
Numerical Investigations on Thermal Forming Limit Testing with Local Inductive Heating for Hot Forming of AA7075

Abstract
1. Introduction
2. Objective
3. Materials and Methods
3.1. Preliminary Considerations for Thermal Process Routes
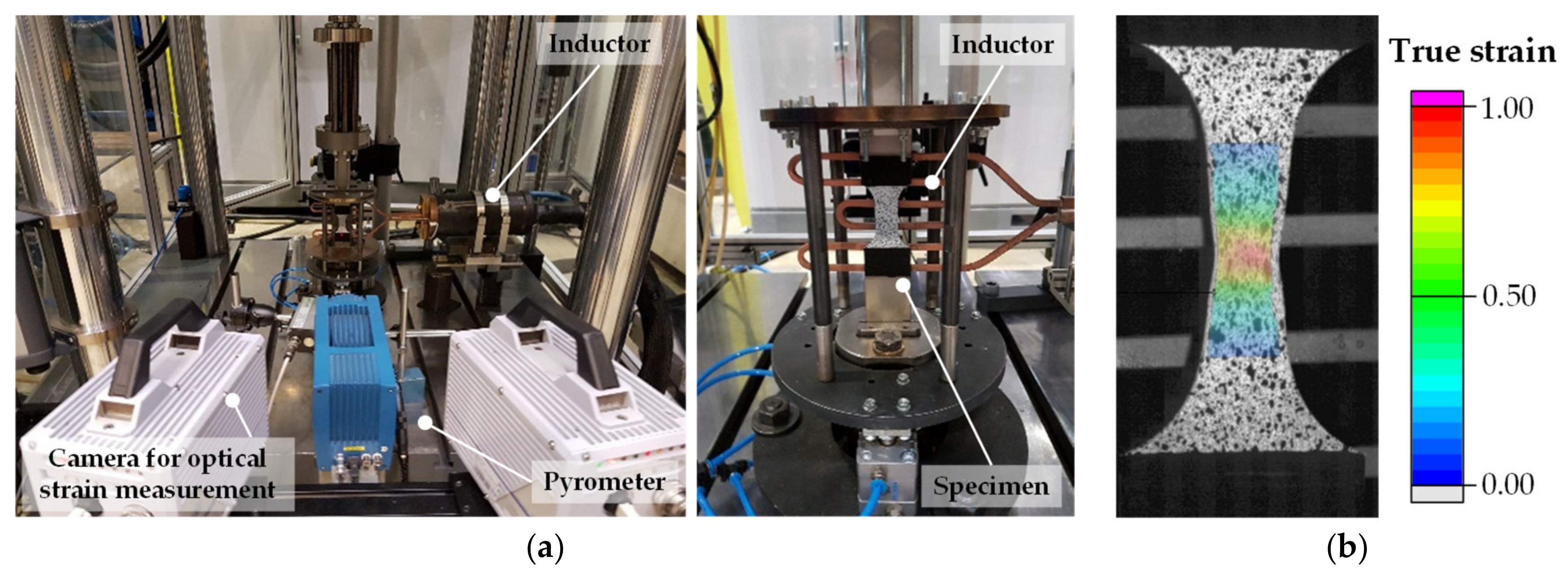
3.2. High-Speed Tensile Testing and Constitutive Material Modeling
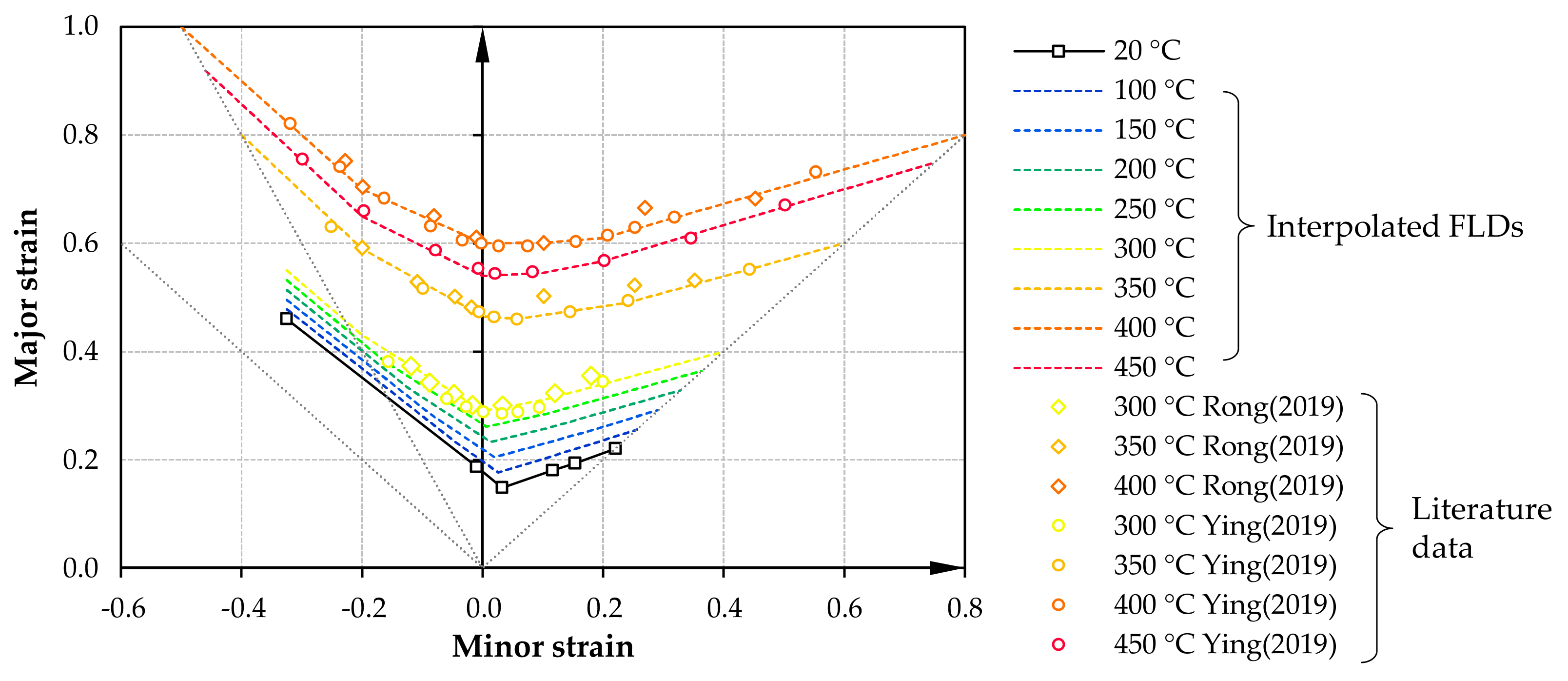
3.3. Pre-Estimation of the Temperature-Dependent Formability
3.4. Approaches and Boundary Conditions of Finite Element Model
3.5. Simulation Stages of the Testing Procedure
4. Results and Discussion
4.1. Specimen Geometries for Uniaxial Tension and Plane Strain Testing
4.2. Specimen Geometries for Biaxial Tension
5. Conclusions
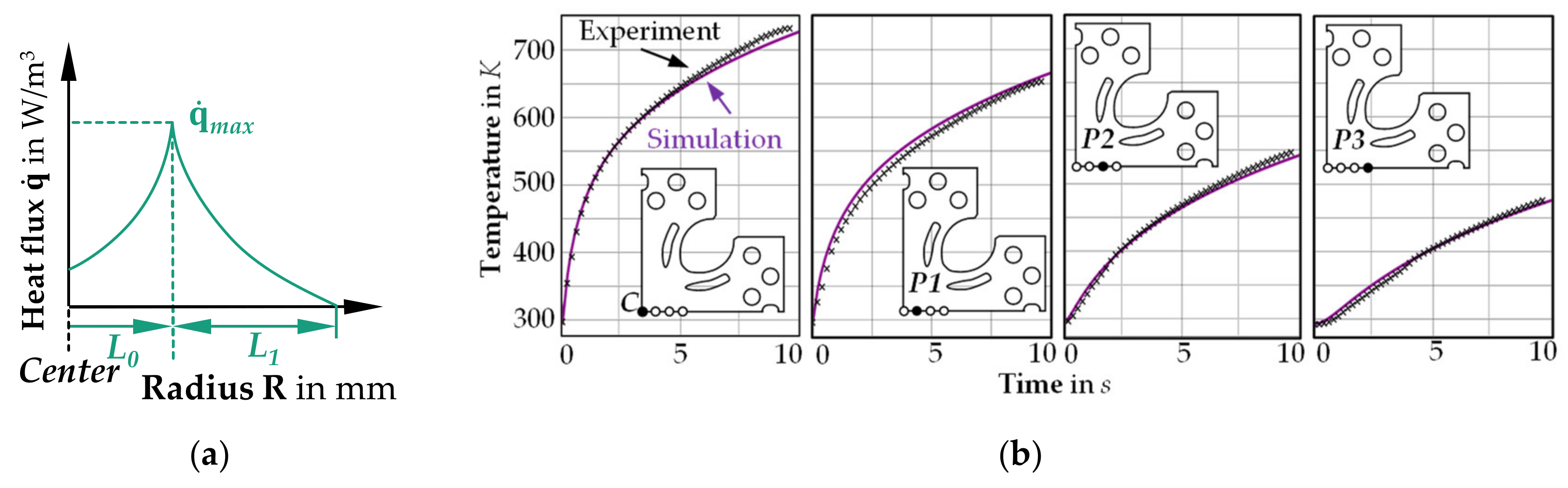
- Local inductive heating could be calculated in the simulation with sufficient accuracy via an analytical heat source model.
- Forming limit testing under uniaxial tension and plane-strain conditions was ensured with suitable specimen shapes throughout the investigated temperature range from 200 to 400 °C. For the two strain states, isolated central crack initiation was predicted in the simulation.
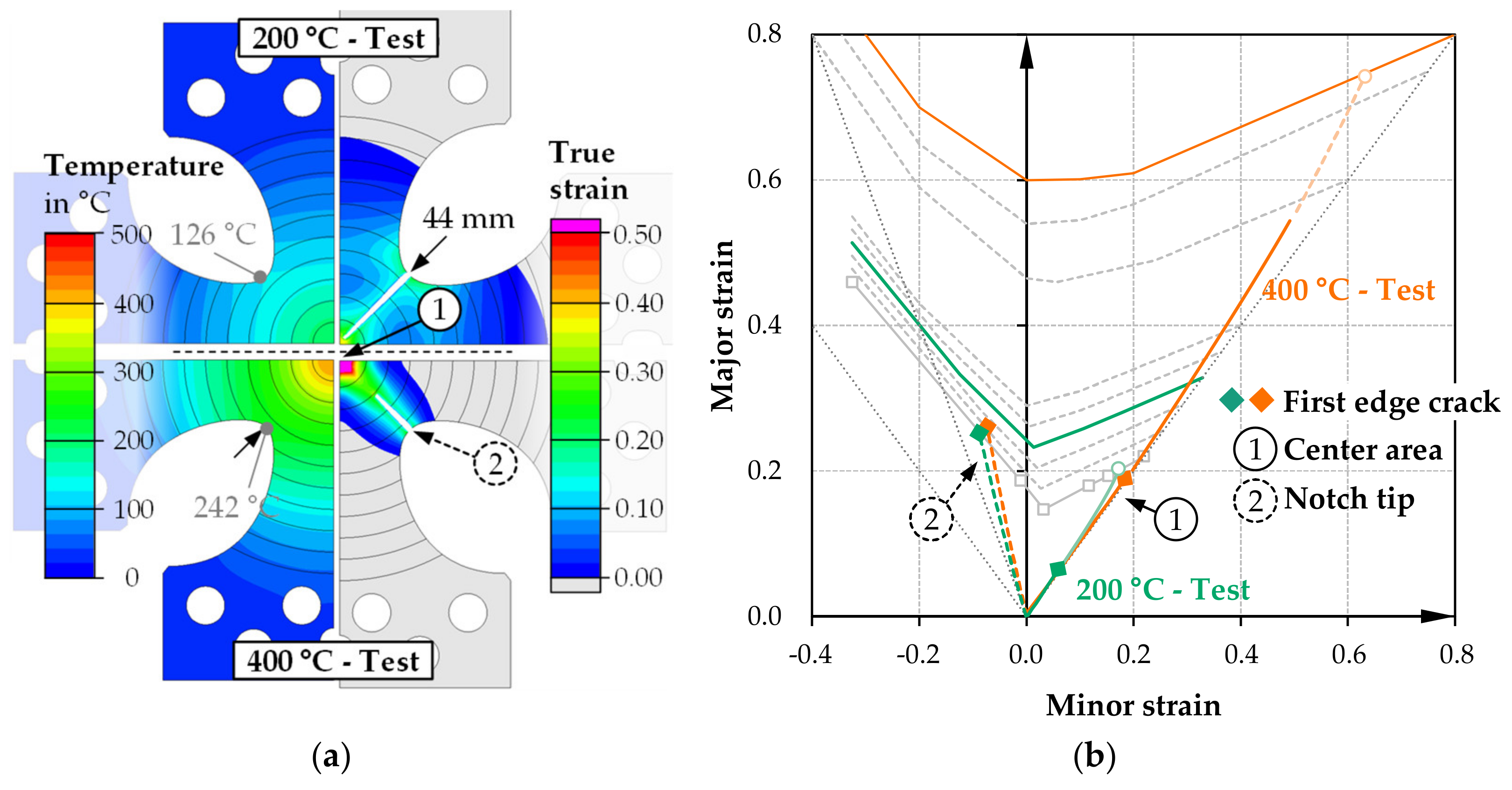
- For testing cruciform specimens without thickness reduction under biaxial tension, a sufficiently large temperature gradient between specimen center and transition must be ensured to induce an isolated failure situation of the specimen center.
- The simulation studies were used to derive a promising cruciform specimen shape with slots for a test range of 300–400 °C, which allowed isolated specimen failure in the center while avoiding external cracking.
- The slotted cruciform specimen was also suitable for determining discrete points on the temperature-dependent FLD for the range of plane-strain conditions up to the biaxial tension point.
- In summary, the simulation was successful in testing the new concept of locally inductive heated specimens without thickness reduction for in-plane forming limit testing of AA7075.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Anyasodor, G.; Koroschetz, C. Industrial based volume manufacturing of lightweight aluminium alloy panel components with high-strength and complex-shape for car body and chassis structures. J. Phys. Conf. Ser. 2017, 896, 12093. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Hübner, S.; Vogt, H. Formability of 7000 aluminum alloys in warm and hot forming condition. Iop Conf. Ser. Mater. Sci. Eng. 2018, 418, 12027. [Google Scholar] [CrossRef]
- Degner, J. Grundlegende Untersuchungen zur Herstellung hochfester Aluminiumblechbauteile in einem kombinierten Umform- und Abschreckprozess. Ph.D. Thesis, Friedrich-Alexander-University, Erlangen-Nürnberg, Germany, 2020. [Google Scholar] [CrossRef]
- Hochholdinger, B. Simulation des Presshärteprozesses und Vorhersage der Mechanischen Bauteileigenschaften nach dem Härten. Ph.D. Thesis, Eidgenössische Technische Hochschule, Zürich, Switzerland, 2012. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- DIN EN ISO 12004-2:2009-02, Metallische Werkstoffe—Bleche und Bänder—Bestimmung der Grenzformänderungskurve—Teil 2: Bestimmung von Grenzformänderungskurven im Labor (ISO 12004-2:2008); Deutsche Fassung EN ISO 12004-2:2008; Beuth Verlag GmbH: Berlin, Germany, 2009.
- Geiger, M.; Merklein, M. Determination of forming limit diagrams—A new analysis method for characterization of materials’ formability. CIRP Ann. 2003, 52, 213–216. [Google Scholar] [CrossRef]
- Allwood, J.M.; Shouler, D.R. Generalised forming limit diagrams showing increased forming limits with non-planar stress states. Int. J. Plast. 2009, 25, 1207–1230. [Google Scholar] [CrossRef]
- Kuppert, A. Erweiterung und Verbesserung von Versuchs- und Auswertetechniken für die Bestimmung von Grenzformänderungskurven. Ph.D. Thesis, Friedrich-Alexander-University, Erlangen-Nürnberg, Germany, 2014. [Google Scholar]
- Merklein, M. Charakterisierung von Blechwerkstoffen für den Leichtbau; Meisenbach: Bamberg, Germany, 2006; ISBN 978-3-87525-244-6. [Google Scholar]
- Raghavan, K.S. A simple technique to generate in-plane forming limit curves and selected applications. MMTA 1995, 26, 2075–2084. [Google Scholar] [CrossRef]
- Naka, T.; Torikai, G.; Hino, R.; Yoshida, F. The effects of temperature and forming speed on the forming limit diagram for type 5083 aluminum–magnesium alloy sheet. J. Mater. Process. Technol. 2001, 113, 648–653. [Google Scholar] [CrossRef]
- Turetta, A.; Bruschi, S.; Ghiotti, A. Investigation of 22MnB5 formability in hot stamping operations. J. Mater. Process. Technol. 2006, 177, 396–400. [Google Scholar] [CrossRef]
- Lechler, J. Beschreibung und Modellierung des Werkstoffverhaltens von presshärtbaren Bor-Manganstählen. Ph.D. Thesis, Friedrich-Alexander-University, Erlangen-Nürnberg, Germany, 2008. [Google Scholar]
- Wang, N.; Ilinich, A.; Chen, M.; Luckey, G.; D’Amours, G. A comparison study on forming limit prediction methods for hot stamping of 7075 aluminum sheet. Int. J. Mech. Sci. 2019, 151, 444–460. [Google Scholar] [CrossRef]
- Xiao, W.; Wang, B.; Zheng, K. An experimental and numerical investigation on the formability of AA7075 sheet in hot stamping condition. Int. J. Adv. Manuf. Technol. 2017, 92, 3299–3309. [Google Scholar] [CrossRef]
- Ying, L.; Gao, T.; Rong, H.; Han, X.; Hu, P.; Hou, W. On the thermal forming limit diagram (TFLD) with GTN mesoscopic damage model for AA7075 aluminum alloy: Numerical and experimental investigation. J. Alloy. Compd. 2019, 802, 675–693. [Google Scholar] [CrossRef]
- Zidane, I.; Guines, D.; Léotoing, L.; Ragneau, E. Development of an in-plane biaxial test for forming limit curve (FLC) characterization of metallic sheets. Meas. Sci. Technol. 2010, 21, 55701. [Google Scholar] [CrossRef]
- Leotoing, L.; Guines, D.; Zidane, I.; Ragneau, E. Cruciform shape benefits for experimental and numerical evaluation of sheet metal formability. J. Mater. Process. Technol. 2013, 213, 856–863. [Google Scholar] [CrossRef]
- Merklein, M.; Hußnätter, W.; Geiger, M. Characterization of yielding behavior of sheet metal under biaxial stress condition at elevated temperatures. CIRP Ann. 2008, 57, 269–274. [Google Scholar] [CrossRef]
- Naka, T.; Nakayama, Y.; Uemori, T.; Hino, R.; Yoshida, F. Effects of temperature on yield locus for 5083 aluminum alloy sheet. J. Mater. Process. Technol. 2003, 140, 494–499. [Google Scholar] [CrossRef]
- Kuwabara, T. Advances in experiments on metal sheets and tubes in support of constitutive modeling and forming simulations. Int. J. Plast. 2007, 23, 385–419. [Google Scholar] [CrossRef]
- Tiernan, P.; Hannon, A. Design optimisation of biaxial tensile test specimen using finite element analysis. Int. J. Mater. 2014, 7, 117–123. [Google Scholar] [CrossRef]
- Leotoing, L.; Guines, D. Investigations of the effect of strain path changes on forming limit curves using an in-plane biaxial tensile test. Int. J. Mech. Sci. 2015, 99, 21–28. [Google Scholar] [CrossRef]
- Jocham, D.; Baumann, M.; Volk, W. Optimierung einer Probenform für den Kreuzzugversuch zur Bestimmung der Grenzformänderung. Mater. Test. 2015, 57, 205–213. [Google Scholar] [CrossRef]
- Shao, Z.; Li, N.; Lin, J.; Dean, T.A. Development of a New Biaxial Testing System for Generating Forming Limit Diagrams for Sheet Metals Under Hot Stamping Conditions. Exp. Mech. 2016, 56, 1489–1500. [Google Scholar] [CrossRef]
- Shao, Z.; Li, N.; Lin, J.; Dean, T. Formability evaluation for sheet metals under hot stamping conditions by a novel biaxial testing system and a new materials model. Int. J. Mech. Sci. 2017, 120, 149–158. [Google Scholar] [CrossRef]
- El Fakir, O.; Wang, L.; Balint, D.; Dear, J.P.; Lin, J.; Dean, T.A. Numerical study of the solution heat treatment, forming, and in-die quenching (HFQ) process on AA5754. Int. J. Mach. Tools Manuf. 2014, 87, 39–48. [Google Scholar] [CrossRef]
- GARRETT, R.; Lin, J.; DEAN, T. An investigation of the effects of solution heat treatment on mechanical properties for AA 6xxx alloys: Experimentation and modelling. Int. J. Plast. 2005, 21, 1640–1657. [Google Scholar] [CrossRef]
- Bariani, P.F.; Bruschi, S.; Ghiotti, A.; Michieletto, F. Hot stamping of AA5083 aluminium alloy sheets. CIRP Ann. 2013, 62, 251–254. [Google Scholar] [CrossRef]
- Milkereit, B.; Österreich, M.; Schuster, P.; Kirov, G.; Mukeli, E.; Kessler, O. Dissolution and Precipitation Behavior for Hot Forming of 7021 and 7075 Aluminum Alloys. Metals 2018, 8, 531. [Google Scholar] [CrossRef]
- Zheng, K.; Politis, D.J.; Wang, L.; Lin, J. A review on forming techniques for manufacturing lightweight complex—Shaped aluminium panel components. Int. J. Lightweight Mater. Manuf. 2018, 1, 55–80. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Nürnberger, F.; Bonk, C.; Hübner, S.; Behrens, S.; Vogt, H. Influences on the formability and mechanical properties of 7000-aluminum alloys in hot and warm forming. J. Phys. Conf. Ser. 2017, 896, 12004. [Google Scholar] [CrossRef]
- Hebbar, S.; Kertsch, L.; Butz, A. Optimizing Heat Treatment Parameters for the W-Temper Forming of 7xxx Series Aluminum Alloys. Metals 2020, 10, 1361. [Google Scholar] [CrossRef]
- Omer, K.; Kim, S.; Butcher, C.; Worswick, M. Characterizing the Constitutive Properties of AA7075 for Hot Forming. J. Phys. Conf. Ser. 2017, 896, 12054. [Google Scholar] [CrossRef]
- Banabic, D. Sheet Metal Forming Processes; Springer: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-540-88112-4. [Google Scholar]
- Rong, H.; Hu, P.; Ying, L.; Hou, W.; Zhang, J. Thermal forming limit diagram (TFLD) of AA7075 aluminum alloy based on a modified continuum damage model: Experimental and theoretical investigations. Int. J. Mech. Sci. 2019, 156, 59–73. [Google Scholar] [CrossRef]
- Shaprio, A.B. Using LS-Dyna for Hot Stamping. Available online: https://www.dynamore.it/en/downloads/papers/09-conference/papers/C-II-01.pdf (accessed on 10 November 2020).
- Ying, L.; Gao, T.; Dai, M.; Hu, P. Investigation of interfacial heat transfer mechanism for 7075-T6 aluminum alloy in HFQ hot forming process. Appl. Therm. Eng. 2017, 118, 266–282. [Google Scholar] [CrossRef]
- Shao, Z.; Li, N.; Lin, J. The optimisation of cruciform specimen for the formability evaluation of AA6082 under hot stamping conditions. Procedia Eng. 2017, 207, 735–740. [Google Scholar] [CrossRef]
- Song, X.; Leotoing, L.; Guines, D.; Ragneau, E. Characterization of forming limits at fracture with an optimized cruciform specimen: Application to DP600 steel sheets. Int. J. Mech. Sci. 2017, 126, 35–43. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | A (N/mm2) | B (N/mm2) | C | D | m | (s−1) |
|---|---|---|---|---|---|---|
| 20 | 449.8 | 161.9 | 9.536 | 0.929 | −0.0121 1 | 0.1 |
| 200 | 314.2 | 155.8 | 8.622 | 0.769 | 0.0364 | 0.1 |
| 280 | 184.9 | 110.1 | 5.502 | 0.611 | 0.0450 | 0.1 |
| 360 | 103.3 | 85.9 | 3.449 | 0.447 | 0.0624 | 0.1 |
| 400 | 89.0 | 65.3 | 2.583 | 0.351 | 0.1034 | 0.1 |
| 450 | 63.0 | 41.9 | 1.721 | 0.314 | 0.1869 | 0.1 |
| Parameter | σ45/σ0 | σ90/σ0 | r0 | r45 | r90 | σb/σ0 | rb | M |
|---|---|---|---|---|---|---|---|---|
| Unit | — | — | — | — | — | — | — | — |
| Value | 0.953 | 1.014 | 0.412 | 0.780 | 0.450 | 1.0 | 1.0 | 8 |
| Process Parameters | Value/Approach |  |
| Constant speed of the clamps | 0.033 mm/s | |
| Maximum force per loading axis | 30 kN | |
| Sheet thickness | 2.0 mm | |
| Specimen Modeling | ||
| Element side length | 0.5 mm; 0.25 mm only in notched areas | |
| Shell formulation | Belytschko-Tsay shells; 5 integration points through thickness | |
| Material model | Temperature and strain rate dependent flow curves combined with anisotropic yield locus model Barlat2000 (Section 3.2); implemented in LS-DYNA via material model MAT_BARLAT_YLD2000 | |
| Failure modeling | Segment-related assignment of single temperature dependent FLCs; implemented in LS-DYNA via MAT_ADD_EROSION | |
| Thermal Parameters | ||
| Contact heat transfer coefficient | 2.2 × 103 W/m2K [3] for assumed 0.5 N/mm2 contact pressure | |
| Heat transfer due to convection and radiation | 0.0–41.5 W/m2K (20–500 °C); temperature dependent according to [38] | |
| Heat transfer to cooling channels | 3.0 × 103 W/m2K for turbulent flow (water; 20 °C) | |
| Heat capacity | 857–1043 J/kgK (20–450 °C; specimen; AA7075 [39]); 480 J/kgK (steel clamps) | |
| Thermal conductivity | 121–158 W/mK (20–450 °C; specimen; AA7075 [39]); 42 W/mK (steel clamps) | |
| Parameter | L0 | L1 | M | |
|---|---|---|---|---|
| Unit | mm | mm | – | W m−3 |
| Identified values | 4.289 | 4.919 | 8.517 | 1080.9 × 106 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reuther, F.; Lieber, T.; Heidrich, J.; Kräusel, V. Numerical Investigations on Thermal Forming Limit Testing with Local Inductive Heating for Hot Forming of AA7075. Materials 2021, 14, 1882. https://doi.org/10.3390/ma14081882
Reuther F, Lieber T, Heidrich J, Kräusel V. Numerical Investigations on Thermal Forming Limit Testing with Local Inductive Heating for Hot Forming of AA7075. Materials. 2021; 14(8):1882. https://doi.org/10.3390/ma14081882
Chicago/Turabian StyleReuther, Franz, Thomas Lieber, Jürgen Heidrich, and Verena Kräusel. 2021. "Numerical Investigations on Thermal Forming Limit Testing with Local Inductive Heating for Hot Forming of AA7075" Materials 14, no. 8: 1882. https://doi.org/10.3390/ma14081882
APA StyleReuther, F., Lieber, T., Heidrich, J., & Kräusel, V. (2021). Numerical Investigations on Thermal Forming Limit Testing with Local Inductive Heating for Hot Forming of AA7075. Materials, 14(8), 1882. https://doi.org/10.3390/ma14081882