2.3. Additive Manufacturing of the Beam Specimens
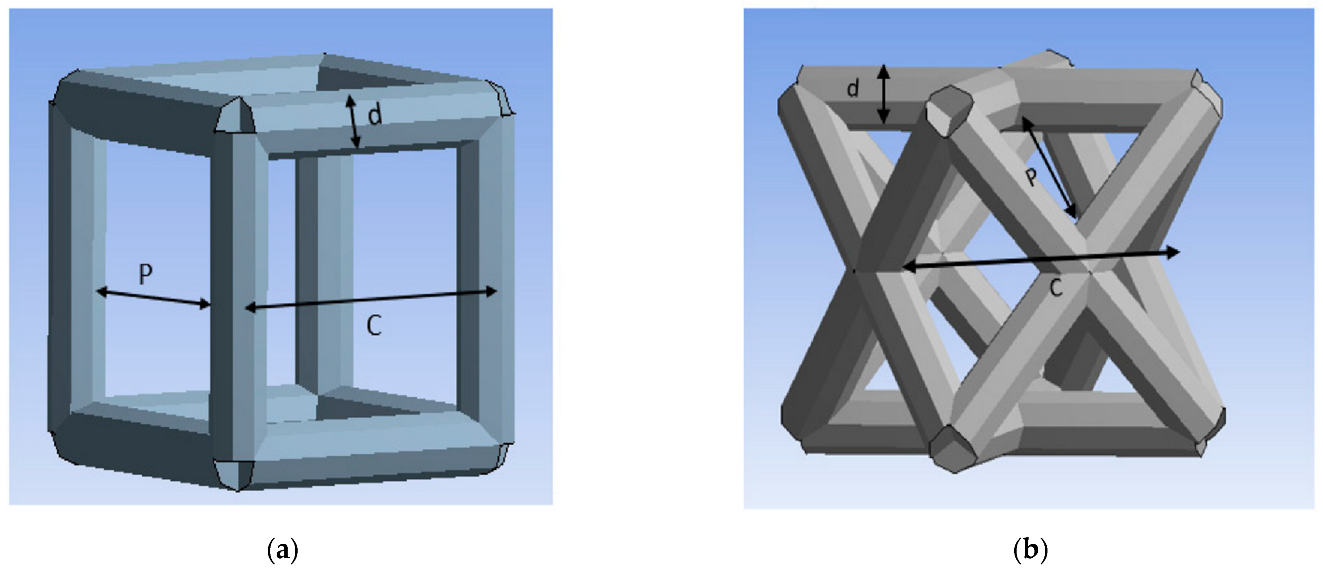
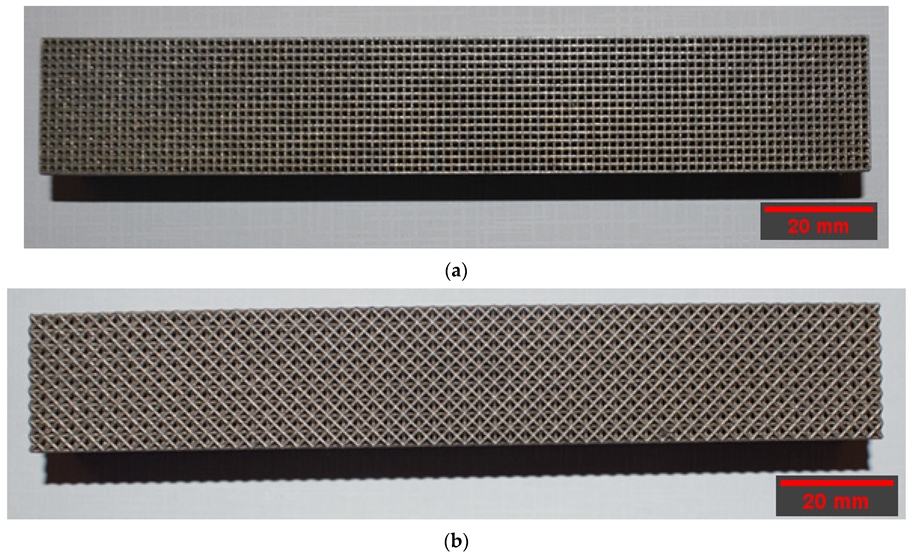
The beam specimens were additively manufactured in an EOS M290 printer (EOS, Munich, Germany) using laser powder bed fusion (LPBF) technology. The cubic scaffold geometry includes a replicate of 105 × 17 × 13 cells to form the specimen’s length, width, and thickness, respectively. The average length is 151.9 mm, the average width is 25.25 mm, and the average thickness is 19.5 mm. The diagonal scaffold geometry includes a replicate of 57 × 9 × 7 cells to form the specimen’s length, width, and thickness, respectively. The average length is 149.3 mm, the average width is 24.2 mm, and the average thickness is 19.2 mm. The structures were oriented at an angle of 30 degrees on the 25 cm × 25 cm × 10 cm build platform. The support structure was created in Magics software to dissipate the heat from the newly printed layers such that thermally induced deformation during printing would be minimized. In addition, the support structure was optimized to reduce its amount and build time.
A 400 W Ytterbium fiber laser with a wavelength of 1060 nm and beam diameter of 100 µm was used for the LPBF processing. Argon gas was used as an inert gas to keep the oxygen as low as 0.1% during printing to prevent oxidation. Gas atomized 316L SS powdered material with a particle size ranging from 15 to 40 microns was used. The default process parameters used were laser power of 195 W, laser scanning speed of 1083 mm/s, layer thickness of 20 µm, and hatch distance of 0.09 mm. The support structure was sintered in 40 µm layers with a laser power of 100 W and laser speed of 675 mm/s. Electrical discharge machining (EDM) was used to remove the scaffold from the substrate.
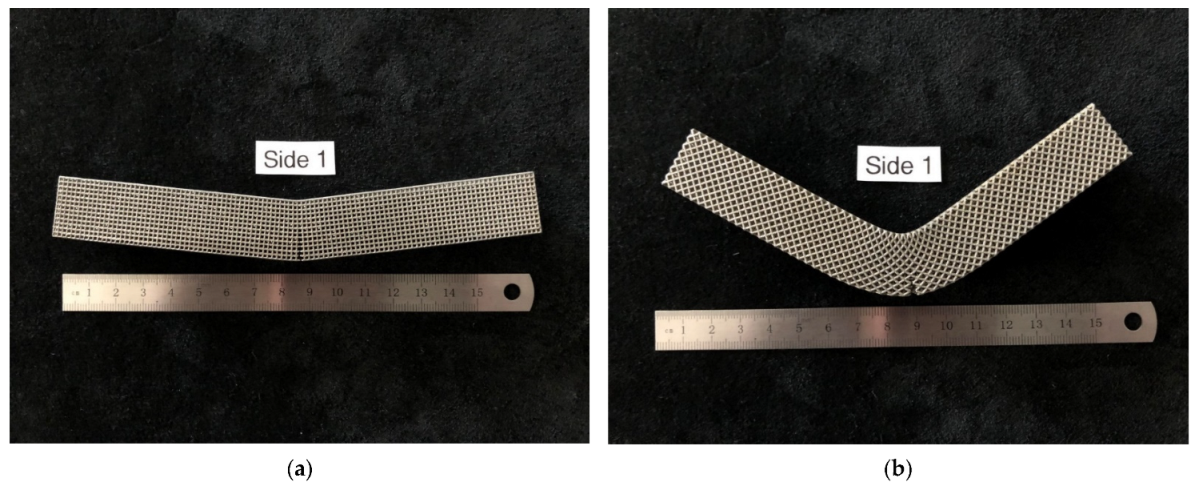
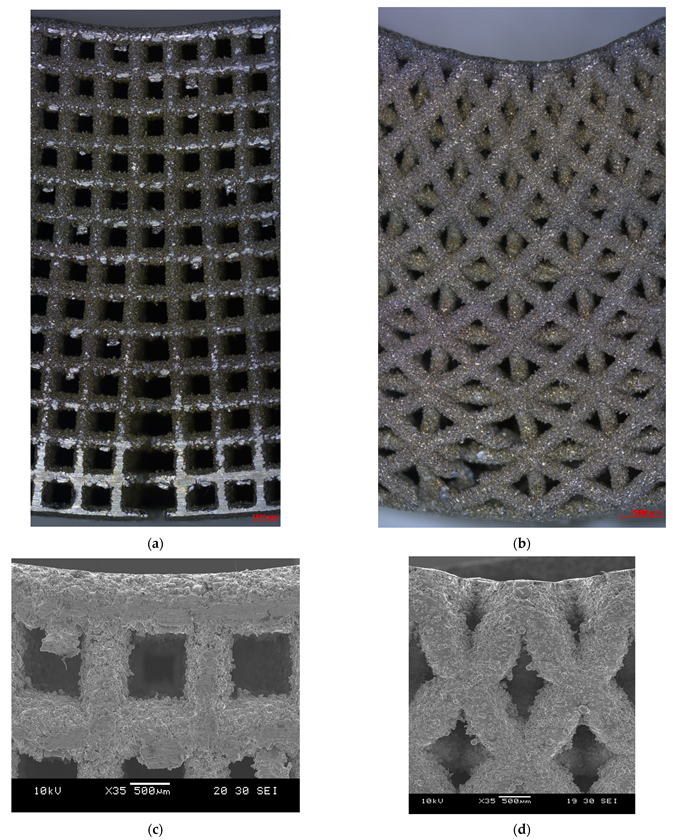
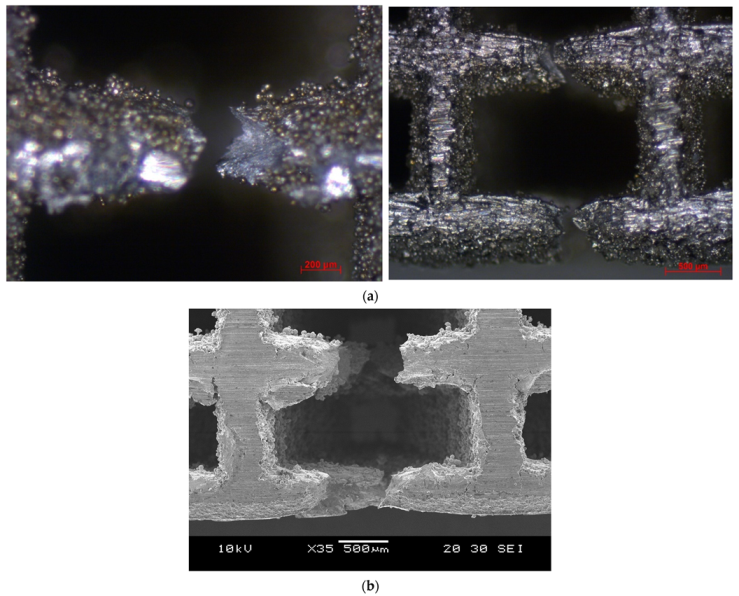
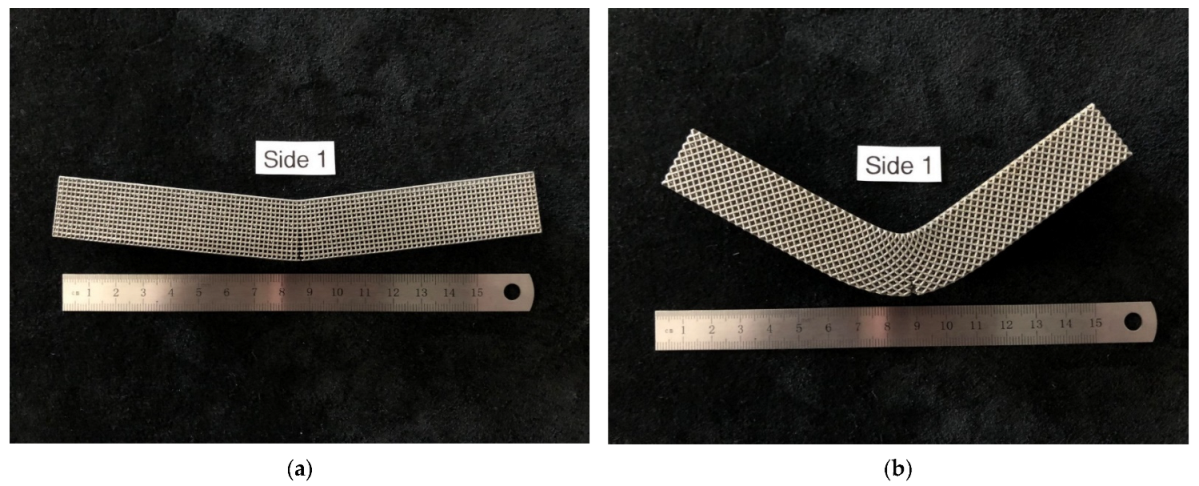
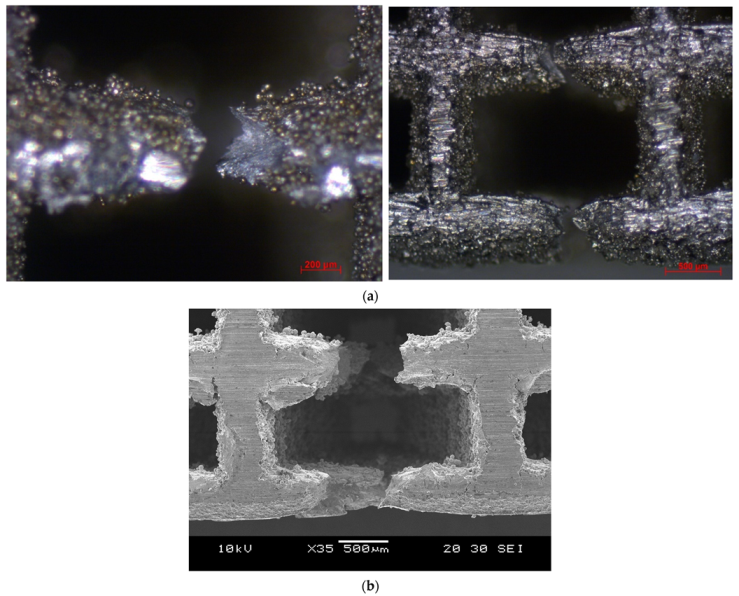
Figure 2 depicts the 3D-printed cubic and diagonal beam specimens using LPBF after support material and build plate removal.
2.4. Flexural Testing of the BTE Scaffolds
Flexural experimental testing was conducted to validate the FEA results. The bending and shear moduli of the cubic and diagonal scaffolds were experimentally evaluated by conducting a three-point bending test. The tests have been conducted as per ASTM C 1674 and D 7264/D 7264 standards. The test setup includes a scaffold with rectangular geometry that rests on two supports and is loaded by means of a loading roller midway between the outer supports. The loading and support rollers have cylindrical contact surfaces of a radius of 15 mm to minimize stress concentration and prevent indentations at the loading and support locations.
The test machine was properly calibrated, and the load was applied at a constant rate of crosshead motion. The crosshead rate was selected so that the strain rate upon the specimen shall be of the order of 1.0 × 10
−4 s
−1. The crosshead rate was calculated as per the equation below:
where
ϵ is the desired nominal strain rate = 1.0 × 10
−4 s
−1,
d is the specimen thickness (mm),
s is the crosshead rate (mm/s), and
L is the support span (mm). Using a strain rate of 1.0 × 10
−4 s
−1, span length of 120 mm, and height of 20 mm, the crosshead rate was calculated to be 0.72 mm/min. A 0.5 mm/min was chosen for better resolution as recommended by the ASTM standards, and relevant researchers [
24].
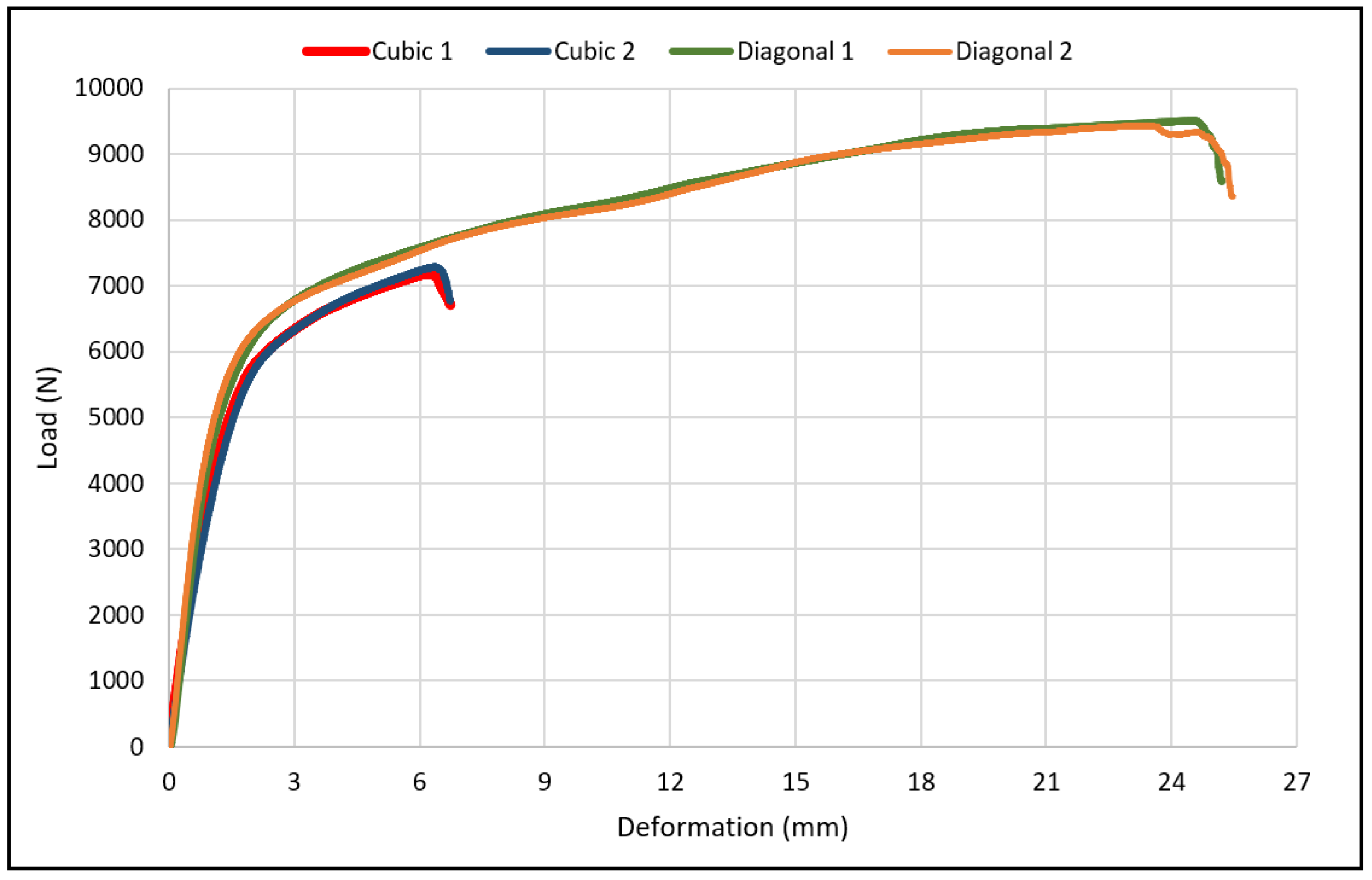
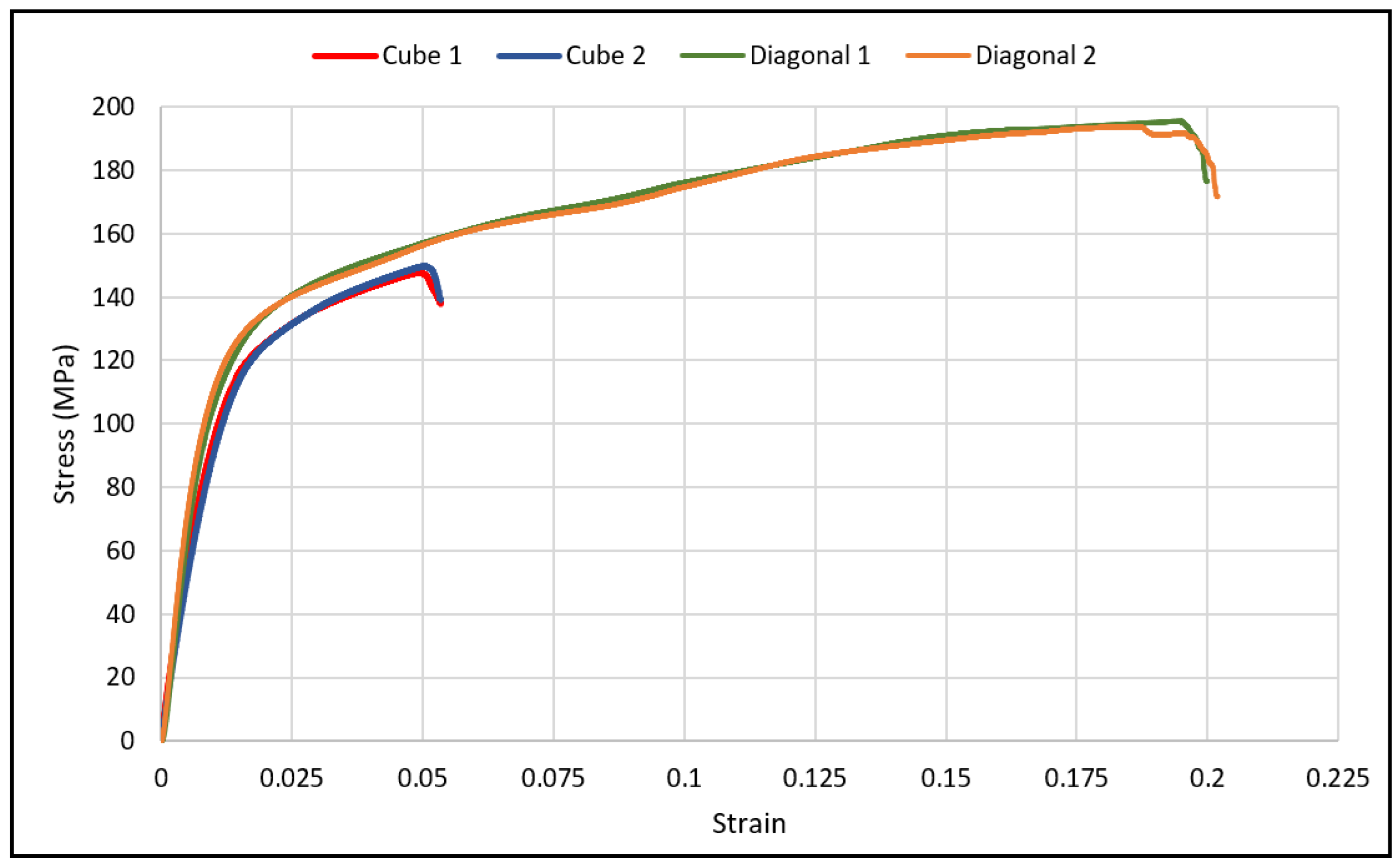
The specimen deflection at the center of the loading span was measured using an internal linear variable differential transformer (LVDT) (Instron, Norwood, MA, USA) inside the platens and an external LVDT mounted on the loading plates. The deformation readings from both sources were compared, and no differences were found. Two specimens of each design were loaded to failure, and one was loaded in the linear elastic region. The number of specimens was sufficient as valid and consistent results were acquired. The load-deflection plot was generated from the experimental data for both scaffold designs.
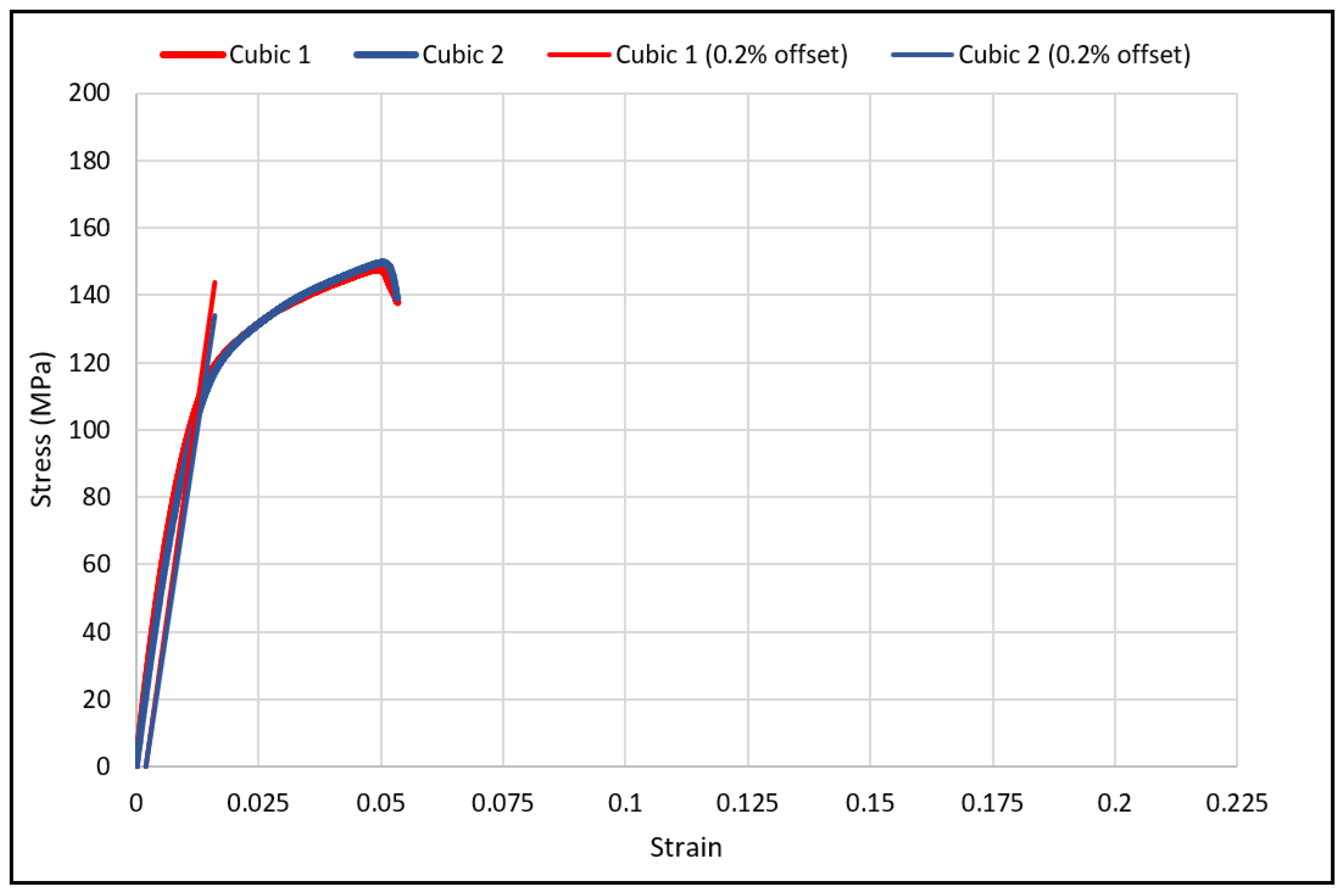
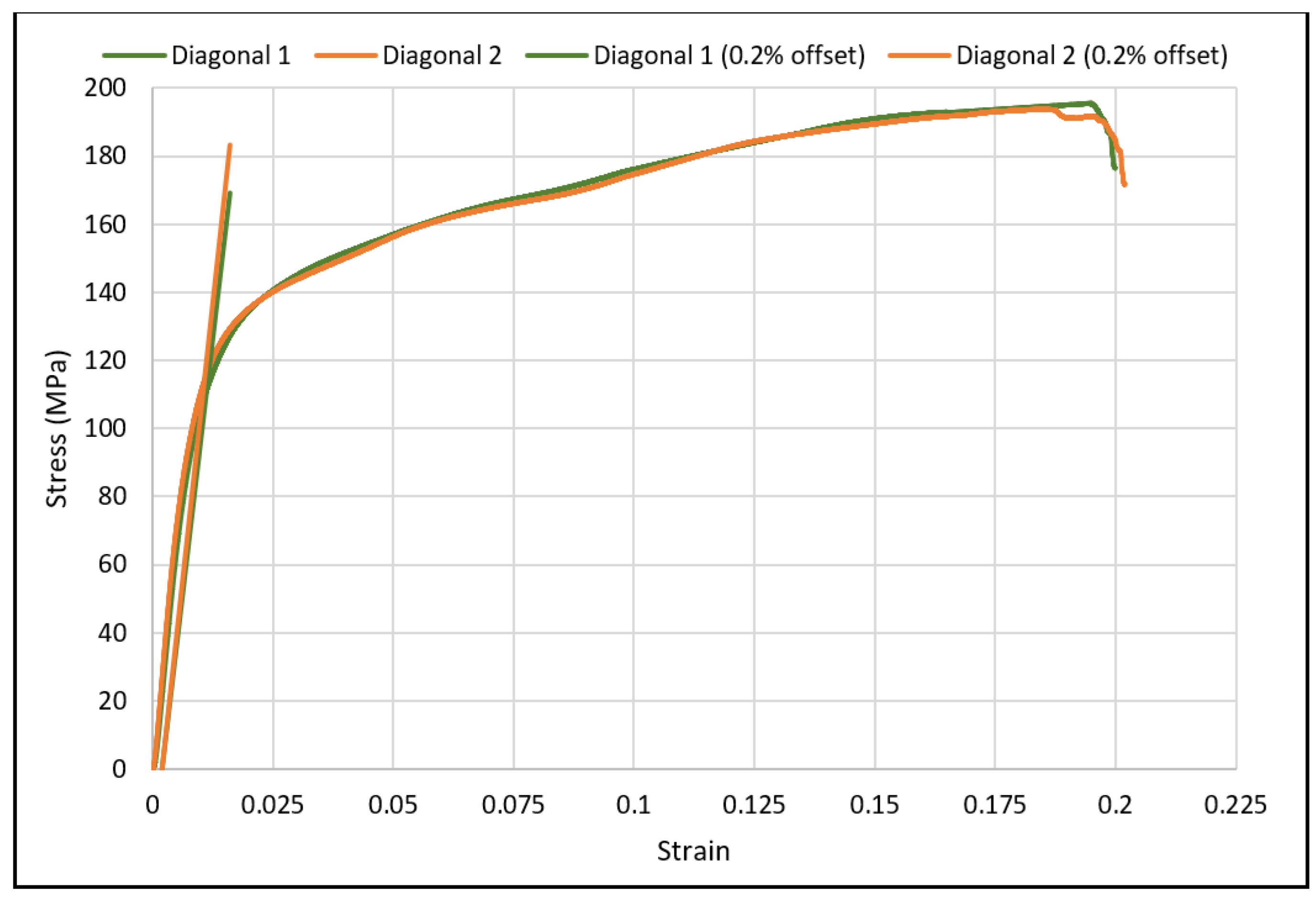
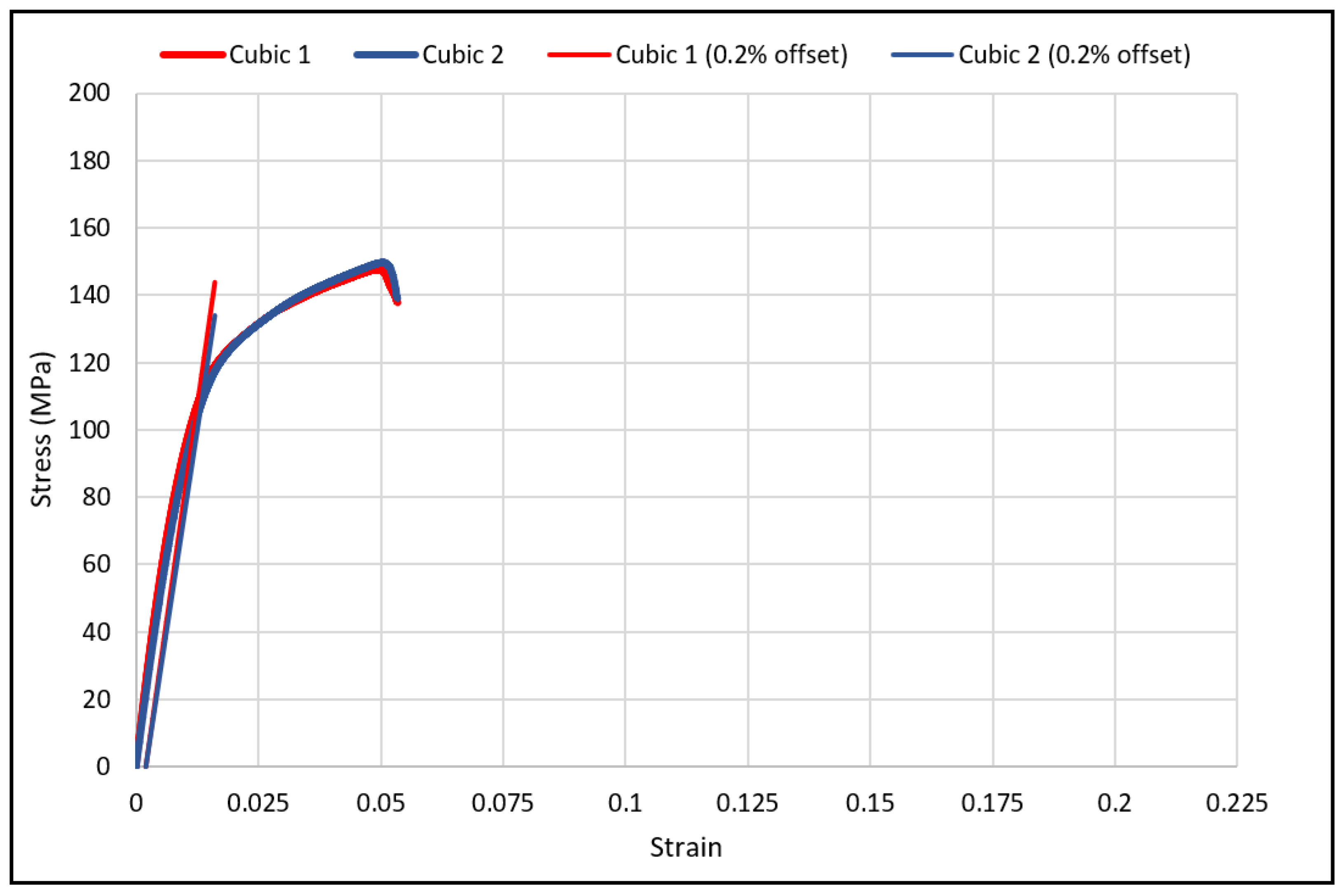
The maximum stress for any point in the linear elastic region was calculated using the equation shown below:
where
σ is the stress at the outer surface at mid-span (MPa),
P is the applied force (N),
L is the support span (mm),
b is the width of the beam (mm), and
d is the thickness of the beam (mm).
The maximum strain at the outer surface also occurred at mid-span and was calculated using the equation below:
where
ϵ is the maximum strain at the outer surface (mm/mm),
δ is the mid-span deflection,
L is the support span, and
d is the specimen thickness.
The flexural (bending) modulus is calculated as the slope of the linear elastic line as per the equation below:
where Δ
σ is the difference in flexural stress between two points in the linear elastic region, and Δ
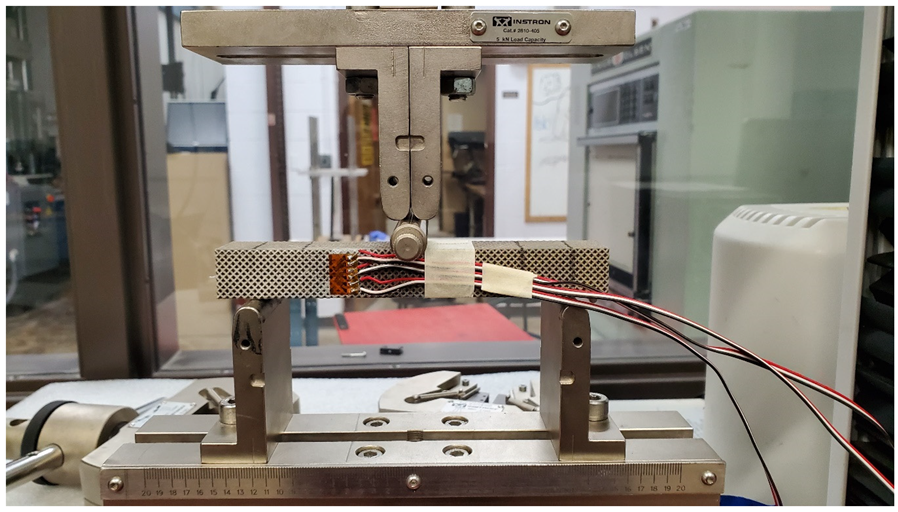
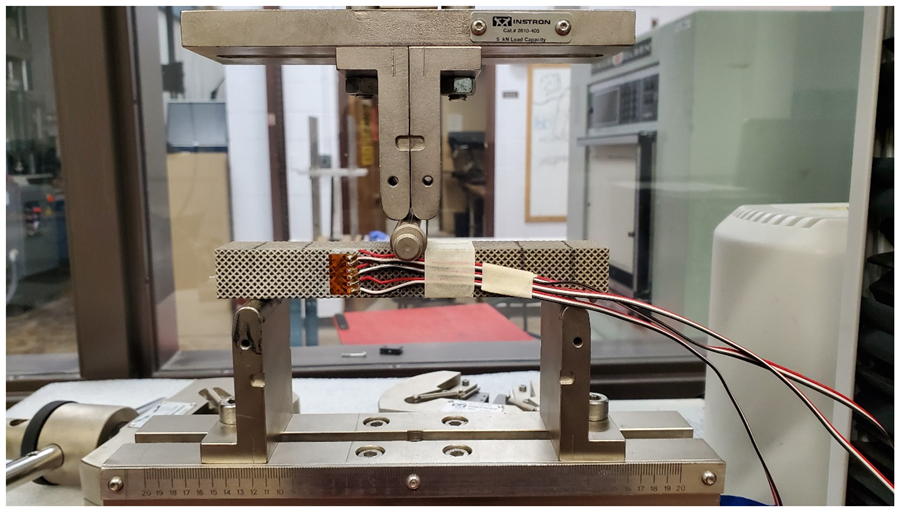
ϵ is the difference between two selected strain points in the linear elastic region. The experimental setup for the beam specimens is shown in
Figure 3, respectively. To evaluate the shear modulus of the scaffolds using a three-point bending test, a strain rosette was mounted on the specimen and loaded elastically. The shear strain, as well as normal strains in the x and y directions, can be calculated using the three equations below:
These equations can be solved simultaneously for
ϵx,
ϵy, and
γxy, knowing the values for the strains
ϵa, ϵb, and
ϵc. The arrangement of strain gauges used to measure those strains is referred to as 45°. Substituting
θ1 = −45°,
θ2 = 0°, and
θ3 = +45° in Equations (7)–(9), and solving for
gives the following relationship:
The first step in installing the strain gauge is preparing the surface of the specimen for strain gauge bonding. Five basic operations are included in the surface preparation. These are, in the usual order of execution: solvent degreasing, abrading, application of gauge layout lines, conditioning, and finally, neutralizing.
Initially, the gaging area was degreased with a solvent such as GC-6 Isopropyl Alcohol; then, preliminary dry abrading was conducted with 220 grit silicon-carbide paper to remove any surface oxidation. Final abrading was performed using 320-grit silicon-carbide paper on surfaces wetted with M-Prep conditioner A. Then, the gaging area was marked with layout lines to accurately locate and orient the staring gauge. After marking the layout lines, Conditioner A was applied repeatedly, and all the residue and conditioner were removed by slowly wiping the surface with a gauze sponge. In the final step, Neutralizer 5A was applied to bring the conditioned surface back to optimum alkalinity of 7.0 to 7.5 pH, which is considered appropriate for all strain gauges.
After preparing the surface, the gauge was installed and bonded to the specimen using M-Bond 200 adhesive. Next, M-Bond 200 catalyst was applied to expedite the hardening of the adhesive. The final step included the soldering process attaching the electrical wires to the installed strain gauge.
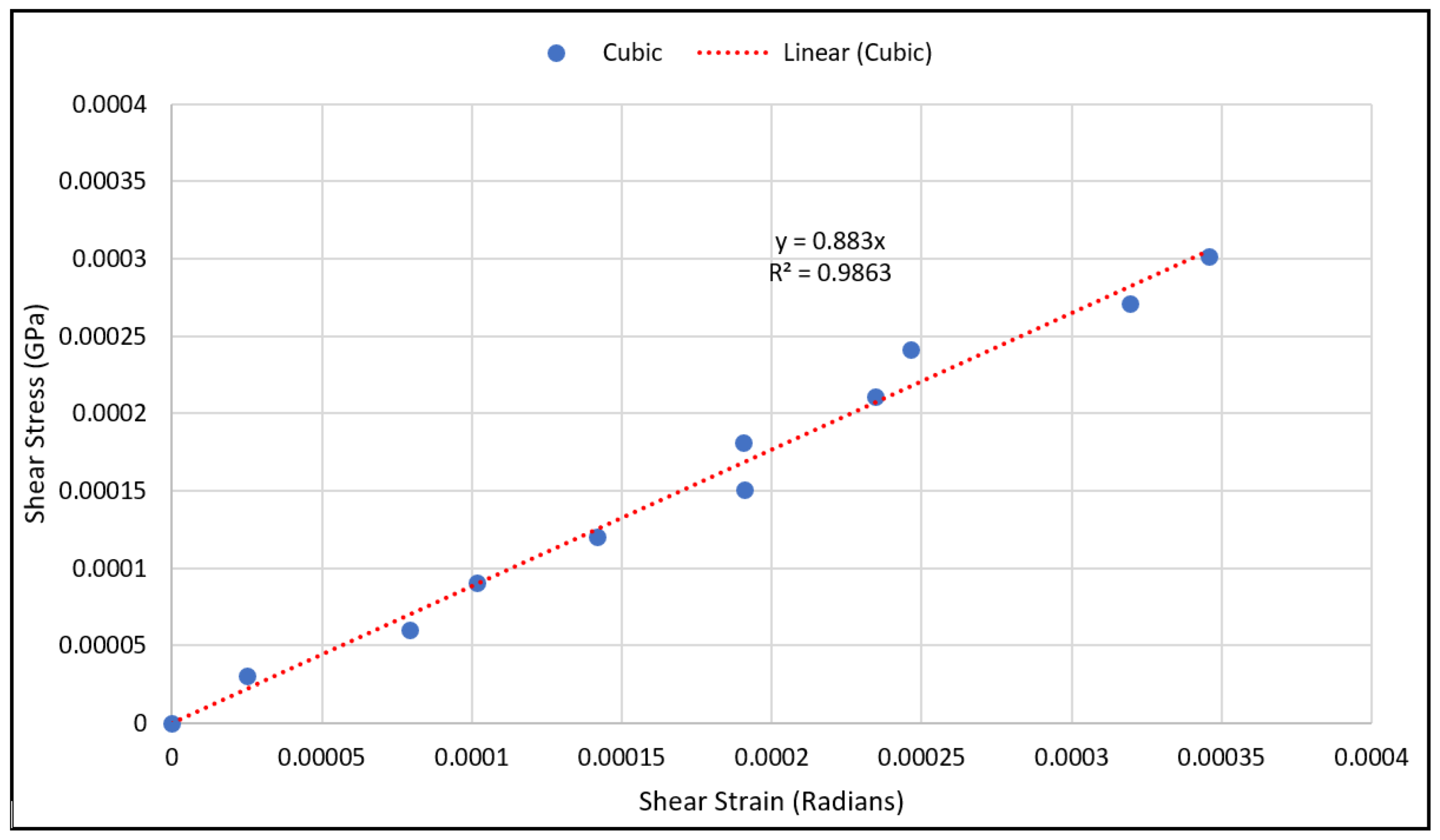
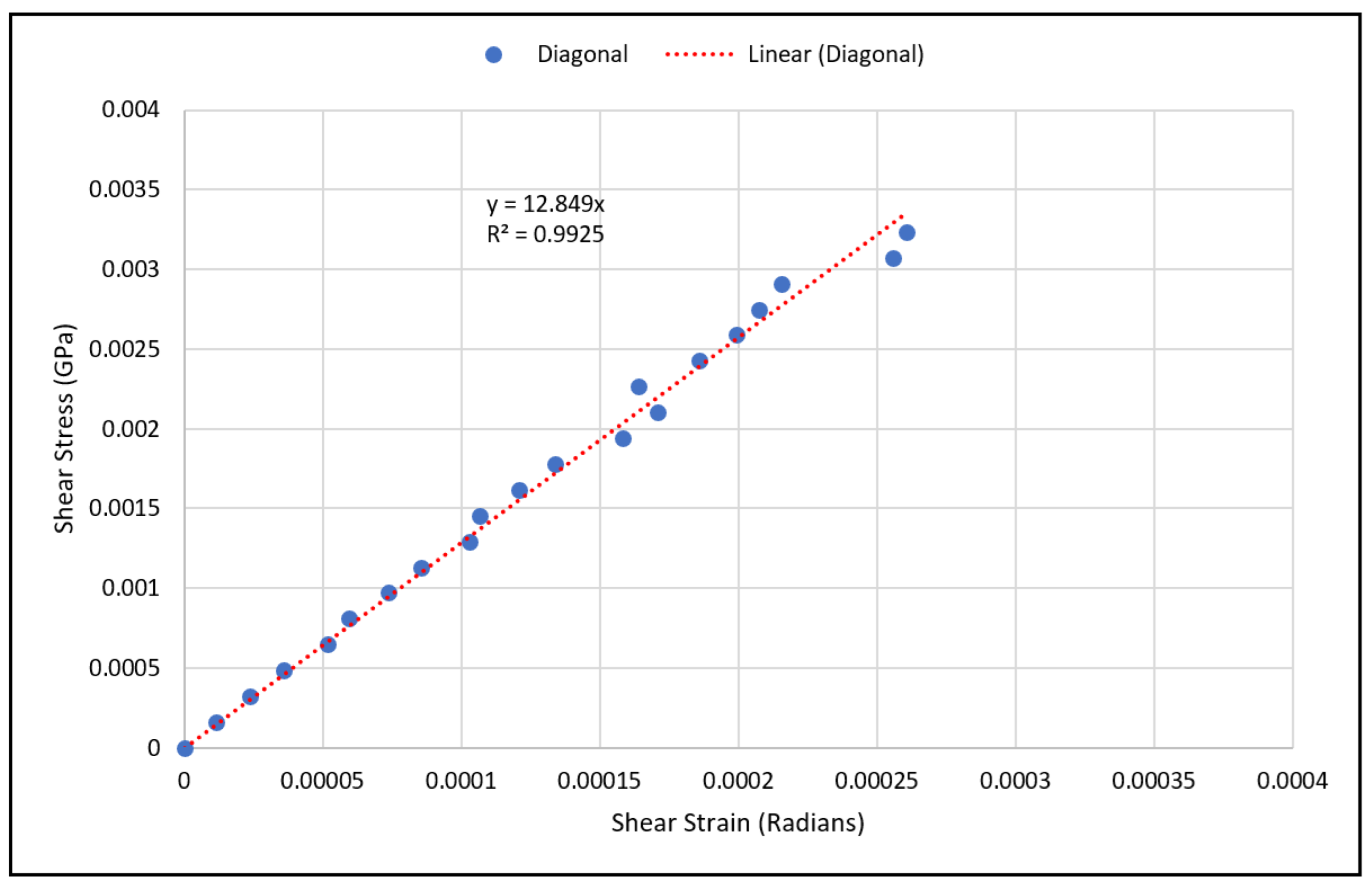
The wires were connected to a calibrated strain reader device, which gives strain values while loading the specimen. The specimens were loaded in three-point bending, as shown in
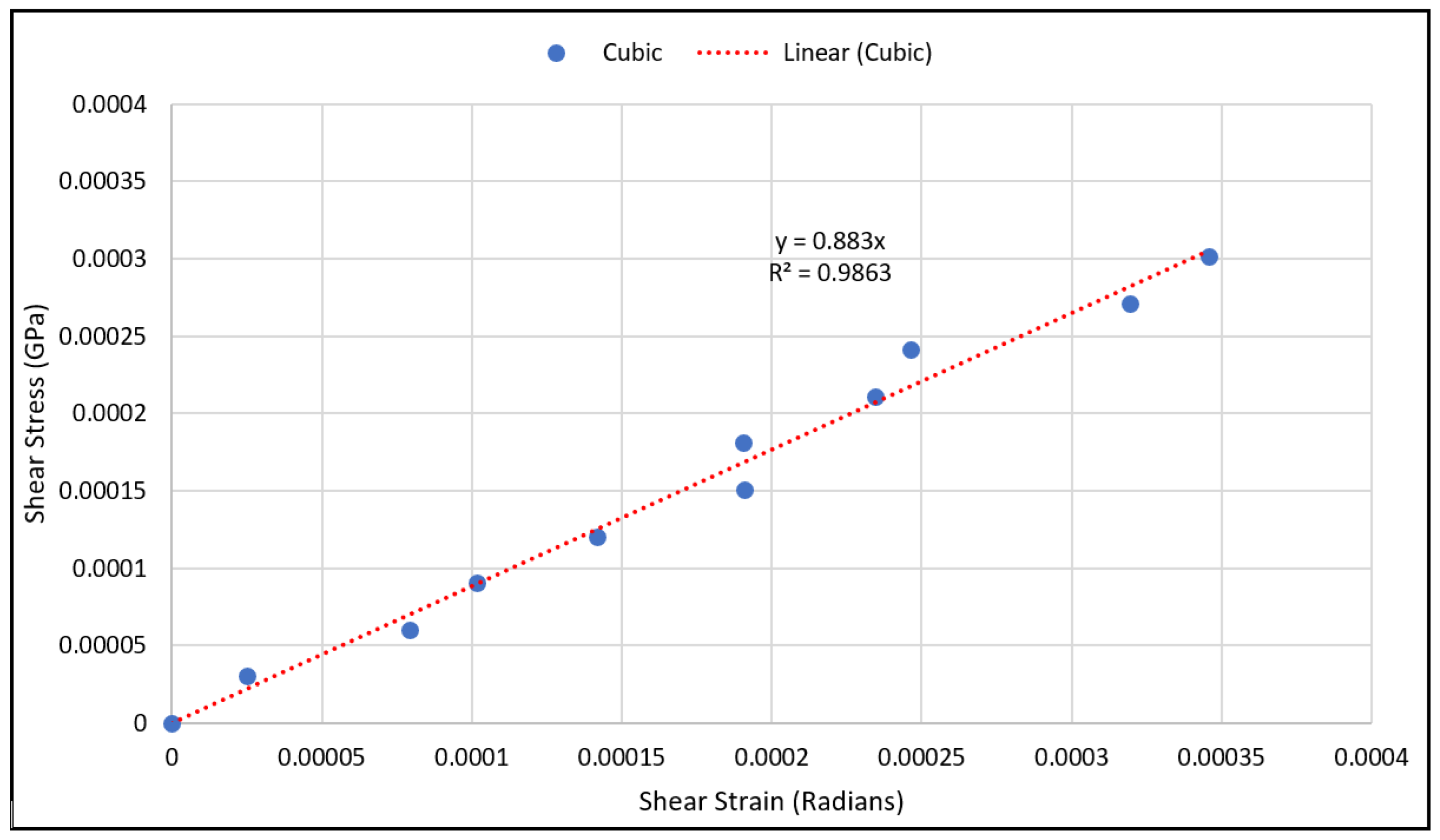
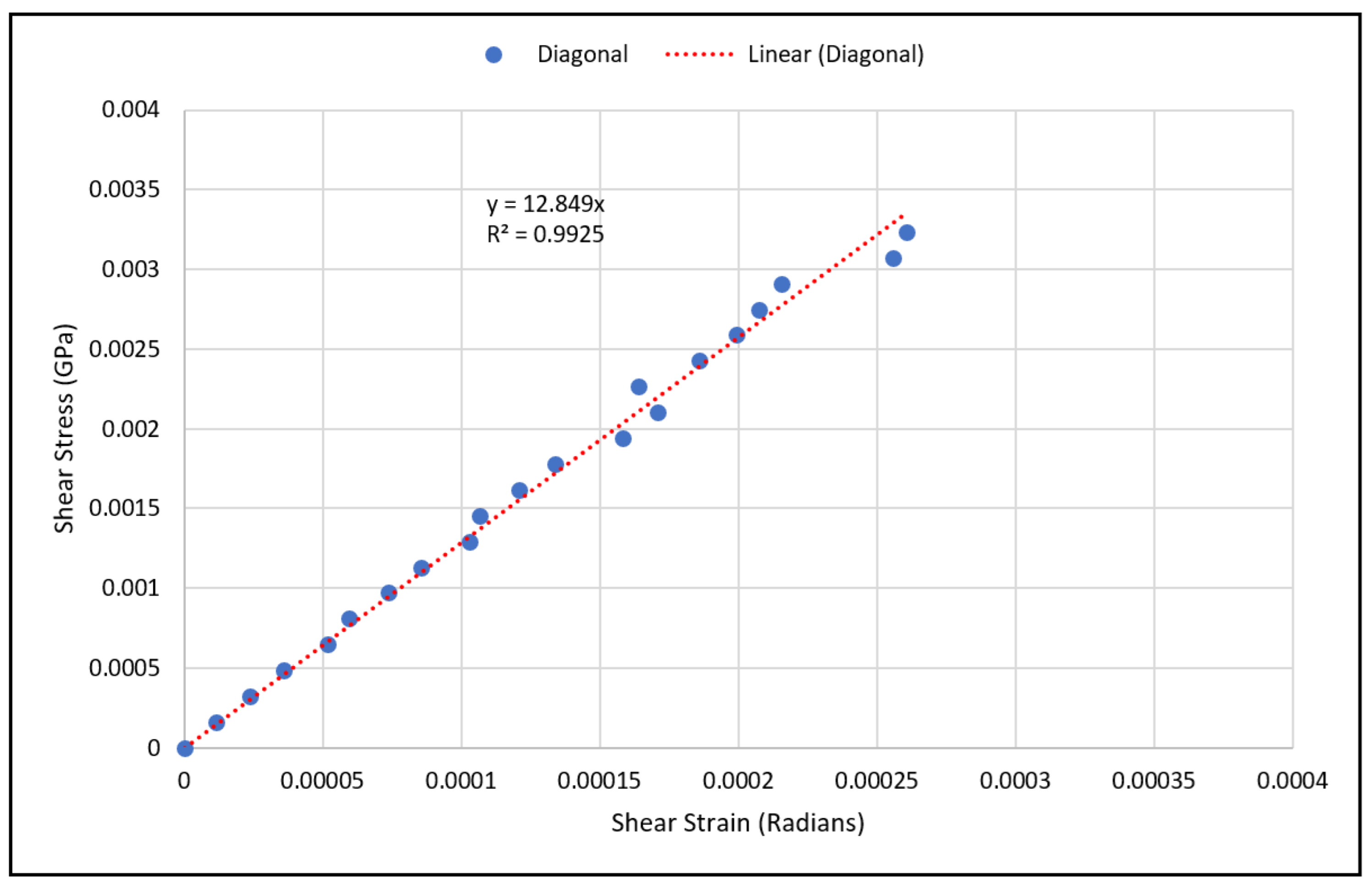
Figure 4. The load was applied manually at small increments in the elastic zone. Three strain values were obtained at each load increment. After calculating the value of the shear strain “
” using Equation (10), the shear modulus “
G” of the scaffold was obtained using the following equation:
where
is the shear stress at the location where the gauge was mounted,
G is the shear modulus, and
is the shear strain.
The shear stress can be calculated using the following equation:
where
V is the shear force at the strain gauge’s location,
Q is the first moment of area,
I is the moment of inertia, and
t is the beam thickness. Since the gauge was mounted at the center of the beam cross-section, the maximum value for
Q was calculated and used in Equation (12).


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}