
A New Method of Diatomaceous Earth Fractionation—A Bio-Raw Material Source for Epoxy-Based Composites

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
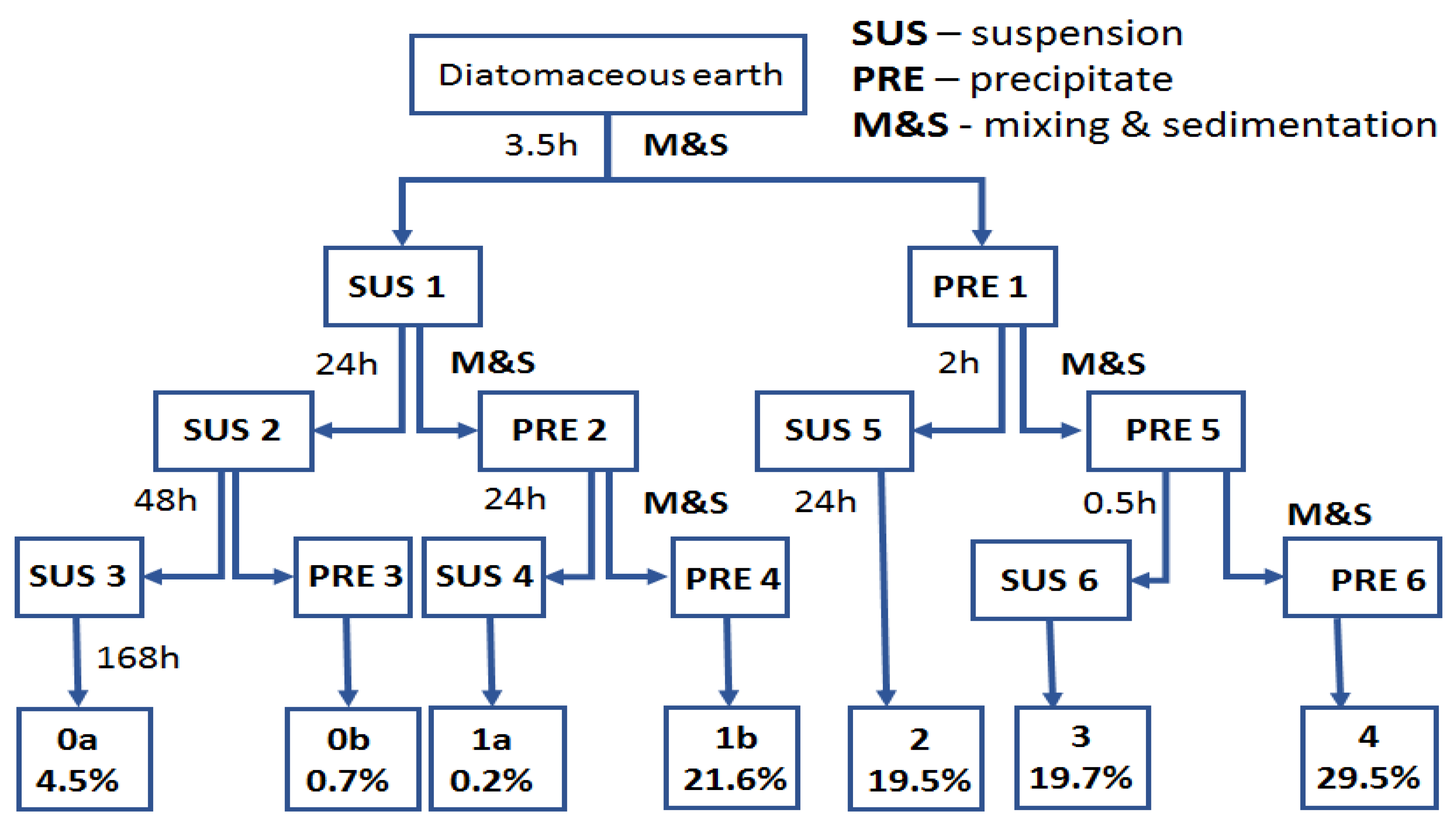
2.2. Sample Preparation
2.3. Characterization Methods
3. Results and Discussion
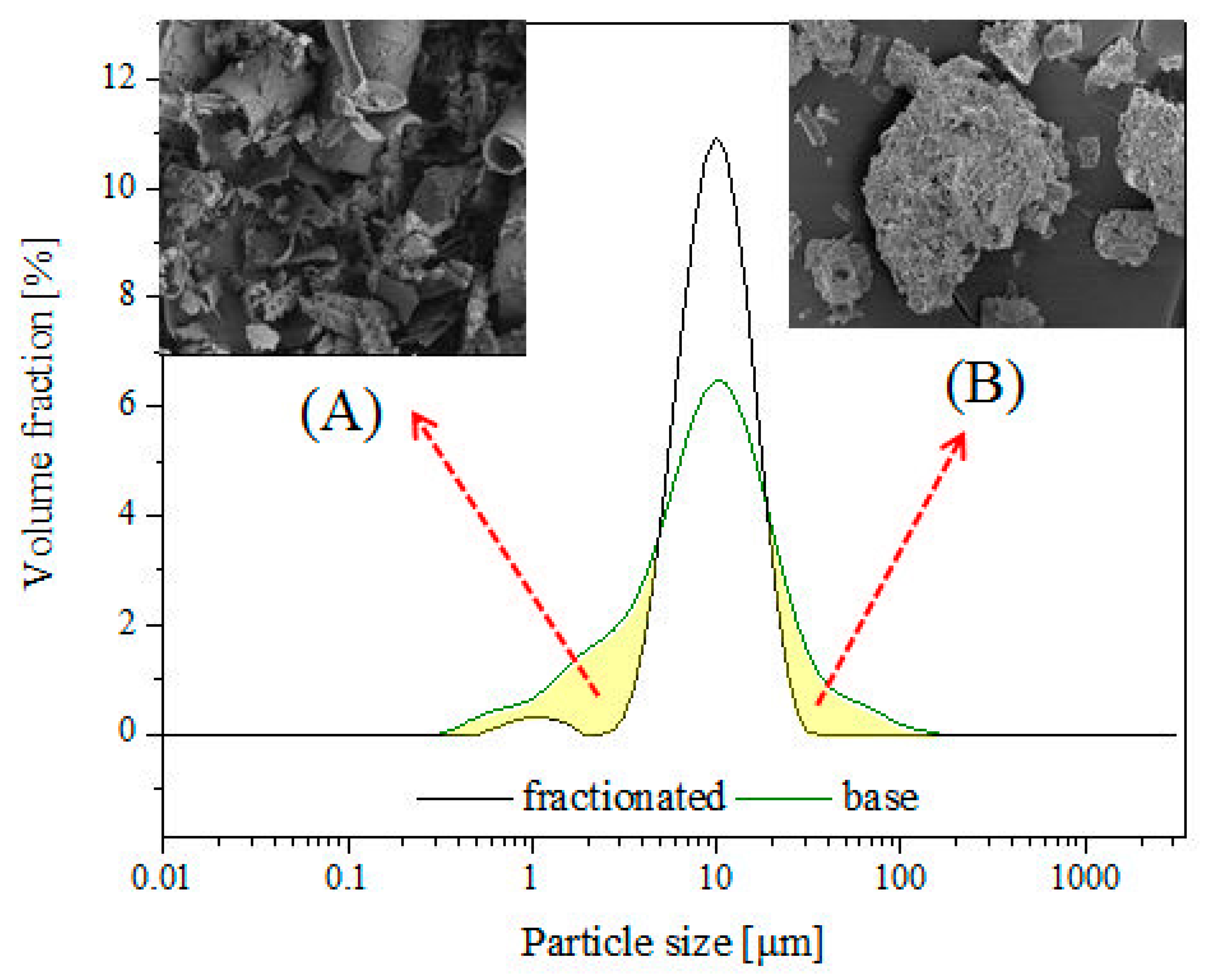
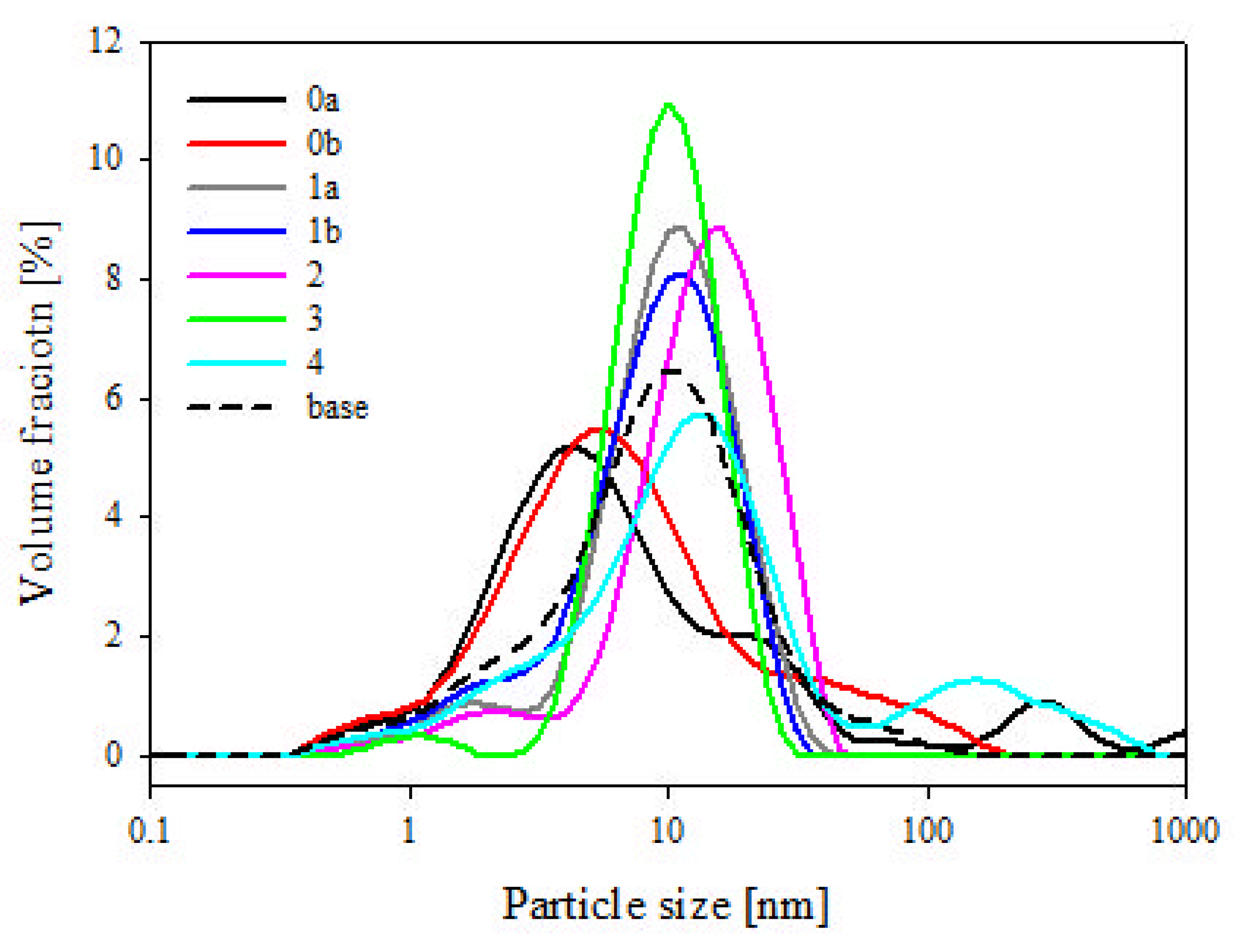
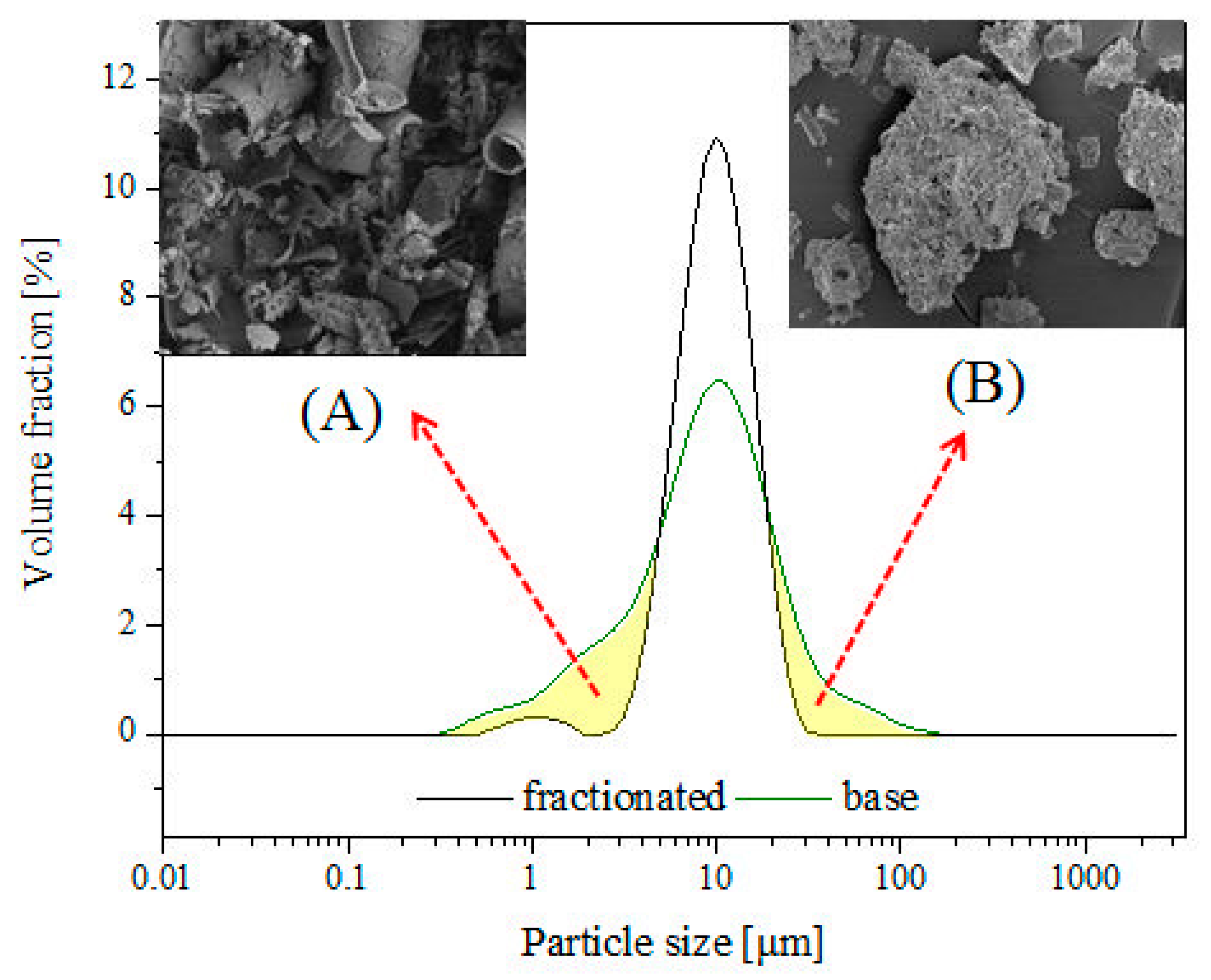
3.1. Particle Size Measurements by Dynamic Light Scattering (DLS)
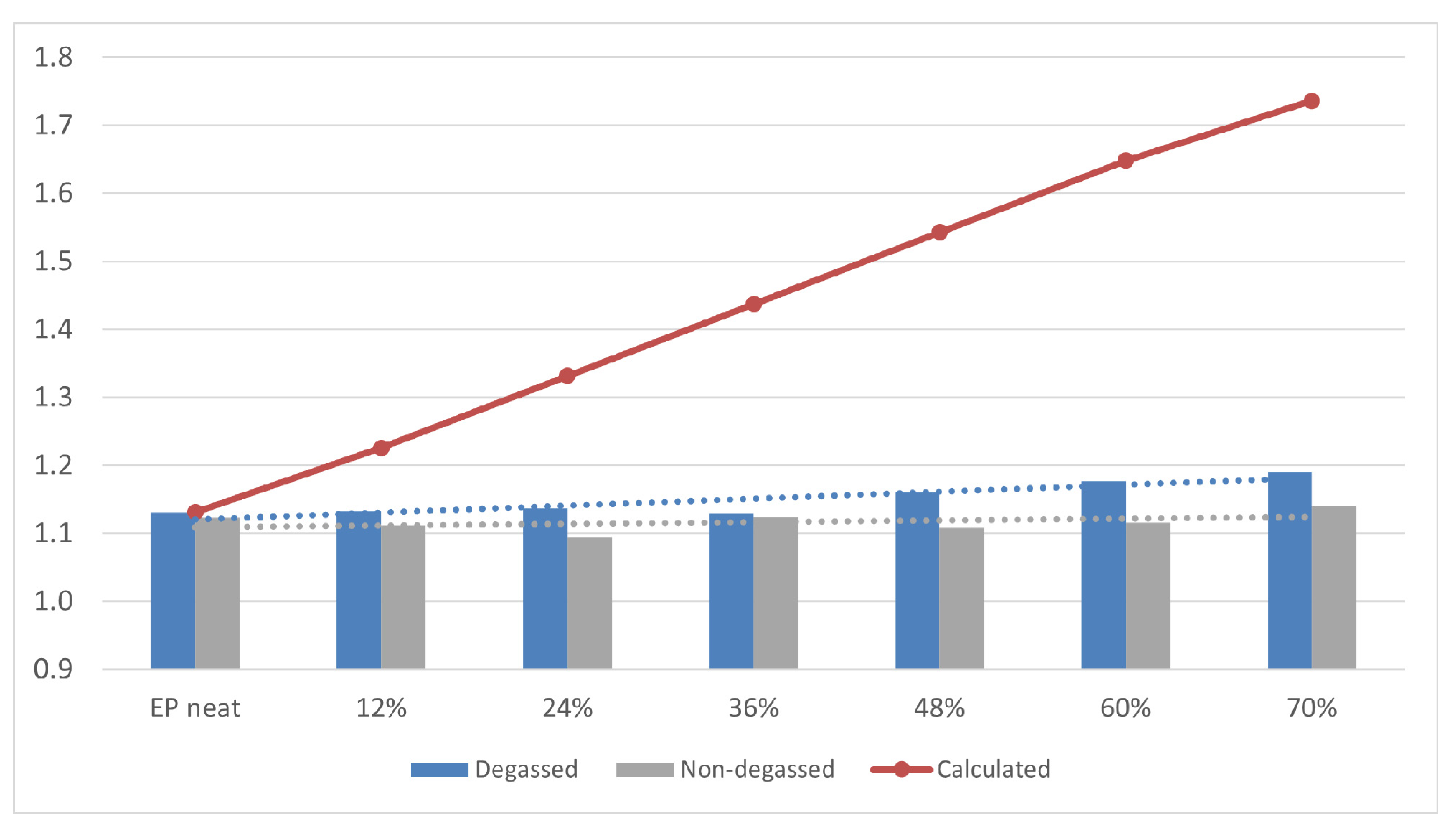
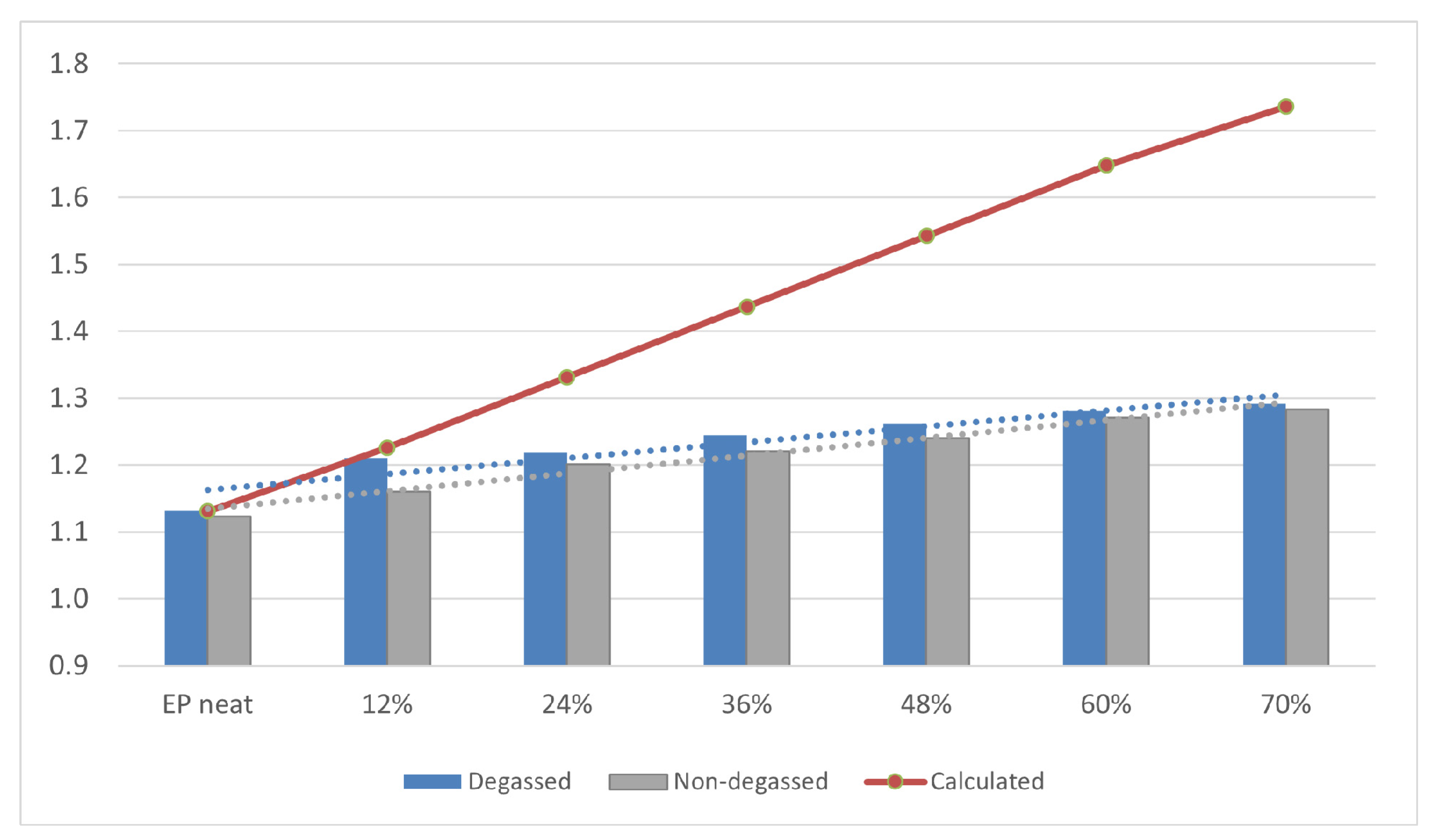
3.2. Density of Composites
- Vdiatom—volume fraction of diatomite;
- ddiatom—density of solid diatomite excluding porous structures (considered 2 g/cm3);
- depoxy—density of cured epoxy (measured to be 1.12 g/cm3).
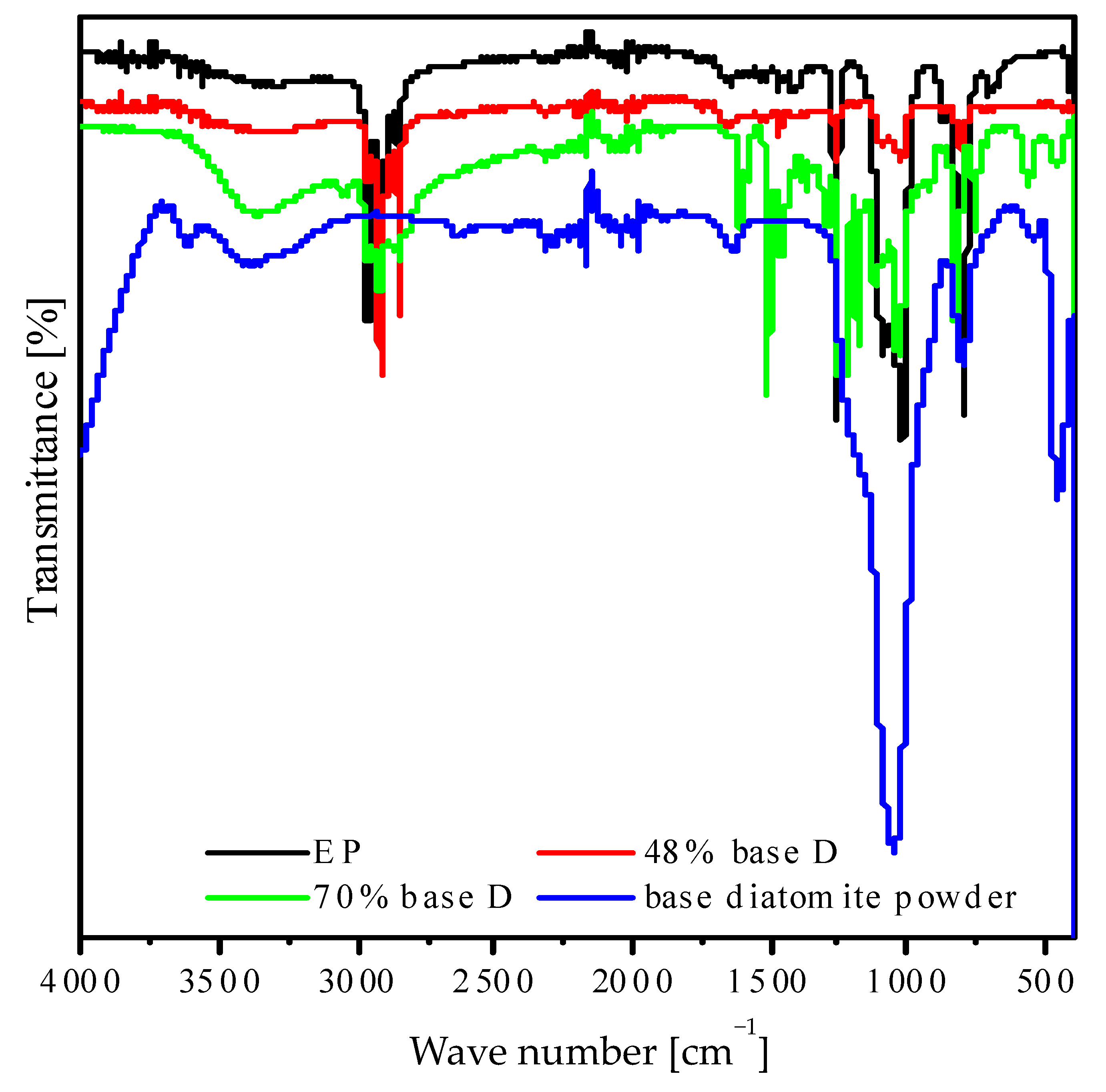
3.3. FTIR Analysis
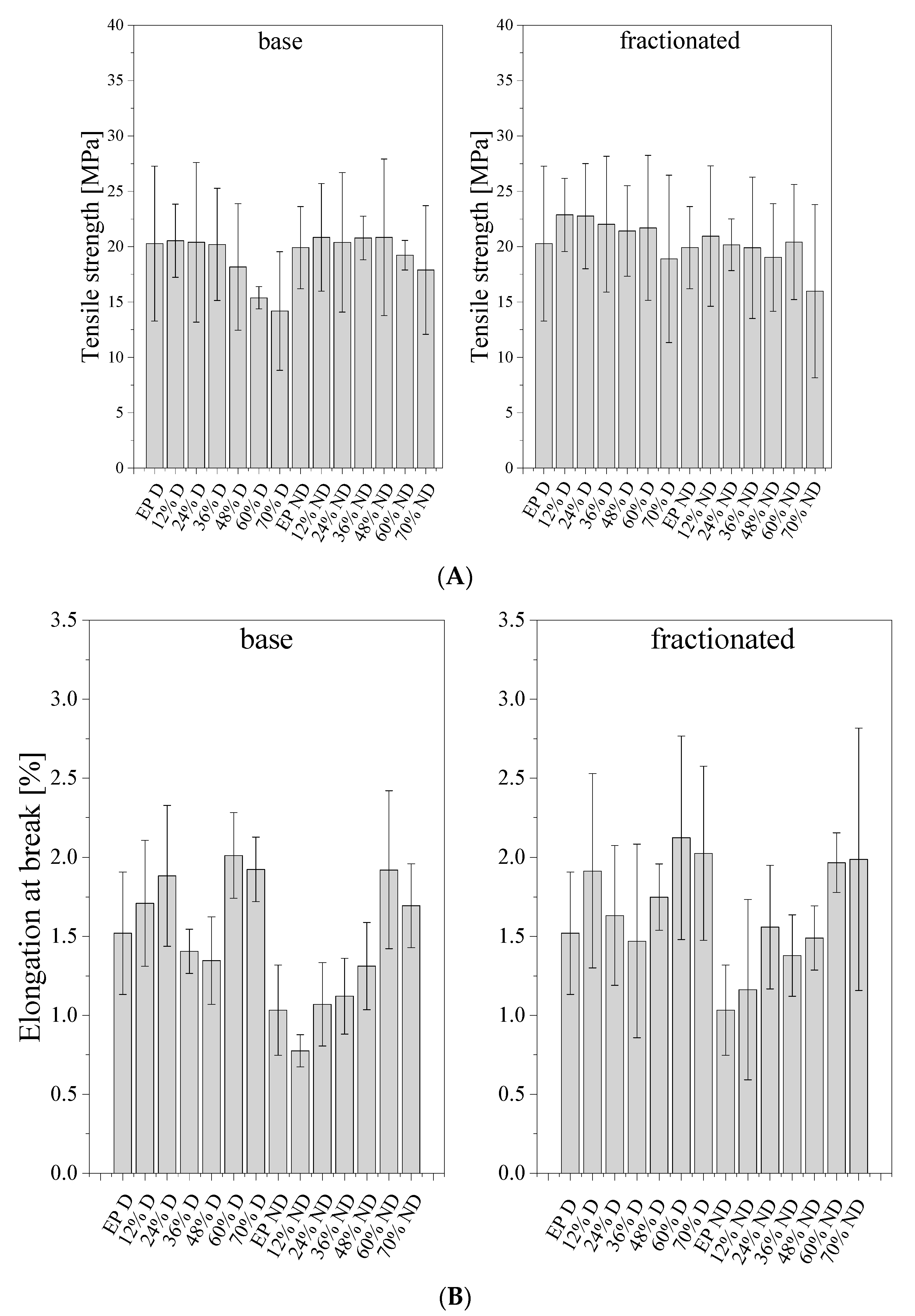
3.4. Mechanical Properies
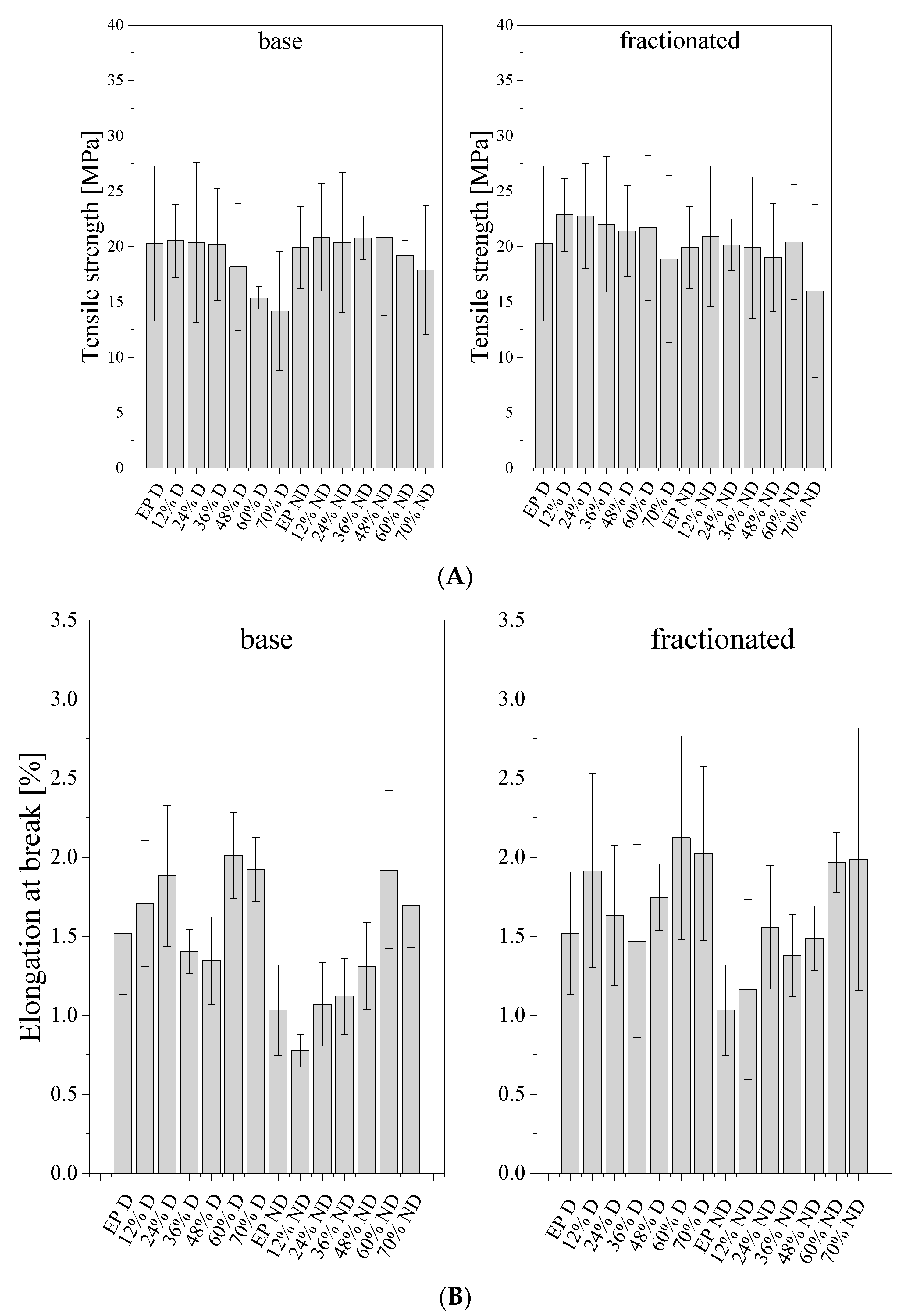
3.4.1. Tensile Strength
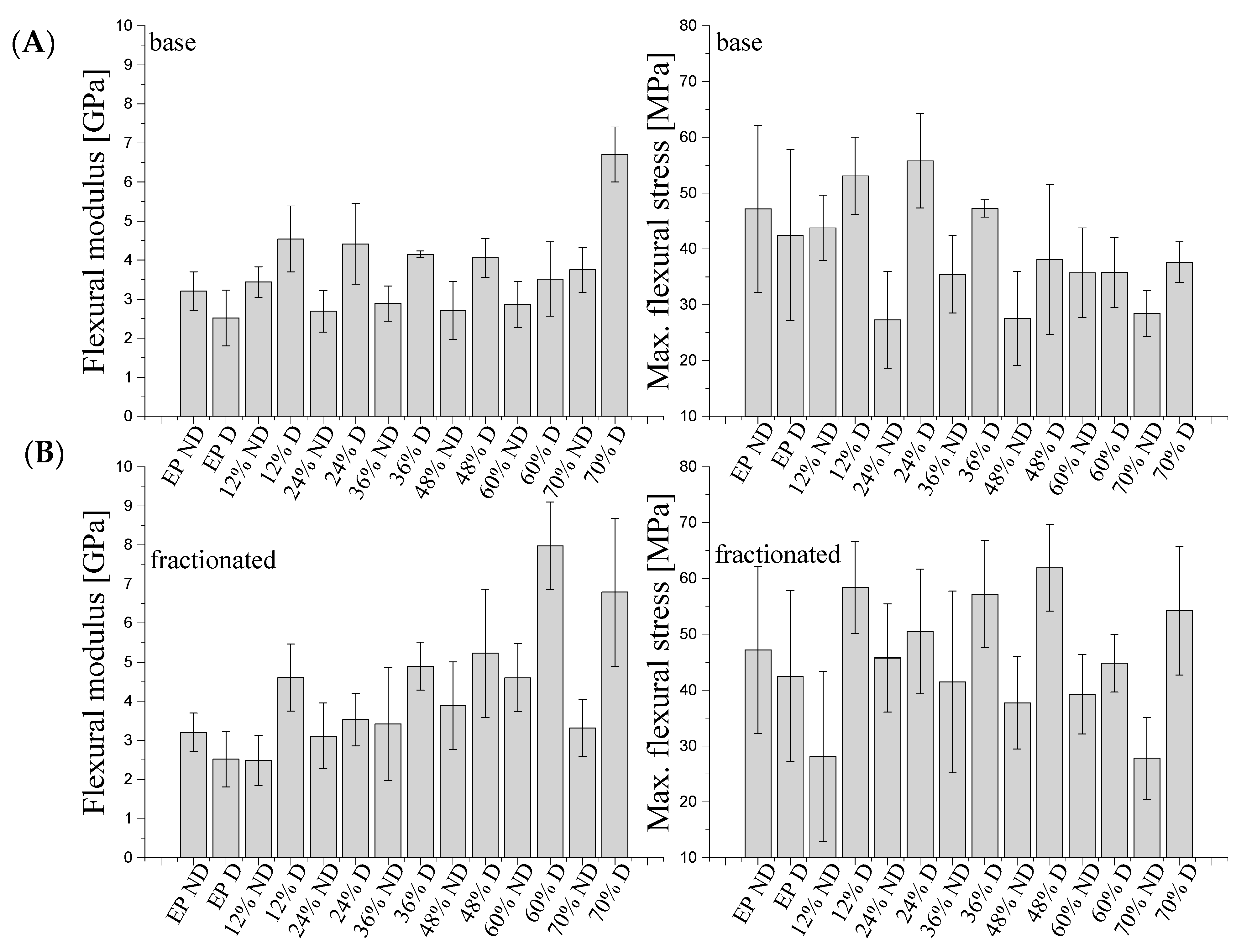
3.4.2. Flexural Strength
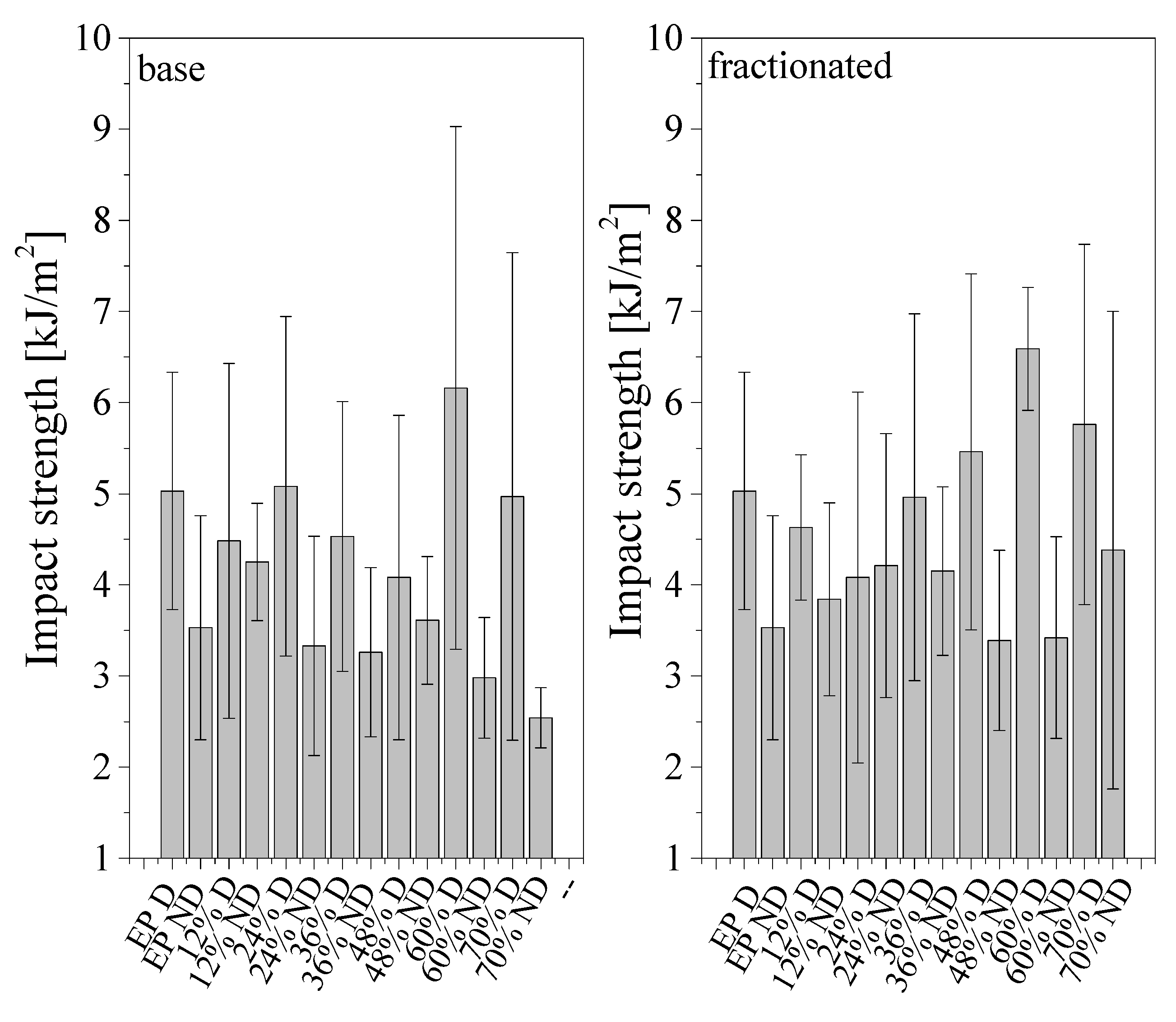
3.4.3. Impact Strength
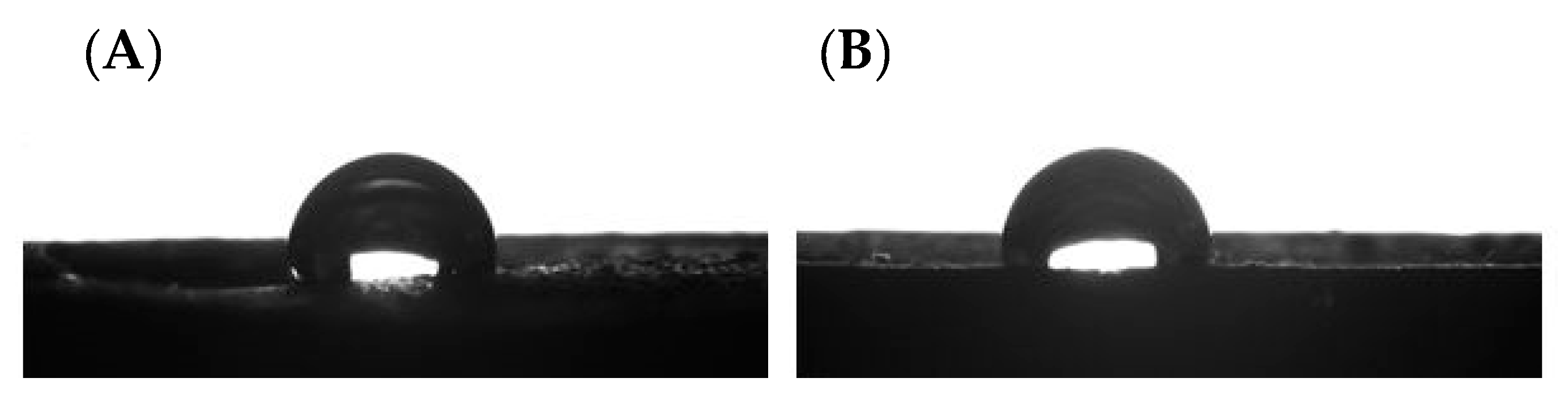
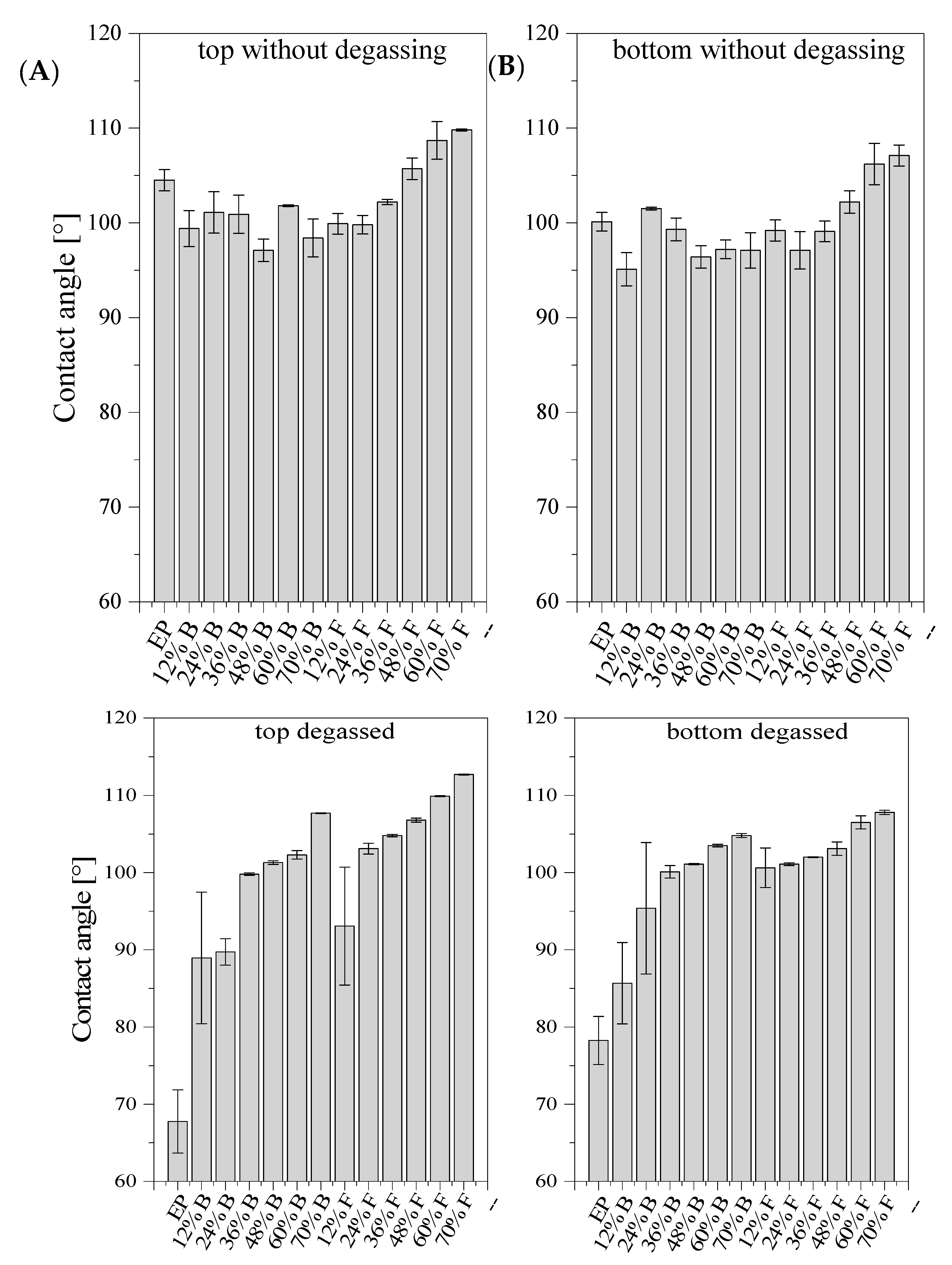
3.5. Water Contact Angle
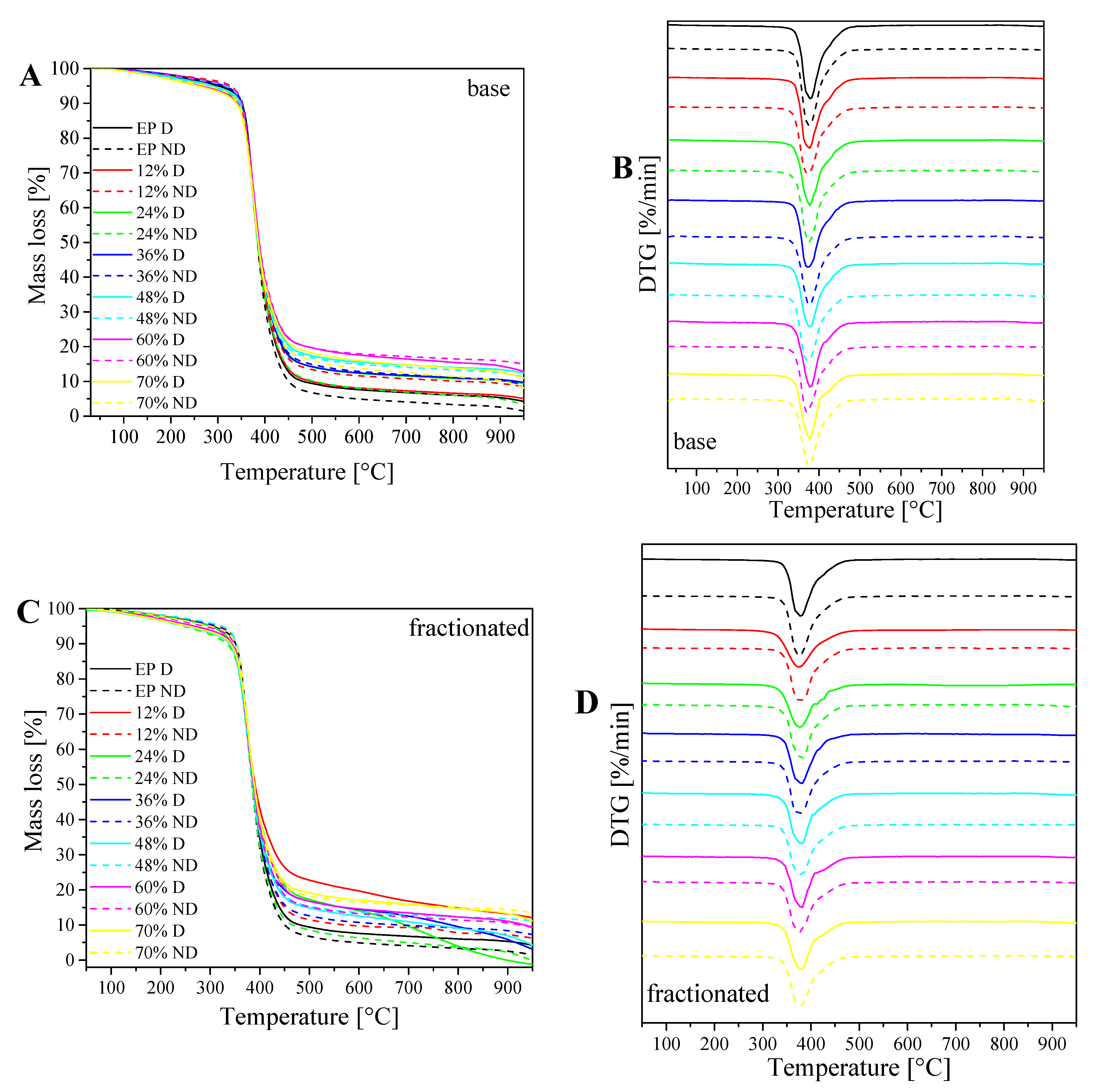
3.6. Changes in Weight/Rate of Changes with Increasing Temperature (TG/DTG) Analysis
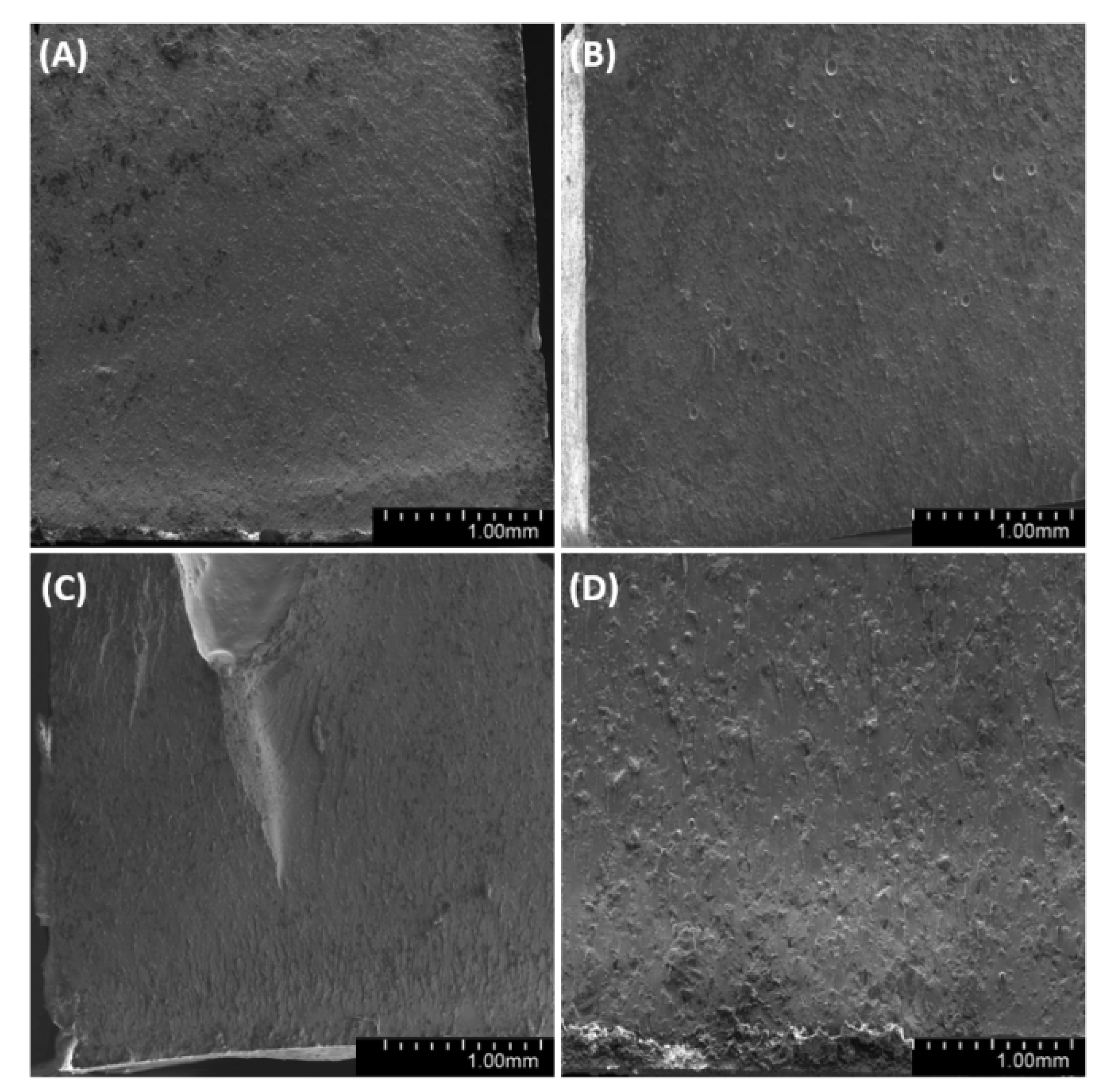
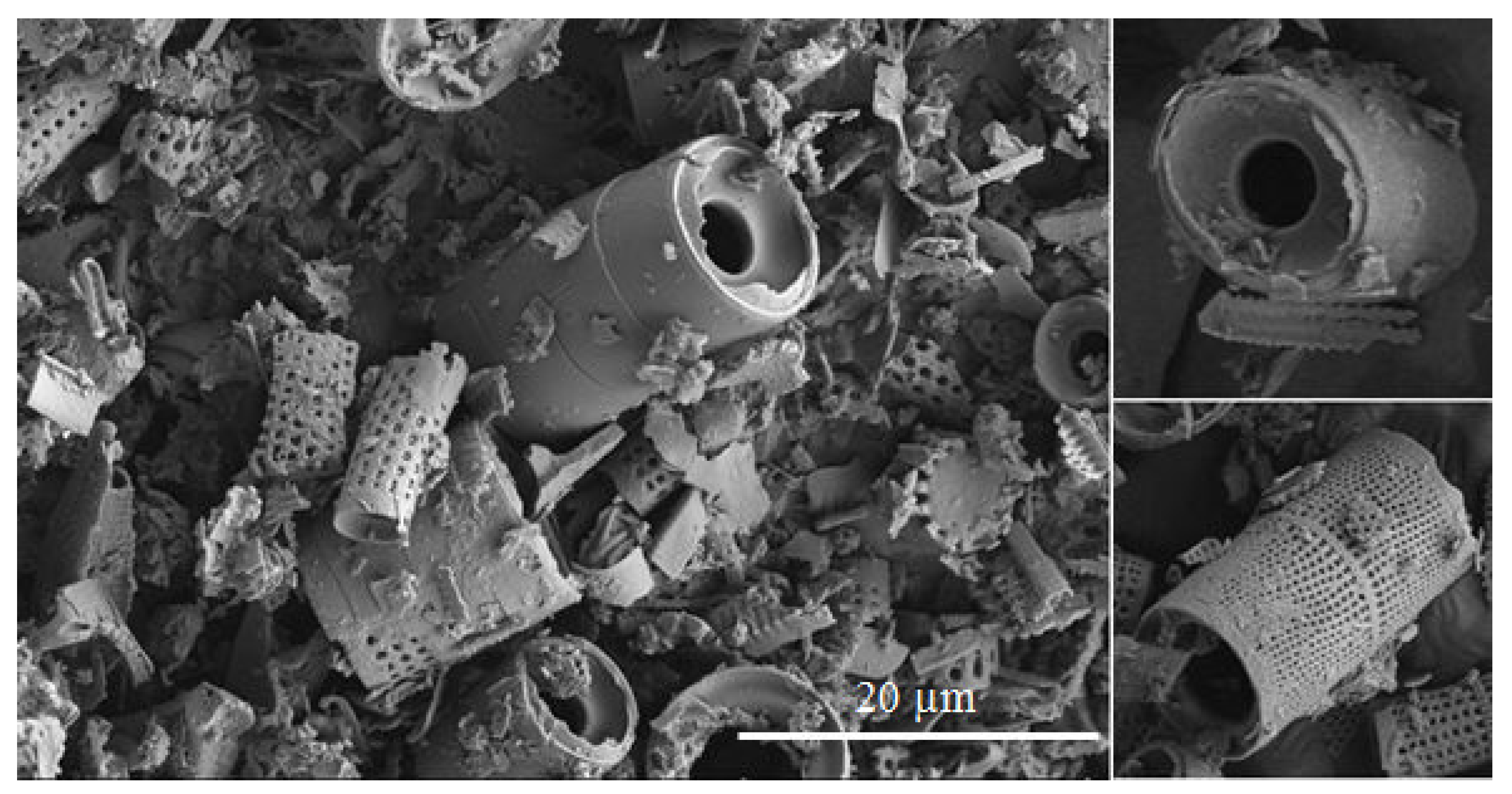
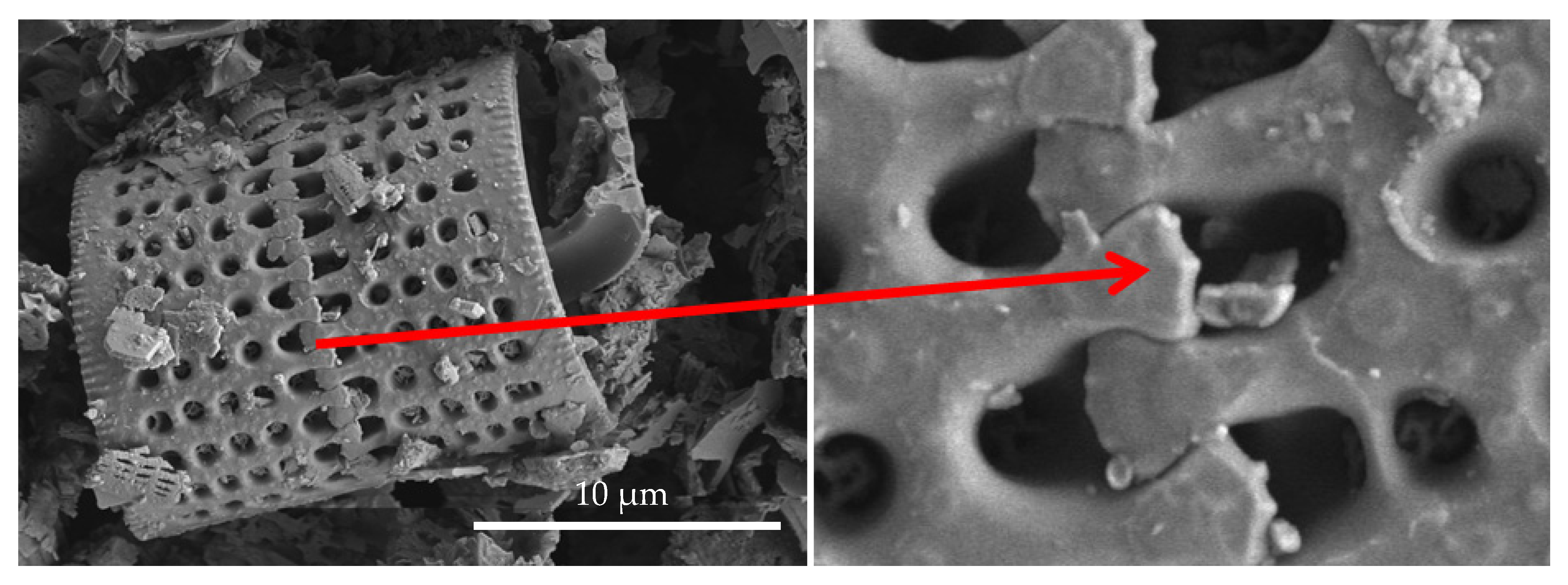
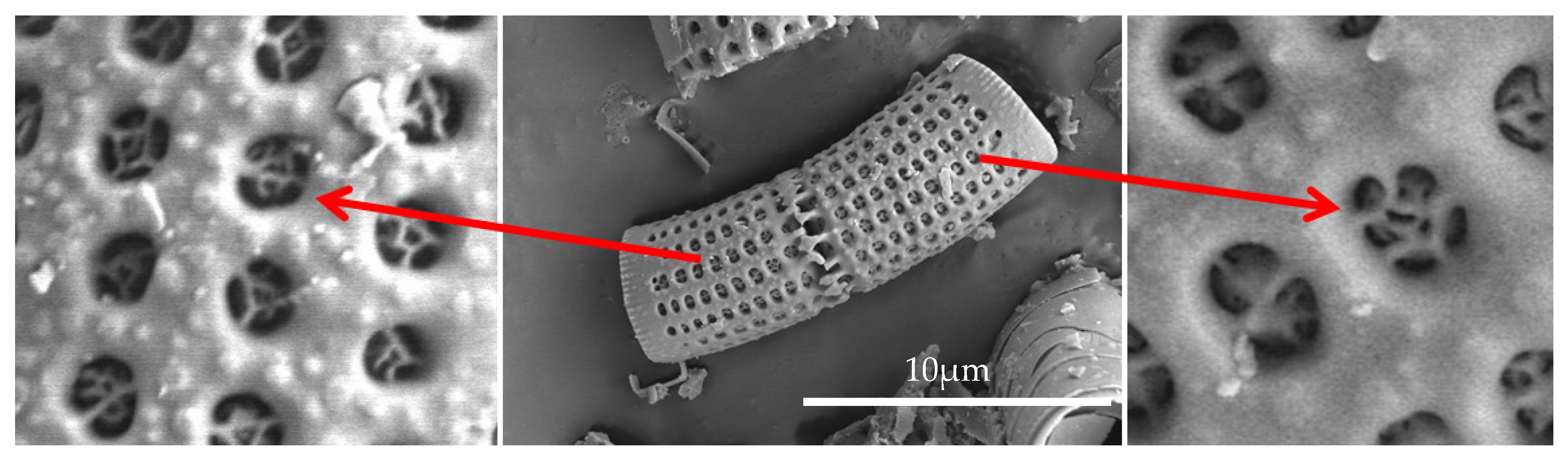
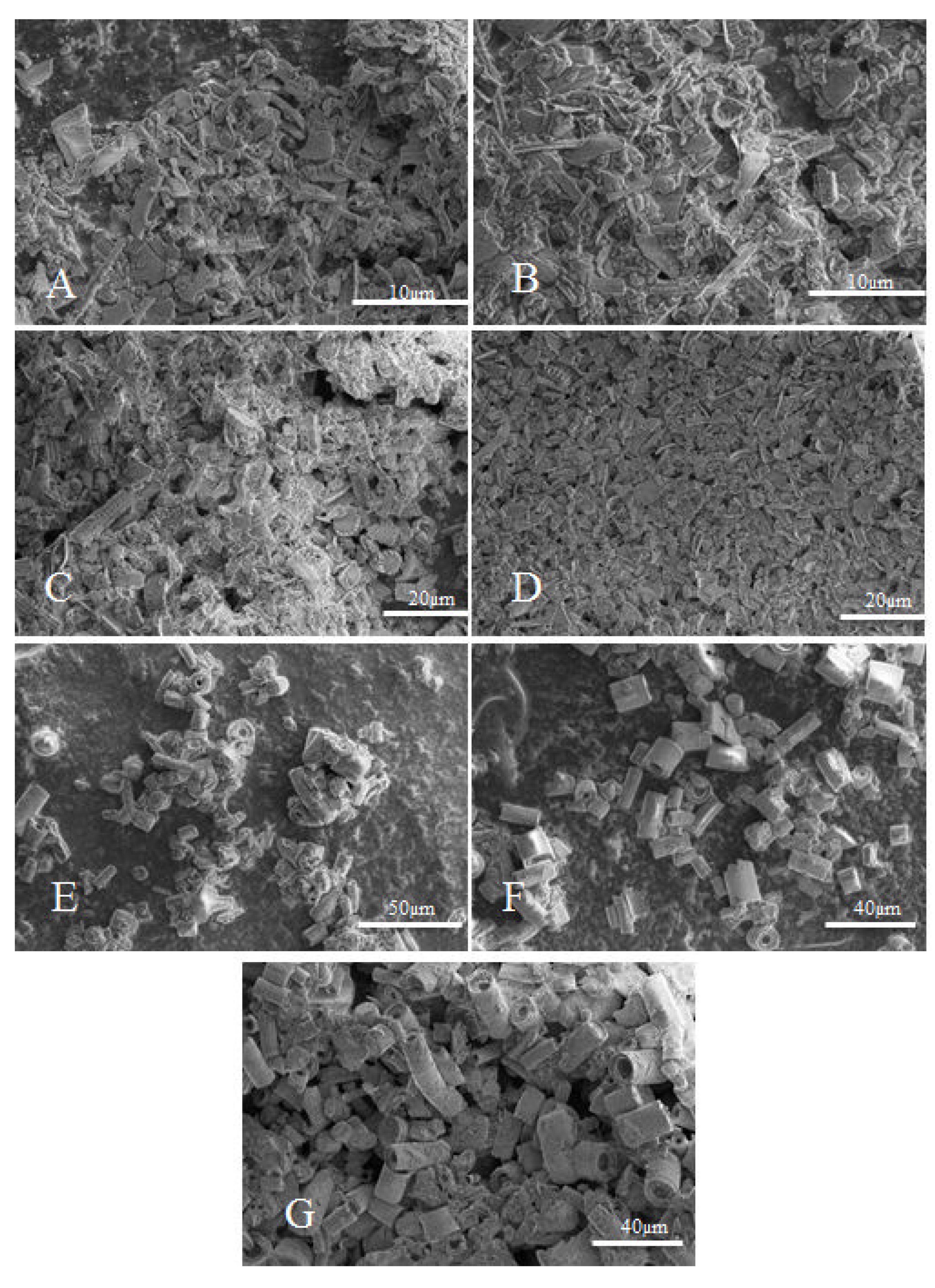
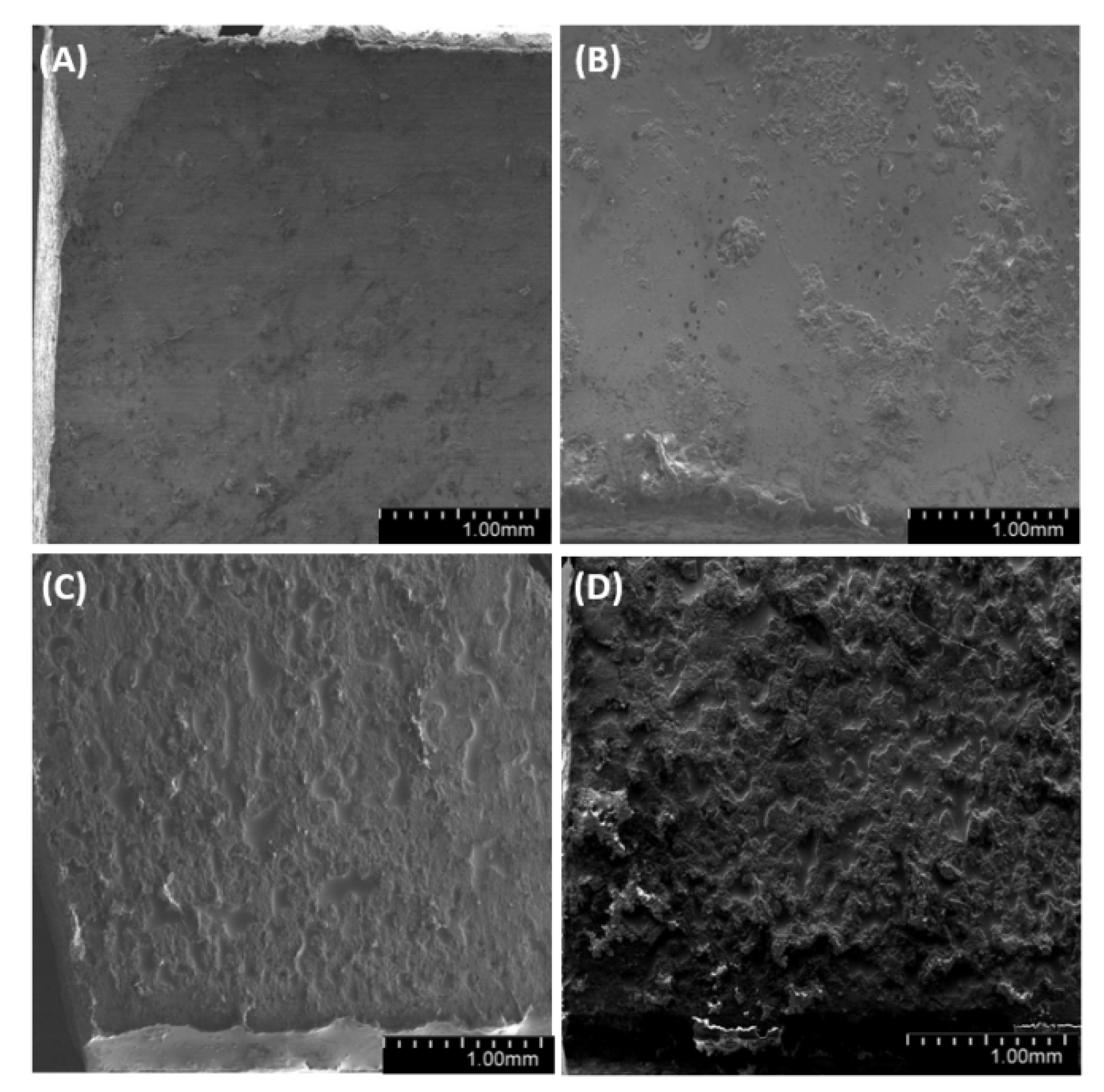
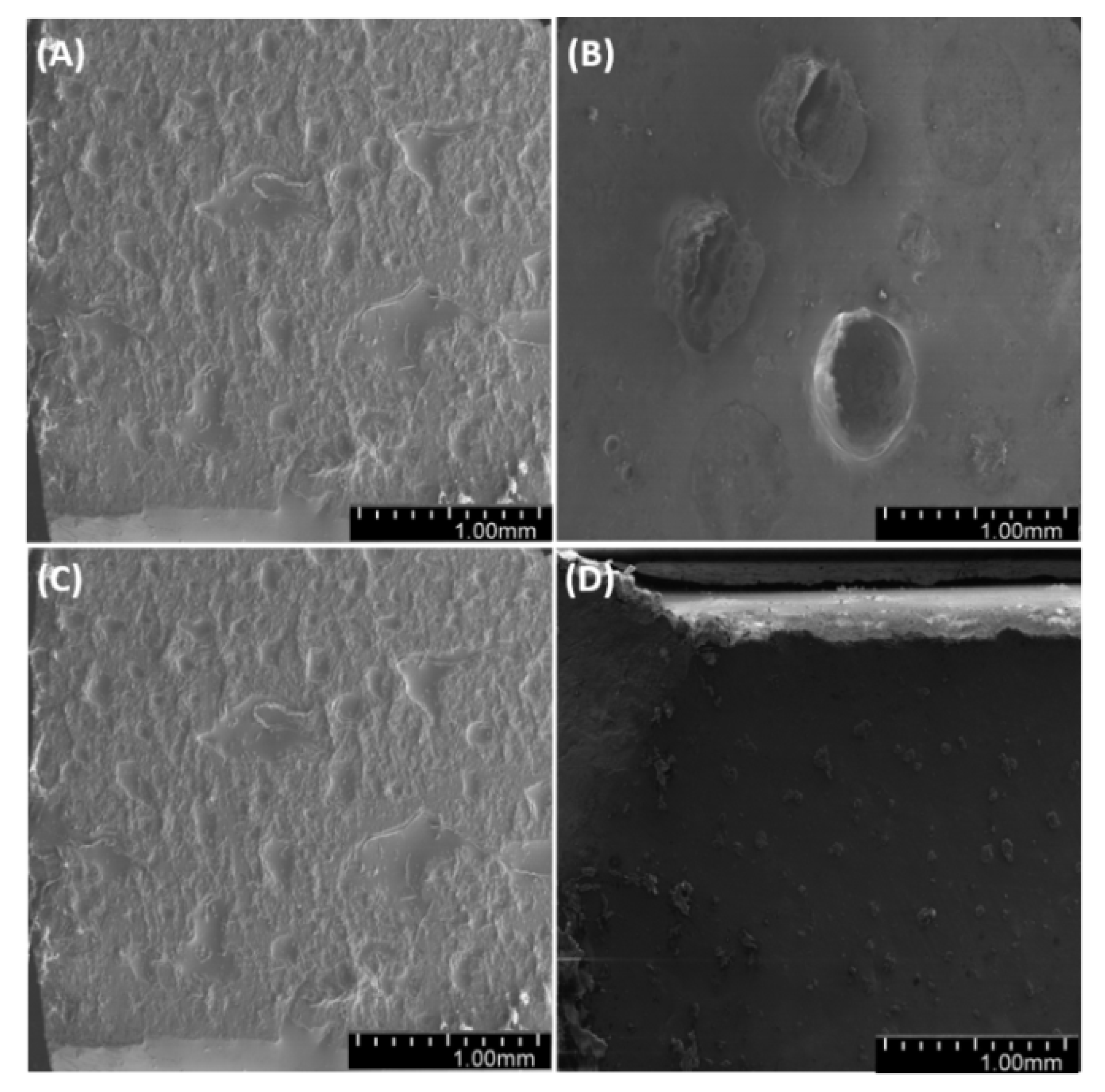
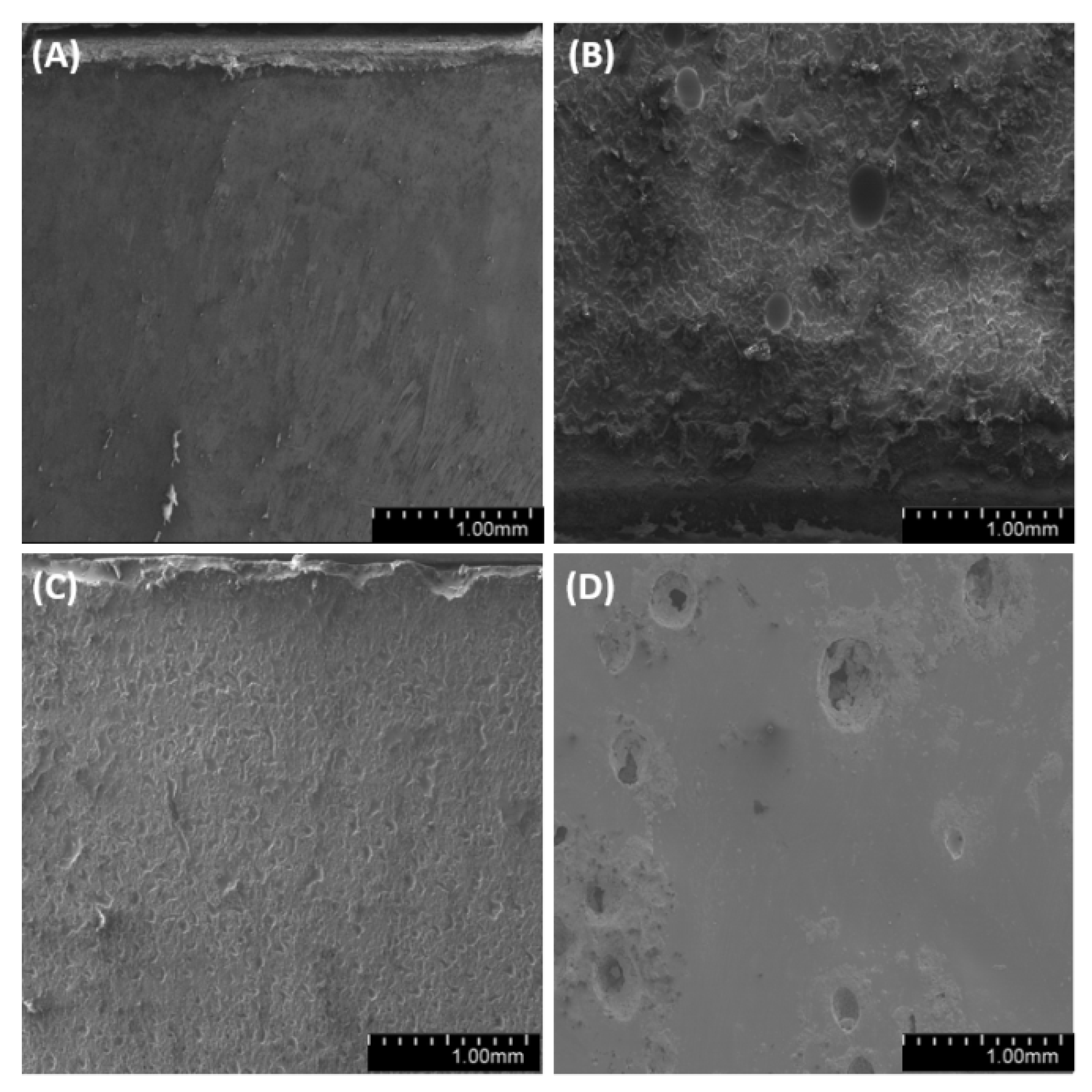
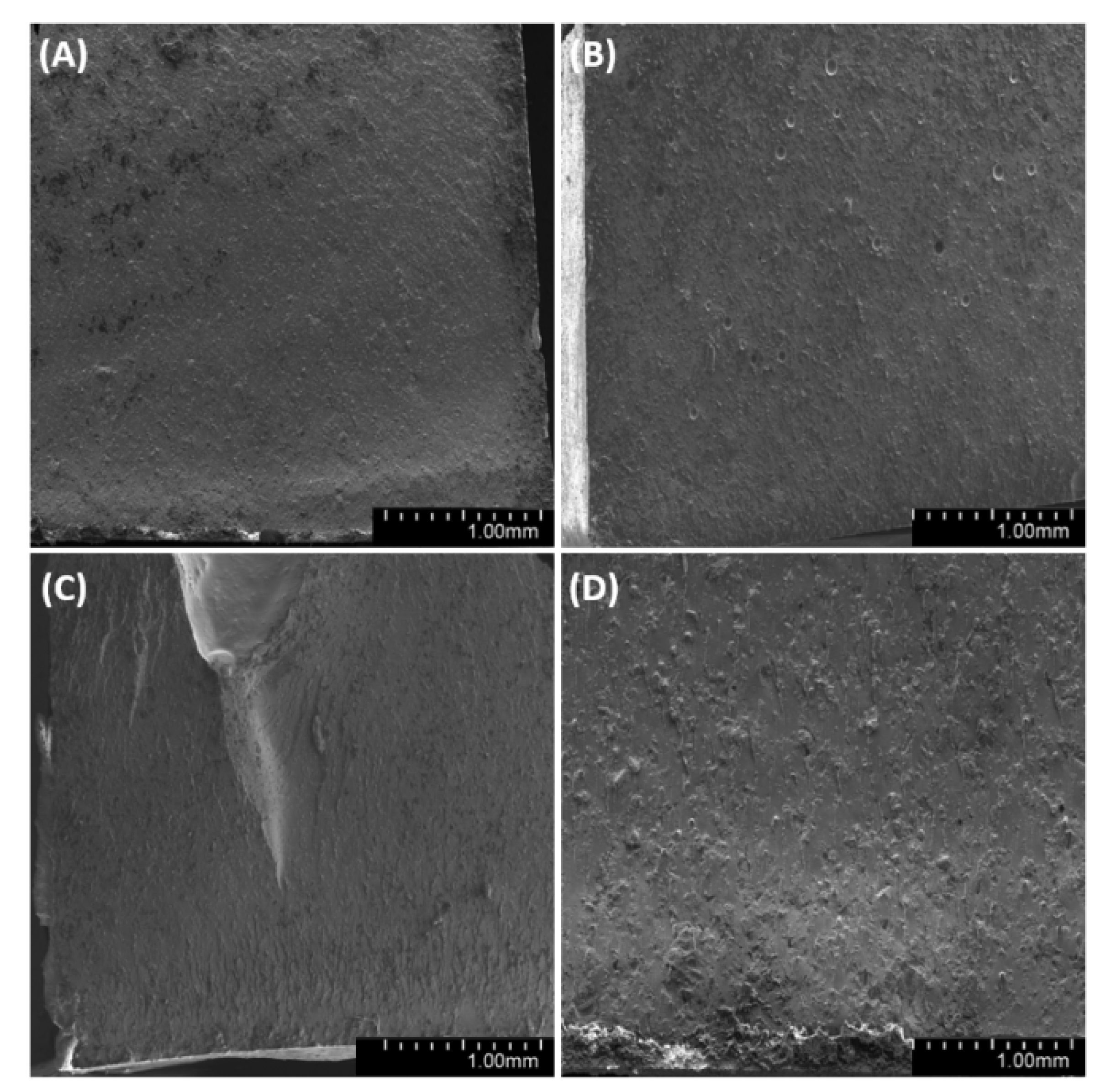
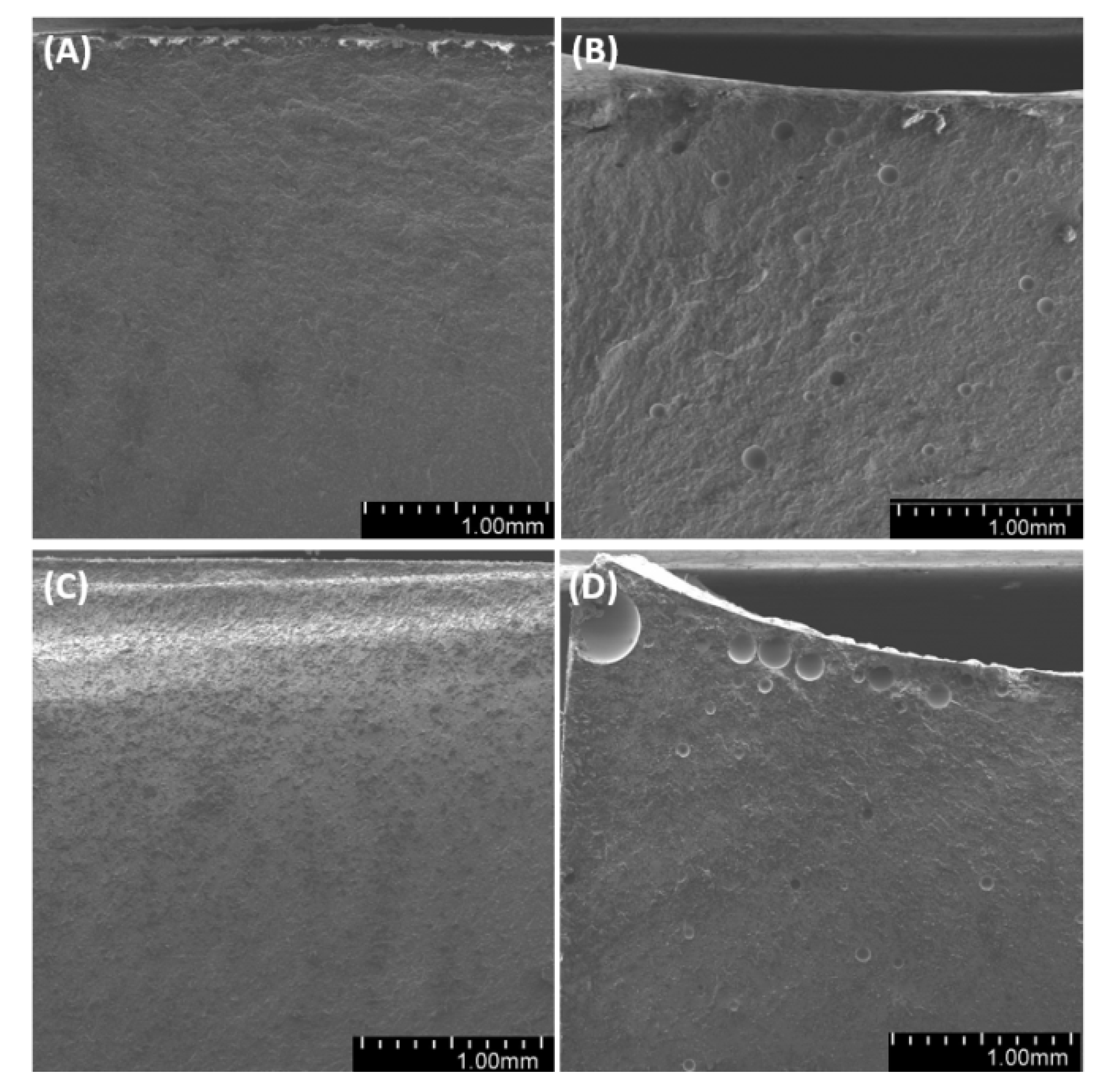
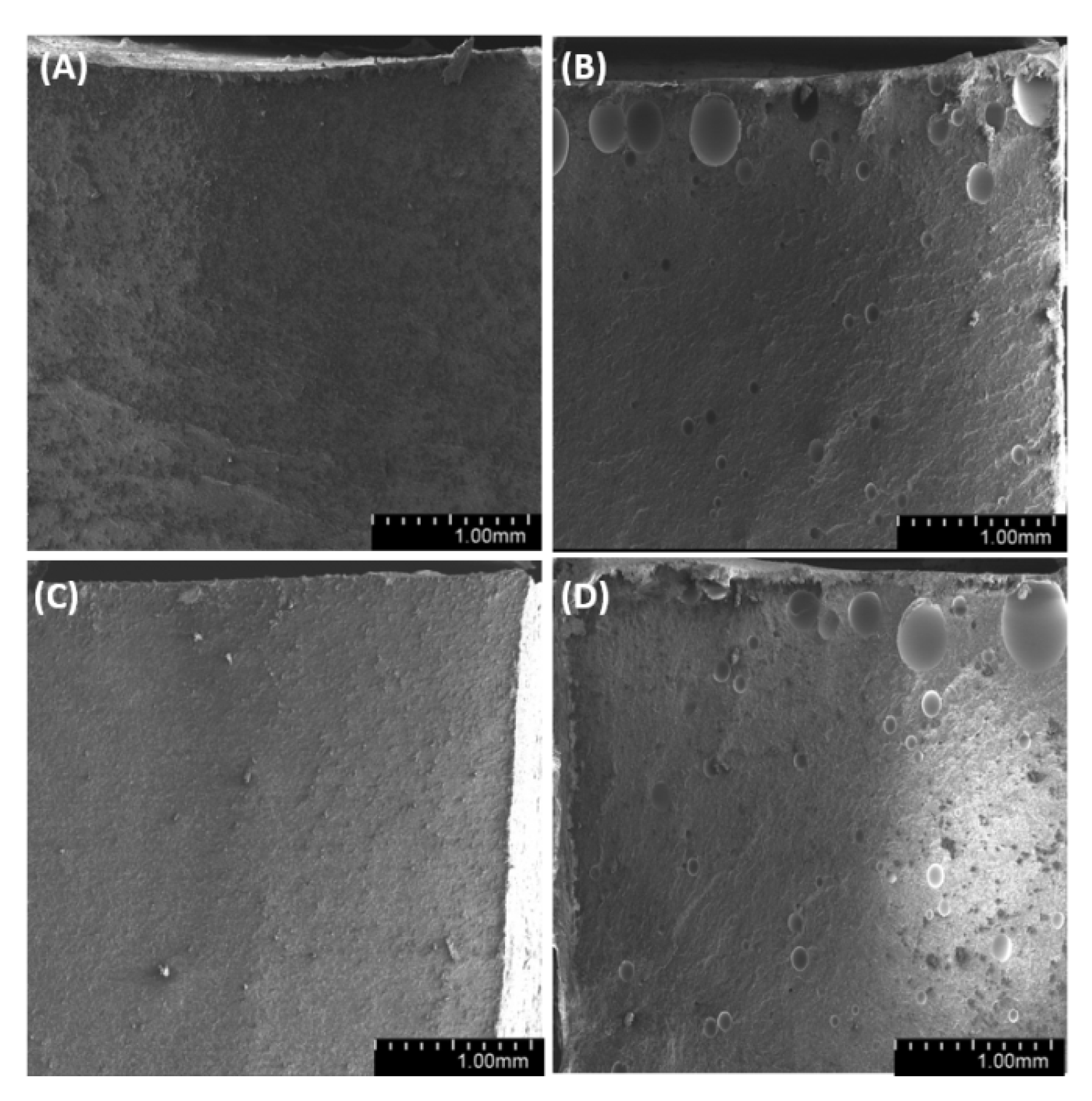
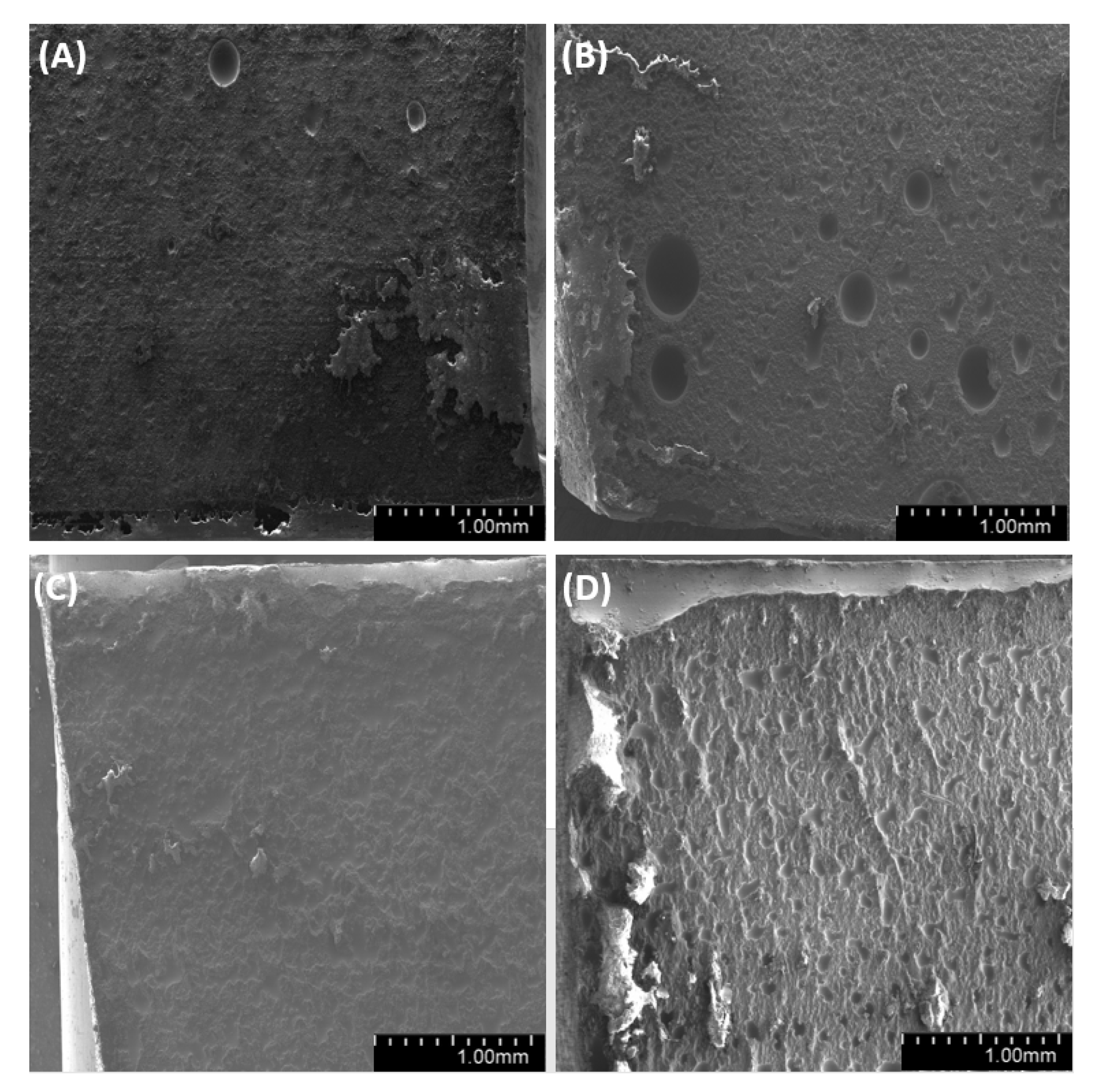
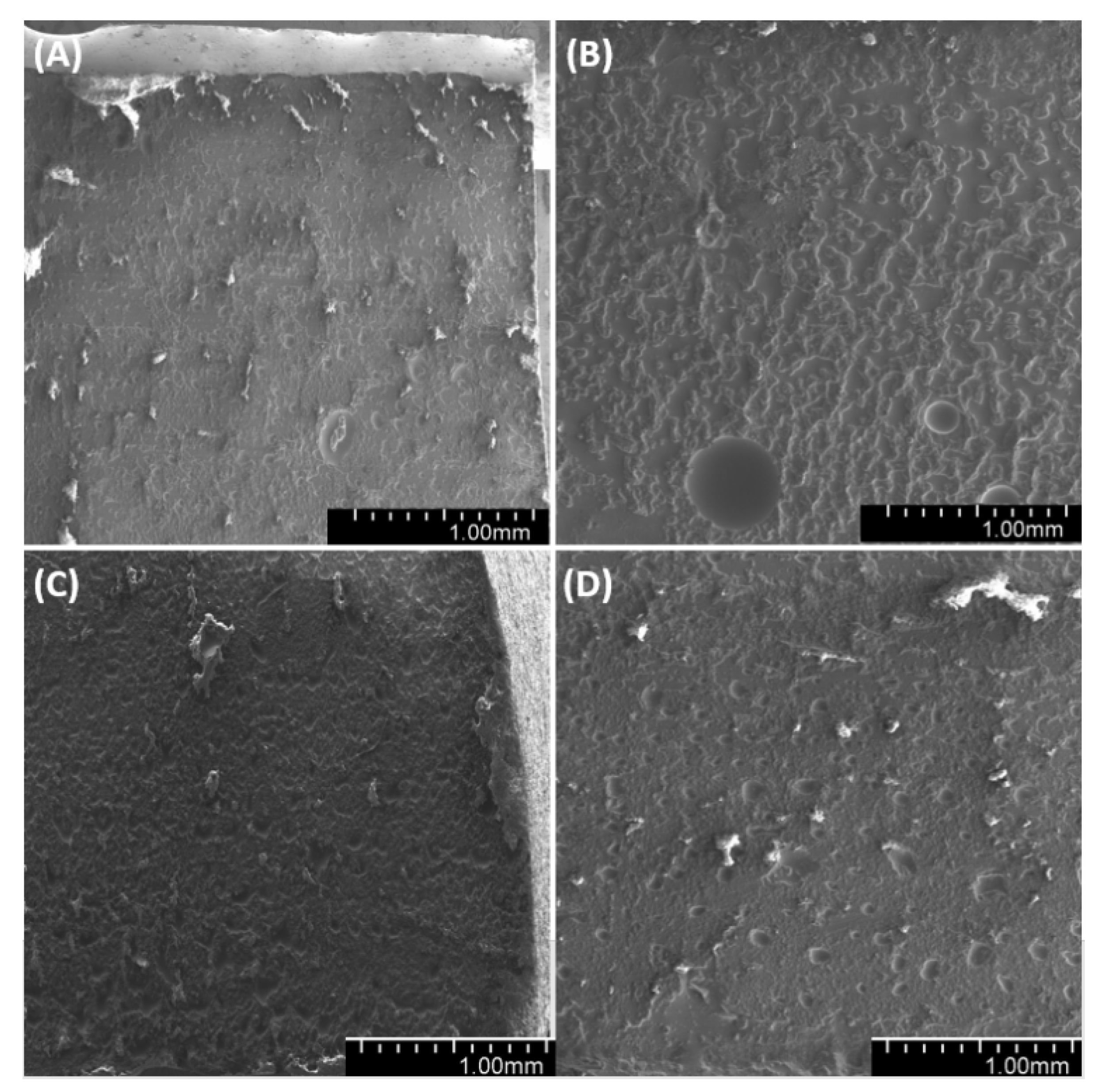
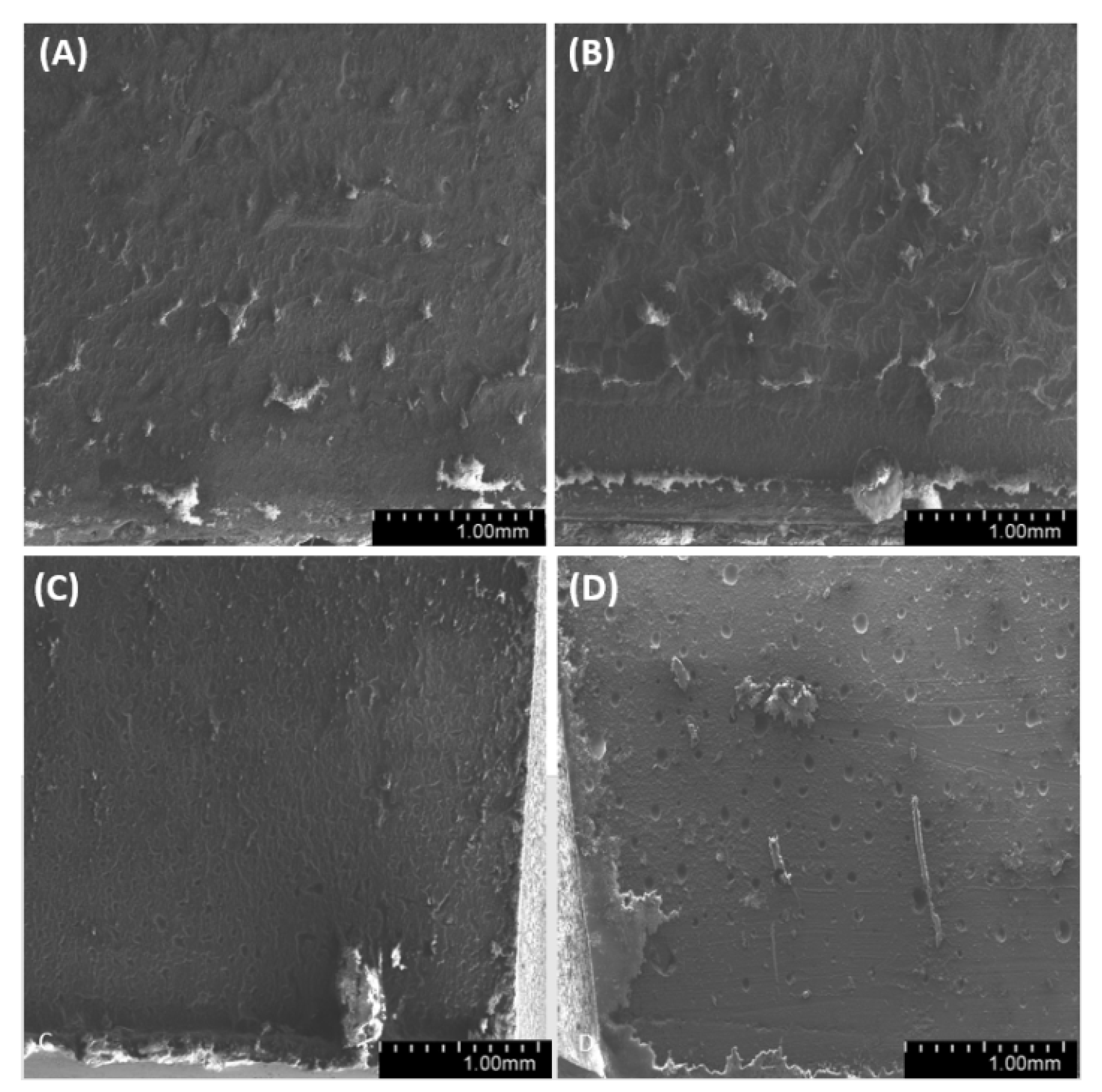
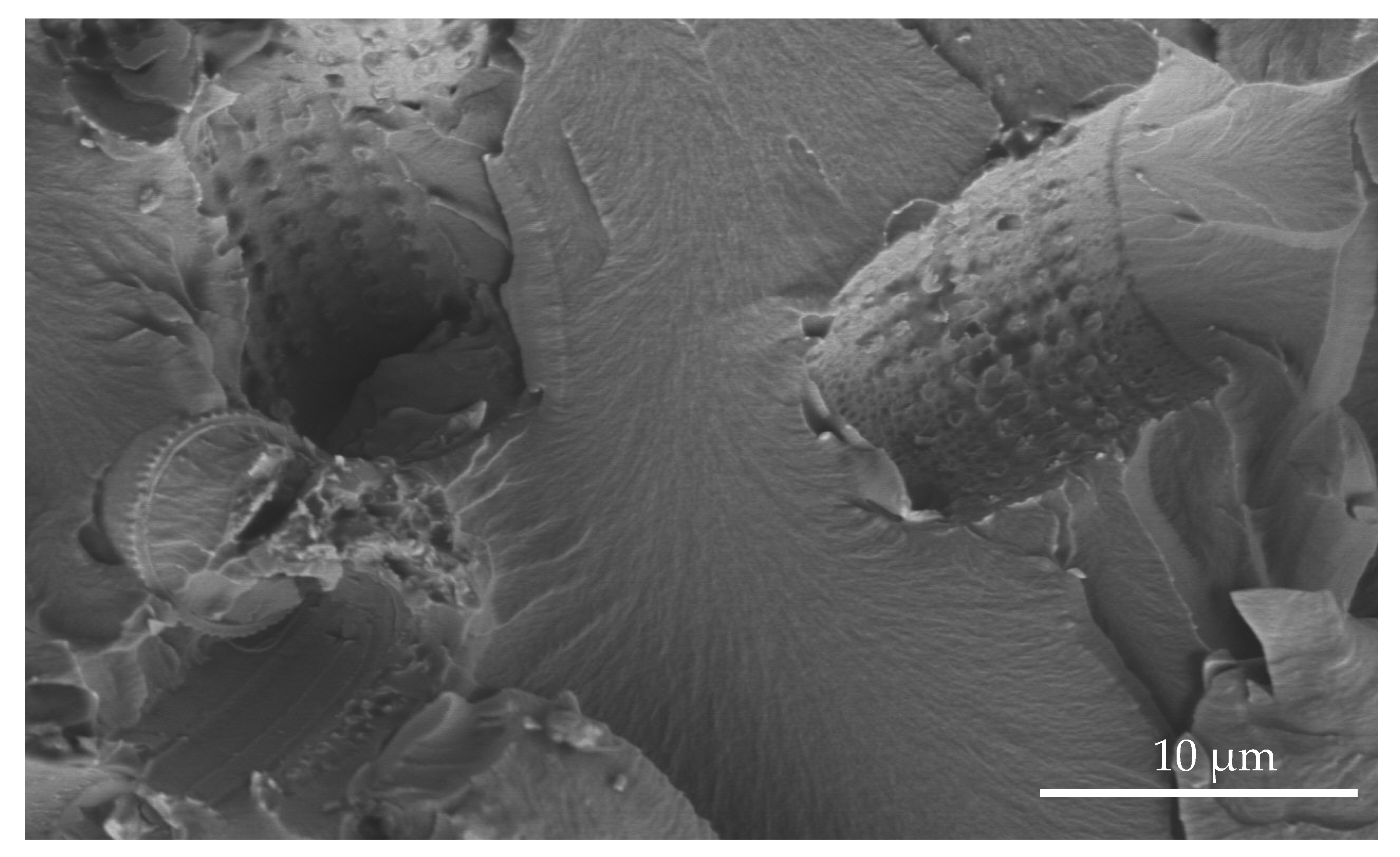
3.7. Microstructural Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References and Notes
- Chmielewska, D.; Sterzyński, T.; Dutkiewicz, M. Estimation of processing properties of epoxy resin modified with silsesquioxanes (POSS). Inżynieria Apar. Chem. 2015, 5, 337–338. [Google Scholar]
- Huskić, M.; Bolka, S.; Vesel, A.; Mozetič, M.; Anžlovar, A.; Vizintin, A.; Žagar, E. One-step surface modification of graphene oxide and influence of its particle size on the properties of graphene oxide/epoxy resin nanocomposites. Eur. Polym. J. 2018, 101, 211–217. [Google Scholar] [CrossRef]
- Kisiel, M.; Mossety-Leszczak, B. Development in liquid crystalline epoxy resins and composites—A review. Eur. Polym. J. 2020, 124, 109507. [Google Scholar] [CrossRef]
- Hsu, Y.-I.; Huang, L.; Asoh, T.-A.; Uyama, H. Anhydride-cured epoxy resin reinforcing with citric acid-modified cellulose. Polym. Degrad. Stab. 2020, 178, 109213. [Google Scholar] [CrossRef]
- Taşdemirci, A.; Yüksel, S.; Karsu, D.; Gültürk, E.; Hall, I.W.; Güden, M. Diatom frustule-filled epoxy: Experimental and numerical study of the quasi-static and high strain rate compression behavior. Mater. Sci. Eng. A 2008, 480, 373–382. [Google Scholar] [CrossRef] [Green Version]
- Sprynskyy, M. The Structural Heterogeneity and Adsorption Properties of Natural Adsorbents (Clinoptilolite, Mordenite, Diatomaceous Earth, Talc, Chrysotile); Scientific Publishing of Nicolaus Copernicus University: Torun, Poland, 2012. [Google Scholar]
- Maeda, H.; Aoyama, M.; Kasuga, T. Potential of diatoms as phase change materials. Mater. Lett. 2021, 282, 128673. [Google Scholar] [CrossRef]
- Gültürk, E.; Güden, M.; Taşdemirci, A. Calcined and natural frustules filled epoxy matrices: The effect of volume fraction on the tensile and compression behavior. Compos. Part B Eng. 2013, 44, 491–500. [Google Scholar] [CrossRef] [Green Version]
- Guan, Y.; Chen, R.; Sun, G.; Liu, Q.; Liu, J.; Yu, J.; Lin, C.; Wang, J. Secretion mechanism and adhesive mechanism of diatoms: Direct evidence from the quantitative analysis. Micron 2021, 140, 102951. [Google Scholar] [CrossRef] [PubMed]
- Almqvist, N.; Delamo, Y.; Smith, B.L.; Thomson, N.H.; Bartholdson, A.; Lal, R.; Brzezinski, M.; Hansma, P.K. Micromechanical and structural properties of a pennate diatom investigated by atomic force microscopy. J. Microsc. 2001, 202, 518–532. [Google Scholar] [CrossRef] [PubMed]
- Crawford, S.A.; Higgins, M.J.; Mulvaney, P.; Wetherbee, R. Nanostructure of the diatom frustule as revealed by atomic force and scanning electron microscopy. J. Phycol. 2001, 37, 543–554. [Google Scholar] [CrossRef]
- De Stefano, L.; Maddalena, P.; Moretti, L.; Rea, I.; Rendina, I.; De Tommasi, E.; Mocella, V. Nano-biosilica from marine diatoms: A brand new material for photonic applications. Superlattices Microstruct. 2009, 46, 84–89. [Google Scholar] [CrossRef]
- Sedai, B.R.; Khatiwada, B.K.; Mortazavian, H.; Blum, F.D. Development of superhydrophobicity in fluorosilane-treated diatomaceous earth polymer coatings. Appl. Surf. Sci. 2016, 386, 178–186. [Google Scholar] [CrossRef]
- Mohamed, F.M.; Li, Z.; Zayed, A.M. Carbon nanotube impregnated anthracite (An/CNT) as a superior sorbent for azo dye removal. RSC Adv. 2020, 10, 25586–25601. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, X.; Zhang, G.; Zheng, S.; Frost, R.L. A novel method for purification of low grade diatomite powders in centrifugal fields. Int. J. Miner. Process. 2013, 125, 18–26. [Google Scholar] [CrossRef] [Green Version]
- Goren, R.; Baykara, T.; Marsoglu, M. A study on the purification of diatomite in hydrochloric acid. Scand. J. Met. 2002, 31, 115–119. [Google Scholar] [CrossRef]
- Kouloheris, A.P. Beneficiation of Diamaceous Earth. U.S. Patent 3572500A, 30 March 1971. [Google Scholar]
- Zolghadr, M.; Zohuriaan-Mehr, M.J.; Shakeri, A.; Salimi, A. Epoxy resin modification by reactive bio-based furan derivatives: Curing kinetics and mechanical properties. Thermochim. Acta 2019, 673, 147–157. [Google Scholar] [CrossRef]
- EN ISO 527-1:2012 Plastics—Detetrmination of tensile properties—Part 1: General principles, PKN, 2013.
- EN ISO 178:2010 Plastics—Determination of flexural properties, PKN, 2011.
- ISO 179-1:2010 Plastics—Determination of Charpy impact properties—Part 1: Non-instrumented impact test, PKN, 2010.
- Dobrosielska, M.; Przekop, R.E.; Sztorch, B.; Brząkalski, D.; Zgłobicka, I.; Łępicka, M.; Dobosz, R.; Kurzydłowski, K.J. Biogenic Composite Filaments Based on Polylactide and Diatomaceous Earth for 3D Printing. Materials 2020, 13, 4632. [Google Scholar] [CrossRef]
- Miklasz, K.A.; Denny, M.W. Diatom sinkings speeds: Improved predictions and insight from a modified Stokes’ law. Limnol. Oceanogr. 2010, 55, 2513–2525. [Google Scholar] [CrossRef]
- Fernandes, I.J.; Santos, R.V.; Dos Santos, E.C.A.; Rocha, T.L.A.C.; Junior, N.S.D.; Moraes, C.A.M. Replacement of Commercial Silica by Rice Husk Ash in Epoxy Composites: A Comparative Analysis. Mater. Res. 2018, 21. [Google Scholar] [CrossRef] [Green Version]
- Pandit, R.; Lach, R.; Grellmann, W.; Michler, G.; Henning, S.; Saiter, J.; Berkessel, A.; Adhikari, R. Chemical modification of SBS star block copolymer for templating nanostructures in epoxy resin blends. Mater. Today Proc. 2020, 29, 1156–1160. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, S.; Liu, P.; Deng, X.; Jing, Y.; Bai, C.; Li, J. Purification of biosilica from living diatoms by a two-step acid cleaning and baking method. Environ. Boil. Fishes 2014, 26, 1511–1518. [Google Scholar] [CrossRef]
- Hernández-Ortiz, M.; Hernández-Padrón, G.; Bernal, R.; Cruz-Vázquez, C.; Castaño, V.M. Nanocrystalline mimetic opals: Synthesis and comparative characterization vs. natural stones. Int. J. Basic Appl. Sci. 2015, 4, 238. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, W.W.; Zheng, T.X.; Zhang, Y.X.; Fan, X. Engineering hierarchical Diatom@ CuO@ MnO2 hybrid for high performance supercapacitor. Appl. Surf. Sci. 2018, 427, 1158–1165. [Google Scholar] [CrossRef]
- Akyuz, L.; Kaya, M.; Koc, B.; Mujtaba, M.; Ilk, S.; Labidi, J.; Salaberria, A.M.; Cakmak, Y.S.; Yildiz, A. Diatomite as a novel composite ingredient for chitosan film with enhanced physicochemical properties. Int. J. Biol. Macromol. 2017, 105, 1401–1411. [Google Scholar] [CrossRef]
- Eftekhari, A. Materials today energy. Mater. Today 2017, 5, 37–57. [Google Scholar]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobrosielska, M.; Dobrucka, R.; Gloc, M.; Brząkalski, D.; Szymański, M.; Kurzydłowski, K.J.; Przekop, R.E. A New Method of Diatomaceous Earth Fractionation—A Bio-Raw Material Source for Epoxy-Based Composites. Materials 2021, 14, 1663. https://doi.org/10.3390/ma14071663
Dobrosielska M, Dobrucka R, Gloc M, Brząkalski D, Szymański M, Kurzydłowski KJ, Przekop RE. A New Method of Diatomaceous Earth Fractionation—A Bio-Raw Material Source for Epoxy-Based Composites. Materials. 2021; 14(7):1663. https://doi.org/10.3390/ma14071663
Chicago/Turabian StyleDobrosielska, Marta, Renata Dobrucka, Michał Gloc, Dariusz Brząkalski, Marcin Szymański, Krzysztof J. Kurzydłowski, and Robert E. Przekop. 2021. "A New Method of Diatomaceous Earth Fractionation—A Bio-Raw Material Source for Epoxy-Based Composites" Materials 14, no. 7: 1663. https://doi.org/10.3390/ma14071663
APA StyleDobrosielska, M., Dobrucka, R., Gloc, M., Brząkalski, D., Szymański, M., Kurzydłowski, K. J., & Przekop, R. E. (2021). A New Method of Diatomaceous Earth Fractionation—A Bio-Raw Material Source for Epoxy-Based Composites. Materials, 14(7), 1663. https://doi.org/10.3390/ma14071663