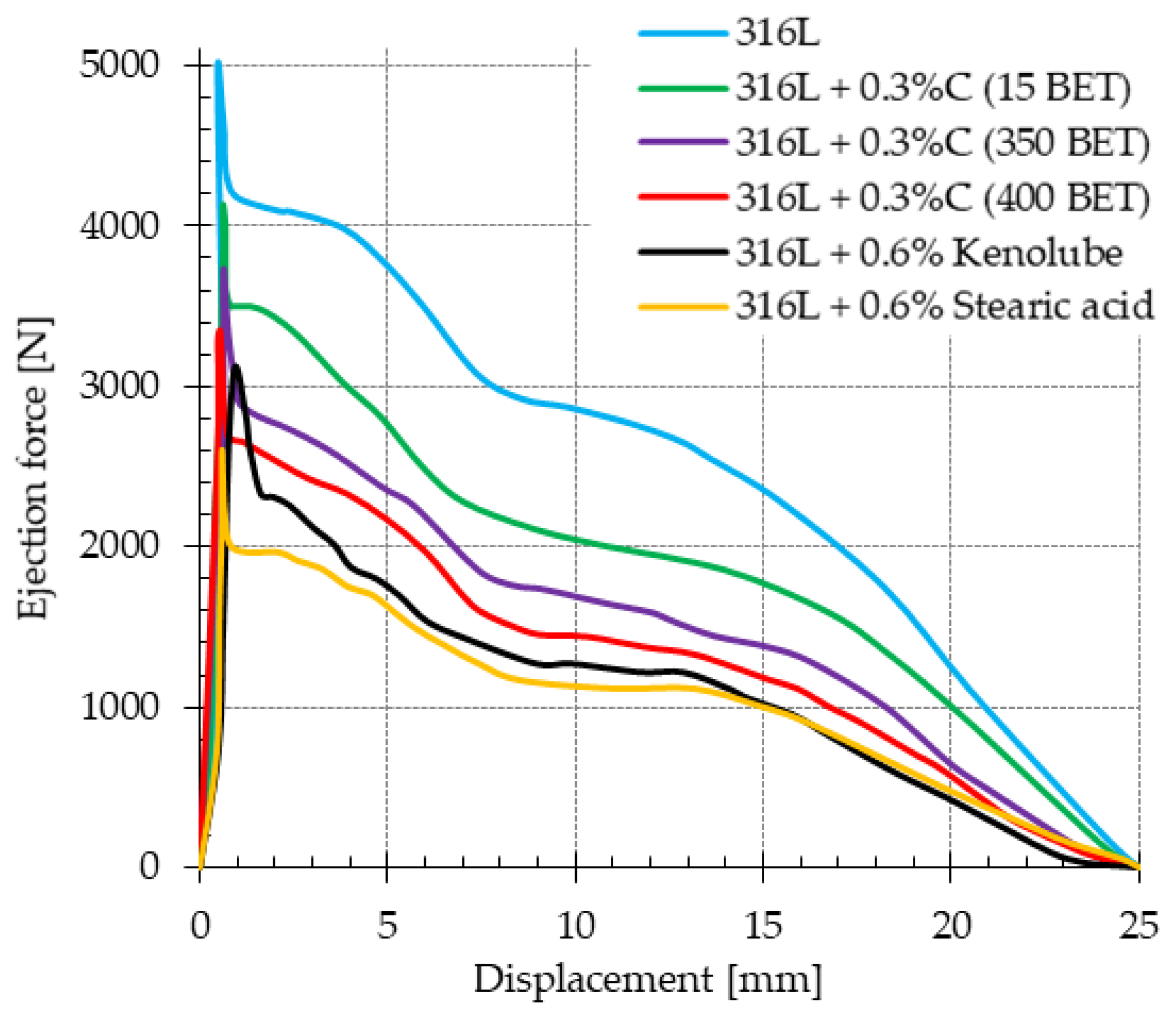
3.2. The Ejection Force While Removing the Compacts from the Die
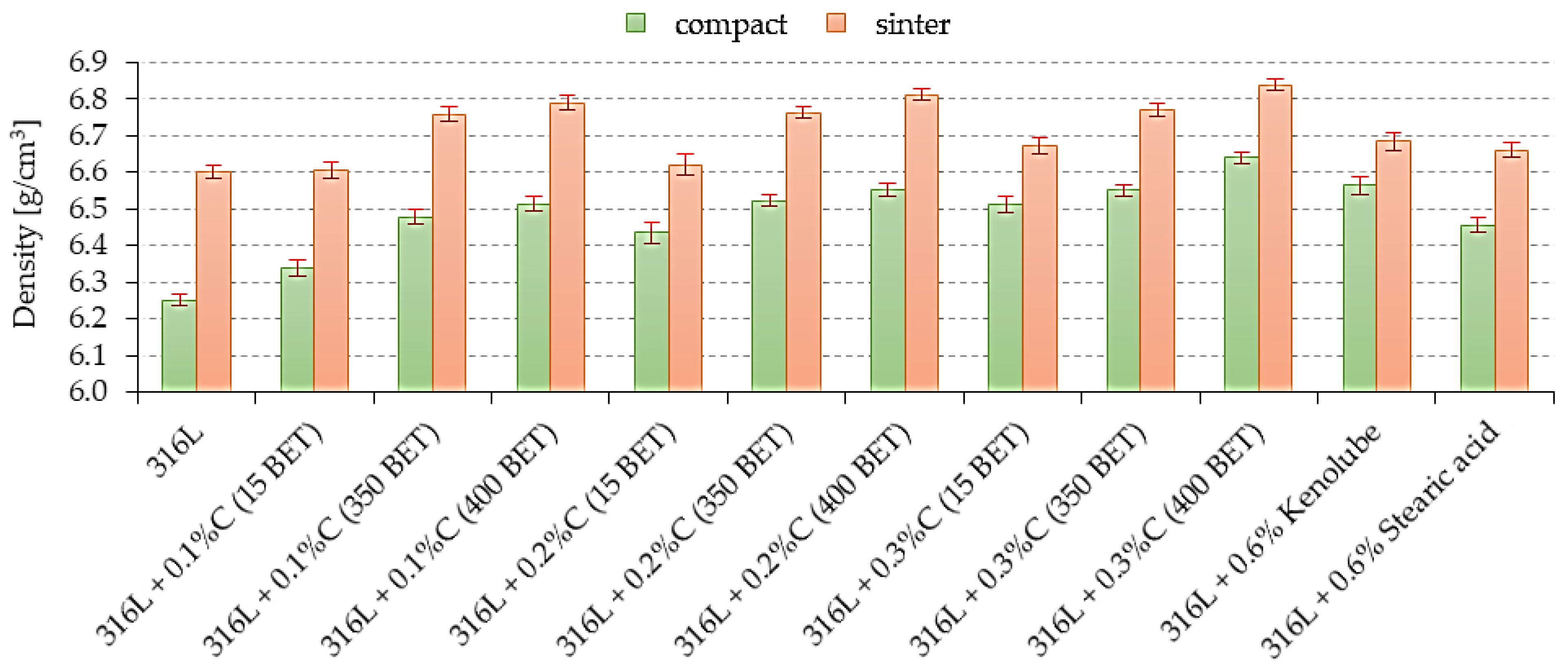
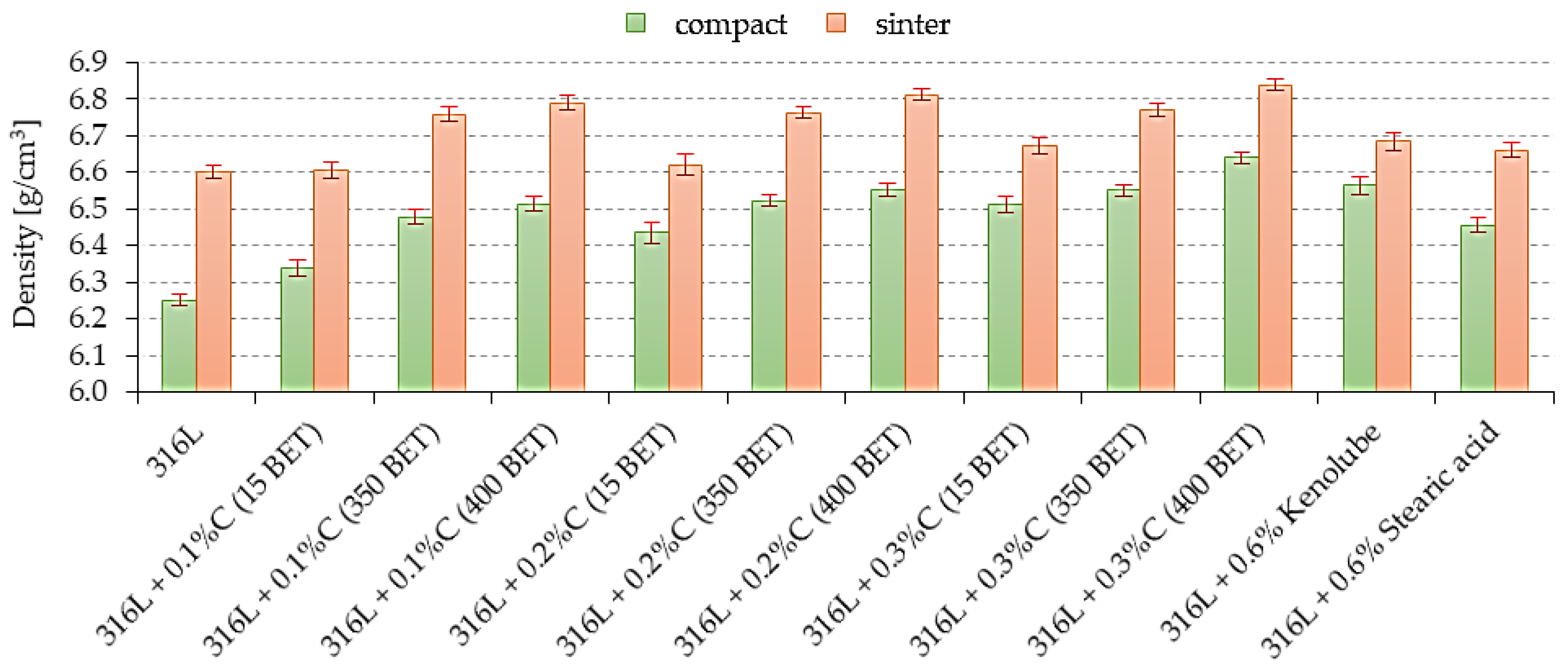
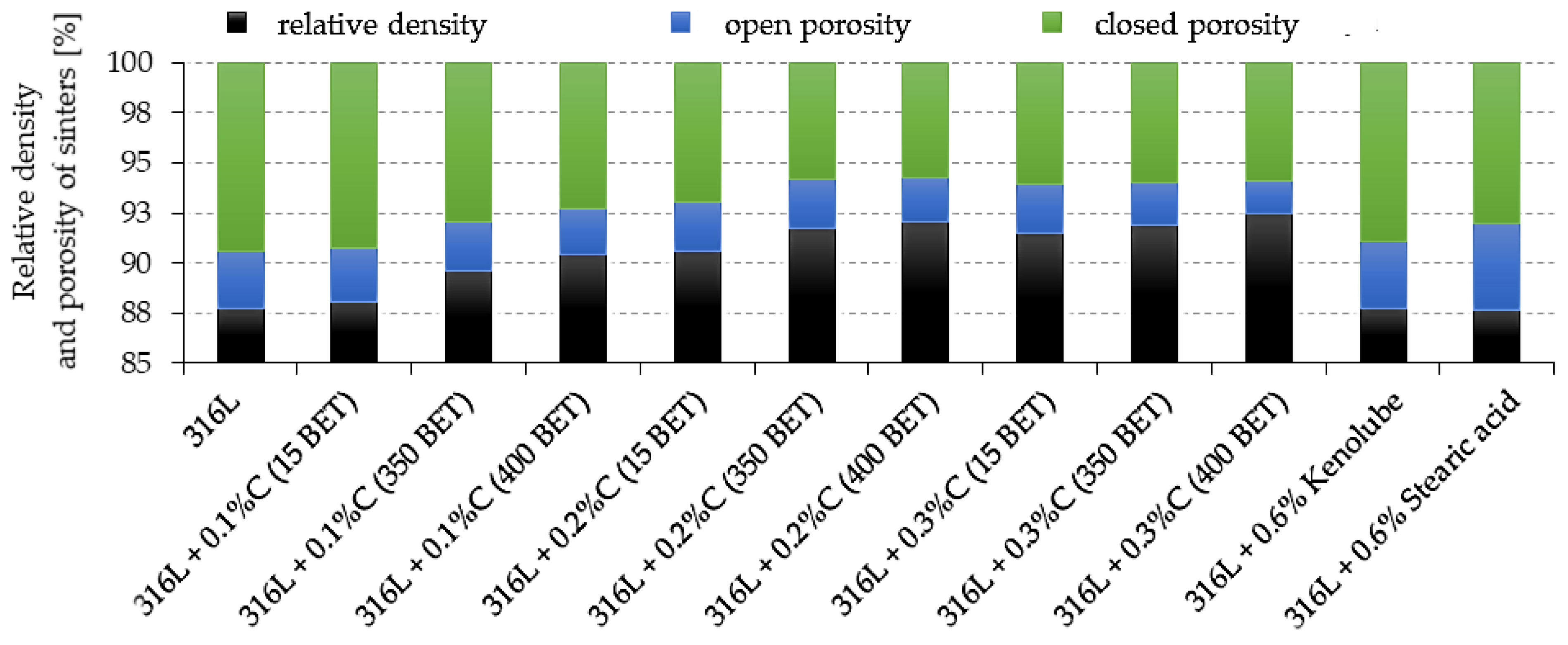
3.3. Density and Porosity
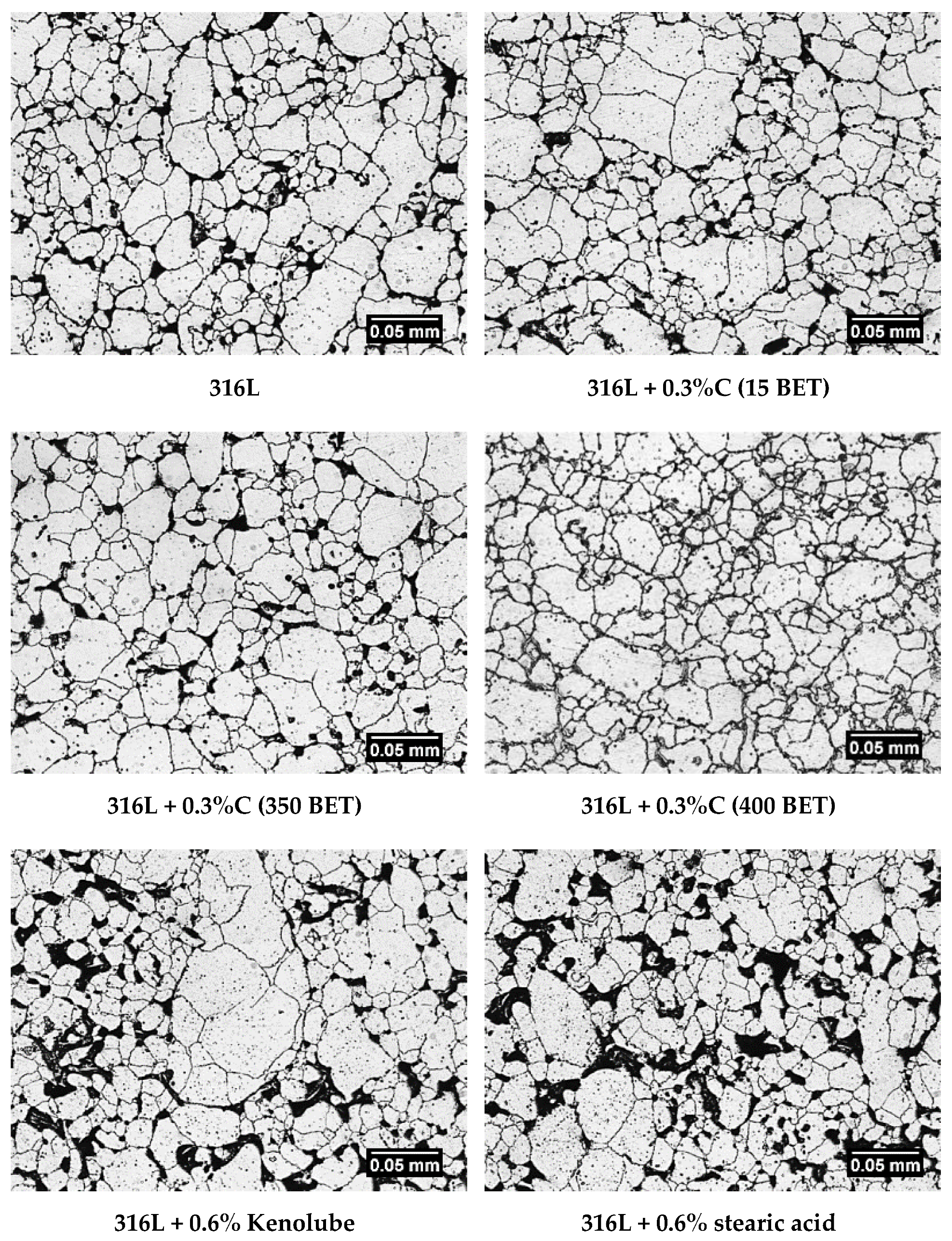
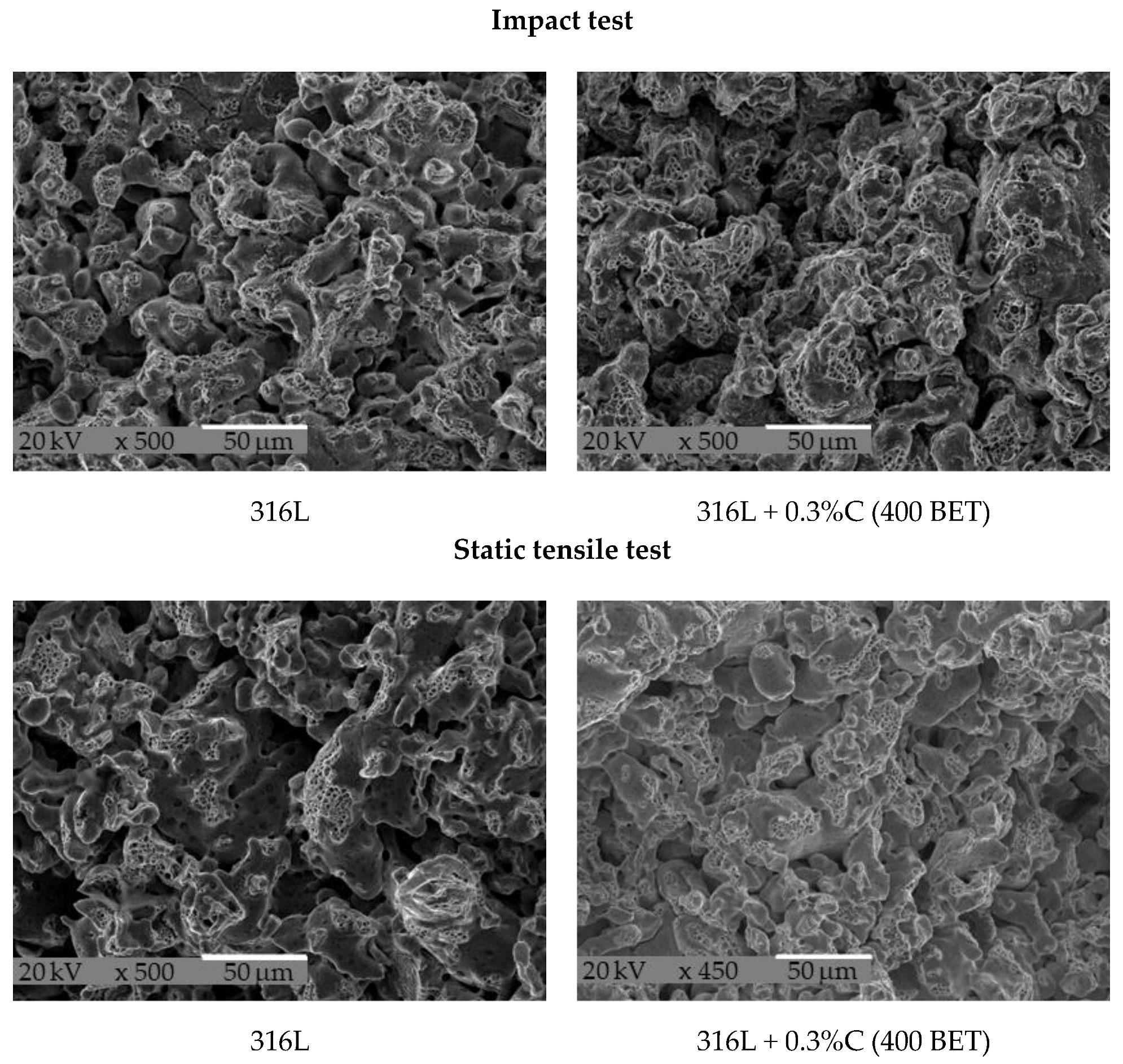
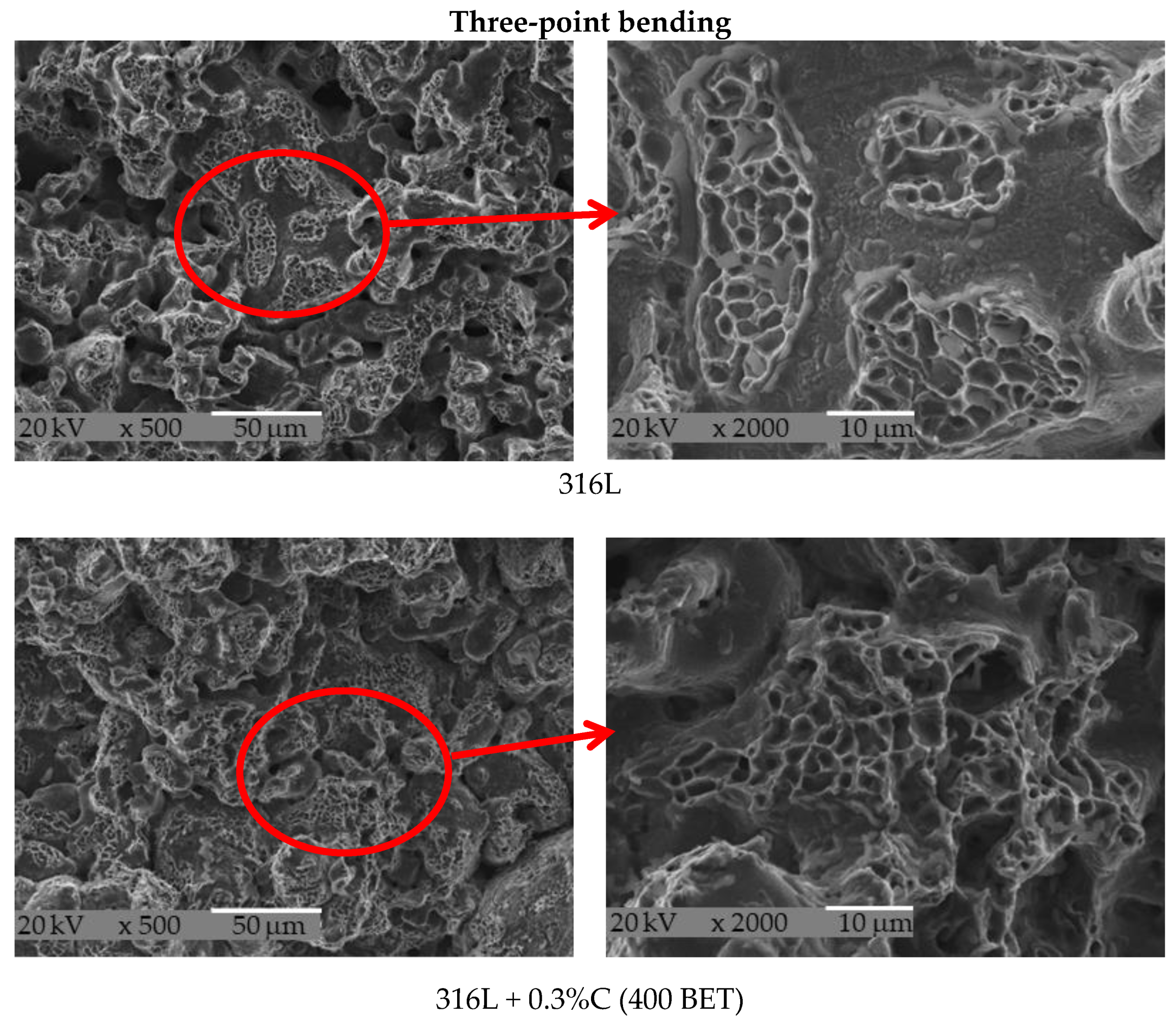
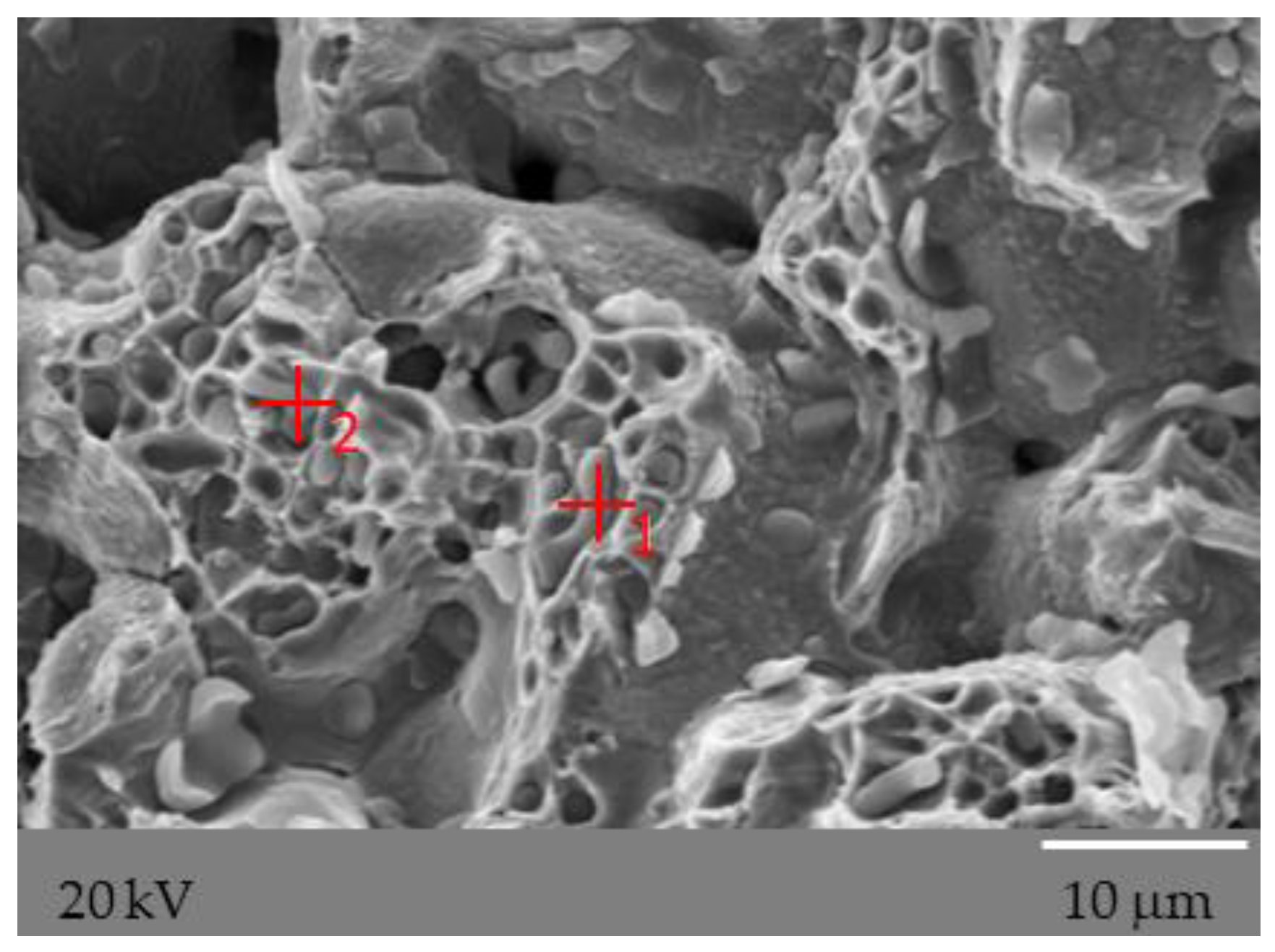
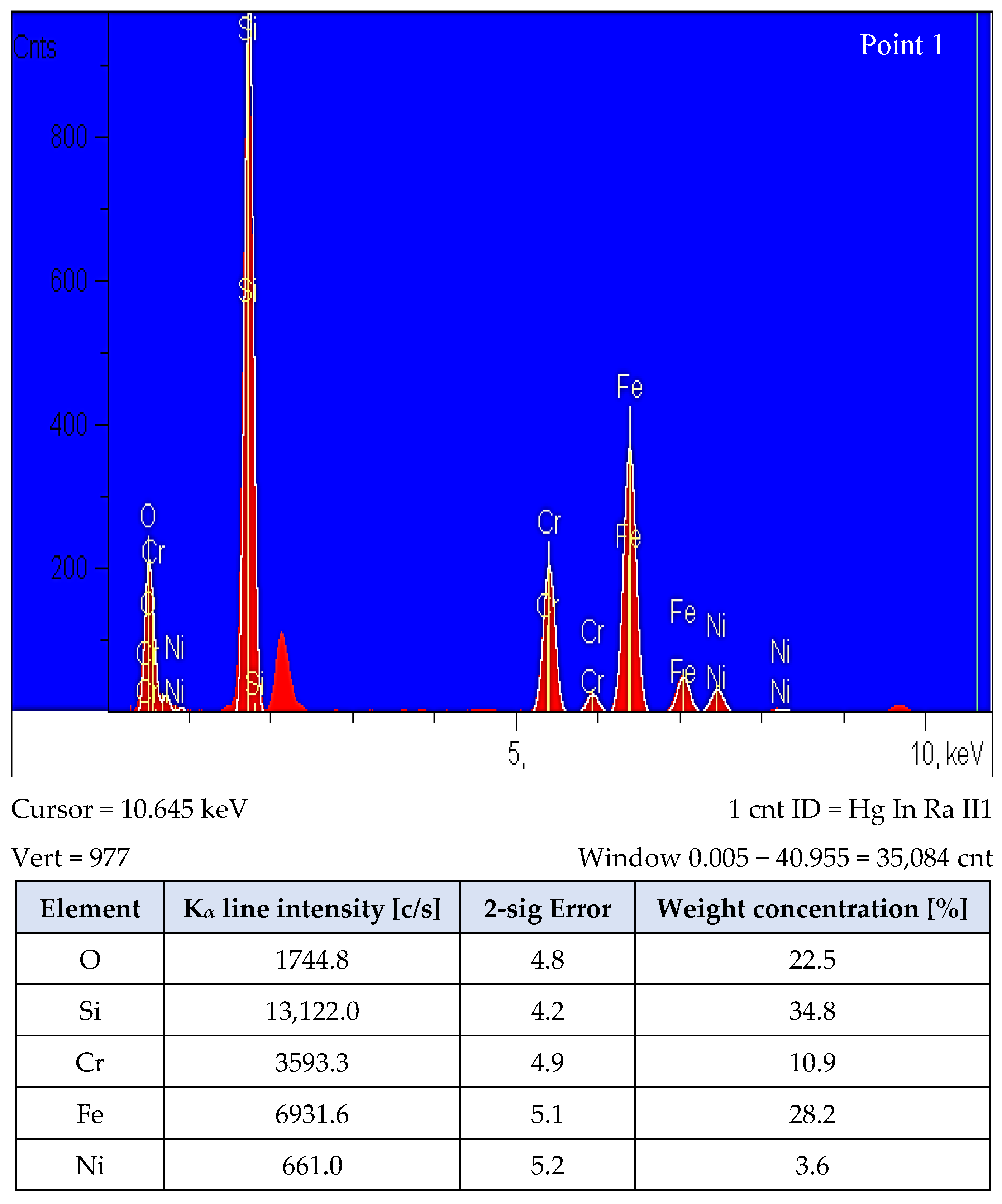
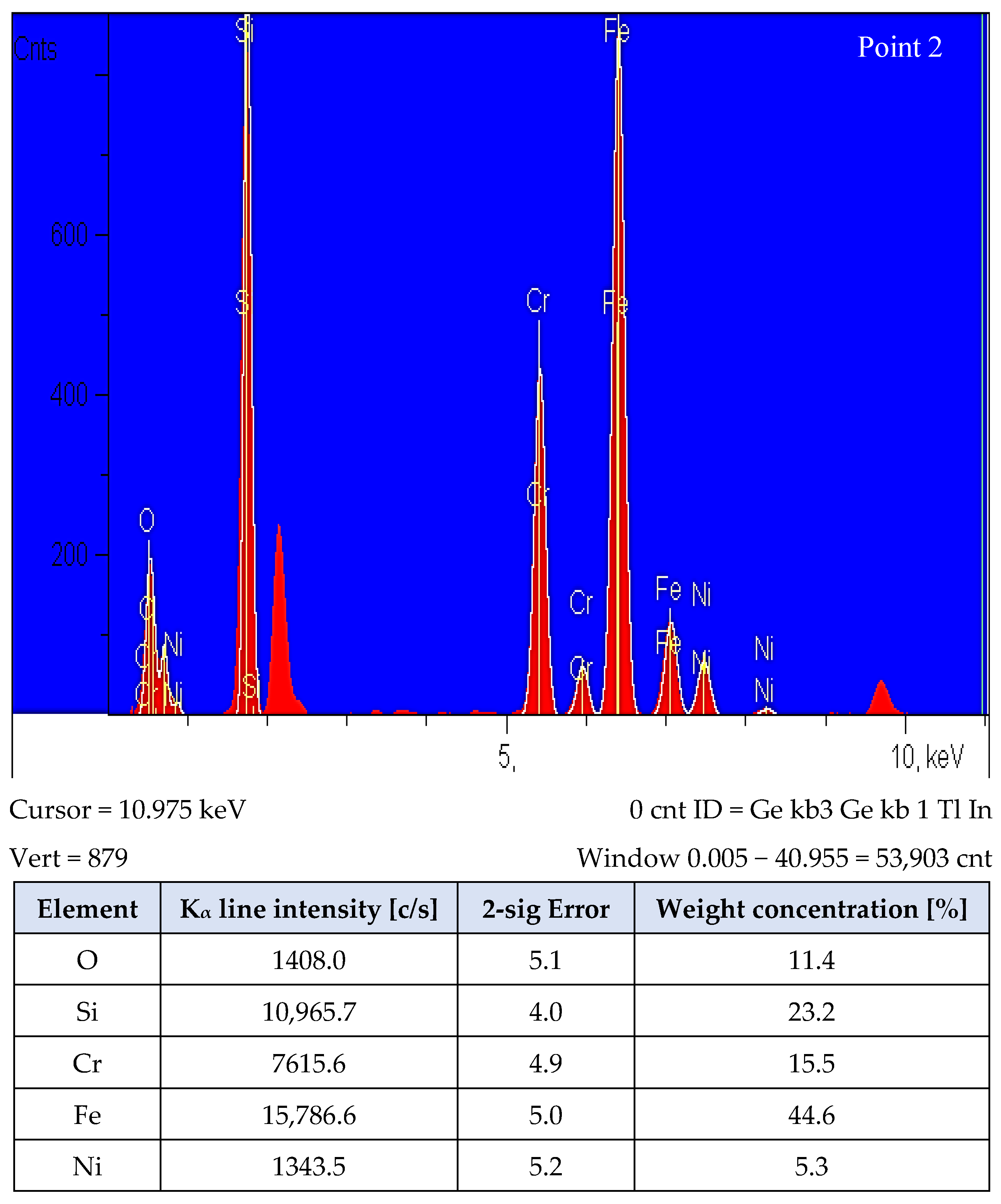
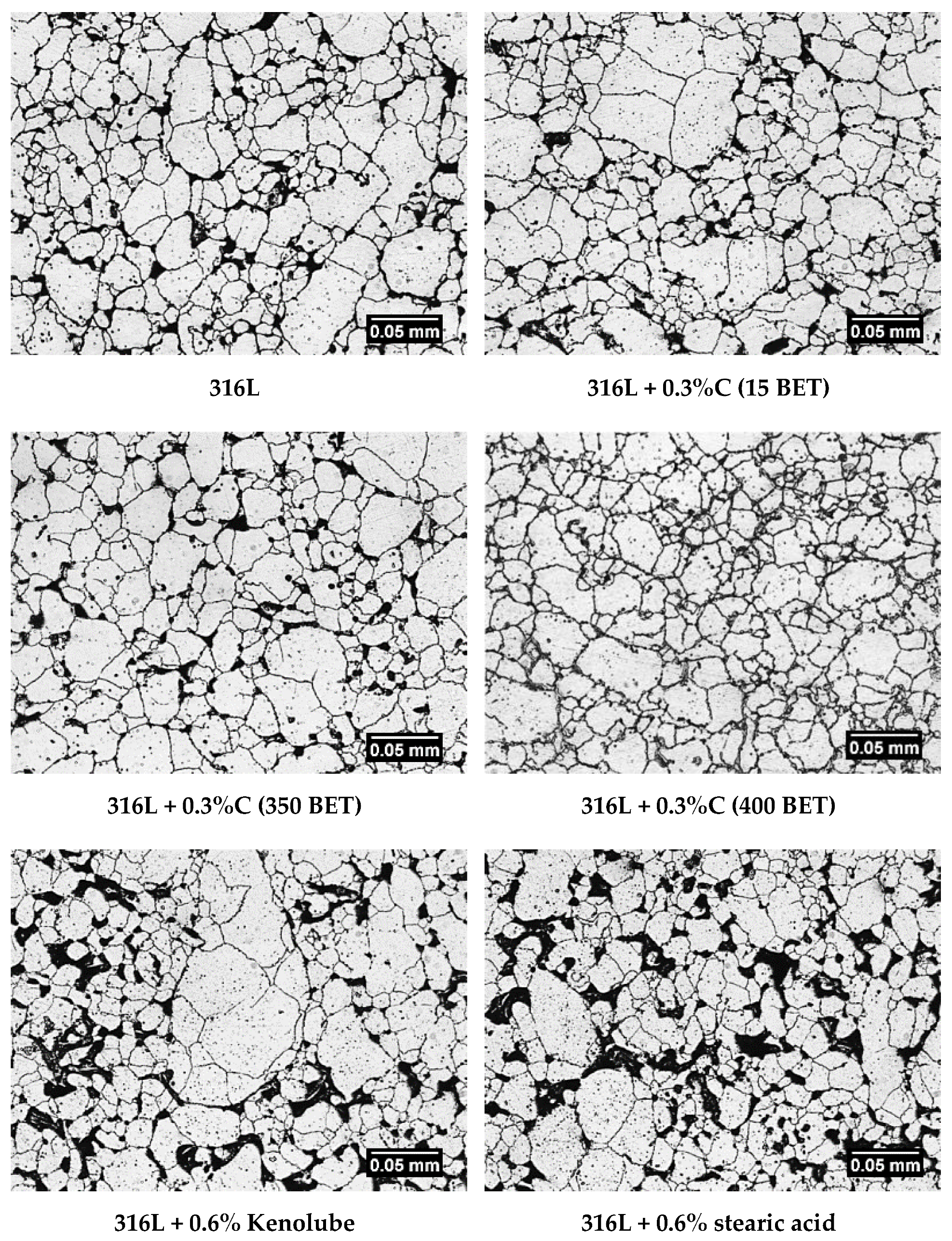
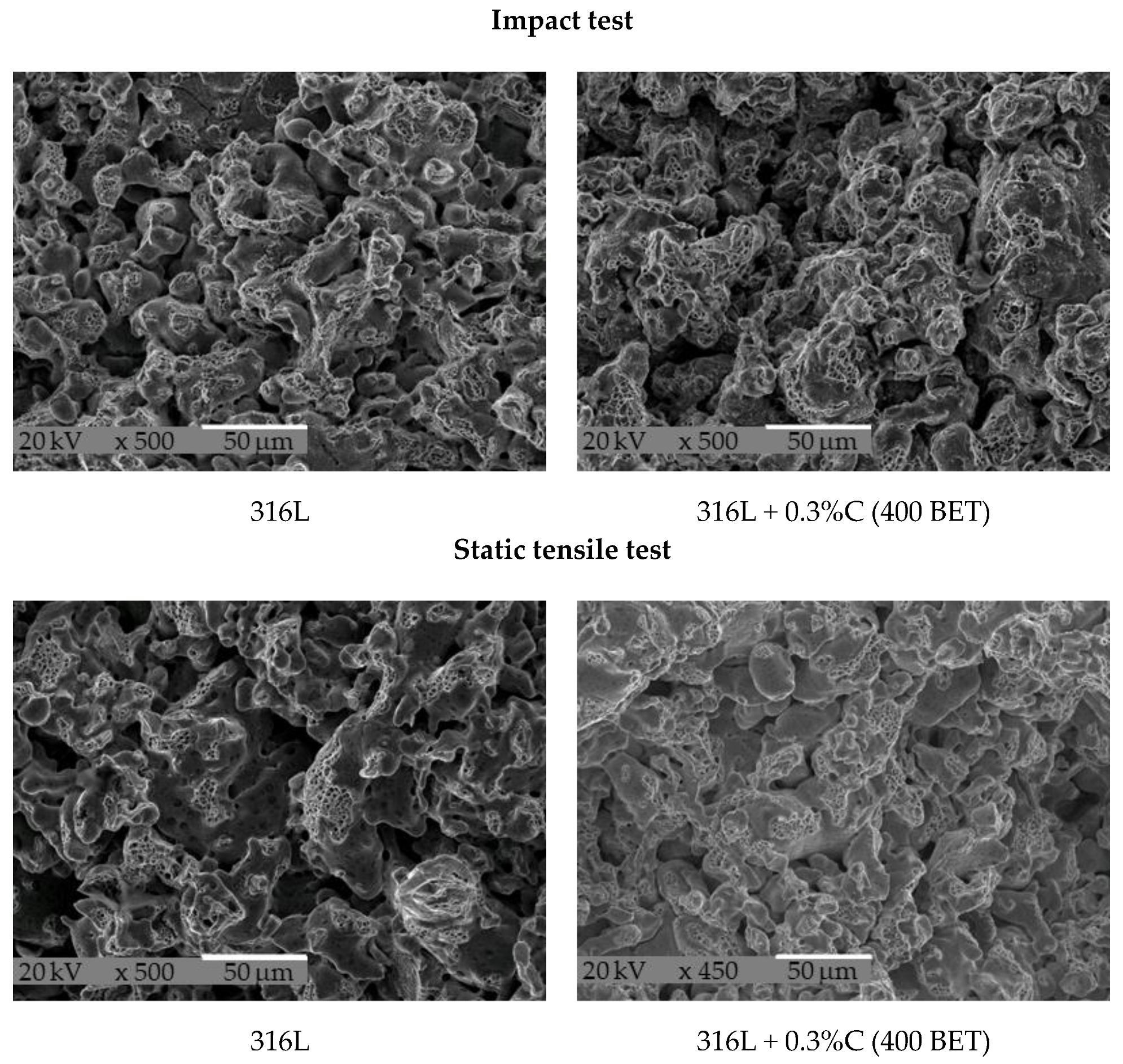
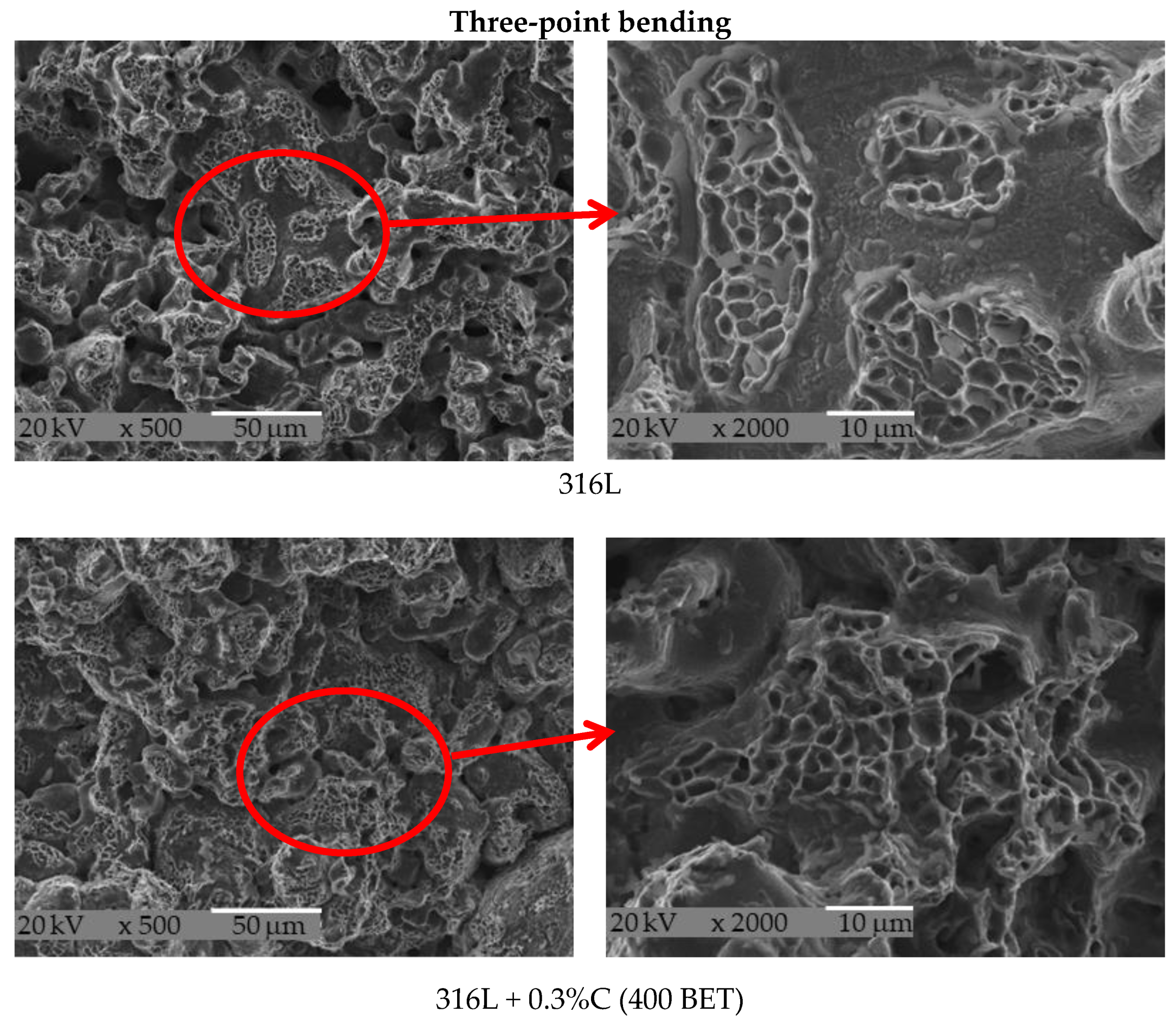
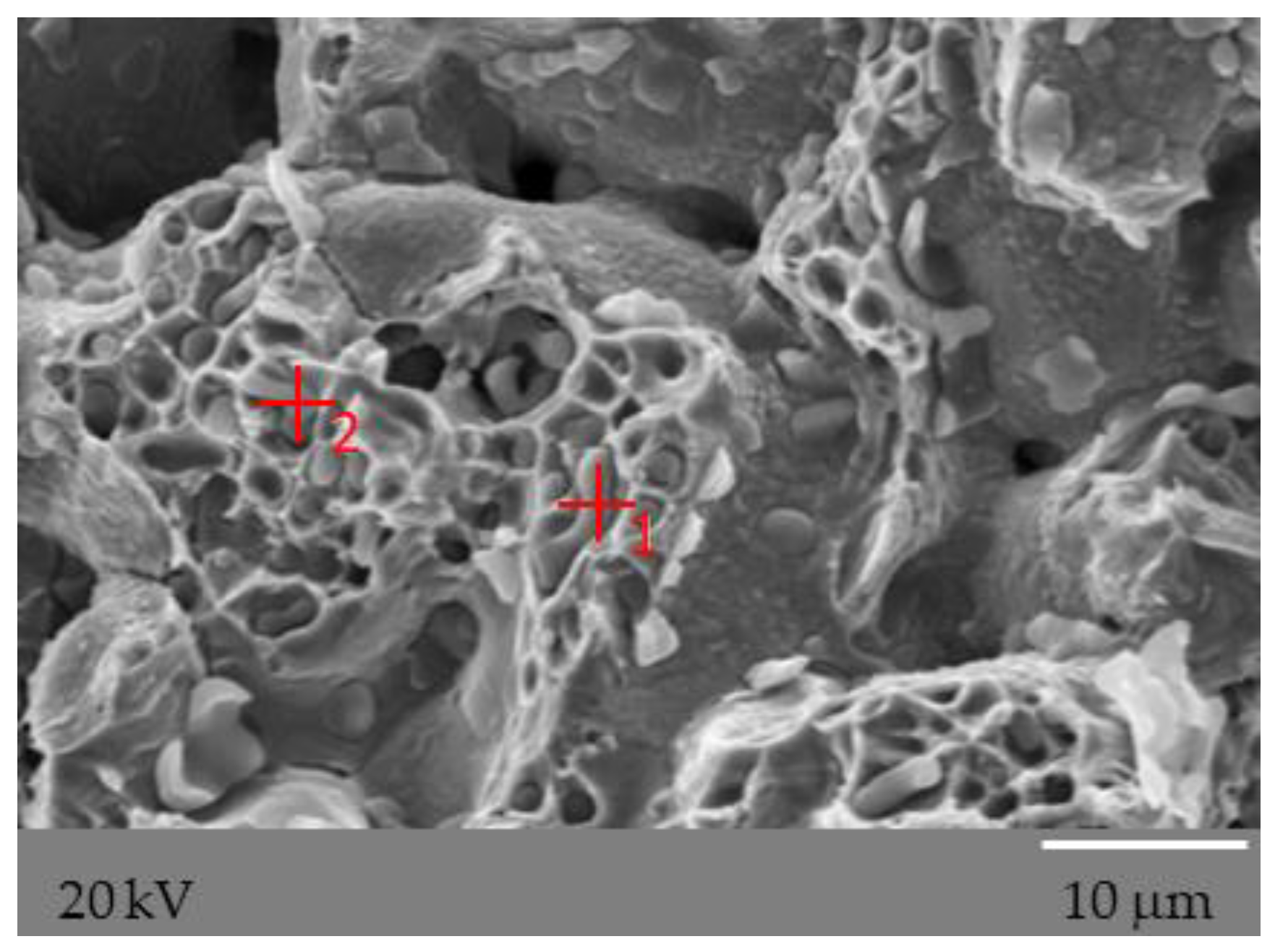
3.4. Microstructure
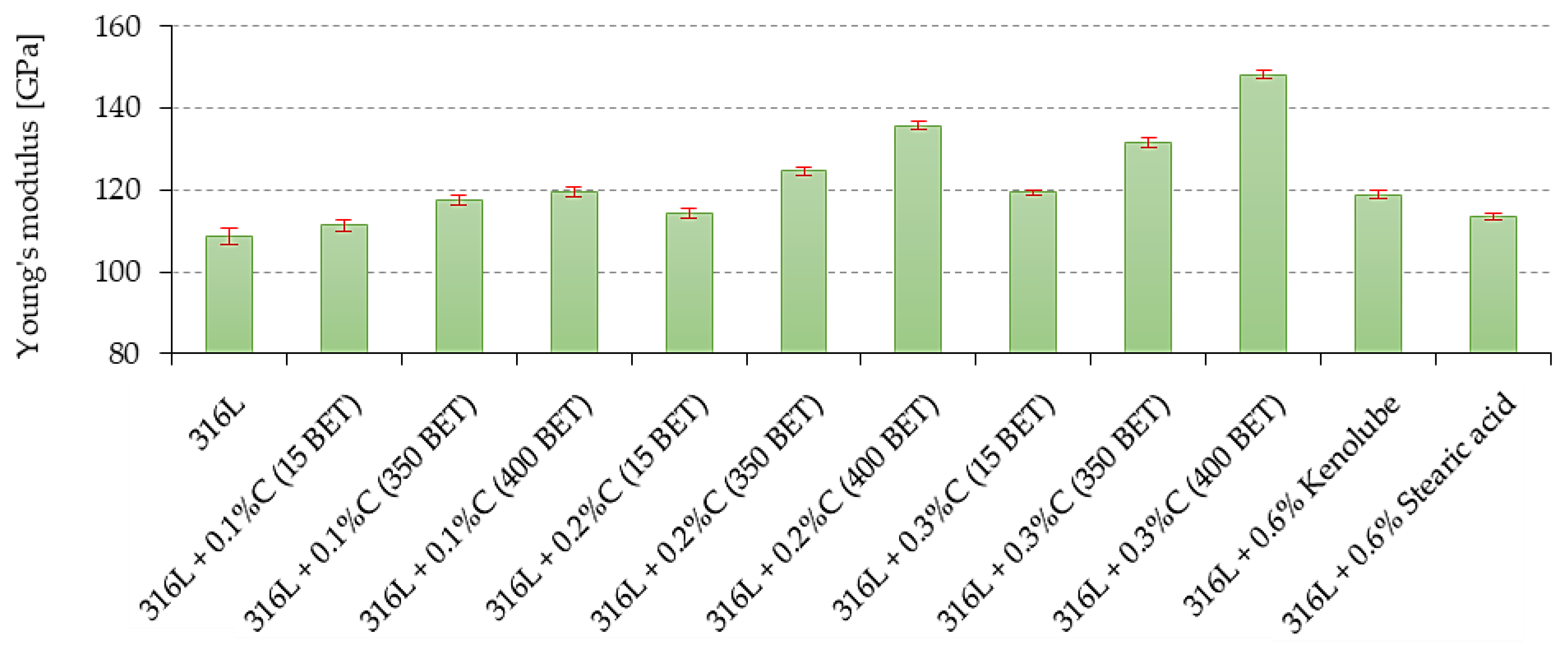
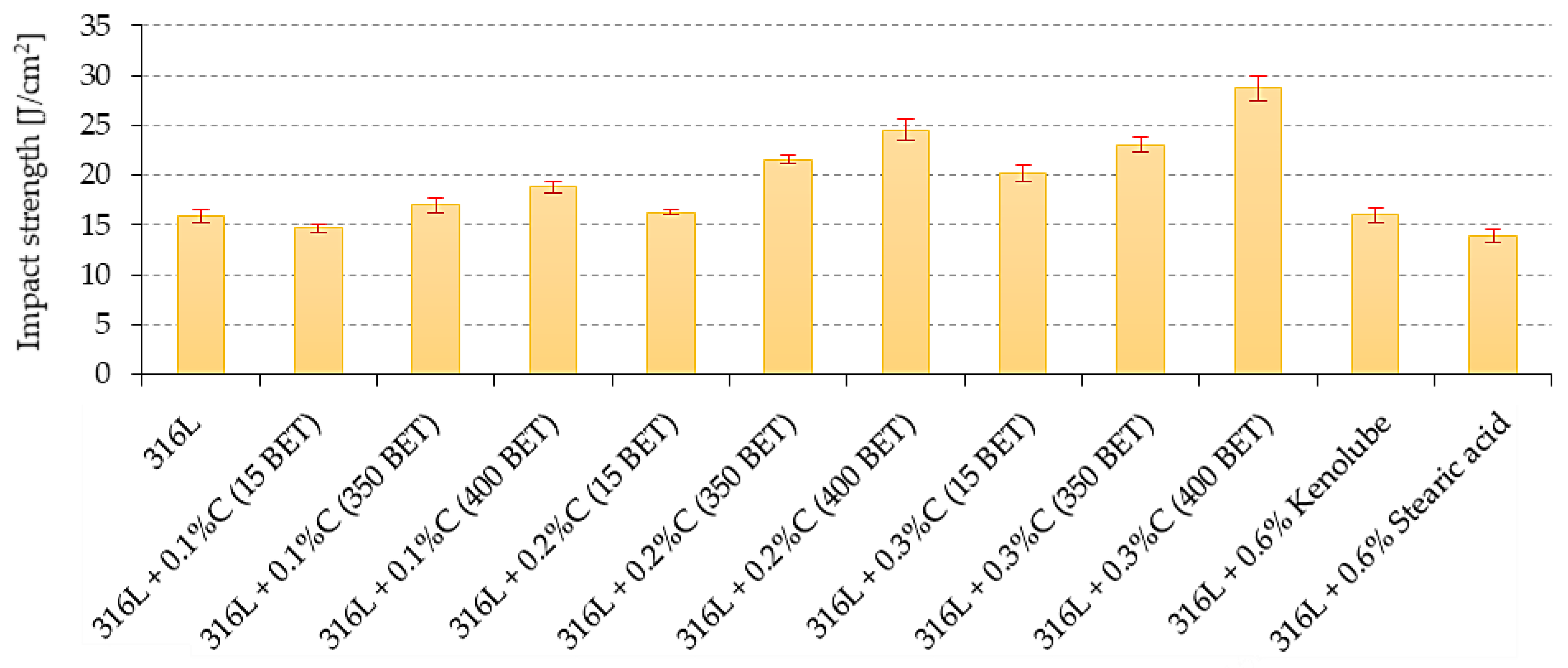
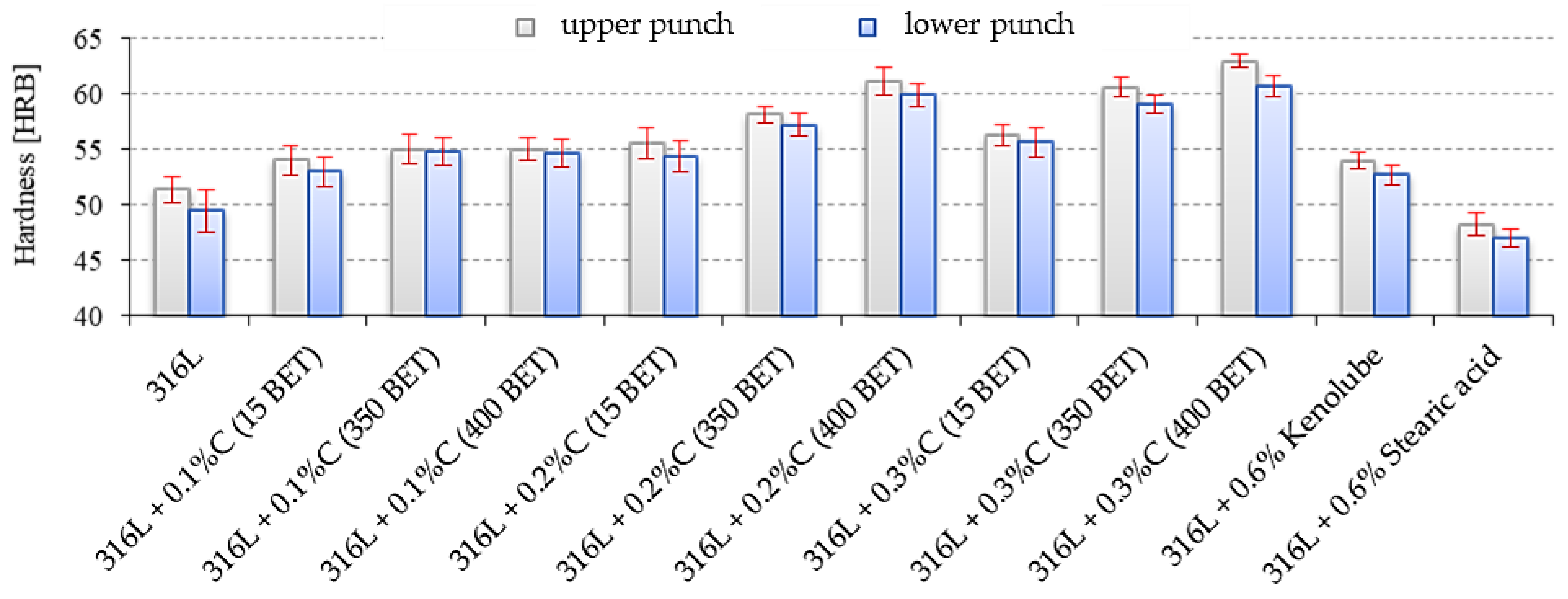
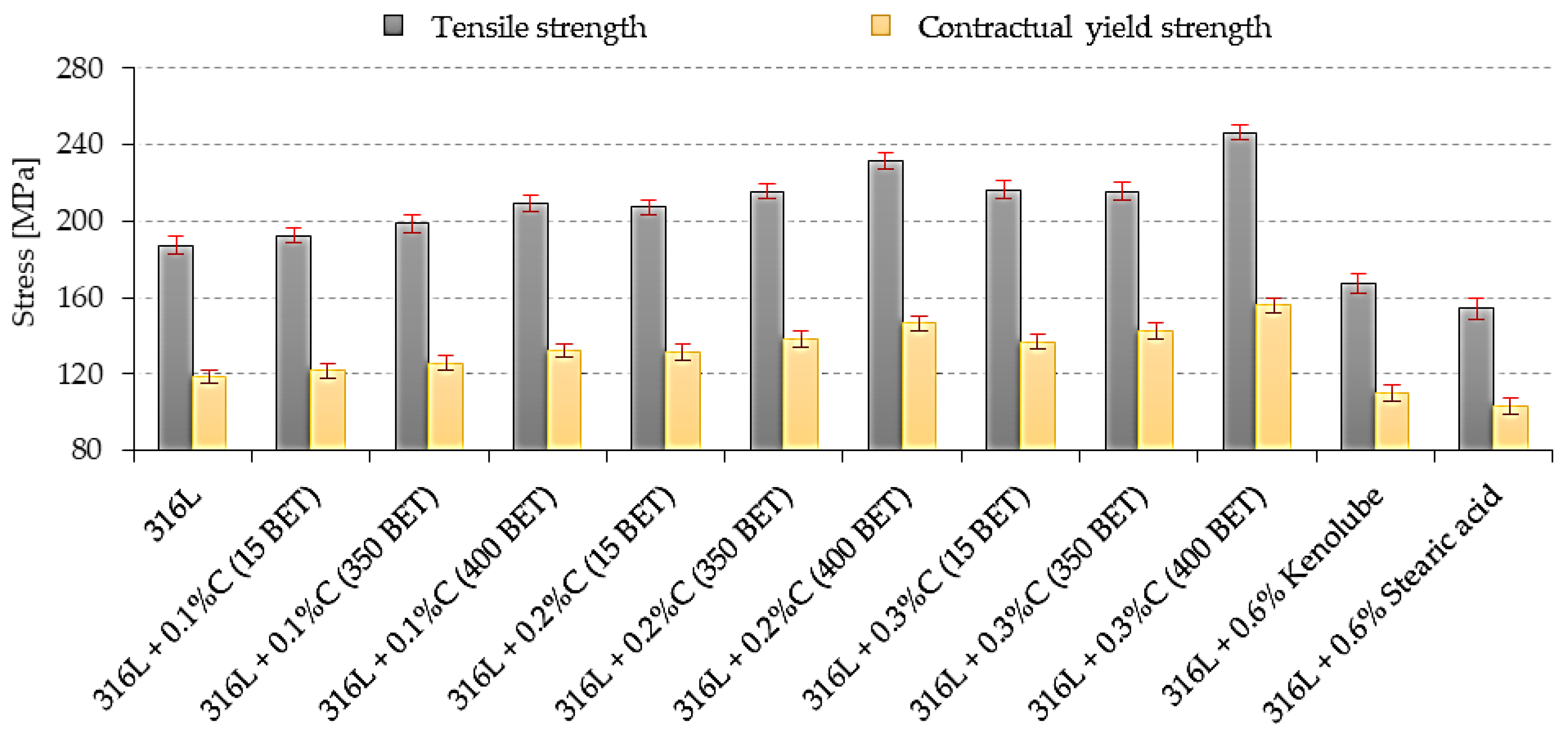
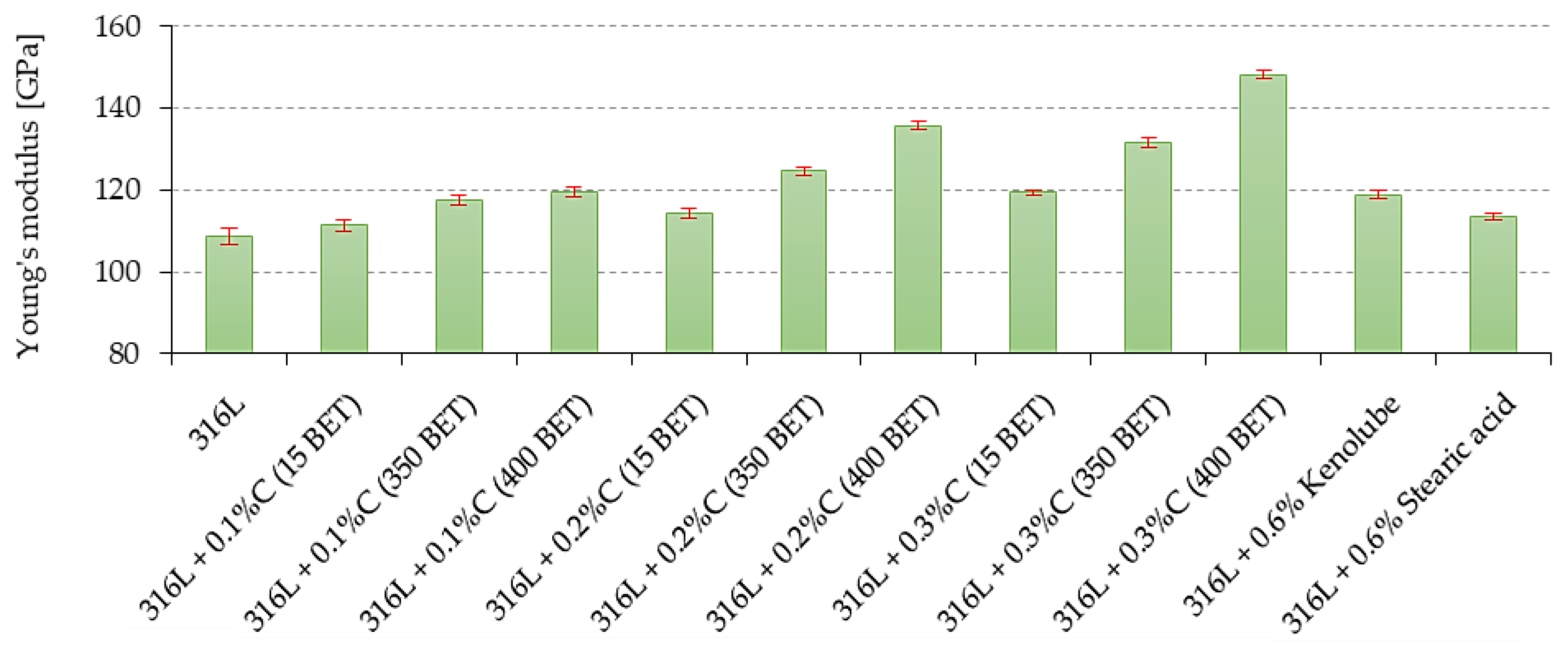
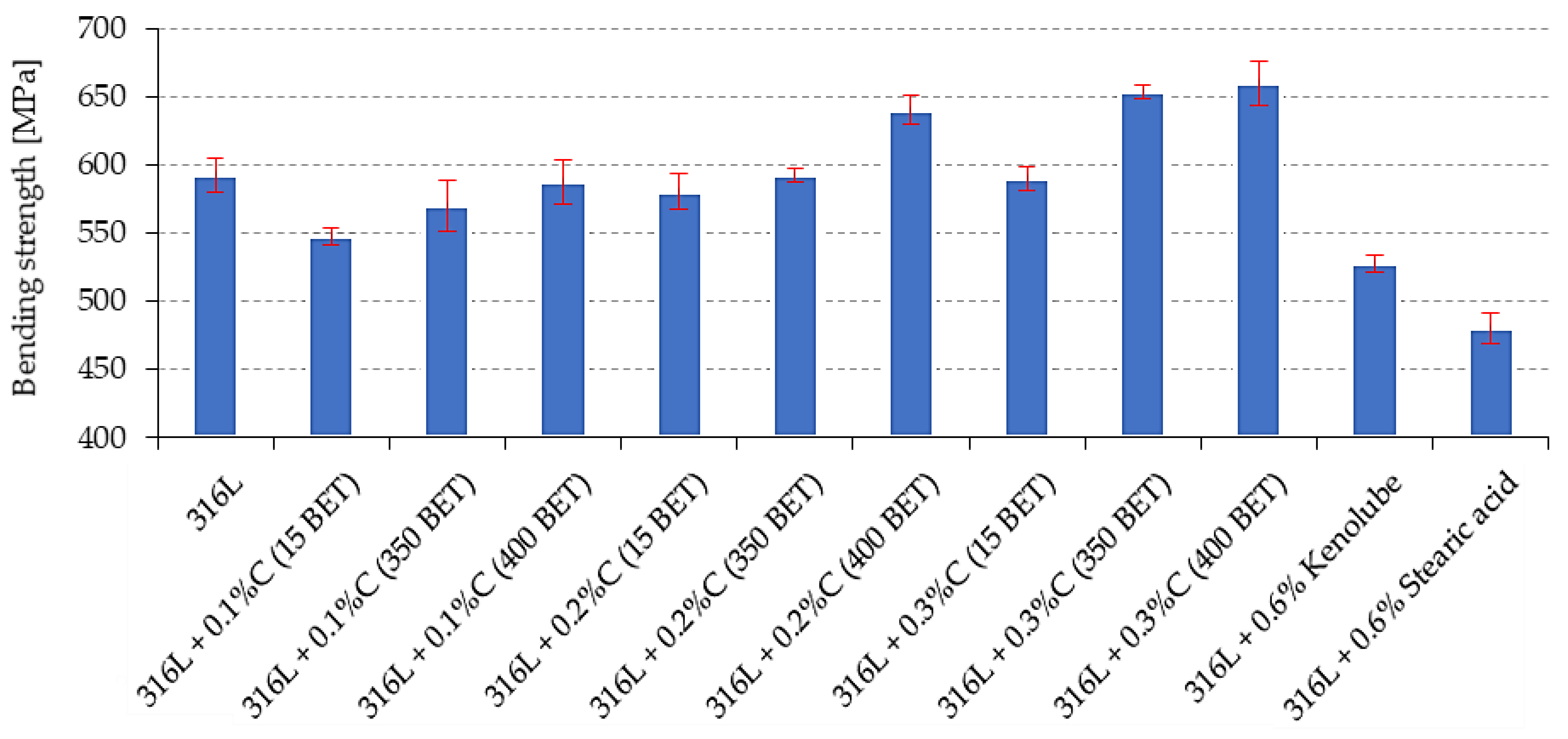
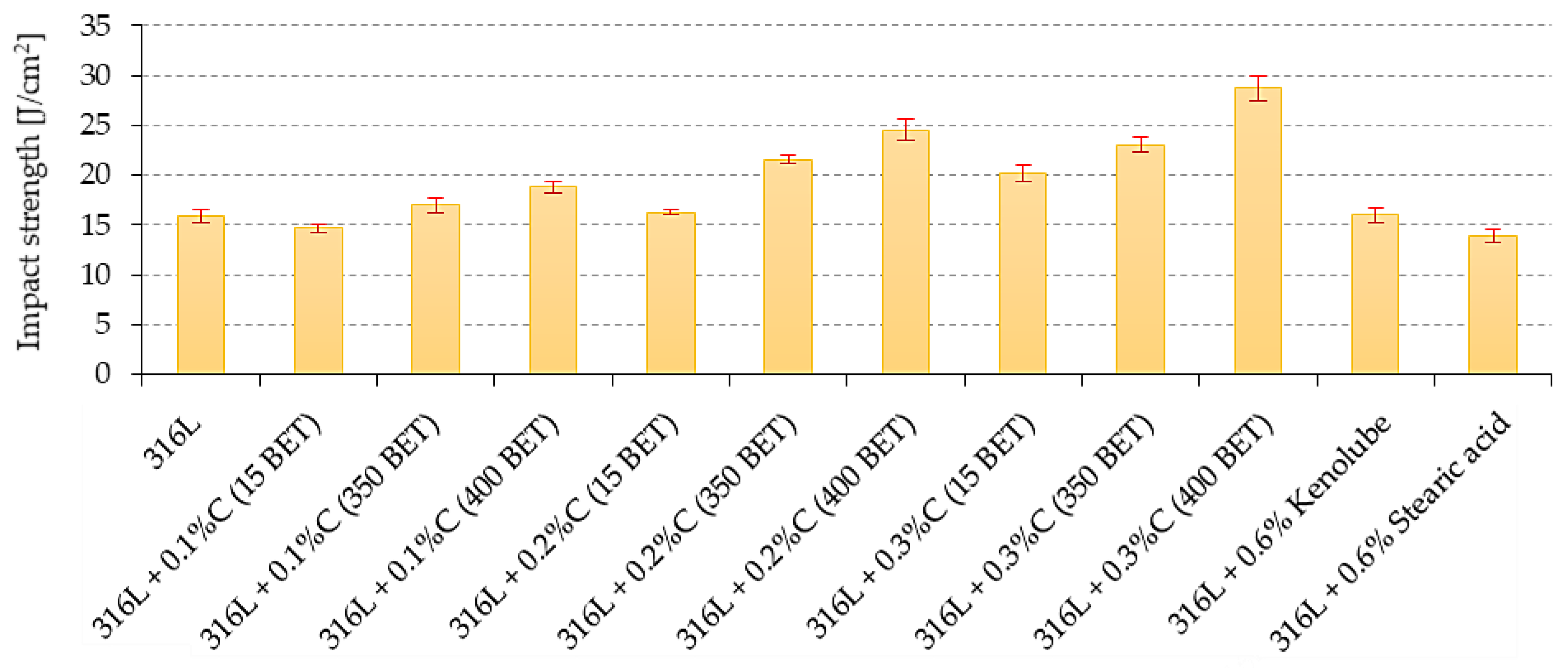
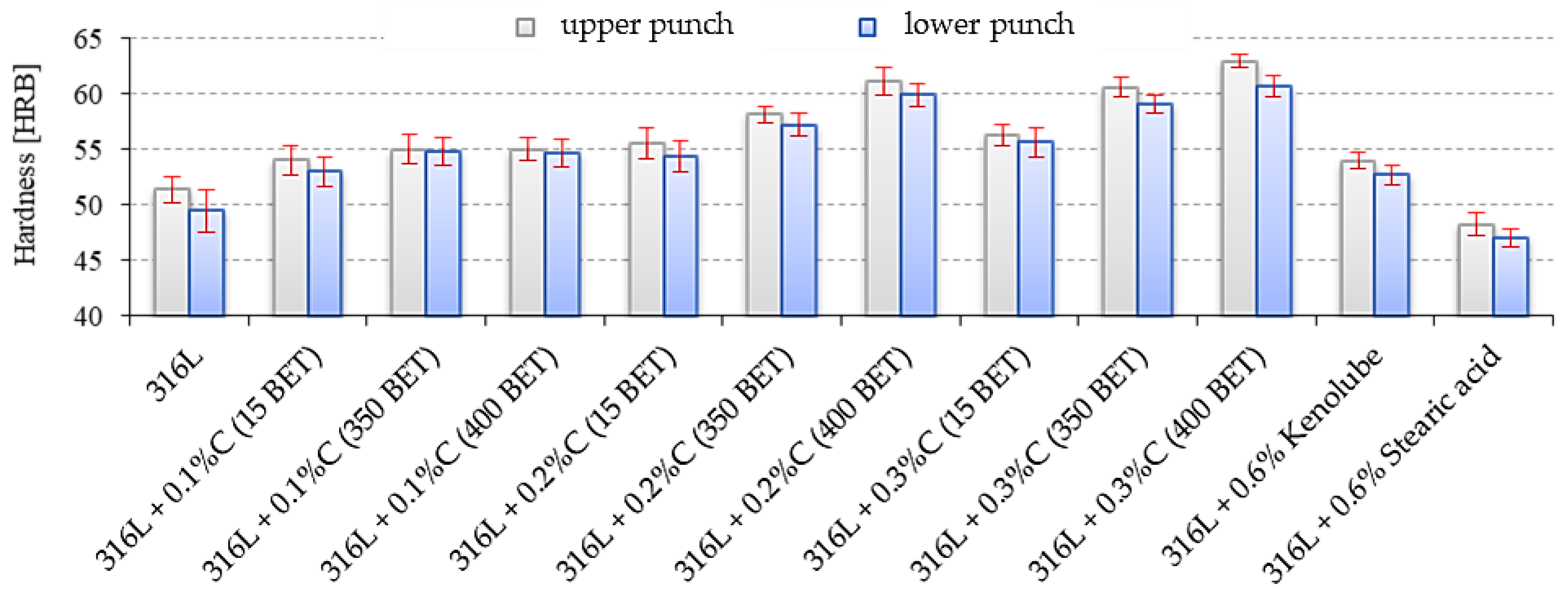
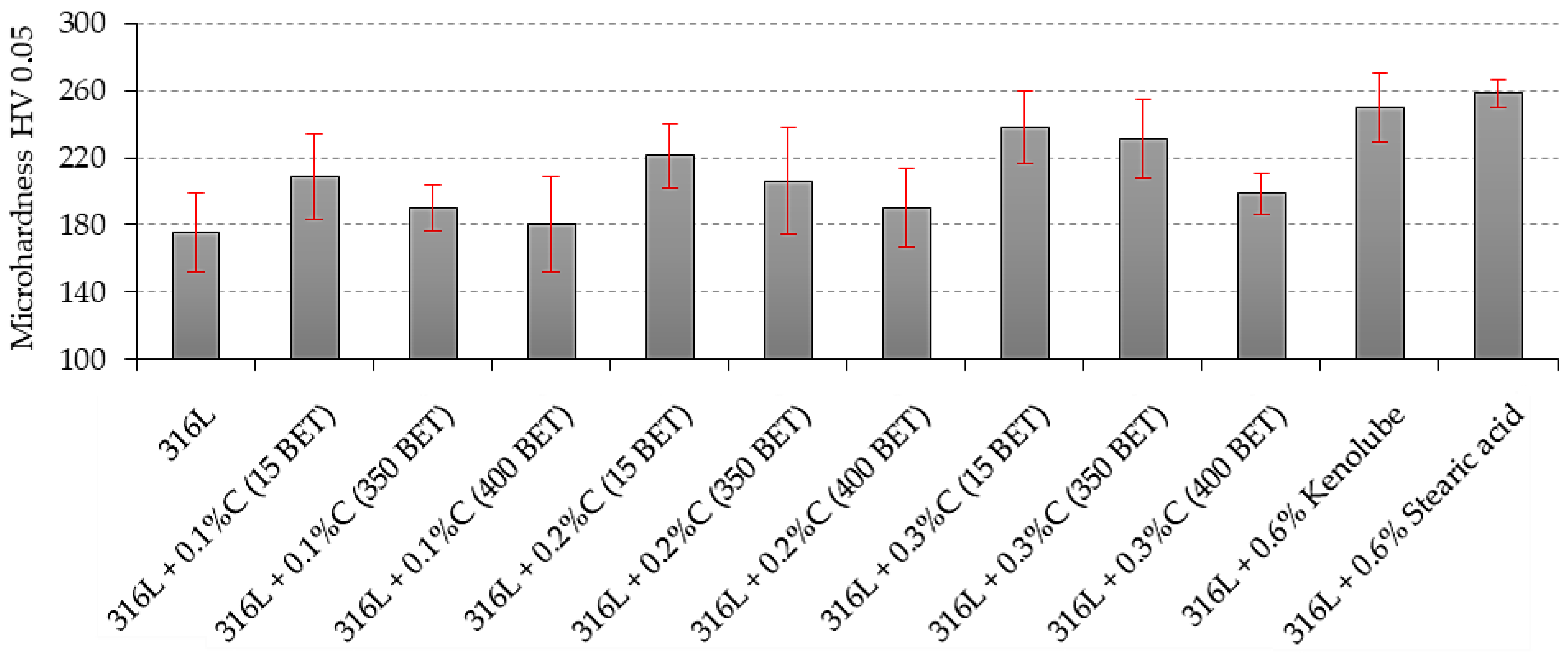
3.5. Mechanical Properties
4. Conclusions
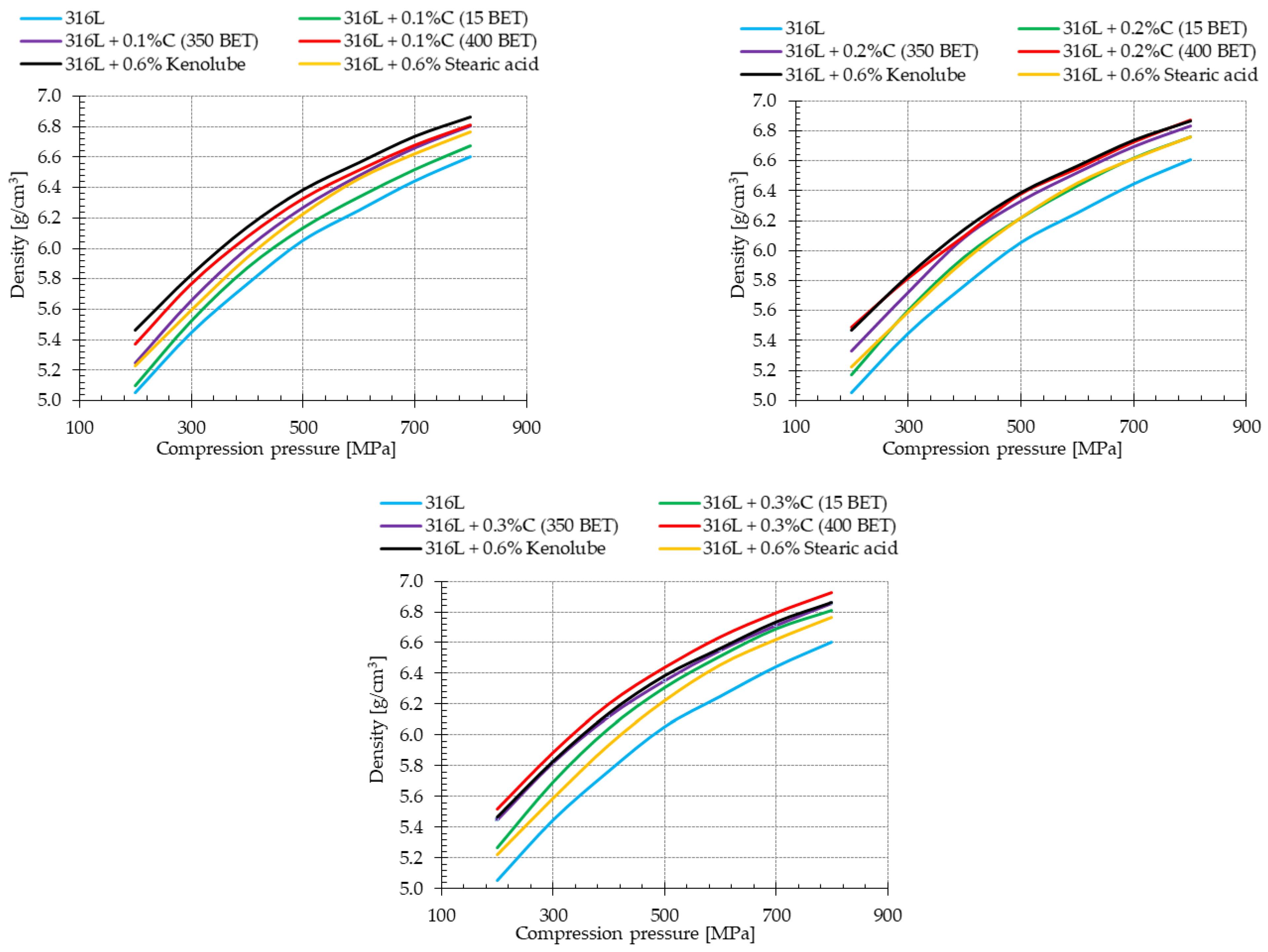
- Graphite nanopowders provide improved powder densities of AISI 316L austenitic stainless steel. The increase in densification is more significant the greater the proportion of graphite powder and the degree of BET specific surface area development of its particles. With a greater degree of surface, development comes a reduction in the particle size of the graphite used in the tests. As a result, the finer particles fill the spaces between the steel powder particles to a greater extent, producing a lubricating film on their surfaces during the powder mixing stage. During the pressing process, this provides better lubrication between the steel powder particles in contact and between the particles and the die walls.
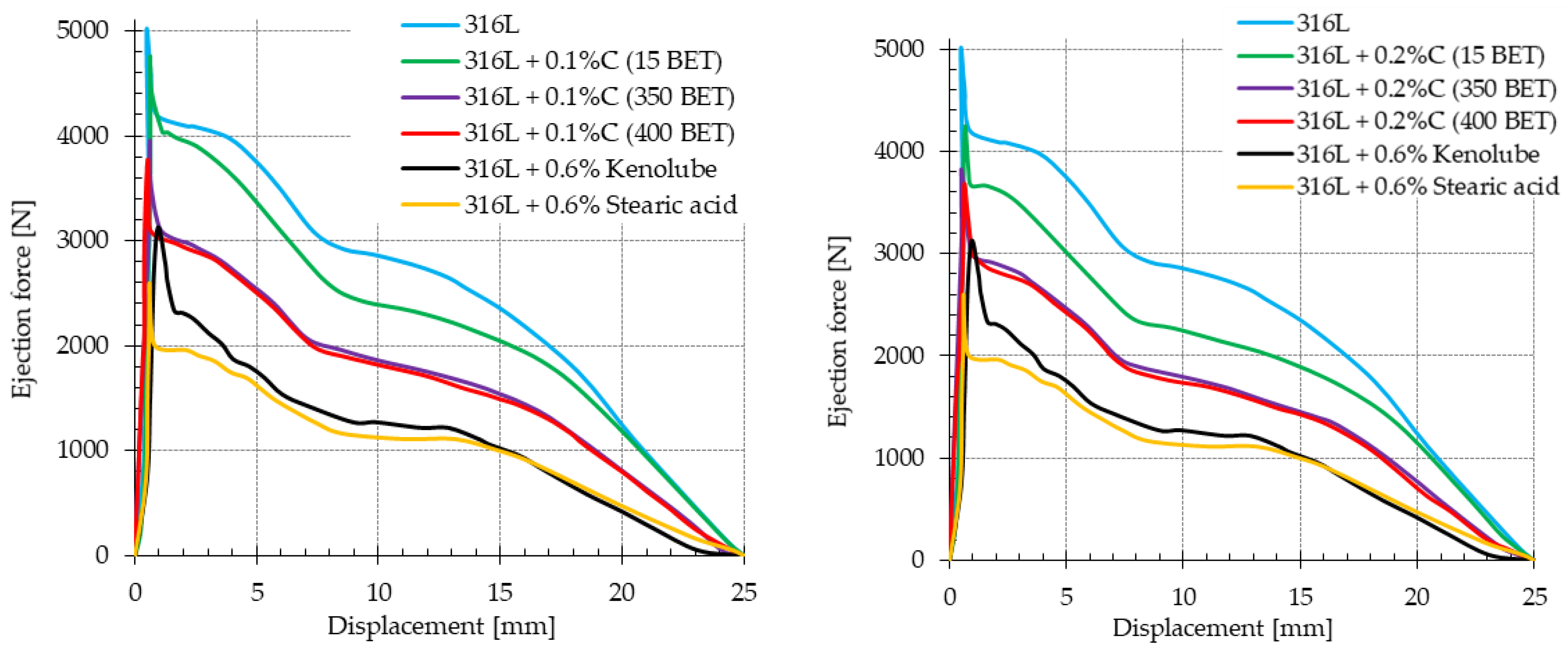
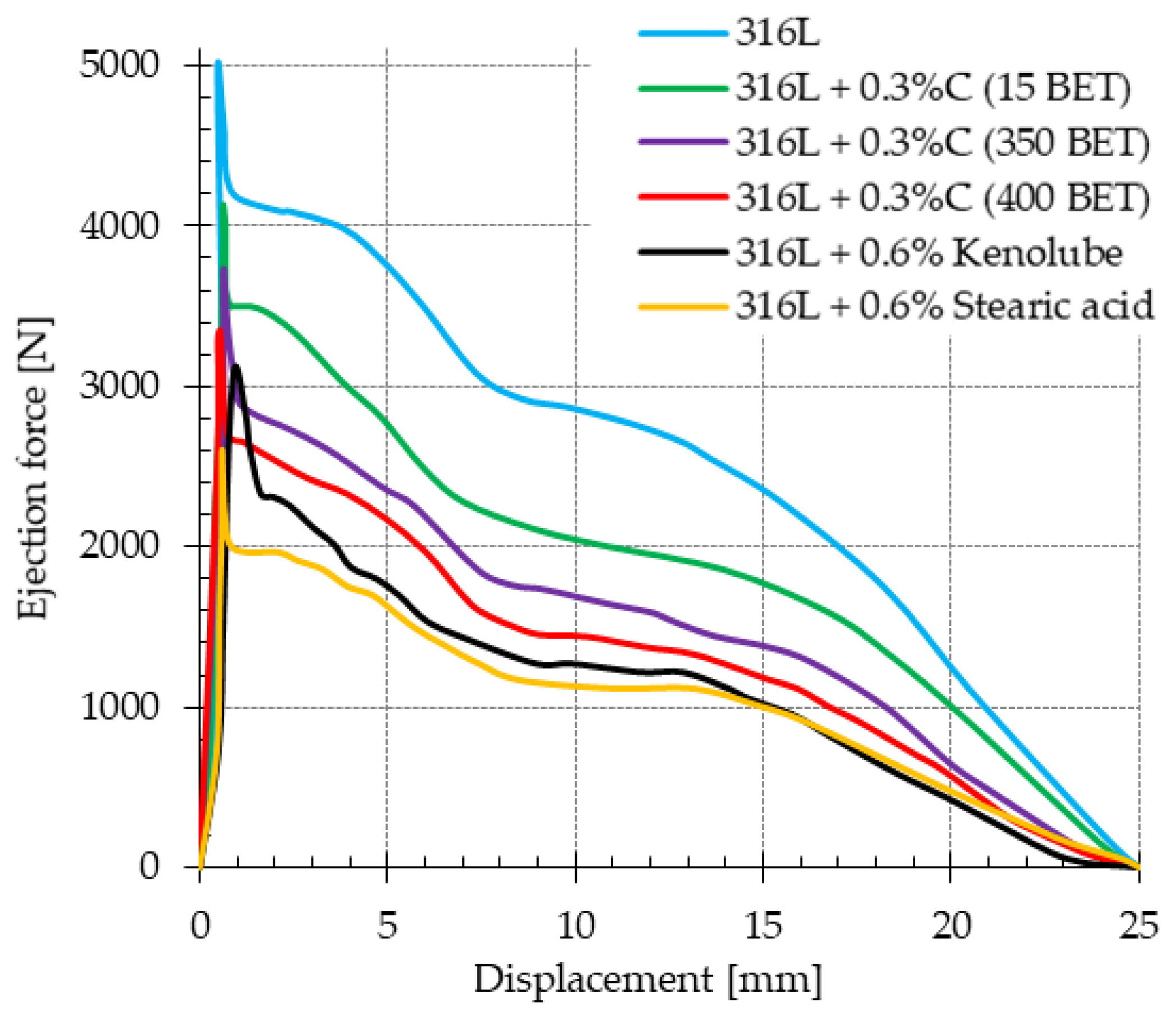
- The reduction in friction between the pressed powder and the die walls allows the molded part to be pushed out of the die with significantly less force, ultimately leading to a reduction in die wear. The lowest values of the maximum ejection force of the moldings from the die for the blends of the tested steel doped with graphite powders were achieved for the additions of 0.2 wt% and 0.3 wt% of nanographite powder with 400 m2/g BET. The ejection force values for these blends were similar to the lowest ones obtained for mixtures of AISI 316L austenitic stainless steel powder with Kenolube and stearic acid additives.
- Graphite micropowder does not allow such a significant improvement in densification as graphite nanopowder provides. This is most likely due to the larger size of its particles, which are not able to fill the spaces between the powder particles of the tested steel to the same extent as the finer particles of nanographite. In addition, for this reason, the graphite micropowder does not provide as beneficial lubricating properties as the nanographite powder when ejecting the molded part out of the matrix.
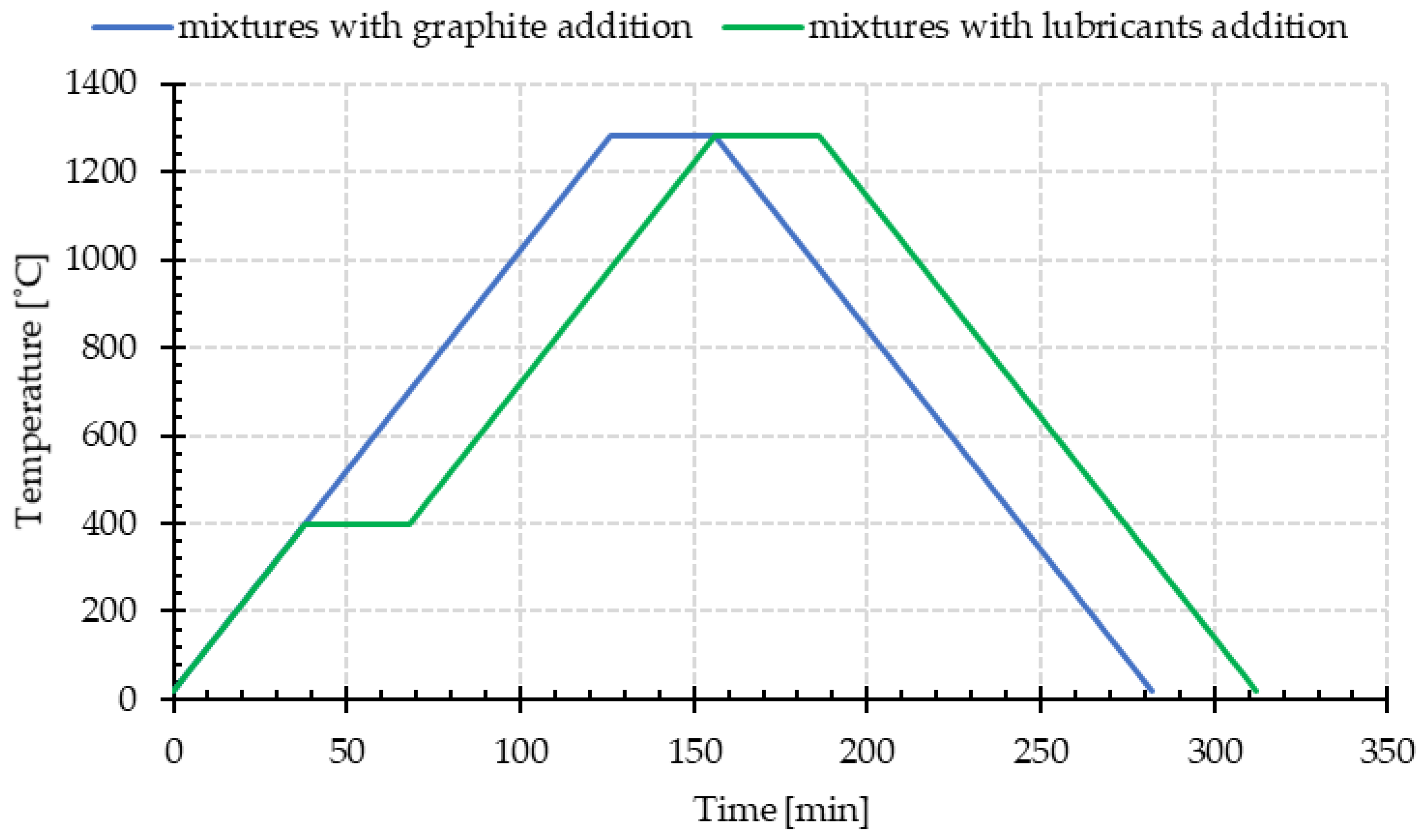
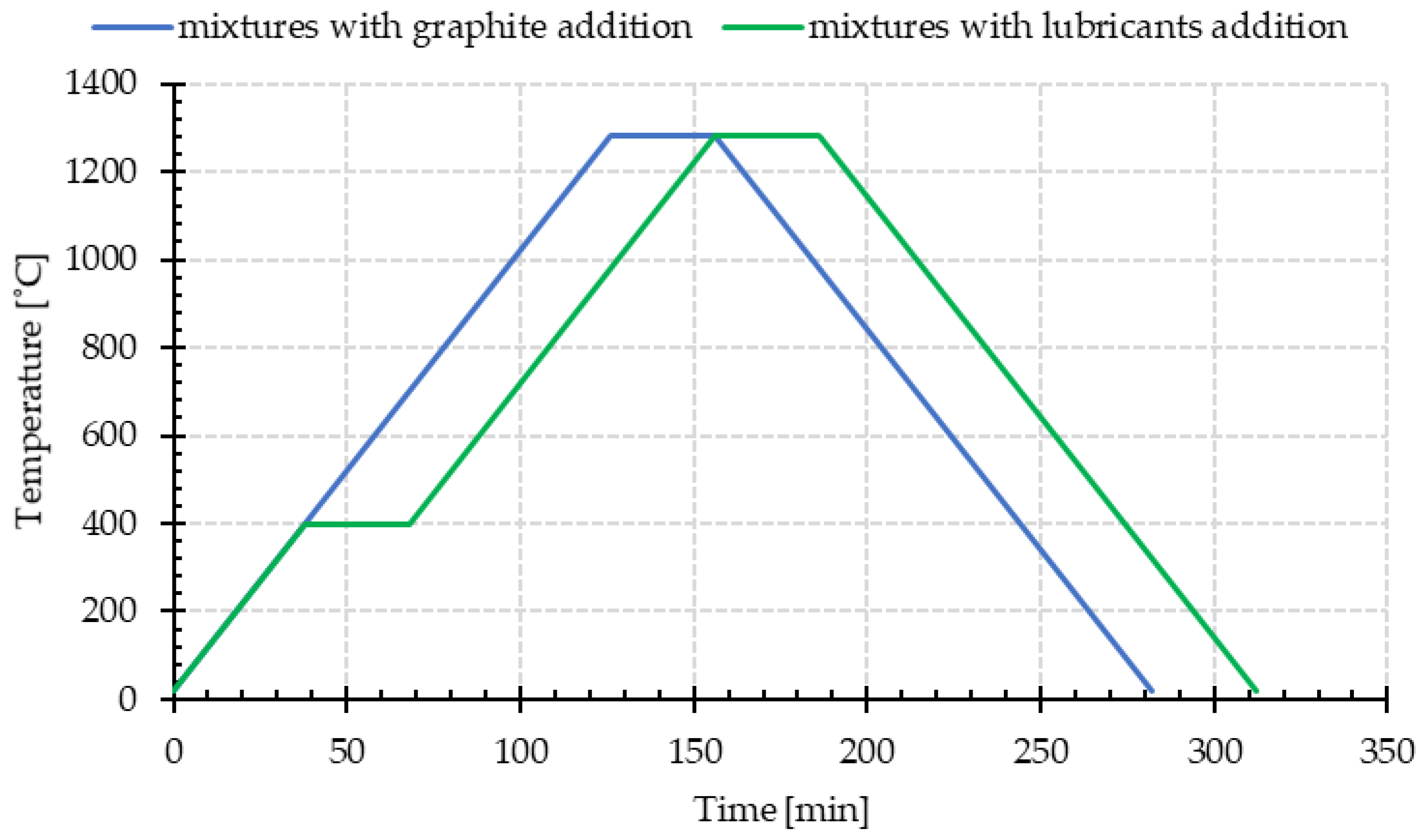
- The sintering agents fulfill their role; they significantly improve the densification of AISI 316L steel powders and decrease the forces of ejection of the moldings out of the die during the pressing process. However, the results obtained in this study indicate that the use of stearic acid and Kenolube as additives in the powder of the stainless steel understudy adversely affects the degree of sinter thickening and the pore morphology after sintering. The formation of large irregularly shaped pores is probably due to the impeded evacuation of the gaseous products of the thermal decomposition of the lubricants outside the sintered sample. This results in a decrease in the mechanical properties and the corrosion resistance of the sinter.
- Based on the above, it can be concluded that the addition of graphite nanopowder provides the possibility to press the investigated AISI 316L steel powder without the need to use commercially available slip agents. Consequently, it allows for shortening of the duration of the sintering process by eliminating the firing step of these agents, which can be a clear economic advantage from a practical point of view.
- The addition of nanographite allows for a significant increase in such mechanical properties as tensile strength, contractive yield strength, relative elongation, flexural strength, impact strength, hardness, and microhardness of sintered AISI 316L austenitic stainless steel. The higher the percentage amount of graphite additive in the mixture and the more developed the BET specific surface area of graphite particles, the better the properties of the tested steel. The addition of nanographite, in comparison to graphite micropowders, provides better reducing properties during the sintering process, resulting in an increase in the degree of sinter compaction and changes in pore morphology (spheroidization and decrease in pore number). This contributes to improving the discussed properties of sintered AISI 316L stainless steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Molinari, A.; Cristofolini, I.; Marchetti, F.; Tiziani, A. Auger electron spectroscopy study of martensitic stainless steel sintered in different atmospheres. Powder Metall. Int. 1992, 24, 351–356. [Google Scholar]
- Kazior, J. Analiza Czynników Technologicznych Decydujących o Własnościach Spiekanych Austenitycznych Stali Nierdzewnych; Cracow University of Technology: Cracow, Poland, 1994. [Google Scholar]
- Molinari, A.; Kazior, J.; Marchetti, F.; Cantieri, R.; Cristofolini, I.; Tiziani, A. Sintering mechanisms of Boron alloyed AISI 316L stainless steel. Powder Metall. 1994, 37, 115–122. [Google Scholar] [CrossRef]
- Terrisse, C.; Nyborg, L.; Bracconi, P. Surface reactions during vacuum sintering of 316L stainless steel powder. In Proceedings of the 1998 Powder Metallurgy World Congress and Exhibition, Granada, Spain, 18–22 October 1998. [Google Scholar]
- Tunberg, T.; Nyborg, L.; Liu, C.X. Enhanced vacuum sintering of water-atomized austenitic stainless steel powder by carbon addition. Adv. Powder Metall. Part. Mater. 1992, 3, 383–396. [Google Scholar]
- Toennes, C.; German, R.M. Density and microstructure control in a martensitic stainless steel through enhanced sintering. Powder Metall. Int. 1992, 24, 151–157. [Google Scholar]
- Skałoń, M.; Kazior, J. Enhanced sintering of austenitic stainless steel powder AISI 316L through boron containig master alloy addition. Arch. Metall. Mater. 2012, 57, 789–797. [Google Scholar] [CrossRef] [Green Version]
- Larsen, R.M.; Thorsen, K.A. Equilibria and kinetics of gas-metal reactions during sintering of austenitic stainless steel. Powder Metall. 1994, 37, 61–66. [Google Scholar] [CrossRef]
- Danninger, H.; Nikolov, D.; Leitner, G.; Jaenicke-Robler, K. Deoxidation processes during sintering of steel compacts prepared from pre-oxidized iron and steel powders. In Proceedings of the International Conference “Sintering ‘03”, State College, PA, USA, 15–17 September 2003. [Google Scholar]
- Lindqvist, B. Chromium alloyed steels—A new powder generation. In Proceedings of the Euro PM 2001 Congress and Exhibition, Nice, France, 22–24 October 2001. [Google Scholar]
- Larsen, R.M.; Thorsen, K.A. Influence of sintering atmosphere on corrosion resistance and mechanical properties of sintered stainless steel. In Proceedings of the International Conference on Materials by Powder Technology (PTM-93), Dresden, Germany, 23–26 March 1993. [Google Scholar]
- Pao, M.A.; Klar, E. Corrosion phenomena in regular and tin modified P/M stainless steel. Prog. Powder Metall. 1983, 39, 431–444. [Google Scholar]
- Beste, U.; Sundin, S.; Petrini, D. The role of oxygen content on properties of PM materials. In Proceedings of the International Conference on Powder Metallurgy and Particulate Materials, Hollywood, CA, USA, 27–30 June 2010. [Google Scholar]
- Buscali, H.; El Messki, S.; Riffard, F.; Perrier, S.; Cueff, R.; Issartel, C. Role of molybdenum on the AISI 316L oxidation at 900 °C. J. Mater. Sci. 2008, 43, 6960–6966. [Google Scholar] [CrossRef]
- Bergman, O.; Frisk, K.; Nyborg, L. Analysis of oxide reduction during sintering of Cr-alloyed steel powder through Photoacoustic Spectroscopy Meassurements. In Proceedings of the Euro PM2009 Congress and Exhibition, Copenhagen, Denmark, 12–14 October 2009. [Google Scholar]
- Danninger, H.; Wolfsgruber, E.; Ratzi, R. Gas Formation during sintering of PM steels containing carbon. In Proceedings of the Euro PM97 Congress and Exhibition EURO PM, Munich, Germany, 17–19 October 1997. [Google Scholar]
- Rawlings, A.; Hanejko, F. Die wall lubricant utilizing warm compaction methods. In Proceedings of the International Conference on Powder Metallurgy and Particulate Materials, Part 3 Compaction and Forming, New York, NY, USA, 30 May–3 June 2000. [Google Scholar]
- Rawlings, A.; Luk, S.; Hanejko, F. Engineered Approach to High Density Forming Using Internal and External Lubricants; Hoeganaes Corp.: Cinnaminson, NJ, USA, 2000. [Google Scholar]
- Simchi, A.; Nojoomi, A.A. Warm compaction of metallic powders. In Advances in Powder Metallurgy: Properties, Processing and Applications; Woodhead Publishing Limited: Sawstone, UK, 2013; pp. 86–108. [Google Scholar]
- Feng, S.S.; Geng, H.R.; Guo, Z.Q. Effect of lubricants on warm compaction process of Cu-based composite. Compos. Part B 2012, 43, 933–939. [Google Scholar] [CrossRef]
- Ngai, T.L.; Chen, W.P.; Xiao, Z. Die wall lubricated warm compaction of iron-based powder metallurgy material. Trans. Nonferrous Metall. Soc. 2002, 12, 1095–1098. [Google Scholar]
- Barrow, D.A. Developments in powder metallurgy (PM) materials. Mater. Des. 1988, 9, 345–354. [Google Scholar] [CrossRef]
- Saha, D.; Apelian, D. Control Strategy for the De-lubrication of P/M Compacts. Int. J. Powder Metall. 2002, 38, 71–79. [Google Scholar]
- Rodrigues, H.; Madill, S.; Folliard, M.; Liu, T. Optimizing Compacting Lubricant Selection—A Comparison Study of Various Commercially Available Lubricants. In Proceedings of the World Congress on Powder Metallurgy, Particulate Materials, Washington, DC, USA, 8–12 June 2008. [Google Scholar]
- St-Laurent, S.; Thomas, Y.; Azzi, L. High performance lubricants for demanding PM applications. Adv. Powder Metall. Part. Mater. 2006, 1, 1–13. [Google Scholar]
- Żółkowski, W.; Czepelak, M. Wpływ rodzaju środka poślizgowego na przebieg prasowania proszku aluminium i własności spieków. Metal. Proszków 1988. [Google Scholar]
- Simchi, A. Effects of lubrication procedure on the consolidation, sintering and microstructural features of powder compacts. Mater. Des. 2003, 24, 585–594. [Google Scholar] [CrossRef]
- Rahman, M.M.; Nor, S.S.M.; Rahman, H.Y. Investigation on the effect of lubrication and forming parameters to the green compact generated from iron powder through warm forming route. Mater. Des. 2011, 32, 447–452. [Google Scholar] [CrossRef]
- Mares, N.T.; Tamashausky, A.V. Nanographite materials as solidphase integral die-wall lubricants in PM. Int. J. Powder Metall. 2013, 49, 41–49. [Google Scholar]
- Lindskog, P. Recent developments in European powder metallurgy. Met. Powder Int. 1994, 25, 138–142. [Google Scholar]
- Kirkhorn, L.; Gutnichenko, O.; Melnyk, O.; Bushlya, V.; Ståhl, J.E. Nano graphite flakes as lubricant additive. In Proceedings of the 6th Swedish Production Symposium, Gothenburg, Sweden, 16–18 September 2014. [Google Scholar]
- Shahnazar, S.; Bagheri, S.; Abd Hamid, S.B. Enhancing lubricant properties by nanoparticle additives. Int. J. Hydrogen Energy 2016, 41, 3153–3170. [Google Scholar] [CrossRef]
- Erdemir, A. Solid lubricants and self-lubricating films. In Modern Tribology Handbook Materials, Coatings and Industrial Applications; Bhushan, B., Ed.; CRC: Boca Raton, FL, USA, 2001; pp. 787–818. [Google Scholar]
- Brunauer, S.; Emmett, P.H.; Teller, E. Adsorption of Gases in Multimolecular Layers. J. Am. Chem. Soc. 1938, 60, 309–319. [Google Scholar] [CrossRef]
- Kozub, B.; Kazior, J.; Szewczyk-Nykiel, A. Sintering Kinetics of Austenitic Stainless Steel AISI 316L Modified with Nanographite Particles with Highly Developed BET Specific Surface Area. Materials 2020, 13, 4569. [Google Scholar] [CrossRef] [PubMed]
- PN-EN ISO 4491-2:2002; Proszki Metaliczne–Oznaczenie Zawartości Tlenu Metodami Redukcyjnymi–Część 2: Ubytek Masy w Wyniku Redukcji Wodorem (Strata Wodorowa). Polish Committee for Standardization: Warsaw, Poland, 2002.
- PN-EN ISO 2738:2001; Spiekane Materiały Metaliczne z Wyjątkiem Węglików Spiekanych–Przepuszczalne Spiekane Materiały Metaliczne–Oznaczanie Gęstości, Zawartości Oleju i Porowatości Otwartej. Polish Committee for Standardization: Warsaw, Poland, 2001.
- PN-EN ISO 2740:2010; Spiekane Materiały Metaliczne z Wyjątkiem Węglików Spiekanych—Próbki do Próby Rozciągania. Polish Committee for Standardization: Warsaw, Poland, 2010.
- PN-EN ISO 5754:2018-02; Spiekane Materiały Metaliczne z Wyjątkiem Węglików Spiekanych—Próbka bez Karbu do Próby Udarności. Polish Committee for Standardization: Warsaw, Poland, 2018.
- PN-EN ISO 3325:2000; Spiekane Materiały Metaliczne z Wyjątkiem Węglików Spiekanych—Oznaczanie Wytrzymałości na Zginanie. Polish Committee for Standardization: Warsaw, Poland, 2000.
- PN-H-04938:1978; Badania Wyrobów z Proszków Metali. Oznaczanie Gęstości Pozornej Twardości i Wytrzymałości na Zginanie Spiekanych Wyrobów Ciernych. Polish Committee for Standardization: Warsaw, Poland, 1978.
- PN-EN ISO6507-1:2018-05; Metale. Pomiar Twardości Sposobem Vickersa. Część 1: Metoda Badania. Polish Committee for Standardization: Warsaw, Poland, 2018.
- Li, Y.Y.; Ngai, T.L.; Wang, S.L.; Zhu, M.; Chen, W.P. Effect of lubricant’s friction coefficient on warm compaction powder metallurgy. Trans. Nonferrous Met. Soc. China 2005, 19, 14–17. [Google Scholar]
- Wikman, B.; Solimannezhad, N.; Larsson, R.; Oldenburg, M.; Häggblad, H.A. Wall Friction Coefficient Estimation through Modelling of Powder Die Pressing Experiment. Powder Metall. 2000, 43, 132–138. [Google Scholar] [CrossRef]
- Rażniewska, M. Gleitmittel in herstell von aluminium P/M teilen. In Proceedings of the International Conference of Powder Metallurgy, Strbske Pleso, Czechoslovakia, 1 October 1974. [Google Scholar]
- Nia, F.F.; Davies, B.L. Production of Al–Cu and Al–Cu–Si Alloys by PM Methods. Powder Metall. 1982, 25, 209–215. [Google Scholar]
- Bergkvist, A. Warm Copaction of Steel Powders. Sweden Patent 6,365,095 B1, 2 April 2002. [Google Scholar]
- Ali, A.; Rani, A.M.A.; Altaf, K.; Baig, Z. Investigation of Boron addition and compaction pressure on the compactibility, densification and microhardness of 316L stainless steel. J. Mater. Sci. Eng. 2018, 344, 12023. [Google Scholar] [CrossRef] [Green Version]
- Kurgan, N. Effects of sintering atmosphere on microstructure and mechanical property of sintered powder metallurgy 316L stainless steel. Mater. Des. 2013, 52, 995–998. [Google Scholar] [CrossRef]
- Lozada, L.; Castro, F. Controlled densification of boron-containing stainless steels. In Proceedings of the Advances in Powder Metallurgy & Particulate Materials, San Francisco, CA, USA, 18–21 May 2011. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | C | Ni | Cr | Mn | Si | N | S | Mo | O * | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Percentage by weight (% wt.) | 0.018 | 12.9 | 17.0 | 0.1 | 0.9 | 0.06 | 0.01 | 2.3 | 0.14 | Bal. |
| Lubricant | Form of the Solid-State at Ambient Temp. | Melting Point (°C) | Flashpoint (°C) | Auto-Ignition Temperature (°C) | Density (g/cm3) |
|---|---|---|---|---|---|
| Stearic acid | powder | 67 | 196 | 395 | 0.94 |
| Kenolube P11 | powder | 100~140 | - | - | 1.054 |
| No. | Composition of the Mixture (% wt.) | Designation of the Sample |
|---|---|---|
| 1 | 100% AISI 316L | 316 L |
| 2 | 99.9% AISI 316L + 0.1% micrographite (15 m2/g BET) | 316L + 0.1%C (15 BET) |
| 3 | 99.8% AISI 316L + 0.2% micrographite (15 m2/g BET) | 316L + 0.2%C (15 BET) |
| 4 | 99.7% AISI 316L + 0.3% micrographite (15 m2/g BET) | 316L + 0.3%C (15 BET) |
| 5 | 99.9% AISI 316L + 0.1% nanographite (350 m2/g BET) | 316L + 0.1%C (350 BET) |
| 6 | 99.8% AISI 316L + 0.2% nanographite (350 m2/g BET) | 316L + 0.2%C (350 BET) |
| 7 | 99.7% AISI 316L + 0.3% nanographite (350 m2/g BET) | 316L + 0.3%C (350 BET) |
| 8 | 99.9% AISI 316L + 0.1% nanographite (400 m2/g BET) | 316L + 0.1%C (400 BET) |
| 9 | 99.8% AISI 316L + 0.2% nanographite (400 m2/g BET) | 316L + 0.2%C (400 BET) |
| 10 | 99.7% AISI 316L + 0.3% nanographite (400 m2/g BET) | 316L + 0.3%C (400 BET) |
| 11 | 99.4% AISI 316L + 0.6% Kenolube | 316L + 0.6% Kenolube |
| 12 | 99.4% AISI 316L + 0.6% stearic acid | 316L + 0.6% Stearic acid |
| Scheme | Maximum Ejection Force (N) |
|---|---|
| 316L | 4991 ± 4.79 |
| 316L + 0.1%C (15 BET) | 4726 ± 5.32 |
| 316L + 0.1%C (350 BET) | 3930 ± 5.75 |
| 316L + 0.1%C (400 BET) | 3766 ± 6.21 |
| 316L + 0.2%C (15 BET) | 4252 ± 5.75 |
| 316L + 0.2%C (350 BET) | 3819 ± 4.82 |
| 316L + 0.2%C (400 BET) | 3660 ± 5.75 |
| 316L + 0.3%C (15 BET) | 4143 ± 5.23 |
| 316L + 0.3%C (350 BET) | 3713 ± 4.94 |
| 316L + 0.3%C (400 BET) | 3339 ± 5.67 |
| 316L + 0.6% Kenolube | 3135 ± 7.88 |
| 316L + 0.6% stearic acid | 2611 ± 5.44 |
| Sample Determination | Total Porosity Pc (%) | Static Tensile Test | Three-Point Bending Test | Impact Strength Kc (J/cm2) | Hardness | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength Rm (MPa) | Contractual Yield Strength R0.2 (Mpa) | Relative Elongation Percentage A5 (%) | Young’s Modulus E (Gpa) | Bending Strength σg (Mpa) | Deformation at Failure ɛz (%) | HRB | HV | |||
| 316L | 12.27 | 186 ± 4.3 | 119 ± 3.9 | 4.79 ± 0.12 | 108 ± 2.1 | 593 ± 13.2 | 7.4 ± 0.005 | 15 ± 0.8 | 51 ± 1.3 | 100 ± 1.3 |
| 316L + 0.1%C (15 BET) | 11.88 | 190 ± 3.9 | 123 ± 4.1 | 4.95 ± 0.19 | 110 ± 1.7 | 547 ± 7.2 | 6.4 ± 0.007 | 14 ± 0.6 | 54 ± 1.5 | 103 ± 1.5 |
| 316L + 0.1%C (350 BET) | 10.33 | 199 ± 4.3 | 125 ± 3.8 | 5.02 ± 0.15 | 119 ± 1.2 | 572 ± 13.5 | 7.6 ± 0.011 | 18 ± 0.7 | 54 ± 1.4 | 103 ± 1.2 |
| 316L + 0.1%C (400 BET) | 9.56 | 210 ±4.7 | 133 ± 4.2 | 5.18 ± 0.17 | 120 ± 1.9 | 589 ± 14.3 | 7.3 ± 0.004 | 20 ± 0.4 | 56 ± 01.0 | 105 ± 1.5 |
| 316L + 0.2%C (15 BET) | 9.42 | 205 ± 4.5 | 132 ± 3.7 | 5.10 ± 0.18 | 112 ± 1.4 | 579 ± 16.7 | 6.7 ± 0.008 | 15 ± 0.6 | 57 ± 1.1 | 106 ± 1.1 |
| 316L + 0.2%C (350 BET) | 8.27 | 216 ± 4.7 | 139 ± 4.3 | 5.45 ± 0.22 | 123 ± 1.9 | 593 ± 6.8 | 7.1 ± 0.003 | 23 ± 0.4 | 59 ± 0.9 | 107 ± 0.9 |
| 316L + 0.2%C (400 BET) | 7.97 | 233 ± 3.9 | 148 ± 3.2 | 5.95 ± 0.19 | 135 ± 1.2 | 655 ± 7.2 | 7.7 ± 0.009 | 26 ± 0.8 | 61 ± 1.6 | 110 ± 1.1 |
| 316L + 0.3%C (15 BET) | 8.47 | 211 ± 4.4 | 137 ± 4.1 | 5.19 ± 0.23 | 120 ± 2.0 | 589 ± 11.2 | 6.9 ± 0.007 | 19 ± 0.7 | 56 ± 0.9 | 105 ± 0.9 |
| 316L + 0.3%C (350 BET) | 8.11 | 218 ± 4.1 | 142 ± 4.4 | 5.70 ± 0.15 | 134 ± 1.9 | 643 ± 9.5 | 7.2 ± 0.08 | 23 ± 0.6 | 61 ± 0.1.3 | 110 ± 1.3 |
| 316L + 0.3%C (400 BET) | 7.47 | 245 ± 4.2 | 155 ± 3.5 | 6.30 ± 0.21 | 149 ± 1.5 | 661 ±08.9 | 8.3 ± 0.010 | 30 ± 0.9 | 63 ± 0.9 | 113 ± 0.8 |
| 316L + 0.6% Kenolube | 12.28 | 165 ± 4.7 | 109 ± 4.2 | 4.13 ± 0.21 | 120 ± 1.7 | 526 ± 7.6 | 7.0 ± 0.008 | 15 ± 0.5 | 54 ± 1.2 | 103 ± 1.3 |
| 316L + 0.6% Stearic acid | 12.33 | 155 ± 4.9 | 104 ± 4.1 | 3.89 ± 0.20 | 112 ± 1.6 | 479 ± 8.5 | 4.6 ± 0.011 | 13 ± 0.7 | 48 ± 1.1 | 97 ± 1.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kozub, B.; Uthayakumar, M.; Kazior, J. The Influence of Nanographite Addition on the Compaction Process and Properties of AISI 316L Sintered Stainless Steel. Materials 2022, 15, 3629. https://doi.org/10.3390/ma15103629
Kozub B, Uthayakumar M, Kazior J. The Influence of Nanographite Addition on the Compaction Process and Properties of AISI 316L Sintered Stainless Steel. Materials. 2022; 15(10):3629. https://doi.org/10.3390/ma15103629
Chicago/Turabian StyleKozub, Barbara, Marimuthu Uthayakumar, and Jan Kazior. 2022. "The Influence of Nanographite Addition on the Compaction Process and Properties of AISI 316L Sintered Stainless Steel" Materials 15, no. 10: 3629. https://doi.org/10.3390/ma15103629
APA StyleKozub, B., Uthayakumar, M., & Kazior, J. (2022). The Influence of Nanographite Addition on the Compaction Process and Properties of AISI 316L Sintered Stainless Steel. Materials, 15(10), 3629. https://doi.org/10.3390/ma15103629