
Effect of Zr Addition on the Mechanical Properties and Superplasticity of a Forged SP700 Titanium Alloy

Abstract
:1. Introduction
2. Materials and Experimental Procedure
3. Results and Discussion
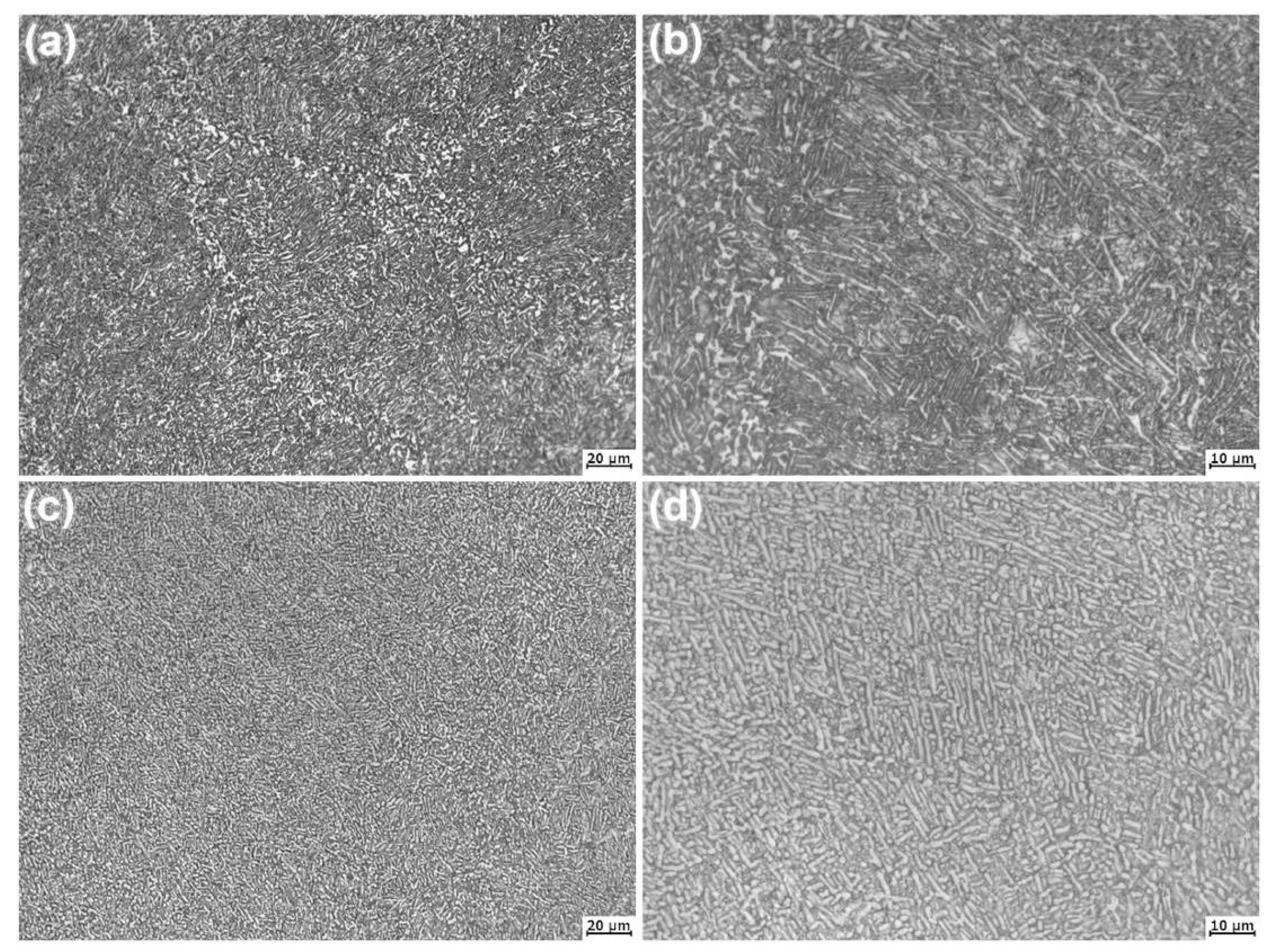
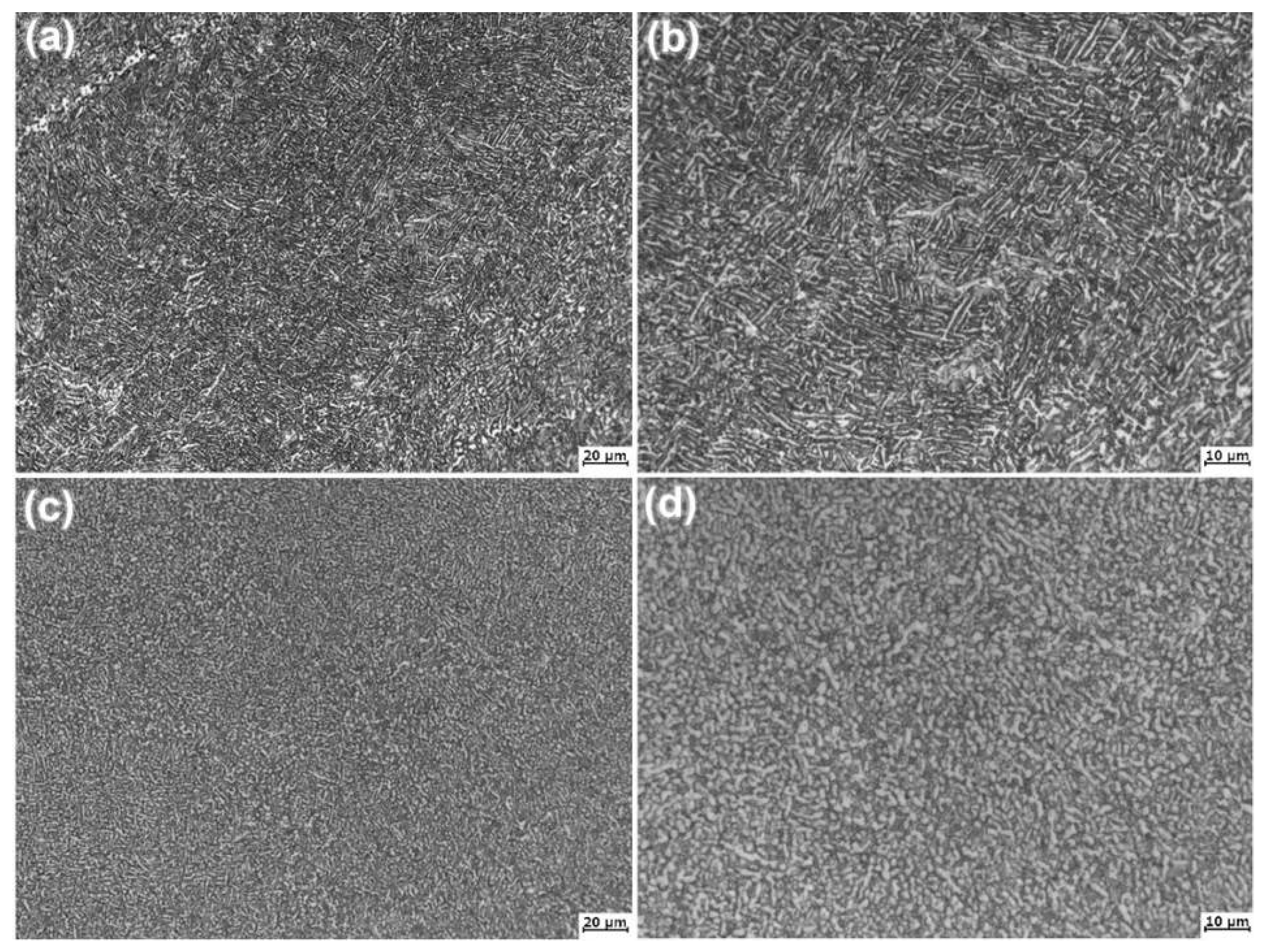
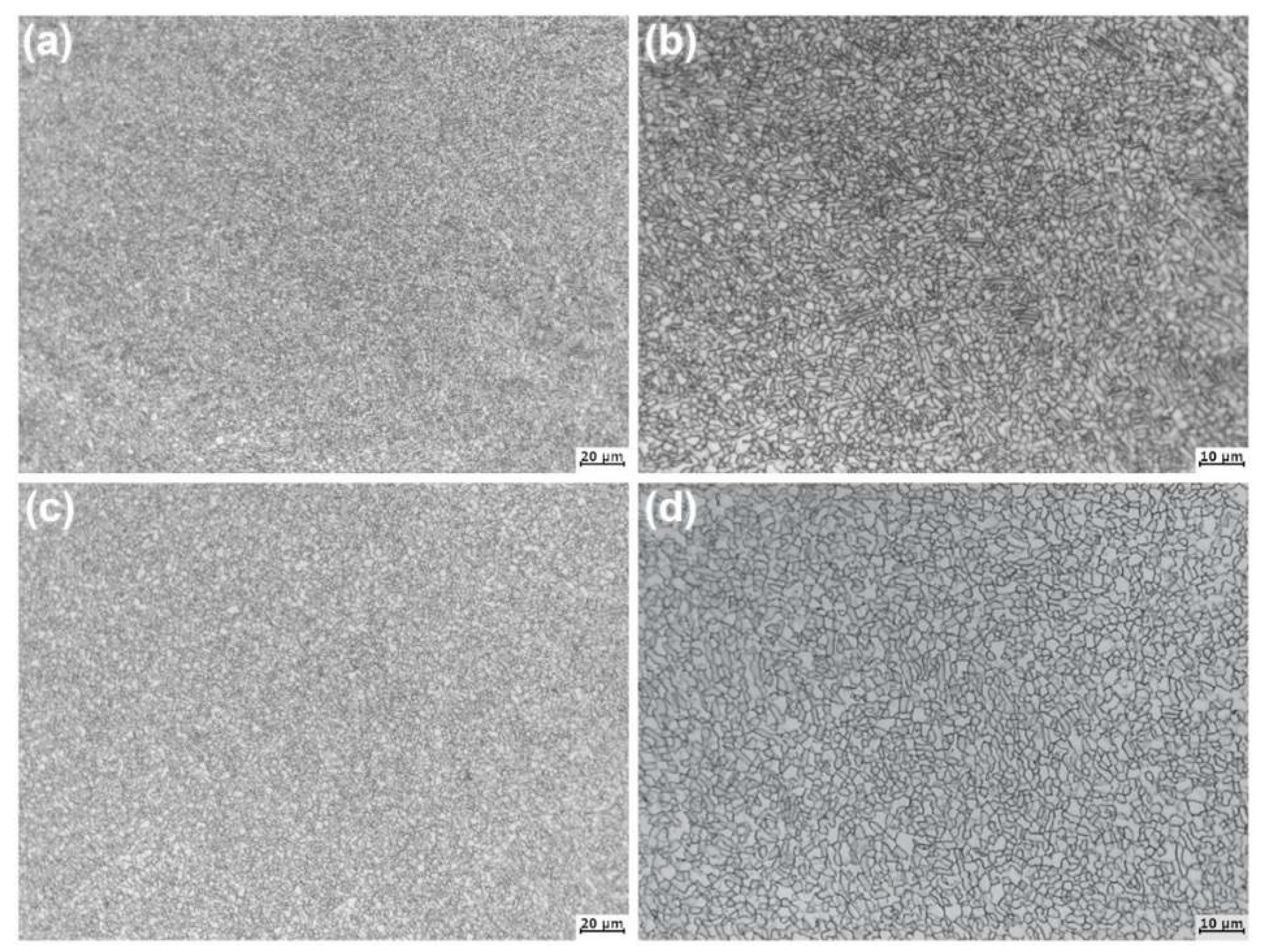
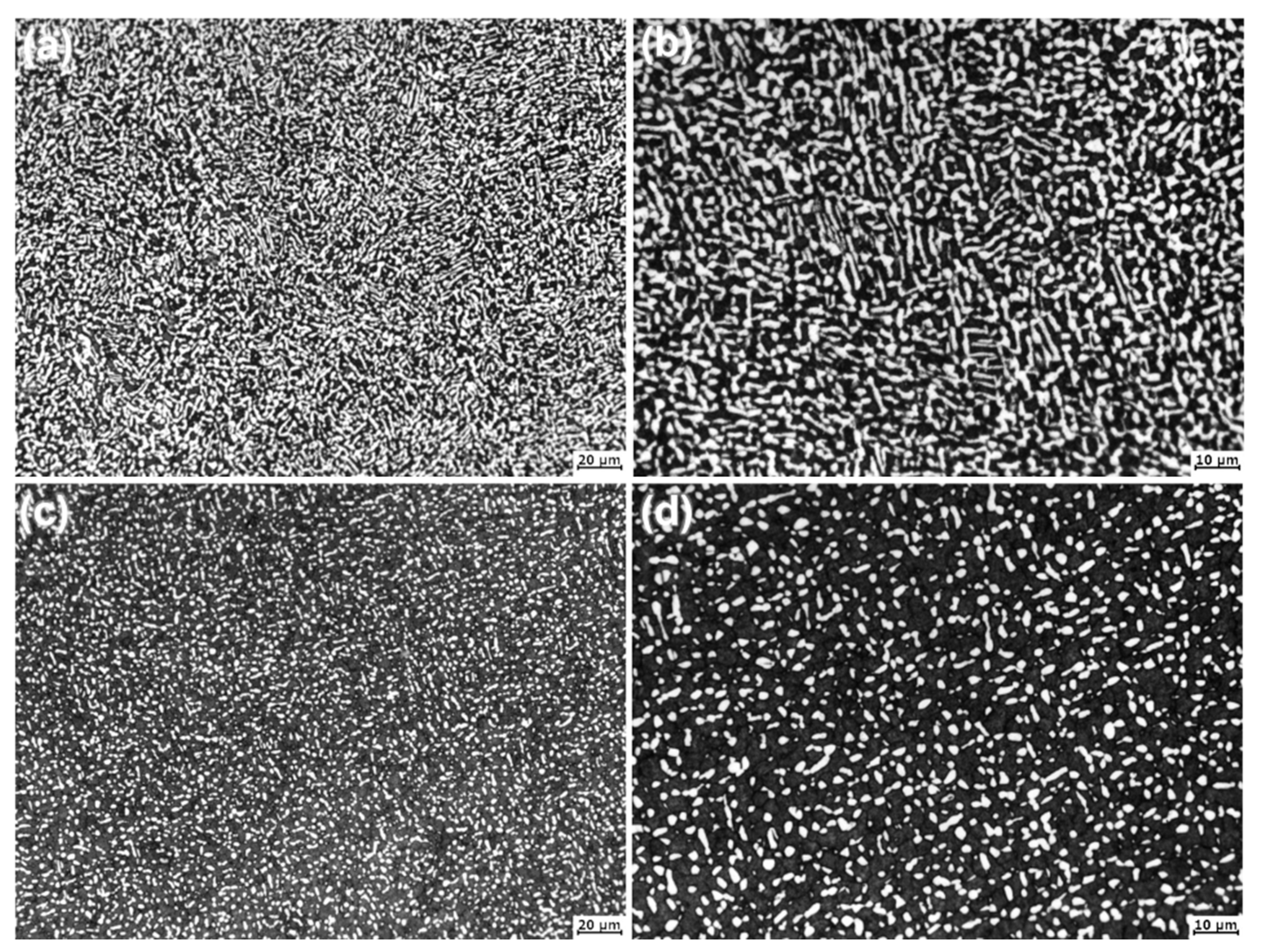
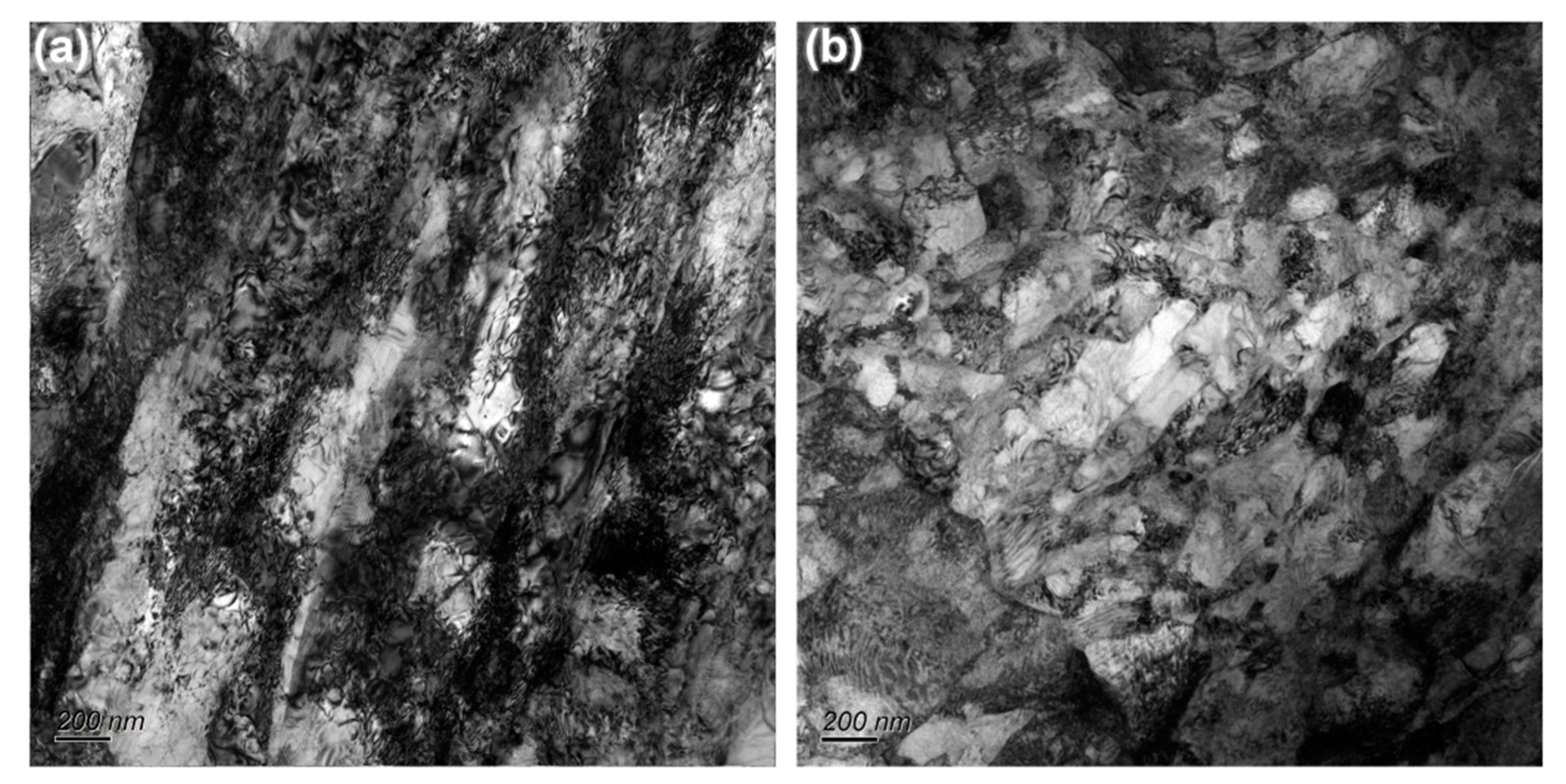
3.1. Microstructures
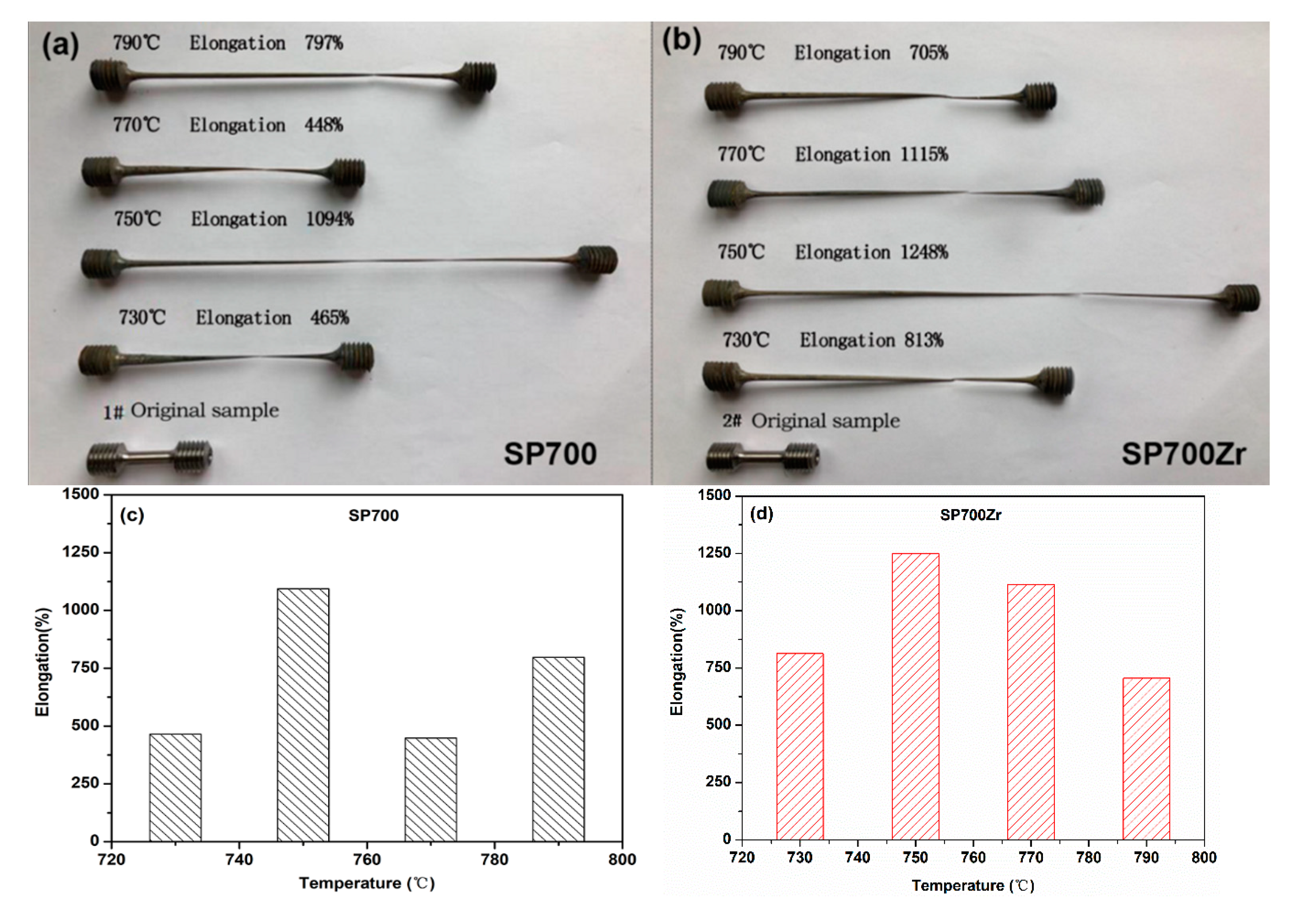
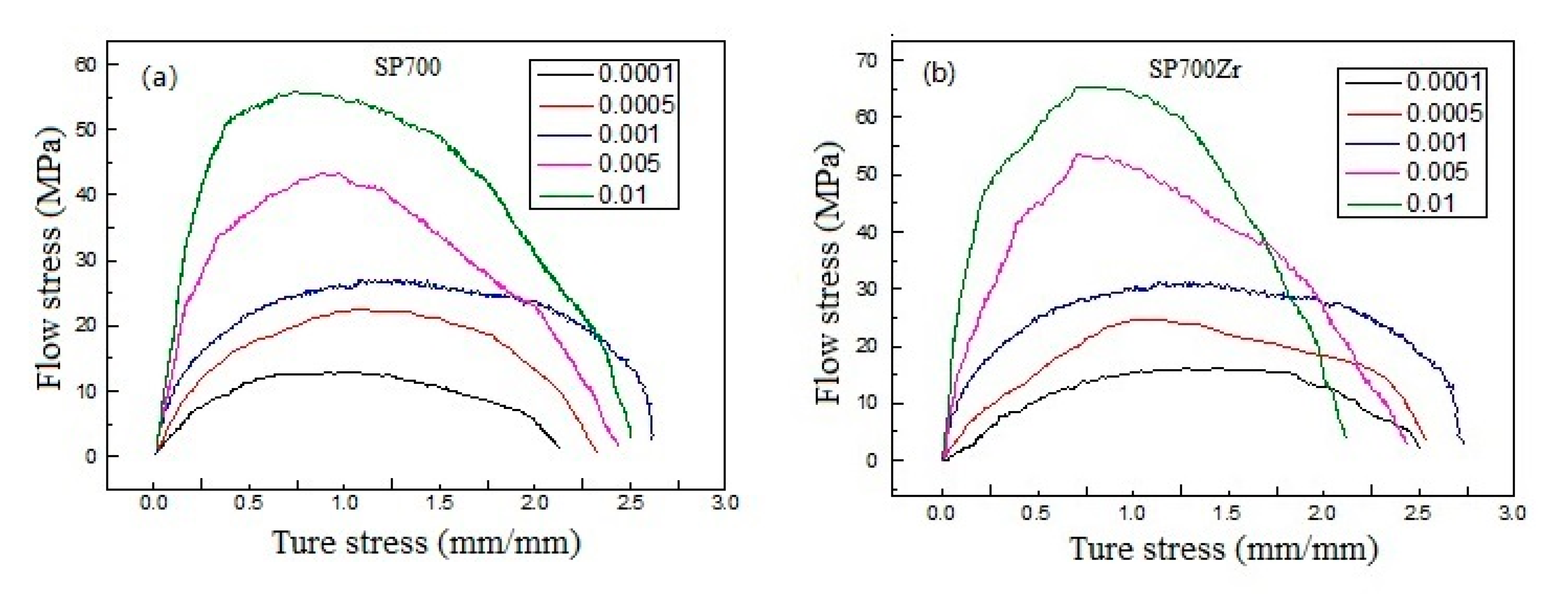
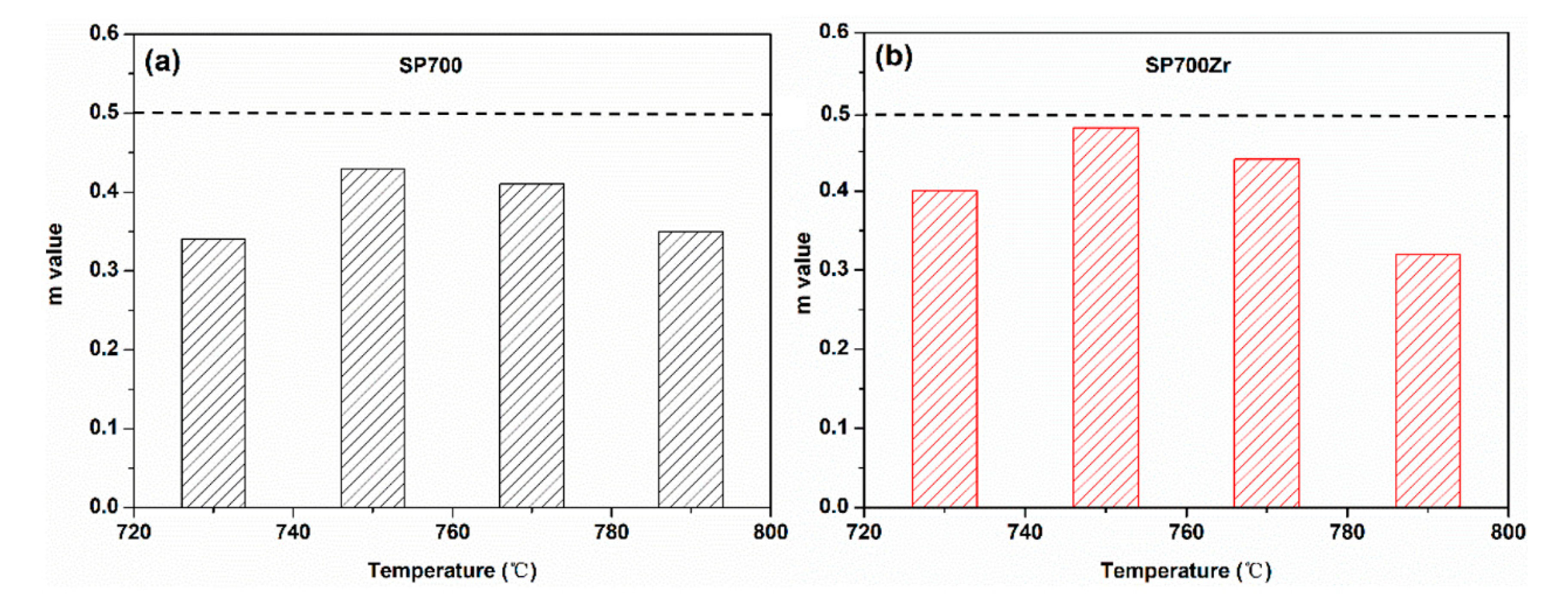
3.2. Mechanical and Superplastic Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jing, Y.; Yue, X.; Gao, X.; Su, D.; Hou, J. The influence of Zr content on the performance of TiZrCuNi brazing filler. Mater. Sci. Eng. A 2016, 678, 190–196. [Google Scholar] [CrossRef]
- Jing, Y.; Su, D.; Gao, X.; Yue, S. Study on brazing process of honeycomb structure with heterogeneous titanium alloy. Mater. Sci. Eng. A 2016, 678, 190–196. [Google Scholar] [CrossRef]
- Guo, W.; Qi, D.; Yang, J.; Li, F.; Hua, Y.; Yu, W. Effect of Zr content on properties of Ti-Zr-Cu-Ni filler metal and its brazed joint. J. Beijing Univ. Aeronautics Astronaut. 2015, 41, 2029–2035. [Google Scholar]
- Wisbey, A.; Geary, B.; Davies, D.P.; Ward-Close, C.M. Superplastic deformation and diffusion bonding of the low deformation temperature titanium alloy SP700. Mater. Sci. Forum 1994, 170, 293–298. [Google Scholar] [CrossRef]
- Ishikawa, M.; Ogawa, A.; Takahashi, K. Development of a New Titanium Alloy: SP-700. Mater. Jpn. 1992, 31, 559–561. [Google Scholar]
- Langdon, T.G. Seventy-five years of superplasticity: Historic developments and new opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Wei, S.; Zhu, G.; Tasan, C.C. Slip-twinning interdependent activation across phase boundaries: An in-situ investigation of a Ti-Al-V-Fe (α + β) alloy. Acta Mater. 2021, 206, 116520. [Google Scholar] [CrossRef]
- Alabort, E.; Kontics, P.; Barba, D.; Dragnevski, K.; Reed, R.C. On the mechanisms of superplasticity in Ti-6Al-4V. Acta Mater. 2016, 105, 449–463. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.W.; Park, C.H.; Hong, J.K.; Yeom, J.T. Development of sub-grained α + β Ti alloy with high yield strength showing twinning and transformation induced plasticity. J. Alloys Compd. 2020, 813, 152102. [Google Scholar] [CrossRef]
- Semiatin, S.L. An overview of the thermomechanical processing of α/β titanium alloys: Current status and future research opportunities. Metal. Mater. Trans. A 2020, 51, 2594–2625. [Google Scholar] [CrossRef] [Green Version]
- Santhosh, R.; Geetha, M.; Saxena, V.K.; Nageswararao, M. Studies on single and duplex aging of metastable beta titanium alloy Ti-15V-3Cr-3Al-3Sn. J. Alloys Compd. 2014, 605, 222–249. [Google Scholar] [CrossRef]
- Ma, J.; Wang, Q. Aging characterization and application of Ti-15-3 alloy. Mater. Sci. Eng. A 1998, 243, 150–154. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys-an overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Liaw, D.W.; Shiue, R.K. Brazing of Ti-6Al-4V and niobium using three silver-base braze alloys. Metall. Mater. Trans. A 2005, 36, 2415–2427. [Google Scholar]
- Zhou, W.; Souissi, M.; Abe, T.; Sahara, R.; Sit, P.; Tsuchiva, K. Evaluating the phase stability of binary titanium alloy Ti-X (X=Mo, Nb, Al and Zr) using first-principles calculations and a Debye model. Calphad 2020, 71, 102207. [Google Scholar] [CrossRef]
- Sudhakar, K.V.; Wood, E. Superplastic Grade Titanium Alloy: Comparative Evaluation of Mechanical Properties, Microstructure, and Fracture Behavior. J. Mater. 2016, 2016, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Ogawa, A. Advantages of high-formability SP-700 Titanium alloy and its applications. New Prod. Technol. 2005, 5, 74–76. [Google Scholar]
- Kaibyshev, O.A. Superplasticity of Alloys, Intermetallics and Ceramics; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Nieh, T.G.; Wadsworth, J.; Sherby, O.D. Superplasticity in Metals and Ceramics; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Babaréko, A.A.; Égiz, I.V.; Khorev, A.I.; Martynova, M.M.; Samarin, E.B. Superplasticity of titanium alloys of different classes. Met. Sci. Heat Treat. 1995, 37, 251–256. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Pshenichnyuk, A.I. Superplasticity and Grain Boundaries in Ultrafine-Grained Materials. Woodhead Publishing Ltd.: Cambridge, UK, 2011. [Google Scholar]
- Naydenkin, E.V.; Ratochka, I.V.; Mishin, I.P.; Lykova, O.N.; Varlamova, N.V. The effect of interfaces on mechanical and superplastic properties of titanium alloys. J. Mater. Sci. 2017, 8, 4164–4171. [Google Scholar] [CrossRef]
- Roger, R.; Collings, E.W.; Welsch, G. Materials Properties Handbook: Titanium Alloys; ASM International: Almere, The Nederland, 1993. [Google Scholar]
- Dang, P.; Luo, W.; L, P.; Zhou, Y.; Li, H. Influence of heat treatment on microstructure and mechanical properties of SP700 titanium alloy sheet. Hot Working Technol. 2021, 6, 123–126. [Google Scholar]
- Zhang, G.; Zhang, F. Effect of heat treatment process on structures and properties of SP700 titanium alloy. Chin. J. Nonferrous Metals. 2010, 20, 664–669. [Google Scholar]
- Huang, J. Development and application of SP-700 Ti alloy. Rare Metals Cem. Carbides. 1998, 134, 58–62. [Google Scholar]
- Shekhar, S.; Sarkar, R.; Bhattacharjee, S.K.K.A. Effect of solution treatment and aging on microstructure and tensile properties of high strength β titanium alloy, Ti-5Al-5V-5Mo-3Cr. Mater. Des. 2015, 66, 596–610. [Google Scholar] [CrossRef]
- Zhang, X.; Sun, G.; Zai, W.; Jiang, Y.; Jiang, Z.; Han, S.; Bi, G.; Fang, D.; Lian, J. Effects of temperature and strain rate on deformation behaviors of an extruded Mg-5Zn-2.5Y-1Ce-0.5Mn alloy. Mater. Sci. Eng. A 2021, 799, 140–141. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Actual Chemical Compositions (wt.%) | |||||
|---|---|---|---|---|---|---|
| Ti | Al | V | Mo | Fe | Zr | |
| SP700 | Balance | 4.5 | 3.0 | 2.0 | 2.0 | 0 |
| SP700Zr | Balance | 4.0 | 3.2 | 2.0 | 2.0 | 1.0 |
| No. | Heat Treatment Schedules |
|---|---|
| HT1 (higher temperature 1) | 710 °C 1 h Air Cooling (AC) |
| HT2 (higher temperature 2) | 820 °C 1 h AC |
| HT3 (higher temperature 3) | 820 °C 1 h + 500 °C 6 h AC |
| Alloys | Heat Treatment | Mechanical Properties | ||
|---|---|---|---|---|
| Ultimate Tensile Strength (MPa) | Tensile Yield Strength (MPa) | Elongation (%) | ||
| SP700 | HT1 | 1002 ± 2.5 | 965 ± 1.6 | 16 ± 0.3 |
| HT2 | 969 ± 6.2 | 904 ± 7.5 | 17 ± 0.3 | |
| HT3 | 1203 ± 3.5 | 1107 ± 4.5 | 10 ± 0.5 | |
| SP700Zr | HT1 | 962 ± 4.5 | 926 ± 6.0 | 17 ± 0.5 |
| HT2 | 964 ± 6.0 | 861 ± 7.2 | 15 ± 0.5 | |
| HT3 | 1296 ± 5.0 | 1185 ± 6.5 | 10 ± 0.3 | |
| Alloys | Temperature (°C) | Mechanical Properties | ||
|---|---|---|---|---|
| Ultimate Tensile Strength (MPa) | Tensile Yield Strength (MPa) | Elongation (%) | ||
| SP700 | 730 | 31 ± 0.6 | 28 ± 0.5 | 465 ± 0.5 |
| 750 | 27 ± 0.3 | 24 ± 0.5 | 1094 ± 0.6 | |
| 770 | 18 ± 0.5 | 16 ± 0.6 | 448 ± 0.5 | |
| 790 | 13 ± 0.1 | 11 ± 08 | 797 ± 1.0 | |
| SP700Zr | 730 | 34 ± 0.8 | 30 ± 0.6 | 813 ± 0.8 |
| 750 | 31 ± 0.3 | 28 ± 0.2 | 1248 ± 0.5 | |
| 770 | 25 ± 0.1 | 22 ± 0.6 | 1115 ± 0.7 | |
| 790 | 18 ± 0.3 | 16 ± 0.2 | 705 ± 0.8 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, D.; Zhao, Y.; Zeng, W. Effect of Zr Addition on the Mechanical Properties and Superplasticity of a Forged SP700 Titanium Alloy. Materials 2021, 14, 906. https://doi.org/10.3390/ma14040906
Han D, Zhao Y, Zeng W. Effect of Zr Addition on the Mechanical Properties and Superplasticity of a Forged SP700 Titanium Alloy. Materials. 2021; 14(4):906. https://doi.org/10.3390/ma14040906
Chicago/Turabian StyleHan, Dong, Yongqing Zhao, and Weidong Zeng. 2021. "Effect of Zr Addition on the Mechanical Properties and Superplasticity of a Forged SP700 Titanium Alloy" Materials 14, no. 4: 906. https://doi.org/10.3390/ma14040906
APA StyleHan, D., Zhao, Y., & Zeng, W. (2021). Effect of Zr Addition on the Mechanical Properties and Superplasticity of a Forged SP700 Titanium Alloy. Materials, 14(4), 906. https://doi.org/10.3390/ma14040906