
Fabrication of Microgrooves by Synchronous Hybrid Laser and Shaped Tube Electrochemical Milling


Abstract
:1. Introduction
2. Methods
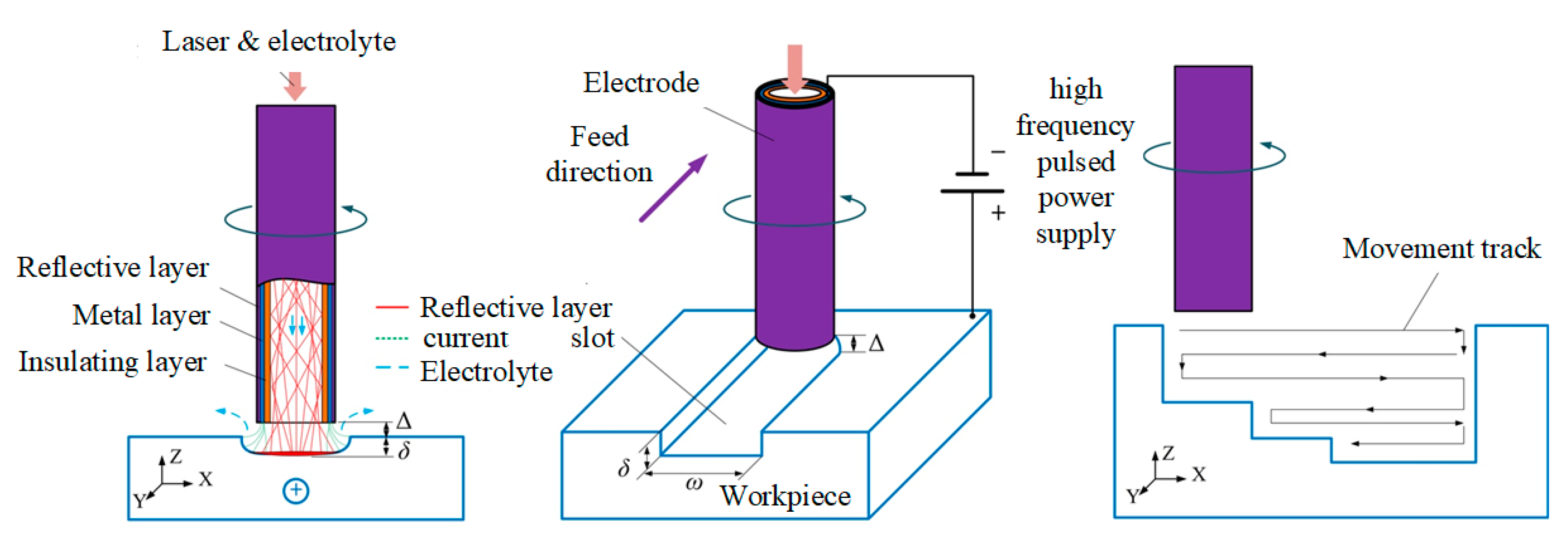
2.1. Principles of Laser and Shaped Tube Electrochemical Milling
2.2. Experimental Setup
3. Experimental Procedure and Materials
4. Results and Discussion
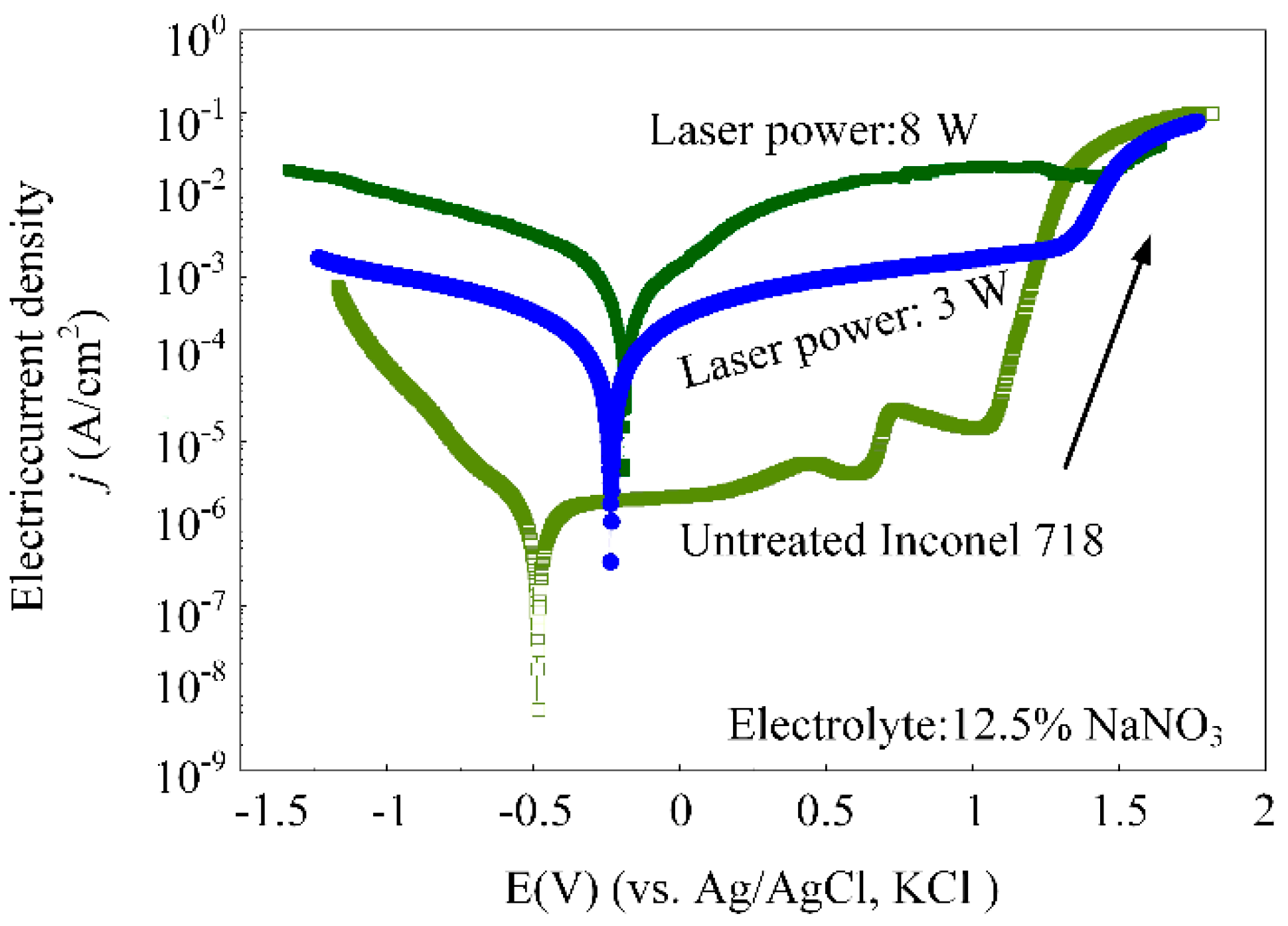
4.1. Effects of Laser Power on Laser-STEM
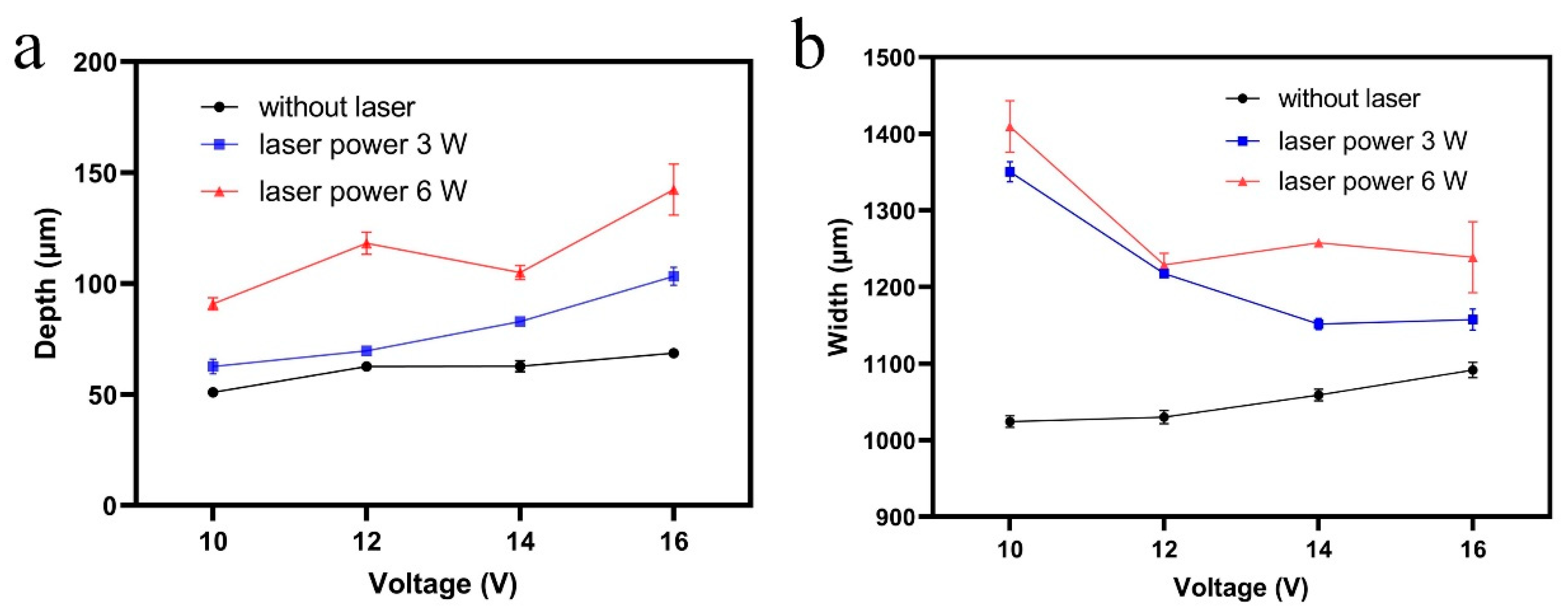
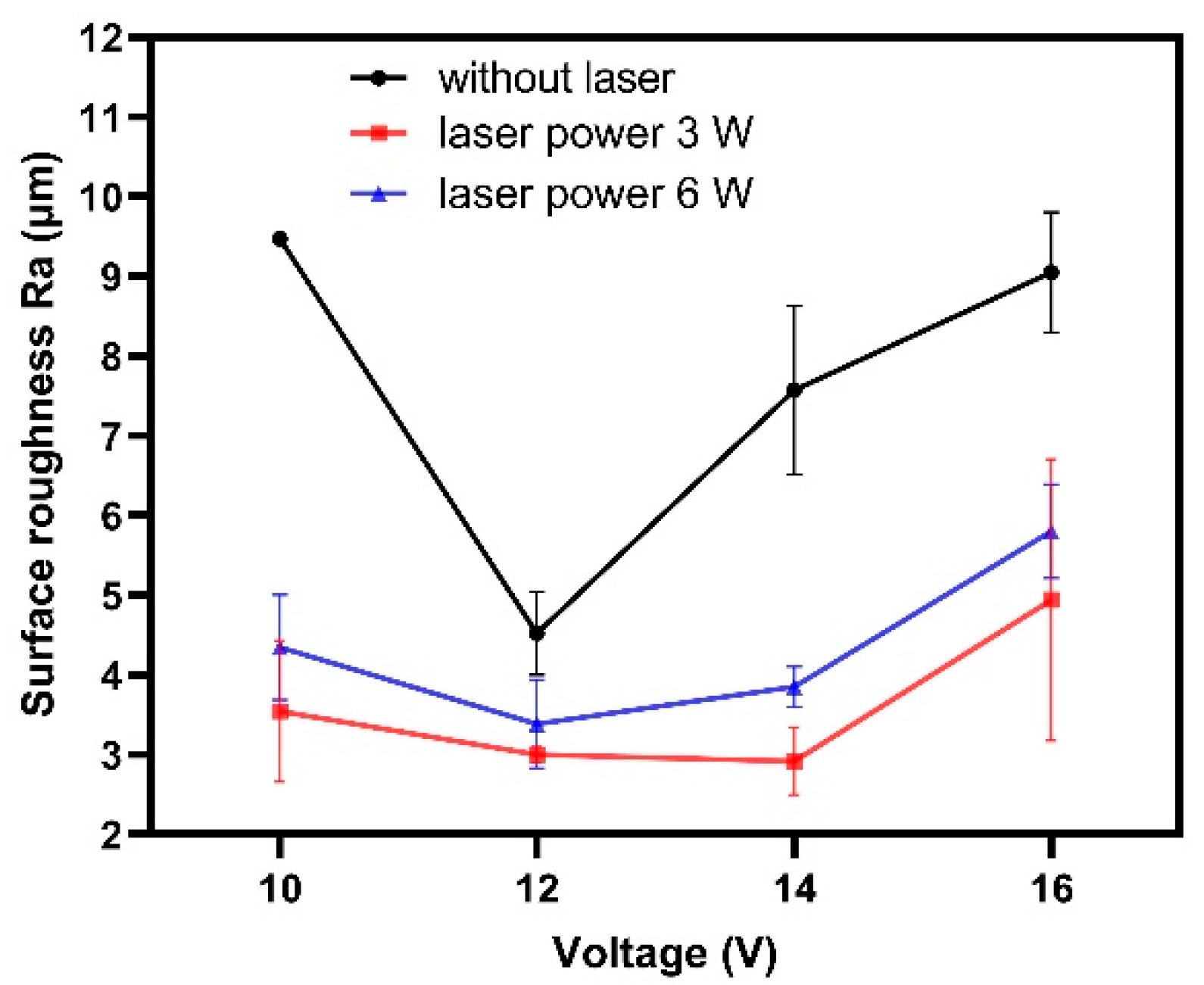
4.2. Effects of Voltage on Laser-STEM
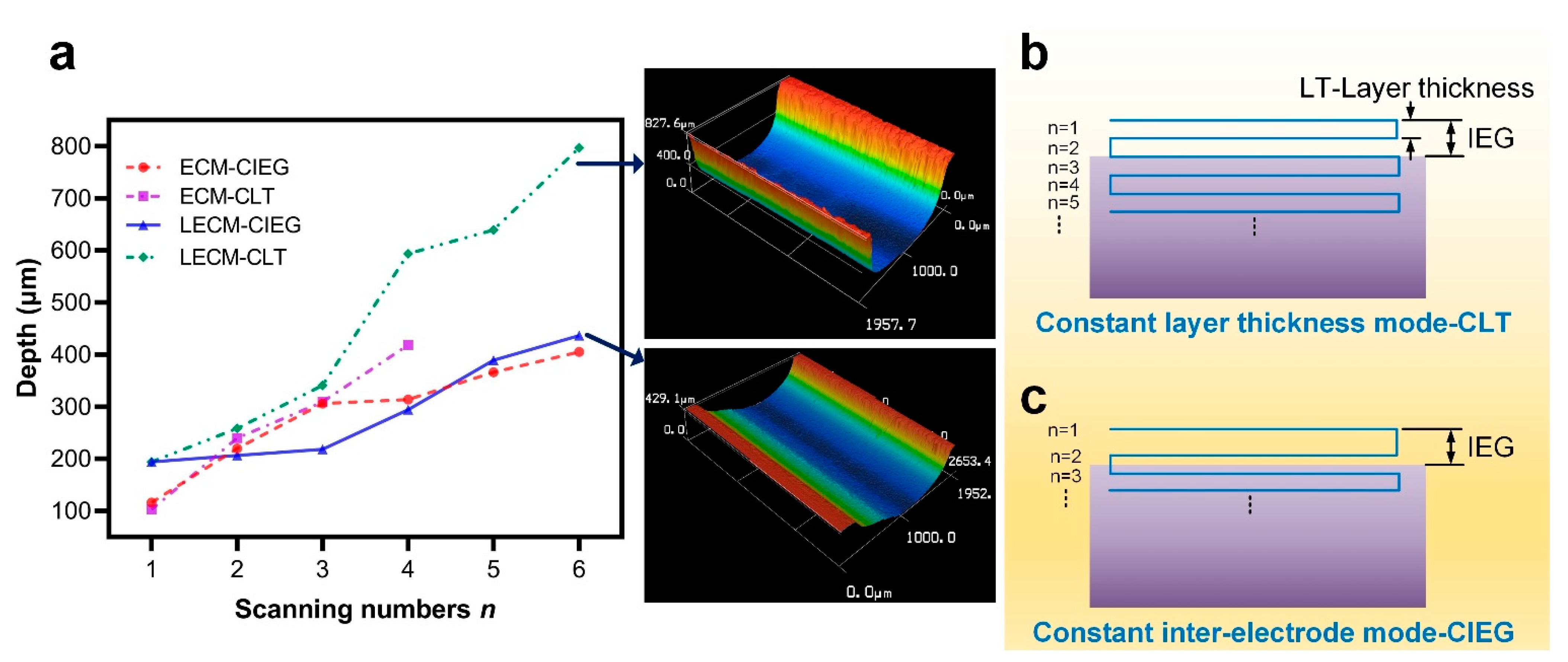
4.3. Effect of Scanning Mode on Layer-by-Layer Laser-STEM
5. Conclusions
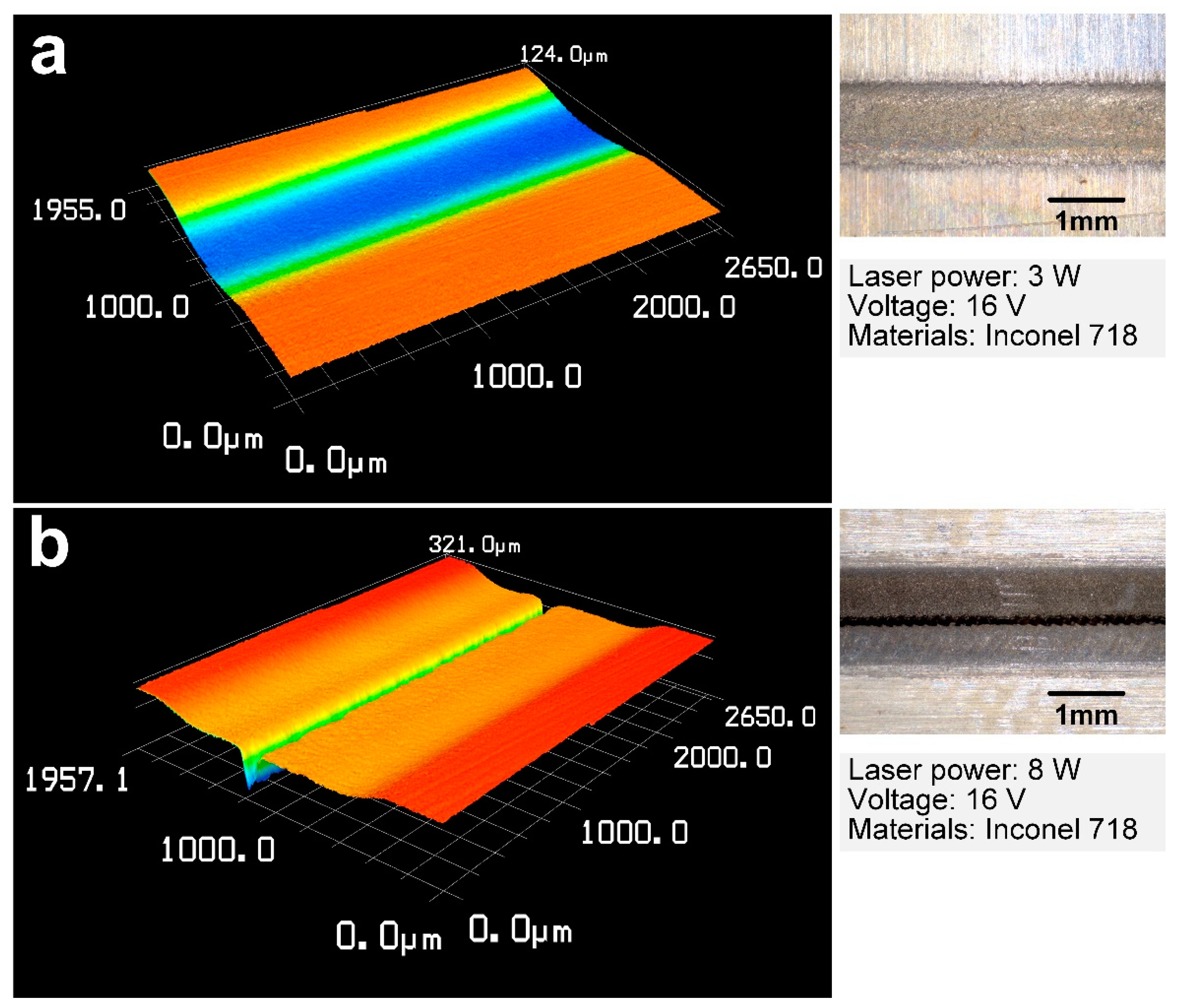
- When the laser power exceeded a threshold value of 6 W, a kerf processed by high power density was obtained at the bottom of the microgrooves. Microgrooves with a flat bottom were obtained with a laser power of smaller than 3 W, where the materials in the front machining gap were removed by laser-assisted electrochemical machining.
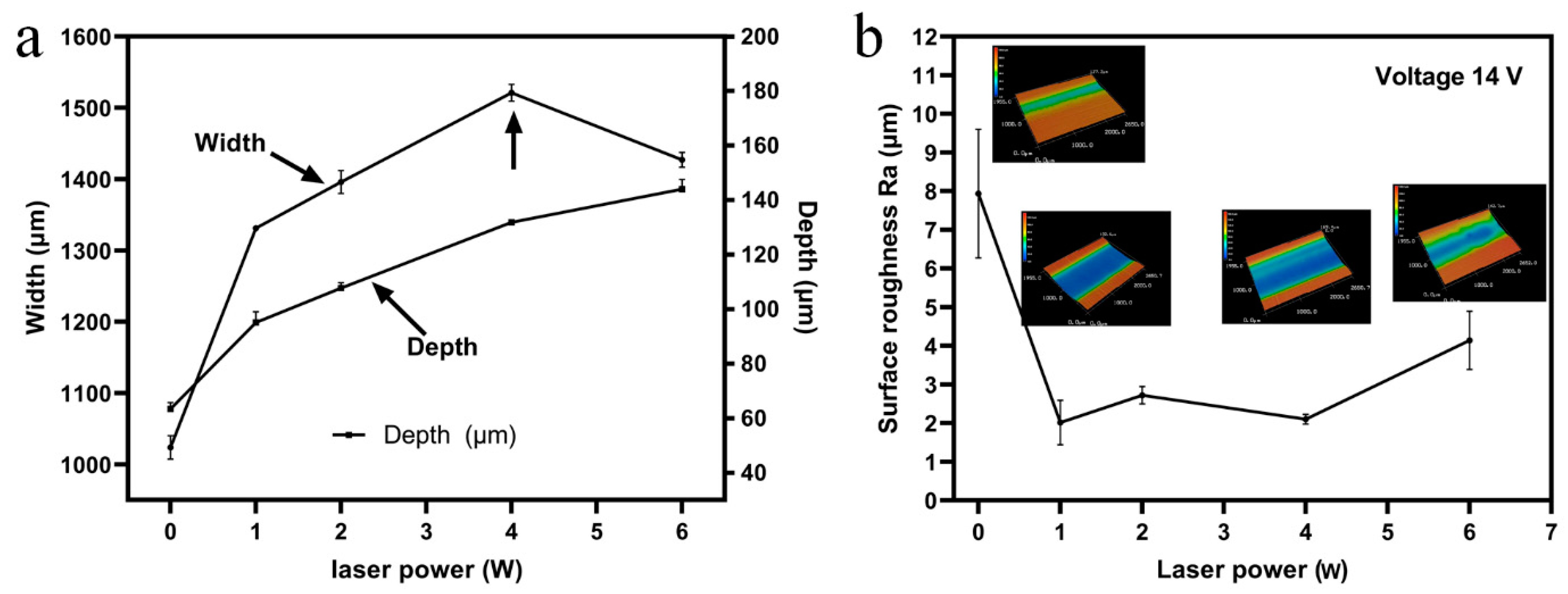
- Results showed that the width of the microgrooves increased when the laser power increased from 0 W to 4 W, and then decreased with a laser power larger than 4 W. This contributed to increased machining efficiency of electrochemical machining due to the laser-induced temperature in the machining zone. The machining side gap decreased by 62.5%, while using a laser power of 6 W in laser and shaped tube electrochemical milling.
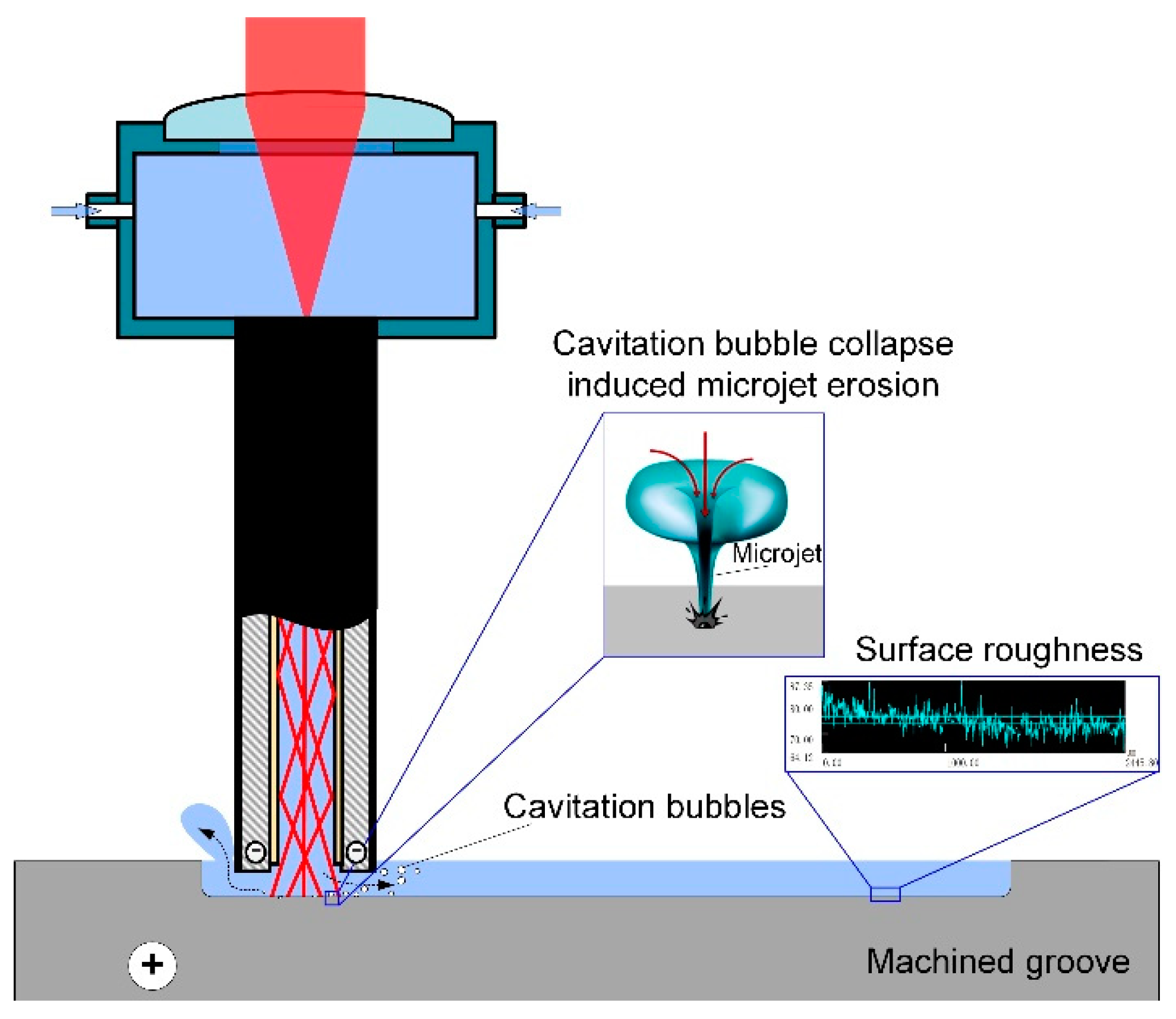
- With a laser power of 0–4 W, the surface roughness was enhanced by the increased electric current density due to the laser-induced high temperature in the machining area. However, the surface roughness deteriorated, which was attributed to the intensified erosion effects of the micro-jet while the laser-induced cavitation bubbles collapsed.
- The laser-assistance effects were beneficial to reduce the surface roughness of the microgrooves machined by Laser-STEM milling with the proper voltage. A laser power of 3 W was preferred to obtain the smallest surface roughness value.
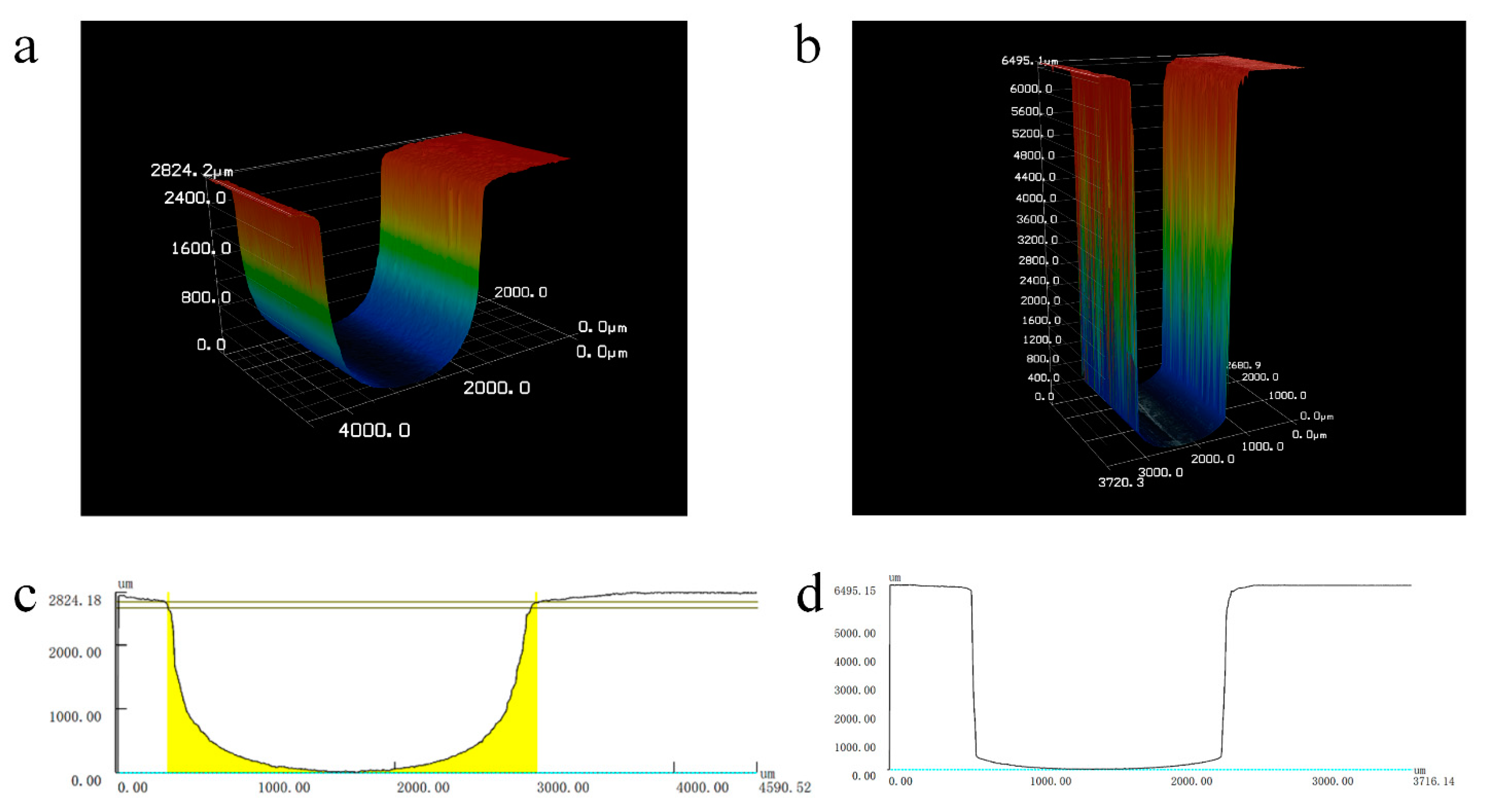
- The machining efficiency of layer-by-layer laser and shaped tube electrochemical milling can be enhanced utilizing the CLT mode while fabricating microgrooves with a high aspect ratio. Microgrooves with a width of 1.79 mm, a depth of 6.49 mm and a surface roughness of 2.5 μm were processed with a constant layer thickness of 0.1 mm, a voltage of 16 V, a feeding rate of the electrode of 1.8 mm/min and a laser power of 6 W.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ayesta, I.; Izquierdo, B.; Sánchez, J.A.; Ramos, J.M.; Plaza, S.; Pombo, I.; Ortega, N.; Bravo, H.; Fradejas, R.; Zamakona, I. Influence of EDM Parameters on Slot Machining in C1023 Aeronautical Alloy. Procedia CIRP 2013, 6, 129–134. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Yue, Z.; Wen, Z.; Wang, B.; Liu, D. Study on Fatigue Properties of Turbine Disk Groove Modeling Specimens of GH4720 Alloy. Rare Met. Mater. Eng. 2014, 43, 42–46. [Google Scholar] [CrossRef]
- Jin, T.; Stephenson, D.J.; Xie, G.Z.; Sheng, X.M. Investigation on cooling efficiency of grinding fluids in deep grinding. CIRP Ann. Manuf. Technol. 2011, 60, 343–346. [Google Scholar] [CrossRef]
- Niknam, S.A.; Songmene, V. Factors governing burr formation during high-speed slot milling of wrought aluminum alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1165–1179. [Google Scholar] [CrossRef]
- Chu, Z.; Zhao, W.; Gu, L. Experimental Research on Deep Narrow Slot EDM Performance with High-speed Electrode Jump Motion. ElectroMach. Mould. 2013, 1, 26–29. [Google Scholar] [CrossRef]
- Flaño, O.; Ayesta, I.; Izquierdo, B.; Sánchez, J.A.; Zhao, Y.; Kunieda, M. Improvement of EDM performance in high-aspect ratio slot machining using multi-holed electrodes. Precis. Eng. 2018, 51, 223–231. [Google Scholar] [CrossRef]
- Ancona, A.; Döring, S.; Jauregui, C.; Röser, F.; Limpert, J.; Nolte, S.; Tünnermann, A. Femtosecond and picosecond laser drilling of metals at high repetition rates and average powers. Opt. Lett. 2009, 34, 3304–3306. [Google Scholar] [CrossRef]
- Chen, X.; Zhu, J.; Xu, Z.; Su, G. Modeling and experimental research on the evolution process of micro through-slit array generated with masked jet electrochemical machining. J. Mater. Process. Technol. 2021, 298, 117304. [Google Scholar] [CrossRef]
- Li, Z.Y.; Wei, X.T.; Sun, J.J.; Zang, C.W.; Fu, C.H.; Guo, Y.B. Process capability and effect size of vacuum extraction shaped tube electrolytic drilling of Inconel alloy for high-performance cooling hole. Int. J. Adv. Manuf. Technol. 2016, 85, 9–12. [Google Scholar] [CrossRef]
- Ge, Y.; Zhu, Z.; Ma, Z.; Wang, D. Large allowance electrochemical turningof revolving parts using a universal cylindrical electrode. J. Mater. Process. Technol. 2018, 258, 89–96. [Google Scholar] [CrossRef]
- Wang, X.; Qu, N.; Fang, X. Reducing stray corrosion in jet electrochemical milling by adjusting the jet shape. J. Mater. Process. Technol. 2019, 264, 240–248. [Google Scholar] [CrossRef]
- Zhang, C.; Yao, J.; Zhang, C.; Chen, X.; Liu, J.; Zhang, Y. Electrochemical milling of narrow grooves with high aspect ratio using a tube electrode. J. Mater. Process. Technol. 2020, 282, 116695. [Google Scholar] [CrossRef]
- Ge, Y.; Zhu, Z.; Wang, D.; Ma, Z.; Zhu, D. Study on material removal mechanism of electrochemical deep grinding. J. Mater. Process. Technol. 2019, 271, 510–519. [Google Scholar] [CrossRef]
- Saxena, K.K.; Qian, J.; Reynaerts, D. Development and investigations on a hybrid tooling concept for coaxial and concurrent application of electrochemical and laser micromachining processes. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2020, 65, 171–184. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Z.; Zhu, D.; Xing, J. Tube electrode high-speed electrochemical discharge drilling using low-conductivity salt solution. Int. J. Mach. Tools Manuf. 2015, 92, 10–18. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, J.; Wang, J. Investigation of a novel hybrid process of laser drilling assisted with jet electrochemical machining. Opt. Lasers Eng. 2009, 47, 1242–1249. [Google Scholar] [CrossRef]
- Nowak, R.; Metev, S. Thermochemical laser etching of stainless steel and titanium in liquids. Appl. Phys. A-Mater. Sci. Process. 1996, 63, 133–138. [Google Scholar] [CrossRef]
- Long, Y.; Liu, Q.; Zhong, Z.; Xiong, L.; Shi, T. Experimental study on the processes of laser-enhanced electrochemical micromachining stainless steel. Opt.-Int. J. Light Electron Opt. 2015, 126, 1826–1829. [Google Scholar] [CrossRef]
- Tsao, J.Y.; Ehrlich, D.J. Laser-controlled chemical etching of aluminum. Appl. Phys. Lett. 1983, 43, 146–148. [Google Scholar] [CrossRef]
- Desilva, A.K.M.; Pajak, P.T.; Harrison, D.K.; McGeough, J.A. Modelling and Experimental Investigation of Laser Assisted Jet Electrochemical Machining. CIRP Ann. 2004, 53, 179–182. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, F.; Zhang, W. Development of Laser and Electrochemical Machining Based on Internal Total Reflection. J. Electrochem. Soc. 2019, 166, E481–E488. [Google Scholar] [CrossRef]
- Saxena, K.K.; Qian, J.; Reynaerts, D. A tool-based hybrid laser-electrochemical micromachining process: Experimental investigations and synergistic effects. Int. J. Mach. Tools Manuf. 2020, 155, 103569. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, W. Theoretical and experimental study on hybrid laser and shaped tube electrochemical machining (Laser-STEM) process. Int. J. Adv. Manuf. Technol. 2021, 112, 1601–1615. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, F.; Zhang, G.; Zhang, W. Fabrication of deep and small holes by synchronized laser and shaped tube electrochemical machining (Laser-STEM) hybrid process. Int. J. Adv. Manuf. Technol. 2019, 105, 2721–2731. [Google Scholar] [CrossRef]
- Rahman, M.A.; Ahmed, A.; Mia, M. Trends in electrical discharge machining of Ti- and Ni-based superalloys: Macro-micro-compound arc/spark/melt process. In Micro and Nano Technologies, Micro Electro-Fabrication; Elsevier: Amsterdam, The Netherlands, 2021; pp. 63–87. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Y.; Gui, Y.; Shao, F.; Li, Y.; Zhang, W. Improving performance of laser and shaped tube electrochemical machining by using retracted hybrid tubular tool electrode. Int. J. Adv. Manuf. Technol. 2021, 1–13. [Google Scholar] [CrossRef]
- Skoczypiec, S. Application of laser and electrochemical interaction in sequential and hybrid micromachining processes. Bull. Pol. Acad. Sci. Tech. Sci. 2015, 63, 305–314. [Google Scholar] [CrossRef]
- Kawanaka, T.; Kato, S.; Kunieda, M.; Murray, J.W.; Clare, A.T. Selective Surface Texturing Using Electrolyte Jet Machining. Procedia CIRP 2014, 13, 345–349. [Google Scholar] [CrossRef] [Green Version]
- Kawanaka, T.; Kunieda, M. Mirror-like finishing by electrolyte jet machining. CIRP Ann. 2015, 64, 237–240. [Google Scholar] [CrossRef]
- Zong, S.; Wang, J.; Wang, H. Image measure of characters of cavitation bubble by optical breakdown. Acta Opt. Sin. 2009, 29, 2197–2202. [Google Scholar] [CrossRef]
- Tomita, Y.; Shima, A. Mechanisms of impulsive pressure generation and damage pit formation by bubble collapse. J. Fluid Mech. 1986, 169, 535–564. [Google Scholar] [CrossRef]
- Ye, L.; Zhu, X. Analysis of the effect of impact of near-wall acoustic bubble collapse micro-jet on Al 1060. Ultrason. SonoChem. 2017, 36, 507–516. [Google Scholar] [CrossRef] [PubMed]
- Xu, H. Fundamentals of Materials Science, 1st ed.; Beijing University of Technology Press: Beijing, China, 2002; pp. 119–120. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Voltage (V) | 10–16 |
| Pulse frequency (KHz) | 20 |
| Duty cycle (%) | 50 |
| Electrolyte concentration (g/L) | 12.5% NaNO3 |
| Electrolyte pressure (MPa) | 0.3 |
| Electrolyte flow rate (mL/min) | 100 |
| Laser power (W) | 1–6 |
| Laser pulse width (ns) | 16 |
| Laser repetition frequency (KHz) | 8 |
| Wavelength (nm) | 532 |
| Temperature (°C) | 24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Wang, Y.; Gui, Y.; Zhang, W. Fabrication of Microgrooves by Synchronous Hybrid Laser and Shaped Tube Electrochemical Milling. Materials 2021, 14, 7714. https://doi.org/10.3390/ma14247714
Yang Y, Wang Y, Gui Y, Zhang W. Fabrication of Microgrooves by Synchronous Hybrid Laser and Shaped Tube Electrochemical Milling. Materials. 2021; 14(24):7714. https://doi.org/10.3390/ma14247714
Chicago/Turabian StyleYang, Yong, Yufeng Wang, Yujie Gui, and Wenwu Zhang. 2021. "Fabrication of Microgrooves by Synchronous Hybrid Laser and Shaped Tube Electrochemical Milling" Materials 14, no. 24: 7714. https://doi.org/10.3390/ma14247714
APA StyleYang, Y., Wang, Y., Gui, Y., & Zhang, W. (2021). Fabrication of Microgrooves by Synchronous Hybrid Laser and Shaped Tube Electrochemical Milling. Materials, 14(24), 7714. https://doi.org/10.3390/ma14247714