
Temperature Influence on Formability and Microstructure of AZ31B during Electric Hot Temperature-Controlled Incremental Forming

Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
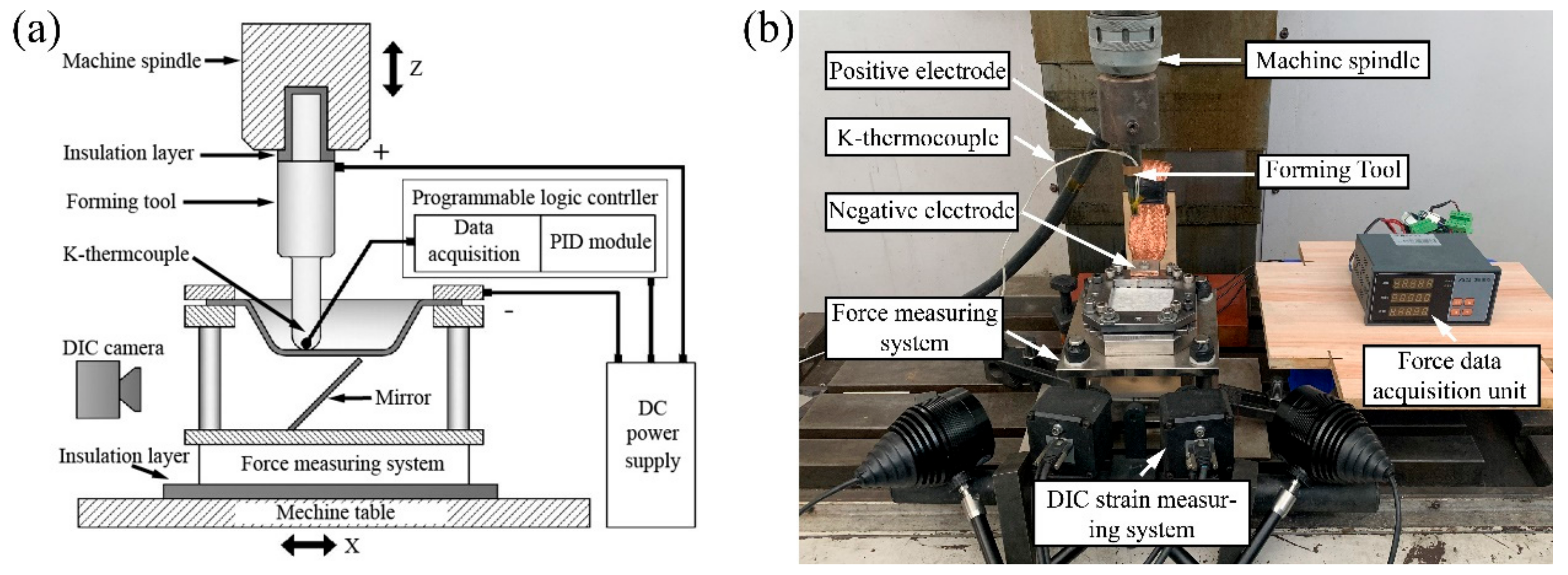
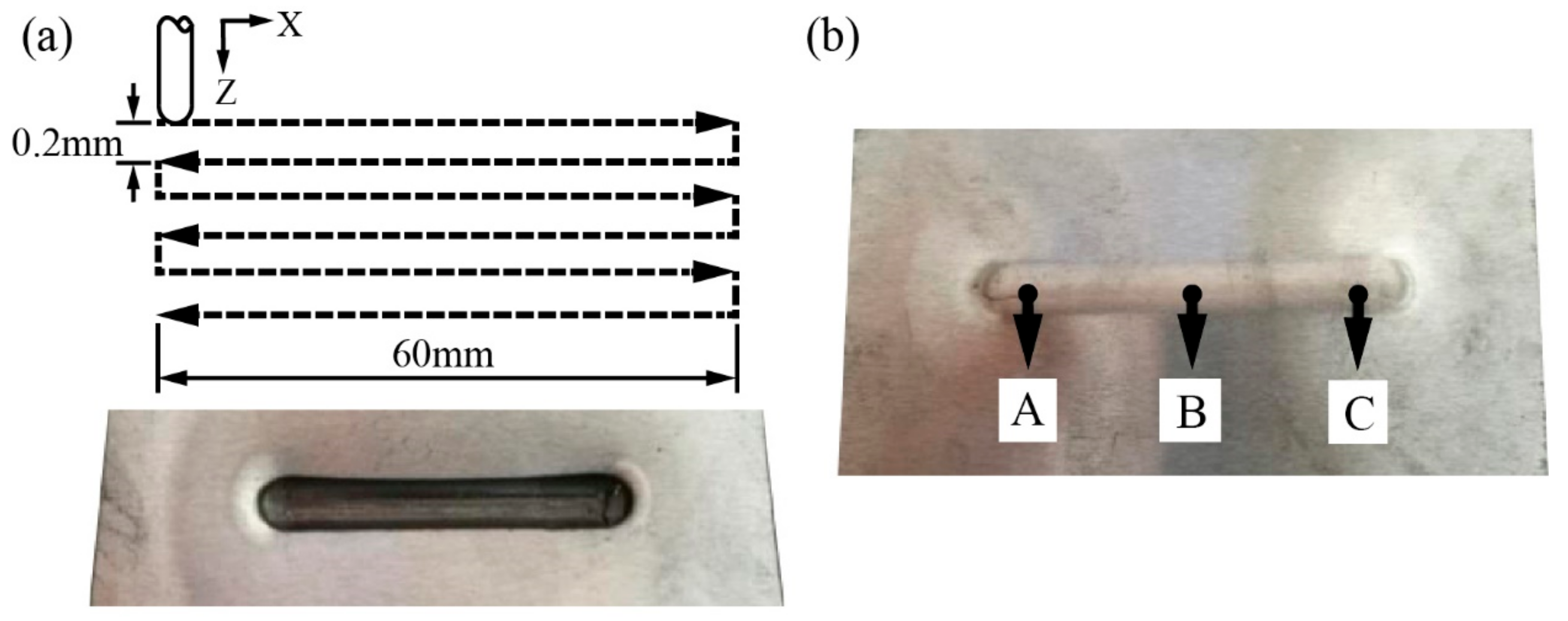
2. Experimental Procedure
3. Results and Discussions
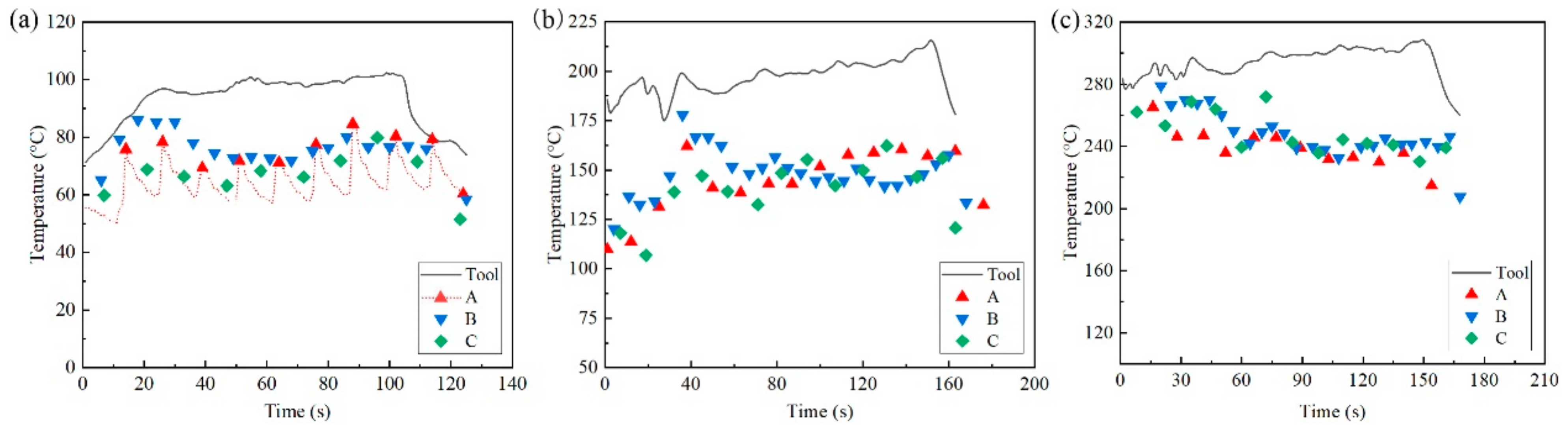
3.1. Temperature Difference
3.2. Formability
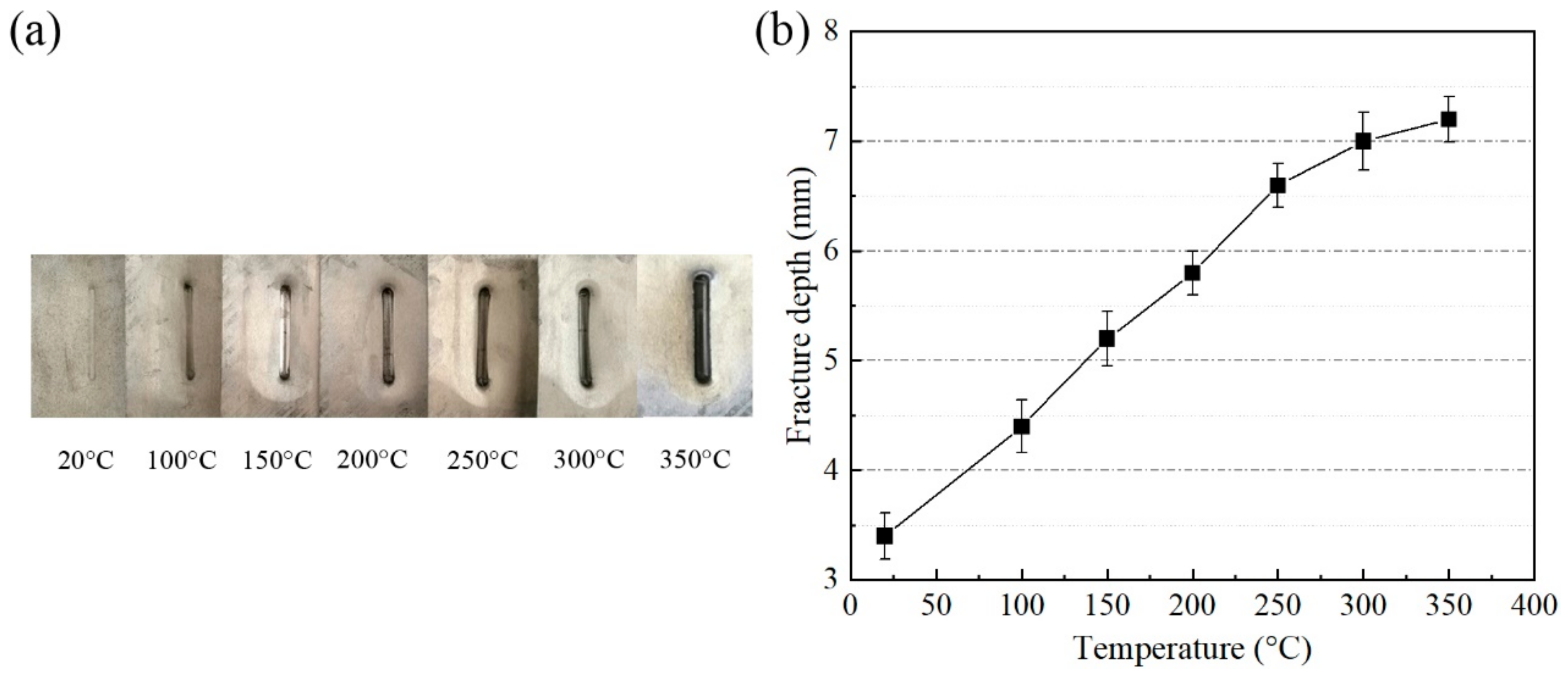
3.2.1. Fracture Depth
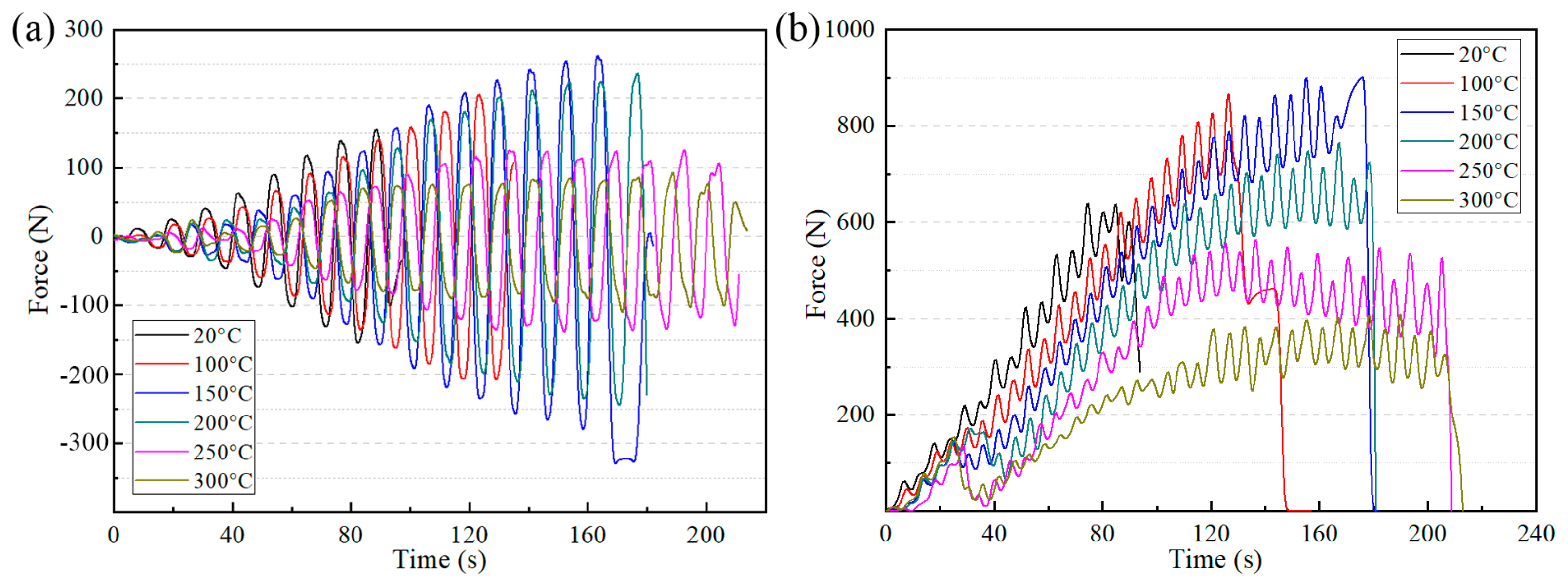
3.2.2. Deformation Force
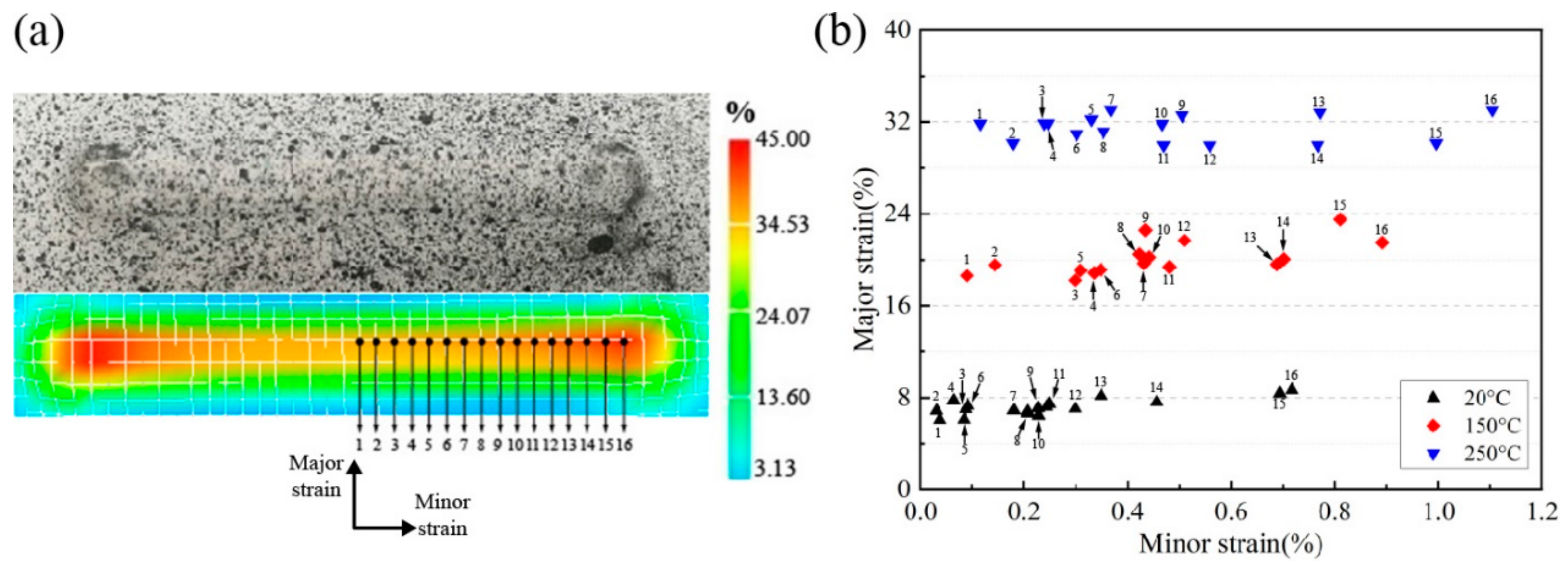
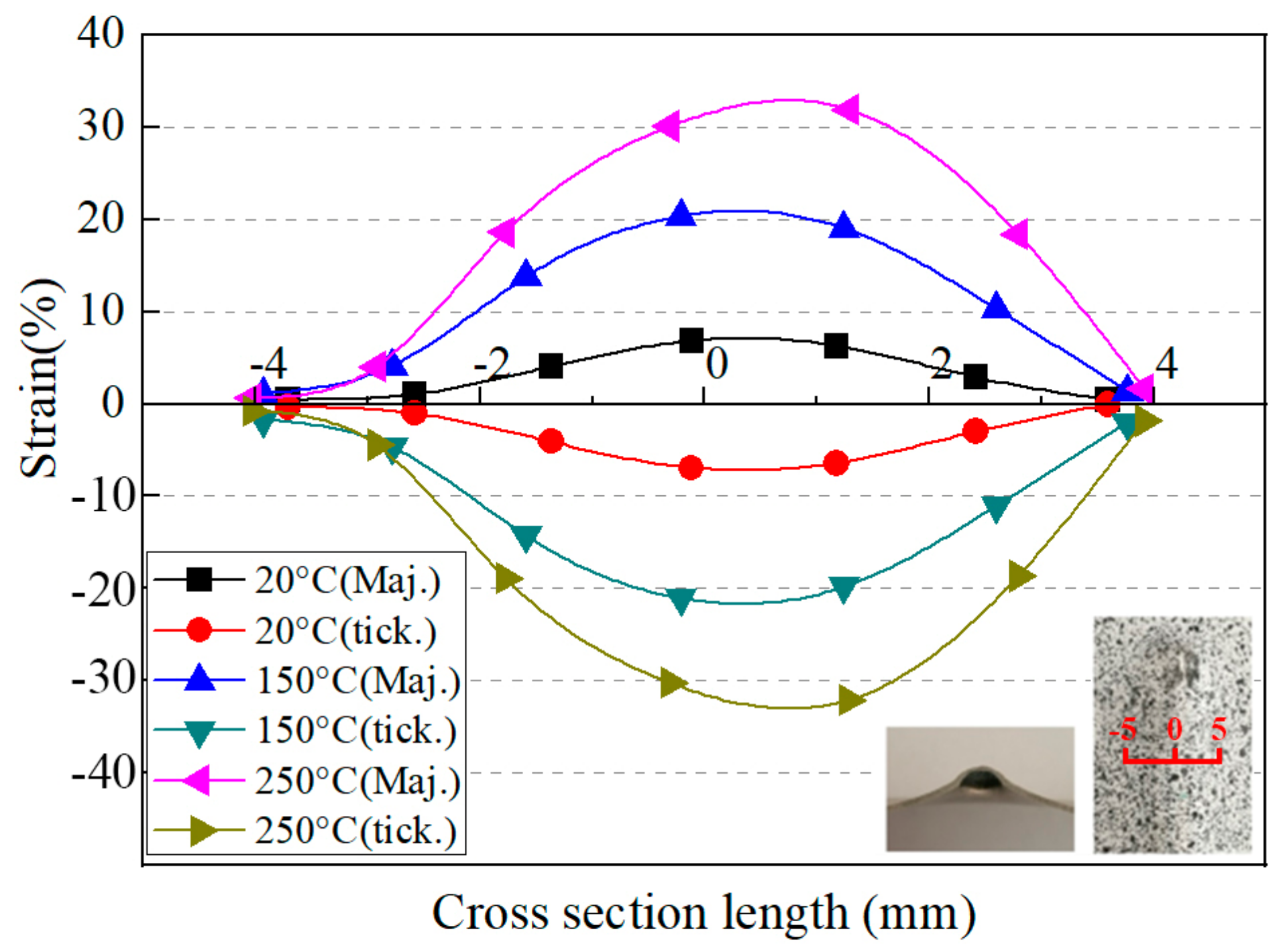
3.2.3. Strain Distribution
3.3. Microstructure Evolution
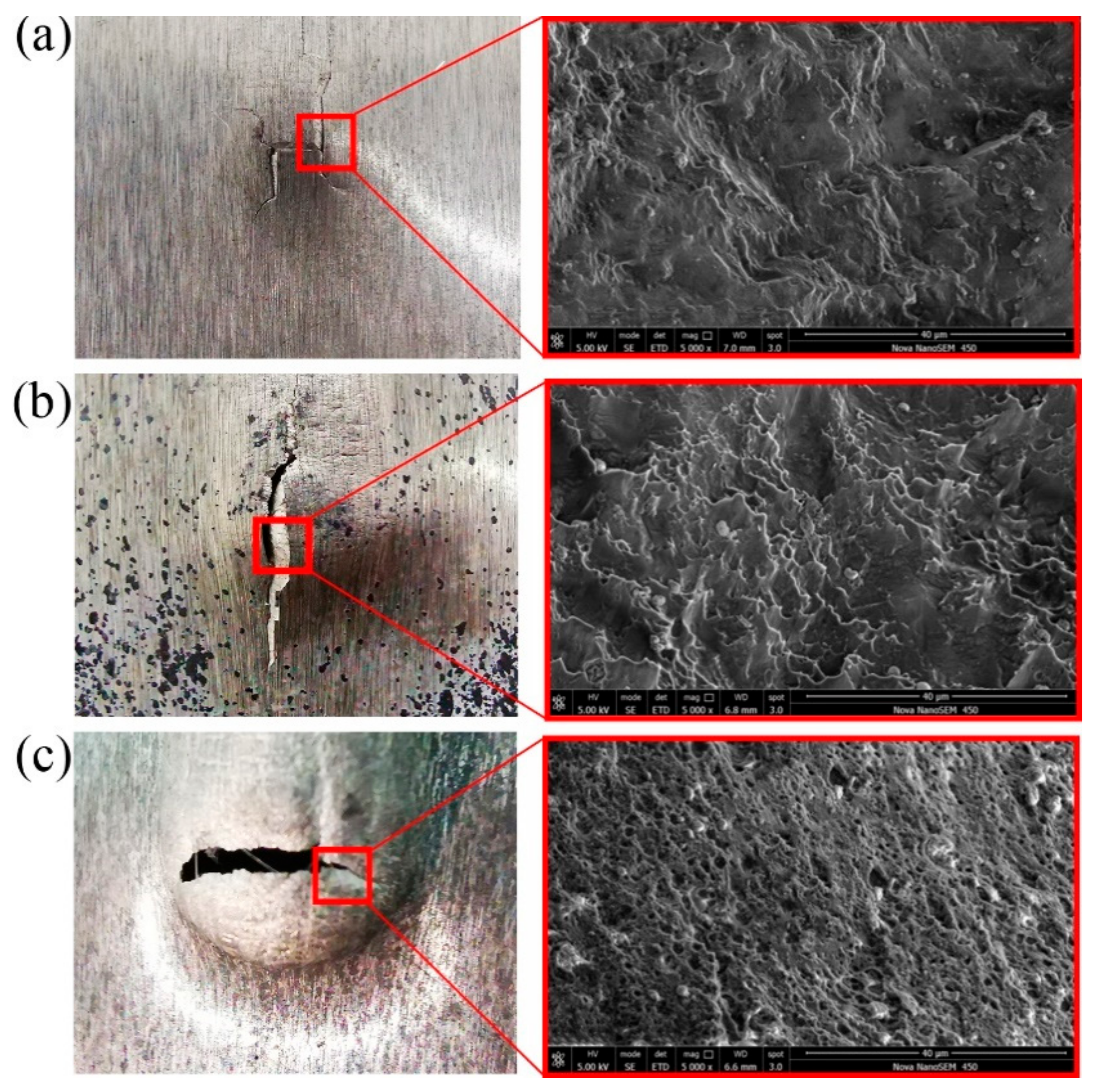
3.4. Fracture Characteristic
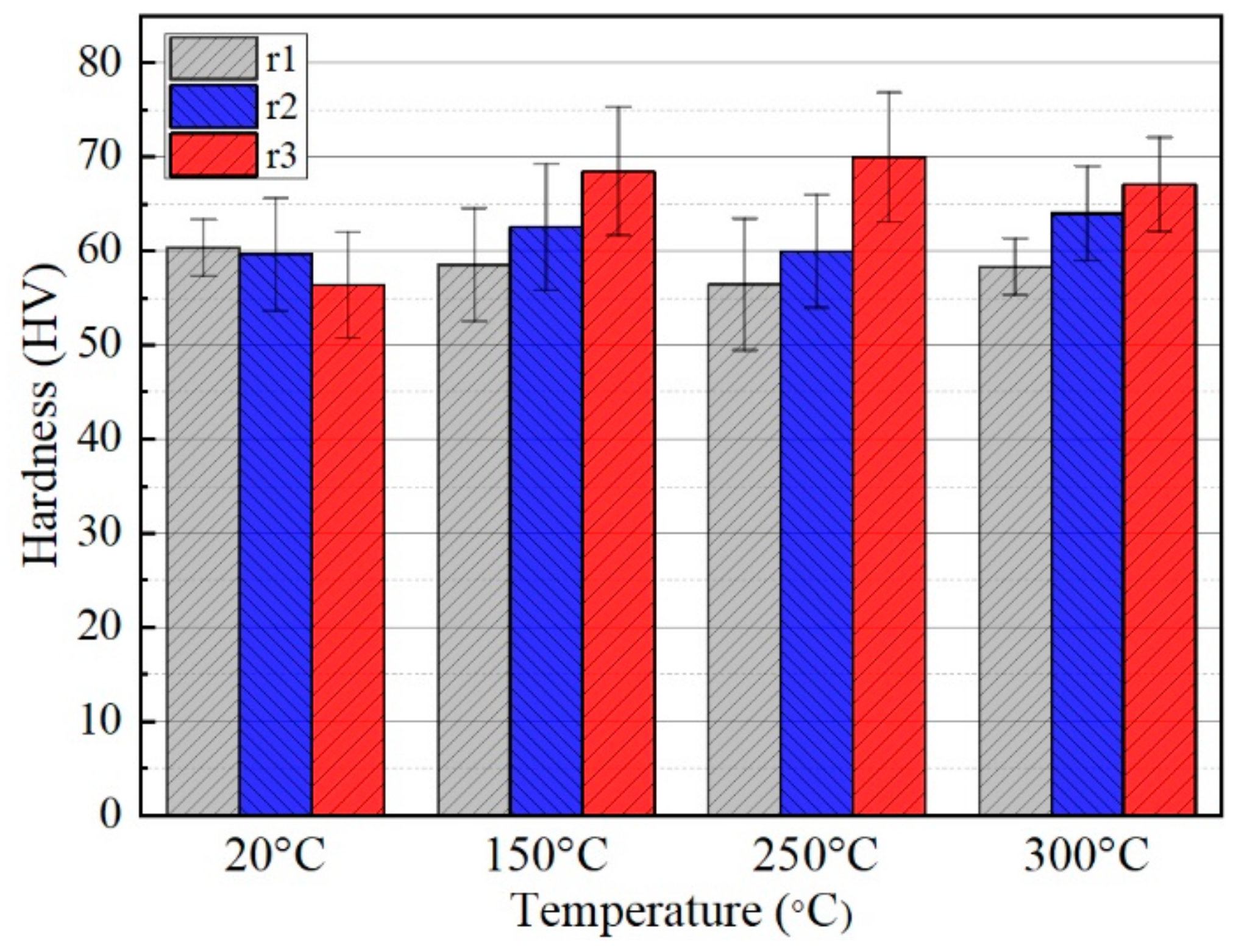
3.5. Microhardness
4. Conclusions
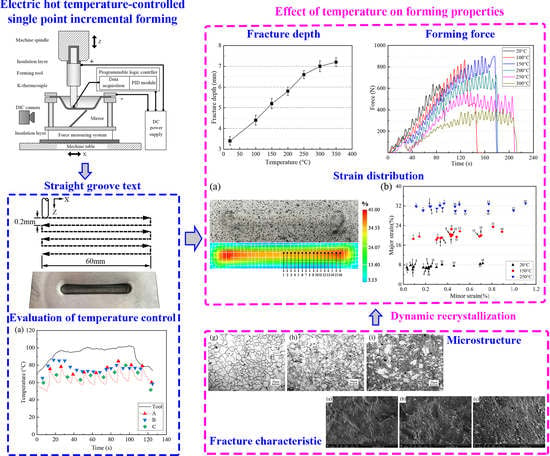
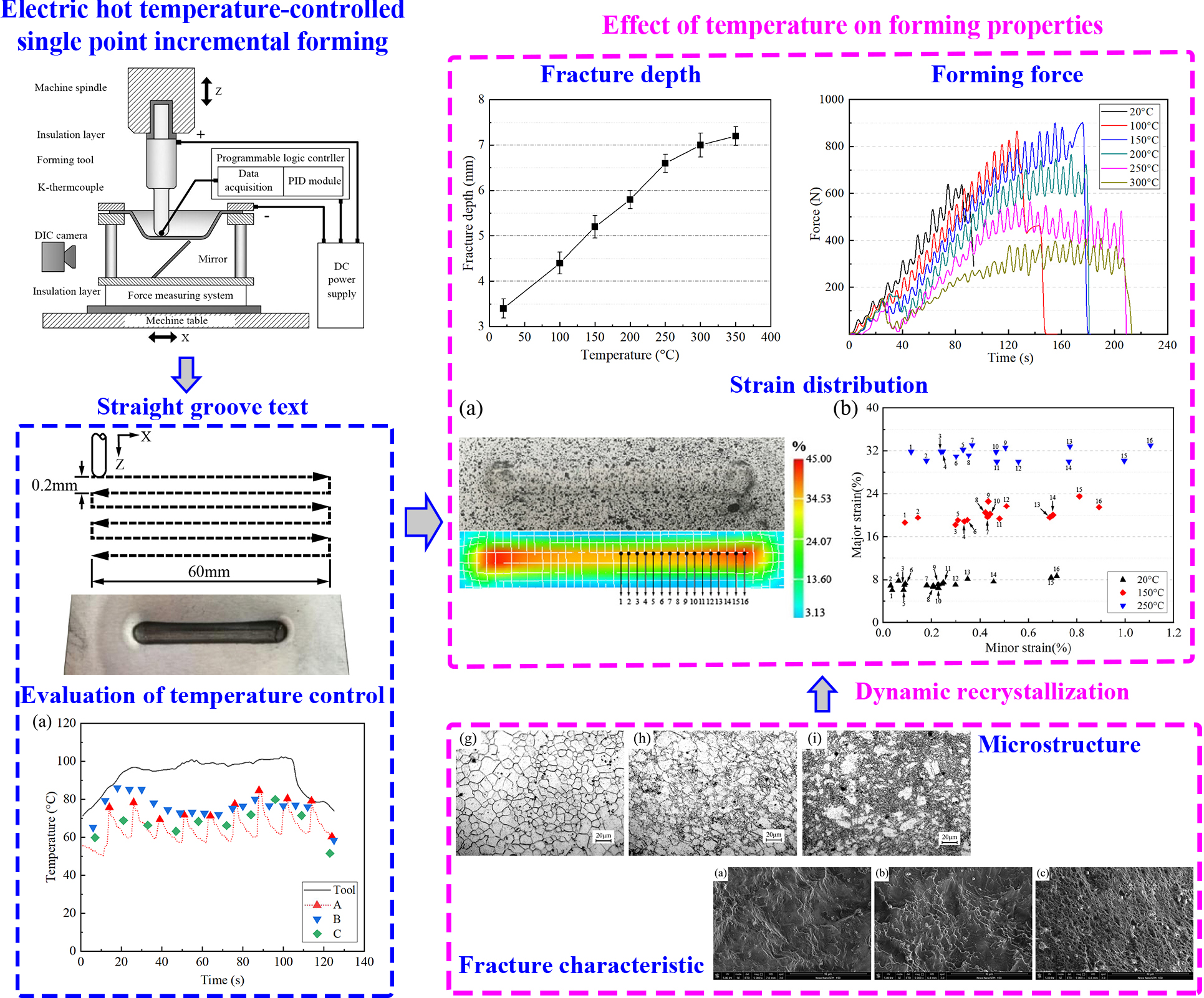
- The optimized controlled forming temperature of the AZ31B EHIF process was 300 °C. The fracture depth increased from 3.4 mm to 7.2 mm, which presented an increase of 112% compared with the traditional ISF at room temperature.
- The deformation force decreased and the major strain increased with the increasing temperature, which proved the formability enhancement of AZ31B sheet. The forming force dropped significantly and remained stable when the set temperature was higher than 250 °C.
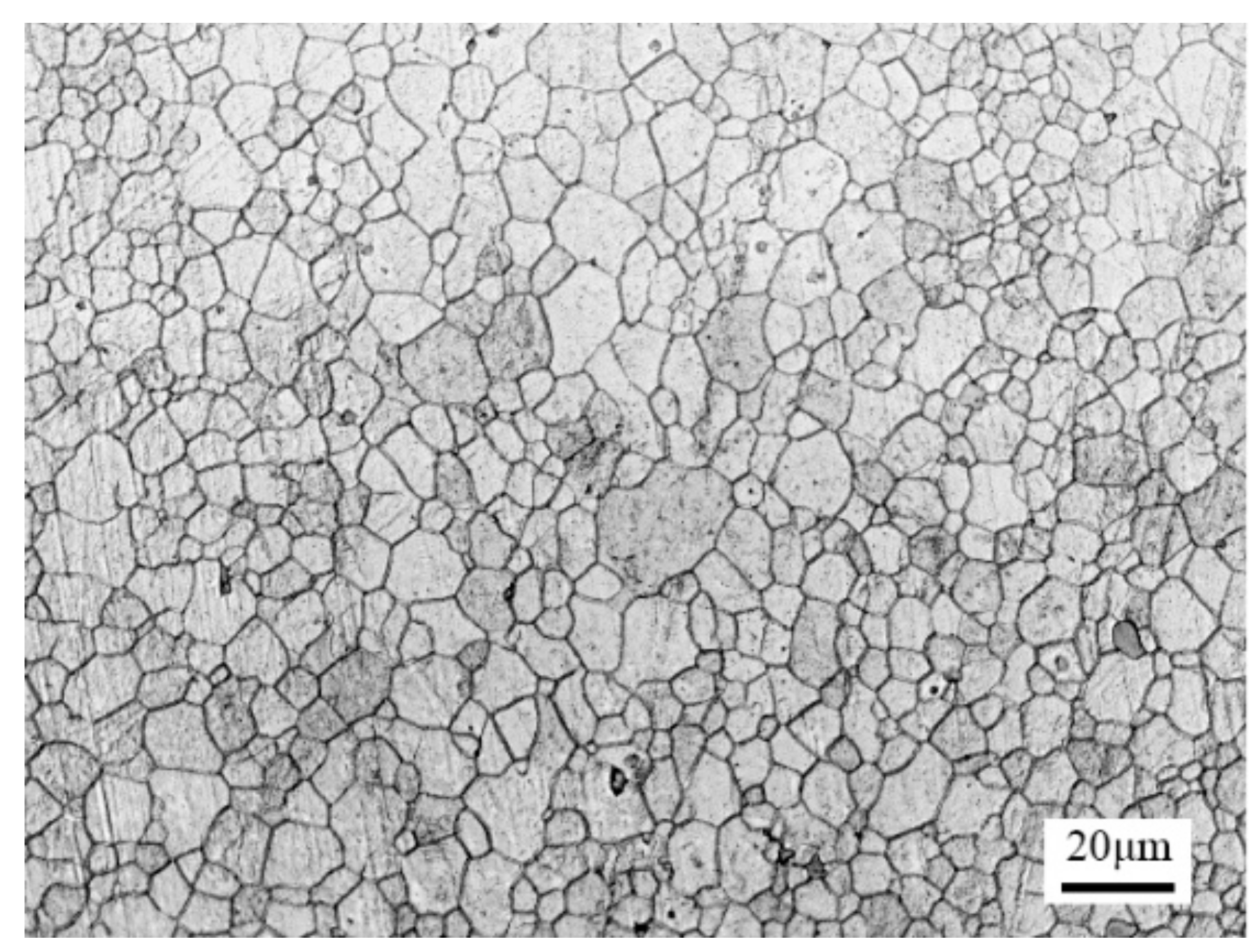
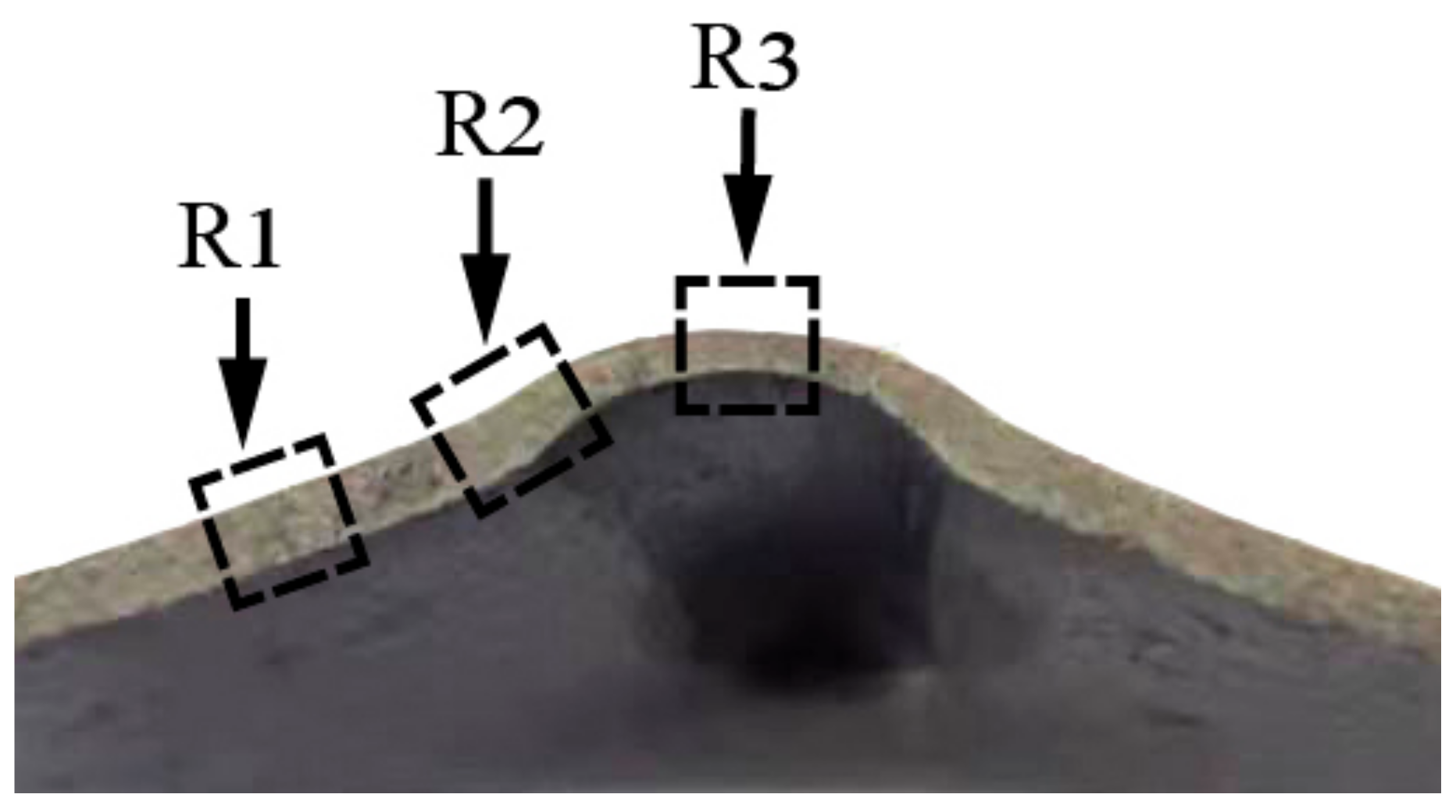
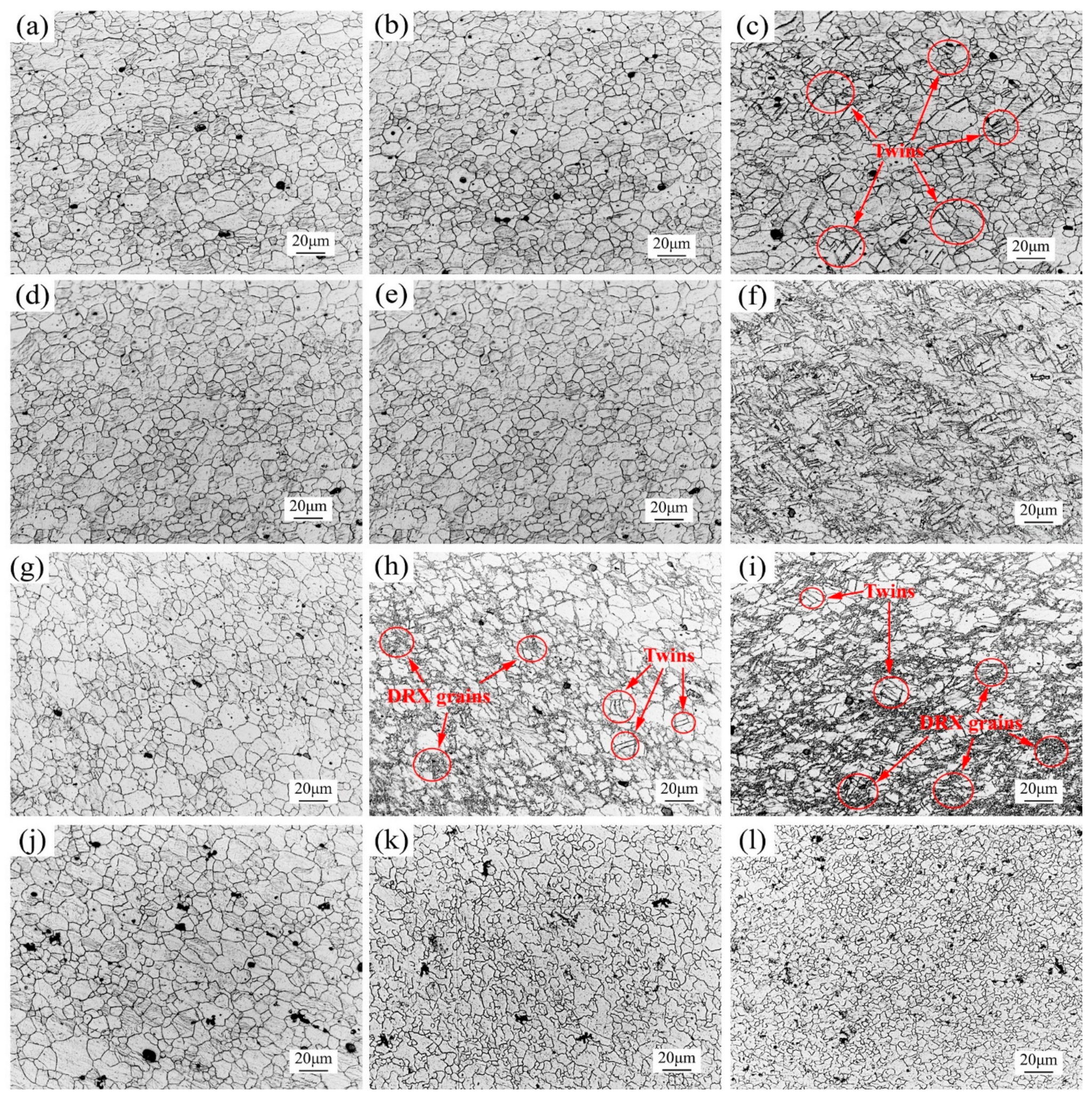
- The temperature presented the greatest influence on the microstructure of the final forming zone when compared with the bending forming zone and the middle forming zone. DRX became the main deformation coordination mechanism above 250 °C and significantly improved the formability of AZ31B sheet.
- The fracture behavior of specimens changed from the typical brittle fracture to the ductile fracture from 20 °C to 250 °C due to the improvement in plasticity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mendelson, S. Dislocation Dissociations in Hcp Metals. J. Appl. Phys. 1970, 41, 1893–1910. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, Twinning, and Fracture in Hexagonal Close-Packed Metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Do, V.-C.; Pham, Q.-T.; Kim, Y.-S. Identification of Forming Limit Curve at Fracture in Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2017, 92, 4445–4455. [Google Scholar] [CrossRef]
- Ji, Y.H.; Park, J.J. Formability of Magnesium AZ31 Sheet in the Incremental Forming at Warm Temperature. J. Mater. Process. Technol. 2008, 201, 354–358. [Google Scholar] [CrossRef]
- Shim, M.S.; Park, J.J. The Formability of Aluminum Sheet in Incremental Forming. J. Mater. Process. Technol. 2001, 113, 654–658. [Google Scholar] [CrossRef]
- Zhang, Q.; Guo, H.; Xiao, F.; Gao, L.; Bondarev, A.B.; Han, W. Influence of Anisotropy of the Magnesium Alloy AZ31 Sheets on Warm Negative Incremental Forming. J. Mater. Process. Technol. 2009, 209, 5514–5520. [Google Scholar] [CrossRef]
- Ambrogio, G.; Bruschi, S.; Ghiotti, A.; Filice, L. Formability of AZ31 Magnesium Alloy in Warm Incremental Forming Process. Int. J. Mater. Form. 2009, 2, 5–8. [Google Scholar] [CrossRef]
- Xu, D.; Lu, B.; Cao, T.; Chen, J.; Long, H.; Cao, J. A Comparative Study on Process Potentials for Frictional Stir- And Electric Hot-Assisted Incremental Sheet Forming. Procedia Eng. 2014, 81, 2324–2329. [Google Scholar] [CrossRef]
- Zhang, S.; Tang, G.H.; Wang, W.; Jiang, X. Evaluation and Optimization on the Formability of an AZ31B Magnesium Alloy during Warm Incremental Sheet Forming Assisted with Oil Bath Heating. Measurement 2020, 157, 107673. [Google Scholar] [CrossRef]
- Xie, H.; Dong, X.; Ai, Z.; Wang, Q.; Peng, F.; Liu, K. Experimental Investigation on Electrically Assisted Cylindrical Deep Drawing of AZ31B Magnesium Alloy Sheet. Int. J. Adv. Manuf. Technol. 2016, 56, 1063–1069. [Google Scholar] [CrossRef]
- Jones, J.J.; Mears, L.; Roth, J.T. Electrically-Assisted Forming of Magnesium AZ31: Effect of Current Magnitude and Deformation Rate on Forgeability. J. Manuf. Sci. Eng. Trans. ASME 2012, 134, 3. [Google Scholar] [CrossRef]
- Fan, G.; Gao, L.; Hussain, G.; Wu, Z. Electric Hot Incremental Forming: A Novel Technique. Int. J. Mach. Tools Manuf. 2008, 48, 1688–1692. [Google Scholar] [CrossRef]
- Xu, D.K.; Lu, B.; Cao, T.T.; Zhang, H.; Chen, J.; Long, H.; Cao, J. Enhancement of Process Capabilities in Electrically-Assisted Double Sided Incremental Forming. Mater. Des. 2016, 92, 268–280. [Google Scholar] [CrossRef]
- Van Sy, L.; Nam, N. Hot Incremental Forming of Magnesium and Aluminum Alloy Sheets by Using Direct Heating System. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1099–1110. [Google Scholar] [CrossRef]
- Bao, W.; Chu, X.; Lin, S.; Gao, J. Experimental Investigation on Formability and Microstructure of AZ31B Alloy in Electropulse-Assisted Incremental Forming. Mater. Des. 2015, 87, 632–639. [Google Scholar] [CrossRef]
- Kim, Y.H.; Park, J.J. Effect of Process Parameters on Formability in Incremental Forming of Sheet Metal. J. Mater. Process. Technol. 2002, 130, 42–46. [Google Scholar] [CrossRef]
- Ao, D.; Chu, X.; Gao, J.; Yang, Y.; Lin, S. Experimental Investigation on the Deformation Behaviors of Ti-6Al-4V Sheet in Electropulsing-Assisted Incremental Forming. Int. J. Adv. Manuf. Technol. 2019, 104, 4243–4254. [Google Scholar] [CrossRef]
- Shrivastava, P.; Tandon, P. Microstructure and Testure Based Analysis of Forming Behavior and Deformation Mechanism of AA1050 Sheet during Single Point Incremental Forming. J. Mater. Process. Technol. 2019, 266, 292–310. [Google Scholar] [CrossRef]
- Koike, J.; Ohyama, R.; Kobayashi, T.; Suzuki, M.; Maruyama, K. Grain-Boundary Sliding in AZ31 Magnesium Alloys at Room Temperature to 523 K. Mater. Trans. 2003, 44, 445–451. [Google Scholar] [CrossRef]
- Koike, J.; Fujiyama, N.; Ando, D.; Sutou, Y. Roles of Deformation Twinning and Dislocation Slip in the Fatigue Failure Mechanism of AZ31 Magnesium Alloys. Scr. Mater. 2010, 63, 747–750. [Google Scholar] [CrossRef]
- Jonas, J.J.; Mu, S.; Al-Samman, T.; Gottstein, G.; Jiang, L.; Martin, E. The Role of Strain Accommodation during the Variant Selection of Primary Twins in Magnesium. Acta Mater. 2011, 59, 2046–2056. [Google Scholar] [CrossRef]
- Ning, Y.; Yao, Z.; Fu, M.W.; Guo, H. Dynamic Recrystallization of the Hot Isostatically Pressed P/M Superalloy FGH4096 in Hot Working Process. Mater. Sci. Eng. A 2010, 527, 6968–6974. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A Review of Dynamic Recrystallization Phenomena in Metallic Materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Prasad, N.S.; Naveen Kumar, N.; Narasimhan, R.; Suwas, S. Fracture Behavior of Magnesium Alloys-Role of Tensile Twinning. Acta Mater. 2015, 94, 281–293. [Google Scholar] [CrossRef]
- Zhou, G.; Li, Z.; Li, D.; Peng, Y.; Wang, H.; Wu, P. Misorientation Development in Continuous Dynamic Recrystallization of AZ31B Alloy Sheet and Polycrystal Plasticity Simulation. Mater. Sci. Eng. A 2018, 730, 438–456. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Chu, X.; Lin, S.; Bai, H.; Sun, J. Temperature Influence on Formability and Microstructure of AZ31B during Electric Hot Temperature-Controlled Incremental Forming. Materials 2021, 14, 810. https://doi.org/10.3390/ma14040810
Zhang H, Chu X, Lin S, Bai H, Sun J. Temperature Influence on Formability and Microstructure of AZ31B during Electric Hot Temperature-Controlled Incremental Forming. Materials. 2021; 14(4):810. https://doi.org/10.3390/ma14040810
Chicago/Turabian StyleZhang, Haoran, Xingrong Chu, Shuxia Lin, Huawei Bai, and Jiao Sun. 2021. "Temperature Influence on Formability and Microstructure of AZ31B during Electric Hot Temperature-Controlled Incremental Forming" Materials 14, no. 4: 810. https://doi.org/10.3390/ma14040810
APA StyleZhang, H., Chu, X., Lin, S., Bai, H., & Sun, J. (2021). Temperature Influence on Formability and Microstructure of AZ31B during Electric Hot Temperature-Controlled Incremental Forming. Materials, 14(4), 810. https://doi.org/10.3390/ma14040810