Process Parameters Optimization Using Taguchi-Based Grey Relational Analysis in Laser-Assisted Machining of Si3N4


Abstract
1. Introduction
2. LAM Experiment
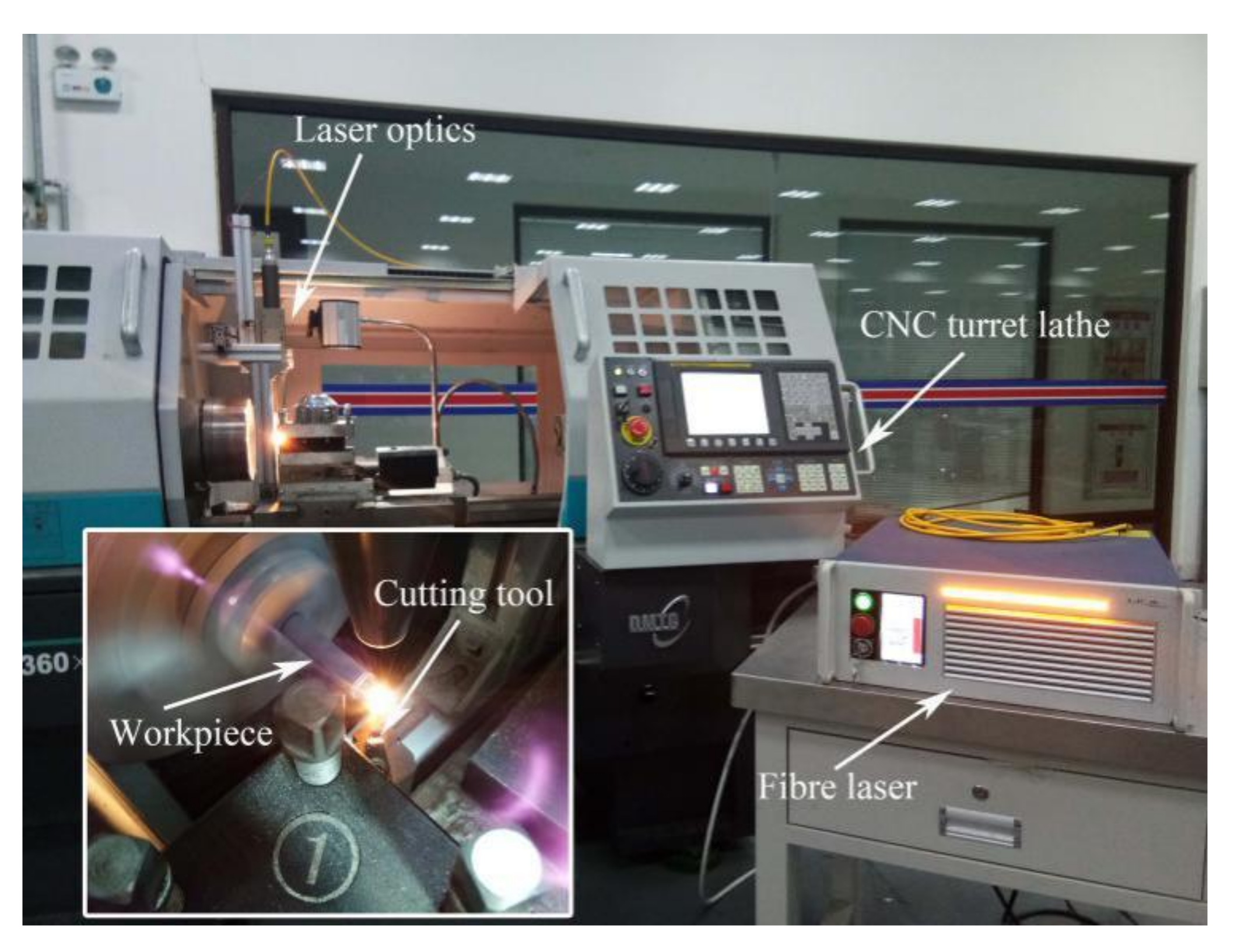
2.1. Experimental System
2.2. Experimental Material
2.3. Experimental Matrix and Operating Parameters
3. Single Objective Optimization
3.1. Analysis of the S/N Ratio
3.2. Analysis of Variance
4. Multi-Objective Optimization
4.1. Normalizing the Response Data
4.2. Calculating the Deviation Sequence
4.3. Calculating the Grey Relational Coefficient
4.4. Calculating the Grey Relational Grade (GRG)
4.5. Taguchi-Based GRA
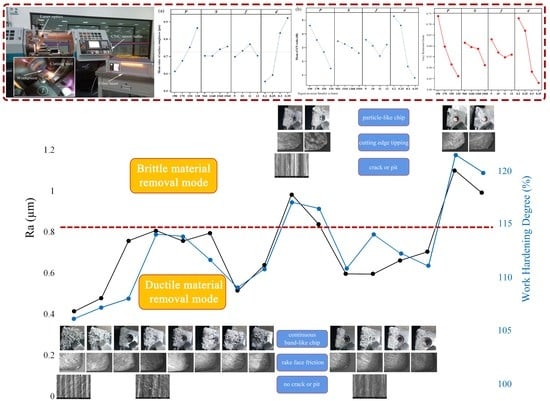
5. Effect of Material Removal Mode on Surface Quality
6. Conclusions
- From the main effect plots and S/N ratios, it is evident that the most influential factor for surface roughness is cutting depth, followed by laser power. The most influential factor for work hardening is laser power, followed by cutting depth. Decreased surface roughness and work hardening degree can be obtained with smaller cutting depth and higher laser power.
- From the ANOVA analysis, it is evident that the influence of process parameters on surface quality is varied. The contribution rates of cutting depth and laser power for surface roughness are 69.84% and 25.20%, respectively, and the contribution rates of spindle speed and feed rate are less than 3%. The contribution rates of laser power and cutting depth for work hardening are 45.16% and 38.51%, respectively, and the contribution rates of spindle speed and feed rate are less than 8%.
- The optimal condition for attaining decreased surface roughness and work hardening degree based on the grey-Taguchi method is A1B1C1D1, which is 190 W laser power, 960 rev/min spindle speed, 9 mm/min feed rate, and 0.2 mm cutting depth.
- The combination of process parameters determines the material removal mode at the material removal location, and then affects the surface roughness and work hardening. In ductile material removal mode, the values of surface roughness and work hardening degree are lower.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferraris, E.; Vleugels, J.; Guo, Y.; Bourell, D.; Kruth, J.P.; Lauwers, B. Shaping of engineering ceramics by electro, chemical and physical processes. CIRP Ann. 2016, 65, 761–784. [Google Scholar] [CrossRef]
- Samant, A.N.; Dahotre, N.B. Laser machining of structural ceramics—A review. J. Eur. Ceram. Soc. 2009, 29, 969–993. [Google Scholar] [CrossRef]
- Selvarajan, L.; Narayanan, C.S.; Jeyapaul, R.; Manohar, M. Optimization of EDM process parameters in machining Si3N4–TiN conductive ceramic composites to improve form and orientation tolerances. Measurement 2016, 92, 114–129. [Google Scholar] [CrossRef]
- Lei, S.; Shin, Y.C.; Incropera, F.P. Deformation mechanisms and constitutive modeling for silicon nitride undergoing laser-assisted machining. Int. J. Mach. Tools Manuf. 2000, 40, 2213–2233. [Google Scholar] [CrossRef]
- Lei, S.; Shin, Y.C.; Incropera, F.P. Experimental Investigation of Thermo-Mechanical Characteristics in Laser-Assisted Machining of Silicon Nitride Ceramics. J. Manuf. Sci. Eng. 2001, 123, 639–646. [Google Scholar] [CrossRef]
- Tian, Y.; Shin, Y.C. Laser-Assisted Machining of Damage-Free Silicon Nitride Parts with Complex Geometric Features via In-Process Control of Laser Power. J. Am. Ceram. Soc. 2006, 89, 3397–3405. [Google Scholar] [CrossRef]
- Shen, X.; Lei, S. Thermal Modeling and Experimental Investigation for Laser Assisted Milling of Silicon Nitride Ceramics. J. Manuf. Sci. Eng. 2009, 131, 051007. [Google Scholar] [CrossRef]
- Lee, S.J.; Kim, J.-D.; Suh, J. Microstructural variations and machining characteristics of silicon nitride ceramics from increasing the temperature in laser assisted machining. Int. J. Precis. Eng. Manuf. 2014, 15, 1269–1274. [Google Scholar] [CrossRef]
- Wu, X.F. Basic Research on Laser Assisted Machining of Silicon Nitride Ceramics; Harbin Institute of Technology: Harbin, China, 2011. [Google Scholar]
- Pu, Y.; Zhao, Y.; Zhang, H.; Zhao, G.; Meng, J.; Song, P. Study on the three-dimensional topography of the machined surface in laser-assisted machining of Si3N4 ceramics under different material removal modes. Ceram. Int. 2020, 46, 5695–5705. [Google Scholar] [CrossRef]
- Chang, C.-W.; Kuo, C.-P. Evaluation of surface roughness in laser-assisted machining of aluminum oxide ceramics with Taguchi method. Int. J. Mach. Tools Manuf. 2007, 47, 141–147. [Google Scholar] [CrossRef]
- Chang, C.-W.; Kuo, C.-P. An investigation of laser-assisted machining of Al2O3 ceramics planing. Int. J. Mach. Tools Manuf. 2007, 47, 452–461. [Google Scholar] [CrossRef]
- Kizaki, T.; Ito, Y.; Tanabe, S.; Kim, Y.; Sugita, N.; Mitsuishi, M. Laser-assisted Machining of Zirconia Ceramics using a Diamond Bur. Procedia CIRP 2016, 42, 497–502. [Google Scholar] [CrossRef]
- Rao, X.; Zhang, F.; Lu, Y.; Luo, X.; Ding, F.; Li, C. Analysis of diamond wheel wear and surface integrity in laser-assisted grinding of RB-SiC ceramics. Ceram. Int. 2019, 45, 24355–24364. [Google Scholar] [CrossRef]
- Dong, X.; Shin, Y.C. Improved machinability of SiC/SiC ceramic matrix composite via laser-assisted micromachining. Int. J. Adv. Manuf. Technol. 2017, 90, 731–739. [Google Scholar] [CrossRef]
- Rebro, P.A.; Shin, Y.C.; Incropera, F.P. Design of operating conditions for crackfree laser-assisted machining of mullite. Int. J. Mach. Tools Manuf. 2004, 44, 677–694. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Luo, X.; Chang, W.; Cai, Y.; Zhong, W.; Ding, F. Material removal mechanism of laser-assisted grinding of RB-SiC ceramics and process optimization. J. Eur. Ceram. Soc. 2019, 39, 705–717. [Google Scholar] [CrossRef]
- Xu, J.; Dan, J.; Li, J.; Du, J.; Xiao, J.; Xu, J. Experimental study on the cutting force during laser-assisted machining of fused silica based on the Taguchi method and response surface methodology. J. Manuf. Process. 2019, 38, 9–20. [Google Scholar] [CrossRef]
- Song, H.; Li, J.; Dan, J.; Ren, G.; Xiao, J.; Xu, J. Experimental analysis and evaluation of the cutting performance of tools in laser-assisted machining of fused silica. Precis. Eng. 2019, 56, 191–202. [Google Scholar] [CrossRef]
- Saradhi, V.P.; Shashank, V.; Teja, P.S.; Anbarasu, G.; Bharat, A.; Jagadesh, T. Prediction of surface roughness and material removal rate in laser assisted turning of aluminium oxide using fuzzy logic. Mater. Today Proc. 2018, 5, 20343–20350. [Google Scholar] [CrossRef]
- König, W.; Cronjäger, L.; Spur, G.; Tönshoff, H.; Vigneau, M.; Zdeblick, W. Machining of New Materials. CIRP Ann. 1990, 39, 673–681. [Google Scholar] [CrossRef]
- Ju-Long, D. Control problems of grey systems. Syst. Control. Lett. 1982, 1, 288–294. [Google Scholar] [CrossRef]
- Taskesen, A.; Kütükde, K. Experimental investigation and multi-objective analysis on drilling of boron carbide reinforced metal matrix composites using grey relational analysis. Measurement 2014, 47, 321–330. [Google Scholar] [CrossRef]
- Ghetiya, N.D.; Patel, K.M.; Kavar, A.J. Multi-objective Optimization of FSW Process Parameters of Aluminium Alloy Using Taguchi-Based Grey Relational Analysis. Trans. Indian Inst. Met. 2015, 69, 917–923. [Google Scholar] [CrossRef]
- Vinayagamoorthy, R.; Xavior, M.A. Parametric Optimization on Multi-Objective Precision Turning Using Grey Relational Analysis. Procedia Eng. 2014, 97, 299–307. [Google Scholar] [CrossRef]
- Jayaraman, P.; Mahesh kumar, L. Multi-response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy using Grey Relational Analysis in Taguchi Method. Procedia Eng. 2014, 97, 197–204. [Google Scholar] [CrossRef]
- Gopal, P.M.; Prakash, K.S.; Jayaraj, S. WEDM of Mg/CRT/BN composites: Effect of materials and machining parameters. Mater. Manuf. Process. 2018, 33, 77–84. [Google Scholar] [CrossRef]
- Prakash, K.S.; Gopal, P.; Karthik, S. Multi-objective optimization using Taguchi based grey relational analysis in turning of Rock dust reinforced Aluminum MMC. Measurement 2020, 157, 107664. [Google Scholar] [CrossRef]
- Mia, M.; Al Bashir, M.; Khan, A.; Dhar, N.R. Optimization of MQL flow rate for minimum cutting force and surface roughness in end milling of hardened steel (HRC 40). Int. J. Adv. Manuf. Technol. 2017, 89, 675–690. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Values |
|---|---|
| Density (g/cm3) | 3.2 ± 0.05 |
| Hardness (HV) | ≥1420 |
| Fracture toughness (MPa·m1/2) | 6.0–7.0 |
| Flexural strength (MPa) | 700–800 |
| Elastic modulus (GPa) | 310 |
| Thermal expansion (room temperature ~500 °C) 10−6/°C | 3.0–3.2 |
| Breakdown voltage (KV) | >10 |
| Compressive strength (MPa) | ≥1500 |
| Thermal conductivity (W/mK) | 15–20 |
| Factors | Parameters | Levels | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| a | Laser power (W) | 190 | 170 | 150 | 130 |
| b | Spindle speed (rev/min) | 960 | 1160 | 1360 | 1560 |
| c | Feed rate (mm/min) | 9 | 10 | 11 | 12 |
| d | Cutting depth (mm) | 0.2 | 0.25 | 0.3 | 0.35 |
| No. | Factor a | Factor b | Factor c | Factor d | Surface Roughness | Work Hardening Degree | ||
|---|---|---|---|---|---|---|---|---|
| Mean Value (μm) | S/N Ratio | Mean Value (%) | S/N Ratio | |||||
| 1 | 1 | 1 | 1 | 1 | 0.413 | 7.689 | 106.2 | −0.520 |
| 2 | 1 | 2 | 2 | 2 | 0.478 | 6.418 | 107.2 | −0.605 |
| 3 | 1 | 3 | 3 | 3 | 0.757 | 2.419 | 108.1 | −0.675 |
| 4 | 1 | 4 | 4 | 4 | 0.807 | 1.865 | 114.1 | −1.147 |
| 5 | 2 | 1 | 2 | 3 | 0.755 | 2.439 | 113.9 | −1.128 |
| 6 | 2 | 2 | 1 | 4 | 0.794 | 2.002 | 111.7 | −0.957 |
| 7 | 2 | 3 | 4 | 1 | 0.511 | 5.840 | 109.1 | −0.758 |
| 8 | 2 | 4 | 3 | 2 | 0.637 | 3.914 | 110.8 | −0.890 |
| 9 | 3 | 1 | 3 | 4 | 0.984 | 0.143 | 117.1 | −1.369 |
| 10 | 3 | 2 | 4 | 3 | 0.837 | 1.548 | 116.5 | −1.324 |
| 11 | 3 | 3 | 1 | 2 | 0.595 | 4.506 | 110.9 | −0.895 |
| 12 | 3 | 4 | 2 | 1 | 0.594 | 4.522 | 114.1 | −1.142 |
| 13 | 4 | 1 | 4 | 2 | 0.661 | 3.598 | 112.3 | −1.005 |
| 14 | 4 | 2 | 3 | 1 | 0.703 | 3.066 | 111.2 | −0.919 |
| 15 | 4 | 3 | 2 | 4 | 1.101 | −0.840 | 121.5 | −1.688 |
| 16 | 4 | 4 | 1 | 3 | 0.990 | 0.084 | 119.9 | −1.573 |
| Variation in Source | Degree of Freedom (DF) | Sum-of-Squares (SS) | Mean-of-Squares (MS) | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Laser power | 3 | 0.1401 | 0.0467 | 25.459 | 0.012 | 25.20% |
| Spindle speed | 3 | 0.0090 | 0.0030 | 1.6439 | 0.347 | 1.63% |
| Feed rate | 3 | 0.0130 | 0.0043 | 2.365 | 0.249 | 2.34% |
| Cutting depth | 3 | 0.3882 | 0.1294 | 70.551 | 0.003 | 69.84% |
| Error | 3 | 0.0055 | 0.0018 | – | – | 0.99% |
| Total | 15 | 0.5559 | – | – | – | – |
| Variation in Source | Degree of Freedom (DF) | Sum-of-Squares (SS) | Mean-of-Squares (MS) | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Laser power | 3 | 0.0128 | 0.00428 | 11.260 | 0.039 | 45.16% |
| Spindle speed | 3 | 0.0022 | 0.00072 | 1.895 | 0.307 | 7.60% |
| Feed rate | 3 | 0.0013 | 0.00045 | 1.176 | 0.449 | 4.72% |
| Cutting depth | 3 | 0.0110 | 0.00365 | 9.601 | 0.048 | 38.51% |
| Error | 3 | 0.0011 | 0.00038 | – | – | 4.01% |
| Total | 15 | 0.0284 | – | – | – | – |
| Experiment No. | Grey Relational Coefficient | GRG | Rank | |
|---|---|---|---|---|
| Surface Roughness | Work Hardening Degree | |||
| 1 | 1 | 1 | 1 | 1 |
| 2 | 0.841 | 0.884 | 0.858 | 2 |
| 3 | 0.500 | 0.801 | 0.620 | 5 |
| 4 | 0.466 | 0.492 | 0.476 | 12 |
| 5 | 0.501 | 0.498 | 0.500 | 11 |
| 6 | 0.474 | 0.582 | 0.517 | 10 |
| 7 | 0.778 | 0.725 | 0.757 | 3 |
| 8 | 0.606 | 0.624 | 0.613 | 6 |
| 9 | 0.376 | 0.412 | 0.391 | 14 |
| 10 | 0.448 | 0.426 | 0.439 | 13 |
| 11 | 0.654 | 0.619 | 0.640 | 4 |
| 12 | 0.655 | 0.492 | 0.590 | 7 |
| 13 | 0.581 | 0.556 | 0.571 | 8 |
| 14 | 0.543 | 0.605 | 0.567 | 9 |
| 15 | 0.333 | 0.333 | 0.333 | 16 |
| 16 | 0.374 | 0.358 | 0.367 | 15 |
| Process Parameter | Average GRG | |||
|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Level 4 | |
| Laser power | 0.739 * | 0.597 | 0.515 | 0.460 |
| Spindle speed | 0.615 * | 0.596 | 0.588 | 0.512 |
| Feed rate | 0.631 * | 0.570 | 0.548 | 0.561 |
| Cutting depth | 0.729 * | 0.671 | 0.482 | 0.429 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pu, Y.; Zhao, Y.; Meng, J.; Zhao, G.; Zhang, H.; Liu, Q. Process Parameters Optimization Using Taguchi-Based Grey Relational Analysis in Laser-Assisted Machining of Si3N4. Materials 2021, 14, 529. https://doi.org/10.3390/ma14030529
Pu Y, Zhao Y, Meng J, Zhao G, Zhang H, Liu Q. Process Parameters Optimization Using Taguchi-Based Grey Relational Analysis in Laser-Assisted Machining of Si3N4. Materials. 2021; 14(3):529. https://doi.org/10.3390/ma14030529
Chicago/Turabian StylePu, Yezhuang, Yugang Zhao, Jianbing Meng, Guoyong Zhao, Haiyun Zhang, and Qian Liu. 2021. "Process Parameters Optimization Using Taguchi-Based Grey Relational Analysis in Laser-Assisted Machining of Si3N4" Materials 14, no. 3: 529. https://doi.org/10.3390/ma14030529
APA StylePu, Y., Zhao, Y., Meng, J., Zhao, G., Zhang, H., & Liu, Q. (2021). Process Parameters Optimization Using Taguchi-Based Grey Relational Analysis in Laser-Assisted Machining of Si3N4. Materials, 14(3), 529. https://doi.org/10.3390/ma14030529