
Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
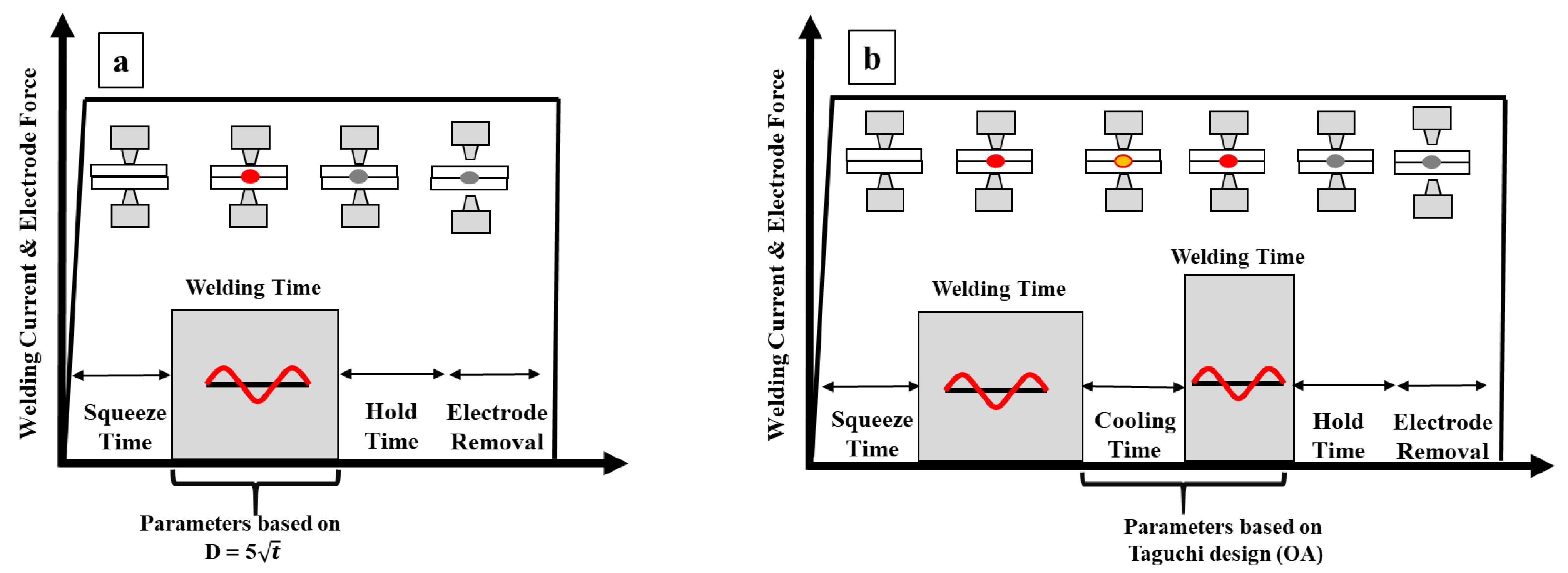
2.2. Resistance Spot-Welding Procedure
Design of Experiments (DOE) for DPW
2.3. Metallography
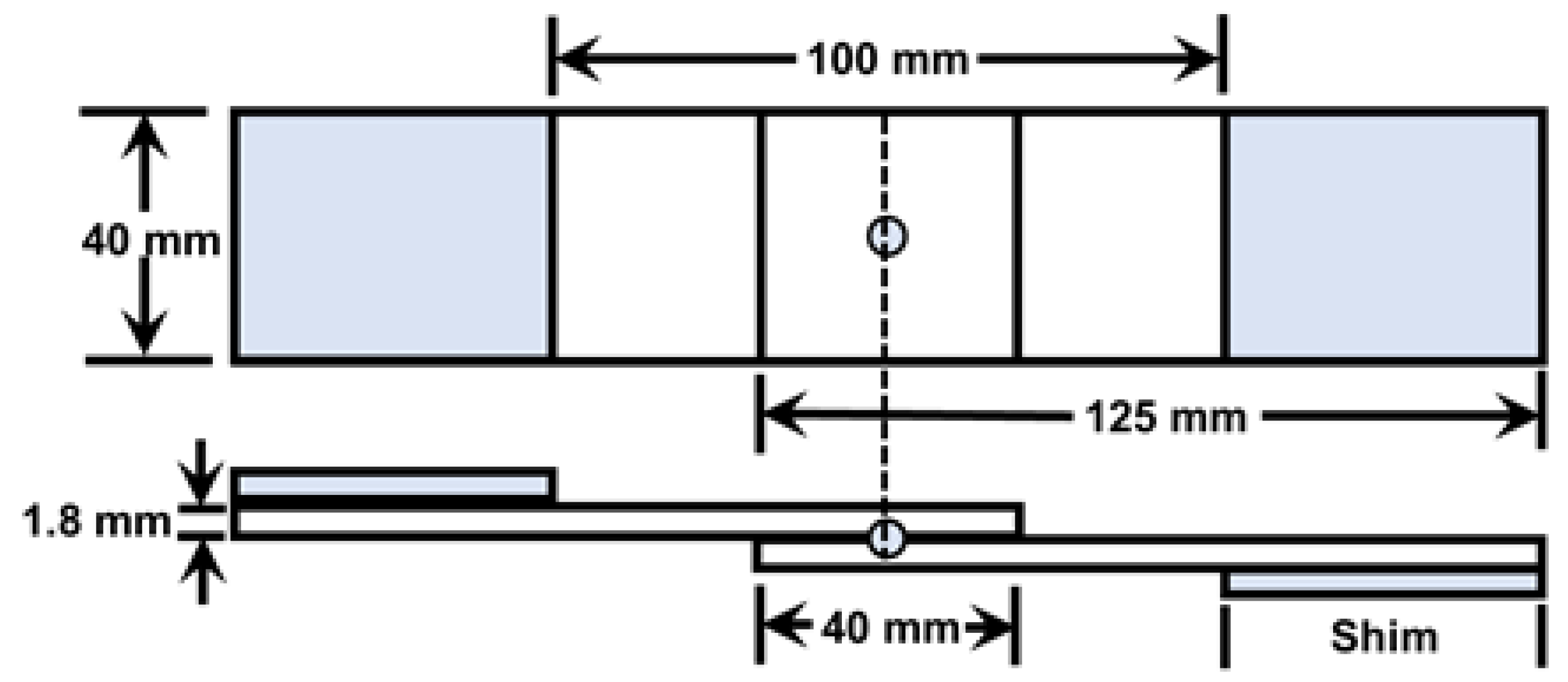
2.4. Mechanical Testing and Microhardness
3. Results and Discussion
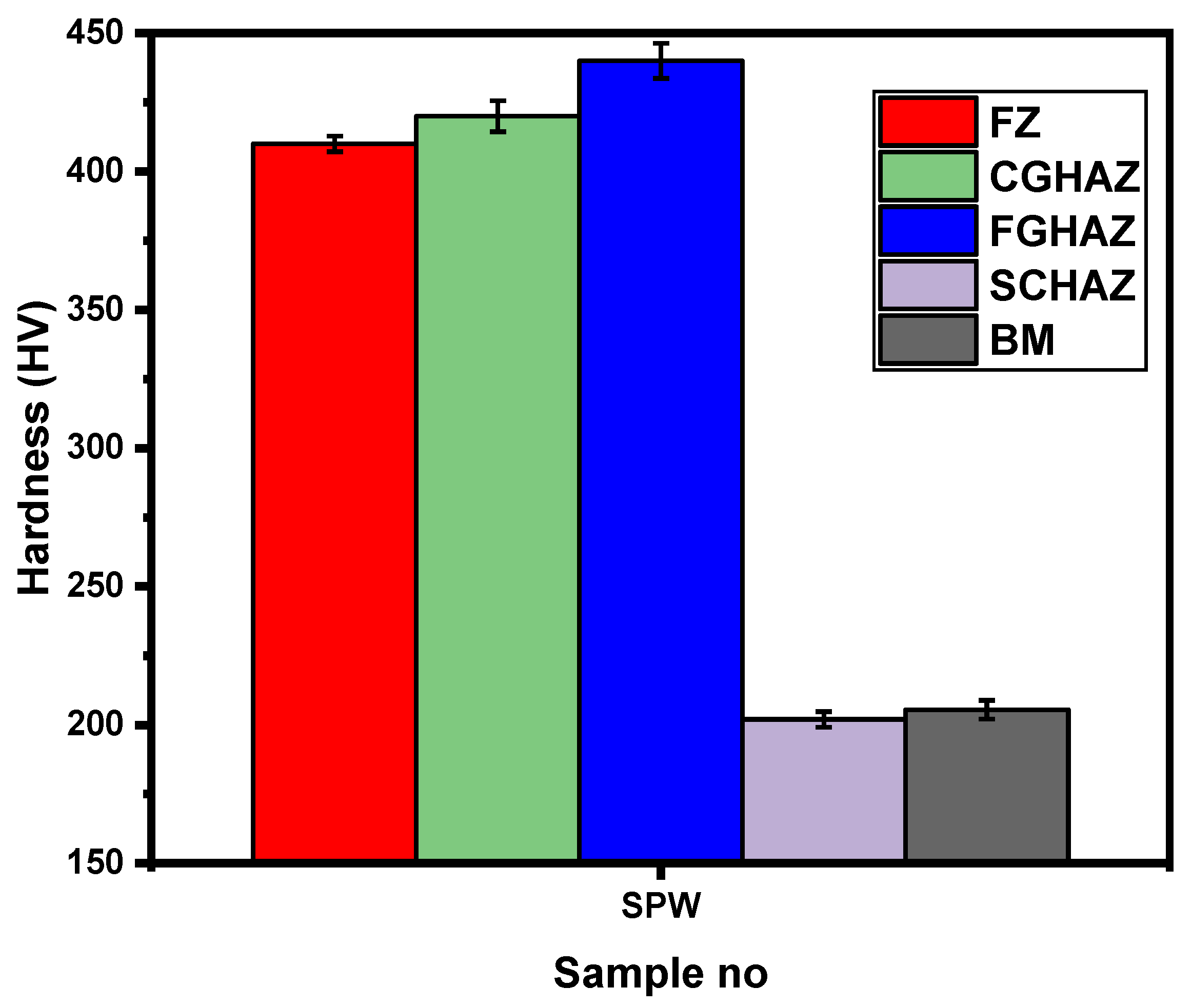
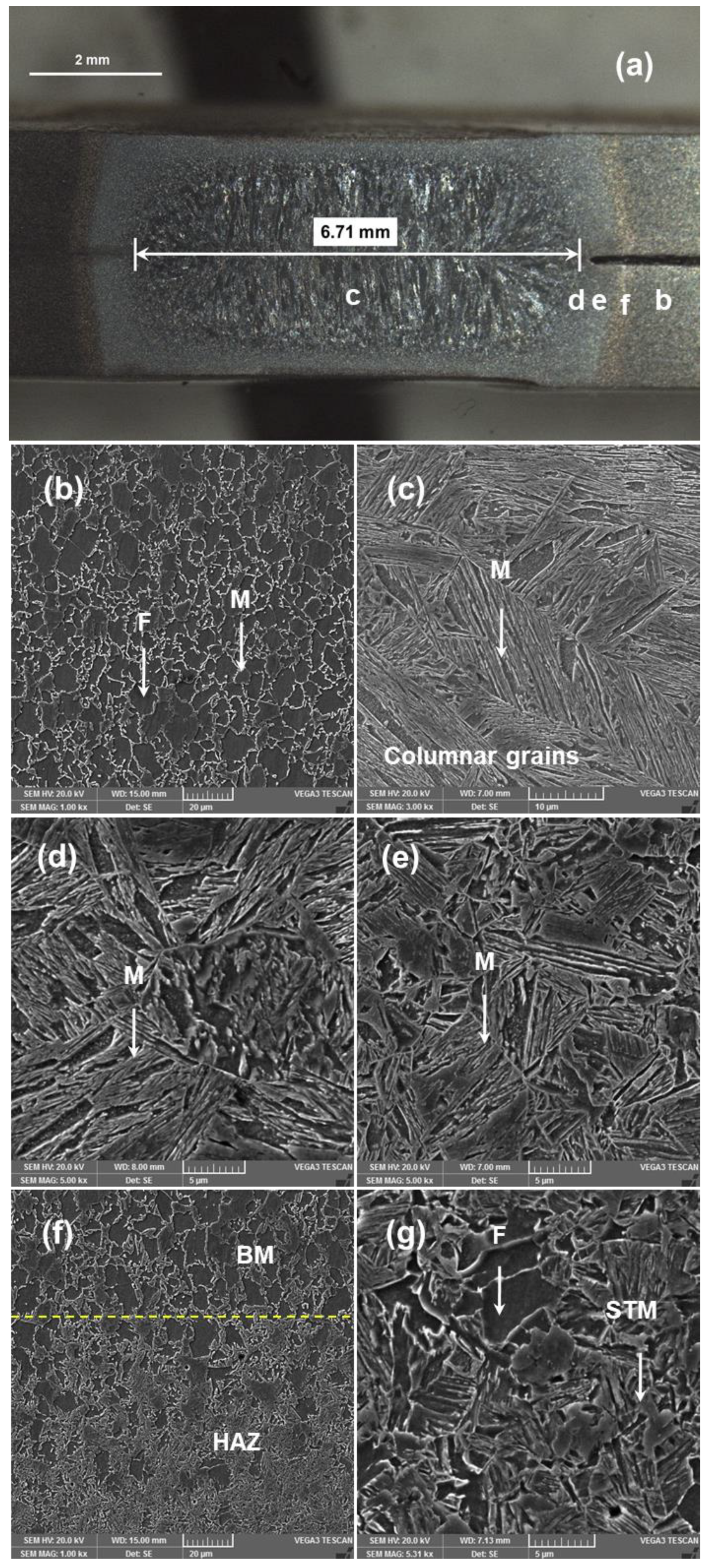
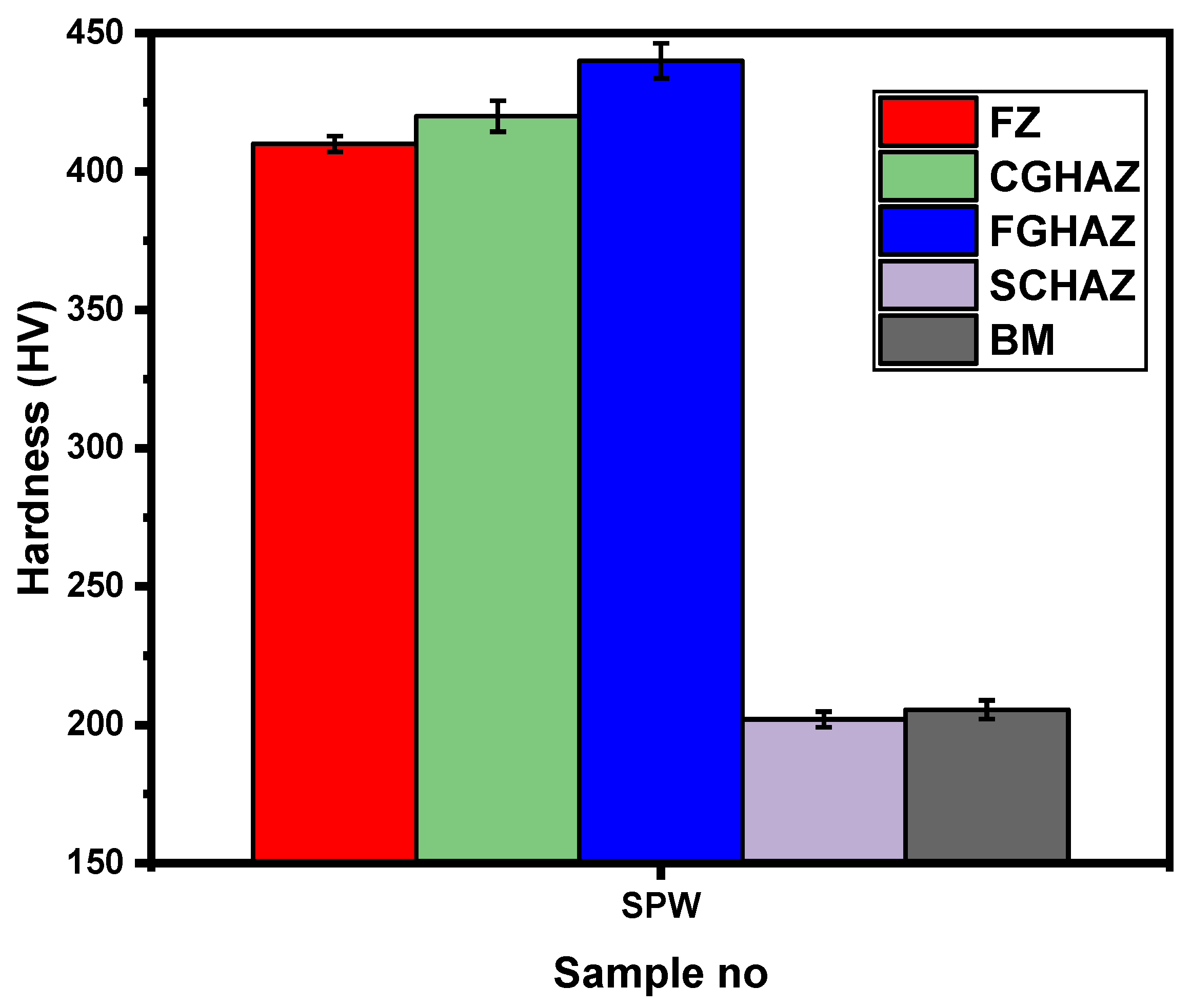
3.1. Microstructure and Microhardness of SPW
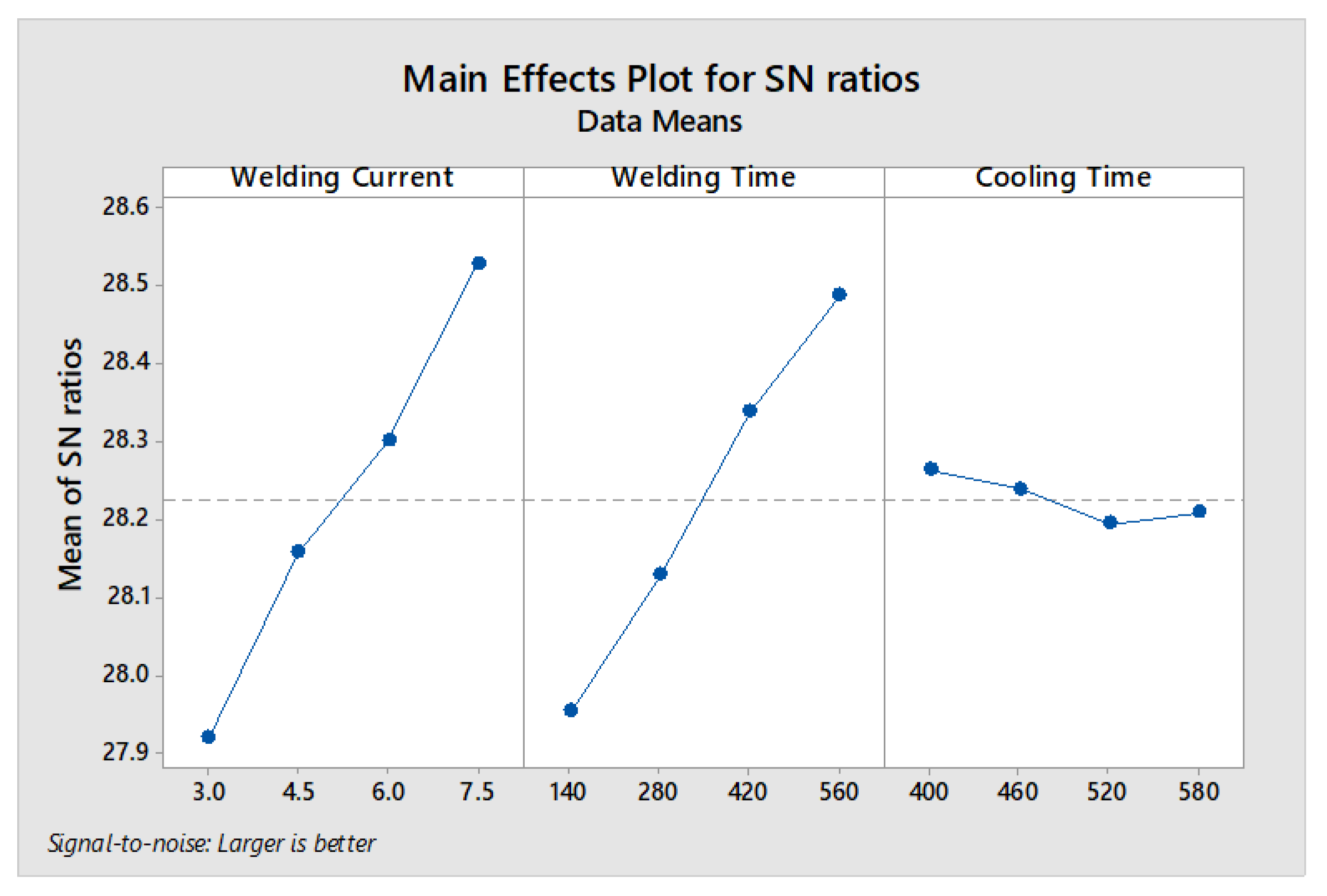
3.2. S/N Ratio Analysis for DPW
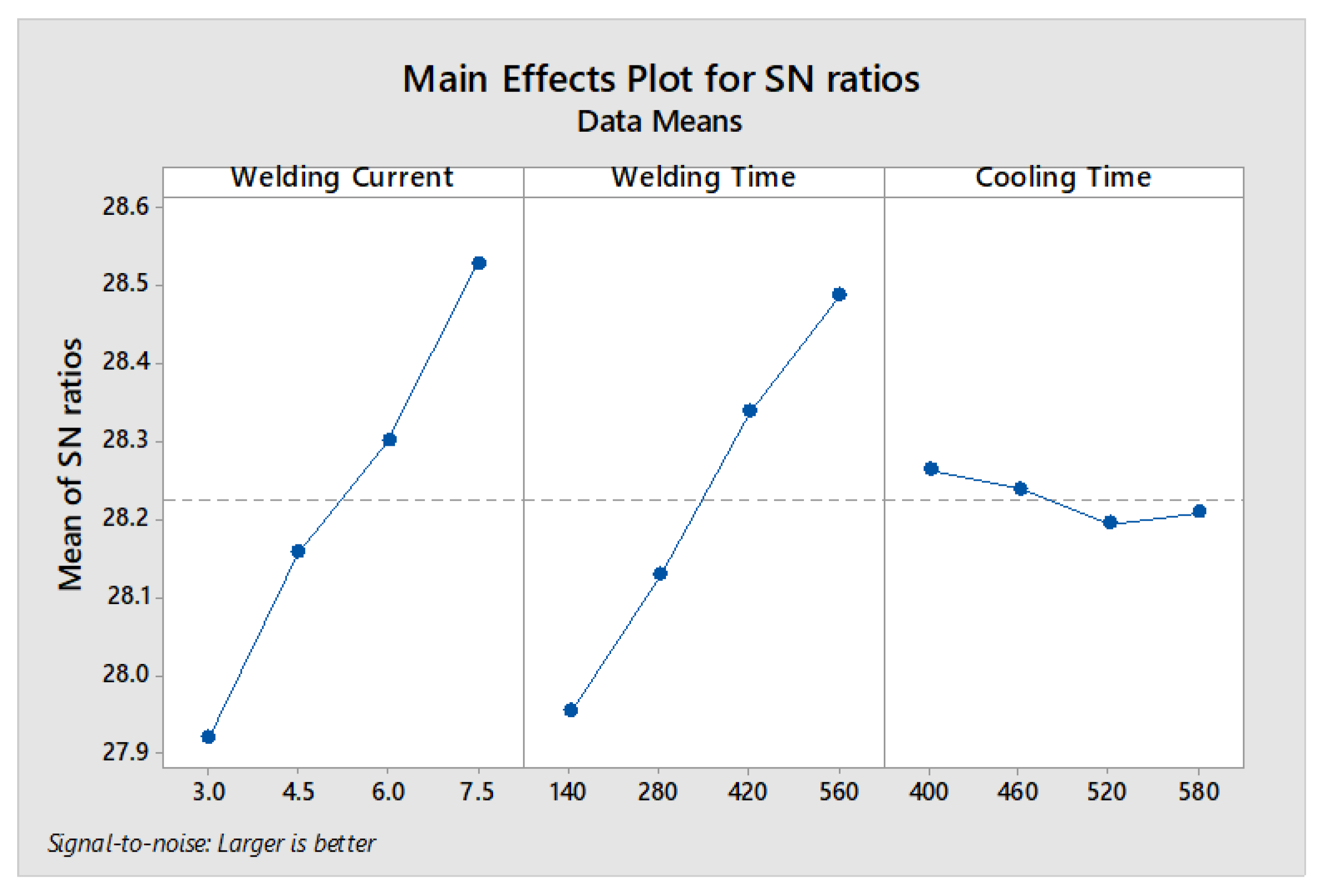
3.2.1. Optimum In Situ PWHT Parameters for Maximum Peak Load
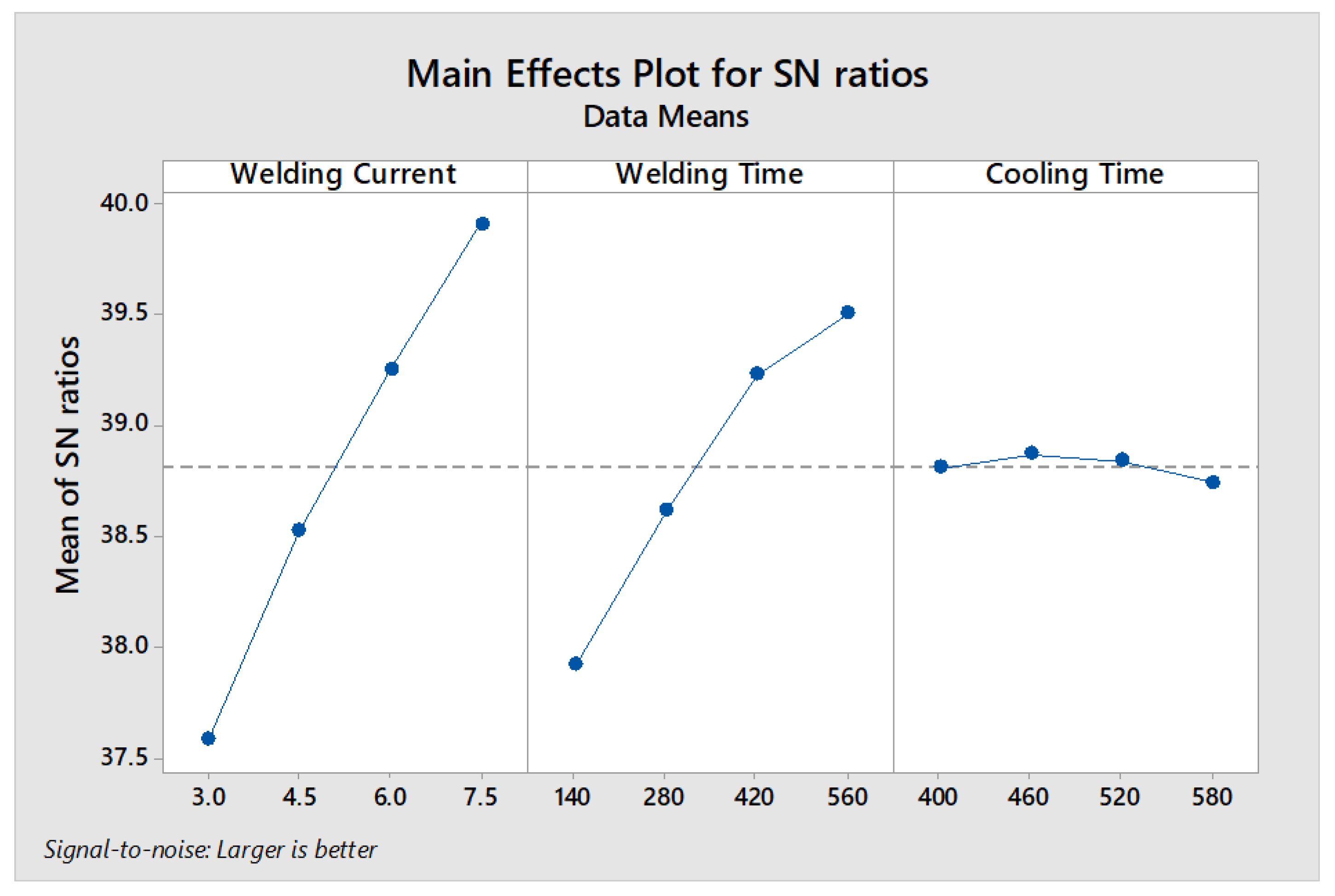
3.2.2. Optimum In Situ PWHT Parameters for Maximum Failure Energy
3.3. Effect of In Situ PWHT Parameters on Mechanical Properties of DPWs
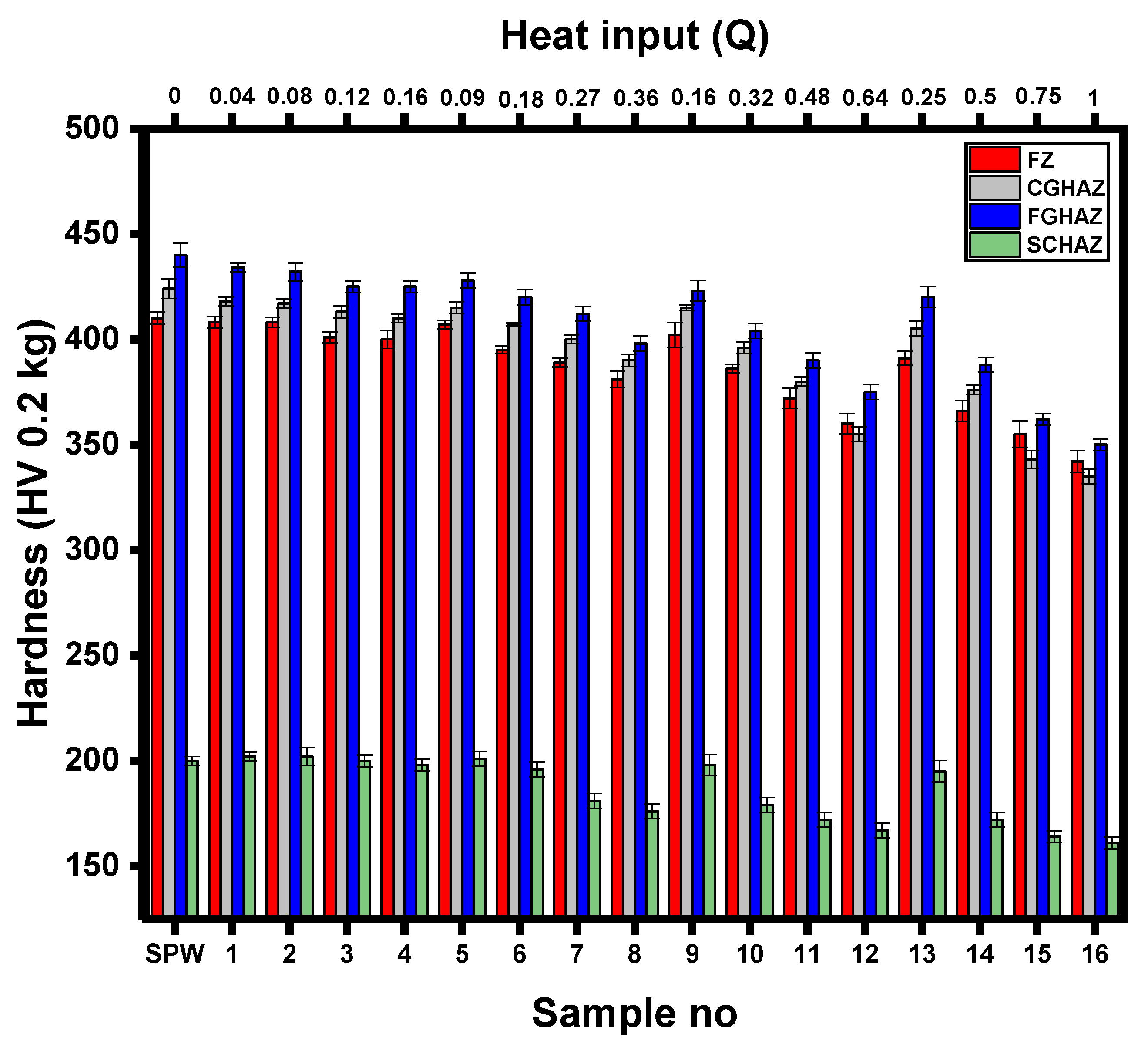
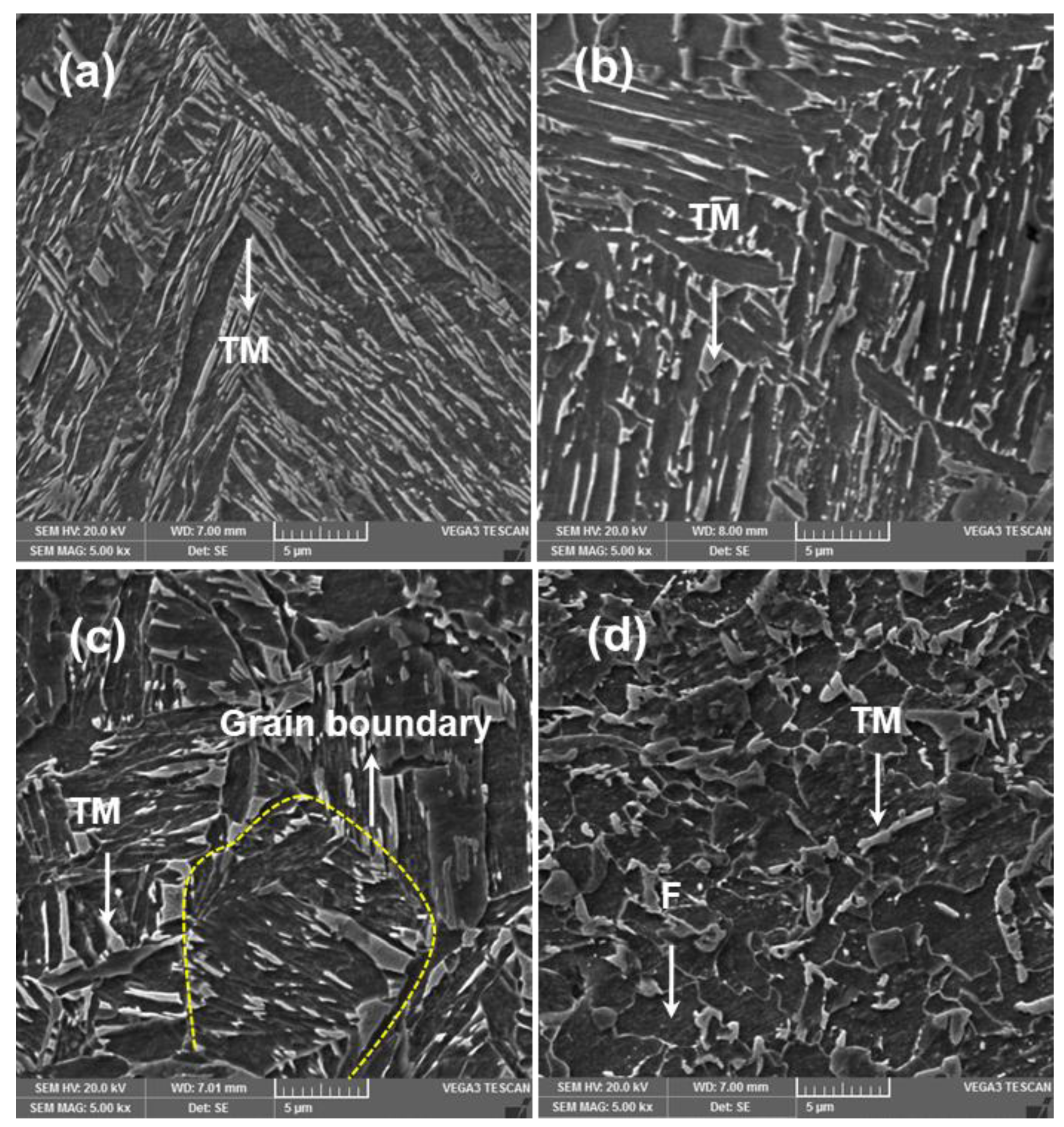
3.3.1. Microstructure and Microhardness
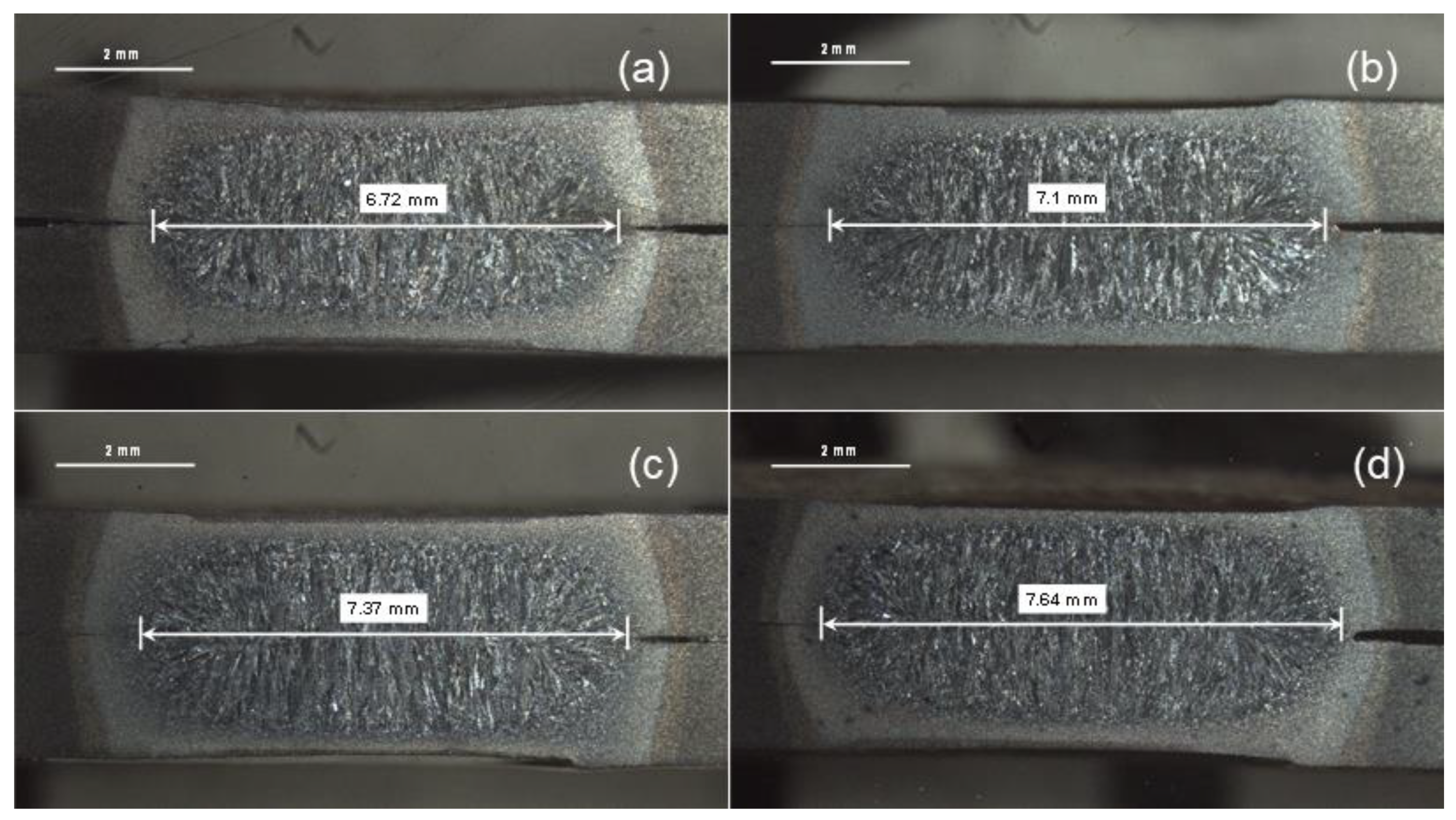
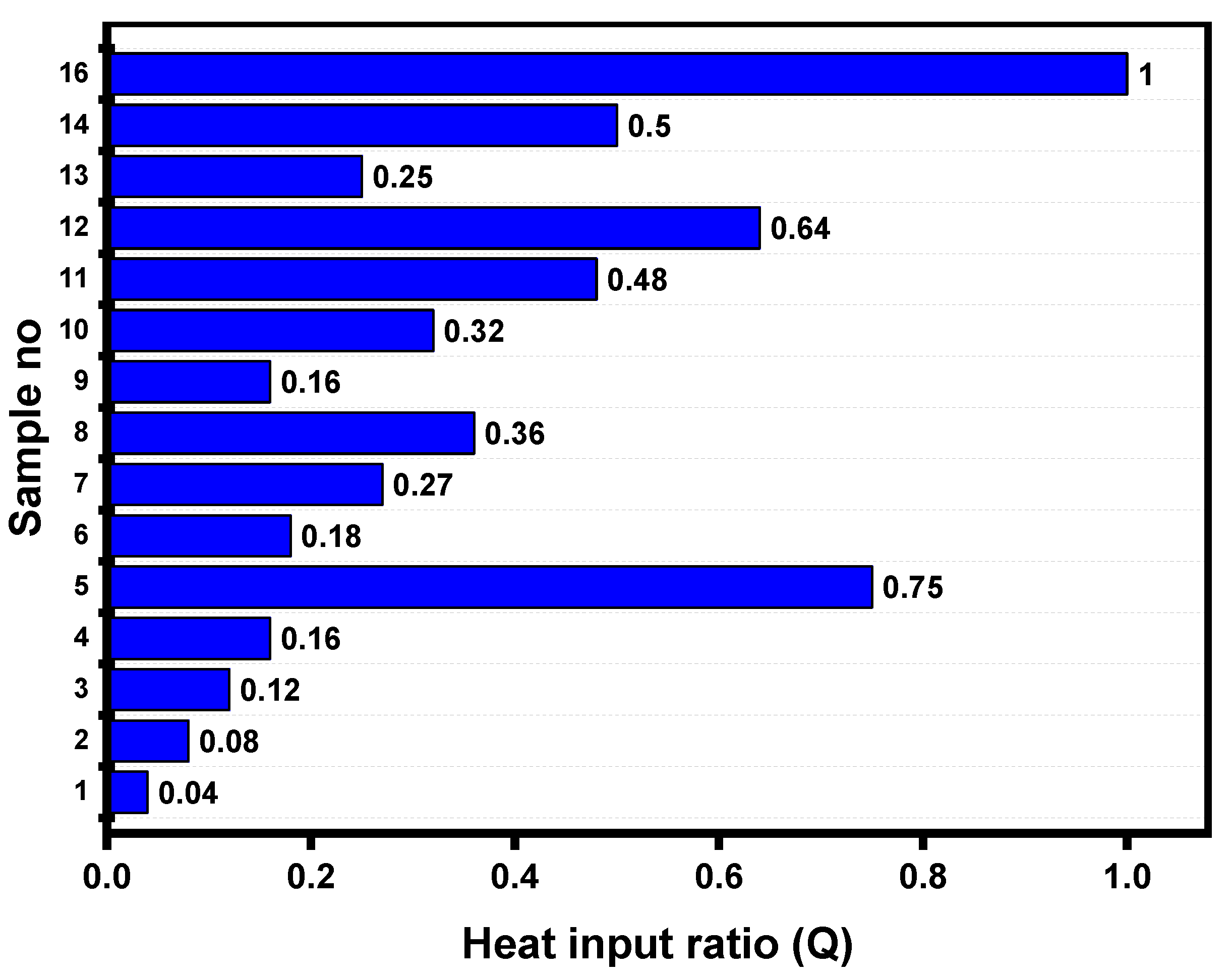
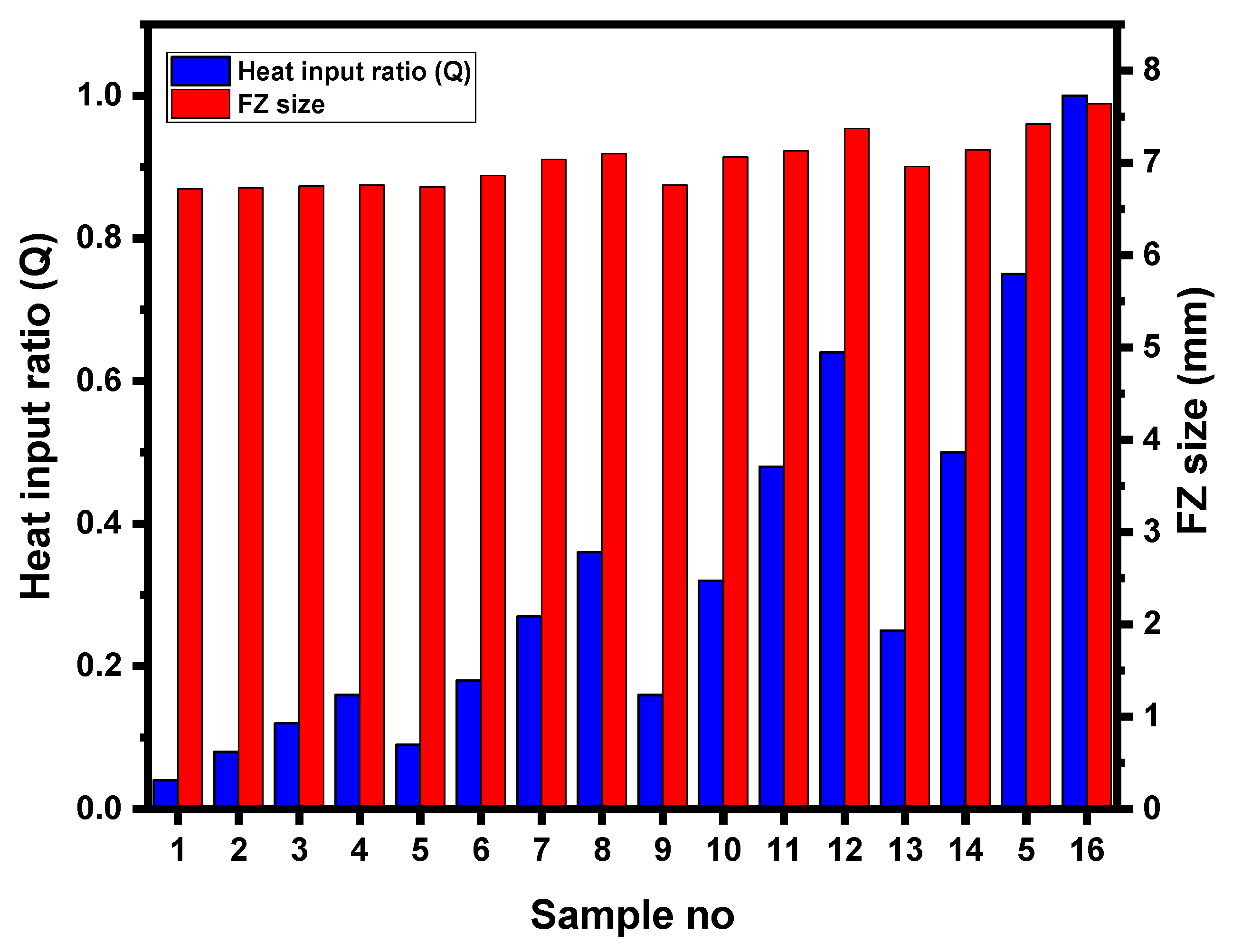
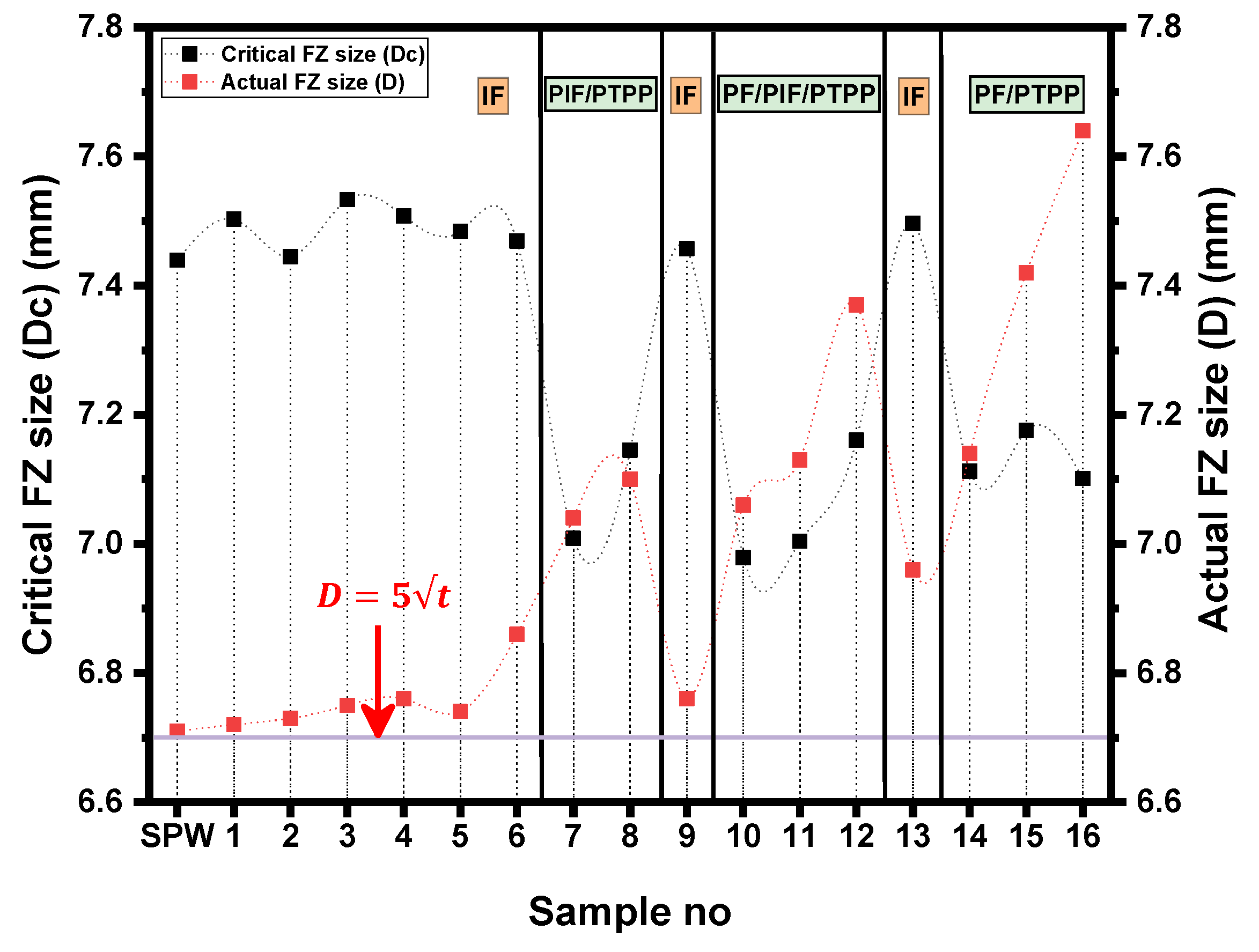
3.3.2. Enlargement of FZ
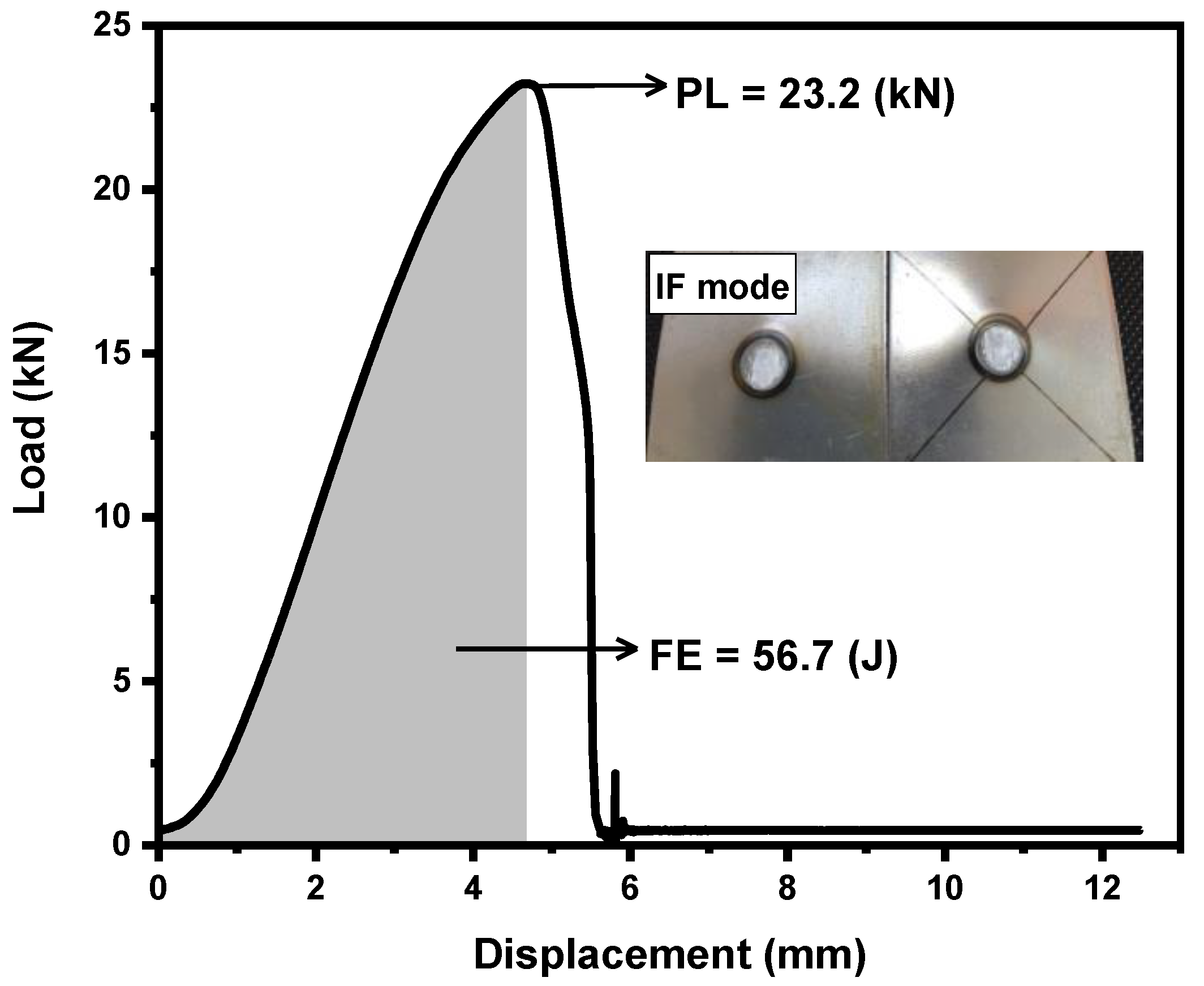
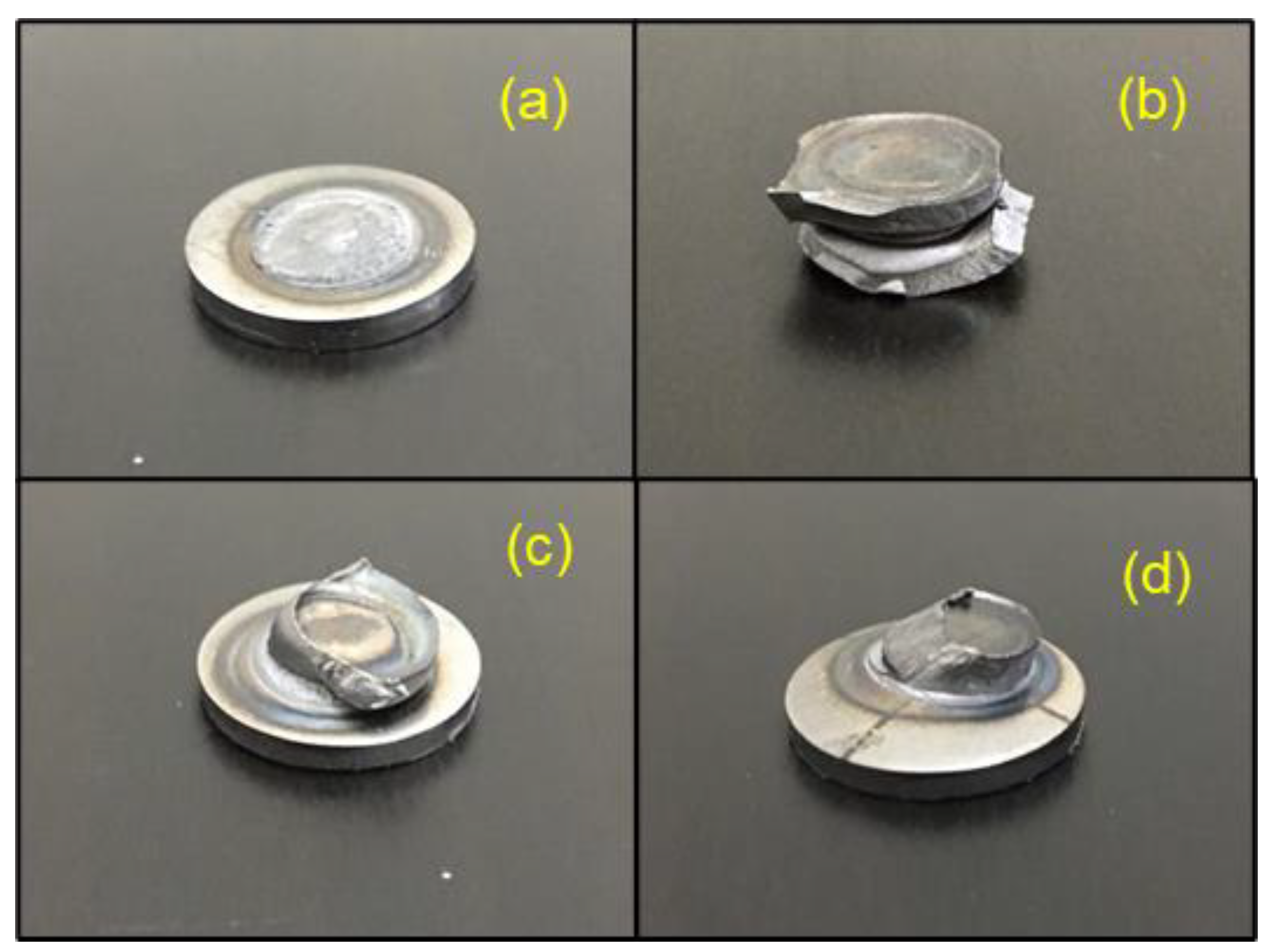
3.3.3. Failure Mode
- Interfacial failure (IF) mode. In this mode a fracture propagates through the FZ and the load suddenly drops to zero due to the rapid progression of the crack through the weld centerline.
- Pullout failure (PF) mode. In this mode failure occurs via withdrawal of the weld nugget from both sheets. During loading, when there is a certain amount of rotation, the tensile stresses formed around the nugget cause plastic deformation in the sheet thickness direction. Finally, necking occurs at the HAZ as tensile force increases, resulting in complete tearing and shearing of the BM.
- Partial interfacial failure (PIF) mode. In this mode the fracture first propagates in the FZ and is then redirected through the thickness direction.
- Partial thickness–partial pullout (PTPP mode). In this mode a slant crack first propagates into the FZ and then the crack is redirected through the thick sheet in the thickness direction, resulting in removal of some part of the mating sheet.
4. Conclusions
- At optimum insitu PWHT parameter conditions, the TS peak load and failure energy were enhanced over 17 and 86%, respectively, compared with SPW. The optimum parameter conditions for achieving maximum peak load are A4B4C1, i.e., WC (7.5 kA), WT (560 ms) and CT (400 ms). While the optimum parameter conditions for achieving maximum failure energy are A4B4C2, i.e., WC (7.5 kA), WT (560 ms) and CT (460 ms).
- It was found that welding current is the most dominant factor affecting the mechanical performance of DPWs, followed by welding time and cooling time.
- The improvement in mechanical performance of DPWs is attributed to two factors, i.e., (i) increment of FZ size and (ii) reduction of FZ and HAZ hardness due to tempering of martensite. These factors are influenced by the heat input of the welding process. It was found that after formation of the initial weld nugget, increasing the second pulse current and time increases the heat input, which results in enhanced FZ size. In addition, as the heat input increases, partial recovery of martensite laths was observed in FZ and SCHAZ.
- IF to PF mode transition is correlated to (i) increasing FZ size and (ii) improved toughness of the weldment via encouraging martensite tempering both in the FZ and the SCHAZ.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Keeler, S.; Kimchi, M.; Mconey, P.J. Advanced High Strength Steels Application Guidelines; World Auto Steel: Middletown, OH, USA, 2017. [Google Scholar]
- Tasan, C.C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An Overview of Dual-Phase Steels: Advances in Microstructure-Oriented Processing and Micromechanically Guided Design. Annu. Rev. Mater. Res. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- Hilditch, T.B.; de Souza, T.; Hodgson, P.D. Properties and automotive applications of advanced high-strength steels (AHSS). In Welding and Joining of Advanced High Strength Steels (AHSS); Woodhead Publishing: Cambridge, UK, 2015; pp. 9–28. [Google Scholar] [CrossRef]
- Jaber, H.L.; Pouranvari, M.; Salim, R.K.; Hashim, F.A.; Marashi, S.P.H. Peak load and energy absorption of DP600 advanced steel resistance spot welds. Ironmak. Steelmak. 2016, 44, 699–706. [Google Scholar] [CrossRef]
- Chao, Y.J.; Wang, K.; Miller, K.W.; Zhu, X.K. Dynamic Separation of Resistance Spot Welded Joints: Part I—Experiments. Exp. Mech. 2009, 50, 889–900. [Google Scholar] [CrossRef]
- Pouranvari, M.; Sobhani, S.; Goodarzi, F. Resistance spot welding of MS1200 martensitic advanced high strength steel: Microstructure-properties relationship. J. Manuf. Process. 2018, 31, 867–874. [Google Scholar] [CrossRef]
- Pouranvari, M. Susceptibility to interfacial failure mode in similar and dissimilar resistance spot welds of DP600 dual phase steel and low carbon steel during cross-tension and tensile-shear loading conditions. Mater. Sci. Eng. A 2012, 546, 129–138. [Google Scholar] [CrossRef]
- Pouranvari, M.; Mousavizadeh, S.M.; Marashi, S.P.H.; Goodarzi, M.; Ghorbani, M. Influence of fusion zone size and failure mode on mechanical performance of dissimilar resistance spot welds of AISI 1008 low carbon steel and DP600 advanced high strength steel. Mater. Des. 2011, 32, 1390–1398. [Google Scholar] [CrossRef]
- Song, J.H.; Huh, H. Influence of Tensile Speeds on the Failure Loads of the DP590 Spot Weld under Various Combined Loading Conditions. Adv. Mater. Sci. Eng. 2015, 2015, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Bayraktar, E.; Kaplan, D.; Grumbach, M. Application of impact tensile testing to spot welded sheets. J. Mater. Process. Technol. 2004, 153–154, 80–86. [Google Scholar] [CrossRef]
- Khan, M.I.; Kuntz, M.L.; Zhou, Y. Effects of weld microstructure on static and impact performance of resistance spot welded joints in advanced high strength steels. Sci. Technol. Weld. Join. 2013, 13, 294–304. [Google Scholar] [CrossRef]
- Chao, Y.J.; Kim, Y.; Feng, Z.; Simunovic, S.; Wang, K.; Kuo, M. Dynamic Spot Weld Testing; Technical Paper 2009-01-0032; SAE International: Warrendale, PA, USA, 2009. [Google Scholar] [CrossRef]
- Wang, K.; Chao, Y.J.; Zhu, X.; Miller, K.W. Dynamic Separation of Resistance Spot Welded Joints: Part II—Analysis of Test Results and a Model. Exp. Mech. 2009, 50, 901–913. [Google Scholar] [CrossRef]
- Birch, R.S.; Alves, M. Dynamic failure of structural joint systems. Thin Walled Struct. 2000, 36, 137–154. [Google Scholar] [CrossRef]
- Chabok, A.; van der Aa, E.; De Hosson, J.T.M.; Pei, Y.T. Mechanical behavior and failure mechanism of resistance spot welded DP1000 dual phase steel. Mater. Des. 2017, 124, 171–182. [Google Scholar] [CrossRef] [Green Version]
- Sajjadi-Nikoo, S.; Pouranvari, M.; Abedi, A.; Ghaderi, A.A. In situ postweld heat treatment of transformation induced plasticity steel resistance spot welds. Sci. Technol. Weld. Join. 2017, 23, 71–78. [Google Scholar] [CrossRef]
- Eftekharimilani, P.; van der Aa, E.M.; Hermans, M.J.M.; Richardson, I.M. Microstructural characterisation of double pulse resistance spot welded advanced high strength steel. Sci. Technol. Weld. Join. 2017, 22, 545–554. [Google Scholar] [CrossRef]
- Baltazar Hernandez, V.H.; Panda, S.K.; Kuntz, M.L.; Zhou, Y. Nanoindentation and microstructure analysis of resistance spot welded dual phase steel. Mater. Lett. 2010, 64, 207–210. [Google Scholar] [CrossRef]
- Liu, X.D.; Xu, Y.B.; Misra, R.D.K.; Peng, F.; Wang, Y.; Du, Y.B. Mechanical properties in double pulse resistance spot welding of Q&P 980 steel. J. Mater. Process. Technol. 2019, 263, 186–197. [Google Scholar] [CrossRef]
- Soomro, I.A.; Pedapati, S.R. Application of in situ post weld heat treatment using double pulse technology and its effect on microstructure and mechanical performance of resistance spot welded HSLA350 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 3249–3260. [Google Scholar] [CrossRef]
- Aghajani, H.; Pouranvari, M. Influence of In Situ Thermal Processing Strategies on the Weldability of Martensitic Stainless Steel Resistance Spot Welds: Effect of Second Pulse Current on the Weld Microstructure and Mechanical Properties. Metall. Mater. Trans. A 2019, 50, 5191–5209. [Google Scholar] [CrossRef]
- Pouranvari, M.; Aghajani, H.; Ghasemi, A. Enhanced mechanical properties of martensitic stainless steels resistance spot welds enabled by in situ rapid tempering. Sci. Technol. Weld. Join. 2019, 25, 119–126. [Google Scholar] [CrossRef]
- Brechelt, S.; Wiche, H.; Wesling, V. Influence of pre-pulse in spot weld bonding of three-sheet steel stack-up. Weld. World 2019, 63, 771–782. [Google Scholar] [CrossRef]
- Taniguchi, K.; Matsuda, H.; Ikeda, R.; Oi, K. Heat distribution in welds by short-time high-current post-heating and its improving effect on cross tension strength: Development of resistance spot welding with pulsed current pattern for ultrahigh-strength steel sheets. Weld. Int. 2016, 30, 817–825. [Google Scholar] [CrossRef]
- Long, H.; Hu, Y.; Jin, X.; Shao, J.; Zhu, H. Effect of holding time on microstructure and mechanical properties of resistance spot welds between low carbon steel and advanced high strength steel. Comput. Mater. Sci. 2016, 117, 556–563. [Google Scholar] [CrossRef]
- Soomro, I.A.; Pedapati, S.R.; Awang, M. Optimization of postweld tempering pulse parameters for maximum load bearing and failure energy absorption in dual phase (DP590) steel resistance spot welds. Mater. Sci. Eng. A 2020. [Google Scholar] [CrossRef]
- Yurioka, N. Comparison of preheat predictive methods. Weld. World 2004, 48, 21–27. [Google Scholar] [CrossRef]
- Tsui, K.-L. An overview of taguchi method and newly developed statistical methods for robust design. IIE Trans. 1992, 24, 44–57. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H. Factors affecting mechanical properties of resistance spot welds. Mater. Sci. Technol. 2013, 26, 1137–1144. [Google Scholar] [CrossRef]
- Baltazar Hernandez, V.H.; Nayak, S.S.; Zhou, Y. Tempering of Martensite in Dual-Phase Steels and Its Effects on Softening Behavior. Metall. Mater. Trans. A 2011, 42, 3115–3129. [Google Scholar] [CrossRef]
- Furuhara, T.; Kobayashi, K.; Maki, T. Control of Cementite Precipitation in Lath Martensite by Rapid Heating and Tempering. ISIJ Int. 2004, 44, 1937–1944. [Google Scholar] [CrossRef]
- Kim, J.W.; Murugan, S.P.; Yoo, J.-H.; Ashiri, R.; Park, Y.-D. Enhancing nugget size and weldable current range of ultra-high-strength steel using multi-pulse resistance spot welding. Sci. Technol. Weld. Join. 2019, 25, 235–242. [Google Scholar] [CrossRef]
- Lee, H.-T.; Chang, Y.-C. Effect of Double Pulse Resistance Spot Welding Process on 15B22 Hot Stamped Boron Steel. Metals 2020, 10, 1279. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H. Failure mode transition in AHSS resistance spot welds. Part I. Controlling factors. Mater. Sci. Eng. A 2011, 528, 8337–8343. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H.; Safanama, D.S. Failure mode transition in AHSS resistance spot welds. Part II: Experimental investigation and model validation. Mater. Sci. Eng. A 2011, 528, 8344–8352. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Cr | P | S | Mn | Mo | Ni | C | Fe |
| 0.0301 | 0.388 | 0.003 | 0.022 | 0.007 | 0.70 | 0.0145 | 0.0144 | 0.099 | Balance |
| Mechanical Properties | * CE | ||||||||
| YS (MPa) | UTS (MPa) | T.E (%) | 1.19 | ||||||
| 440 | 694 | 11.58 | |||||||
| ST (ms) | WC (kA) | WT (ms) | HT (ms) | EF (kN) |
|---|---|---|---|---|
| 500 | 7.5 | 560 | 600 | 4 |
| Parameters | Symbol | Unit | Levels | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| WC | A | kA | 3 | 4.5 | 6 | 7.5 |
| WT | B | ms | 140 | 280 | 420 | 560 |
| CT | C | ms | 400 | 460 | 520 | 580 |
| Sample No. | A | B | C |
|---|---|---|---|
| 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 |
| 3 | 1 | 3 | 3 |
| 4 | 1 | 4 | 4 |
| 5 | 2 | 1 | 2 |
| 6 | 2 | 2 | 1 |
| 7 | 2 | 3 | 4 |
| 8 | 2 | 4 | 3 |
| 9 | 3 | 1 | 3 |
| 10 | 3 | 2 | 4 |
| 11 | 3 | 3 | 1 |
| 12 | 3 | 4 | 2 |
| 13 | 4 | 1 | 4 |
| 14 | 4 | 2 | 3 |
| 15 | 4 | 3 | 2 |
| 16 | 4 | 4 | 1 |
| Sample No. | Response 1: Mean Peak Load (kN) | S/N Ratio | Response 2: Mean Failure Energy(J) | S/N Ratio |
|---|---|---|---|---|
| 1 | 24.63 | 27.83 | 68.35 | 36.70 |
| 2 | 24.64 | 27.83 | 74.23 | 37.41 |
| 3 | 24.70 | 27.85 | 79.01 | 37.95 |
| 4 | 25.58 | 28.16 | 81.71 | 38.25 |
| 5 | 24.67 | 27.84 | 77.57 | 37.79 |
| 6 | 25.11 | 28.00 | 81.20 | 38.19 |
| 7 | 26.00 | 28.30 | 87.51 | 38.84 |
| 8 | 26.55 | 28.48 | 91.76 | 39.25 |
| 9 | 24.81 | 27.89 | 81.14 | 38.19 |
| 10 | 25.50 | 28.13 | 87.90 | 38.88 |
| 11 | 26.74 | 28.54 | 98.59 | 39.88 |
| 12 | 27.00 | 28.63 | 100.38 | 40.03 |
| 13 | 25.83 | 28.24 | 88.92 | 38.98 |
| 14 | 26.76 | 28.55 | 99.52 | 39.96 |
| 15 | 27.06 | 28.65 | 102.53 | 40.22 |
| 16 | 27.14 | 28.67 | 105.46 | 40.46 |
| Level | A | B | C |
|---|---|---|---|
| 1 | 27.92 | 27.95 | 28.26 |
| 2 | 28.16 | 28.13 | 28.24 |
| 3 | 28.30 | 28.34 | 28.19 |
| 4 | 28.53 | 28.48 | 28.21 |
| Delta | 0.61 | 0.53 | 0.07 |
| Rank | 1 | 2 | 3 |
| Parameters/Factors | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution (%) |
|---|---|---|---|---|---|---|---|
| A | 3 | 0.78314 | 0.78314 | 0.261048 | 11.28 | 0.007 * | 49.34 |
| B | 3 | 0.65401 | 0.65401 | 0.218003 | 9.42 | 0.011 * | 41.2 |
| C | 3 | 0.01105 | 0.01105 | 0.003684 | 0.16 | 0.920 | 0.7 |
| Residual Error | 6 | 0.13886 | 0.13886 | 0.023144 | 8.7 | ||
| Total | 15 | 1.58707 | 100 | ||||
| R-Sq = 91.25%, R-Sq(adj) = 78.13% | |||||||
| Level | A | B | C |
|---|---|---|---|
| 1 | 37.58 | 37.91 | 38.81 |
| 2 | 38.52 | 38.61 | 38.86 |
| 3 | 39.24 | 39.22 | 38.84 |
| 4 | 39.90 | 39.50 | 38.74 |
| Delta | 2.33 | 1.58 | 0.13 |
| Rank | 1 | 2 | 3 |
| Parameters/Factors | DF | Seq SS | Adj MS | F | P | Contribution(%) |
|---|---|---|---|---|---|---|
| A | 3 | 11.9659 | 3.98864 | 105.25 | 0.000 * | 65.82 |
| B | 3 | 5.9487 | 1.98290 | 52.32 | 0.000 * | 32.72 |
| C | 3 | 0.0361 | 0.01202 | 0.32 | 0.813 | 0.19 |
| Residual Error | 6 | 0.2274 | 0.03790 | 1.25 | ||
| Total | 15 | 18.1781 | 100 | |||
| R2 = 98.75%, R2(adj) = 96.87% | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soomro, I.A.; Pedapati, S.R.; Awang, M. Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties. Materials 2021, 14, 802. https://doi.org/10.3390/ma14040802
Soomro IA, Pedapati SR, Awang M. Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties. Materials. 2021; 14(4):802. https://doi.org/10.3390/ma14040802
Chicago/Turabian StyleSoomro, Imtiaz Ali, Srinivasa Rao Pedapati, and Mokhtar Awang. 2021. "Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties" Materials 14, no. 4: 802. https://doi.org/10.3390/ma14040802