
Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
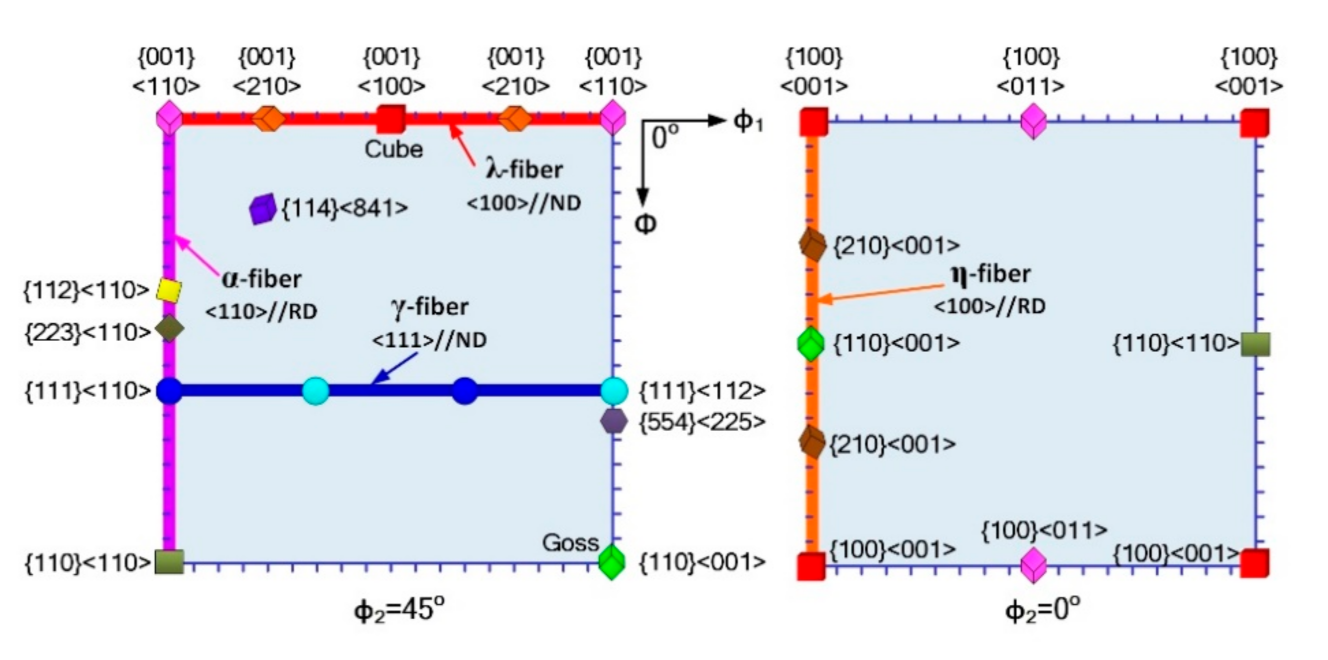
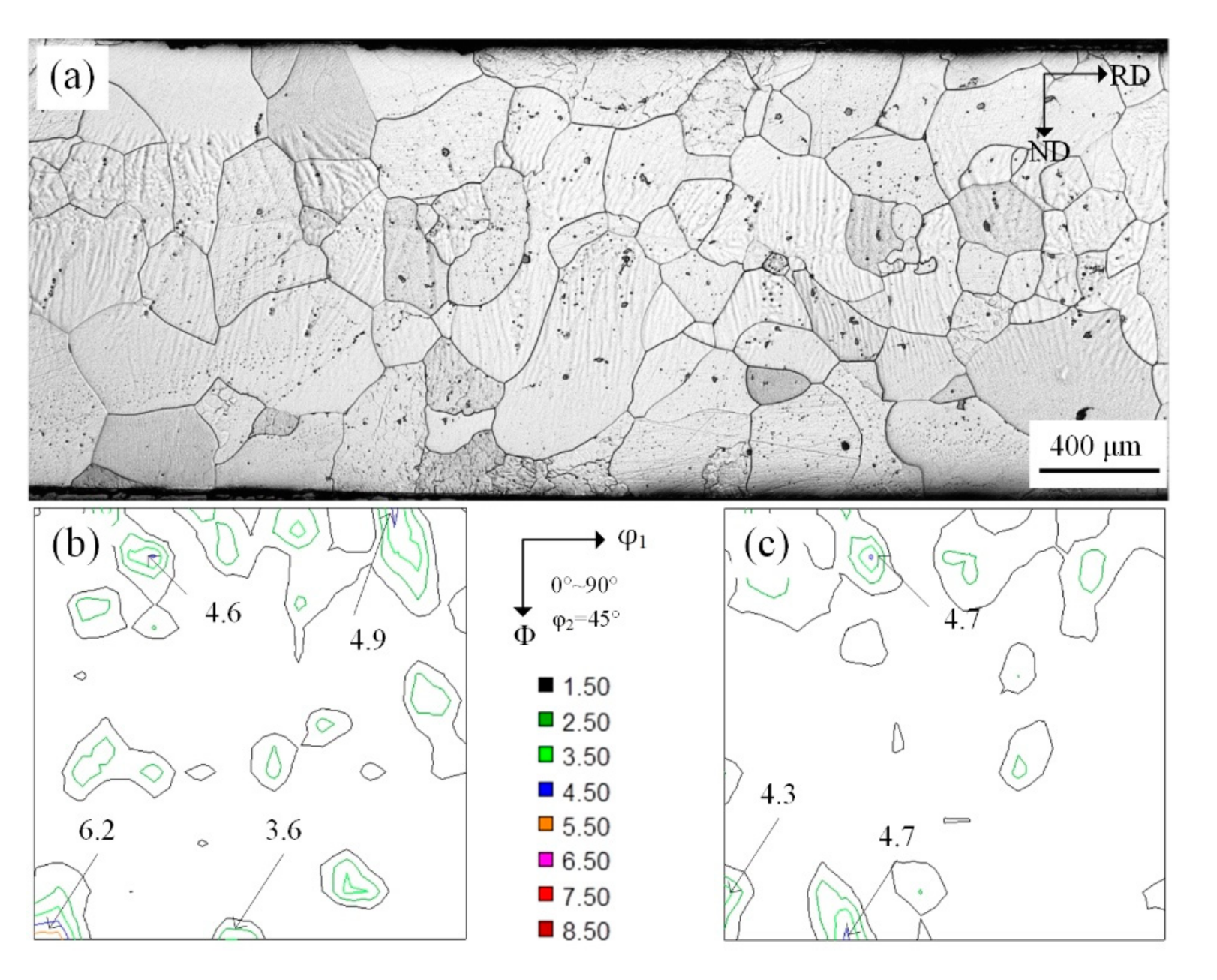
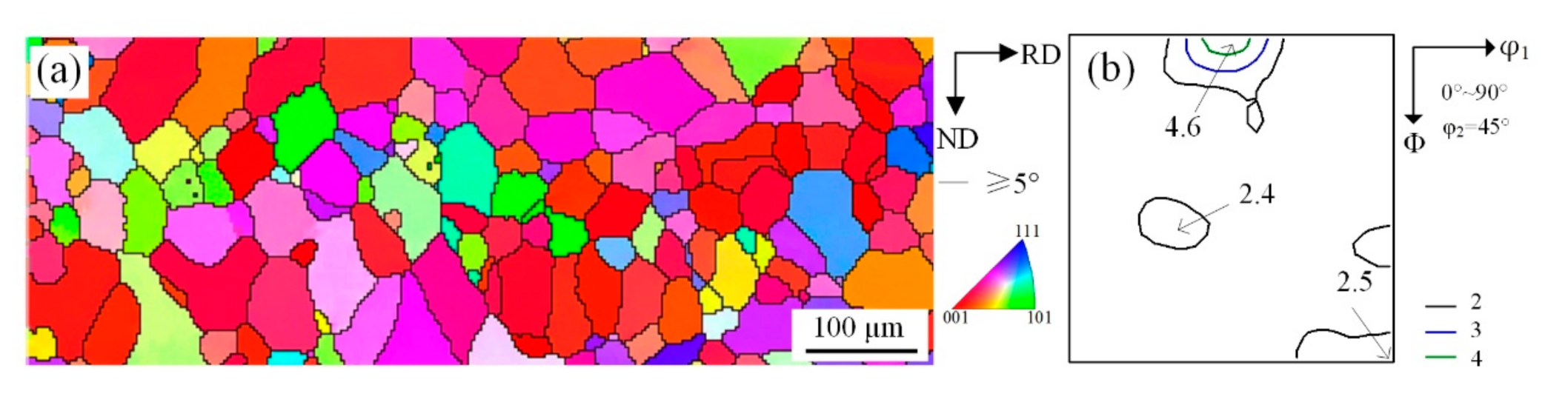
3.1. Crystal Orientation Analysis of Fe-1.3%Si Strip
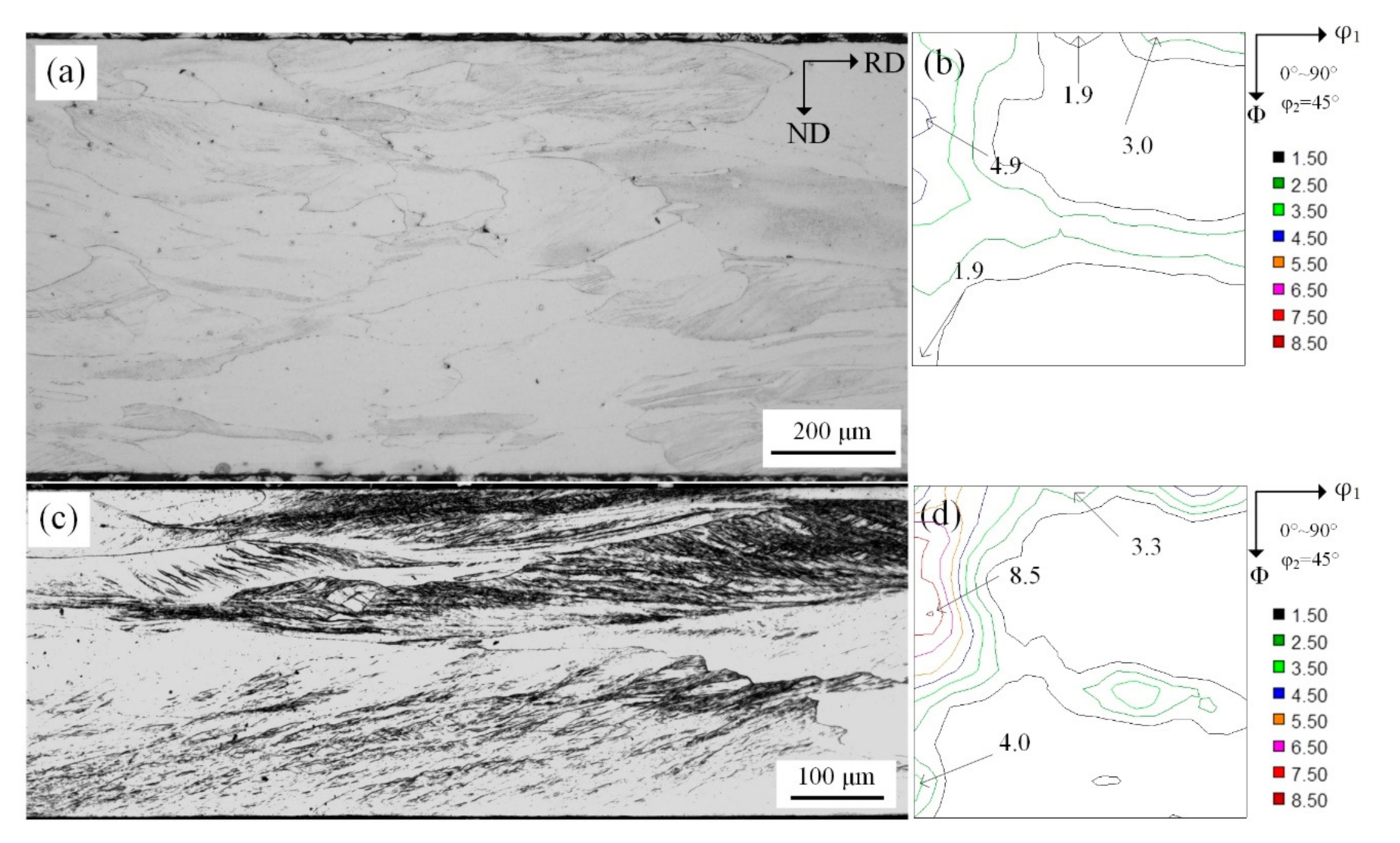
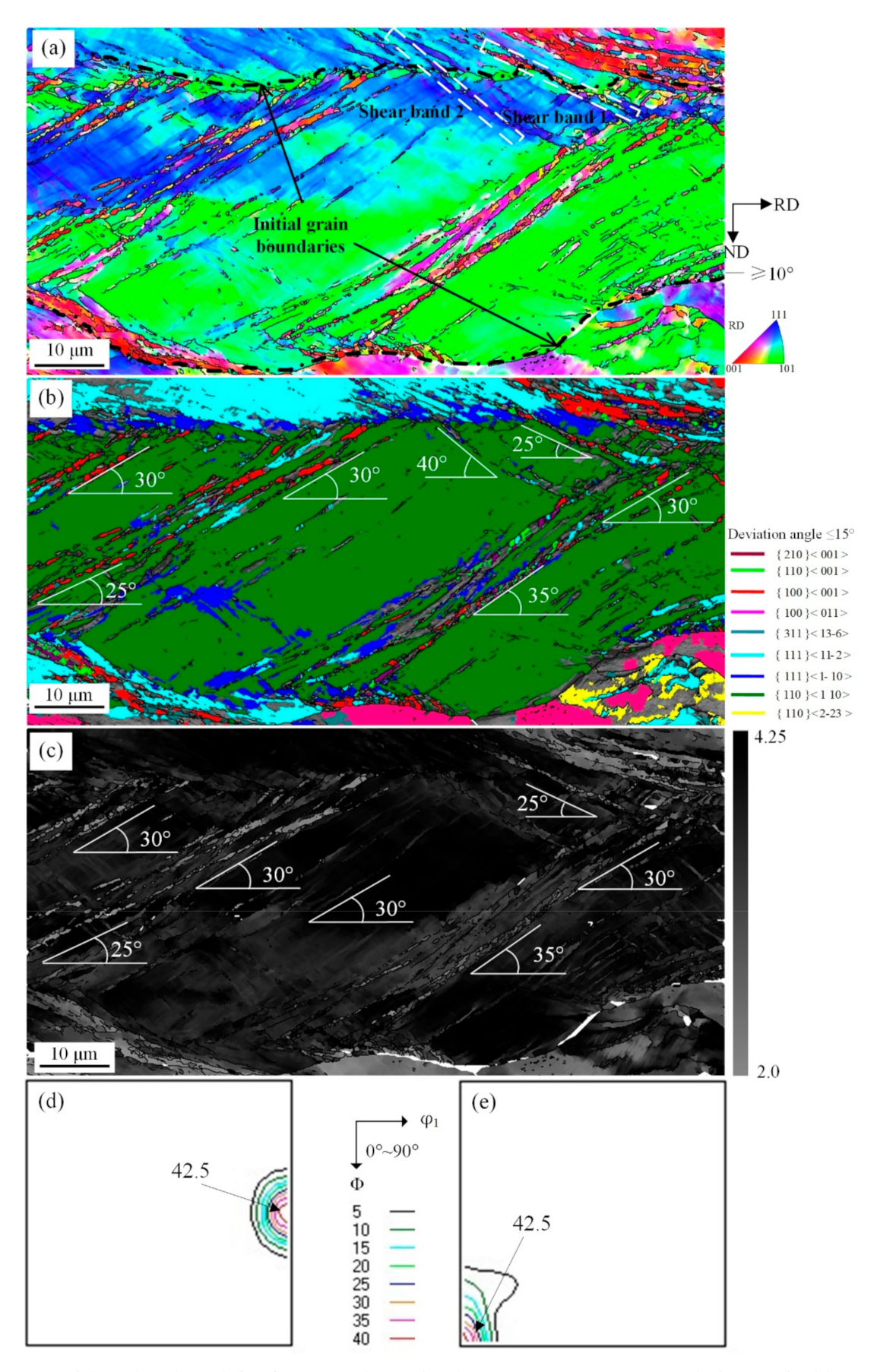
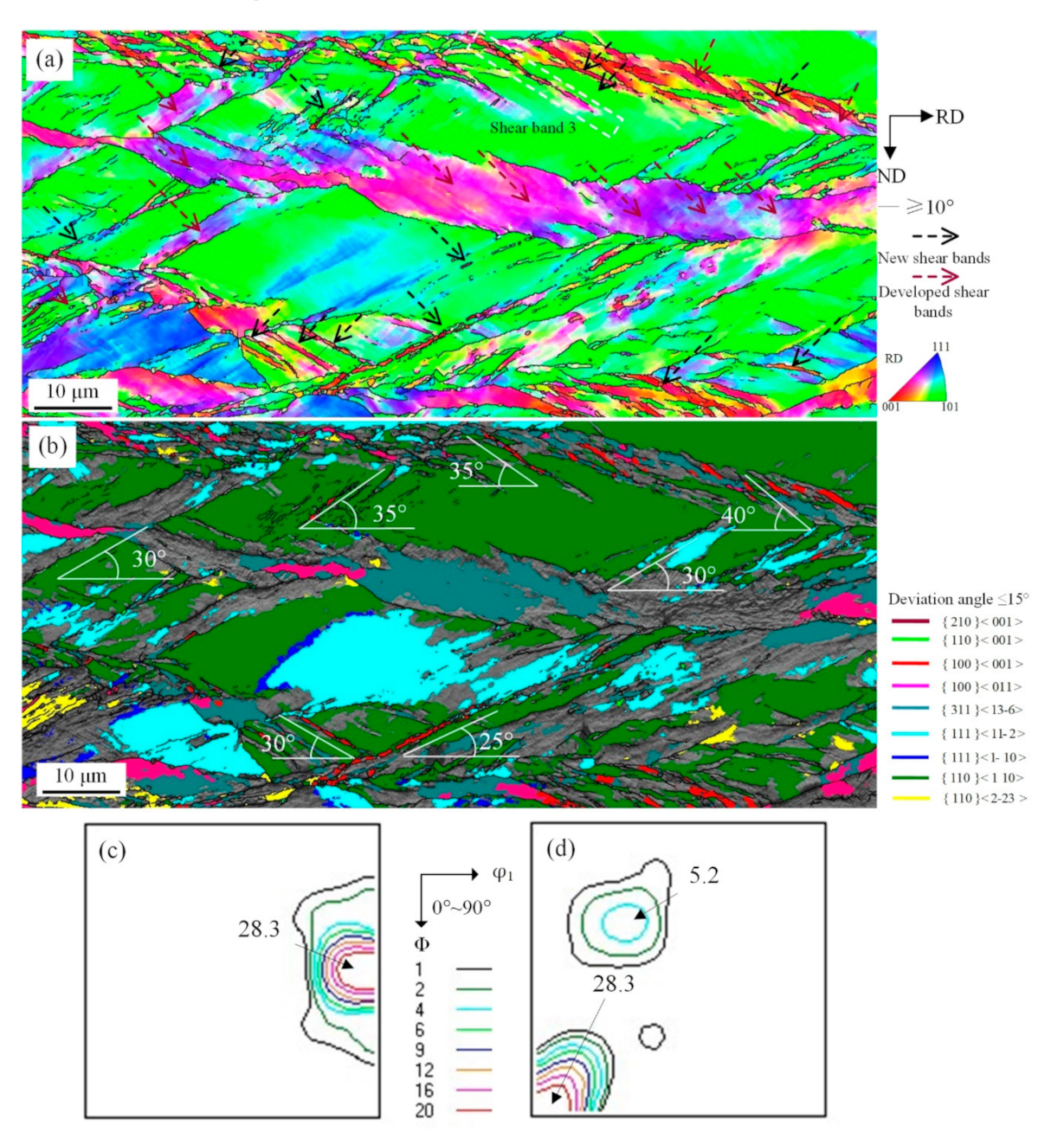
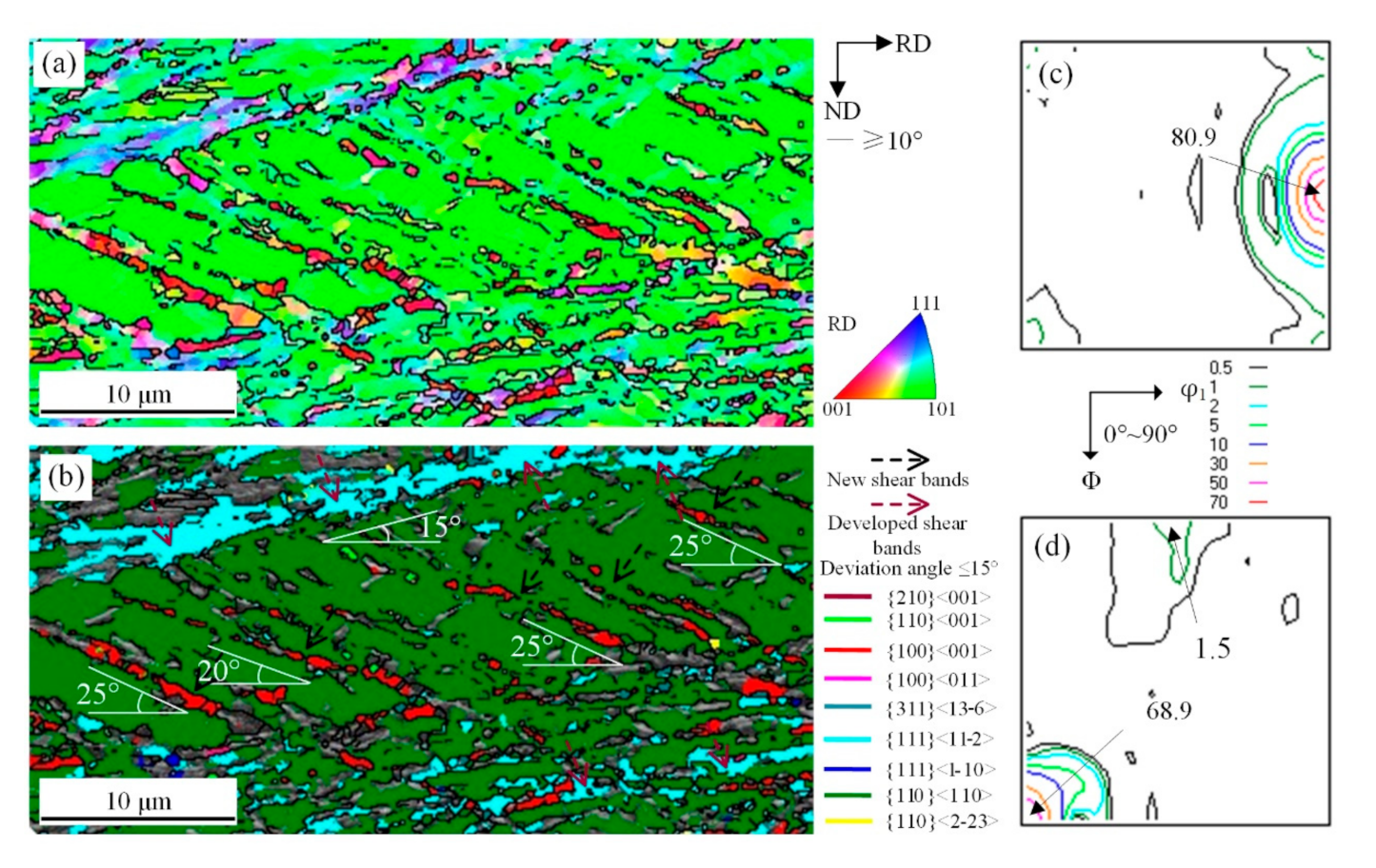
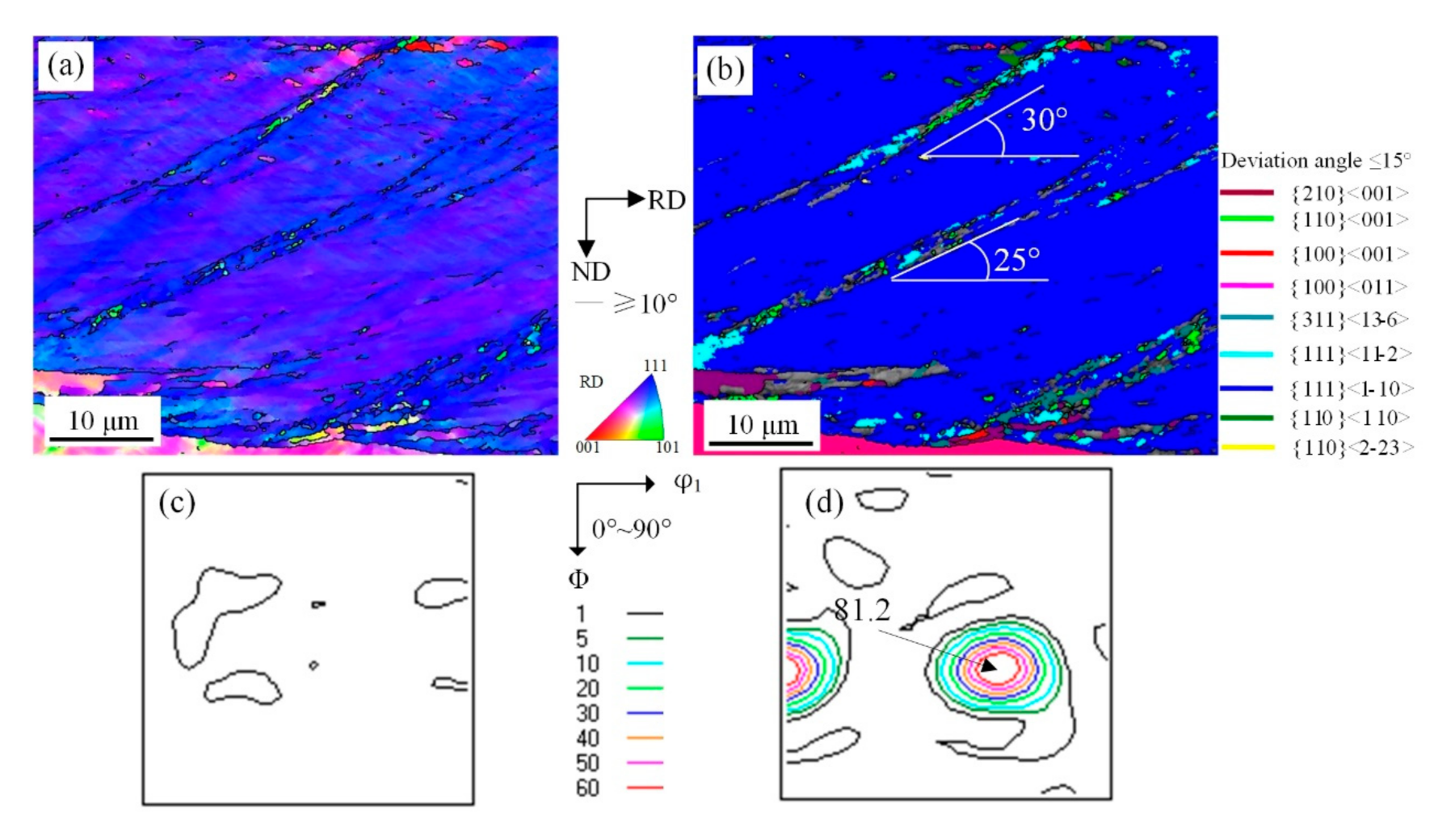
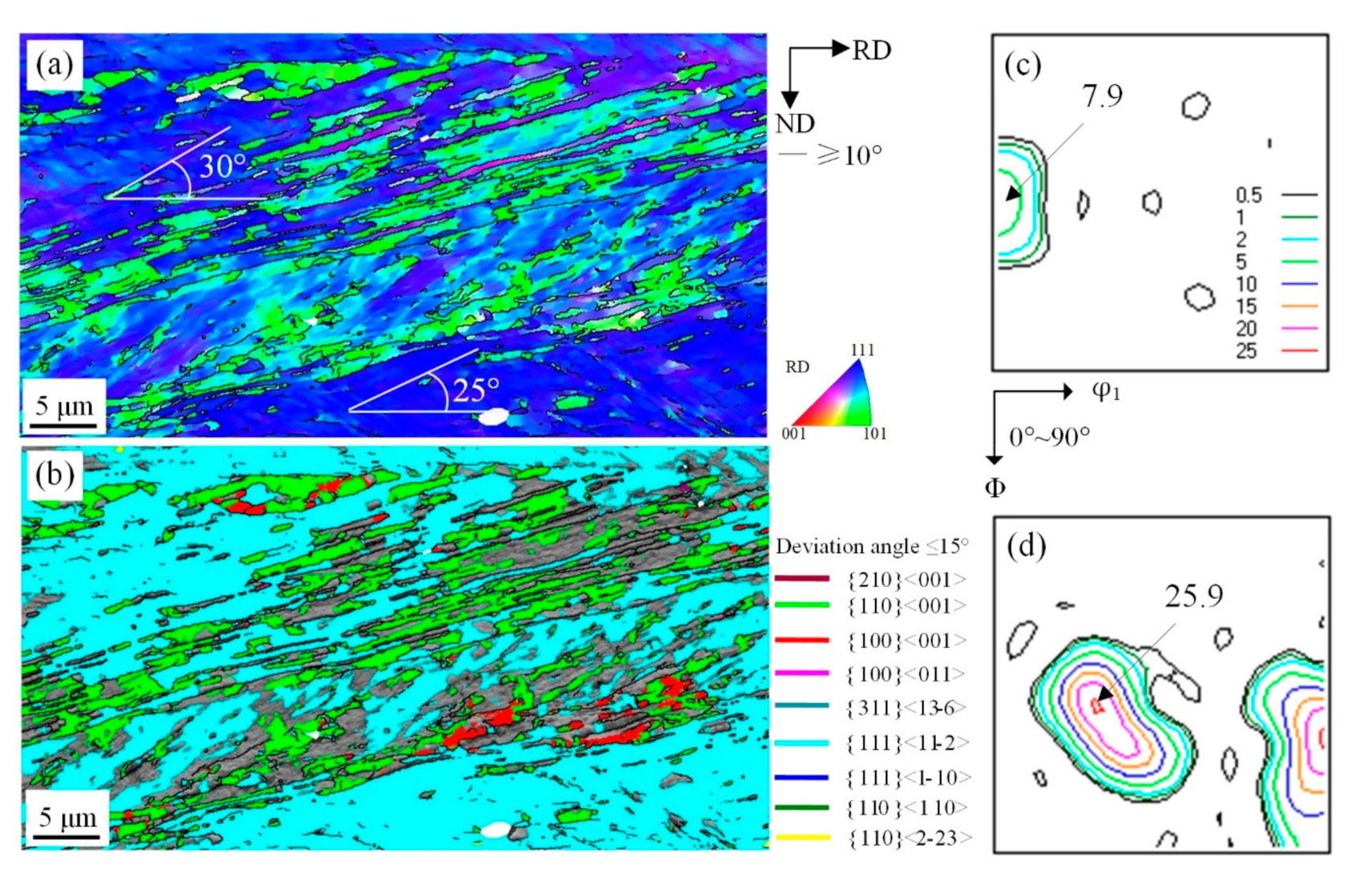
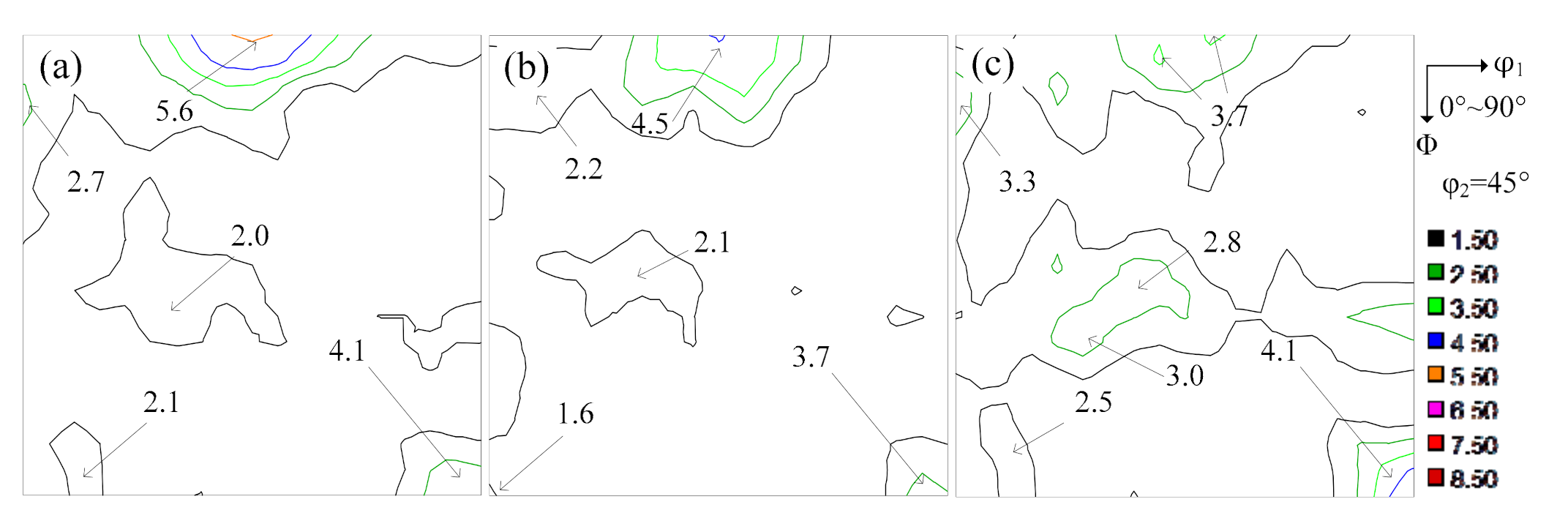
3.2. Orientation Analysis and Formation of Shear Bands during Cold-Rolling
3.3. Microstructure, Texture and Magnetic Property of Annealed Sheets
4. Conclusions
- (1)
- Solidified microstructure was coarse and uniform in the as-cast strip. The {100} and {110} texture and some approximate Cube texture were present, which did not influence the distribution of Cube orientation grains in annealed sheets produced by cold-rolling.
- (2)
- In the strip, some {110} orientation grains had high Taylor value, such that more deformation energy obtained by shear deformation was necessary to induce plastic deformation. When the reduction was 67%, the shear bands in {110}<110> grains were developed. When reduction was below 77%, the shear bands in {110}<110> and {111}<112> grains were completely developed.
- (3)
- The underlying reason for grains with high Taylor value to shear and acquire η texture such as Cube and Goss orientation is attributed to grain reorientation with geometric softening. Shear bands in {110}<110> grains mainly consisted of Cube orientation, while it was Goss orientation in {111}<112> grains. Shear band formation in {111}<110> grains was less.
- (4)
- With increase in percentage reduction, strong Cube orientation occurred in {110}<110> grains that experienced shear deformation and the major orientation of shear bands was Cube. Further cold-rolling led to rotation of grains and promoted shear of {110} <110> deformed grains.
- (5)
- Cube and Goss orientations were intensive in S = 0 and S = 1/2 layers, especially Cube. The annealed sheets had excellent magnetic properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sebastiao, C.P.; da Cunha, M.A. Developmentof a new generation of high permeability non-oriented silicon steels. J. Magn. Magn. Mater. 2006, 304, 596–598. [Google Scholar]
- Mehdi, M.; He, Y.; Erik, J.; Leo, H.; Kestens, A.I.; Edrisy, A. The evolution of cube ({001}<100>) texture in non-oriented electrical steel. Acta Mater. 2020, 185, 540–554. [Google Scholar] [CrossRef]
- Kim, J.T.; Lee, D.N.; Koo, Y.M. The evolution of the Goss and Cube textures in electrical steel. Mater. Lett. 2014, 122, 110–113. [Google Scholar] [CrossRef]
- Sung, J.K.; Lee, D.N.; Wang, D.H.; Koo, Y.M. Efficient generation of cube-on-face crystallographic texture in iron and its alloys. ISIJ Int. 2011, 51, 284–290. [Google Scholar] [CrossRef][Green Version]
- Sidor, Y.; Kovac, F.; Kvackaj, T. Grain growth phenomena and heat transport in non-oriented electrical steels. Acta Mater. 2007, 55, 1711–1722. [Google Scholar] [CrossRef]
- Da Cunha, M.A.; Paolinelli, S.C. Effect of hot rolling temperature on the structure and magnetic properties of high permeability non-oriented silicon steel. J. Steel Res. Int. 2005, 76, 421–424. [Google Scholar] [CrossRef]
- Sebald, R.; Gottstein, G. Modeling of recrystallization textures: Interaction of nucleation and growth. Acta Mater. 2002, 50, 1587–1598. [Google Scholar] [CrossRef]
- Fang, Z.; Guo, Y.; Fu, B.; Wei, L.; Chen, J.; Pang, L.; Wang, Z. Effect of Shear Bands Induced by Asymmetric Rolling on Microstructure and Texture Evolution of Non-Oriented 3.3% Si Steel. Materials 2020, 13, 4696. [Google Scholar] [CrossRef]
- ParkJ, T.; Szpunar, J.A. Evolution of recrystallization texture in non-oriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Cheng, L.; Zhang, N.; Yang, P.; Mao, W.M. Retaining {100} texture from initial columnar grains in electrical steels. Scr. Mater. 2012, 67, 899–902. [Google Scholar] [CrossRef]
- Liu, H.T.; Schneider, J.; Stöcker, A.; Franke, A.; Gao, F.; Song, H.Y.; Liu, Z.-Y.; Kawalla, R.; Wang, G.-D. Microstructure and Texture Evolution in Non-oriented Electrical Steels along Novel Strip Casting Route and Conventional Route. Steel Res. Int. 2016, 87, 589–598. [Google Scholar] [CrossRef]
- Schneider, J.; Franke, A.; Stöcker, A.; Liu, H.-T.; Wang, G.-D.; Kawalla, R. Evolution and Interaction of the Microstructure and Texture at the Different Processing Steps for Ferritic Nonoriented Electrical Steels. IEEE Trans. Magn. 2016, 52, 1–6. [Google Scholar] [CrossRef]
- Lan, M.F.; Zhang, Y.X.; Fang, F.; Lu, X.; Wang, Y.; Yuan, G.; Cao, G.-M.; Misra, R.D.K.; Wang, G.-D. Effect of annealing after strip casting on microstructure, precipitates and texture in non-oriented silicon steel produced by twin-roll strip casting. Mater. Charact. 2018, 142, 531–539. [Google Scholar] [CrossRef]
- Liu, H.T.; Schneider, J.; Li, H.L.; Sun, Y.; Gao, F.; Lu, H.-H.; Song, H.-Y.; Li, L.; Geng, D.-Q.; Liu, Z.-Y.; et al. Fabrication of high permeability non-oriented electrical steels by increasing <001> recrystallization texture using compacted strip casting processes. J. Mater. Sci. Technol. 2015, 374, 577–586. [Google Scholar] [CrossRef]
- Sha, Y.H.; Sun, C.; Zhang, F.; Patel, D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, Y.X.; Lu, X.; Wang, Y.; Lan, M.F.; Yuan, G.; Misra, R.D.K.; Wang, G.D. Abnormal growth of {100} grains and strong Cube texture in strip cast Fe-Si electrical steel. Scr. Mater. 2018, 147, 33–36. [Google Scholar] [CrossRef]
- Fang, F.; Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Lu, X.; Misra, R.D.K.; Wang, G.D. Evolution of recrystallization microstructure and texture during rapid annealing in strip-cast non-oriented electrical steels. J. Magn. Magn. Mater. 2015, 381, 433–439. [Google Scholar] [CrossRef]
- Nguyen-Minh, T.; Sidor, J.J.; Petrov, R.H.; Kestens, L. Occurrence of shear bands in rotated Goss ({110}<110>) orientations of metals with bcc crystal structure. Scr. Mater. 2012, 67, 935–938. [Google Scholar] [CrossRef]
- Daem, A.; Sergeant, P.; Dupré, L.; Chaudhuri, S.; Bliznuk, V.; Kestens, L. Magnetic Properties of Silicon Steel after Plastic Deformation. Materials 2020, 13, 4361. [Google Scholar] [CrossRef]
- Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Li, C.G.; Cao, G.M.; Liu, Z.Y.; Wang, G.D. Evolution of cube texture in strip-cast non-oriented silicon steels. Scr. Mater. 2014, 87, 17–20. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Effect of initial grain size prior to cold rolling on annealing texture in non-oriented electrical steel. Mater. Sci. Forum. 2002, 408–412, 1257–1262. [Google Scholar] [CrossRef]
- Reid, C.N. Deformation Geometry for Materials Scientists; Pergamon Press Ltd.: Oxford, UK, 1973; pp. 103–140. [Google Scholar]
- Joshi, S.P.; Ramesh, K.T. Grain size dependent shear instabilities in body-centered and face-centered cubic materials. Mater. Sci. Eng. A 2008, 493, 65–70. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Paolinelli, S.C.; Cunha, M.A.; Cota, A.B. The influence of shear bands on final structure and magnetic properties of 3% Si non-oriented silicon steel. J. Magn. Magn. Mater. 2008, 320, e641–e644. [Google Scholar] [CrossRef]
- Toth, L.S.; Jonas, J.J.; Daniel, D.; Ray, R.K. Development of ferrite rolling textures in low- and extra low-carbon steels. Metall. Trans. A 1990, 21, 2985–3000. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, A.J. Texture development during grain growth in non-oriented electrical steel. J. ISIJ Int. 2005, 45, 743–749. [Google Scholar] [CrossRef]
- Xiuhua, G.; Kemin, Q.; Chunlin, Q. Magnetic properties of grain oriented ultra-thin silicon steel sheets processed by conventional rolling and cross shear rolling. Mater. Sci. Eng. A 2006, 430, 138–141. [Google Scholar] [CrossRef]
- Dou, W.X.; Yuan, G.; Lan, M.F.; Zhang, Y.-X.; Zhu, M.-Y. The Significance of Microstructure and Texture on Magnetic Properties of Non-Oriented Silicon Steel: Strip Casting versus Conventional Process. Steel Res. Int. 2020, 91, 1900286. [Google Scholar] [CrossRef]
- An, L.Z.; Wang, Y.; Song, H.Y.; Wang, G.-D.; Liu, H.-T. Improving magnetic properties of non-oriented electrical steels by controlling grain size prior to cold rolling. J. Magn. Magn. Mater. 2019, 491, 165636. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | S | Al | N | O |
|---|---|---|---|---|---|---|---|
| Bal. | 0.0036 | 1.3 | 0.31 | 0.0034 | 0.22 | <0.004 | <0.003 |
| Characteristic Texture | (a) S = 0 | (b) S = 3/4 | (c) S = 1/2 | |||
|---|---|---|---|---|---|---|
| %Volume | ODF | %Volume | ODF | %Volume | ODF | |
| Cube | 8.120 | 5.640 | 7.491 | 4.530 | 4.678 | 2.990 |
| Goss | 4.746 | 3.390 | 3.952 | 2.590 | 6.090 | 5.200 |
| {111} < 112> | 2.595 | 2.140 | 2.579 | 1.180 | 4.008 | 2.920 |
| P15/50/W·kg−1 | B50/T | ||
|---|---|---|---|
| RD | TD | RD | TD |
| 4.1 | 4.3 | 1.83 | 1.79 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Xia, Y.; Dun, H.; Wang, Y.; Fang, F.; Zhang, Y.; Zhang, J.; Chen, Q.; Zhai, K.; Misra, R.D.K. Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel. Materials 2021, 14, 775. https://doi.org/10.3390/ma14040775
Zhang Y, Xia Y, Dun H, Wang Y, Fang F, Zhang Y, Zhang J, Chen Q, Zhai K, Misra RDK. Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel. Materials. 2021; 14(4):775. https://doi.org/10.3390/ma14040775
Chicago/Turabian StyleZhang, Yuanxiang, Yukun Xia, Hao Dun, Yang Wang, Feng Fang, Yu Zhang, Jiecheng Zhang, Qi Chen, Kuangyu Zhai, and Raja Devesh Kumar Misra. 2021. "Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel" Materials 14, no. 4: 775. https://doi.org/10.3390/ma14040775
APA StyleZhang, Y., Xia, Y., Dun, H., Wang, Y., Fang, F., Zhang, Y., Zhang, J., Chen, Q., Zhai, K., & Misra, R. D. K. (2021). Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel. Materials, 14(4), 775. https://doi.org/10.3390/ma14040775