
Quantitative Analysis of Surface Attached Mortar for Recycled Coarse Aggregate

Abstract
:1. Introduction
2. Experiment
2.1. Raw Materials
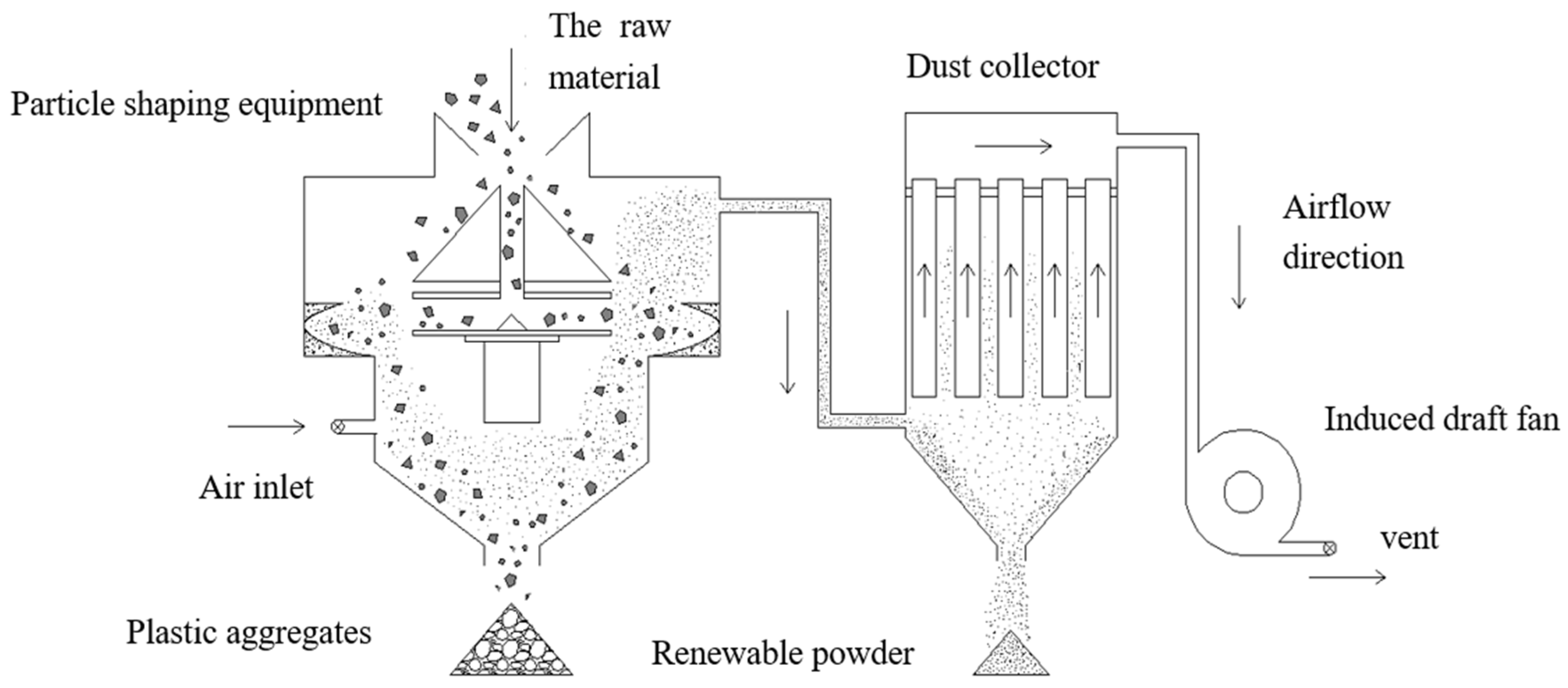
2.2. Principles and Solutions
2.2.1. Calcining-Grinding Principle
2.2.2. Experimental Design
- (1)
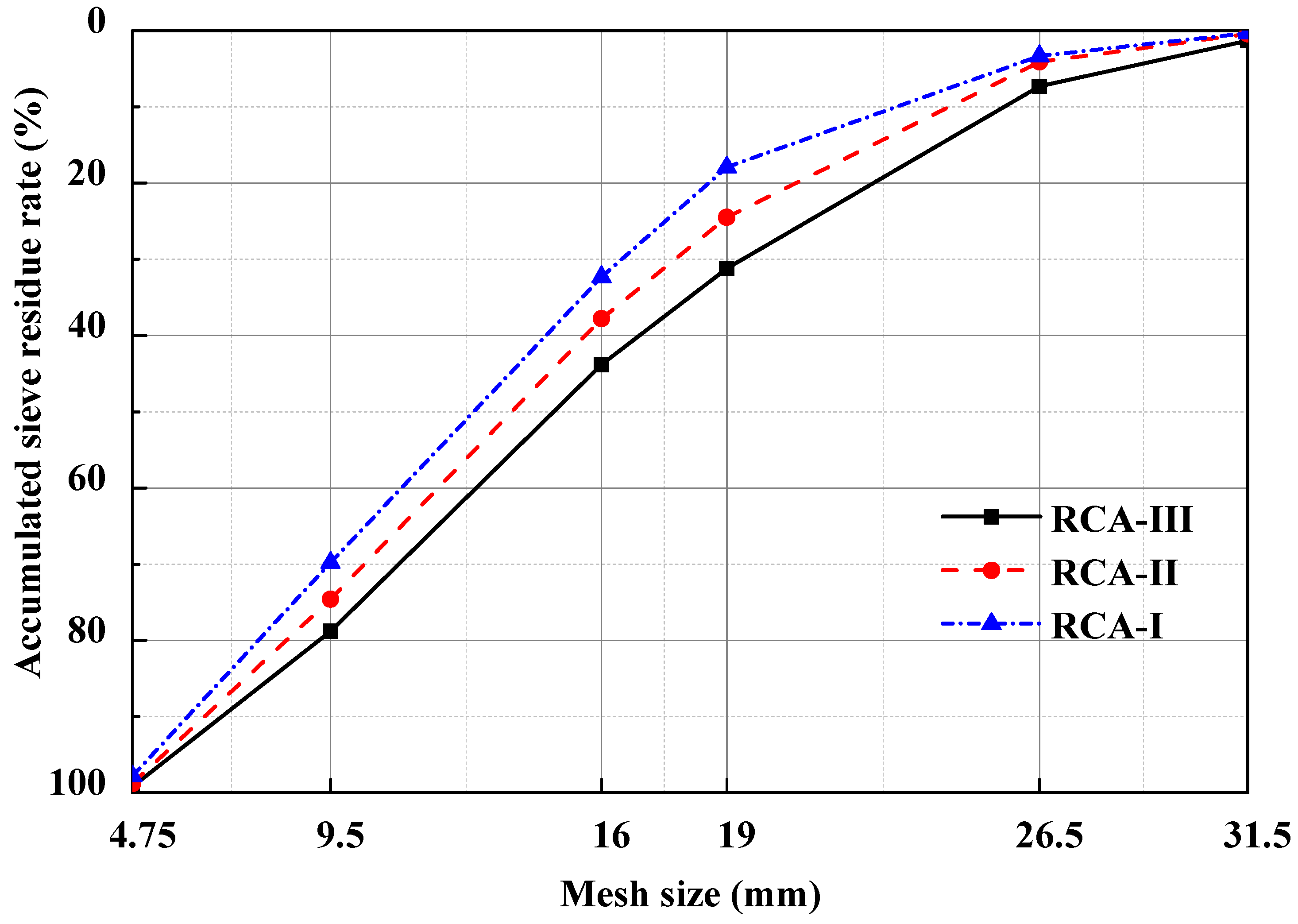
- Natural coarse aggregates with the size of 5–25 mm and recycled coarse aggregates of class I, class II, and class III were calcined at different temperatures (100 °C, 200 °C, 300 °C, 400 °C, 500 °C, 600 °C, respectively), placed in a planetary ball mill after cooling. Twenty batches of various coarse aggregates were randomly selected, and the average value was taken after each batch was ground three times;
- (2)
- The grinding time was sequentially controlled at 5 min, 10 min, 15 min, 20 min, 25 min, and 30 min. After reaching the specified grinding time, we sieved and weighed the remaining amount M of the aggregate at different grinding times, and calculated the mass loss rate of two adjacent grinding time points;
- (3)
- In order to eliminate the loss and influence of the original natural aggregate during the grinding process, the natural aggregate was taken as a control group. Grinding can be terminated when the quality loss rate of various recycled coarse aggregates approaches the same as that of natural aggregates, and the amount of attached mortar removed A is:
3. Results and Discussions
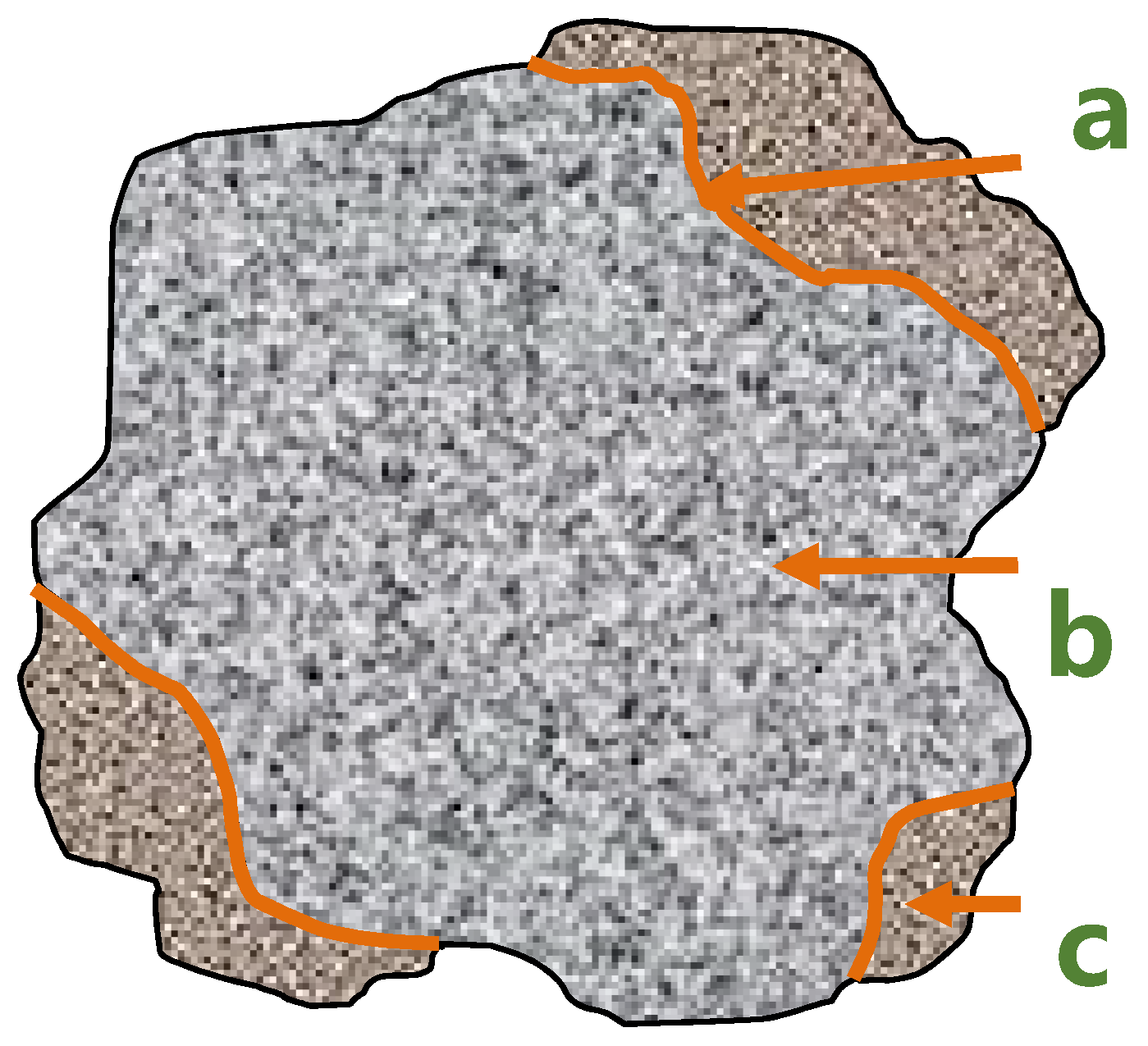
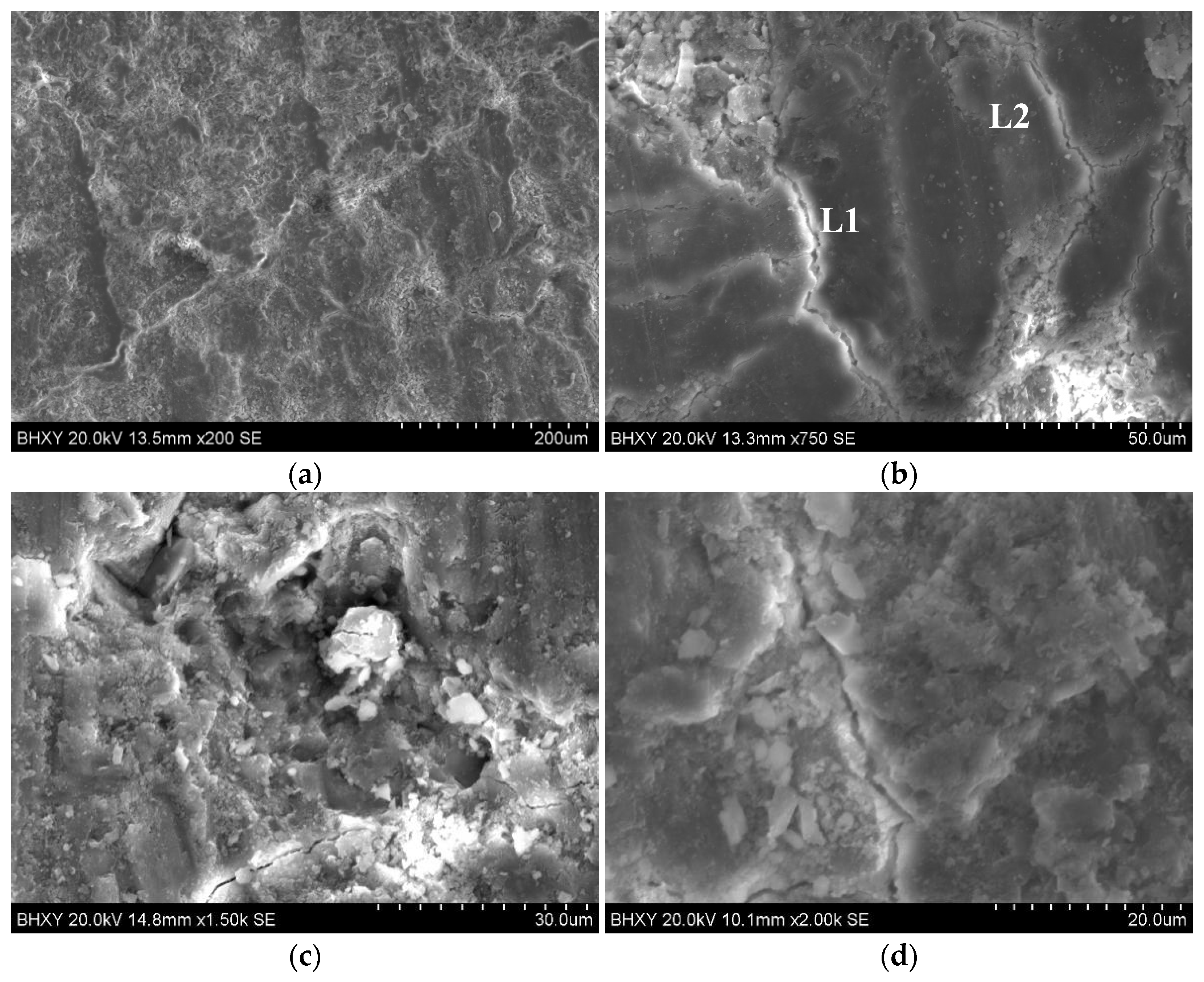
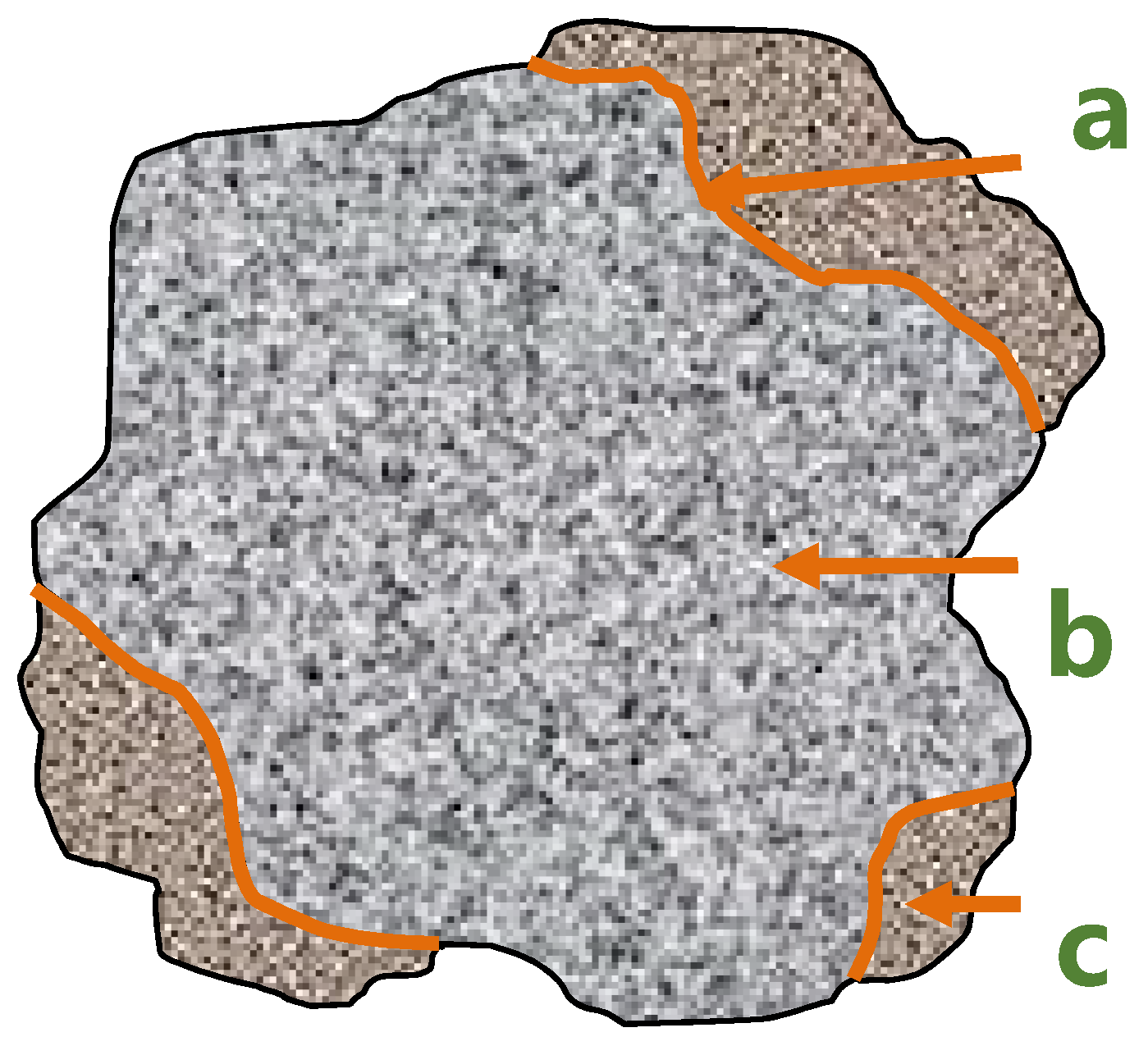
3.1. Interfacial Structure of Recycled Coarse Aggregate
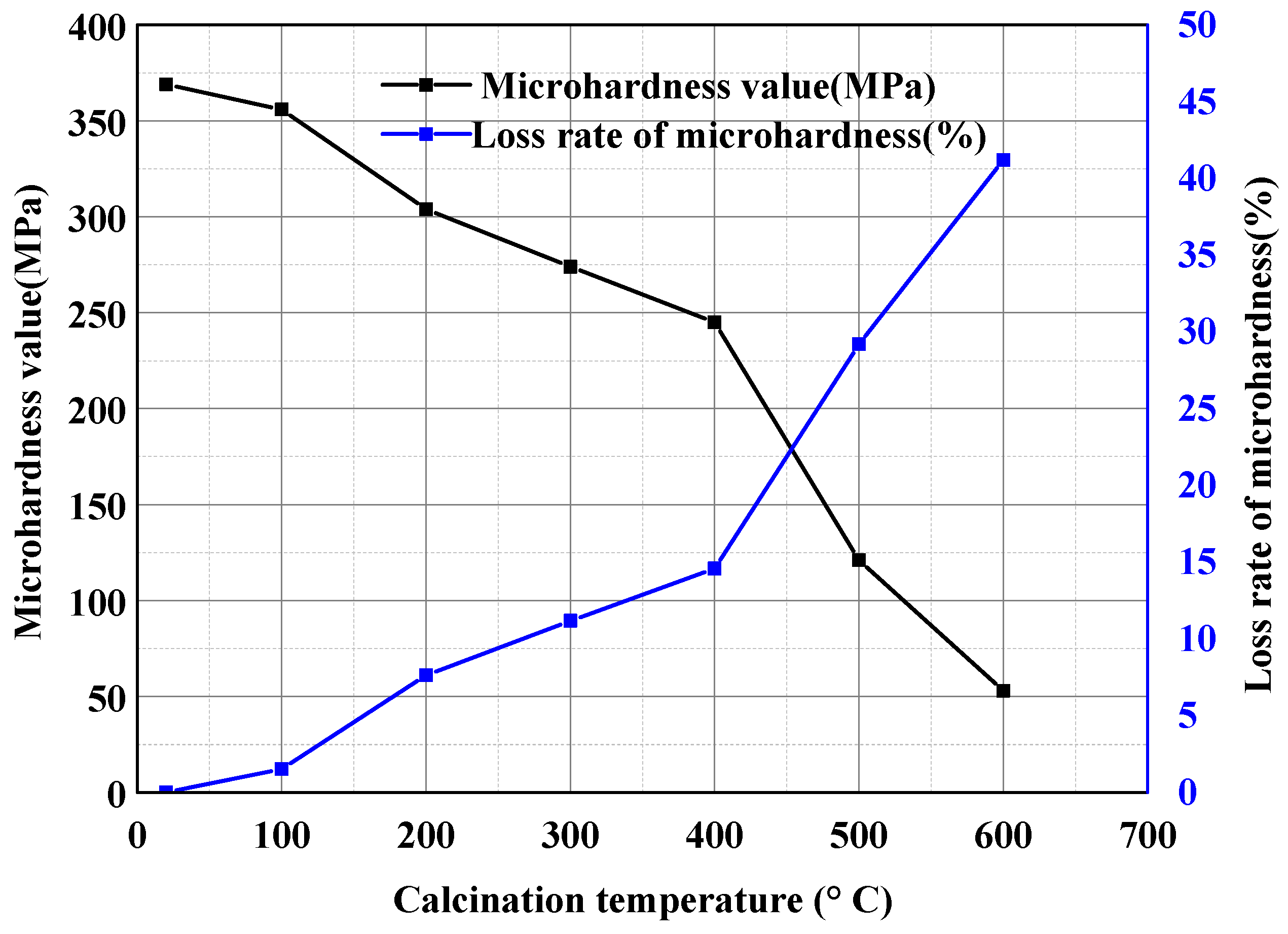
3.2. Determination of Calcination Temperature
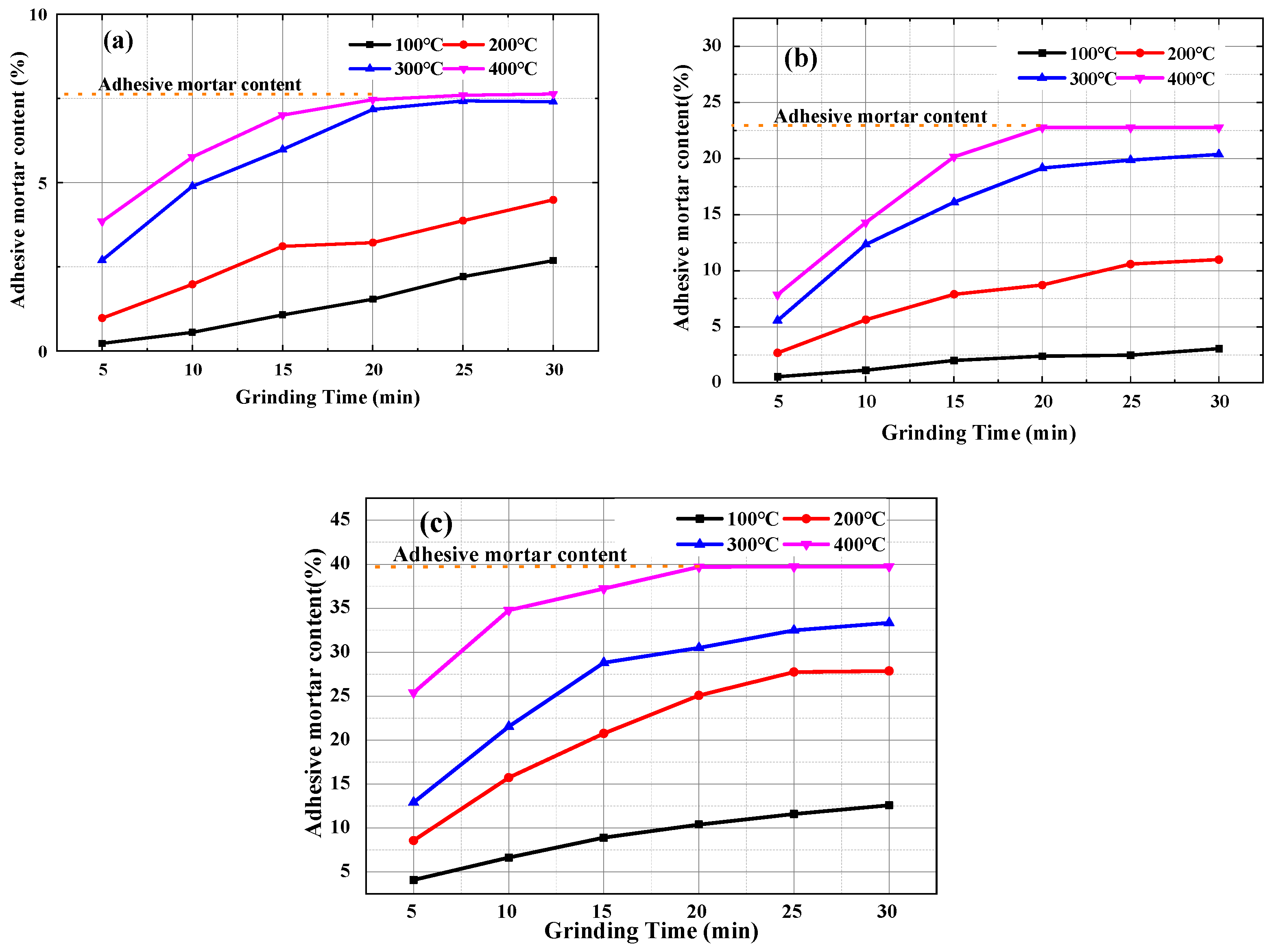
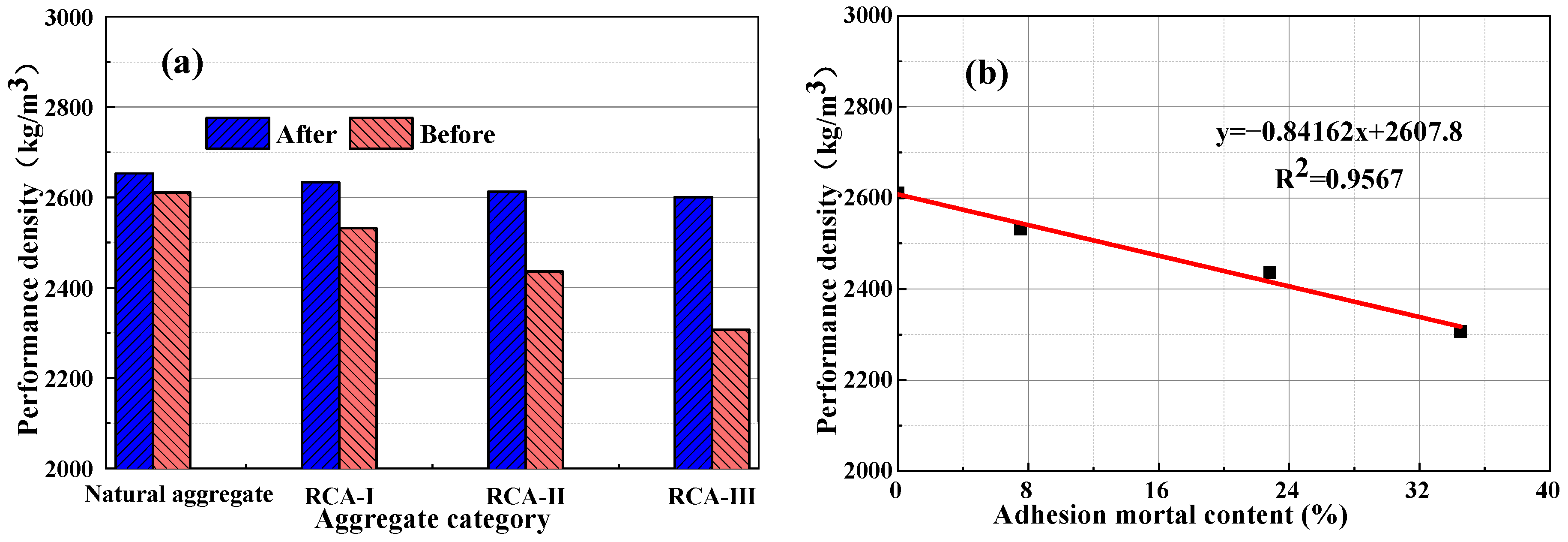
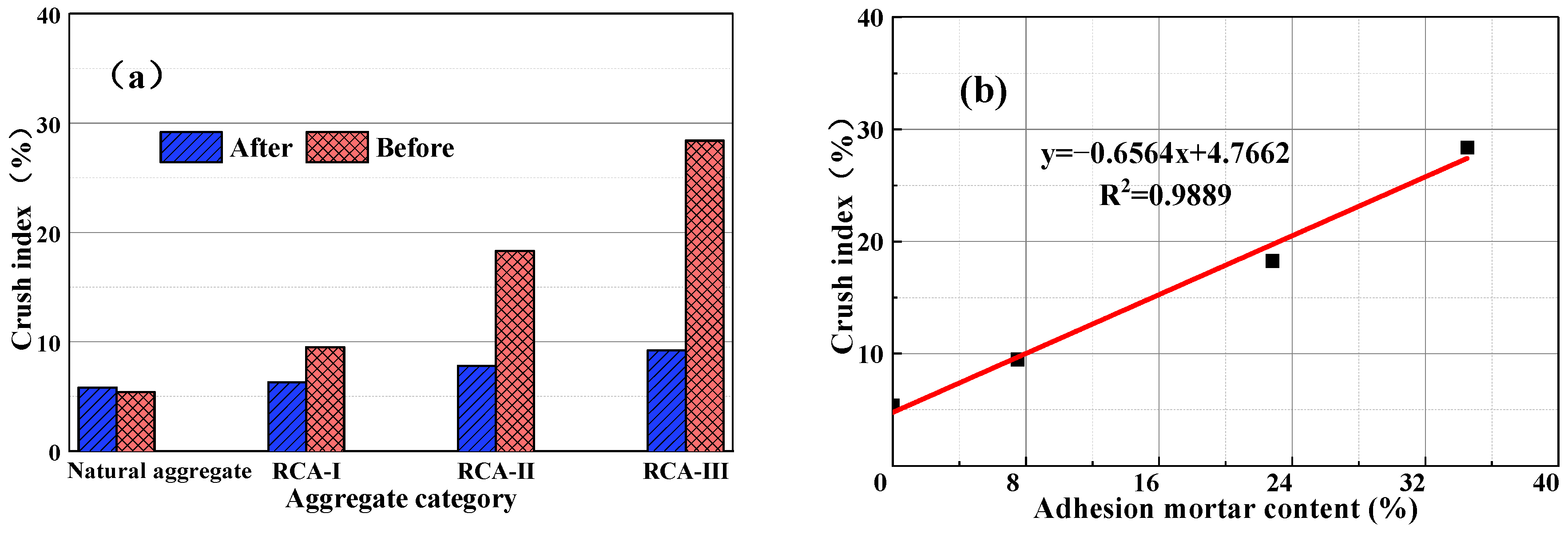
3.3. Quantitative Analysis of Attached Mortar
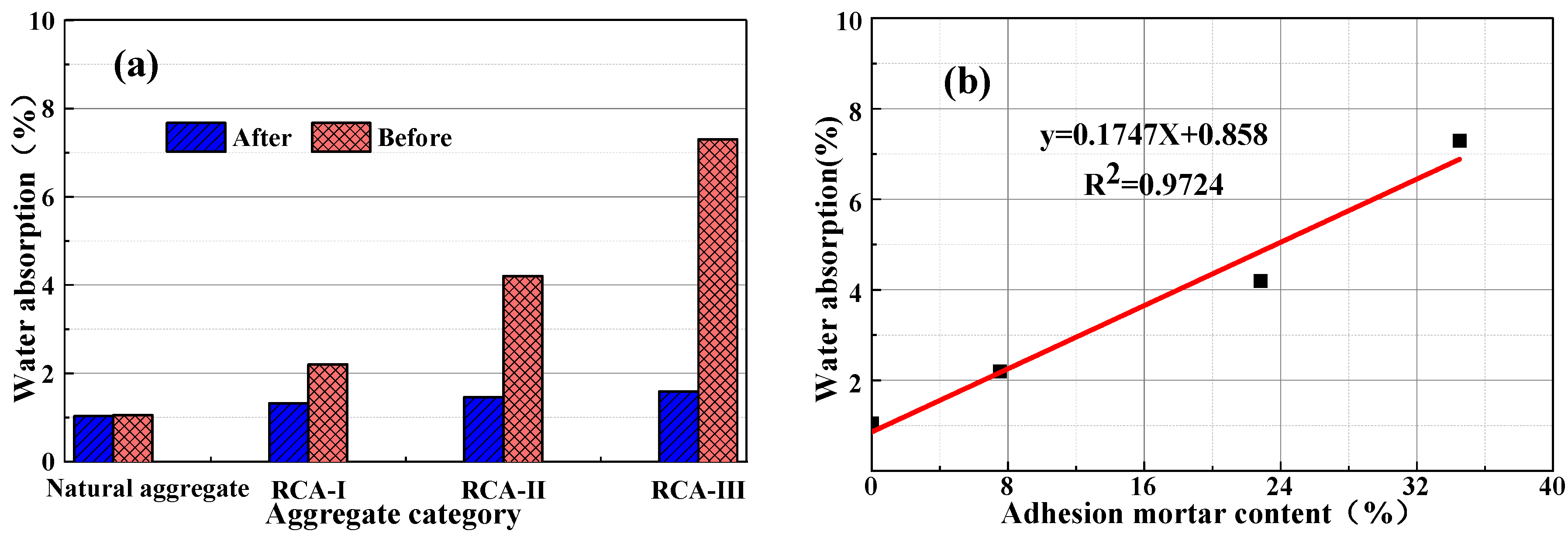
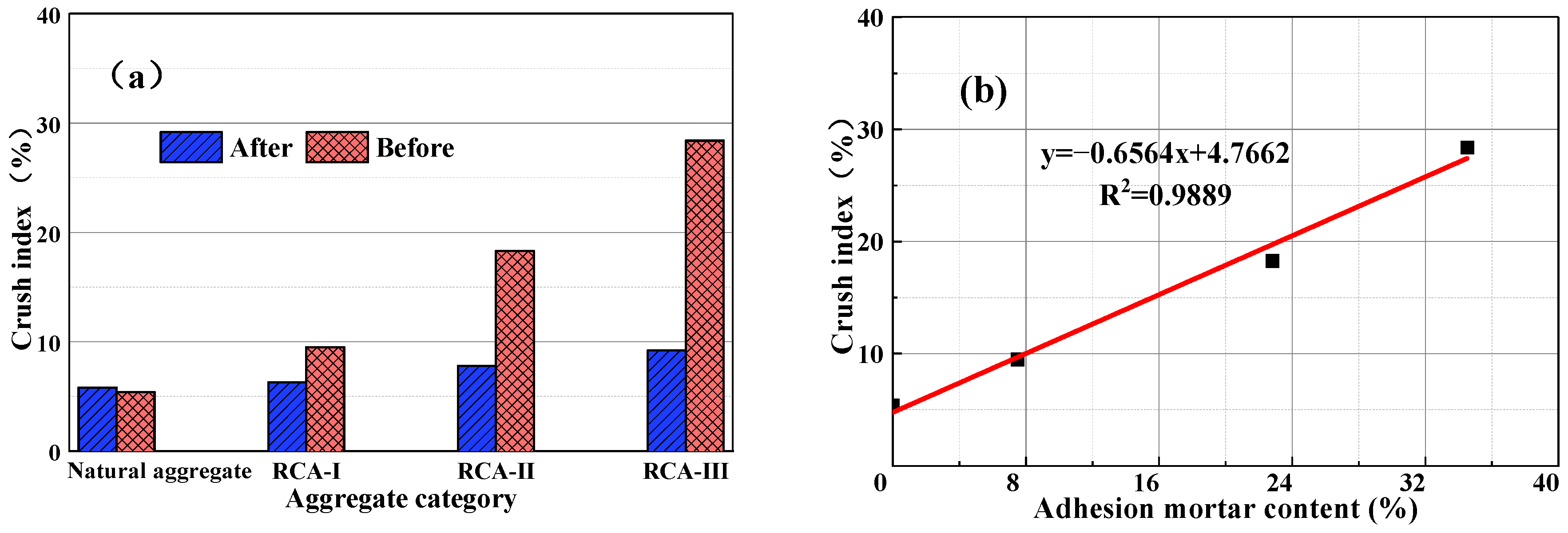
3.4. Correlation between Attached Mortar Content and Technical Index
4. Conclusions
- (1)
- The physical strengthening method can effectively reduce the content of attached mortar to the surface of the recycled coarse aggregate, improving the performance of recycled aggregate. Through the secondary physical strengthening process, the water absorption rate of recycled coarse aggregate was reduced to 2.2% from 7.3%, the needle flake content was only 1.2%, and the crushing index was only 3.1% higher than that of the natural coarse aggregate, which fully meets the standard of the class I recycled aggregate.
- (2)
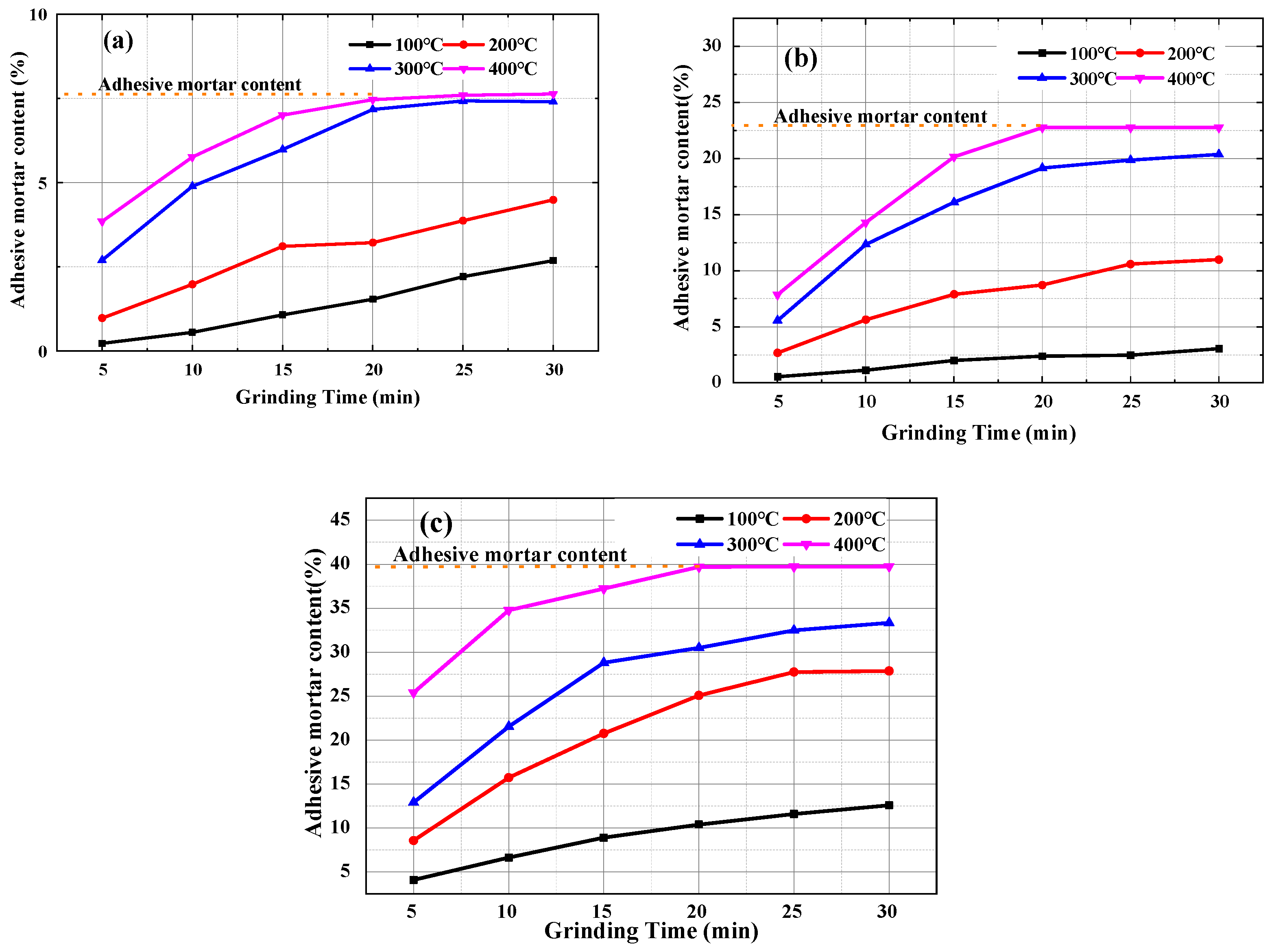
- The calcining-grinding method can effectively separate the recycled aggregate and attached old cement mortar. The calcination temperature below 100 °C had no great influence on the aggregate. When the temperature was 400 °C, the microhardness decreased to 245 MPa, and the hardness loss rate was 14.6%. The hardness of the aggregate had been damaged. Combined with the quality change of different-class recycled coarse aggregate and the microhardness loss of the aggregate under high temperature, the appropriate calcination temperature for the class I, II, and III recycled coarse aggregate was determined as 400 °C and the optimum grinding time was 20 min.
- (3)
- The measured attached mortar contents of classs I, II, and III recycled coarse aggregates were 7.9%, 22.8%, and 39.7%, respectively, by calcining-grinding technology. Meanwhile, the water absorption, apparent density, and crush index had a good linear relationship, and the established linear relationship could accurate measure the content of the RCA adhesive mortar on the surface, which can directly reflect the internal defects of RCA.
Author Contributions
Funding
Conflicts of Interest
References
- Ming, M.Z.; Qin, T.; Yi, Y.D.; Zhong, B.G. Durability Studies on the Recycled Aggregate Concrete in China over the Past Dec-ade: A Review. Adv. Civ. Eng. 2019, 2019, 4073130. [Google Scholar]
- Seo, D.; Choi, H. Effects of the old cement mortar attached to the recycled aggregate surface on the bond characteristics between aggregate and cement mortar. Constr. Build. Mater. 2014, 59, 72–77. [Google Scholar] [CrossRef]
- Sánchez, M.J.; Alaejos, P.G. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar]
- Hua, D.Z.; Chi, S.P. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old adhered mortars. Mater. Des. 2014, 58, 19–29. [Google Scholar]
- Hui, Z.Z.; De, W.S.; Chao, L.L.; Chen, G.C. Evaluation of pre-coated recycled aggregate for concrete and mortar. Constr. Build. Mater. 2013, 43, 191–196. [Google Scholar]
- Gokce, A.; Nagataki, S.; Saeki, T.; Hisada, M. Freezing and thawing resistance of air-entrained concrete incorporatingrecycled coarse aggregate: The role of air content in demolished concrete. Cem. Concr. Res. 2004, 34, 799–806. [Google Scholar] [CrossRef]
- Huang, K.; Ding, T.; Xiao, J.; Singh, A. Modification on Recycled Aggregates and its Influence on Recycled Concrete. IOP Conf. Ser. Earth Environ. Sci. 2019, 323, 012136. [Google Scholar] [CrossRef]
- Braymand, S.; Roux, S.; Fares, H.; De’odonne, K.; Feugeas, F. Separation and Quantification of Attached Mortar in Recycled Concrete Aggregates. Waste Biomass. Valor. 2017, 8, 1393–1407. [Google Scholar] [CrossRef]
- Fathifazl, G.; Abbas, A.; Razaqpur, A.G.; Isgor, O.B.; Fournier, B.; Foo, S. New Mixture Proportioning Method for Concrete Made with Coarse Recycled Concrete Aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611. [Google Scholar] [CrossRef]
- Wai, H.K.; Mahyuddin, R.; Kenn, J.K.; Mohd, Z.S. Influence of the amount of recycled coarse aggregate in concrete design and durability properties. Constr. Build. Mater. 2012, 26, 565–573. [Google Scholar]
- Süleyman, G.H.; Osman, Ş. The effects of waste concrete properties on recycled aggregate concrete properties. Mag. Concr. Res. 2013, 65, 844–854. [Google Scholar]
- Amnon, K. Treatments for the Improvement of Recycled Aggregate. Mater. Civ. Eng. 2004, 16, 597–603. [Google Scholar]
- Feng, S.Y.; Qiang, Z.E. Summary of research on pretreatment methods of recycled Aggregate. E3S Web. Conf. 2021, 293, 01025. [Google Scholar]
- Nagataki, S.; Gokce, A.; Saeki, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971. [Google Scholar] [CrossRef]
- Revathi, P.; Ramesh, R.A.; Lavanya, K. Influence of Treatment Methods on the Strength and Performance Characteristics of Recycled Aggregate Concrete. Mater. Civ. Eng. 2015, 27, 212–221. [Google Scholar]
- Ping, L.; Mei, Z.D.; Di, W.; Ping, X.J.; Jing, L. Effect of Chemical Enhancing-Technology on the Properties of Recycled Aggregate. Adv. Civ. Eng. 2020, 2020, 8875348. [Google Scholar]
- Heesup, C.; Hyeonggil, C.; Myungkwan, L.; Masumi, I.; Ryoma, K.; Takafumi, N. Evaluation on the Mechanical Performance of Low-Quality Recycled Aggregate Through Interface Enhancement Between Cement Matrix and Coarse Aggregate by Sur-face Modification Technology. Cem. Concr. Res. 2016, 10, 87–97. [Google Scholar]
- Hua, D.Z.; Amardeep, S.; Huang, X.Z.; Dan, H.S. Combined use of recycled powder and recycled coarse aggregate derived from construction and demolition waste in self-compacting concrete. Constr. Build. Mater. 2020, 254, 119323. [Google Scholar]
- Ba, A.; Laq, B.; Shas, B.; Sur, B.; Ih, C.; Mi, D. A step towards durable, ductile and sustainable concrete: Simultaneous incorpo-ration of recycled aggregates, glass fiber and fly ash—Science direct. Constr. Build. Mater. 2020, 251, 118980. [Google Scholar]
- Qureshi, L.A.; Ali, B.; Ali, A. Combined effects of supplementary cementitious materials (silica fume, GGBS, fly ash and rice husk ash) and steel fiber on the hardened properties of recycled aggregate concrete. Constr. Build. Mater. 2020, 263, 120636. [Google Scholar] [CrossRef]
- Yu, K.D.; Ting, L.; Jun, Z.J.; Chang, M.C.; Jun, J.; Jing, J. Effect and mechanism of surface-coating pozzalanics materials around aggregate on properties and ITZ microstructure of recycled aggregate concrete. Constr. Build. Mater. 2010, 24, 701–708. [Google Scholar]
- Vivian, W.Y.; Anthony, B.; Khoa, N.L.; Wengui, L. Utilising CO2 technologies for recycled aggregate concrete: A critical review. Constr. Build. Mater. 2020, 250, 118903. [Google Scholar]
- Dong, J.; Wang, Q.; Guan, Z. Structural behaviour of recycled aggregate concrete filled steel tube columns strengthened by CFRP. Eng. Struct. 2013, 48, 532–542. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Cao, D.; Dang, H.; Ding, B. Comparison of recycled aggregate treatment methods on the performance for recycled concrete. Constr. Build. Mater. 2020, 234, 117366. [Google Scholar] [CrossRef]
- Masood, B.; Elahi, A.; Barbhuiya, S.; Ali, B. Mechanical and durability performance of recycled aggregate concrete incorporating low calcium bentonite. Constr. Build. Mater. 2020, 237, 117760. [Google Scholar] [CrossRef]
- Feng, C.; Cui, B.; Ge, H.; Huang, Y.; Zhang, W.; Zhu, J. Reinforcement of Recycled Aggregate by Microbial-Induced Mineralization and Deposition of Calcium Carbonate—Influencing Factors, Mechanism and Effect of Reinforcement. Crystals 2021, 11, 887. [Google Scholar] [CrossRef]
- Luo, Z.; Li, W.; Tam, V.W.; Xiao, J.; Shah, S.P. Current progress on nanotechnology application in recycled aggregate concrete. J. Sustain. Cem.-Based Mater. 2018, 23, 79–96. [Google Scholar] [CrossRef]
- Meng, T.; Zhang, J.; Wei, H.; Shen, J. Effect of nano-strengthening on the properties and microstructure of recycled concrete. Nanotechnol. Rev. 2020, 9, 79–92. [Google Scholar] [CrossRef] [Green Version]
- Ruitan, M.; Tao, M.; Miaozhou, H.; Qinglei, X. Research on composite strengthening nano-technique of recycled aggregate. Appl. Mech. Mater. 2013, 357, 1189–1193. [Google Scholar]
- Peng, G.F.; Yang, J.; Wang, J.Y. Influence of Recycled Aggregate Defects on the Durability of Recycled Aggregate Concrete. Key Eng. Mater. 2015, 630, 173–182. [Google Scholar] [CrossRef]
- Long, C.Z.; Long, C. Effect of Recycled Coarse Aggregate Mortar Adhesion Rate on the Strength and Drying Shrinkage Properties of Concrete. Bull. Am. Ceram. Soc. 2015, 34, 2367–2371. [Google Scholar]
- Sheng, S.D.; Zeying, L.; Kaiwei, L.; Aiguo, W.; Wei, H.; Gaozhan, Z. Influence of Shapes and Defects in Recycled Aggregate on Drying Shrinkage and Mechanical Properties of Recycled Aggregate Concrete. Mater. Rev. 2021, 35, 11027–11033. [Google Scholar]
- Beibei, C. Research on Thermal Characteristics and Recycling of Concrete; Wuhan University of Technology: Wuhan, China, 2006. [Google Scholar]
- Xiao, J.Z.; Wu, L.; Fan, Y.H. Test on modification of recycled coarse aggregate by microwave heating. Concrete 2012, 7, 55–57. [Google Scholar]
- Abbas, A.; Fathifazl, G.; Fournier, B.; Isgor, B.; Zavadil, R.; Razaqpur, A.; Foo, S. Quantification of the residual mortar content in recycled concrete aggregates by image analysis. Mater. Charact. 2009, 60, 716–728. [Google Scholar] [CrossRef]
- Hideo, O.; Toyoharu, N. Improving the Quality of Recycled Fine Aggregate by Selective Removal of Brittle Defects. J. Adv. Concr. Technol. 2012, 10, 395–410. [Google Scholar]
- Qiuyi, L.; Yunxia, L.; Chongji, Z. Strengthening technology of recycled concrete aggregate. Concrete 2006, 1, 75–77. [Google Scholar]
- Kou, S.-C.; Poon, C.S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Yue, G.; Ma, Z.; Liu, M.; Liang, C.; Ba, G. Damage behavior of the multiple ITZs in recycled aggre-gate concrete subjected to aggressive ion environment. Constr. Build. Mater. 2020, 245, 118419. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Standard Requirements | Recycled Coarse Aggregate Performance | ||||
|---|---|---|---|---|---|---|
| Class I | Class II | Class III | A | B | C | |
| Particle grading | Qualified | Qualified | Qualified | Qualified | Qualified | Qualified |
| Micropowder content/% | <1.0 | <2.0 | <3.0 | 1.9 | 1.2 | 0.6 |
| Water absorption rate/% | <3.0 | <5.0 | <8.0 | 7.3 | 4.2 | 2.2 |
| Needle flake particle content/% | <10.0 | 6.1 | 3.3 | 1.2 | ||
| Sundries content/% | <1.0 | 1.2 | 0.5 | 0.1 | ||
| Robustness/% | <5.0 | <10.0 | <15.0 | 14.3 | 7.6 | 3.8 |
| Crushed index/% | <12.0 | <20.0 | <30.0 | 28.4 | 18.3 | 9.5 |
| Apparent density/(kg/m3) | >2450 | >2350 | >2250 | 2307 | 2436 | 2474 |
| Porosity/% | <47.0 | <50.0 | <53.0 | 45.0 | 44.0 | 41.0 |
| Alkali aggregate reaction | Qualified | Qualified | Qualified | Qualified | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Li, Q.; Song, J.; Wang, L.; Liu, H.; Guo, Y.; Yue, G. Quantitative Analysis of Surface Attached Mortar for Recycled Coarse Aggregate. Materials 2022, 15, 257. https://doi.org/10.3390/ma15010257
Liu G, Li Q, Song J, Wang L, Liu H, Guo Y, Yue G. Quantitative Analysis of Surface Attached Mortar for Recycled Coarse Aggregate. Materials. 2022; 15(1):257. https://doi.org/10.3390/ma15010257
Chicago/Turabian StyleLiu, Guoying, Qiuyi Li, Jialin Song, Liang Wang, Haibao Liu, Yuanxin Guo, and Gongbing Yue. 2022. "Quantitative Analysis of Surface Attached Mortar for Recycled Coarse Aggregate" Materials 15, no. 1: 257. https://doi.org/10.3390/ma15010257
APA StyleLiu, G., Li, Q., Song, J., Wang, L., Liu, H., Guo, Y., & Yue, G. (2022). Quantitative Analysis of Surface Attached Mortar for Recycled Coarse Aggregate. Materials, 15(1), 257. https://doi.org/10.3390/ma15010257