
Very-High-Cycle Fatigue Behavior of Inconel 718 Alloy Fabricated by Selective Laser Melting at Elevated Temperature

Abstract
:1. Introduction
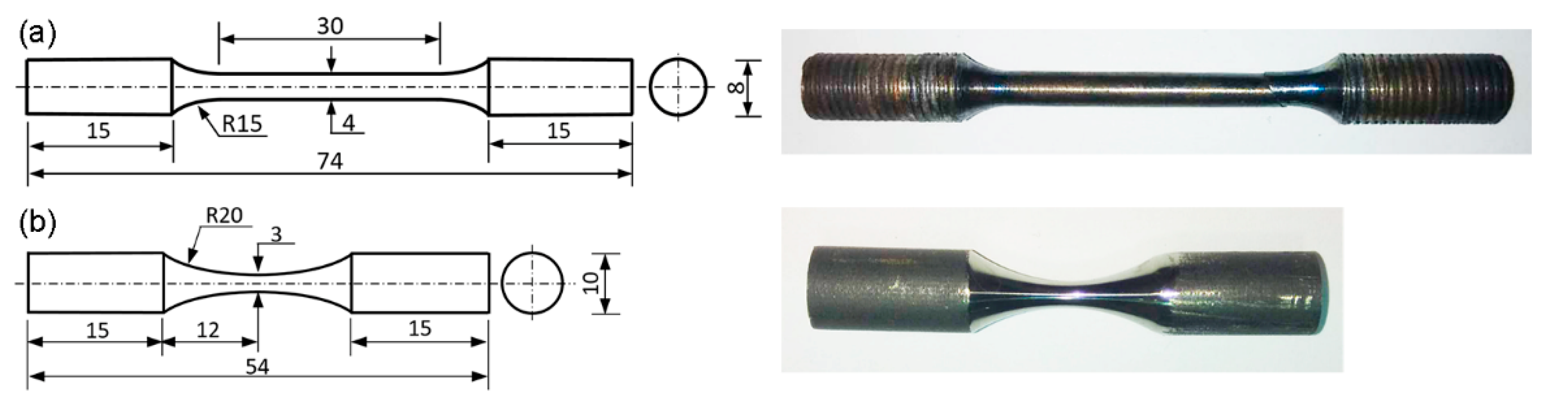
2. Materials and Methods
3. Results
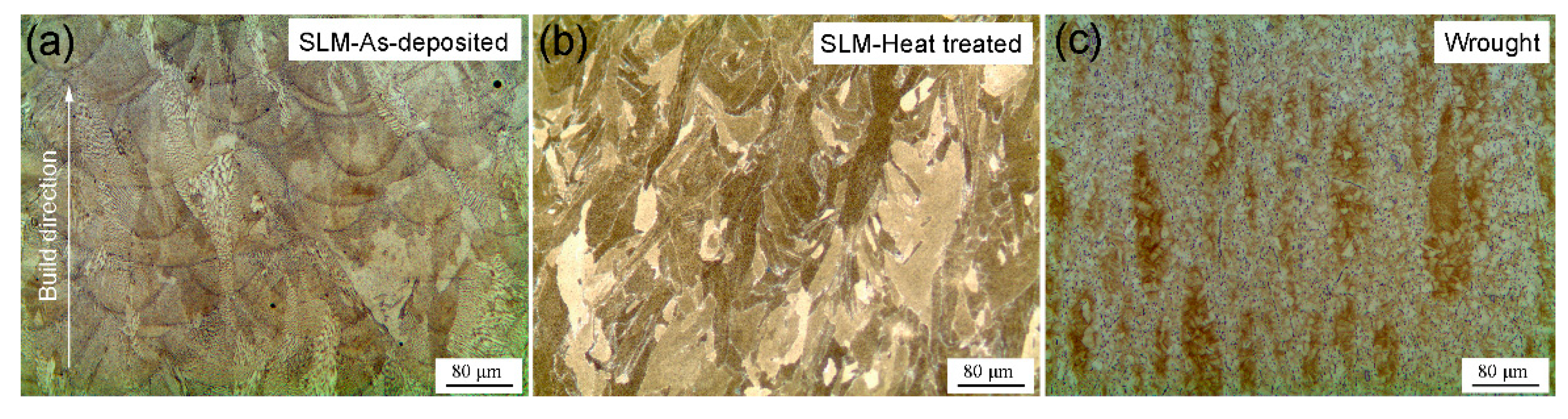
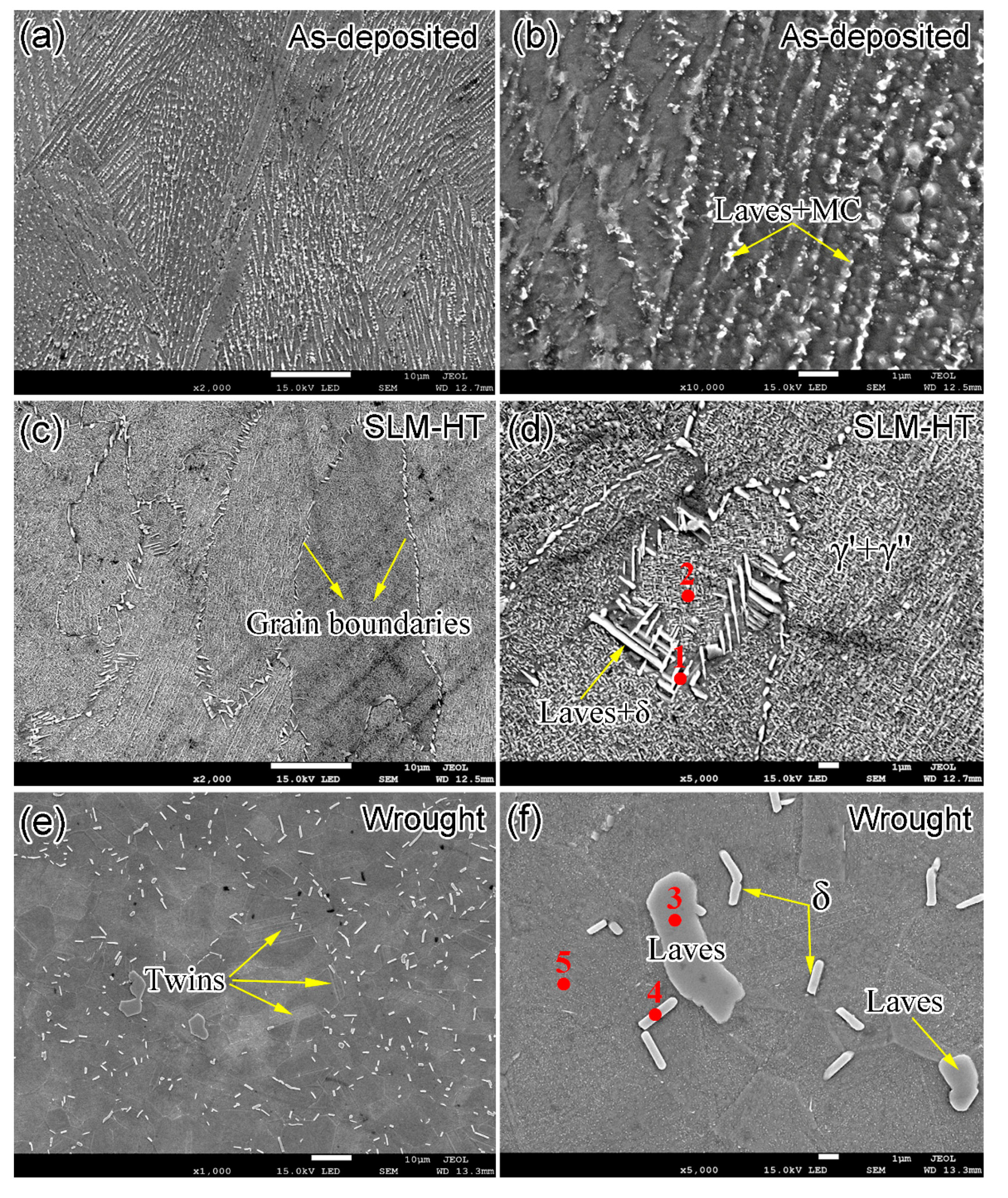
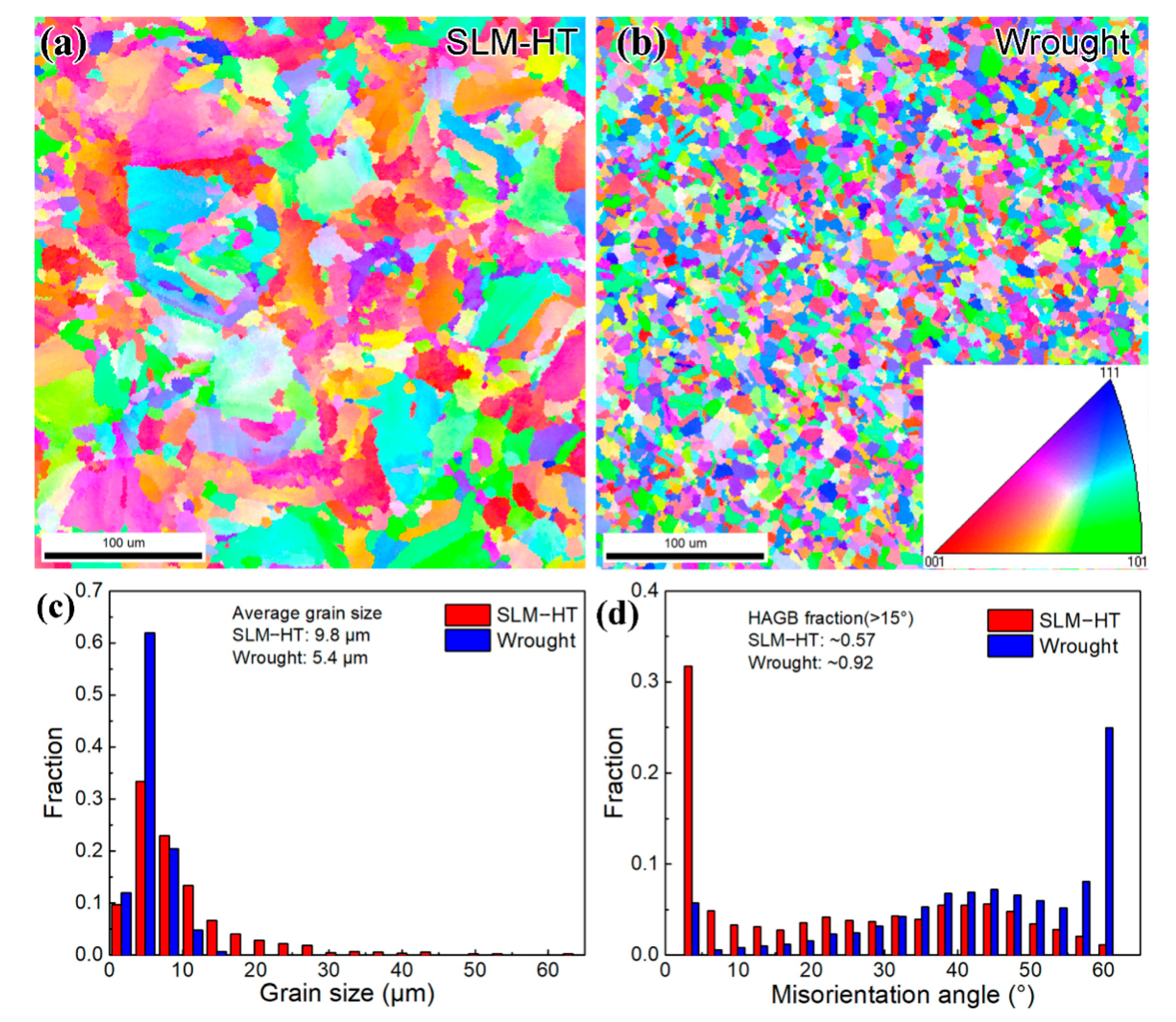
3.1. Microstructure Characterization
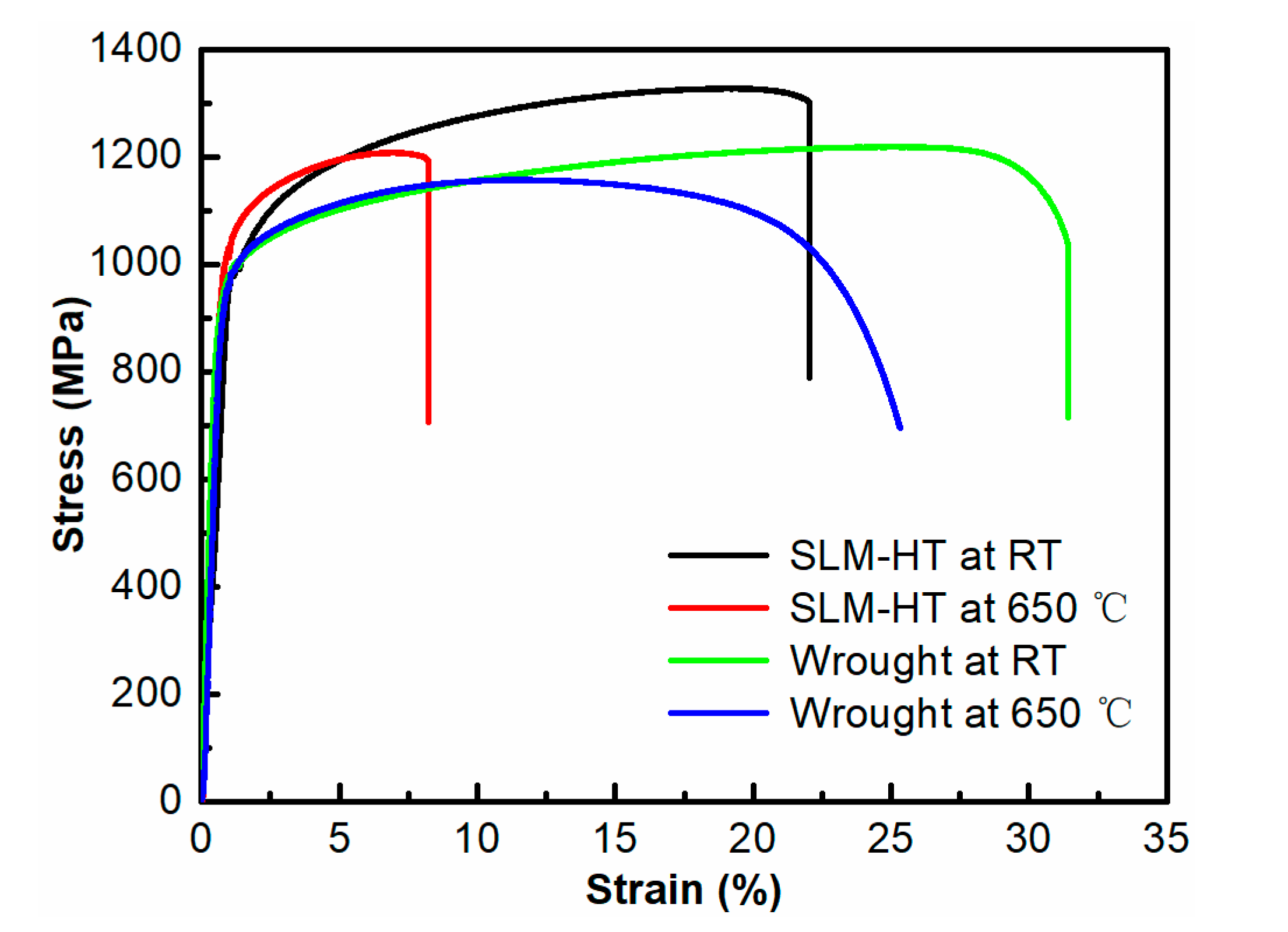
3.2. Tensile Behavior
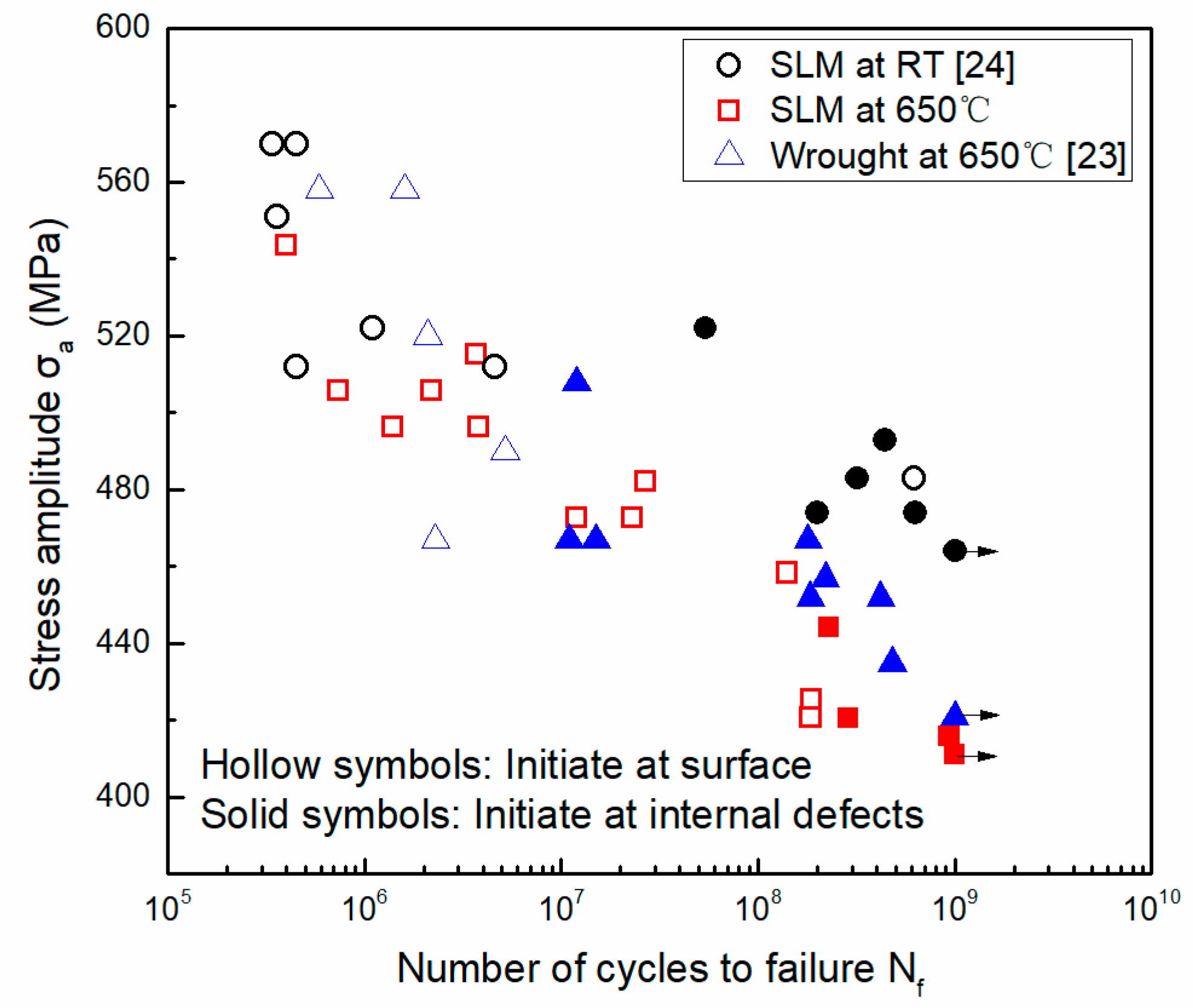
3.3. Fatigue Behavior
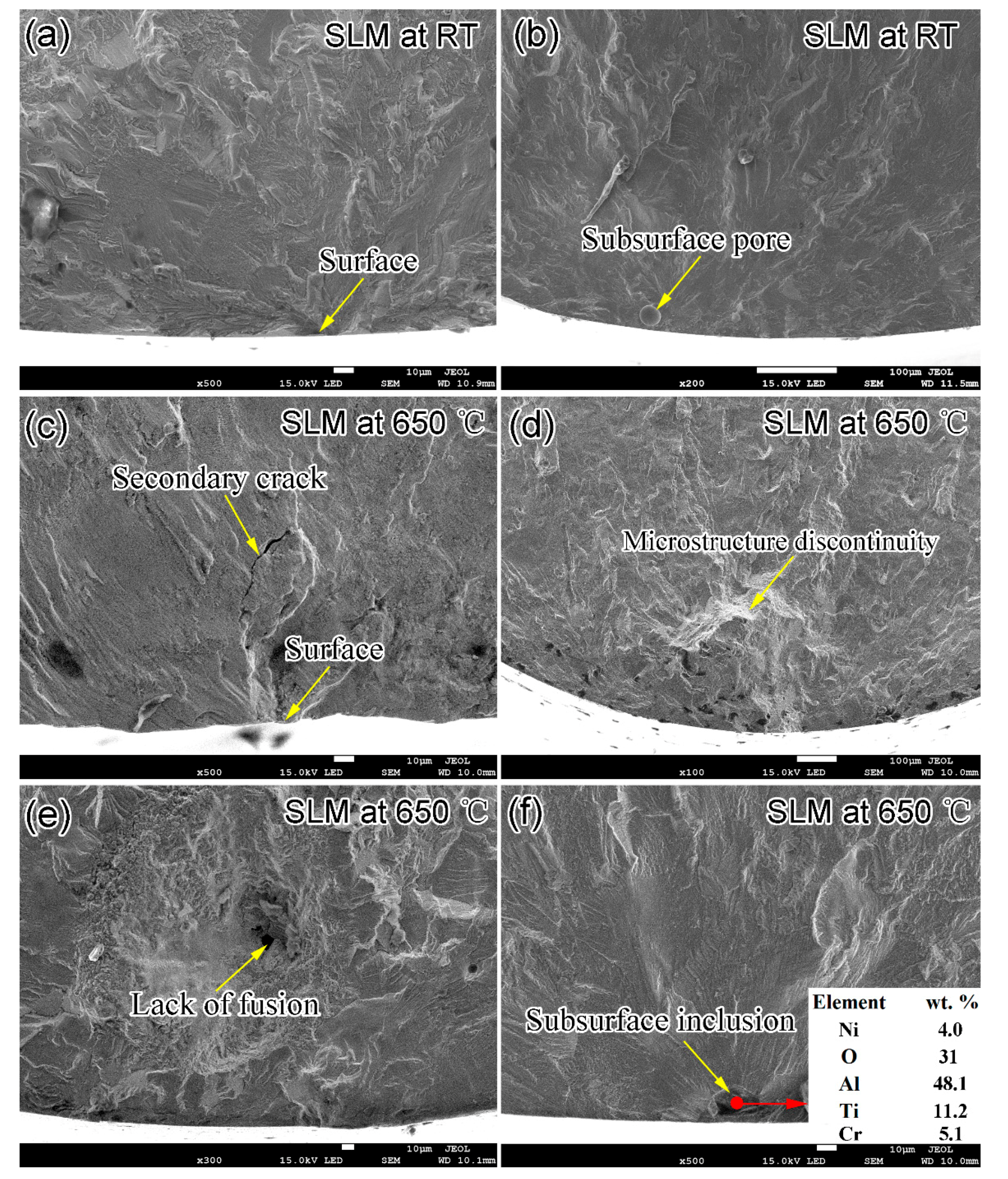
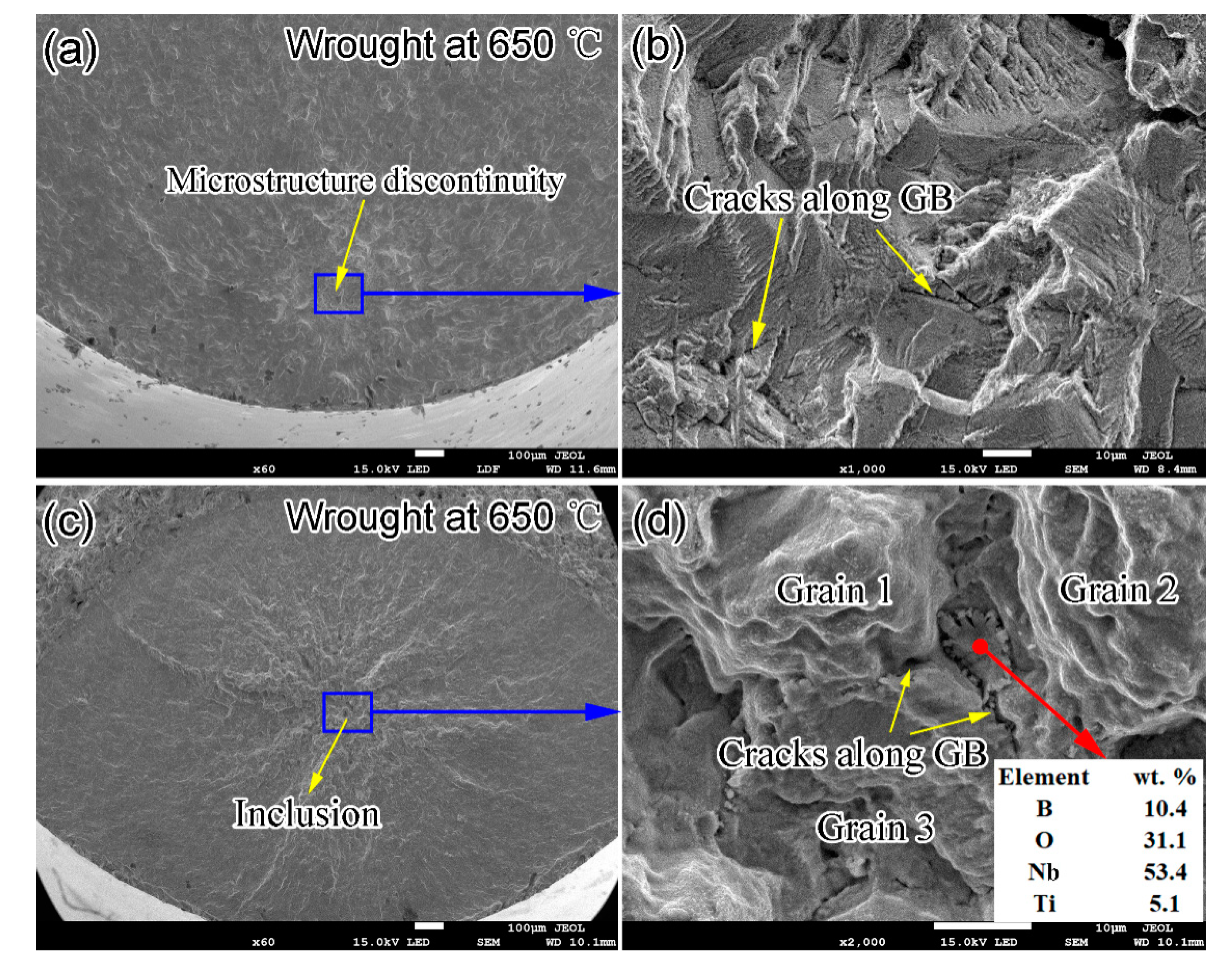
3.4. Fractography
4. Discussion
4.1. Temperature Effect on the High Cycle Fatigue Behavior for SLM IN718 Alloy
4.2. Comparison of the Fatigue Resistance between SLM and Wrought IN718 Alloys at Elevated Temperature
5. Conclusions
- The SLM material exhibits slightly higher strength but lower elongations than those of wrought specimens tested in both room and elevated temperatures. The high strength and low plasticity exhibited in the SLM alloy is related to the high supersaturation of solute atoms, the large amounts of fine cellular subgrains within the columnar grains and the defects (e.g., lack of fusion defects and porosity) during the SLM process.
- Compared with the fatigue behavior for the SLM alloy at RT, the elevated temperature has little effect on the fatigue resistance in the regime below 108 cycles, but significantly reduces the fatigue strength in the VHCF regime above 108 cycles.
- Both SLM and wrought specimens exhibit similar fatigue resistance in the fatigue life regime of fewer than 108 cycles at elevated temperature, and the surface initiation mechanism is dominant in both alloys. In VHCF regime above 108 cycles at elevated temperature, the wrought material exhibits slightly better fatigue resistance than the SLM alloy. All fatigue cracks are initiated from the internal defects (e.g., lack of fusion defects and inclusion) and the microstructure discontinuities (e.g., Laves phase and δ phase, or crystallographic facets), regardless of the fabrication processes, indicating the microstructure-dominant failure in VHCF regime.
- The internal defects and the microstructure discontinuity dominate the fatigue crack initiation behavior of both the SLM and wrought alloys in the VHCF regime at elevated temperatures. The wrought alloy exhibits a slightly better VHCF resistance at elevated temperature than the SLM material, due to the combined effects of the more potential fatigue crack sources (Laves and δ phases precipitated along the grain boundaries during the fatigue testing) and the more HAGB and twin boundaries impeding the propagation of the microcracks in the wrought material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Firoz, R.; Basantia, S.; Khutia, N.; Bar, H.; Sivaprasad, S.; Murthy, G. Effect of microstructural constituents on mechanical properties and fracture toughness of Inconel 718 with anomalous deformation behavior at 650 °C. J. Alloys Compd. 2020, 845, 156276. [Google Scholar] [CrossRef]
- Ardi, D.T. Effects of post-processing route on fatigue performance of laser powder bed fusion Inconel 718. Addit. Manuf. 2020, 36, 101442. [Google Scholar]
- Trosch, T.; Strößner, J. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Wan, H.; Zhou, Z.; Li, C.; Chen, G.; Zhang, G. Effect of scanning strategy on mechanical properties of selective laser melted Inconel. Mater. Sci. Eng. A 2019, 753, 42–48. [Google Scholar] [CrossRef]
- Witkin, D.B.; Patel, D. Influence of surface conditions and specimen orientation on high cycle fatigue properties of Inconel 718 pre-pared by laser powder bed fusion. Int. J. Fatigue 2020, 132, 105392. [Google Scholar] [CrossRef]
- Watring, D.S.; Benzing, J.T.; Hrabe, N.; Spear, A.D. Effects of laser-energy density and build orientation on the structure–property relationships in as-built Inconel 718 manufactured by laser powder bed fusion. Addit. Manuf. 2020, 36, 101425. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review. Prog. Mater. Sci. 2020, 100724. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Johnson, A.S.; Shao, S.; Shamsaei, N.; Thompson, S.M.; Bian, L. Microstructure, Fatigue Behavior, and Failure Mechanisms of Direct Laser-Deposited Inconel. JOM 2016, 69, 597–603. [Google Scholar] [CrossRef]
- Pei, C.; Shi, D. Assessment of mechanical properties and fatigue performance of a selective laser melted nickel-base superalloy In-conel 718. Mater. Sci. Eng. A Struct. 2019, 759, 278–287. [Google Scholar] [CrossRef]
- Gribbin, S.; Bicknell, J.; Jorgensen, L.; Tsukrov, I.; Knezevic, M. Low cycle fatigue behavior of direct metal laser sintered Inconel alloy. Int. J. Fatigue 2016, 93, 156–167. [Google Scholar] [CrossRef]
- Nezhadfar, P.; Johnson, A.S.; Shamsaei, N. Fatigue behavior and microstructural evolution of additively manufactured Inconel 718 under cyclic loading at elevated temperature. Int. J. Fatigue 2020, 136, 105598. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhang, F.; Dong, C.; Yang, X.; Chen, B. Initiation and Early-Stage Growth of Internal Fatigue Cracking under Very-High-Cycle Fatigue Regime at High Temperature. Met. Mater. Trans. A 2020, 51, 1575–1592. [Google Scholar] [CrossRef]
- Muhammad, M.; Frye, P.; Simsiriwong, J.; Shao, S.; Shamsaei, N. An investigation into the effects of cyclic strain rate on the high cycle and very high cycle fatigue behaviors of wrought and additively manufactured Inconel. Int. J. Fatigue 2021, 144, 106038. [Google Scholar] [CrossRef]
- Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings and Rings 52 Ni-19 Cr-3.0 Mo-5.1 Cb (Nb)-0.9 Ti-0.50 Al-18 Fe Con-Sumable Electrode or Vacuum Induction Melted 1775 °F (968 °C) Solution and Precipitation Heat Treated, SAE AMS 5663 M 2009, SAE international Group, Warrendale, USA. 2009. Available online: http://www.sae.org/technical/standards/AMS5663M (accessed on 1 June 2009).
- Metallic Materials-Tensile Testing-Part 2: Method of Test at Elevated Temperature, GB/T 228.2 2015, Standardization Administration of China: Beijing, China. 2015. Available online: http://std.samr.gov.cn/gb/search/gbDetailed?id=71F772D80910D3A7E05397BE0A0AB82A (accessed on 1 June 2016).
- Yu, X.; Lin, X.; Liu, F.; Wang, L.; Tang, Y.; Li, J.; Zhang, S.; Huang, W. Influence of post-heat-treatment on the microstructure and fracture toughness properties of Inconel 718 fabricated with laser directed energy deposition additive manufacturing. Mater. Sci. Eng. A 2020, 798, 140092. [Google Scholar] [CrossRef]
- Zhao, L.; Tan, Y.; Shi, S.; You, X.; Li, P.; Cui, C. Microsegregation behavior of Inconel 718 superalloy prepared by electron beam smelting layered solidification technology. J. Alloys Compd. 2020, 833, 155019. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Yu, X.; Lin, X.; Tan, H.; Hu, Y.; Zhang, S.; Liu, F.; Yang, H.; Huang, W. Microstructure and fatigue crack growth behavior of Inconel 718 superalloy manufactured by laser directed energy deposition. Int. J. Fatigue 2020, 143, 106005. [Google Scholar] [CrossRef]
- Wan, H.Y.; Luo, Y.W.; Zhang, B.; Song, Z.M.; Wang, L.Y.; Zhou, Z.J.; Li, C.P.; Chen, G.F.; Zhang, G.P. Effects of surface roughness and build thickness on fatigue properties of selective laser melted Inconel 718 at 650 °C. Int. J. Fatigue 2020, 137, 105654. [Google Scholar] [CrossRef]
- Xu, Z.; Cao, L.; Zhu, Q.; Guo, C.; Li, X.; Hu, X.; Yu, Z. Creep property of Inconel 718 superalloy produced by selective laser melting compared to forging. Mater. Sci. Eng. A 2020, 794, 139947. [Google Scholar] [CrossRef]
- Song, Z.X.; Qi, H. Study on Ultrahigh Cycle Fatigue Performance of GH4169 Nickel-based Alloy at 650 °C. Trans. Nanjing Univ. Aeronaut. Astronaut. 2020, 37, 970–978. [Google Scholar]
- Song, Z.X.; Wang, D. Ultrahigh cycle fatigue performance of GH4169 alloy by selective laser melting. Mater. Mech. Eng. 2020, 44, 72–77. [Google Scholar]
- Kawagoishi, N.; Chen, Q.; Nisitani, H. Fatigue strength of Inconel 718 at elevated temperatures. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 209–216. [Google Scholar] [CrossRef]
- Zhu, M.-L.; Jin, L.; Xuan, F.-Z. Fatigue life and mechanistic modeling of interior micro-defect induced cracking in high cycle and very high cycle regimes. Acta Mater. 2018, 157, 259–275. [Google Scholar] [CrossRef]
- Yang, K.; Huang, Q.; Wang, Q.; Chen, Q. Competing crack initiation behaviors of a laser additively manufactured nickel-based superalloy in high and very high cycle fatigue regimes. Int. J. Fatigue 2020, 136, 105580. [Google Scholar] [CrossRef]
- Cervellon, A.; Hémery, S.; Kürnsteiner, P.; Gault, B.; Kontis, P.; Cormier, J. Crack initiation mechanisms during very high cycle fatigue of Ni-based single crystal superalloys at high temperature. Acta Mater. 2020, 188, 131–144. [Google Scholar] [CrossRef]
- Sui, S.; Chen, J.; Fan, E.; Yang, H.; Lin, X.; Huang, W. The influence of Laves phases on the high-cycle fatigue behavior of laser additive manufactured Inconel. Mater. Sci. Eng. A 2017, 695, 6–13. [Google Scholar] [CrossRef]
- Ma, X.F.; Zhai, H.L. Fatigue short crack propagation behavior of selective laser melted Inconel 718 alloy by in-situ SEM study: In-fluence of orientation and temperature. Int. J. Fatigue 2020, 139, 1–14. [Google Scholar] [CrossRef]
- Liu, S.; Li, H.; Qin, C.; Zong, R.; Fang, X. The effect of energy density on texture and mechanical anisotropy in selective laser melted Inconel. Mater. Des. 2020, 191, 108642. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cr | Ni | Nb | Mo | Ti | Al | C | Si | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| IN718 alloy powder | 18.52 | 52.44 | 5.25 | 3.03 | 0.98 | 0.52 | 0.04 | <0.1 | <0.1 | Balance |
| Wrought alloy | 19.00 | 53.00 | 5.30 | 3.00 | 1.00 | 0.50 | 0.05 | - | - | Balance |
| Position | Ni | Nb | Cr | Fe | Mo | Ti | Al |
|---|---|---|---|---|---|---|---|
| 1 | 26.2 | 43.9 | 12.0 | 10.9 | - | 6.8 | - |
| 2 | 54.2 | 5.3 | 18.4 | 17.0 | 3.6 | 0.9 | 0.7 |
| 3 | 43.5 | 22.9 | 16.7 | 9.1 | 4.8 | 2.6 | 0.4 |
| 4 | 63.5 | 20.6 | 5.1 | 5.8 | - | 2.4 | - |
| 5 | 54.2 | 4.6 | 18.4 | 17.7 | 3.4 | 1.1 | 0.6 |
| Condition | Test Temperature | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|---|
| SLM-HT | RT | 992 ± 2 | 1298 ± 29 | 17.0 ± 3.2 |
| 650 °C | 983 ± 28 | 1196 ± 12 | 6.9 ± 0.7 | |
| Wrought | RT | 934 ± 9 | 1195 ± 25 | 30.3 ± 1.1 |
| 650 °C | 936 ± 6 | 1165 ± 6 | 22.4 ± 2.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Z.; Gao, W.; Wang, D.; Wu, Z.; Yan, M.; Huang, L.; Zhang, X. Very-High-Cycle Fatigue Behavior of Inconel 718 Alloy Fabricated by Selective Laser Melting at Elevated Temperature. Materials 2021, 14, 1001. https://doi.org/10.3390/ma14041001
Song Z, Gao W, Wang D, Wu Z, Yan M, Huang L, Zhang X. Very-High-Cycle Fatigue Behavior of Inconel 718 Alloy Fabricated by Selective Laser Melting at Elevated Temperature. Materials. 2021; 14(4):1001. https://doi.org/10.3390/ma14041001
Chicago/Turabian StyleSong, Zongxian, Wenbin Gao, Dongpo Wang, Zhisheng Wu, Meifang Yan, Liye Huang, and Xueli Zhang. 2021. "Very-High-Cycle Fatigue Behavior of Inconel 718 Alloy Fabricated by Selective Laser Melting at Elevated Temperature" Materials 14, no. 4: 1001. https://doi.org/10.3390/ma14041001
APA StyleSong, Z., Gao, W., Wang, D., Wu, Z., Yan, M., Huang, L., & Zhang, X. (2021). Very-High-Cycle Fatigue Behavior of Inconel 718 Alloy Fabricated by Selective Laser Melting at Elevated Temperature. Materials, 14(4), 1001. https://doi.org/10.3390/ma14041001