
Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Elaboration of Composites
2.3. Characterization of the Elaborated Panels
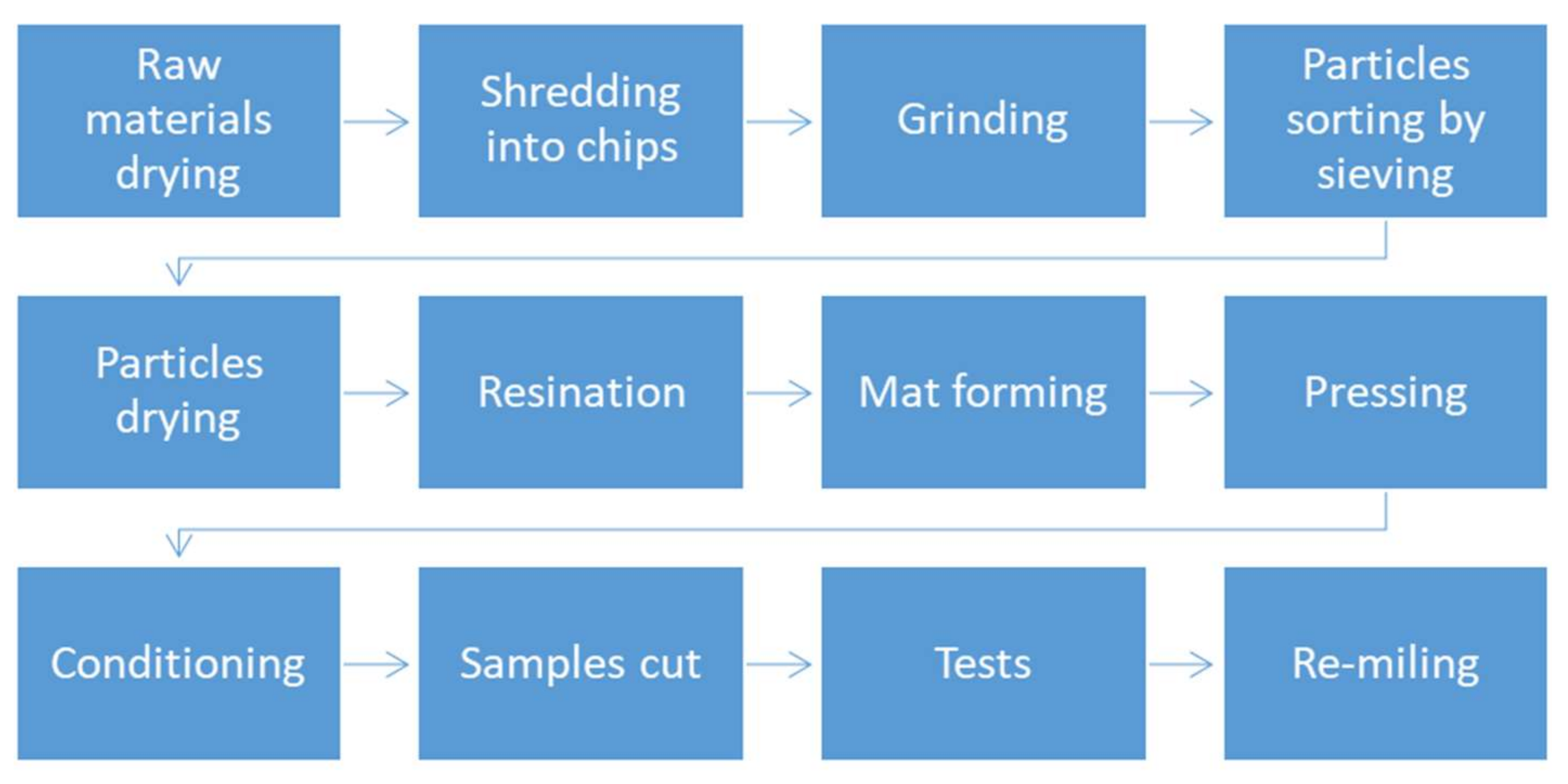
2.4. Raw Material Recycling and Characterization
2.5. Statistical Analysis
3. Results and Discussion
3.1. Materials Characterization
3.2. Modulus of Rupture and Modulus of Elasticity
3.3. Internal Bond
3.4. Thickness Swelling and Water Absorption
3.5. Density and Density Profiles
3.6. Recycled Material Characterization
4. Conclusions
- It has been confirmed that lignocellulosic particles of black chokeberry (Aronia melanocarpa (Michx.) Elliott) and raspberry (Rubus idaeus L.), being an orchard waste, can be successfully upcycled and used to produce lignocellulosic composites, thus having a positive contribution to carbon storage.
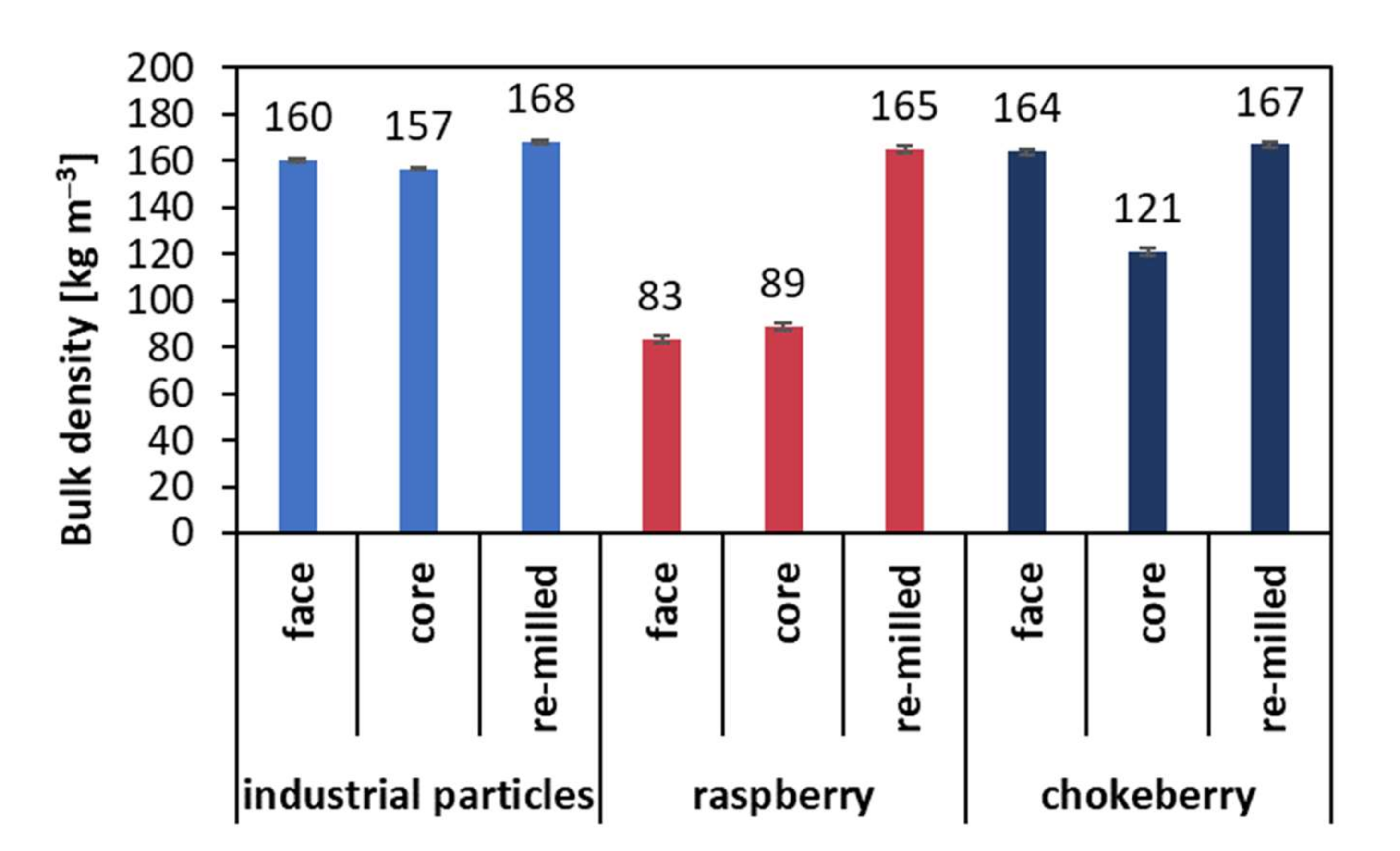
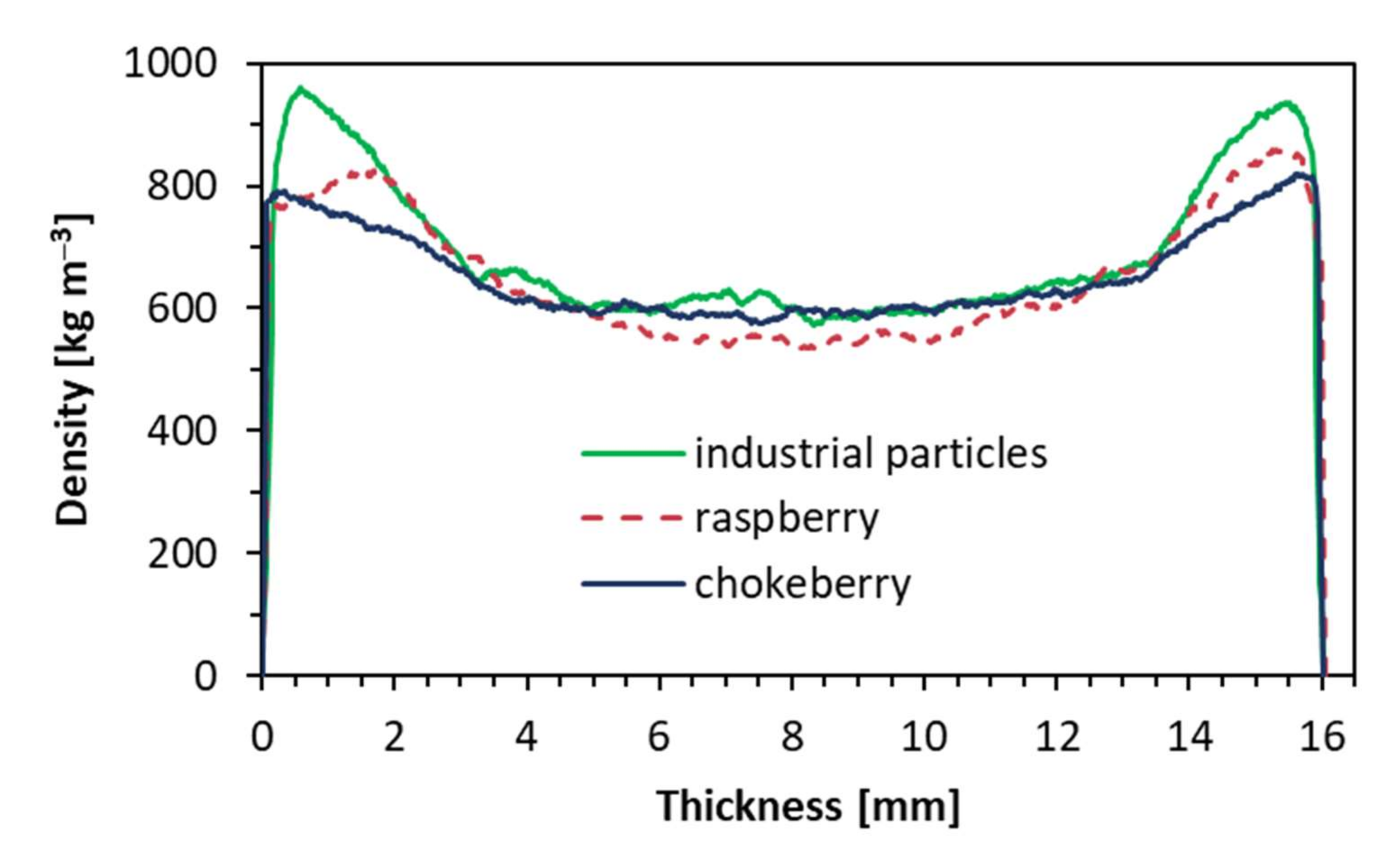
- The bulk density of chokeberry particles on the outer layers is slightly higher than that of industrial particles. The inverse relationship occurs in the case of particles on the core layers. The particles in both layers are characterized by a lower density than the reference (industrial) particles for raspberry.
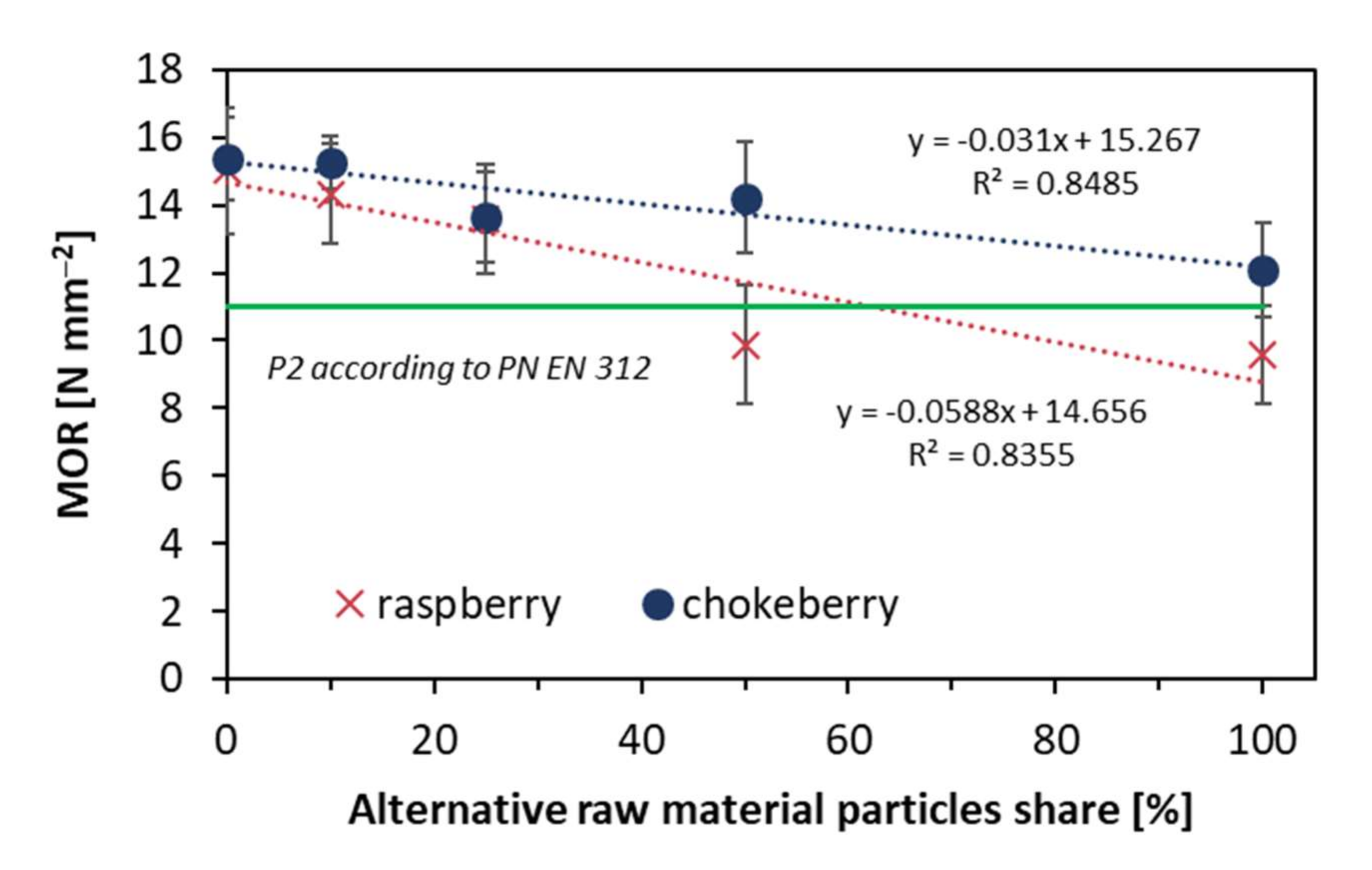
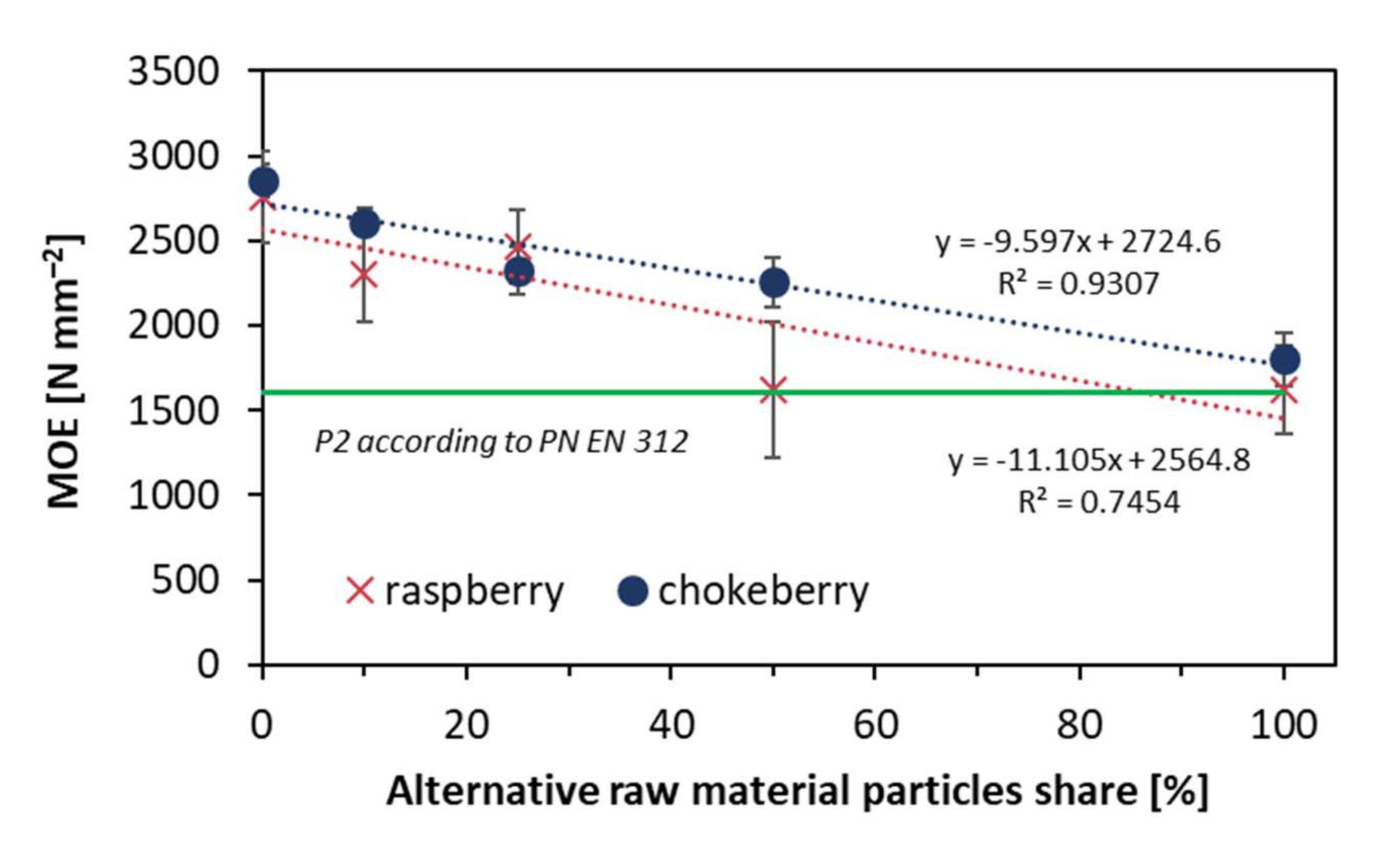
- With an increase in the proportion of black chokeberry or raspberry particles in the particleboard, the bending strength and modulus of elasticity decreases.
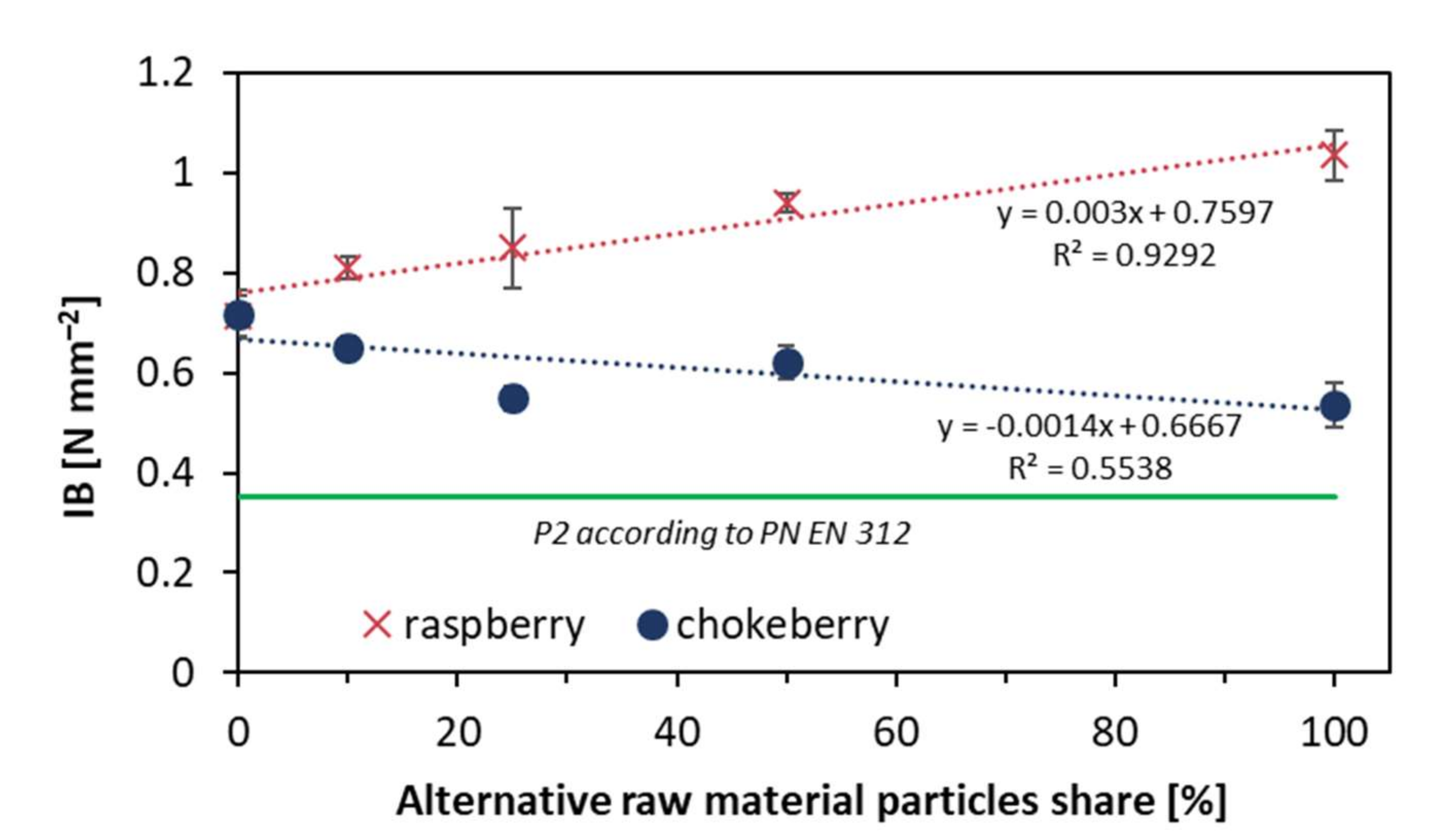
- A significant influence of the content of black chokeberry and raspberry particles was found on the perpendicular tensile strength (IB) of the tested composites: a significant increase with raspberry particles increasing and decrease with chokeberry particles increasing.
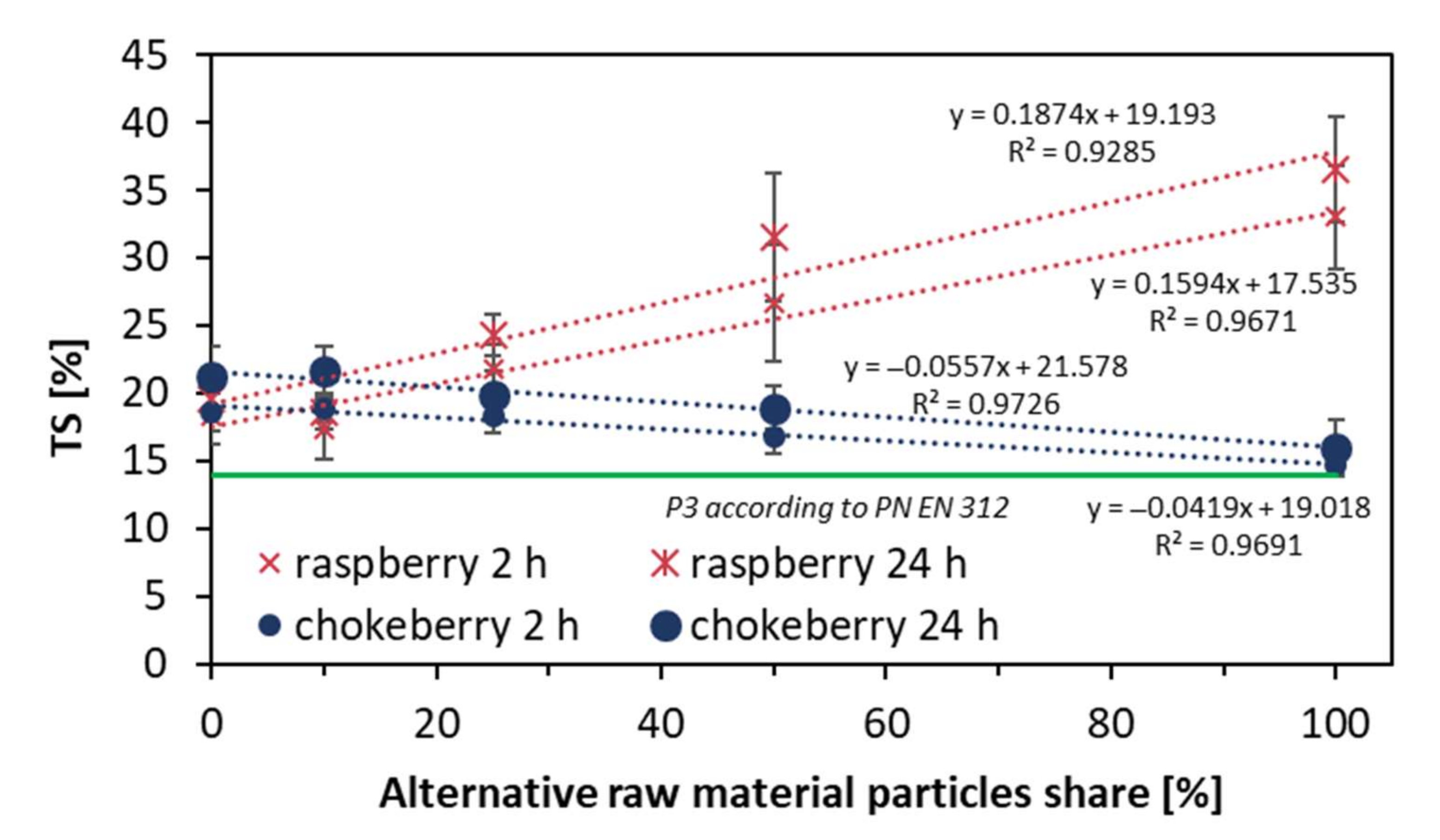
- The thickness swelling of raspberry-containing composites increases after 2 h and 24 h of soaking in water. In the same conditions, the increase of chokeberry particle contents causes a lower thickness swelling.
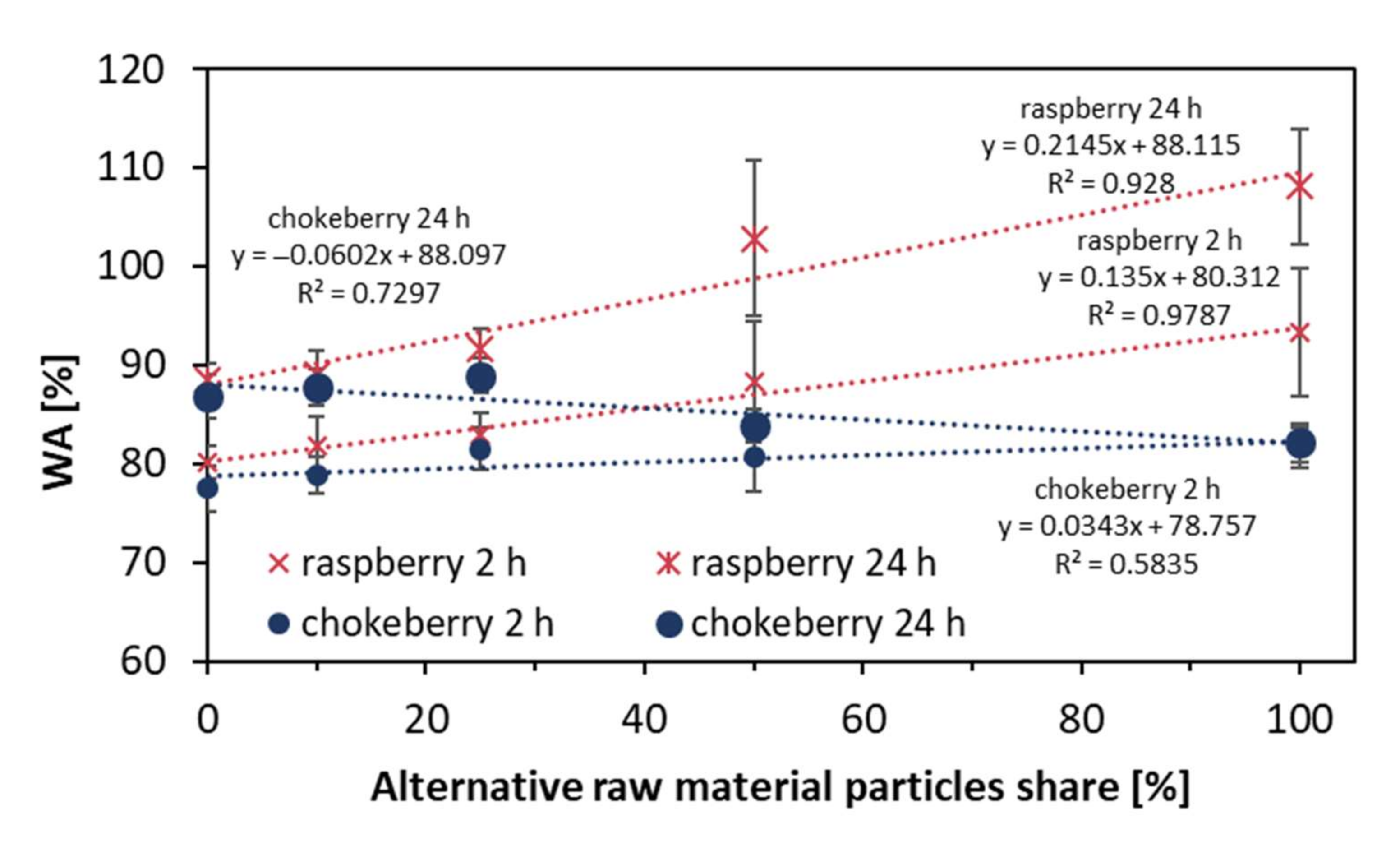
- The water absorption test showed increasing dynamics of water absorption for boards with a higher proportion of chokeberry and raspberry particles, but in the long run, boards made of chokeberry particles absorb less water than the reference and raspberry composites.
- The highest density of face layers has been found for reference composites made of industrial particles, which influence the bending features of the tested composites.
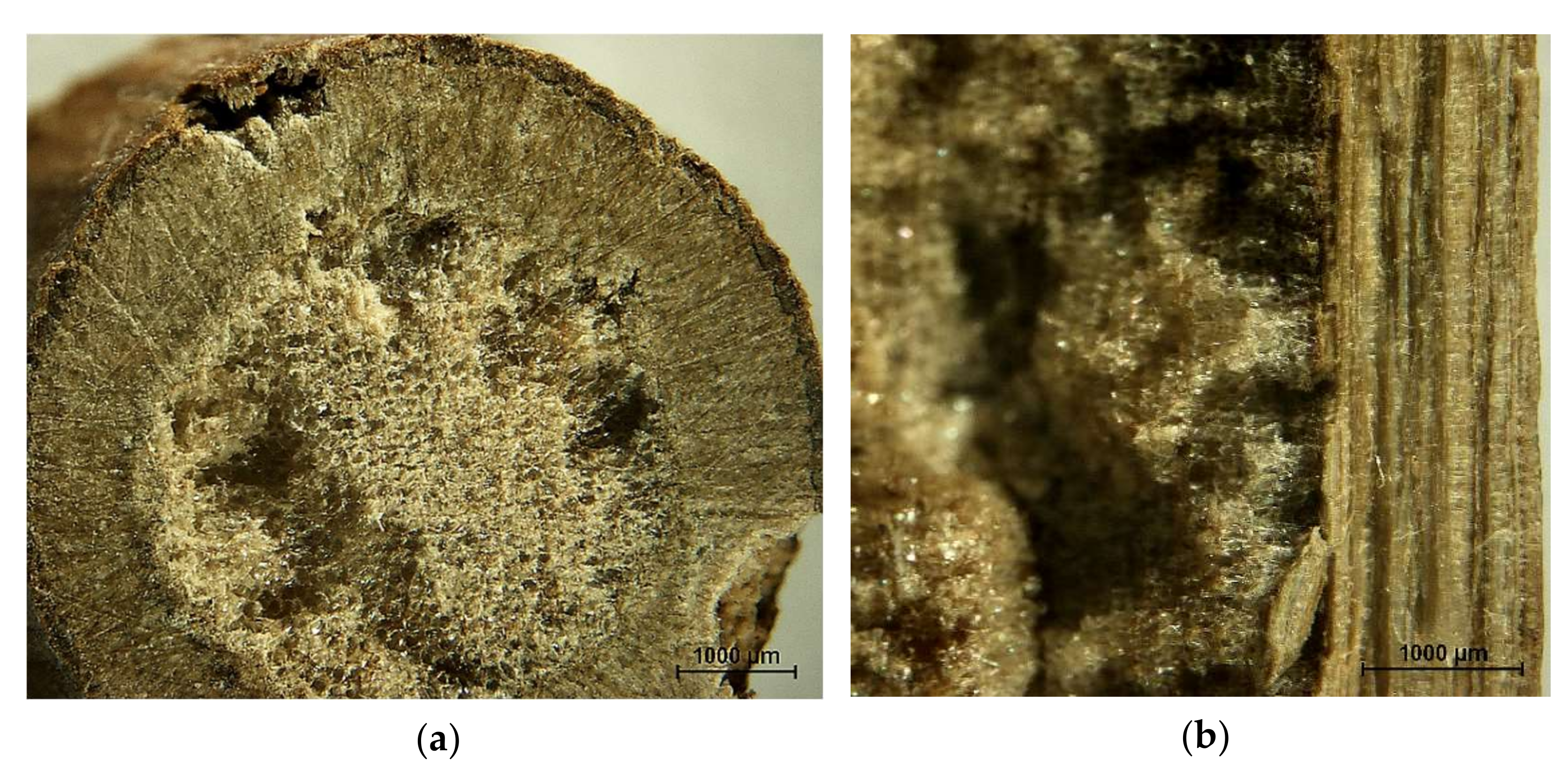
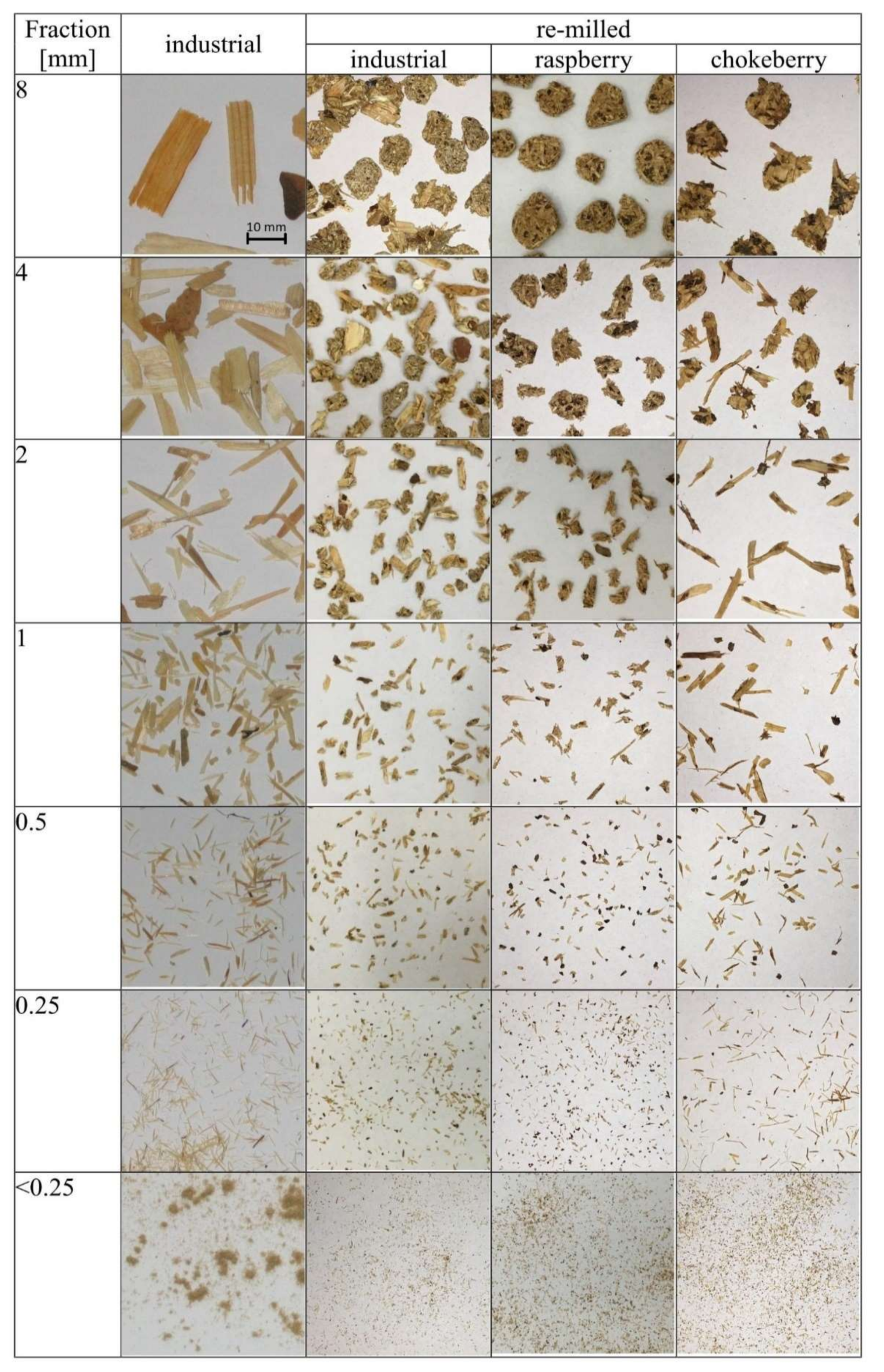
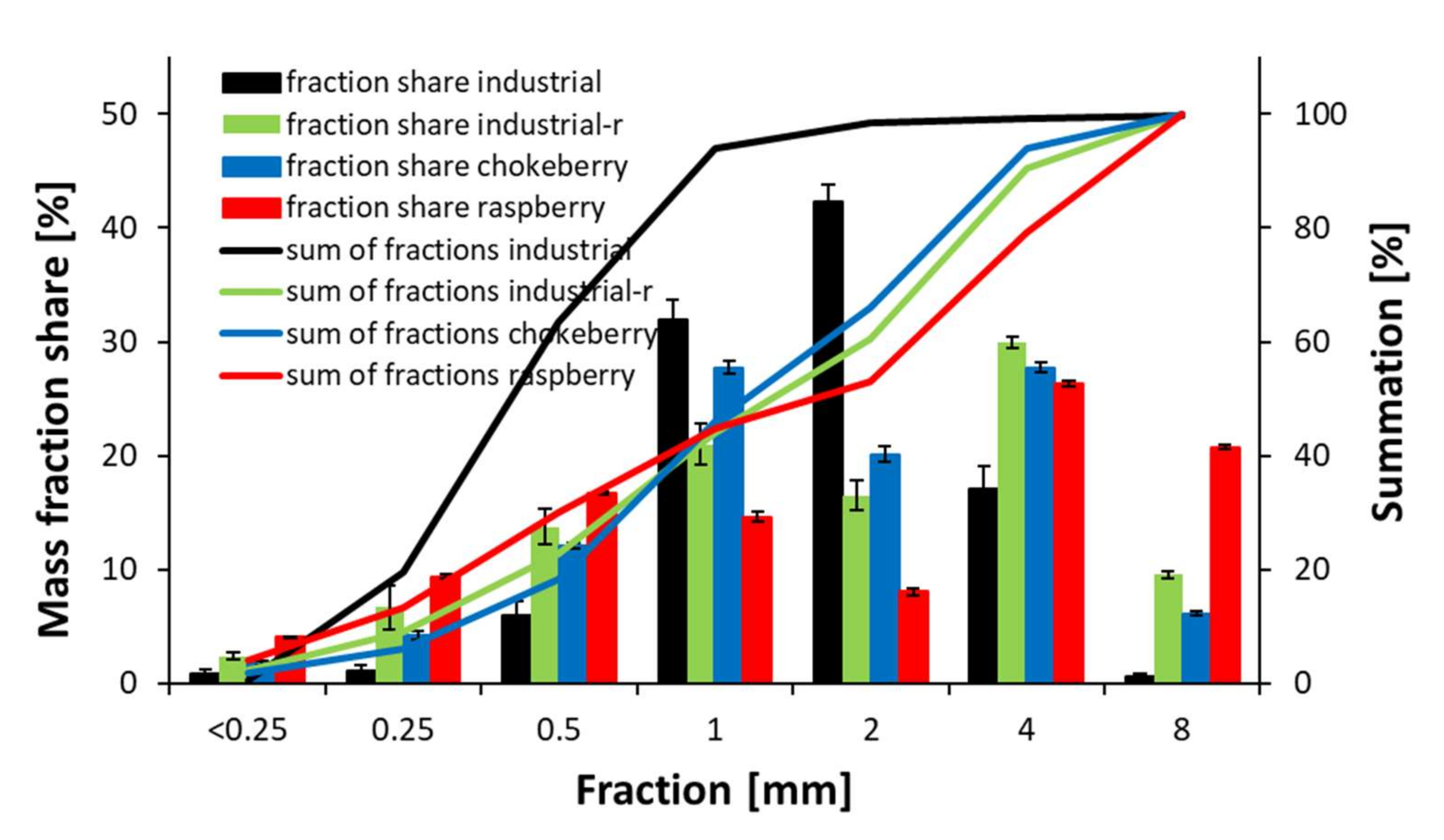
- Further use of particles produced from re-milled composites can be limited due to the shape of the re-milled particles, which, in the case of industrial and raspberry particles, is significantly different from unprocessed particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bari, E.; Sistani, A.; Morrell, J.J.; Pizzi, A.; Akbari, M.R.; Ribera, J. Current strategies for the production of sustainable biopolymer composites. Polymers 2021, 13, 2878. [Google Scholar] [CrossRef]
- Oh, Y.S.; Yoo, J.Y. Properties of particleboard made from chili pepper stalks. J. Trop. For. Sci. 2011, 23, 473–477. [Google Scholar]
- Nadhari, W.N.A.W.; Karim, N.A.; Boon, J.G.; Salleh, K.M.; Mustapha, A.; Hashim, R.; Sulaiman, O.; Azni, M.E. Sugarcane (Saccharum officinarium L.) bagasse binderless particleboard: Effect of hot pressing time study. Mater. Today Proc. 2020, 31, 313–317. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; Martín Del Campo, A.S.; Blackaller, J.A.; González-López, M.E.; Pérez Fonseca, A.A. Valorization of sugarcane straw for the development of sustainable biopolymer-based composites. Polymers 2021, 13, 3335. [Google Scholar] [CrossRef] [PubMed]
- Gürü, M.; Tekeli, S.; Bilici, I. Manufacturing of urea-formaldehyde-based composite particleboard from almond shell. Mater. Des. 2006, 27, 1148–1151. [Google Scholar] [CrossRef]
- Kowaluk, G.; Szymanowski, K.; Kozlowski, P.; Kukula, W.; Sala, C.; Robles, E.; Czarniak, P. Functional Assessment of Particleboards Made of Apple and Plum Orchard Pruning. Waste Biomass Valorization 2019, 11, 2877–2886. [Google Scholar] [CrossRef] [Green Version]
- Papadopoulos, A.N.; Hill, C.A.S.; Gkaraveli, A.; Ntalos, G.A.; Karastergiou, S.P. Bamboo chips (Bambusa vulgaris) as an alternative lignocellulosic raw material for particleboard manufacture. Holz. Roh. Werkst. 2004, 62, 36–39. [Google Scholar] [CrossRef]
- Grigoriou, A.H. Straw as alternative raw material for the surface layers of particleboards. Holzforsch. Holzverwert. 1998, 50, 32–34. [Google Scholar]
- Wang, D.; Sun, X.S. Low density particleboard from wheat straw and corn pith. Ind. Crops Prod. 2002, 15, 43–50. [Google Scholar] [CrossRef]
- Nemli, G.; Kirci, H.; Serdar, B.; Ay, N. Suitability of kiwi (Actinidia sinensis Planch.) prunings for particleboard manufacturing. Ind. Crops Prod. 2003, 17, 39–46. [Google Scholar] [CrossRef]
- Bekalo, S.A.; Reinhardt, H.W. Fibers of coffee husk and hulls for the production of particleboard. Mater. Struct. Constr. 2010, 43, 1049–1060. [Google Scholar] [CrossRef]
- Papadopoulos, A. The potential for using flax (Linum usitatissimum L.) shiv as a lignocellulosic raw material for particleboard. Ind. Crops Prod. 2003, 17, 143–147. [Google Scholar] [CrossRef]
- de Lima Mesquita, A.; Barrero, N.G.; Fiorelli, J.; Christoforo, A.L.; De Faria, L.J.G.; Lahr, F.A.R. Eco-particleboard manufactured from chemically treated fibrous vascular tissue of acai (Euterpe oleracea Mart.) Fruit: A new alternative for the particleboard industry with its potential application in civil construction and furniture. Ind. Crops Prod. 2018, 112, 644–651. [Google Scholar] [CrossRef]
- Nadhari, W.N.A.W.; Ishak, N.S.; Danish, M.; Atan, S.; Mustapha, A.; Karim, N.A.; Hashim, R.; Sulaiman, O.; Yahaya, A.N.A. Mechanical and physical properties of binderless particleboard made from oil palm empty fruit bunch (OPEFB) with addition of natural binder. Mater. Today Proc. 2020, 31, 287–291. [Google Scholar] [CrossRef]
- Juliana, A.H.; Paridah, M.T.; Rahim, S.; Nor Azowa, I.; Anwar, U.M.K. Properties of particleboard made from kenaf (Hibiscus cannabinus L.) as function of particle geometry. Mater. Des. 2012, 34, 406–411. [Google Scholar] [CrossRef]
- Anonym Czas na aronię! Available online: http://polskiesuperowoce.pl/67632-czas-na-aronie (accessed on 1 November 2021).
- Anonym Sady Ogrody. Rynek Owoców i Warzyw. Available online: www.sadyogrody.pl (accessed on 1 November 2021).
- Bowen-Forbes, C.S.; Zhang, Y.; Nair, M.G. Anthocyanin content, antioxidant, anti-inflammatory and anticancer properties of blackberry and raspberry fruits. J. Food Compos. Anal. 2010, 23, 554–560. [Google Scholar] [CrossRef]
- Jurikova, T.; Mlcek, J.; Skrovankova, S.; Sumczynski, D.; Sochor, J.; Hlavacova, I.; Snopek, L.; Orsavova, J. Fruits of black chokeberry aronia melanocarpa in the prevention of chronic diseases. Molecules 2017, 22, 944. [Google Scholar] [CrossRef]
- EN 326-2:2010+A1 Wood-based panels. Sampling, cutting and inspection. In Initial Type Testing and Factory Production Control; European Committee for Standardization: Brussels, Belgium, 2014.
- EN 326-1 Wood-based panels. Sampling, cutting and inspection. In Sampling and Cutting of Test Pieces and Expression of Test Results; European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310 Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993.
- EN 319 Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; European Committee for Standardization: Brussels, Belgium, 1993.
- EN 312 Particleboards—Specifications; European Committee for Standardization: Brussels, Belgium, 2010.
- EN 323 Wood-Based Panels—Determination of Density; European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317 Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1993.
- EN 382-1 Fiberboards. Determination of Surface Absorption. Test Method for Dry Process Fiberboards; European Committee for Standardization: Brussels, Belgium, 1993.
- Krzysik, F. Nauka o drewnie; Państwowe Wydaw. Nauk.: Warsaw, Poland, 1975; pp. 97–103. [Google Scholar]
- Yemele, M.C.N.; Blanchet, P.; Cloutier, A.; Koubaa, A. Effects of bark content and particle geometry on the physical and mechanical properties of particleboard made from black spruce and trembling aspen bark. For. Prod. J. 2008, 58, 48–56. [Google Scholar]
- Lakreb, N.; As, N.; Gorgun, V.; Sen, U.; Gomes, M.G.; Pereira, H. Production and characterization of particleboards from cork-rich Quercus cerris bark. Eur. J. Wood Wood Prod. 2018, 76, 989–997. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Wieruszewski, M.; Trocinski, A. Effects of using bark particles with various dimensions as a filler for urea-formaldehyde resin in plywood. BioResources 2020, 15, 1692–1701. [Google Scholar]
- Wronka, A.; Kowaluk, G. Influence of density on selected properties of furniture particleboards made of raspberry Rubus idaeus L. lignocellulosic particles. Ann. WULS For. Wood Technol. 2019, 105, 113–124. [Google Scholar] [CrossRef]
- Lunguleasa, A.; Dumitrascu, A.E.; Spirchez, C.; Ciobanu, V.D. Influence of the strand characteristics on the properties of oriented strand boards obtained from resinous and broad- leaved fast-growing species. Appl. Sci. 2021, 11, 1784. [Google Scholar] [CrossRef]
- Wong, E.D.; Zhang, M.; Wang, Q.; Han, G.; Kawai, S. Formation of the density profile and its effects on the properties of fiberboard. J. Wood Sci. 2000, 46, 202–209. [Google Scholar] [CrossRef]
- Hashim, R.; Saari, N.; Sulaiman, O.; Sugimoto, T.; Hiziroglu, S.; Sato, M.; Tanaka, R. Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk. Mater. Des. 2010, 31, 4251–4257. [Google Scholar] [CrossRef]
- Sackey, E.K.; Semple, K.E.; Oh, S.W.; Smith, G.D. Improving core bond strength of particleboard through particle size redistribution. Wood Fiber Sci. 2008, 40, 214–224. [Google Scholar]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wronka, A.; Robles, E.; Kowaluk, G. Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass. Materials 2021, 14, 7772. https://doi.org/10.3390/ma14247772
Wronka A, Robles E, Kowaluk G. Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass. Materials. 2021; 14(24):7772. https://doi.org/10.3390/ma14247772
Chicago/Turabian StyleWronka, Anita, Eduardo Robles, and Grzegorz Kowaluk. 2021. "Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass" Materials 14, no. 24: 7772. https://doi.org/10.3390/ma14247772
APA StyleWronka, A., Robles, E., & Kowaluk, G. (2021). Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass. Materials, 14(24), 7772. https://doi.org/10.3390/ma14247772