
Analysis of the Temperature Distribution on the Surface of Saddle-Shaped Briquettes Consolidated in the Roller Press



Abstract
1. Introduction
2. Materials and Methods
- material of inorganic origin—hydrated lime,
- material of organic origin/fuels: charcoal,
- heavy industry waste: electric arc furnace dust (EAFD) mixtures.
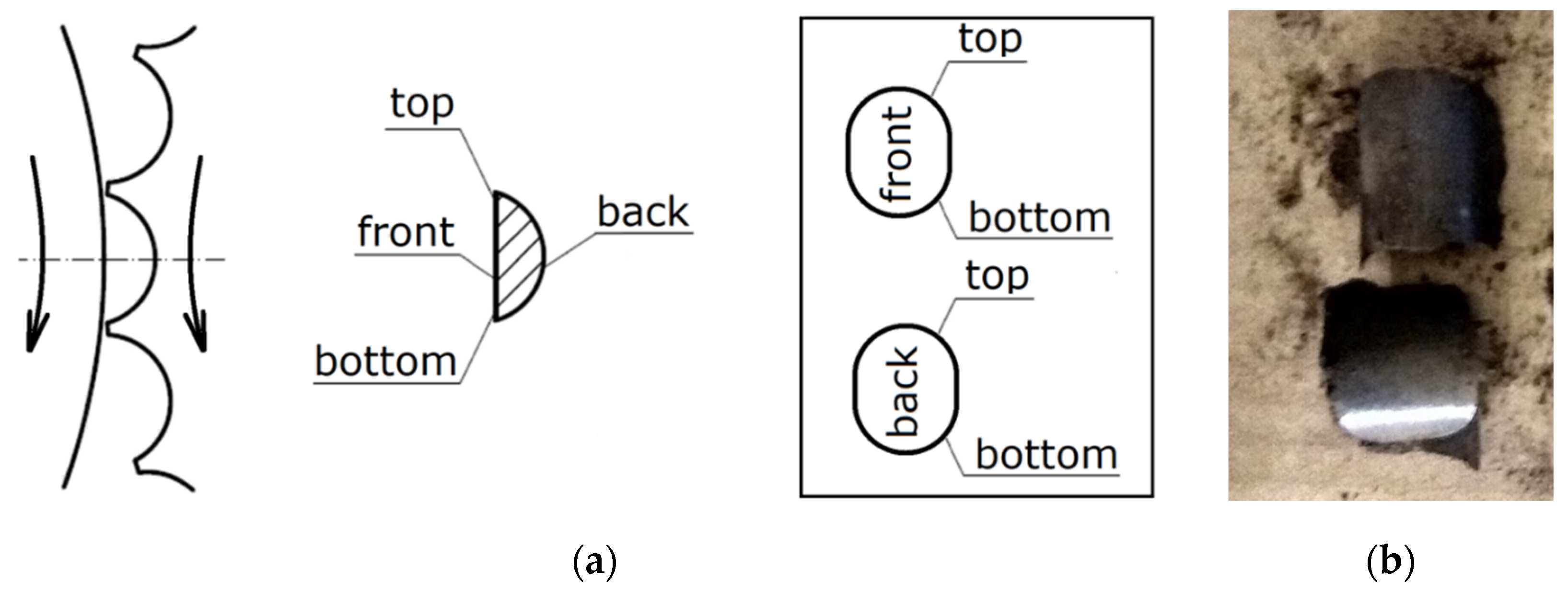
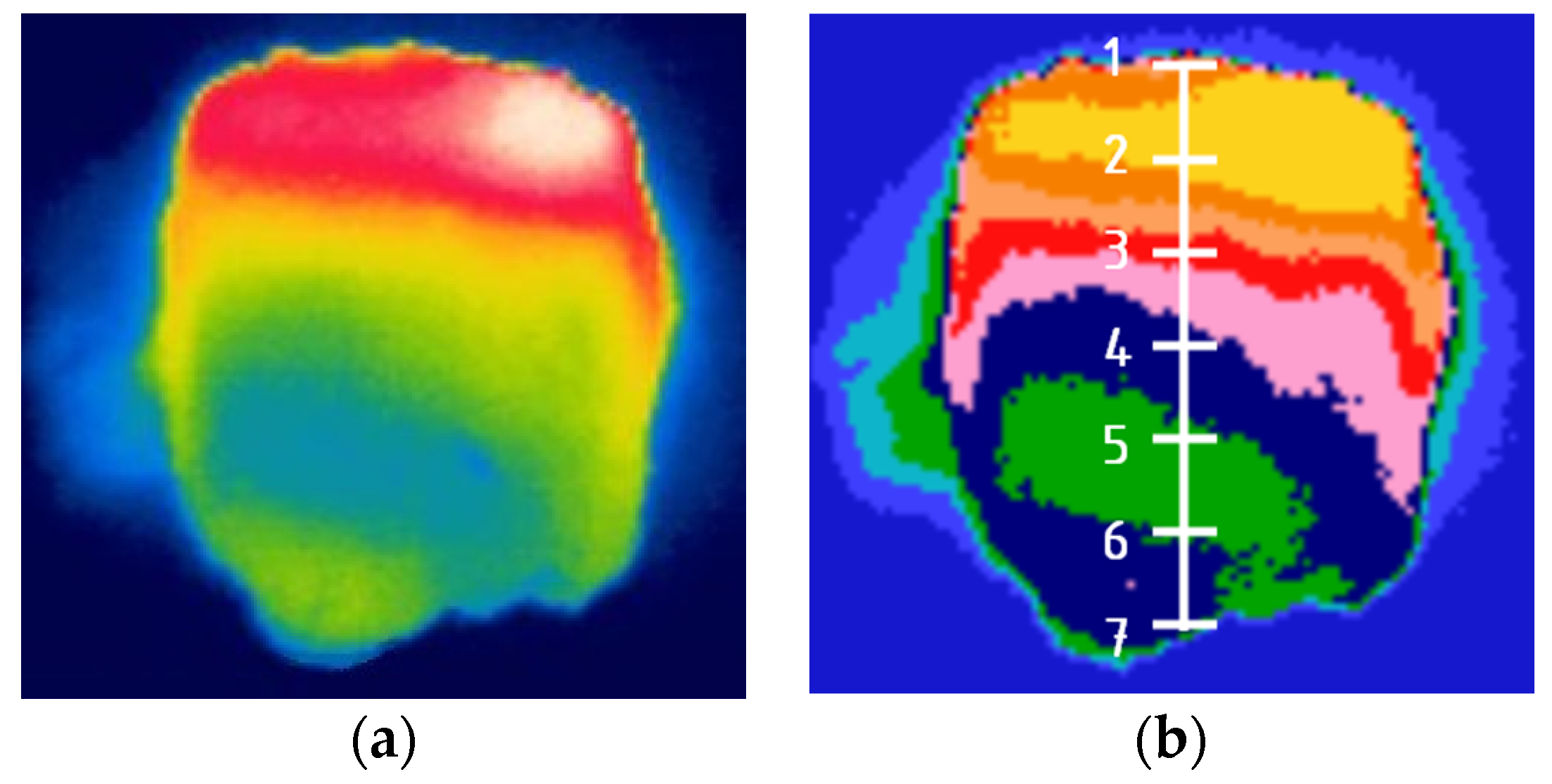
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gomółka, Z.; Kwiatkowski, B.; Twaróg, B. Thermovision measurements in diagnostic systems [Pomiary termowizyjne w systemach diagnostycznych]. Eduk. Tech. Inform. 2014, 5, 598–604. (In Polish) [Google Scholar]
- Stachniewicz, R. Use of thermography for determining places in danger of the mold growth in residential buildings. Ekon. Sr. 2018, 3, 142–156. [Google Scholar]
- Damijan, Z.; Uhryński, A. Systemic cryotherapy influence of low temperatures on selected physiological parameters. Acta Phys. Pol. A 2012, 121, 38–41. [Google Scholar] [CrossRef]
- Damijan, Z.; Uhryński, A. The influence of driver’s working environment on thermical changes of their organism. Acta Phys. Pol. A 2010, 118, 35–40. [Google Scholar] [CrossRef]
- Damijan, Z.; Uhryński, A. The effect of general low frequency vibration on energy balance of a human being. Acta Phys. Pol. A 2013, 123, 970–973. [Google Scholar] [CrossRef]
- Kaczmarek, J. Using a thermovision method for measuring temperatures of a workpiece during abrasive cut-off operation. Adv. Manuf. Sci. Technol. 2011, 35, 85–95. [Google Scholar]
- Molenda, J.; Charchalis, A. Using thermovision for temperature measurements during turning process. J. KONES Powertrain Transp. 2018, 25, 293–298. [Google Scholar]
- Bartoszuk, M. Thermovision measurements of temperature on the tool-chip upper side in turning of aisi 321 steel. Tech. Sci. 2020, 23, 69–80. [Google Scholar]
- Nowacki, J.; Wypych, A. Application of thermovision method to welding thermal cycle analysis. J. Achiev. Mater. Manuf. Eng. 2010, 40, 131–137. [Google Scholar]
- Piecuch, G.; Madera, M.; Żabiński, T. Diagnostics of welding process based on thermovision images using convolutional neural network. In IOP Conference Series: Materials Science and Engineering, Proceedings of the IV International Conference of Computational Methods in Engineering Science—CMES’19, Kazimierz Dolny, Poland, 21–23 November 2019; IOP Publishing: Bristol, UK, 2019, p. 012042; Volume 710. [Google Scholar]
- Struzikiewicz, G.; Sioma, A. Application of infrared and high-speed cameras in diagnostics of CNC milling machines: Case study. In Proceedings of SPIE, Proceedings of the Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments, Wilga, Poland, 27 May–2 June 2019; Romaniuk, R.S., Linkzug, M., Eds.; SPIE: Bellingham, WA, USA, 2019; Volume 11176, p. 111760C. [Google Scholar]
- Macrea, T.; Macrea, D.; Cepisca, C. Thermovision lubrication monitoring system for a mechanical expander. In Proceedings of the 7th International Symposium on Advanced Topics in Electrical Engineering, ATEE, Bucharest, Romania, 12–14 May 2011; pp. 1–4. [Google Scholar]
- Fidal, M. Identification of machine technical state on the basis of fourier analysis of infrared images. Diagn. Struct. Health Monit. 2011, 2, 25–30. [Google Scholar]
- Michalik, P.; Zajac, J. Use of thermovision for monitoring temperature conveyor belt of pipe conveyor. Appl. Mech. Mater. 2014, 683, 238–242. [Google Scholar] [CrossRef]
- Worsztynowicz, B.; Uhryński, A. The analysis of heating process of catalytic converter using thermo-vision. Combust.Engines 2015, 54, 41–51. [Google Scholar]
- Worsztynowicz, B.; Uhryński, A.; Borkowski, B.; Pluta, M. The analysis of thermal state of catalytic converter depending on fuel supply and engine load using thermo-vision. Combust. Engines 2017, 56, 30–36. [Google Scholar] [CrossRef]
- Zywica, G.; Baginski, P.; Banaszek, S. Experimental studies on foil bearing with a sliding coating made of synthetic material. J. Tribol. 2016, 138, 11301. [Google Scholar] [CrossRef]
- Gabrhelová, L.; Jurman, J. Temperature of bearings of rotating machines as a result of vibration. Trans. VŠB Tech. Univ. Ostrava Saf. Eng. Ser. 2010, 56, 1747. [Google Scholar]
- Baranowski, P.; Damaziak, K.; Malachowski, J.; Mazurkiewicz, L.; Polakowski, H.; Piatkowski, T.; Kastek, M. Thermovision in the validation process of numerical simulation of braking. Metrol. Meas. Syst. 2014, 21, 329–340. [Google Scholar] [CrossRef]
- Simko, M.; Chupac, M.; Gutten, M. Thermovision measurements on electric machines. In Proceedings of the 2018 International Conference on Diagnostics in Electrical Engineering (Diagnostika), Pilsen, Czech Republic, 4–7 September 2018; pp. 1–4. [Google Scholar]
- Janura, R.; Gutten, M.; Korenciak, D.; Sebok, M. Thermal processes in materials of oil transformers. Diagn. Electr. Mach. Insul. Syst. Electr. Eng. 2016, 2016, 81–84. [Google Scholar]
- Kuchynkova, H.; Hajek, V. Measurement of temperature of electrical machines using termovision camera. Zesz. Probl. Masz. Elektr. 2010, 87, 139–144. [Google Scholar]
- Wyleciał, T.; Urbaniak, D. Research on thermal contact resistance in a bed of steel square bars using thermovision. Acta Phys. Pol. A 2019, 135, 263–269. [Google Scholar] [CrossRef]
- Sharkeev, Y.; Vavilov, V.; Skripnyak, V.A.; Belyavskaya, O.; Legostaeva, E.; Kozulin, A.; Chulkov, A.; Sorokoletov, A.; Skripnyak, V.V.; Eroshenko, A.; et al. Analyzing the deformation and fracture of bioinert titanium, zirconium and niobium alloys in different structural states by the use of infrared thermography. Metals 2018, 8, 703. [Google Scholar] [CrossRef]
- Krešák, J.; Peterka, P.; Kropuch, S.; Novák, L. Measurement of tight in steel ropes by a mean of thermovision. Measurement 2014, 50, 93–98. [Google Scholar] [CrossRef]
- Pawlak, A.; Rozanski, A.; Galeski, A. Thermovision studies of plastic deformation and cavitation in polypropylene. Mech. Mater. 2013, 67, 104–118. [Google Scholar] [CrossRef]
- Koštial, P.; Ružiak, I.; Jonšta, Z.; Kopal, I.; Hrehuš, R.; Kršková, J. Experimental method for complex thermo-mechanical material analysis. Int. J. Thermophys. 2010, 31, 630–636. [Google Scholar] [CrossRef]
- Pieklak, K.; Mikołajczyk, Z. Strength tests of 3D warp-knitted composites with the use of the thermovision technique. Fibres Text. East. Eur. 2011, 19, 100–105. [Google Scholar]
- Rojek, M.; Wróbel, G. Thermographic method of fatigue assessment of polymeric materials. J. Achiev. Mater. Manuf. Eng. 2010, 42, 88–93. [Google Scholar]
- Grochalski, K.; Peta, K. Diagnostic methods of detecting defects within the material with the use of active infrared thermovision. Arch. Mech. Technol. Mater. 2017, 37, 41–44. [Google Scholar] [CrossRef][Green Version]
- Bazaleev, N.I.; Bryukhovetskij, V.V.; Klepikov, V.F.; Litvinenko, V.V. Thermovision acoustic thermography construction materials defectoscopy. Vopr. At. Nauk. Tekhnik. Fiz. Radiatsion Pov. Radiatsion Materialoved. 2011, 2, 178–185. [Google Scholar]
- Wierzbicki, Ł.; Stabik, J.; Wróbel, G.; Szczepanik, M. Efficiency of two non-destructive testing methods to detect defects in polymeric materials. J. Achiev. Mater. Manuf. Eng. 2010, 38, 163–170. [Google Scholar]
- Durka, T.; Stefanidis, G.; Van Gerven, T.; Stankiewicz, A. On the accuracy and reproducibility of fiber optic (FO) and infrared (IR) temperature measurements of solid materials in microwave applications. Meas. Sci. Technol. 2010, 21, 045108. [Google Scholar] [CrossRef]
- Lahiri, B.B.; Bagavathiappan, S.; Reshmi, P.R.; Philip, J.; Jayakumar, T.; Raj, B. Quantification of defects in composites and rubber materials using active thermography. Infrared Phys. Technol. 2012, 55, 191–199. [Google Scholar] [CrossRef]
- Różański, L.; Ziopaja, K. Detection of material defects in reinforced concrete slab using active thermography. Meas. Autom. Monit. 2017, 63, 82–85. [Google Scholar]
- Miękina, W.; Madura, H. Podstawy teoretyczne pomiarów termowizyjnych. Pomiary termowizyjne w praktyce. Agenda Wydawnicza PAKu 2004, 10–26. [Google Scholar]
- Tor-Świątek, A.; Samujło, B. Use of thermo vision research to analyze the thermal stability of microcellular extrusion process of poly (vinyl chloride). Maint. Reliab. 2013, 15, 58–61. [Google Scholar]
- Kašiković, N.; Novaković, D.; Milić, N.; Vladić, G.; Zeljković, Ž.; Stančić, M. Thermovision and spectrophotometric analysis of ink volume and material characteristics influence on colour changes of heat treated printed substrates. Tech. Gaz. 2015, 22, 33–41. [Google Scholar] [CrossRef]
- Michalak, M. Bezkontaktowe badania właściwości cieplnych wyrobów włókienniczych. Cz. 1. [Non-contact tests of thermal properties of textiles, Part 1]. Przegląd Włókienniczy Włókno Odzież Skóra 2010, 2, 31–33. (In Polish) [Google Scholar]
- Michalak, M. Bezkontaktowe badania właściwości cieplnych wyrobów włókienniczych. Cz. 2. [Non-contact tests of thermal properties of textiles, Part 2]. Przegląd Włókienniczy Włókno Odzież Skóra 2010, 3, 25–27. (In Polish) [Google Scholar]
- Hynek, M.; Votapek, P. Thermal analysis of tyre curing process. In Proceedings of the 17th International Conference on Structural Mechanics in Nuclear Engineering, Svratka, Czech Republic, 9–12 May 2011; pp. 223–226. [Google Scholar]
- Żaba, K.; Nowak, S.; Kwiatkowski, M.; Nowosielski, M.; Kita, P.; Sioma, A. Application of non-destructive methods to quality assessment of pattern assembly and ceramic mould in the investment casting elements of aircraft engines. Arch. Metall. Mater. 2014, 59, 1517–1525. [Google Scholar] [CrossRef]
- Lepiarczyk, D.; Uhryński, A. Thermo-vision analysis of iron foundry production process concerning secondary usage of heat. Pol. J. Environ. Stud. 2014, 23, 1017–1023. [Google Scholar]
- Legemza, J.; Fröhlichová, M.; Findorák, R. The thermovision measurement of temperature in the iron-ore sintering process with the biomass. Acta Metall. Slovaca Conf. 2014, 4, 56–65. [Google Scholar] [CrossRef][Green Version]
- Litstera, J.D.; Omara, C.; Salman, A.D.; Yua, M.; Weidemannb, M.; Schmidt, A. Roller compaction: Infrared thermography as a PAT for monitoring powder flow from feeding to compaction zone. Int. J. Pharm. 2020, 578, 119114. [Google Scholar]
- Stempkowska, A.; Izak, P.; Mastalska-Popławska, J.; Staszewska, M. The analysis of thermal properties of selected rock materials by thermovision methods. J. Pol. Miner. Eng. Soc. 2018, 2, 337–344. [Google Scholar]
- Zou, J.; Rubio, V.; Binner, J. Thermoablative resistance of ZrB-2SiC-WC ceramics at 2400 °C. Acta Mater. 2017, 133, 293–302. [Google Scholar] [CrossRef]
- Jakubczak, P.; Bienias, J.; Surowska, B. Impact damage live-time analysis of modern composite materials using thermography. Compos. Theory Pract. 2014, 14, 219–223. [Google Scholar]
- Vavilov, V.P.; Billard, S.; Ayvazyan, V.M. A thermal tomographic unit for testing composite materials. Russ. J. Nondestruct. Test. 2014, 50, 679–683. [Google Scholar] [CrossRef]
- Wilczyński, D.; Malujda, I.; Górecki, J.; Jankowiak, P. Research on the process of biomass compaction in the form of straw. MATEC Web Conf. 2019, 254, 05015. [Google Scholar] [CrossRef]
- Ajimotokan, H.A.; Ehindero, A.O.; Ajao, K.S.; Adeleke, A.A.; Ikubanni, P.P.; Shuaib-Babata, Y.L. Combustion characteristics of fuel briquettes made from charcoal particles and sawdust agglomerates. Sci. Afr. 2019, 6, e00202. [Google Scholar] [CrossRef]
- Florentino-Madiedo, L.; Díaz-Faes, E.; Barriocanal, C. Mechanical strength of bio-coke from briquettes. Renew. Energy 2020, 146, 1717–1724. [Google Scholar] [CrossRef]
- Obidziński, S. Pelletization process of postproduction plant waste. Int. Agrophisics 2012, 3, 279–284. [Google Scholar] [CrossRef]
- Baiul, K.V. Synthesis of roller press rational design for composite solid fuel production. Probl. Reg. Energetics 2019, 2, 103–116. [Google Scholar]
- Polyanskii, V.I.; Kobelev, M.V.; Vetoshkin, A.V. (Обoрудoвание для брикетирoвания oтсева металлургическoй извести). [The equipment for the press compacting of the metallurgical lime screenings]. New Refract. Sci. Eng. J. 2014, 3, 99–100. (In Russian) [Google Scholar]
- Khudyakov, A.; Vashchenko, S.V.; Baiul, K.V.; Semenov, Y.S. Kaolin raw material briquetting for lump chamotte production. Refract. Ind. Ceram. 2018, 4, 333–337. [Google Scholar] [CrossRef]
- Magdziarz, A.; Kuźnia, M.; Bembenek, M.; Gara, P.; Hryniewicz, M. Briquetting of EAF dust for its utilisation in metallurgical processes. Chem. Process. Eng. 2015, 36, 263–271. [Google Scholar] [CrossRef]
- Ulus, A.; Ekici, H.; Güler, E. Optimization of recovery efficiency for briquetted aluminum chips up to briquetting parameters. In Light Metals 2017; Ratvik, A., Ed.; Springer: Cham, Switzerland, 2017; pp. 925–932. [Google Scholar]
- Bembenek, M.; Wdaniec, P.; Baran, E. Production of a granulated mineral fertilizer from waste gypsum in a flat-matrix granulator. Przem. Chem. 2020, 99, 236–238. (In Polish) [Google Scholar]
- Bembenek, M.; Wdaniec, P. Effect of crusher type and its parameters on the dry granulation of powders. Przem. Chem. 2019, 98, 310–313. (In Polish) [Google Scholar]
- Michrafy, A.; Zavaliangos, A.; Cunningham, J.C. Dry granulation process modelling. Predict. Modeling Pharm. Unit Oper. 2017, 1, 71–97. [Google Scholar]
- Bindhumadhavan, G.; Seville, J.P.K.; Adams, M.J.; Greenwood, R.W.; Fitzpatrick, S. Roll compaction of a pharmaceutical excipient: Experimental validation of rolling theory for granular solids. Chem. Eng. Sci. 2005, 60, 3891–3897. [Google Scholar] [CrossRef]
- Schiano, S.; Chen, L.; Wu, C.-Y. The effect of dry granulation on flow behaviour of pharmaceutical powders during die filling. Powder Technol. 2018, 337, 78–83. [Google Scholar] [CrossRef]
- Hryniewicz, M. Metoda Doboru Pras Walcowych Oraz Opracowania Założeń do Ich Modernizacji Lub Konstrukcji [Method of Selection of Roll Presses and Elaboration of Design Criteria for Their modernization or Construction]. Ph.D. Thesis, AGH University of Science and Technology, Kraków, Poland, 1997. (In Polish). [Google Scholar]
- Bembenek, M. Badania i perspektywy nowych obszarów stosowania pras walcowych. [Research and prospects for new areas of using roller presses]. Przem. Chem. 2017, 9, 1845–1847. (In Polish) [Google Scholar]
- Baiul, K.V.; Solodka, N.; Khudyakov, A.; Vashchenko, S.V. Selection of rational surface configuration For roller press tires. Powder Metall. Met. C+ 2020, 59, 9–21. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Kasner, R.; Bałdowska-Witos, P.; Flizikowski, J.; Tomporowski, A. The integrated energy consumption index for energy biomass grinding technology assessment. Energies 2020, 13, 1417. [Google Scholar] [CrossRef]
- Karwat, B.; Rubacha, P.; Stańczyk, E. Simulational and experimental determination of the exploitation parameters of a screw conveyor. Eksploat. Niezawodn. 2020, 22, 741–747. [Google Scholar] [CrossRef]
- Bembenek, M. Exploring efficiencies: Examining the possibility of decreasing the size of the briquettes used as the batch in the electric arc furnace dust processing line. Sustainability 2020, 12, 6393. [Google Scholar] [CrossRef]
- Loginov, Y.N.; Bourkine, S.P.; Babaliov, N.A. Cinematics and volume deformations during roll press briquetting. J. Mater. Process. Technol. 2001, 118, 151–157. [Google Scholar] [CrossRef]
- Bembenek, M.; Krawczyk, J.; Pańcikiewicz, K. The wear on roller press rollers made of 20Cr4/1.7027 steel under conditions of copper concentrate briquetting. Materials 2020, 13, 5782. [Google Scholar] [CrossRef]
- Baiul, K.; Vashchenko, S.V.; Khudyakov, A.; Krot, P.; Solodka, N. Optimisation of wastes compaction parameters in case of gradual wear of the briquetting press rolls. In Proceedings of the First Virtual Conference on Mechanical Fatigue VCMF2020, University of Porto (FEUP, Portugal), Wroclaw University of Science and Technology (Poland), ESIS/TC12 Technical Committee (European Structural Integrity Society– ESIS), Cracow, Poland, 9–11 September 2020; pp. 9–11. [Google Scholar]
- Loginow, J.N.; Babajłow, N.A.; Pierwuchina, D.N. Physical modeling of roll pressing at asymmetric effect on the sealing material. Izwiestijawysszych Uczebnych Zawiedienij Czernaja Mietałłurgija 2015, 58, 186–191. (In Russian) [Google Scholar] [CrossRef]
- Zavaliangos, A.; Dec, R. Powder processing in the roller press—Theory and practice. Powder Handl. Process. 2007, 1, 23–28. [Google Scholar]
- Bembenek, M. Modeling of loads in the drive system of a roller press on an example of a press for briquetting brown coal. Mech. Adv. Technol. 2018, 84, 113–124. [Google Scholar] [CrossRef]
- Bembenek, M.; Krawczyk, J.; Frocisz, Ł.; Śleboda, T. The analysis of the morphology of the saddle-shaped bronze chips briquettes produced in the roller press. Materials 2021, 14, 1455. [Google Scholar] [CrossRef]
- Gara, P. Research on the Selection of Parameters for Compaction and Grinding Calcium Hydroxide to Obtain a Specific Sorbent. Ph.D. Thesis, AGH University of Science and Technology, Kraków, Poland, 2005. (In Polish). [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
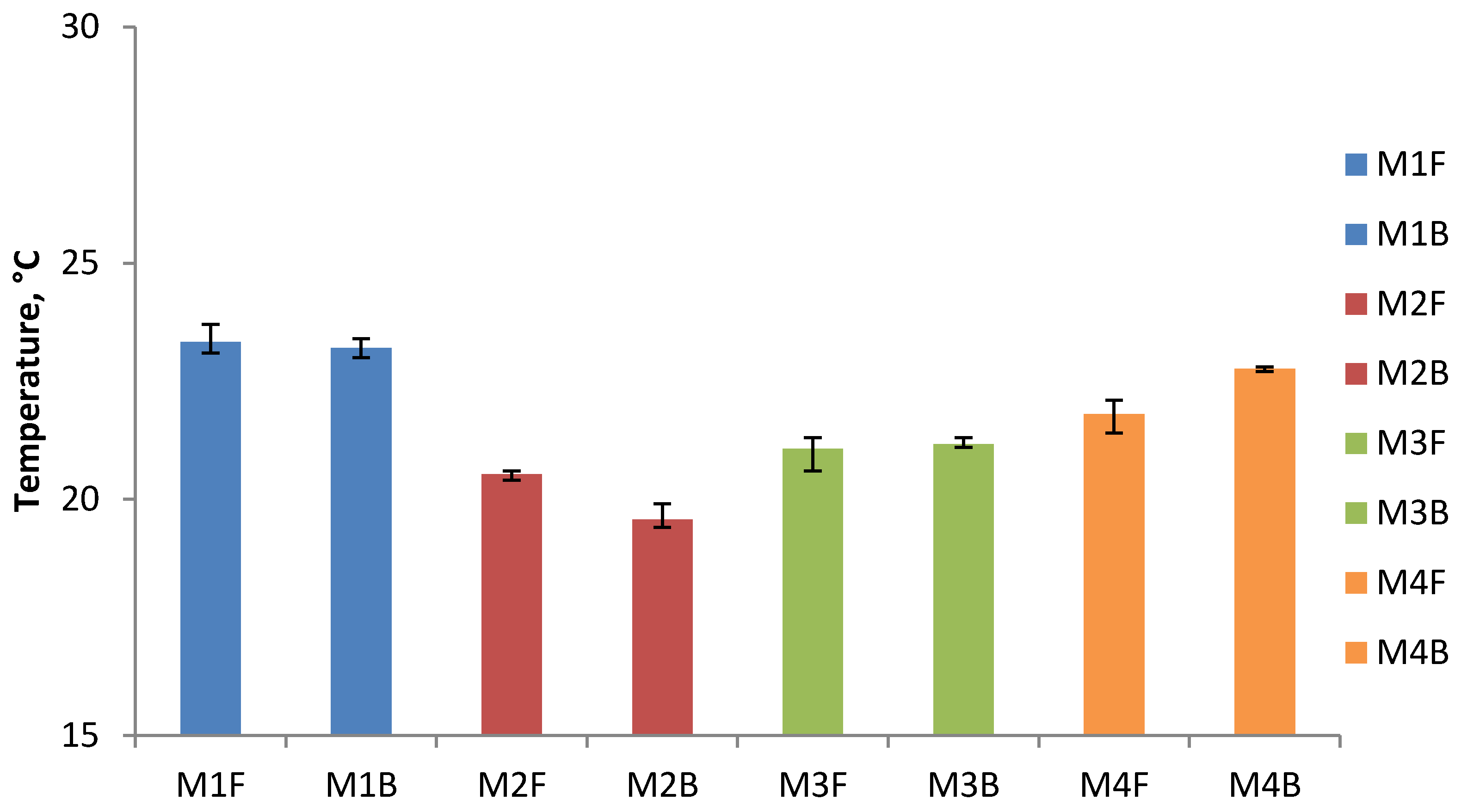
| Side | M1, °C | M2, °C | M3, °C | M4, °C | ||||
|---|---|---|---|---|---|---|---|---|
| 23.1 | 20.4 | 20.6 | 21.4 | |||||
| Front | 23.2 | 23.3 | 20.6 | 20.5 | 21.3 | 21.1 | 21.9 | 21.8 |
| 23.7 | 20.6 | 21.3 | 22.1 | |||||
| 23.0 | 19.4 | 21.1 | 22.7 | |||||
| Back | 23.2 | 23.2 | 19.4 | 19.6 | 21.1 | 21.2 | 22.8 | 22.8 |
| 23.4 | 19.9 | 21.3 | 22.8 | |||||
| Side | M1, °C | M2, °C | M3, °C | M4, °C | ||||
|---|---|---|---|---|---|---|---|---|
| 26.9 | 22.4 | 22.6 | 23.9 | |||||
| Front | 26.7 | 26.6 | 22.2 | 22.2 | 22.6 | 22.6 | 24.1 | 24.3 |
| 26.3 | 22.0 | 22.5 | 25.0 | |||||
| 27.6 | 22.3 | 22.7 | 24.3 | |||||
| Back | 27.0 | 27.0 | 22.0 | 22.1 | 22.6 | 22.6 | 24.4 | 24.4 |
| 26.4 | 22.0 | 22.6 | 24.5 | |||||
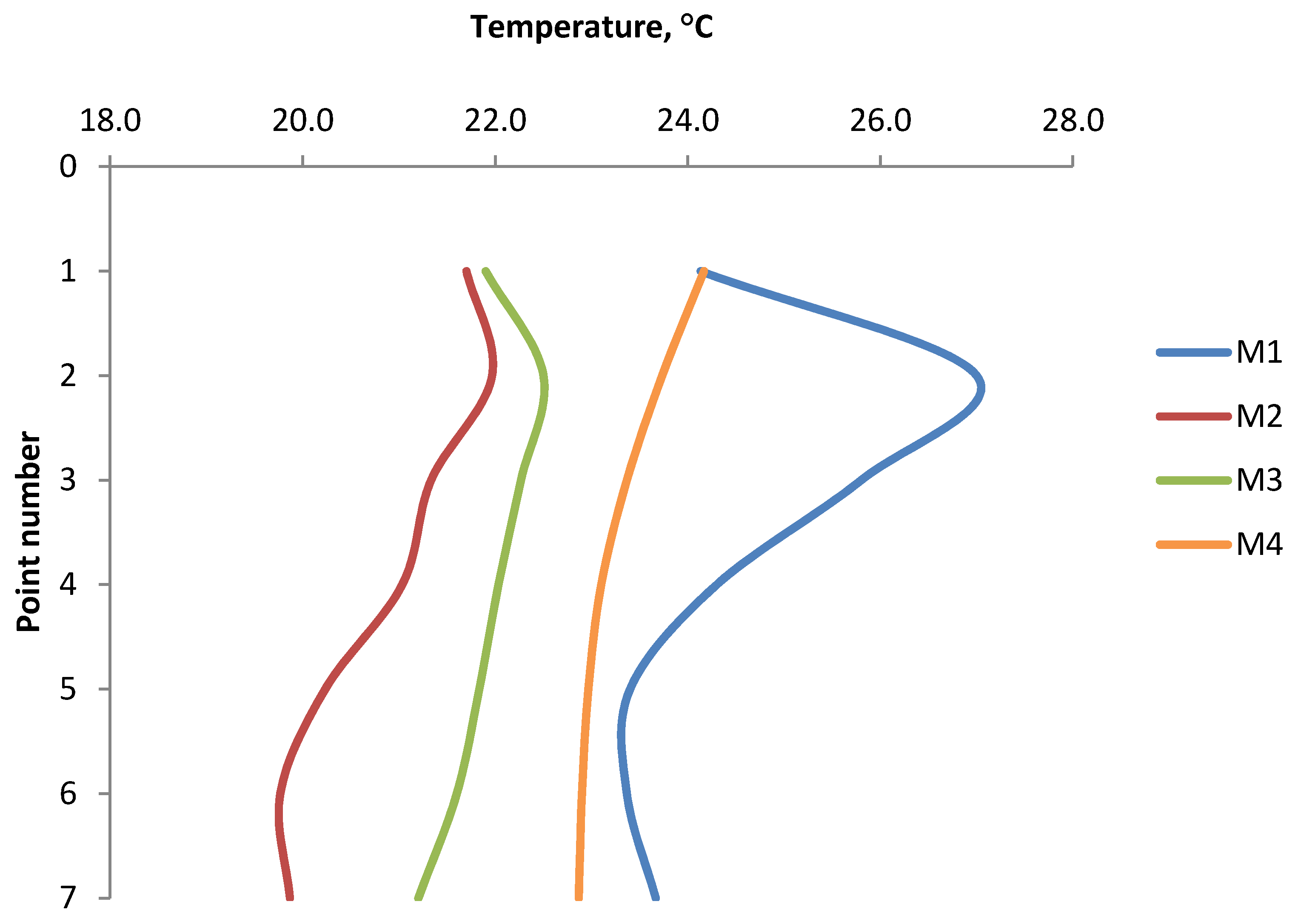
| Point | M1, °C | M2, °C | M3, °C | M4, °C | ||||
|---|---|---|---|---|---|---|---|---|
| 23.9 | 20.6 | 21.3 | 23.7 | |||||
| 1 | 23.8 | 23.9 | 20.8 | 20.9 | 21.3 | 21.3 | 23.5 | 23.6 |
| 24.1 | 21.4 | 21.4 | 23.7 | |||||
| 25.5 | 22.2 | 22.3 | 24.0 | |||||
| 2 | 26.7 | 26.4 | 22.0 | 22.2 | 22.0 | 22.3 | 23.8 | 23.9 |
| 26.9 | 22.4 | 22.6 | 24.0 | |||||
| 24.9 | 21.6 | 22.6 | 23.8 | |||||
| 3 | 26.3 | 25.6 | 21.3 | 21.6 | 22.0 | 22.4 | 23.4 | 23.7 |
| 25.7 | 22.0 | 22.5 | 23.8 | |||||
| 24.4 | 21.2 | 22.4 | 23.5 | |||||
| 4 | 25.6 | 25.0 | 20.8 | 21.0 | 21.7 | 22.1 | 23.2 | 23.4 |
| 25.0 | 21.1 | 22.1 | 23.5 | |||||
| 24.0 | 21.1 | 22.1 | 23.3 | |||||
| 5 | 24.7 | 24.3 | 20.4 | 20.8 | 21.5 | 21.9 | 23.0 | 23.1 |
| 24.2 | 20.9 | 22.0 | 23.1 | |||||
| 23.9 | 20.7 | 21.8 | 23.0 | |||||
| 6 | 23.9 | 23.8 | 21.1 | 20.8 | 21.4 | 21.6 | 22.8 | 22.9 |
| 23.7 | 20.7 | 21.7 | 22.9 | |||||
| 23.7 | 20.6 | 21.4 | 22.3 | |||||
| 7 | 23.1 | 23.3 | 20.6 | 20.6 | 20.6 | 21.1 | 22.0 | 22.2 |
| 23.2 | 20.6 | 21.3 | 22.4 | |||||
| Point | M1, °C | M2, °C | M3, °C | M4, °C | ||||
|---|---|---|---|---|---|---|---|---|
| 23.9 | 21.2 | 21.9 | 24.2 | |||||
| 1 | 24.2 | 24.1 | 22.0 | 21.7 | 21.9 | 21.9 | 24.1 | 24.2 |
| 24.3 | 21.9 | 21.9 | 24.2 | |||||
| 27.6 | 22.3 | 22.6 | 23.7 | |||||
| 2 | 27.0 | 27.0 | 21.6 | 22.0 | 22.2 | 22.5 | 23.6 | 23.7 |
| 26.4 | 22.0 | 22.7 | 23.9 | |||||
| 25.9 | 21.4 | 22.6 | 23.5 | |||||
| 3 | 25.6 | 25.8 | 21.5 | 21.3 | 22.0 | 22.3 | 23.2 | 23.4 |
| 25.9 | 21.1 | 22.2 | 23.4 | |||||
| 24.0 | 21.1 | 22.2 | 23.2 | |||||
| 4 | 24.2 | 24.3 | 21.0 | 21.0 | 21.9 | 22.0 | 22.9 | 23.1 |
| 24.7 | 21.0 | 22.0 | 23.2 | |||||
| 23.4 | 20.3 | 22.0 | 23.1 | |||||
| 5 | 23.2 | 23.4 | 20.0 | 20.2 | 21.6 | 21.8 | 22.8 | 23.0 |
| 23.6 | 20.4 | 21.9 | 23.0 | |||||
| 23.0 | 19.9 | 21.8 | 22.9 | |||||
| 6 | 23.6 | 23.4 | 19.4 | 19.8 | 21.3 | 21.6 | 23.0 | 22.9 |
| 23.5 | 20.0 | 21.7 | 22.8 | |||||
| 23.7 | 20.2 | 21.4 | 22.8 | |||||
| 7 | 23.7 | 23.7 | 19.4 | 19.9 | 21.1 | 21.2 | 23.0 | 22.9 |
| 23.6 | 20.0 | 21.1 | 22.8 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bembenek, M.; Uhryński, A. Analysis of the Temperature Distribution on the Surface of Saddle-Shaped Briquettes Consolidated in the Roller Press. Materials 2021, 14, 1770. https://doi.org/10.3390/ma14071770
Bembenek M, Uhryński A. Analysis of the Temperature Distribution on the Surface of Saddle-Shaped Briquettes Consolidated in the Roller Press. Materials. 2021; 14(7):1770. https://doi.org/10.3390/ma14071770
Chicago/Turabian StyleBembenek, Michał, and Andrzej Uhryński. 2021. "Analysis of the Temperature Distribution on the Surface of Saddle-Shaped Briquettes Consolidated in the Roller Press" Materials 14, no. 7: 1770. https://doi.org/10.3390/ma14071770
APA StyleBembenek, M., & Uhryński, A. (2021). Analysis of the Temperature Distribution on the Surface of Saddle-Shaped Briquettes Consolidated in the Roller Press. Materials, 14(7), 1770. https://doi.org/10.3390/ma14071770