
Production and Characterization of Austenitic Stainless Steel Cast Parts Reinforced with WC Particles Fabricated by Ex Situ Technique

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
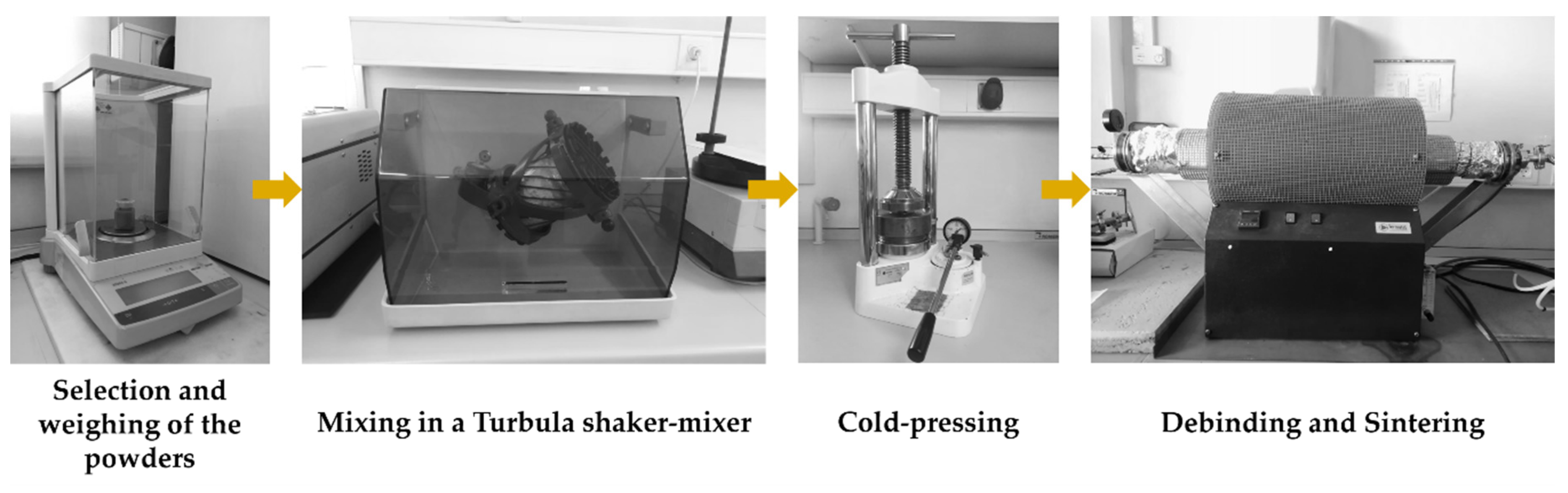
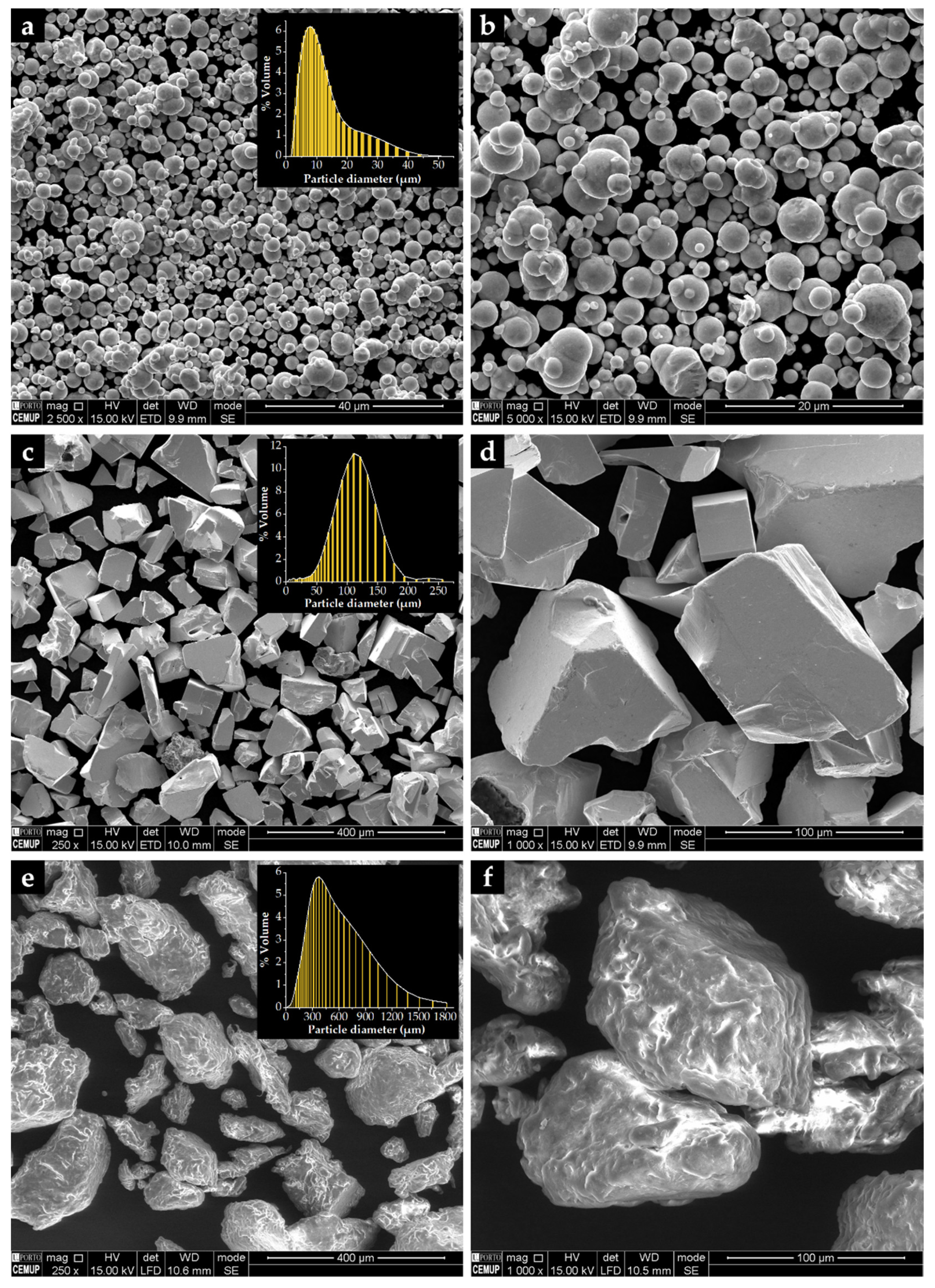
- Selection and characterization of the initial powders. Commercial powders of WC (99.0 wt % purity) and Fe (99.0 wt % purity), from Alfa Aesar, Thermo Fisher (Kandel, Germany) GmbH, and a commercial binder material (designated as Full-mould MIM binder M0101) from Atect Corporation (Shiga, Japan), composed of Polyolefin-modified polyoxymethylene (≥60.0 wt %), paraffin wax (≤20.0 wt %), and ester wax (≥20.0 wt %), were chosen. The powders were characterized by scanning electron microscopy (SEM), using a FEI QUANTA 400 FEG (FEI Company, Hillsboro, OR, USA) with an energy-dispersive detector (EDS) and dynamic light scattering (DLS, Laser Coulter LS230 granulometer, Beckman Coulter, Inc., Brea, CA, USA) techniques.
- Mixing and homogenization of the powders. Powders of Fe (60 vol %) and WC (40 vol %), and the binder were mixed, in a volume fraction of 70:30, in a Turbula shaker-mixer (Willy A. Bachofen AG, Muttenz, Switzerland) for 7 h.
- Cold-pressing of the whole mixture. The mixture was uniaxially cold-pressed at 230 MPa in a metallic mold to produce green compacts (31 mm × 12 mm × 9 mm).
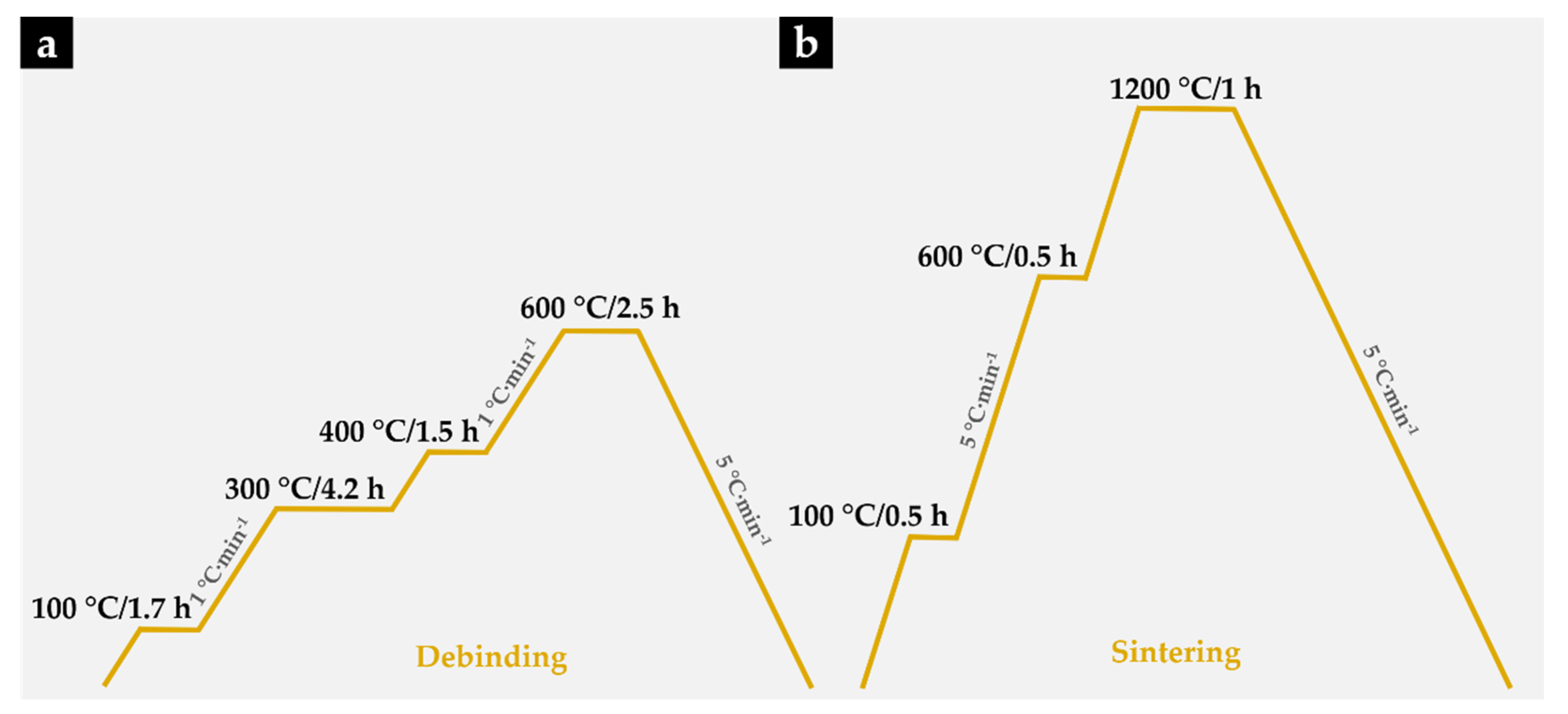
- Debinding. At this stage of the process, the binder was removed to produce porous brown compacts. This process was carried out on a horizontal resistance furnace using an argon–hydrogen (5 vol % H2) atmosphere. The thermal cycle carried out during this stage is shown in Figure 2a.
- Sintering the brown compacts. After the debinding, the compacts were sintered at 1200 °C for one hour in a horizontal resistance furnace equipped with a high-vacuum turbo molecular pump (≤5 × 10−3 Pa). The applied thermal cycle with heating and cooling rates of 5 °C∙min−1 is depicted in Figure 2b.
- 6.
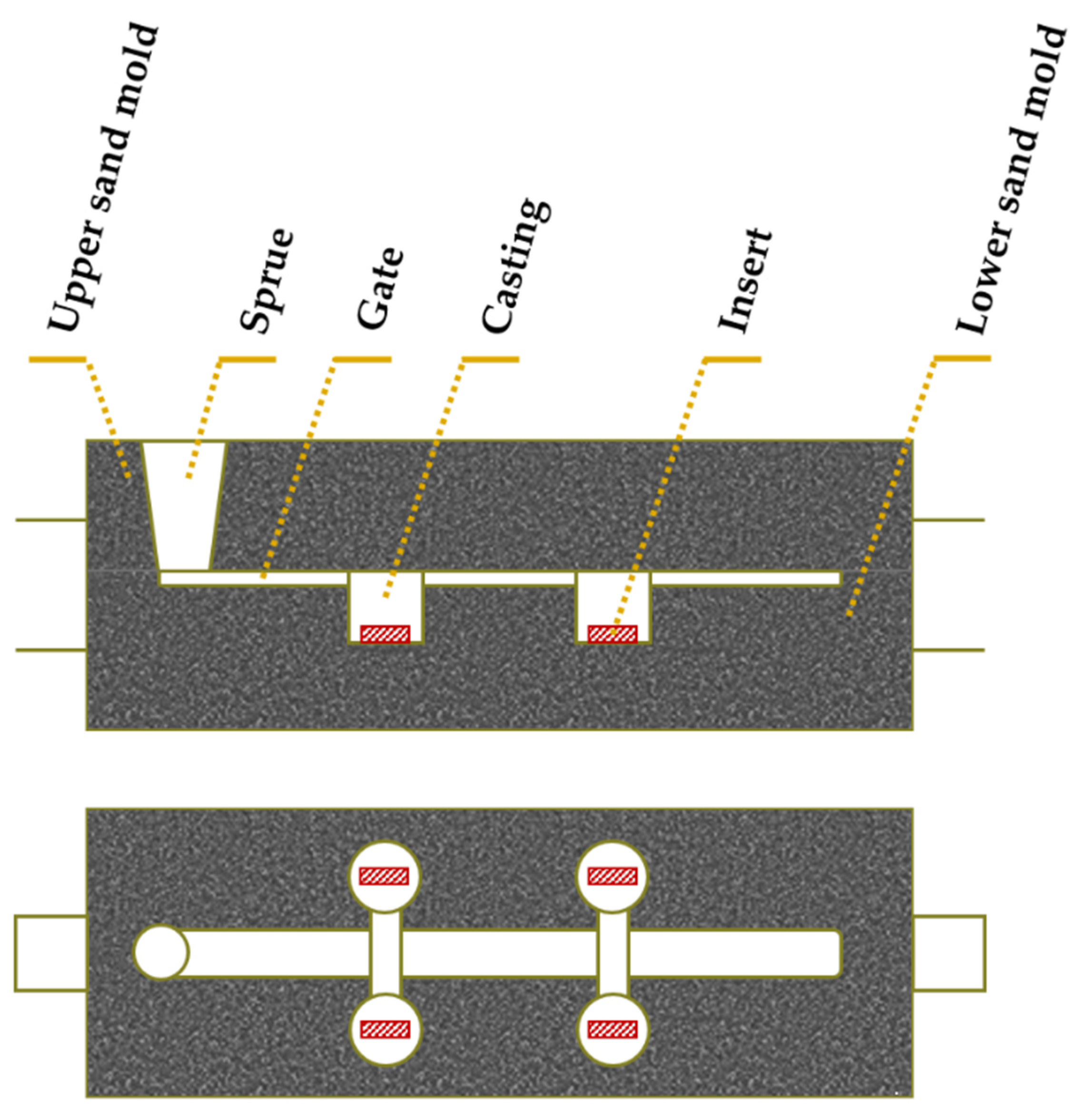
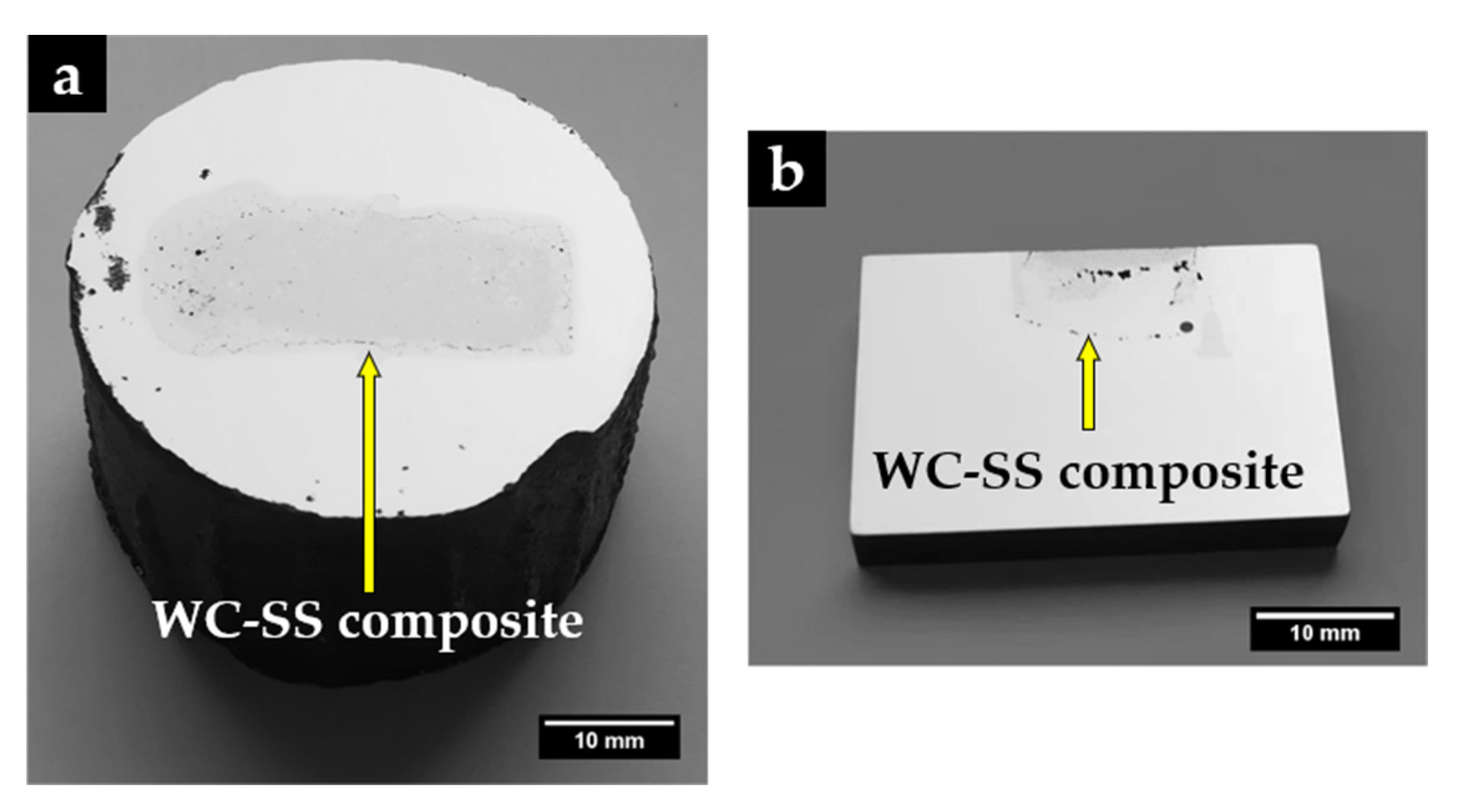
- Placement of porous sintered Fe–WC inserts in the mold cavity. Before casting the liquid metal, the inserts were positioned in the desired location of the mold cavity (see Figure 3).
- 7.
- Melting and casting. The melt was prepared in a medium frequency induction furnace, with a capacity of up to 1000 kg, and poured at 1620 °C into the mold cavity. The nominal chemical composition of the liquid metal, in accordance with the ISO 4991:2015 standard, shown in Table 1, was analyzed by optical emission spectrometry (MAXx LMM05, Spectro, Germany).
- 8.
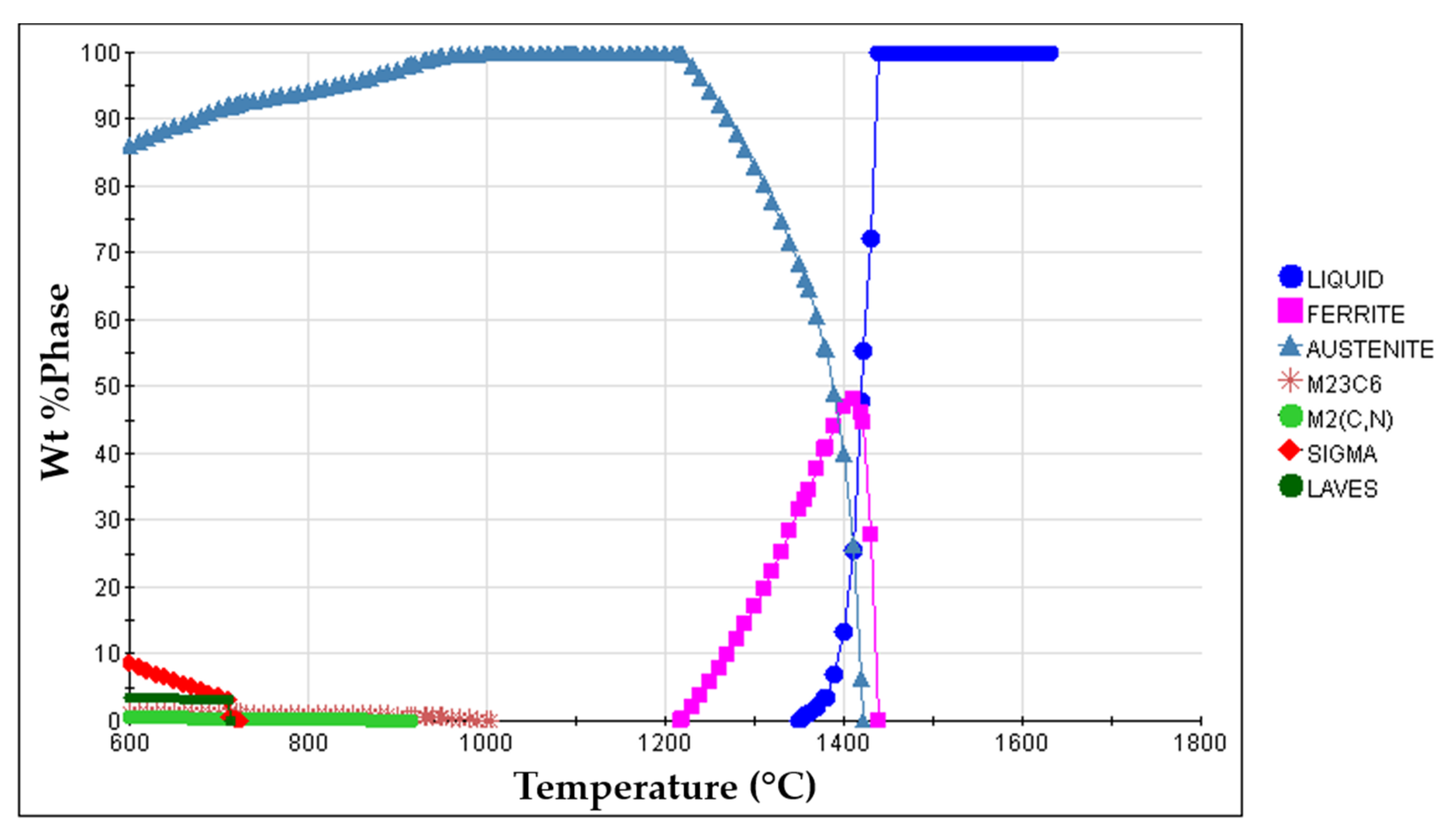
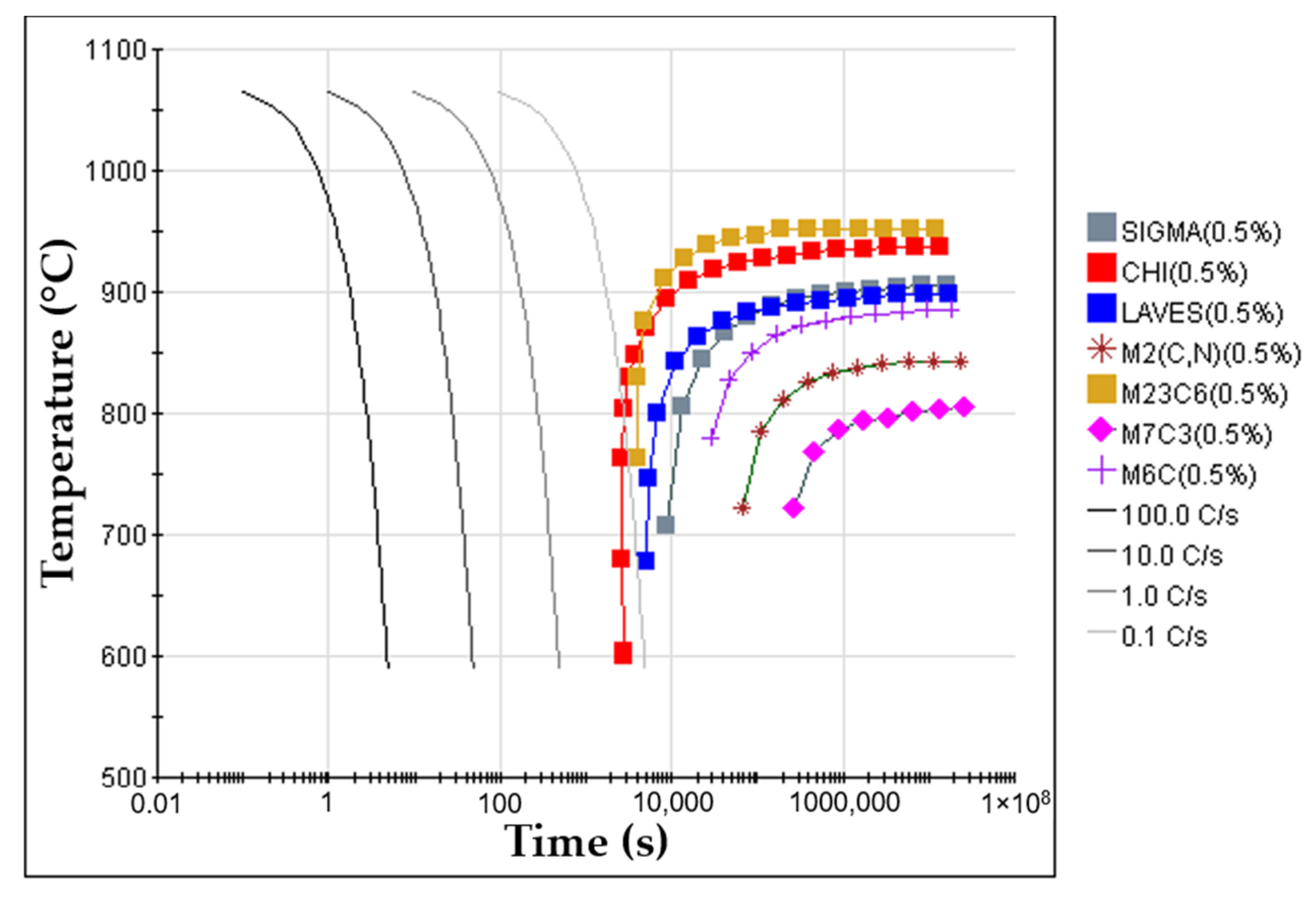
- Solution heat treatment. The solution heat treatment is a required step to dissolve brittle and Cr-rich phases that may form during the cooling of the steel [1,36,37]. These phases are sigma (σ), Laves, M2N, M2C, and M23C6, predicted from the equilibrium phase diagram calculated with JMatProTM v.11.2 and shown in Figure 4. From the continuous cooling transformation diagram (CCT), also calculated with JMatProTM v.11.2, a fast-cooling rate (approximately 1.0 °C∙s−1) is required to prevent the precipitation of secondary phases during the cooling stage (see Figure 5). Thus, the cast specimens were solubilized at 1075 °C for two hours and quenched in water. This solution heat treatment allowed a detailed analysis of the microstructure in the reinforced zone when subjected to a standard heat treatment cycle applied to austenitic stainless steel.
3. Results and Discussion
3.1. Characterization of the Initial Powders
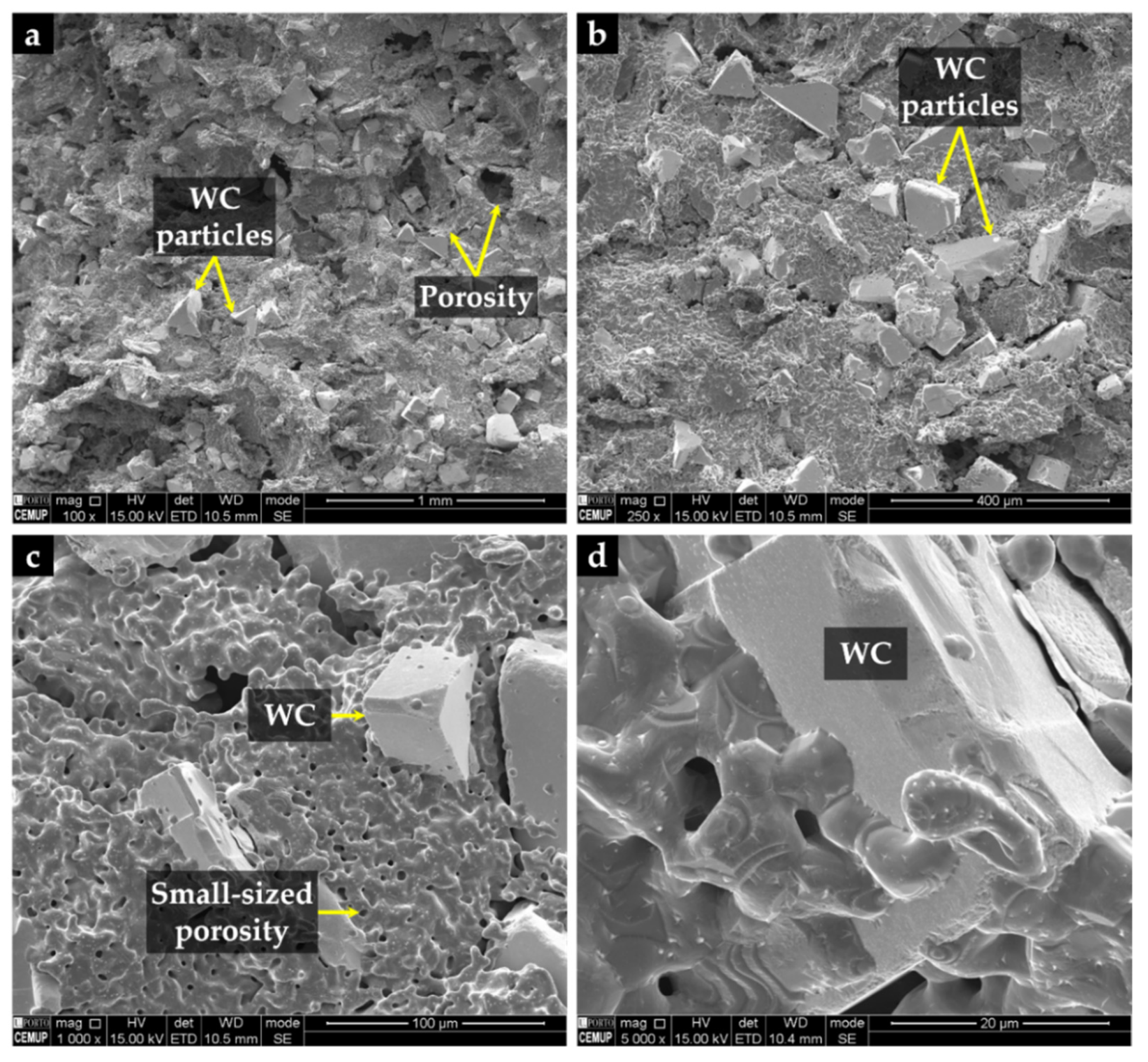
3.2. Characterization of the Porous Sintered Fe–WC Inserts
3.3. Characterization of the Reinforced Specimens
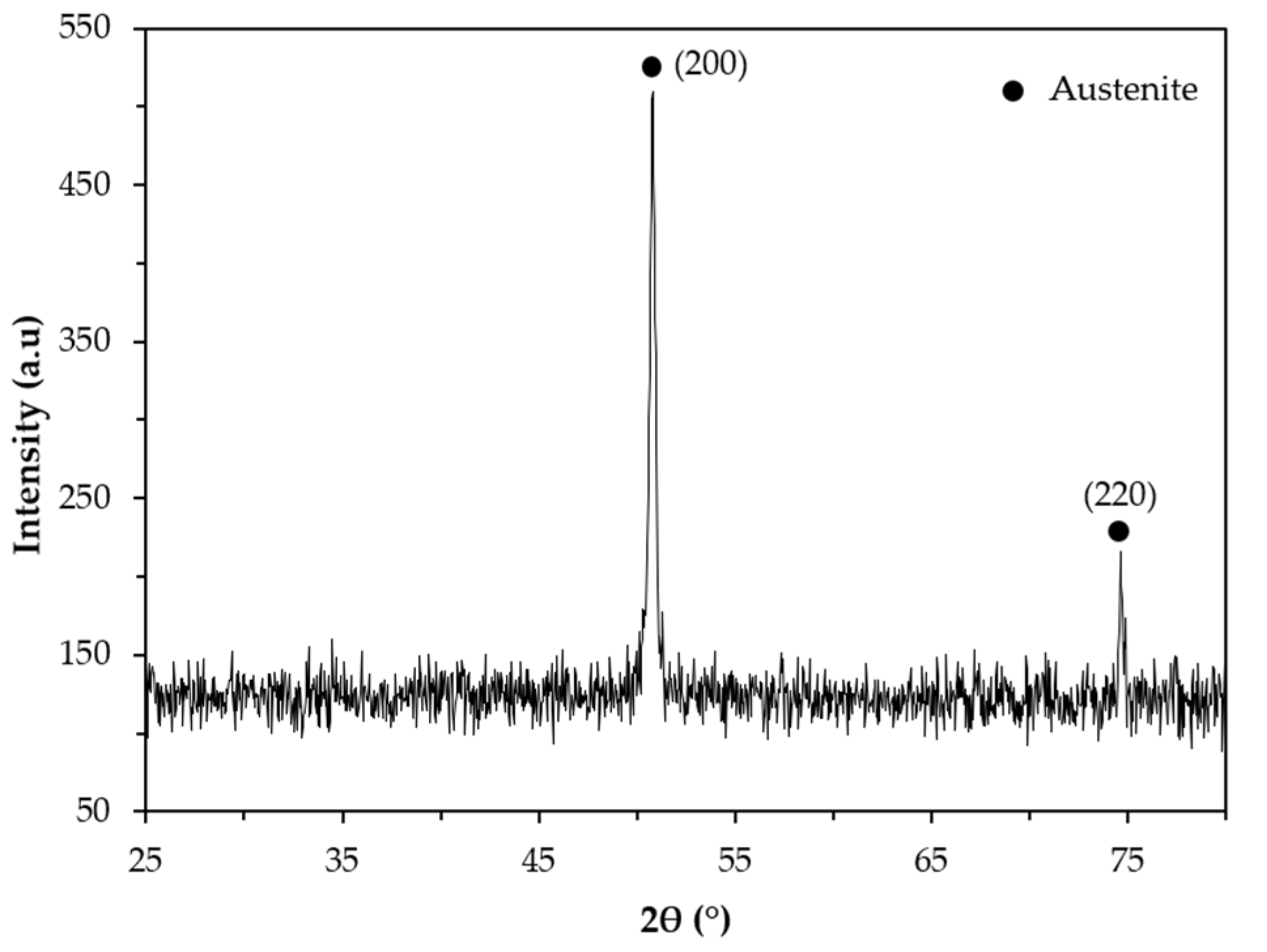
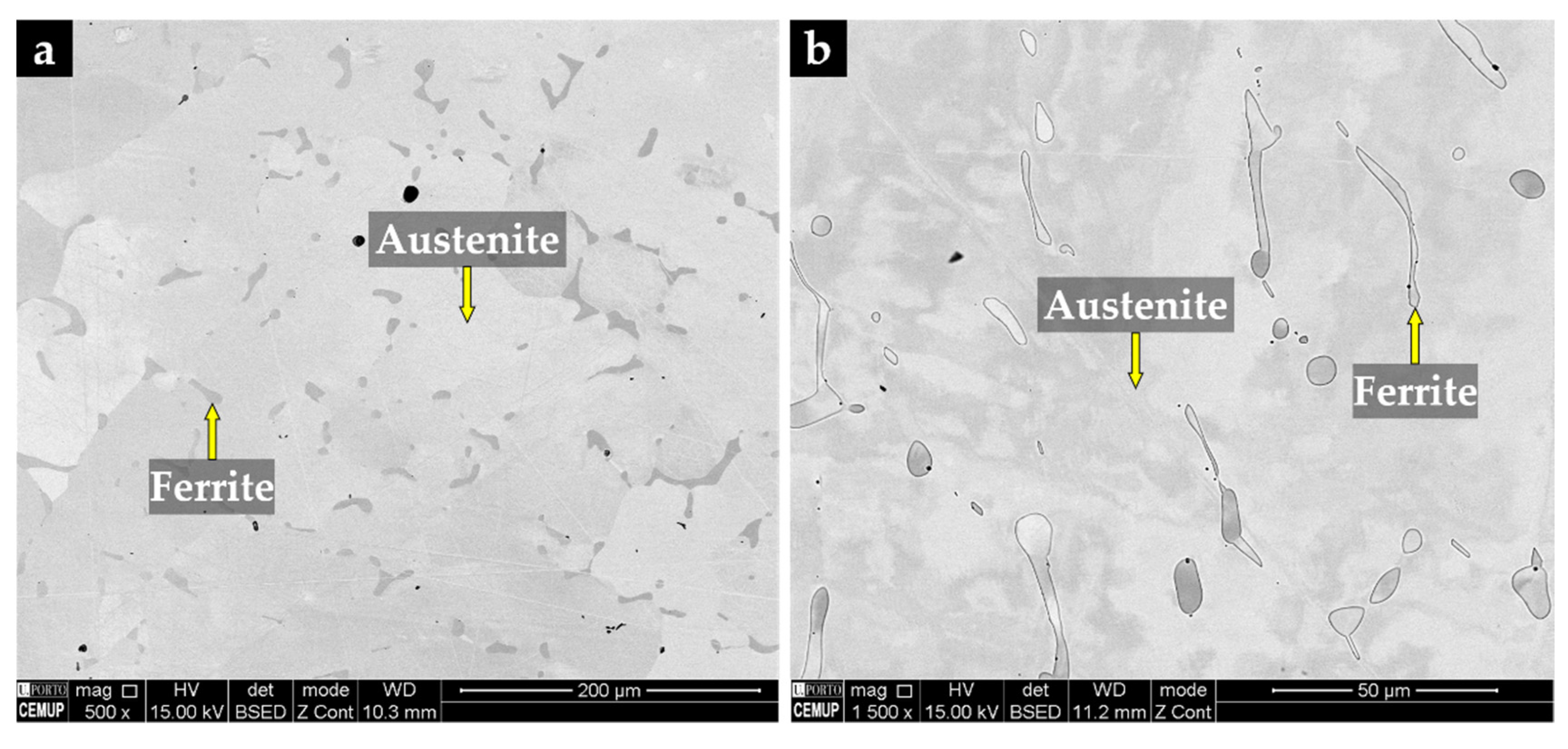
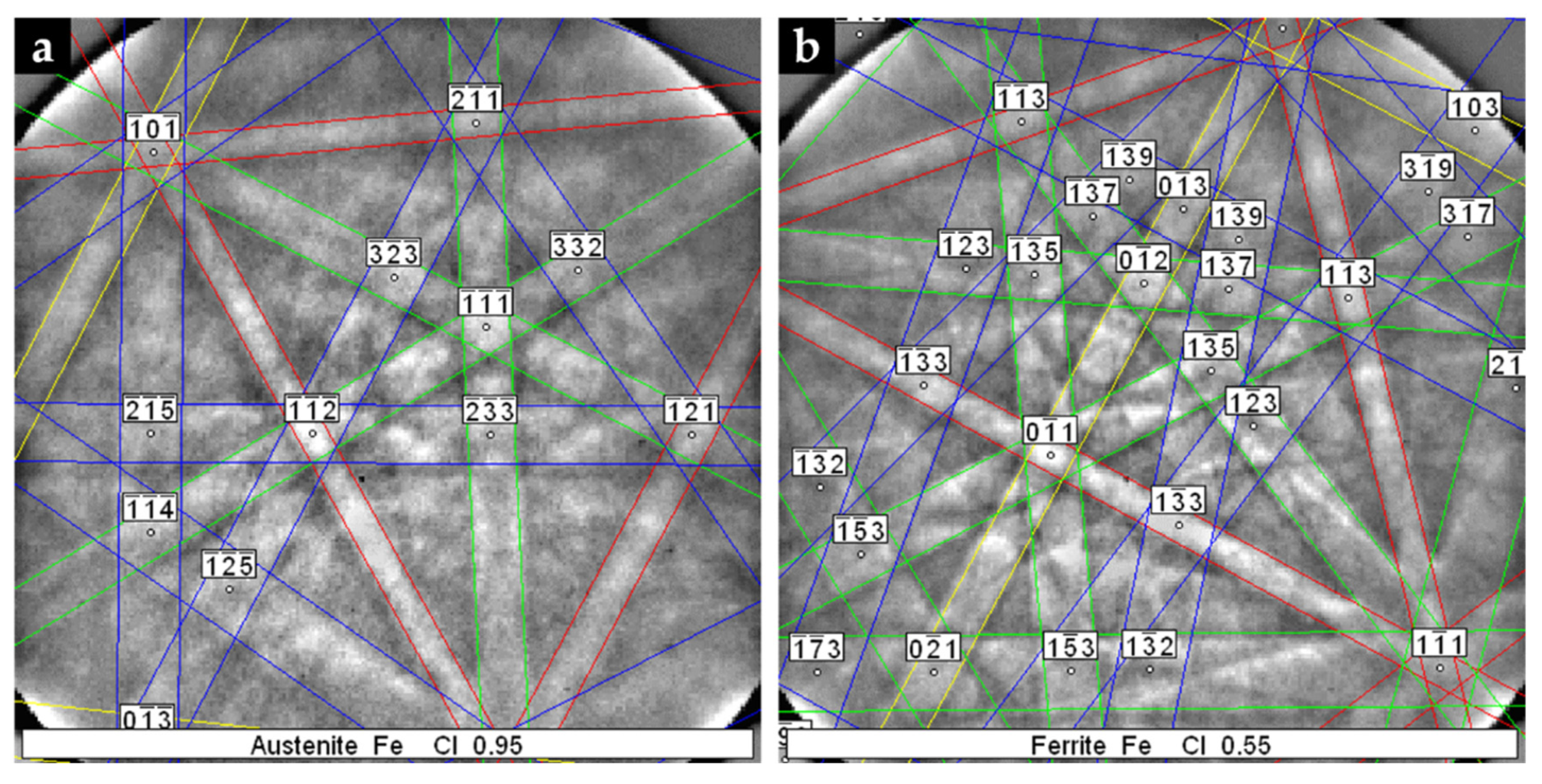
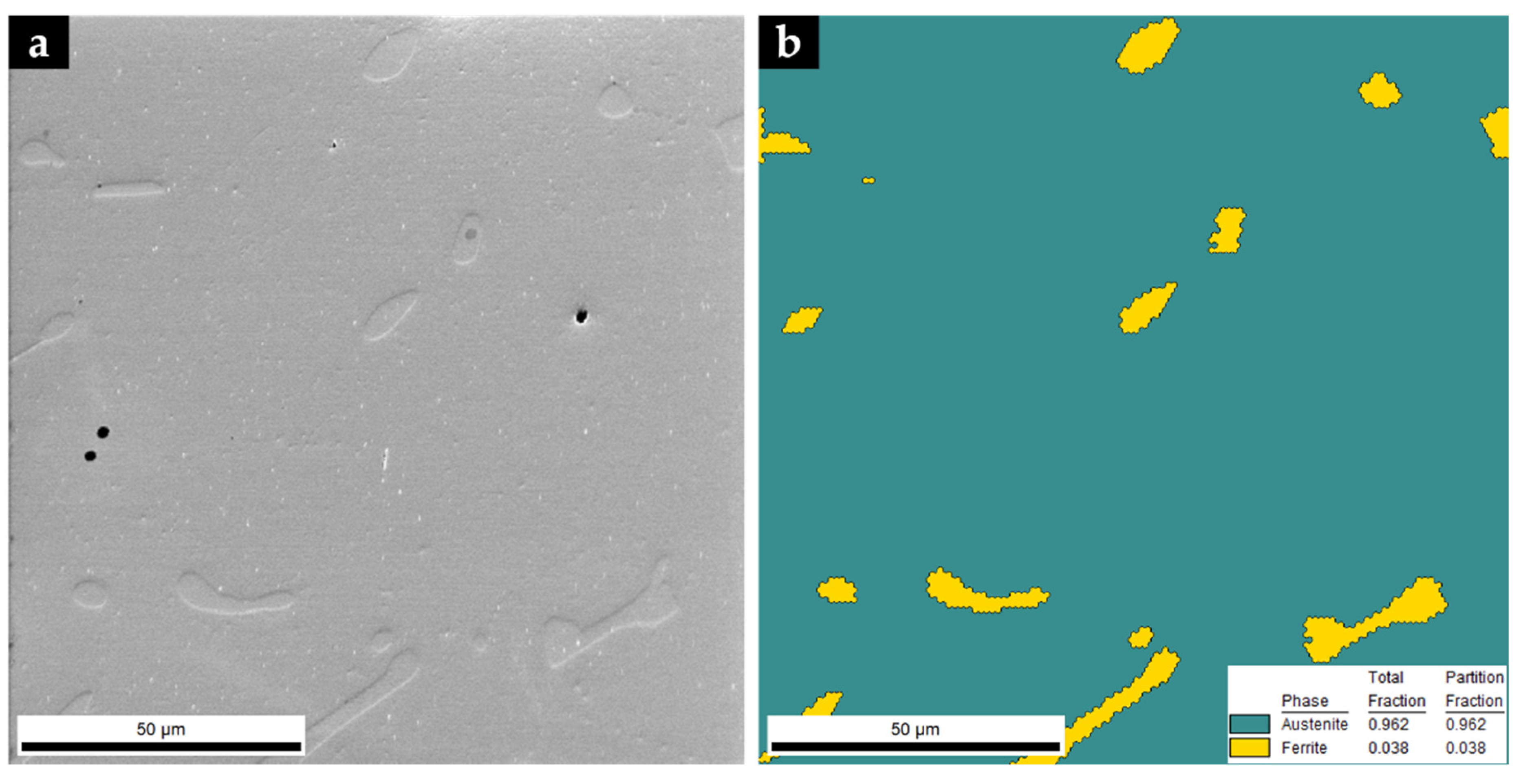
3.3.1. Base Metal
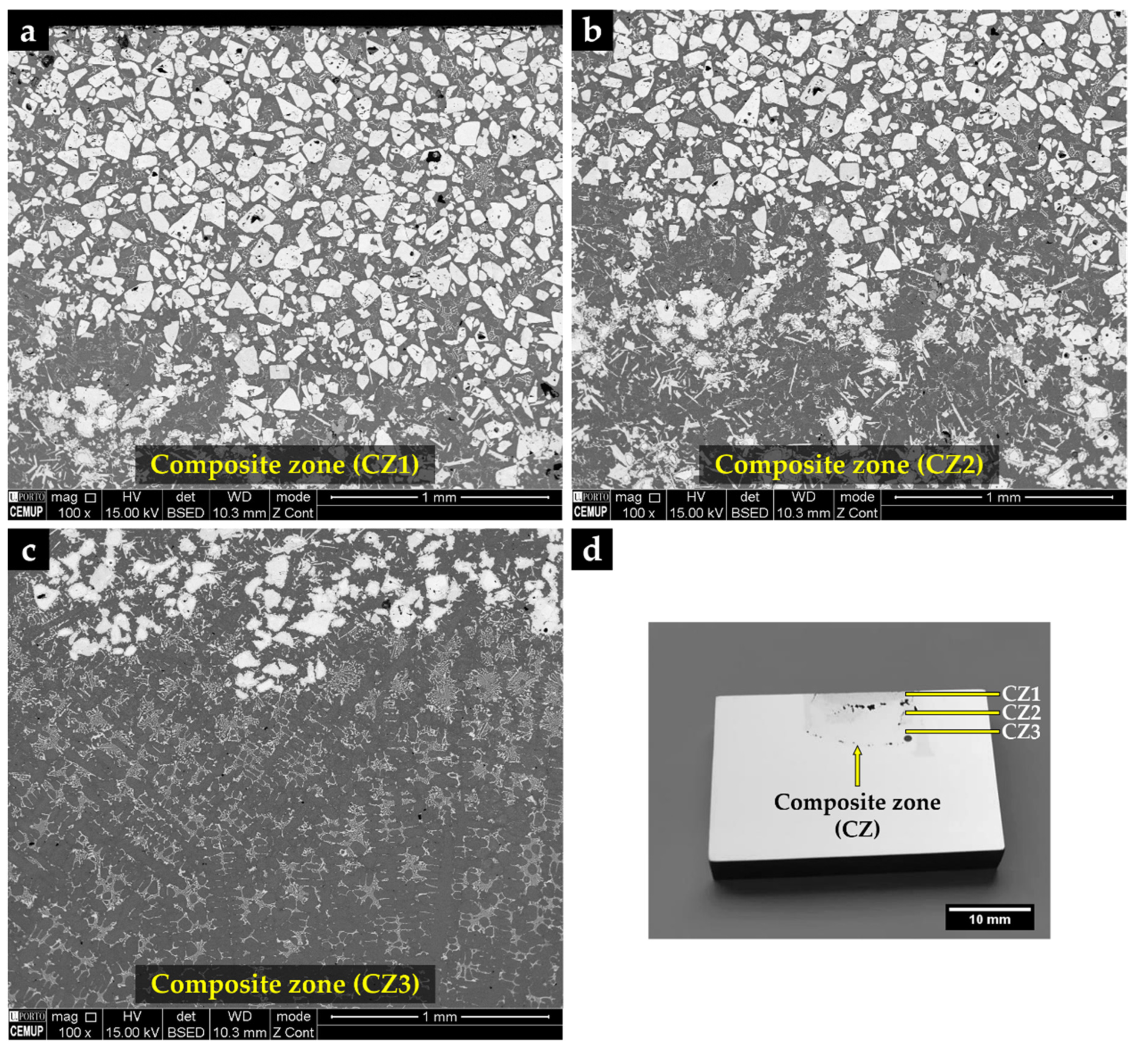
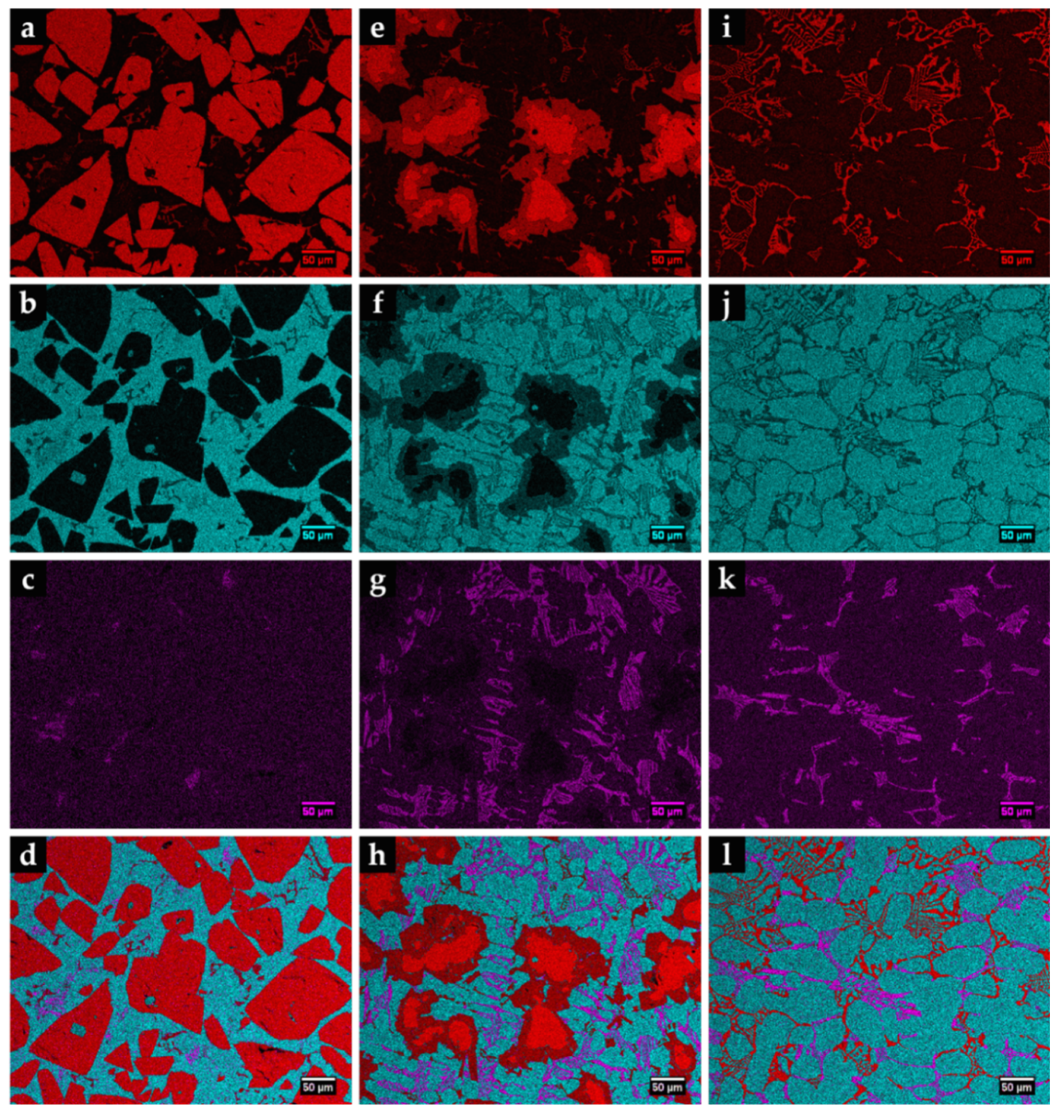
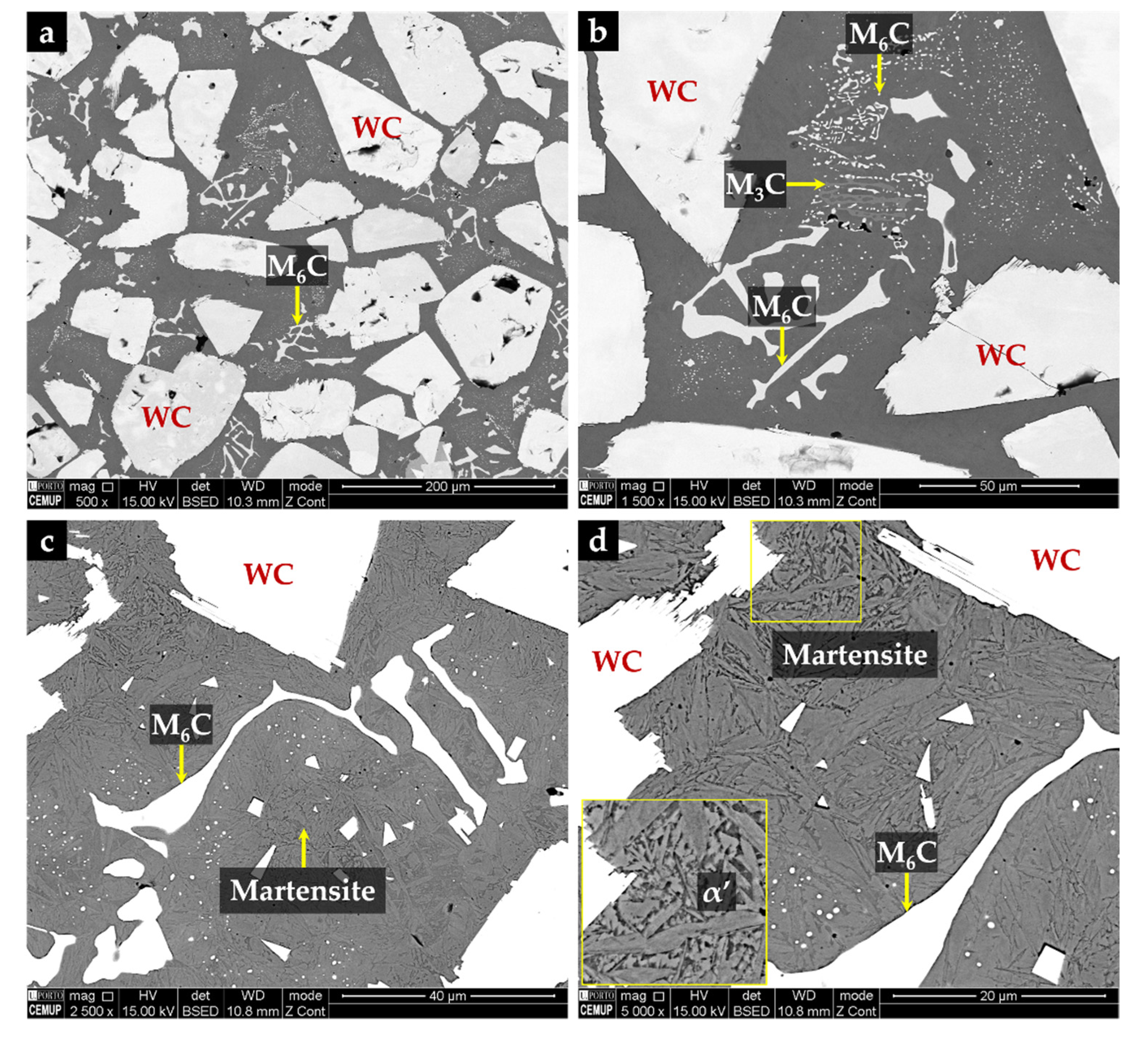
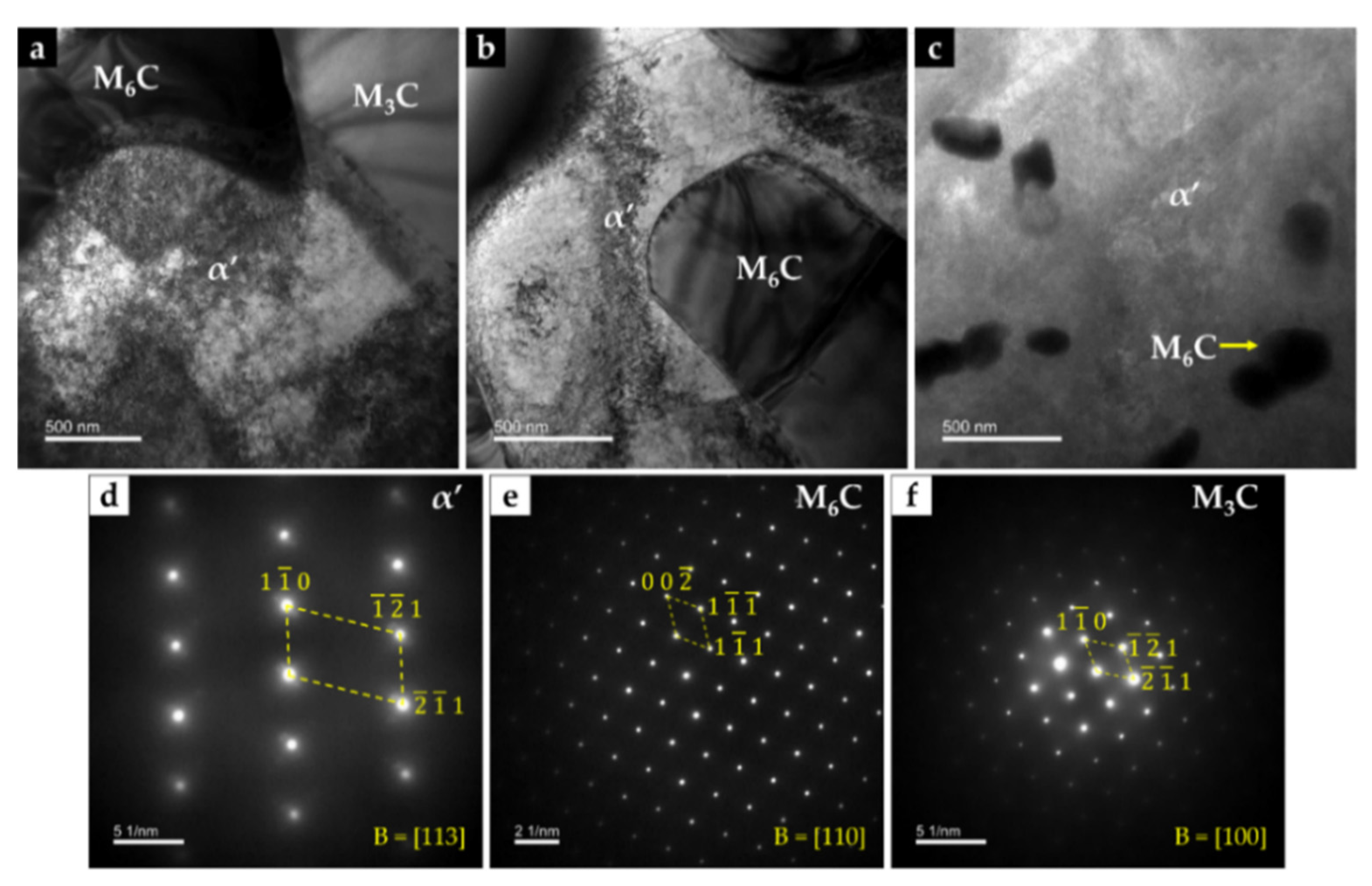
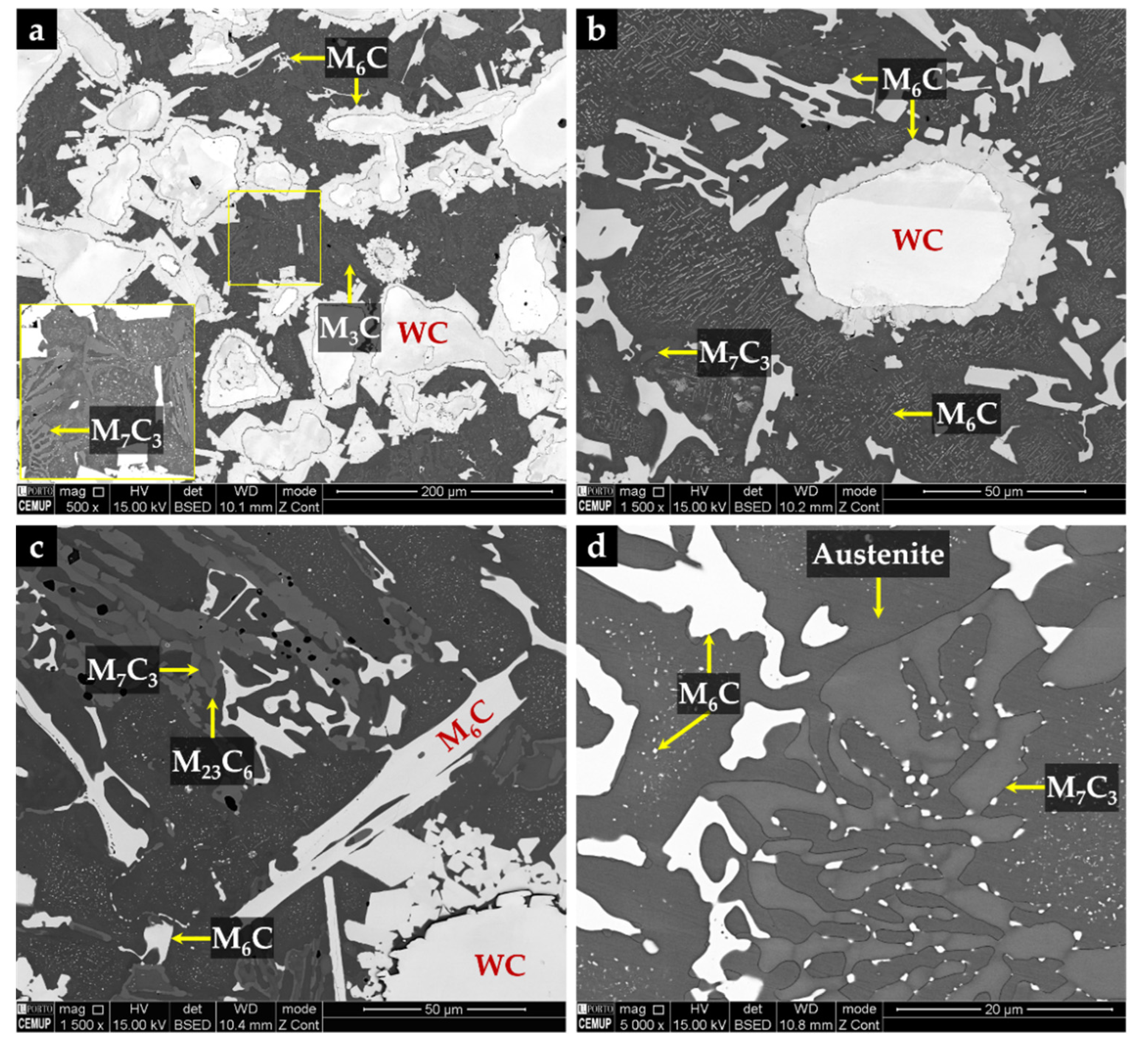
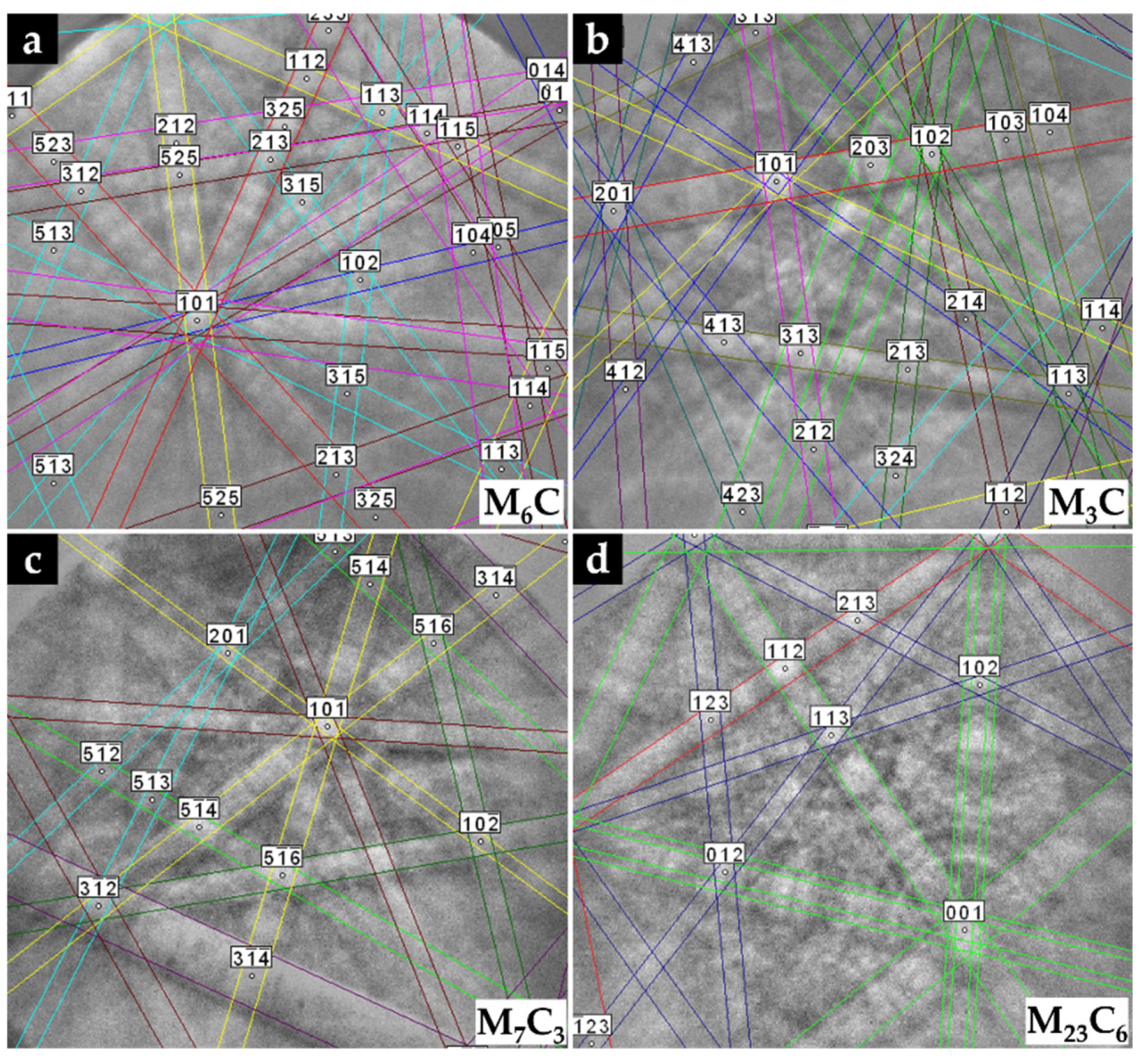
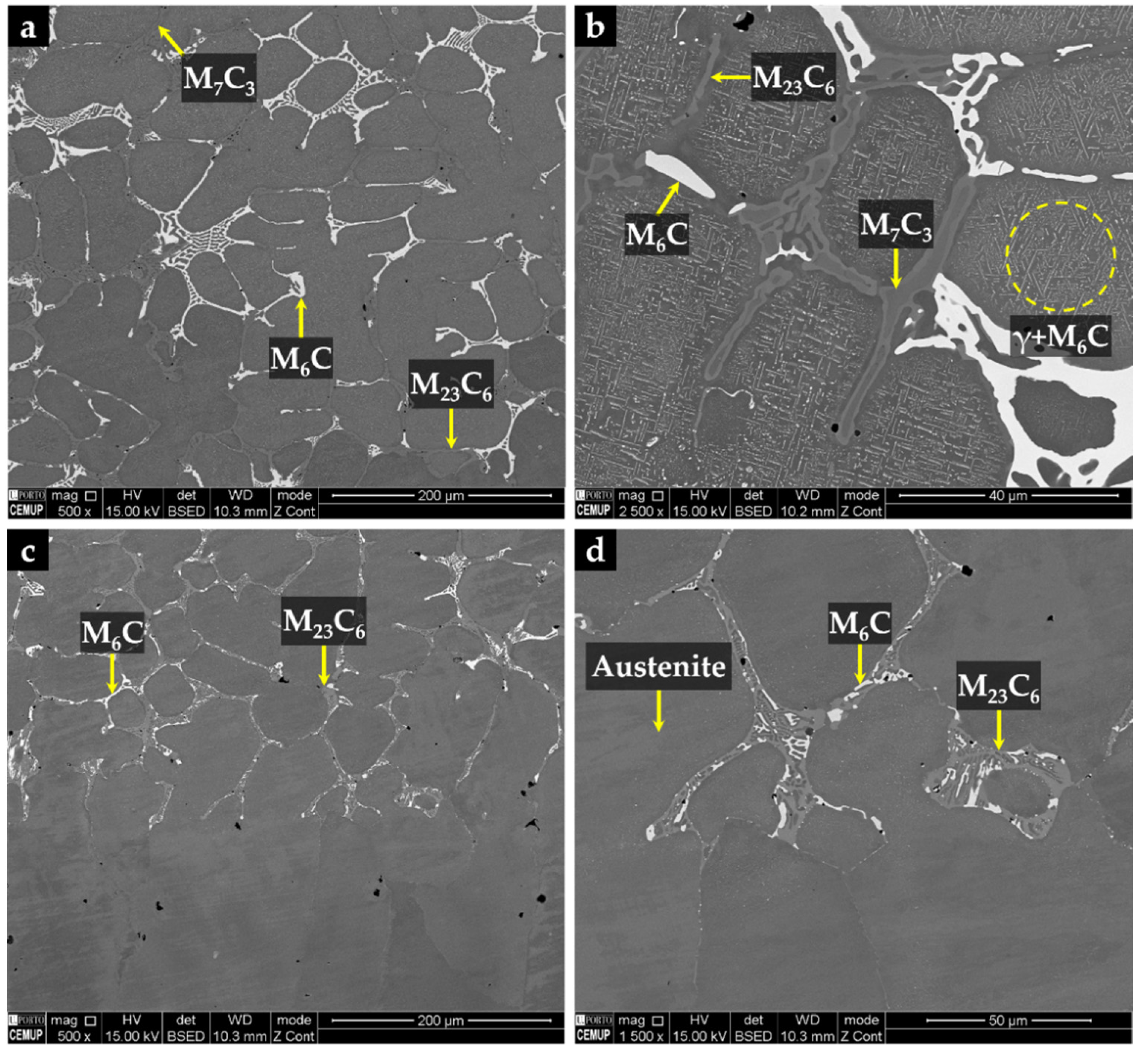
3.3.2. Metal Matrix Composite Zone
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. ASM Specialty Handbook: Stainless Steels; ASM International: Materials Park, OH, USA, 1994; Volume 89. [Google Scholar]
- McGuire, M.F. Austenitic Stainless Steels. In Stainless Steels for Design Engineers; ASM International: Materials Park, OH, USA, 2008. [Google Scholar]
- Farrar, J.C.M. Group E: Standard austenitic stainless steels. In The Alloy Tree: A Guide to Low-Alloy Steels, Stainless Steels and Nickel-base Alloys; CRC Press: Boca Raton, FL, EUA, 2004. [Google Scholar]
- GRANTA EduPack 2020—Database: Level 3, 20.1.1; Granta Design Limited: Cambridge, UK, 2020.
- Ceschini, L.; Chiavari, C.; Lanzoni, E.; Martini, C. Low-temperature carburised AISI 316L austenitic stainless steel: Wear and corrosion behaviour. Mater. Des. 2012, 38, 154–160. [Google Scholar] [CrossRef]
- Xia, Y.; Hu, J.; Zhou, F.; Lin, Y.; Qiao, Y.; Xu, T. Friction and wear behavior of plasma nitrided 1Cr18Ni9Ti austenitic stainless steel under lubrication condition. Mater. Sci. Eng. A 2005, 402, 135–141. [Google Scholar] [CrossRef]
- Totten, G.E. ASM Handbook-Friction, Lubrication, and Wear Technology; ASM International: Materials Park, OH, USA, 1992; Volume 18. [Google Scholar]
- Jannat, S.; Rashtchi, H.; Atapour, M.; Golozar, M.A.; Elmkhah, H.; Zhiani, M. Preparation and performance of nanometric Ti/TiN multi-layer physical vapor deposited coating on 316L stainless steel as bipolar plate for proton exchange membrane fuel cells. J. Power Sources 2019, 435, 226818. [Google Scholar] [CrossRef]
- Sabzi, M.; Mousavi Anijdan, S.H.; Asadian, M. The effect of substrate temperature on microstructural evolution and hardenability of tungsten carbide coating in hot filament chemical vapor deposition. Int. J. Appl. Ceram. Technol. 2018, 15, 1350–1357. [Google Scholar] [CrossRef]
- Wolfe, D.E.; Singh, J. Titanium carbide coatings deposited by reactive ion beam-assisted, electron beam–physical vapor deposition. Surf. Coat. Technol. 2000, 124, 142–153. [Google Scholar] [CrossRef]
- Song, L.; Zeng, G.; Xiao, H.; Xiao, X.; Li, S. Repair of 304 stainless steel by laser cladding with 316L stainless steel powders followed by laser surface alloying with WC powders. J. Manuf. Process. 2016, 24, 116–124. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, X. Laser cladding of stainless steel with Ni–Cr3C2 and Ni–WC for improving erosive–corrosive wear performance. Surf. Coat. Technol. 2005, 190, 212–217. [Google Scholar] [CrossRef]
- Anandan, S.; Pityana, S.; Majumdar, J.D. Structure–property-correlation in laser surface alloyed AISI 304 stainless steel with WC + Ni + NiCr. Mater. Sci. Eng. A 2012, 536, 159–169. [Google Scholar] [CrossRef]
- Li, Y.; Cui, X.; Jin, G.; Cai, Z.; Tan, N.; Lu, B.; Yang, Y.; Gao, Z.; Liu, J. Influence of magnetic field on microstructure and properties of TiC/cobalt-based composite plasma cladding coating. Surf. Coat. Technol. 2017, 325, 555–564. [Google Scholar] [CrossRef]
- Yuan, J.; Wang, Q.; Liu, X.; Lou, S.; Li, Q.; Wang, Z. Microstructures and high-temperature wear behavior of NiAl/WC-Fex coatings on carbon steel by plasma cladding. J. Alloys Compd. 2020, 842, 155850. [Google Scholar] [CrossRef]
- Buytoz, S.; Ulutan, M. In situ synthesis of SiC reinforced MMC surface on AISI 304 stainless steel by TIG surface alloying. Surf. Coat. Technol. 2006, 200, 3698–3704. [Google Scholar] [CrossRef]
- Jankauskas, V.; Antonov, M.; Varnauskas, V.; Skirkus, R.; Goljandin, D. Effect of WC grain size and content on low stress abrasive wear of manual arc welded hardfacings with low-carbon or stainless steel matrix. Wear 2015, 328, 378–390. [Google Scholar] [CrossRef]
- Chen, H.; Feng, K.; Xiong, J.; Guo, Z. Characterization and stress relaxation of the functionally graded WC–Co/Ni component/stainless steel joint. J. Alloys Compd. 2013, 557, 18–22. [Google Scholar] [CrossRef]
- Chen, G.; Shu, X.; Liu, J.; Zhang, B.; Zhang, B.; Feng, J. Electron beam hybrid welding-brazing of WC-Co/40Cr dissimilar materials. Ceram. Int. 2019, 45, 7821–7829. [Google Scholar] [CrossRef]
- Amirnasiri, A.; Parvin, N. Dissimilar diffusion brazing of WC-Co to AISI 4145 steel using RBCuZn-D interlayer. J. Manuf. Process. 2017, 28, 82–93. [Google Scholar] [CrossRef]
- Akhtar, F.; Guo, S. Microstructure, mechanical and fretting wear properties of TiC-stainless steel composites. Mater. Charact. 2008, 59, 84–90. [Google Scholar] [CrossRef]
- Bacon, D.; Edwards, L.; Moffatt, J.; Fitzpatrick, M. Fatigue and fracture of a 316 stainless steel metal matrix composite reinforced with 25% titanium diboride. Int. J. Fatigue 2013, 48, 39–47. [Google Scholar] [CrossRef]
- Tjong, S.; Lau, K. Abrasion resistance of stainless-steel composites reinforced with hard TiB2 particles. Compos. Sci. Technol. 2000, 60, 1141–1146. [Google Scholar] [CrossRef]
- Cuevas, A.C.; Becerril, E.B.; Martínez, M.S.; Ruiz, J.L. Fabrication Processes for Metal Matrix Composites. In Metal Matrix Composites: Wetting and Infiltration; Springer: Cham, Switzerland, 2018; pp. 83–114. [Google Scholar]
- Manu, K.S.; Raag, L.A.; Rajan, T.; Gupta, M.; Pai, B. Liquid Metal Infiltration Processing of Metallic Composites: A Critical Review. Metall. Mater. Trans. B 2016, 47, 2799–2819. [Google Scholar] [CrossRef]
- Chawla, N.; Chawla, K.K. Processing. In Metal Matrix Composites, 2nd ed.; Springer: New York, NY, USA, 2013; pp. 55–97. [Google Scholar]
- Li, Z.L.; Chen, Z.H.; Jiang, Y.H.; Zhou, R.; Shan, Q.; Song, Q.L. Influence of Addition of Tungsten-iron powder on Microstructure of WC/steel Composite Coatings. Adv. Mat. Res. 2012, 463–464, 394–398. [Google Scholar]
- Shan, Q.; Li, Z.; Jiang, Y.; Zhou, R.; Sui, Y. Effect of Ni addition on microstructure of matrix in casting tungsten carbide particle reinforced composite. J. Mater. Sci. Technol. 2013, 29, 720–724. [Google Scholar] [CrossRef]
- Huang, R.Q.; Li, Z.L.; Jiang, Y.H.; Zhou, R.; Gao, F. Thermal Shock Cracks Initiation and Propagation of WCP / Steel Substrate Surface Composite at 500°C. Appl. Mech. Mater. 2012, 109, 253–260. [Google Scholar]
- Li, Z.; Jiang, Y.; Zhou, R.; Gao, F.; Shan, Q.; Tan, J. Thermal fatigue mechanism of WC particles reinforced steel substrate surface composite at different thermal shock temperatures. J. Alloys Compd. 2014, 596, 48–54. [Google Scholar] [CrossRef]
- Sui, Y.; Han, L.; Jiang, Y.; Li, Z.; Shan, Q. Effects of Ni60WC25 powder content on the microstructure and wear properties of WCp reinforced surface metal matrix composites. Trans. Indian Inst. Met. 2018, 71, 2415–2422. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Y.; Zuo, L.; Zhang, Y.; Qi, Y.; Gao, K.; Liu, H.; Wang, X. In situ synthesis WC reinforced iron surface composite produced by spark plasma sintering and casting. Mater. Lett. 2018, 210, 227–230. [Google Scholar] [CrossRef]
- Zhang, G.-S.; Xing, J.-D.; Gao, Y.-M. Impact wear resistance of WC/Hadfield steel composite and its interfacial characteristics. Wear 2006, 260, 728–734. [Google Scholar] [CrossRef]
- Chumanov, I.V.; Anikeev, A.N.; Chumanov, V.I. Fabrication of functionally graded materials by introducing wolframium carbide dispersed particles during centrifugal casting and examination of FGM’s structure. Procedia Eng. 2015, 129, 816–820. [Google Scholar] [CrossRef][Green Version]
- Vander Voort, G.F.; Lucas, G.M.; Manilova, E.P. Metallography and Microstructures of Stainless Steels and Maraging Steels. In ASM Handbook: Metallography and Microstructures; ASM International: Materials Park, OH, USA, 2004; Volume 9, pp. 670–700. [Google Scholar]
- ASM Handbook Committee. Metals Handbook-Properties and Selection: Irons, Steels, and High-performance Alloys; ASM International: Materials Park, OH, USA, 1990; Volume 1. [Google Scholar]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Stainless Steel Heat Treatment. In Steel Heat Treatment Handbook: Steel Heat Treatment-Metallurgy and Technologies, 2nd ed.; Totten, G.E., Ed.; CRC Press: Boca Raton, FL, EUA, 2006. [Google Scholar] [CrossRef]
- Moreira, A.B.; Ribeiro, L.M.M.; Lacerda, P.; Sousa, R.O.; Pinto, A.M.P.; Vieira, M.F. Preparation and Microstructural Characterization of a High-Cr White Cast Iron Reinforced with WC Particles. Materials 2020, 13, 2596. [Google Scholar] [CrossRef]
- Moreira, A.B.; Ribeiro, L.M.M.; Lacerda, P.; Vieira, M.F. Characterization of Iron-Matrix Composites Reinforced by In Situ TiC and Ex Situ WC Fabricated by Casting. Metals 2021, 11, 862. [Google Scholar] [CrossRef]
- Moreira, A.B.; Ribeiro, L.M.; Vieira, M.F. Production of TiC-MMCs Reinforcements in Cast Ferrous Alloys Using In Situ Methods. Materials 2021, 14, 5072. [Google Scholar] [CrossRef]
- Hackenberg, R.; Granada, D.; Shiflet, G. Austenite decomposition to carbide-rich products in Fe-0.30 C-6.3 W. Metall. Mater. Trans. A 2002, 33, 3619–3633. [Google Scholar] [CrossRef]
- Padilha, A.F.; Rios, P.R. Decomposition of austenite in austenitic stainless steels. ISIJ Int. 2002, 42, 325–327. [Google Scholar] [CrossRef]
- Sourmail, T. Precipitation in creep resistant austenitic stainless steels. Mater. Sci Technol. 2001, 17, 1–14. [Google Scholar] [CrossRef]
- Heino, S. Role of Mo and W during sensitization of superaustenitic stainless steel—Crystallography and composition of precipitates. Metall. Mater. Trans. A 2000, 31, 1893–1905. [Google Scholar] [CrossRef]
- Lin, C.-M. Functional composite metal for WC-dispersed 304L stainless steel matrix composite with alloying by direct laser: Microstructure, hardness and fracture toughness. Vacuum 2015, 121, 96–104. [Google Scholar] [CrossRef]
- Wen-Tai, H.; Honeycombe, R. Structure of centrifugally cast austenitic stainless steels: Part 1 HK 40 as cast and after creep between 750 and 1000 °C. Mater. Sci Technol. 1985, 1, 385–389. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | N |
|---|---|---|---|---|---|---|---|---|---|
| 0.06 | 0.79 | 0.80 | 0.03 | 0.01 | 18.30 | 2.41 | 11.07 | 0.31 | 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreira, A.B.; Ribeiro, L.M.M.; Lacerda, P.; Pinto, A.M.P.; Vieira, M.F. Production and Characterization of Austenitic Stainless Steel Cast Parts Reinforced with WC Particles Fabricated by Ex Situ Technique. Materials 2021, 14, 7855. https://doi.org/10.3390/ma14247855
Moreira AB, Ribeiro LMM, Lacerda P, Pinto AMP, Vieira MF. Production and Characterization of Austenitic Stainless Steel Cast Parts Reinforced with WC Particles Fabricated by Ex Situ Technique. Materials. 2021; 14(24):7855. https://doi.org/10.3390/ma14247855
Chicago/Turabian StyleMoreira, Aida B., Laura M. M. Ribeiro, Pedro Lacerda, Ana M. P. Pinto, and Manuel F. Vieira. 2021. "Production and Characterization of Austenitic Stainless Steel Cast Parts Reinforced with WC Particles Fabricated by Ex Situ Technique" Materials 14, no. 24: 7855. https://doi.org/10.3390/ma14247855
APA StyleMoreira, A. B., Ribeiro, L. M. M., Lacerda, P., Pinto, A. M. P., & Vieira, M. F. (2021). Production and Characterization of Austenitic Stainless Steel Cast Parts Reinforced with WC Particles Fabricated by Ex Situ Technique. Materials, 14(24), 7855. https://doi.org/10.3390/ma14247855