1. Introduction
In the field of soft robotics, a variety of elastomer-based smart materials have become very interesting candidates to achieve large recoverable deformations and for combined use with inherently implemented specific core functions such as sensing, actuation, or adaptive stiffness/damping control [
1,
2,
3,
4,
5]. The combination of elastomeric matrices with tailored reinforcing and functional textile structures has been demonstrated to be a capable technology in terms of introducing (anisotropic) reinforcement to the otherwise very compliant soft elastomeric structures. Some examples include the development of highly deformable mechanisms such as parabolic antenna [
6], in addition to the production of switchable covers and stoppers, parts for influencing fluid flow [
7], or shape memory alloy (SMA)-actuated planar sandwich structures, such as those developed in [
8,
9]. Such elastomer-fiber composites have become a promising approach to the generation of controllably deformable components with specifically adjustable properties. The mentioned examples are almost exclusively based on an elastomer matrix that contains an additional cured Polydimethylsiloxan-Elastomer (PDMS, silicone rubber) with a low precursor-viscosity in order to achieve a good infiltration when manufacturing the sandwich-structures by infusion or gravity-driven pouring technologies [
10,
11]. In addition to the widely investigated PDMS, which can also serve as dielectric elastomer actuators (DEA), reactive polyurethanes (PU) and polyacrylates are also reported to be alternative elastomer matrices.
On the other hand, in recent years, the capability of printable functional liquid silicone elastomer precursors for the additive manufacturing of 3D and 4D structures has been widely reported in the scientific literature [
12,
13], thus enabling the preparation of adaptive grippers, highly deformable vents, etc., with embedded actuation and strain-sensing functions that rely on magnetostrictive stiffness adaption and piezoresistive sensing principles [
14,
15,
16]. Commonly, these functionalities are incorporated into the PDMS elastomers by adding functional micro- or nanosized fillers such as magnetizable (hard or, soft magnetic, ferromagnetic) particles (Carbonyl iron particles (CIP), Magnetites, etc.) or electrically conductive fillers, i.e., carbon allotropes (highly structured carbon blacks, Graphene Nanoplatelets (GNP) and Carbon Nanotubes (CNT)), silver nanowires, etc. In the scientific and patent literature, there are also limited reports on the utilization of liquid diene elastomers in additive manufacturing technologies. Strohmeier et al. [
17] reported on the additive manufacturing of modified photosensitive Liquid Isoprene Rubber, where digital light processing was used for curing to create complex geometries. Due to the UV-induced curing reaction, the use of carbon black as functional or reinforcing filler is largely restricted because of the broad light absorption spectra in this process. In a patent, Yoshinaga et al. [
18] presented different structures and lattices that were additively manufactured from formulations of liquid isoprene rubber radically cross-linked with urethane acrylate oligomers that can contain up to 30 phr of silica filler. Furthermore, only very recently, Thiel et al. [
19] described the design of a novel additive manufacturing printing head for the processing of liquid rubber polymer.
The very small number of recent reports on the development of functional composites based on solid rubbers focus on oil-extended ultra-soft natural rubber (NR)-based strain sensors for soft robotics [
20], the electro-polymerization of liquid rubber based pressure sensor assemblies [
21], and our recent work demonstrating the possibility of combining the magnetostrictive functionality of the elastomer matrix with controllable large deformability through the successful preparation and testing of textile–elastomer-sandwich structures composed of magnetostrictive solid nitrile butadiene rubber (NBR) and functional flat-knitted reinforcing glass fiber fabrics, with integrated SMA wire fixed using the tailored fiber-placement technology [
5]. However, the latter approach is limited to simple 2D-geometries, specifically only flat/planar structures, since the consolidation of the sandwich structure and the crosslinking of the elastomer components has to be carried out in a vulcanization press at high pressures of >30 bars. In combination with the high viscosity of the uncured rubber (in the order of several 10,000 Pas), this imposes massive restrictions for the manufacturing of composites of more complex shapes or the implementation of complex functional 3D textile geometries. Compared to solid rubbers, liquid rubbers have the capability to impregnate and inter-lock the reinforcing and functional textile structures in order to attain improved adhesion in complex textile-based smart systems.
In this research work, we intended to develop an interactive fiber-elastomer composite, the matrix of which is entirely based on liquid diene elastomers. In contrast to silicone elastomers, cross-linked diene rubbers exhibit advantages in terms of their mechanical properties, particularly a higher resistance against crack initiation and crack propagation under cyclic and dynamic deformation [
22]. Similarly to solid diene rubbers, the liquid counterparts are crosslinkable with peroxide or sulfur curing systems for the tailoring of load-bearing characteristics by means of carbon–carbon or sulfidic linkages between chain segments. Considering the future prospects of liquid diene rubbers, functional elastomeric derivatives with upgraded chemical and physical properties can be prepared through chemical modifications involving carbon–carbon double bonds in this largely unexplored class of rubbers. Liquid diene rubbers thus represent a promising prospect for use in soft intelligent structures exhibiting large deformations, contrary to earlier reports on stiff fiber-reinforced-plastic-based adaptive structures with very limited deformability [
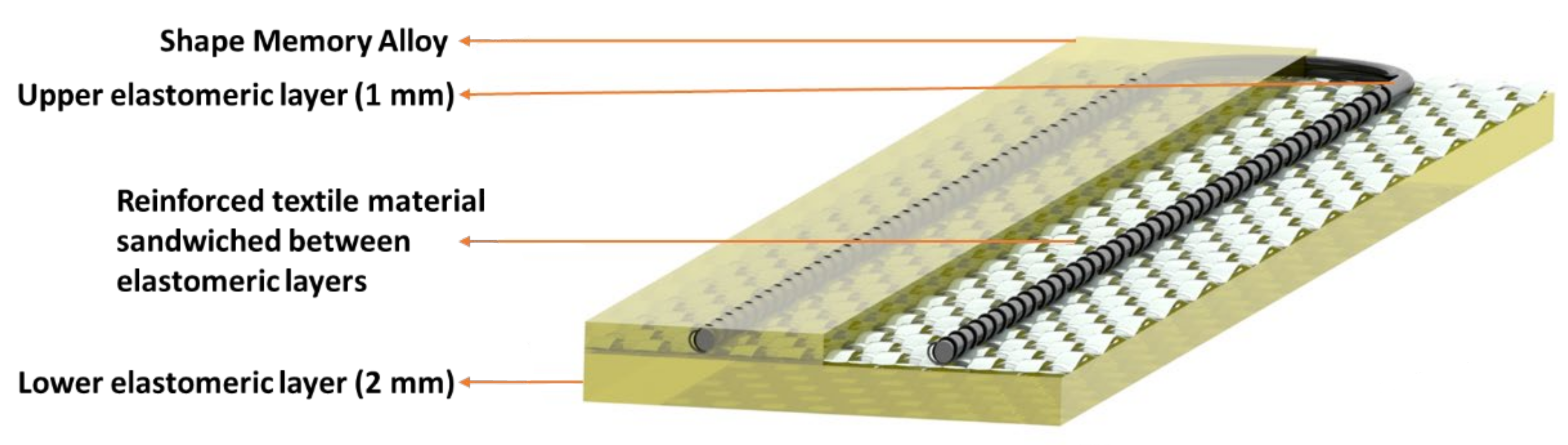
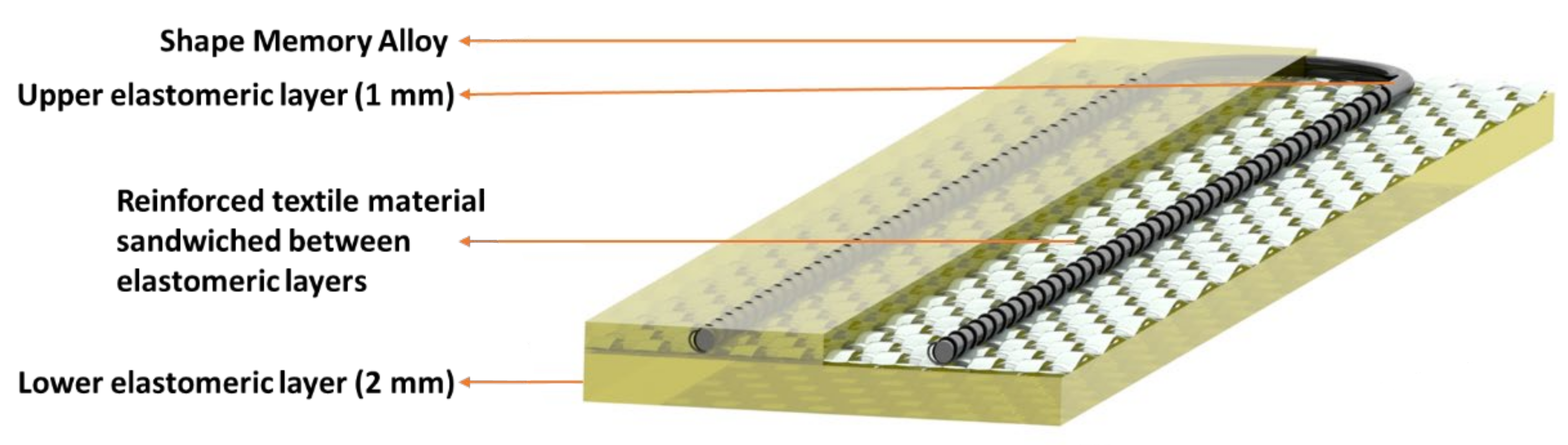
23]. For the present work, a liquid polybutadiene rubber (LBR) was investigated in relation to the development of a smart planar configuration of an interactive textile-rubber composite structure. Herein, the motion tasks were performed by a shape memory alloy (SMA) wire integrated onto the reinforcing textile component using the tailored fiber-placement technology. The shape memory alloy wires actuated upon conversion of thermal energy into mechanical energy and demonstrated contraction movements with high actuation force upon transformation from a martensite to an austenite crystalline structure. Such multi-material systems can be integrated into soft elastomeric matrices with signal processing units to achieve textile-reinforced adaptive or smart structures. These smart structures can create adjustable large movements through control systems using feedback signals. As per our knowledge, no previous study has reported on the use of liquid polybutadiene rubber as a matrix elastomer for the development of highly deformable interactive fiber-elastomer composite-based soft intelligent structures that exhibit bending movement, which was the goal of this work.
3. Results and Discussion
The unsaturated liquid polybutadiene rubber is crosslinkable by the sulfur curing system where the kinetics of the crosslinking reaction can largely be controlled by specific chemical compounds known as accelerators. The presence of the SMA wire in a multi-component smart composite restricts the use of vulcanization temperatures higher than the SMA activation temperature of 95 °C; thus, the typically used vulcanization temperatures of 150–170 °C cannot be applied. Therefore, a rubber formulation needs to be developed to crosslink the liquid rubber by using sulfur curatives at a low temperature of 75 °C only. The conventional guanidine and sulfenamide accelerators alone are inactive at such low temperatures. However, in combination with a super-fast thiophosphate accelerator, diene rubbers can be crosslinked even at such low temperatures as 75 °C, as is the case in the present study. The combination and ratio of the accelerators and the sulfur determines the curing behavior (scorch time and cure time), network structure, and material properties, especially for the low-temperature thiophosphate-cured formulation.
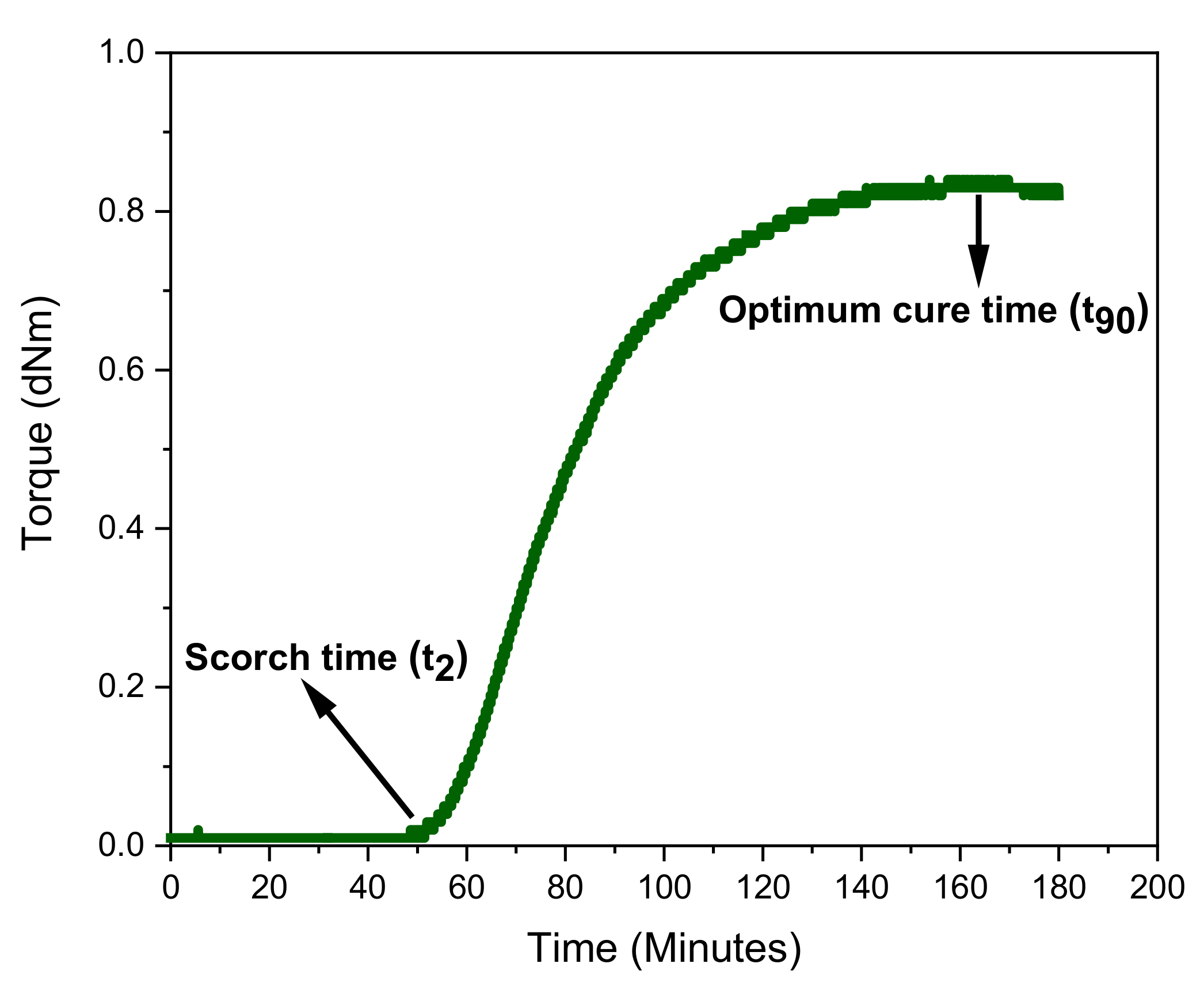
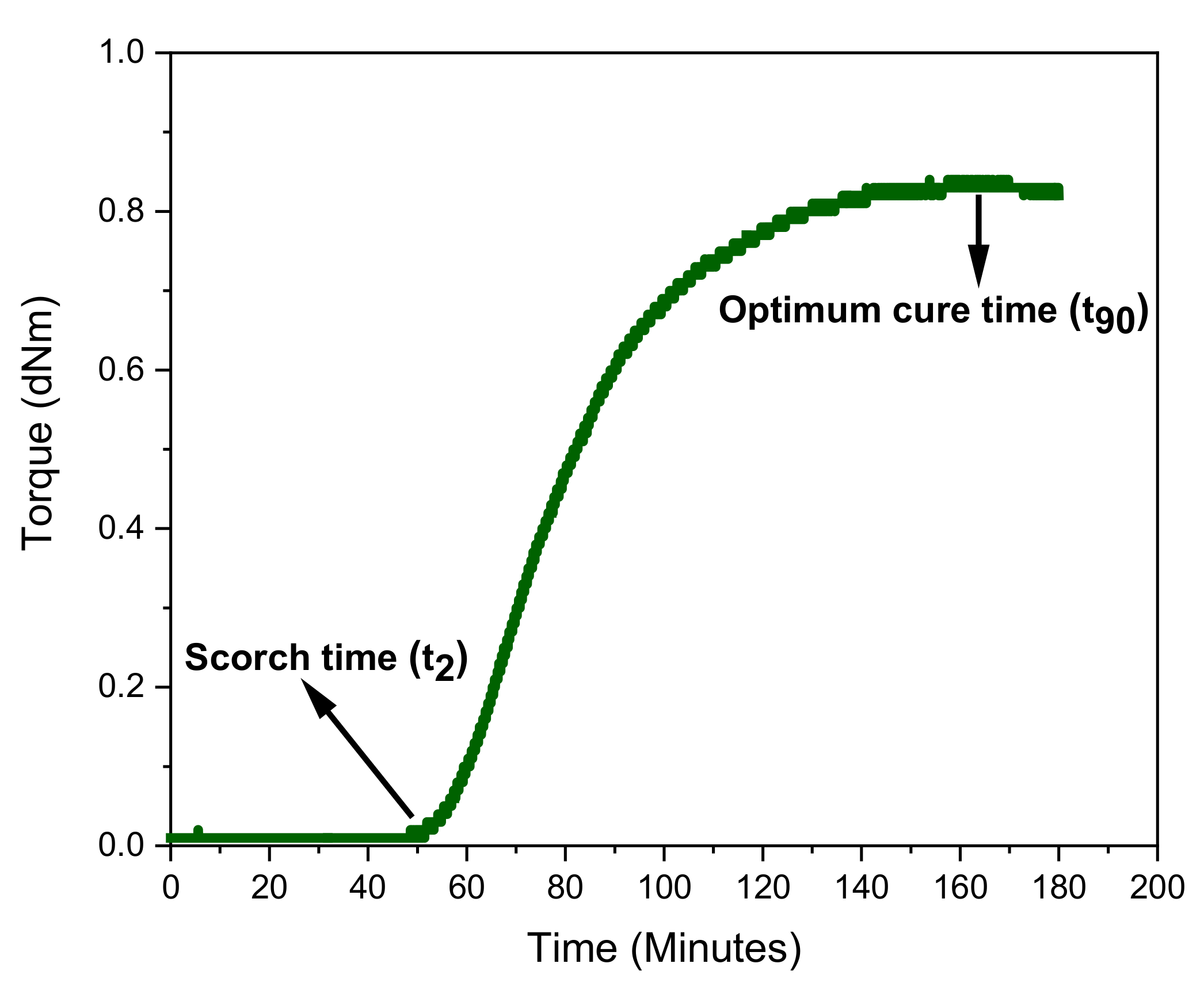
Table 2 shows the rubber formulation used for crosslinking the LBR matrix of the soft planar structure at 75 °C. The curing curve of this rubber mixture measured in the moving die rheometer reflects that the crosslinking process started and proceeded very slowly to reach an equilibrium torque value, which was related to a constant and stable network chain density towards the end of rheometer test at 75 °C (see
Figure 4). The kinetics of the crosslinking reaction was slow as it depended, in addition to the curing chemicals, on the temperature of vulcanization. The scorch and cure times were around 55 and 170 min, respectively, for the selected delayed-action accelerator system. The longer scorch safety time was essential to avoid premature vulcanization of the rubber matrix in order to produce complex multi-material sandwich constructions via the subsequent stagging of functional layers. Before the onset of curing, the LBR mixture exhibited a very low viscosity, as indicated by the very low level of the torque in the first 50 min of the curing test. This indicates that the desired easy flowability of the formulation, that was required in order to impregnate the fabric, was achieved, and thus, the results obtained for this mixture were in clear contrast to those associated with typical solid rubber-based compounds. Thus, it can be stated that the availability of an easily flowing and low-temperature curing recipe is a pre-requisite of utmost importance for the production of the elastomer matrix of a soft composite structure with integrated SMA actuation, and that this was successfully achieved, as evidenced by the development of the torque in the isothermal rheometer test.
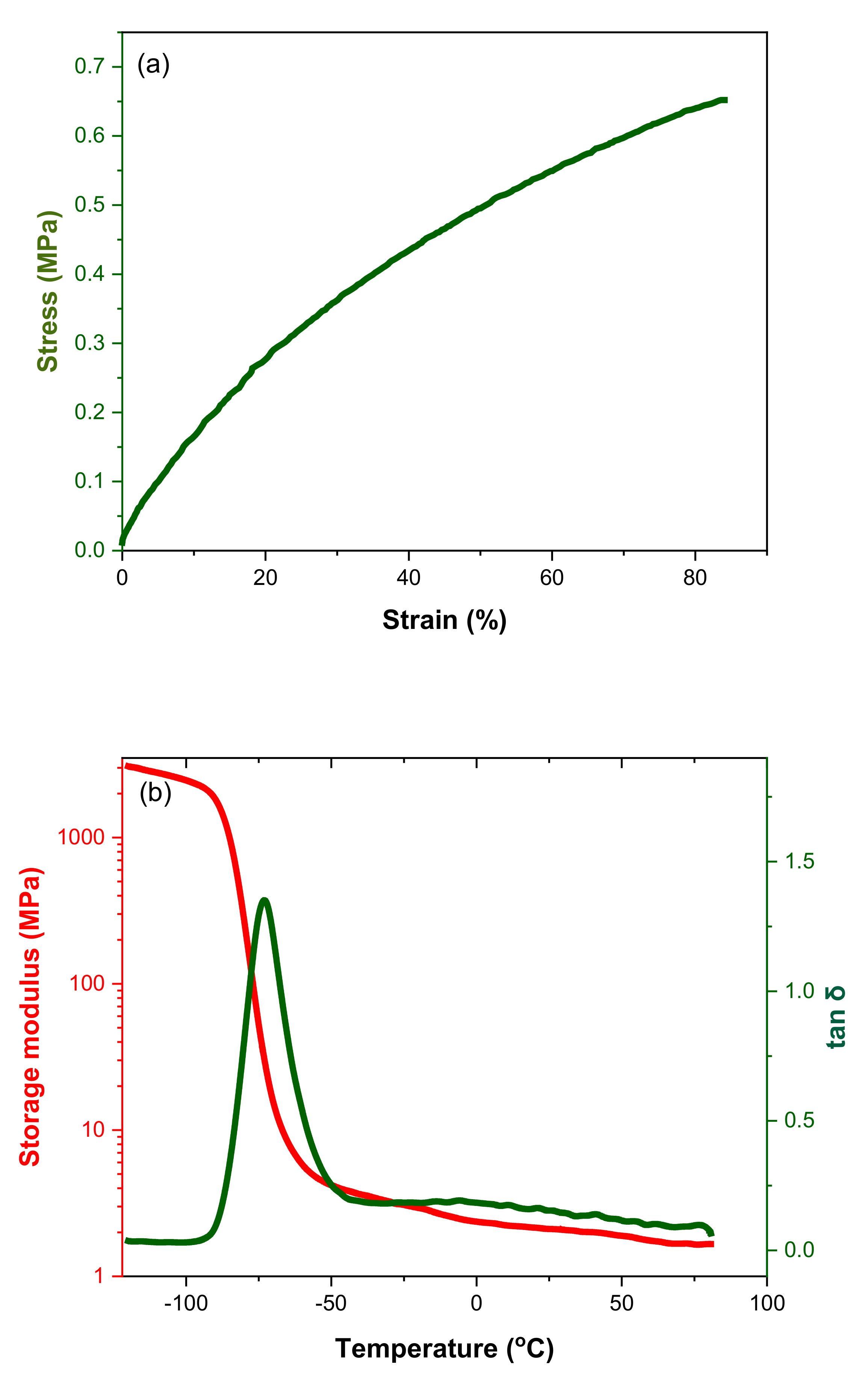
The stress–strain curve of the cured LBR formulation obtained under uniaxial tensile loadings is shown in
Figure 5a. The soft and otherwise non-reinforced polybutadiene rubber demonstrated a nonlinear elastic response and deformed by about 20% upon the application of only 0.25 MPa of tensile load. This shows that the LBR elastomer could be deformed by very low forces, and thus, it almost did not restrict the bending deformation of the SMA-functionalized textile in order to attain large deformations in the smart structure. However, this also implies that the capability to store elastic deformation energy was rather low, and thus, also did not support the re-deformation of the composite structure after actuation.
A simple temperature-sweep dynamic mechanical test was performed to characterize the structural relaxation processes in addition to the segmental relaxations that mark the glass transition temperature of the rubber.
Figure 5b shows that the glass transition temperature of the crosslinked polybutadiene rubber was around −65 °C, indicating the applicability of using such soft rubber actuators in sub-zero conditions. The storage modulus values vary with the applied temperature. In contrast to solid rubber vulcanizates, the storage modulus was at a considerably low level of ~2 MPa and reflected the very loose crosslinking of the LBR. Thus, the LBR-elastomer matrix provided the pre-requisites for allowing largely unconstrained deformation of the interactive fiber-rubber composite. The tan δ values above Tg confirmed that the predominant behavior of the LBR-vulcanizate was that of a viscoelastic solid viscoelastic with only low amounts of dissipated energy. However, the small local increase in tan δ at about 0 °C could be an indication of relaxation processes related to disentanglements of the polybutadiene molecules (and thus, a deviation from the typical hyperplastic network-like behavior), which can, most likely, be attributed to the low network density achieved in this LBR with the presence of a high amount of dangling chain ends. Such influence on dissipative loss was previously reported for a functionalized liquid butadiene rubber-modified SSBR tire formulation [
25] However, this did not negatively influence the deformation behavior of the composite structure, as shown in the following section.
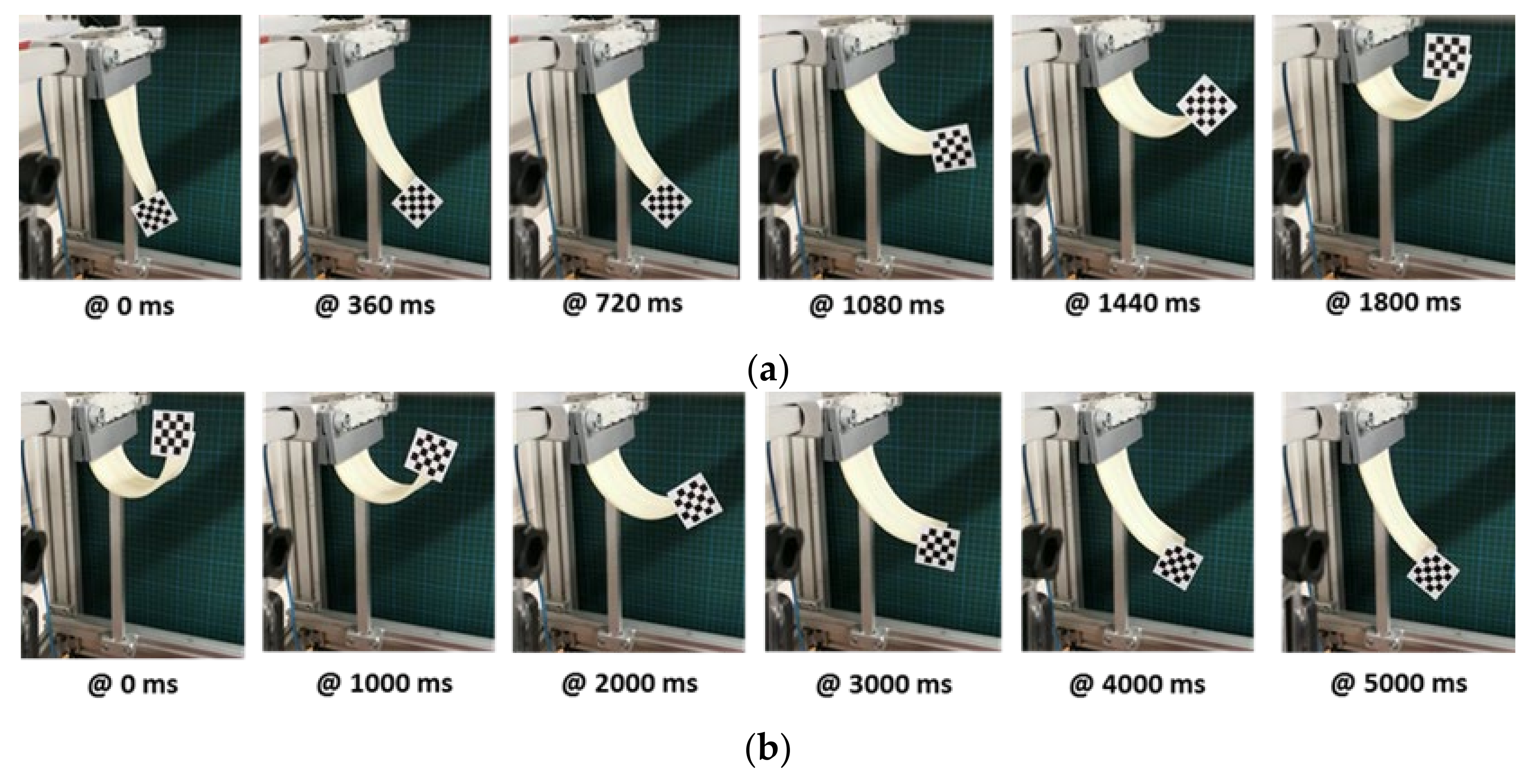
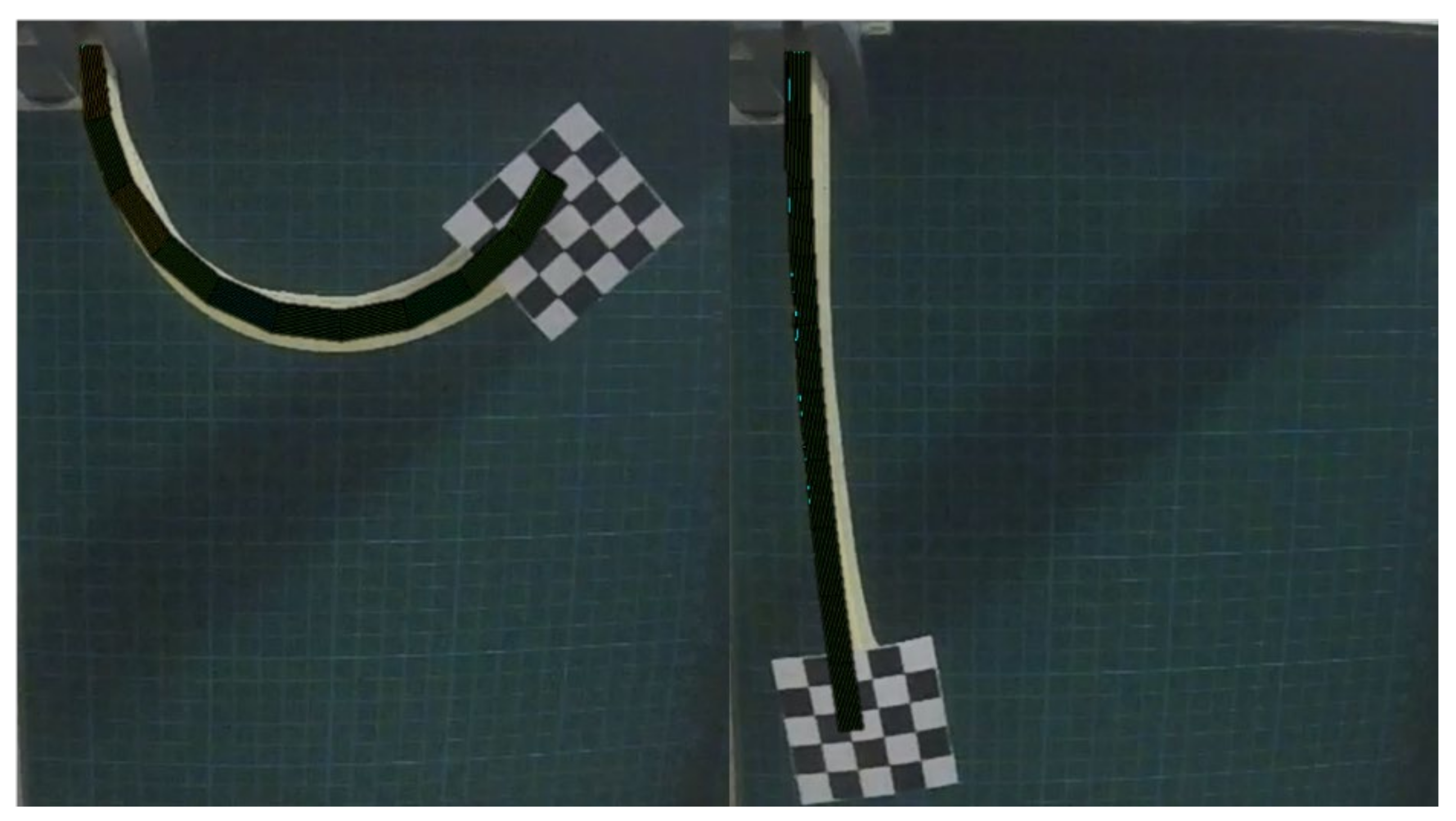
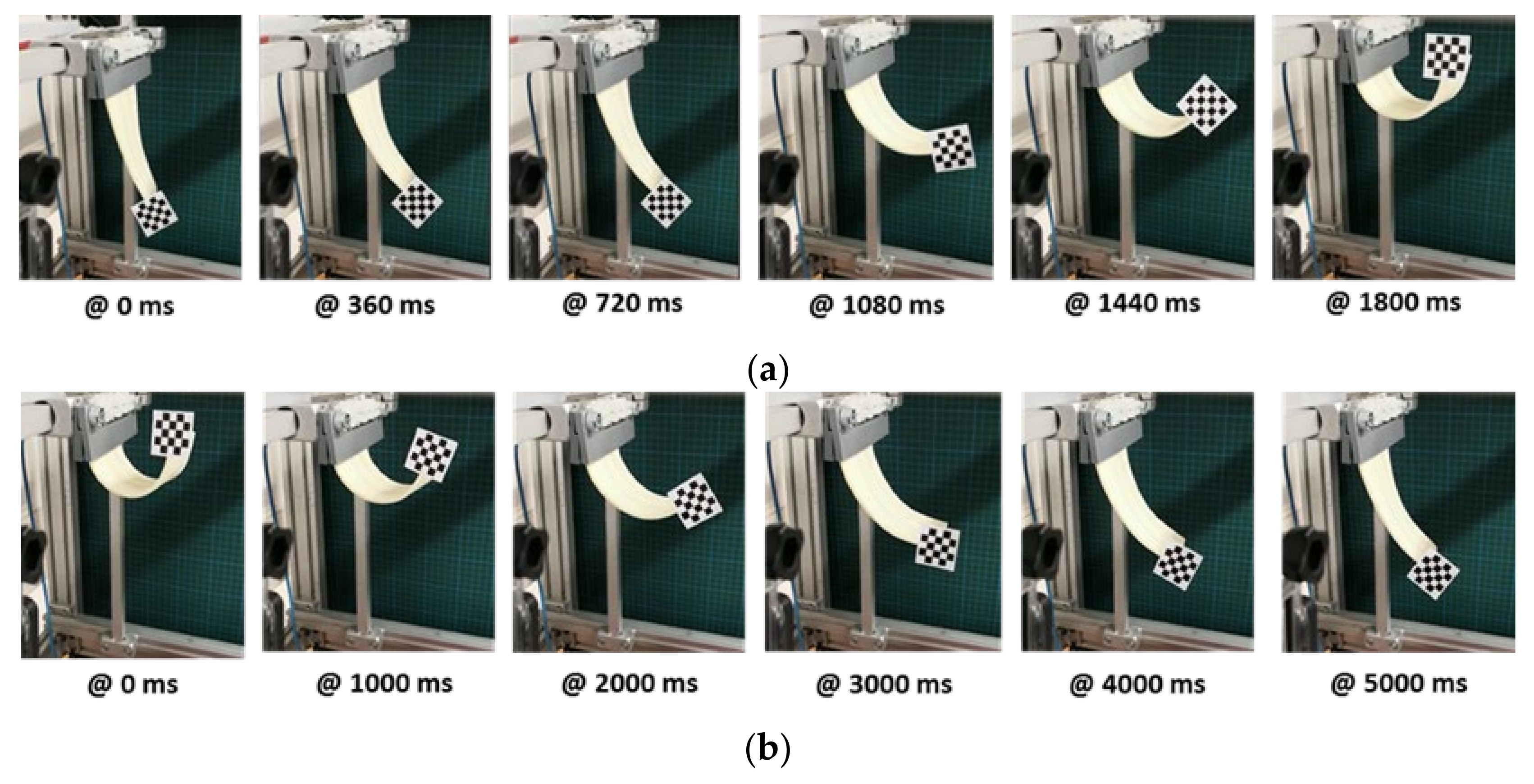
The actuated deformation and re-deformation behavior of the adaptive composite are shown in
Figure 6a,b, respectively.
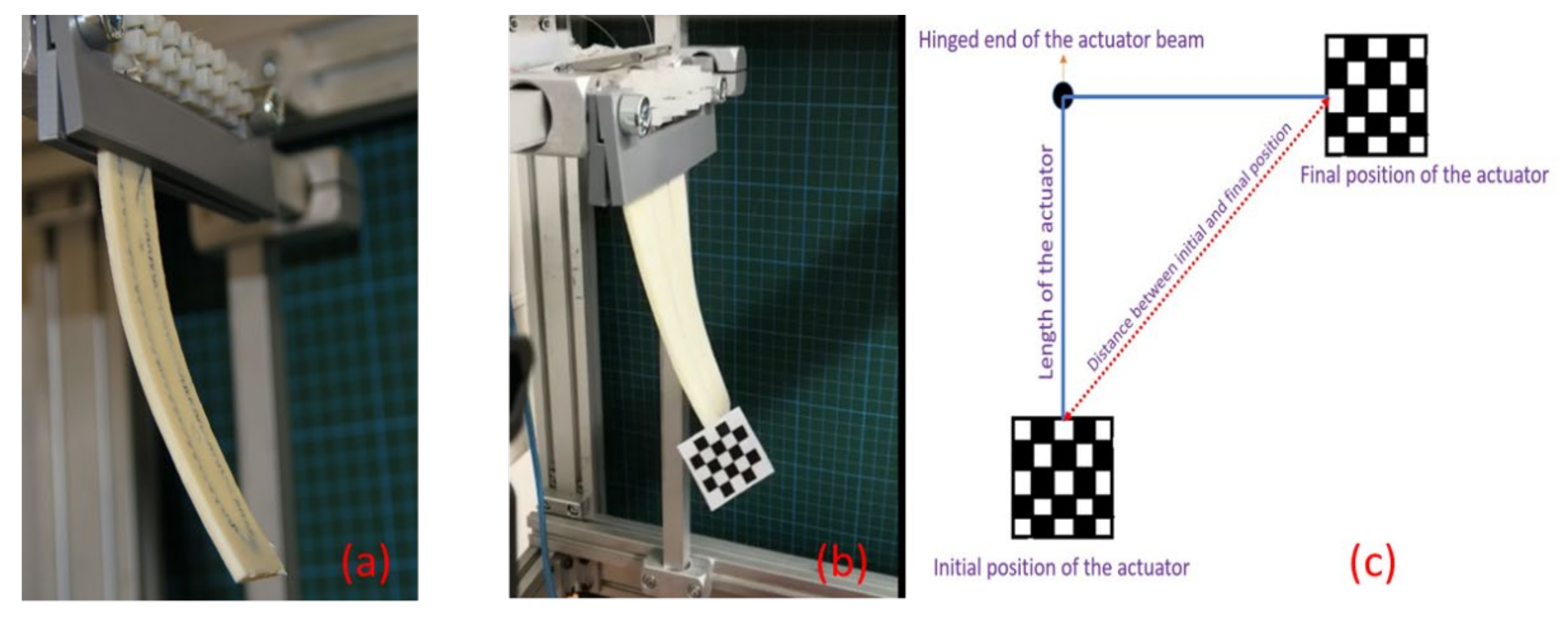
Upon the application of voltage, the passage of electrical current through the SMA wire resulted in joule heating and, thus, initiated the transformation from the austenite to the martensite crystalline phase. This contracted the SMA wire and subsequently bent the adaptive planar composite structure.
Upon the application of different voltages, the bending distance of the composite structure varied. When the voltage was periodically switched off, the joule heating stopped and the SMA wire cooled down below the activation temperature, which led to the rebending of the composite, which was additionally supported by gravity (the influence of additional weights on re-deformation will be shown later) (see
Figure 6a,b). Since cooling was constrained by the fact that the SMA was embedded in a thermally insulating LBR elastomer, the re-deformation process was delayed and showed a relaxation-like behavior. This behavior over the entire testing period is shown at different input voltages in
Figure 7. The adaptive structure moved following the application of voltage followed by a relaxed return to its original position upon the removal of voltage, which was, however, constrained by the limited cooling of the SMA due to the thermal insulation of both the braided yarn shell and the elastomer matrix. The actuation cycles with 5 and 6 volts produced insufficient joule heating with only low bending deformation in the actuating curve, followed by a rather fast retreat to the original position in a relaxing curve. Higher bending deformations were attained at 7 and 8 volts. In comparison to the actuation at 5 V (peak distance of 7 to 14 mm), the actuation at 6 V showed a higher attainable bending distance (peak distance of 16 to 33 mm). Upon actuation at 7 V, it could be clearly observed that the first cycle of actuation (peak distance of 58 mm) had not already gained sufficient temperature increases to attain the SMA’s phase transition, as compared to the sixth cycle (peak distance 128 mm). From the third cycle on, the actuator attained the maximum deformation. Then, the actuated peaks henceforth reached a similar distance. However, the recoverable distance decreased in each subsequent cycle at 7 V and 8 V due to the thermal insulating effect mentioned above.
For the lower activation voltages, the SMA phase transition merely started, as the power input did lead to efficient heating of the SMA wire. At activation voltages of 7 and 8 V, the joule heating was much more efficient and, thus, the phase transition was fully completed within the fourth and fifth cycle, respectively. The maximum deformation distance of 130 mm corresponded to a deformation potential of 130% in this case. The time until the actuator reached its maximum deformation was about 1.8 s, whereas the relaxation of the sample required a much longer time and was not complete after 5 s.
The adaptive structure achieved the highest possible bending position among the voltages investigated at 8 V (peak distance 131 mm). The maximum bending distance for this voltage was already reached in the first cycle and remained at that same level in each subsequent cycle. Thus, the heat-induced martensite-to-austenite phase transformation of the SMA wire was able to be sufficiently fast, when activated at 8 V, during all five cycles.
Here, the adaptive structure retained the maximum deformed state for prolonged durations, but recovery to the original undeformed stage was more and more constrained in each subsequent cycle. Similar experiments with comparable findings were performed by other researchers but they made use of silicone rubber tubes as the “elastomer matrix” material [
26].
In addition to the thermal insulation, which led to reduced cooling, another major reason for the fact that the adaptive structure did not retreat to the initial undeformed vertical position after SMA activation was considered to be the limited amount of elastic deformation energy stored within the very soft LBR-elastomer matrix. Thus, the elastomeric matrix could not generate sufficiently high support the re-deformation of the stiff SMA wire and to overcome the eventual frictional resistance generated by relative movement between the SMA wire surface and the hybrid glass-polypropylene yarn-braided shell.
The actuation would be faster if the experiment was performed in a pre-cooled condition of the specimen, and re-deformation might be stimulated by effective cooling; for example, with the use of a fan. However, if the soft actuator was used in a robotic system in order to lift a weight, for example, the presence of the mass at the lower end of the bending beam would additionally support re-deformation by gravity. This was subsequently studied.
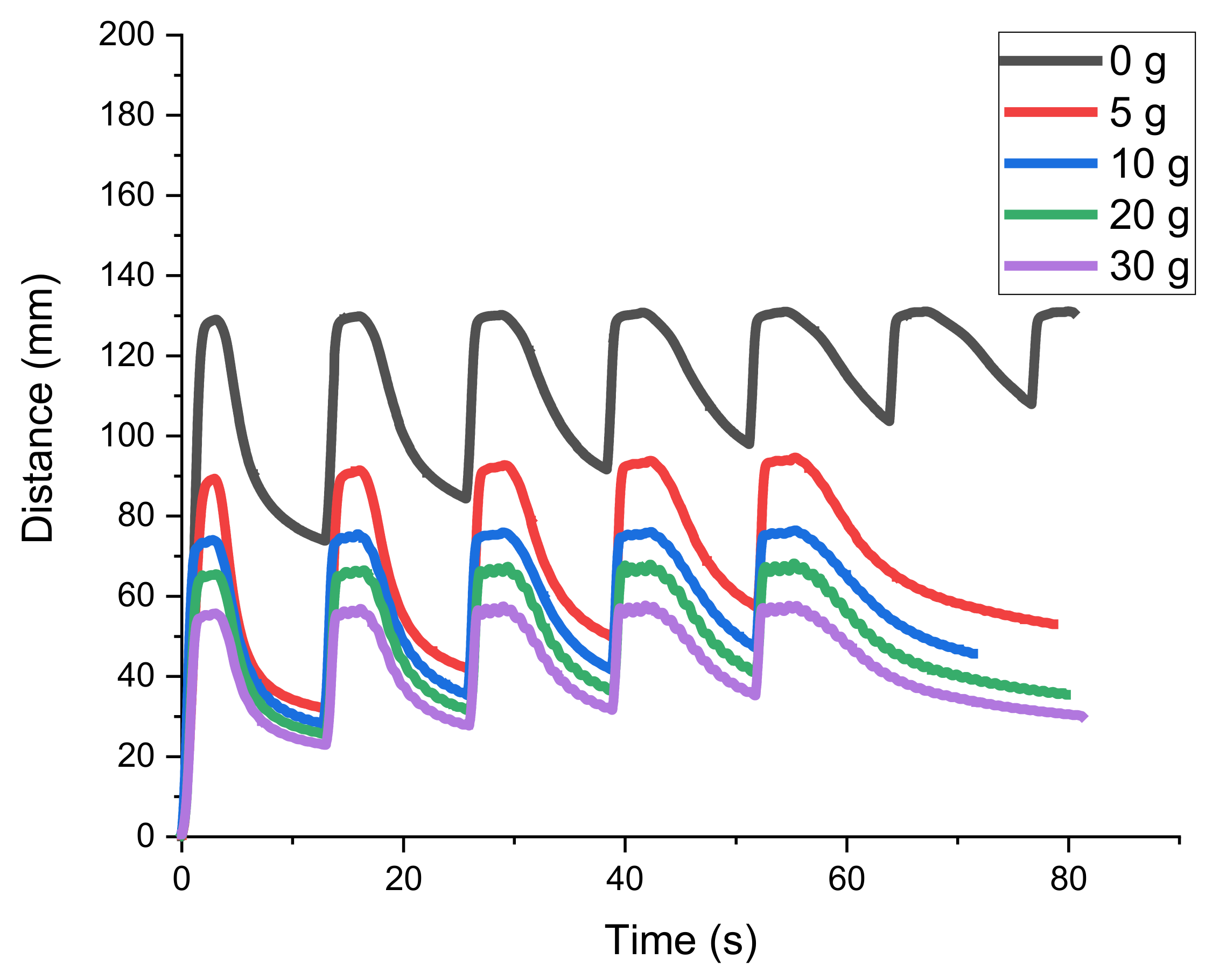
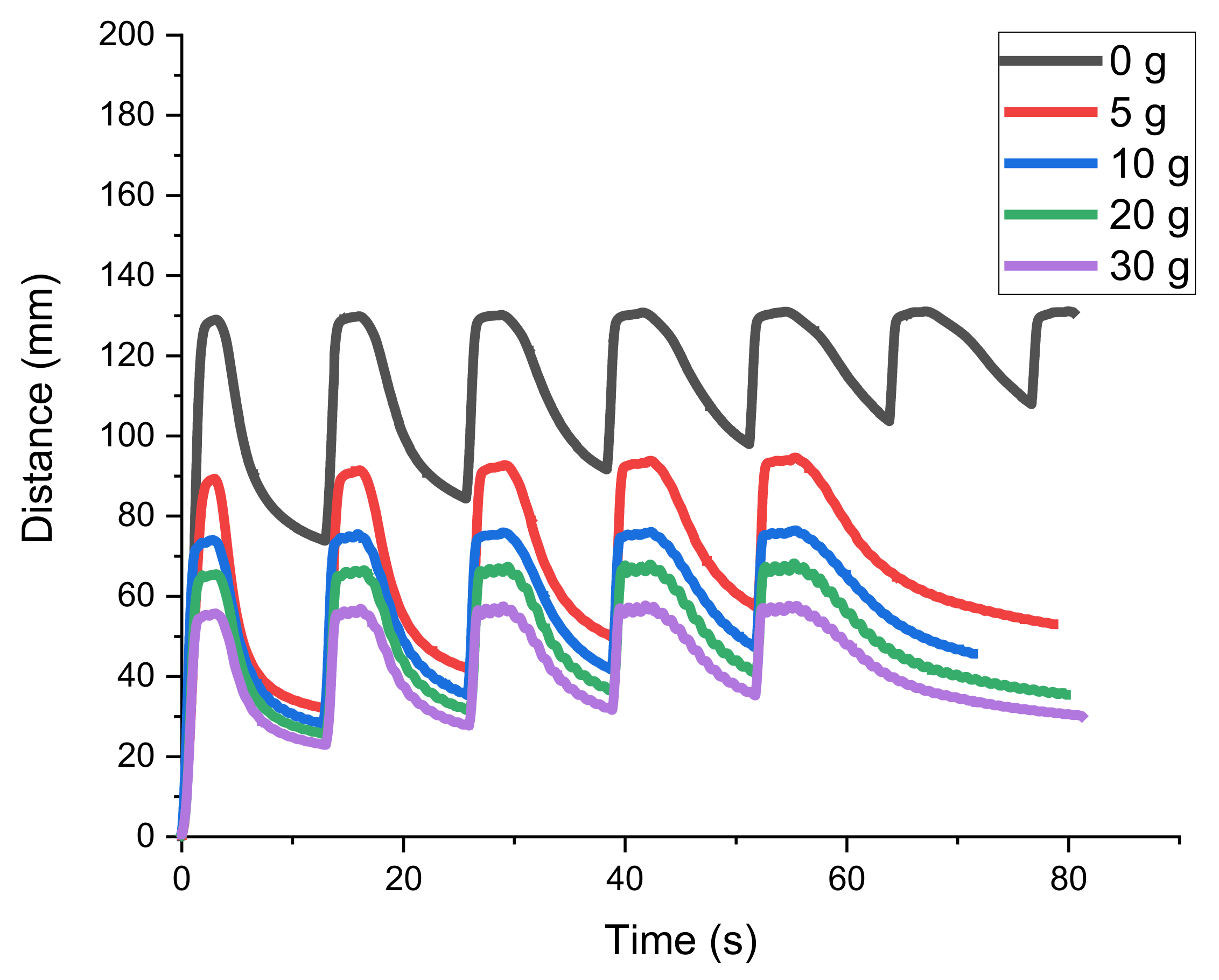
Weights of different mass were applied to the soft actuator in another set of trials to assess its suitability as a soft arm or gripper. The results are depicted in
Figure 8.
Since the highest actuation (without load) was achieved by 8 V, this voltage was considered as a reference for the further experiments with the applied load. In every curve, with different loadings (5 g, 10 g, 20 g, and 30 g), it was observed that the relaxation peak reduced with the increasing of the applied weight (peak compared to no load curve at 8 V).
Moreover, the bending/de-bending cycles became much more uniform and re-deformation occurred faster. The applied weight acted as a pulley so the actuator beam returned to the original position rather than actual cooling of the SMA taking place. Comparable results were achieved by Kim et al., who used such composites to hold different objects and measured the performance of the SMA-integrated elastomeric actuator [
27].
On the other hand, it could be observed that with the increasing of the weight, the maximum bending deformation achievable by actuation was also reduced. For a weight of 30 g, the motion amplitude was only one third of the unrestricted motion. This was, of course, a consequence of the very limited bending stiffness of the smart fiber-rubber composite, but the motion was still of significant amplitude. Thus, a weight of more than three times the actuator weight could be lifted, which is rather remarkable.
It was additionally observed that at weights of 10 g to 30 g, a small vibration, overlaying the basis movement, took place. This indicates that for larger blocking forces, an advanced control algorithm would be desirable.
Physical Modelling and System Validation
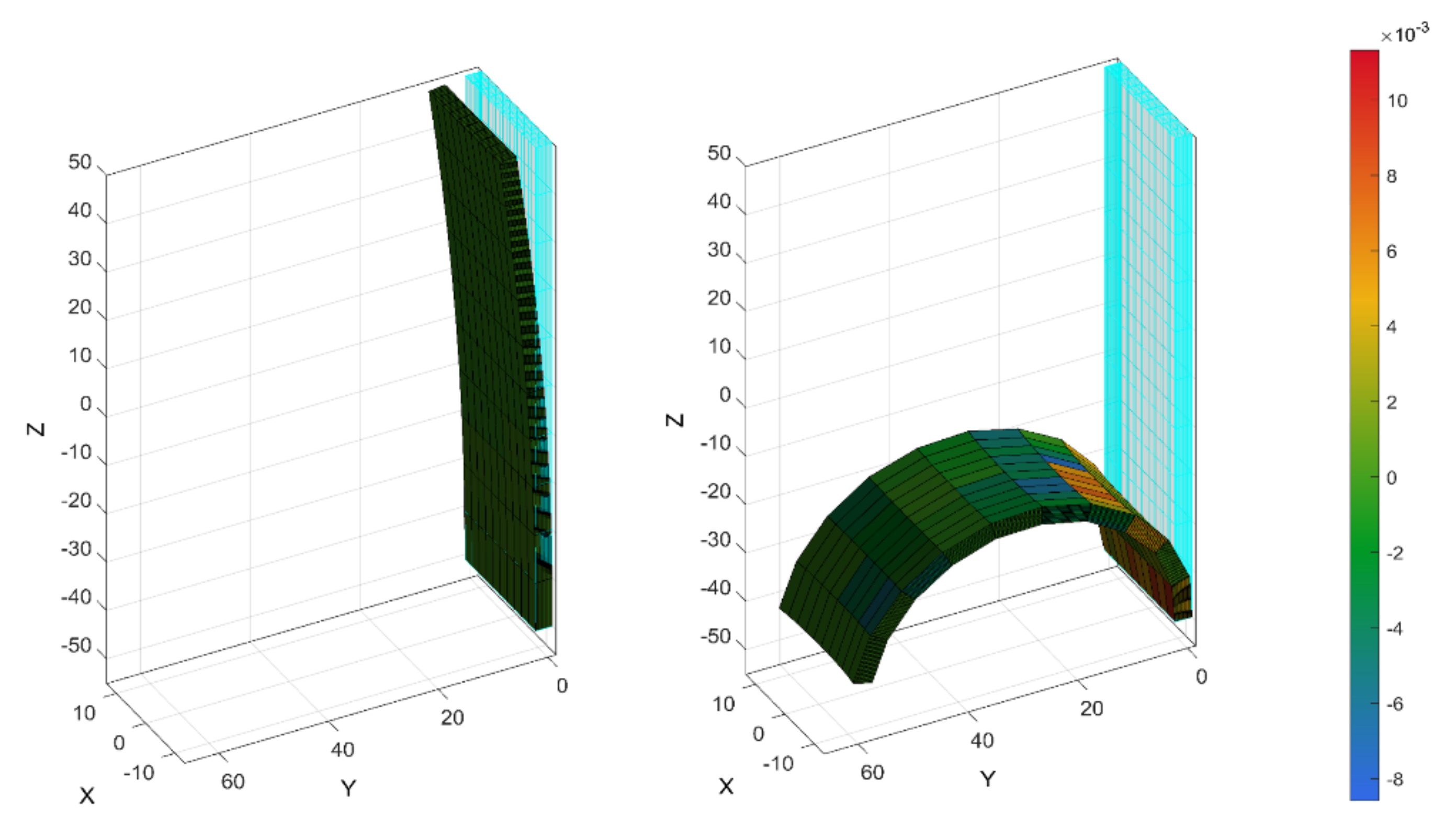
As the presented physical system can be considered to mimic or substitute biological systems, we explored the use of modelling methodologies, such as those used for biological systems and tissue. The nonlinear finite element solver FEBio, controlled by the Gibbon toolbox, was used as a tool [
28]. Therein, the soft actuator was modelled as a bending beam constituted of three layers: a passive elastomer matrix, a passive textile layer and an active textile layer (the active textile is the shape memory alloy hybrid yarn and the passive textile is the woven glass fiber), respectively. The geometrical dimensions were set as equal to the real dimensions. For the soft matrix material, the parameters of the hyperelastic Ogden material model (k = 175.5, c = 0.03475, m = 1.693) were fitted to match the experimental data from the tensile test in
Figure 5a. The textile layer was modelled as solid mixture of a three-parameter Ogden material matrix with orthotropic fiber reinforcement. On top, the force exerted by the SMAs was implemented as a homogenized layer with the stress caused by the SMAs smoothed over the cross-section. The simulation results of an unconstraint bending deformation are shown in
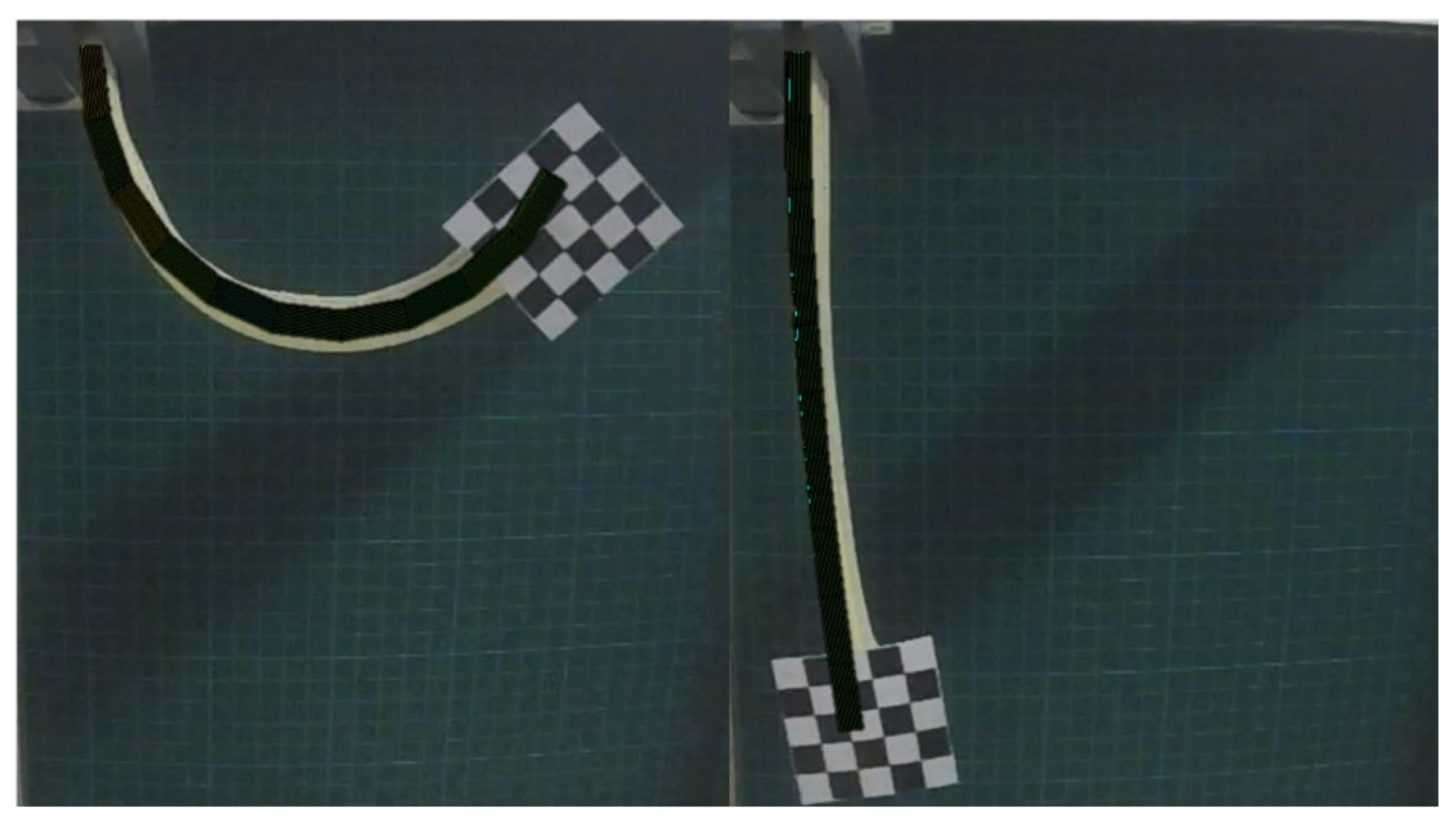
Figure 9. A comparison between the experimental actuation and the simulated actuation is provided in
Figure 10, where optical images and simulated deformation images are overlapped.
The simulation results show good agreement with the experimental observations for the fully activated sample that was activated at 7 V. For higher SMA forces (achieved by higher actuation voltages), the simulation was not stable. Consequently, the use of the approaches developed within the biomechanics research community also shows promise for application in soft robotic systems. This is potential use is not restricted to the modelling of non-linear higher deformation problems; potential uses also exist in the development of adjustable experimental testing [
29].


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}